Что делает лазерное оборудование незаменимым при работе с металлом
Лазерный луч — удивительная вещь. Лазерный луч непрерывной мощности имеет плотность энергии, более чем в 4 триллиона раз превышающую сфокусированную энергию солнца, и производители нашли способы использовать эту необычайно высокую плотность энергии для выполнения любых задач — от резки и сварки листового металла до сверления отверстий в печатных платах.
Лазеры могут резать, соединять и удалять материал. Они могут даже могут быть использованы в аддитивном производстве, например, в импульсном лазерном напылении или 3D-печати. Мы можем изменять уровни мощности, частоту импульсов и плотность энергии с помощью манипуляций с диаметром луча, а также другими способами, чтобы лазерный луч мог вызывать нужные реакции материала для различных процессов. В самом деле , применение лазера в промышленности обширно и разнообразно.
Примечание: данная статья является переводом.
Диаметр светового пучка и скорость резки
Различные материалы по-разному взаимодействуют с различными длинами волн света, что делает некоторые лазерные источники более эффективными при обработке определенных материалов, чем другие. Например, одним из известных преимуществ резки металла для промышленного применения с помощью лазеров с длиной волны 1 мкм является увеличение скорости по сравнению с резкой с помощью CO2-лазеров. Во многом это объясняется высокой поглощающей способностью света этой длины волны, например, в углеродистой стали (см. рис. 1). Небольшой пучок света, эффективно поглощаемый в разрезаемой стали, непосредственно приводит к более высокой скорости при резке плавлением (то есть резке с использованием нереактивного газа, такого как азот) в углеродистой стали.
При резке твердотельным лазером, таким как дисковый или оптоволоконный, диаметр сфокусированного пучка в сочетании с высоким процентом поглощения излучения лазера позволяет достичь очень высоких скоростей резки. Это преимущество в производительности по сравнению с CO2 проявляется в основном при обработке тонких и средней толщины материалов, причем преимущество уменьшается по мере увеличения толщины материала. Диаметр луча можно в определенной степени контролировать с помощью таких вещей, как коллимация света или изменение положения фокусирующей линзы (см. рис. 2), но существует предел того, насколько большой или маленький луч может быть получен.
Диапазон диаметров пучка определяется размером волокна доставки пучка (см. рис. 3). Волокно доставки луча диаметром 100 мкм обычно используется в лазерах для резки листового металла. Такой диаметр сердцевины обеспечивает высокое качество луча и высокую скорость резки. При увеличении толщины материала очень маленький размер пятна становится препятствием, ограничивая производительность, качество резки и надежность процесса.
Чтобы смягчить эту проблему, можно выбрать больший диаметр сердечника. Недостатком этого, конечно, является то, что минимальный диаметр луча становится намного больше того, что может обеспечить сердечник меньшего диаметра. Хотя качество и надежность процесса существенно повышаются, скорость работы с более тонкими материалами снижается.
Именно здесь может помочь двухжильное волокно. Одна сердцевина малого диаметра устанавливается коаксиально с сердцевиной большого диаметра. Программируемый затвор меняет, какая из жил активна. Такое волокно предназначено для того, чтобы система лазерной резки достигала высоких скоростей при работе с тонкими материалами и высокого качества и надежности при работе с более толстыми материалами.
Рисунок 1. Энергия от 1-микронной длины волны дискового и волоконного лазера помогает увеличить скорость резки во время резки плавлением.
Диаметр и фокусировка луча при сварке
Диаметр луча выполняет еще одну функцию при сварке. Хотя лазерная сварка отнюдь не нова, она пользуется большой популярностью как в мастерских, так и у производителей комплектного оборудования благодаря потенциальной экономии затрат за счет меньшего количества повторных работ, большей гибкости проектирования и исключения дорогостоящих и трудоемких последующих процессов, таких как шлифовка и полировка.
В листовом металле лазерная сварка осуществляется двумя основными способами: это теплопроводная сварка и сварка с глубоким проплавлением. При теплопроводной сварке используется сильно расфокусированный луч, расположенный над изделием. Положение фокуса луча обычно составляет от 6 до 12 мм над поверхностью заготовки, но может достигать 25 мм. Процесс нагревает металл выше температуры плавления без образования паров. Плотность мощности составляет от 104 до 105 Вт/см2 и зависит от теплопроводности металла; например, углерод и нержавеющая сталь легче свариваются этим методом, чем алюминий.
Теплопроводная сварка дает очень эстетичный сварной шов, расположенный перпендикулярно (90 градусов) лазерному лучу, хотя существует некоторая угловая гибкость с компромиссом по глубине проплавления, а эффективность процесса в определенном смысле низкая. Когда в процессе используется твердотельный лазер, излучающий свет с длиной волны 1 мкм, 68 процентов энергии отражается от облучаемой области заготовки, что приводит к низкой эффективности соединения, ограничивающей глубину проплавления и скорость сварки. При использовании CO2-лазера показатель еще хуже: 88 процентов света отражается от облучаемой области, что делает сварку теплопроводностью с помощью CO2-лазера непрактичной.
Несмотря на некоторые ограничения, теплопроводная сварка по-прежнему пользуется огромной популярностью среди производителей, особенно в тех случаях, когда требуется закругленная кромка. Вспомните все приборы из нержавеющей стали на вашей кухне или загляните на кухню ресторана и посмотрите на поверхности из нержавеющей стали. Присмотритесь, и вы увидите следы шлифовки и несовпадающие радиусы от ручной доработки, которая используется для решения проблем, возникающих при обычной сварке.
Посмотрите на те же детали, изготовленные с помощью лазерной сварки с теплопроводностью, и вы заметите, что эти проблемы исчезли. Это действительно подтверждает постоянно растущий интерес к лазерной сварке, особенно в условиях, где большое количество доработок является нормой.
При использовании одного и того же лазерного источника и системы доставки луча можно манипулировать плотностью луча и положением фокуса для сварки по второй методике. При сварке с глубоким проплавлением или как её называют по другому сварка в замочную скважину использует положение фокуса приблизительно 0; то есть фокус находится на поверхности материала или вблизи нее, создавая высокую плотность энергии на заготовке. В то время как при сварке с теплопроводностью эффективность соединения относительно низкая, при сварке с глубоким проплавлением она довольно высокая как с твердотельными, так и с CO2 лазерными источниками; эффективность соединения составляет 10 и 15 процентов соответственно.
В процессе обработки деталь нагревается выше температуры, при которой происходит парообразование, и формирует паровой капилляр за счет давления абляции выходящих паров металла, создавая «замочную скважину», которая и дает название процессу. Плотность мощности составляет от 105 до 106 Вт/см2, а глубина проплавления зависит от образования замочной скважины.
Этот метод сварки обеспечивает высокую скорость сварки, узкую зону термического влияния и значительную глубину провара. Из-за низкой передачи энергии и большой глубины проплавления сварка с глубоким проплавлением больше подходит для толстых материалов или при подготовке шва «поверхность-поверхность» или «поверхность-кромка». Идеальным вариантом подготовки шва является стыковое соединение «кромка в кромку», хотя процесс шпоночной сварки обычно хорошо подходит для различных конфигураций швов.
При выборе между сваркой с теплопроводностью и сваркой с глубоким проплавлением выбор определяется областью применения. Хотя сварка с теплопроводностью, возможно, выглядит лучше, простой факт заключается в том, что сварка с глубоким проникновением обычно дешевле из двух вариантов, в основном благодаря высокой скорости сварки. Тем не менее, вы можете воспользоваться преимуществами скорости и низкой передачи энергии при сварке глубокого проплавления и получить при этом красивые, последовательно закругленные края, характерные для сварки теплопроводностью. Просто пройдитесь по уже сваренному шву с замочной скважиной, установив луч в положение повышенной фокусировки.
Лазер продолжают совершенствоваться
Лазеры продолжает решать все больше производственных задач, и такие переменные процесса, как диаметр луча и манипулирование им, продолжают оказывать значимое влияние. От резки и сварки до аддитивного производства — прогресс в лазерных технологиях, несомненно, станет ключевым компонентом успеха в четвертой промышленной революции.
Потенциал импульса
Новейшие технологии дают нам представление о том, насколько обширен потенциал лазерного оборудования для обработки металлов и не только. Рассмотрим лазеры с ультракороткой длительностью импульса. Чтобы дать представление о масштабах, свет движется со скоростью 186 000 миль в секунду. За одну секунду свет может пройти окружность Земли 7,5 раз. За пикосекунду свет проходит всего 300 мкм! Если время поглощения обрабатываемого материала меньше времени электрон-фононного взаимодействия, происходит холодная абляция; металл не нагревается и не плавится, а полностью диссоциируется.
Холодная абляция применяется как в металлах, так и в различных других материалах, включая стекло. В большинстве случаев стекло обрабатывается с помощью процесса разметки и разрыва, когда сила разрывает материал по линиям разметки, или поверхностной абляции с помощью ультрафиолетовых (УФ) лазеров.
Рисунок 2. Диаметр луча можно в некоторой степени контролировать, изменяя положение фокусирующей линзы.
Почему именно ультрафиолетовые лазеры? Это связано с поглощением. В нормальных условиях фотон инфракрасного света (~1 мкм) не поглощается прозрачным материалом. Те из нас, кто пытался резать прозрачные материалы или покрытия дисковым или волоконным лазером, слишком хорошо это знают. Именно поэтому специалисты по обработке стекла использовали УФ-лазеры, но они также могут использовать альтернативный подход: нелинейное поглощение света с помощью лазеров с ультракороткими длительностями импульсов.
Опять же, в условиях линейного поглощения прозрачный материал не поглощает фотоны. Но при нелинейном поглощении света несколько фотонов поглощаются одновременно, объединяя свою энергию и позволяя ИК-излучению (такому как диск или волокно) выполнять работу УФ-лазера.
Это достигается за счет ультракоротких длительностей импульсов. Они объединяют энергию с абляцией, осуществляемой не тепловыми процессами, а путем прямой диссоциации материала. Такая холодная абляция позволяет гораздо более точно обрабатывать материалы. Этот процесс в сочетании с оптикой, создающей удлиненный профиль луча, позволяет лазеру достигать чрезвычайно высоких скоростей резки прозрачного материала.
Рисунок 3. Диаметр волокна доставки определяет диапазон диаметров луча.
Что можно делать на лазерном станке
Резку и гравировку при помощи лазера можно назвать самой молодой технологией обработки материалов. Широкому кругу пользователей лазерный станок стал доступен буквально пять-десять лет назад, когда производители оборудования такого плана разработали бюджетные модели, которые мог приобрести практически любой желающий. Аппараты лазерной резки моментально вытеснили предыдущих фаворитов — фрезерные станки — из всех областей, связанных с раскроем, маркировкой и гравировальными работами. В некоторых сферах, требующих особо высокой точности и малых диаметров, даже отверстия создают при помощи лазера, например, при изготовлении часовых механизмов.
Преимущества станков для лазерного раскроя
Если говорить о преимуществах лазера подробнее, то в первую очередь следует упомянуть такие достоинства, как:
очень высокая скорость прохождения режущего луча (для резки до 500 мм/с, для гравировки до 700 мм/с), что в несколько раз ускоряет рабочий процесс в сравнении с любым иным оборудованием;
работа с любыми материалами. Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список;
сфокусированный в точку луч используется для всех производственных операций, доступных для станков, работающих на основе лазерного излучения (резка, маркировка, гравировка, сверление) — это исключает финансовые затраты на приобретение большого количества инструментов (фрезы, сверла и т. д.) и потерю времени на их замену;
низкий уровень шума и пыльности при работе;
гладкий и аккуратный срез, не требующий дополнительной обработки;
благодаря тому, что сам луч имеет очень малый диаметр, с его помощью можно вырезать идеально точные контуры любой сложности. Кроме того, ширина реза настолько мала, что заготовки на материале могут быть расположены встык или вообще иметь одну общую стенку — таким образом можно добиться практически 100% экономии сырья;
лазер воздействует на материалы не физически, а термически, поэтому заготовки не сдвигаются в процессе обработки, что позволяет сократить расходы на крепежную оснастку. Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера.
Что можно делать на лазерном станке
Как уже упоминалось выше, оборудование для лазерной обработки является универсальным как в плане материалов, так и в плане производственных возможностей. Используя лазерные станки можно выполнять такие операции, как:
Резка
Лазерный карвинг — изготовление фантастических по красоте и сложности изделий из бумаги или дерева. На фото представлена одна из работ Эрика Стэндли, создающего витражи из большого количества слоев цветной бумаги
Раскрой материала является наиболее частым вариантом использования лазерного оборудования. Станки, использующие луч лазера в качестве режущего инструмента, можно встретить в металло- и деревообработке, в ювелирном и рекламном деле, в стоматологическом протезировании, на предприятиях по производству упаковочной тары и резиновых уплотнительных прокладок, в обувных и швейных ателье и еще во многих производственных сферах. Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают:
входные и межкомнатные двери;
сувениры;
элементы наружных и внутренних рекламных конструкций;
конструкторы и пазлы из фанеры или картона;
игрушки и предметы для интерьерного декора из фетра, флиса, картона и фанеры;
чехлы для мягкой мебели и автомобилей;
детали для автомобильного и авиамоделирования.
Следует уточнить, что лазерное оборудование бывает двух типов (речь идет о станках, которые широко используются в промышленности). Углекислотные или CO2 лазеры используют при работе с любыми материалами неметаллической группы и крайне ограниченным кругом металлов (латунь и алюминий). Для эффективной резки и гравировки металлических поверхностей применяют оптоволоконные лазерные станки.
Гравировка
Гравировка изделий при помощи лазера придает им индивидуальность и превращает дорогие подарки в бесценные
Гравировка с использованием лазерного луча является самой точной и четкой. Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
именные часы, портсигары, зажигалки, канцтовары;
кошельки, портмоне, сумки и прочие изделия из кожи;
ювелирные украшения;
холодное и стрелковое оружие;
печати и штампы;
предметы интерьерного декора.
Как видно из перечисленных выше пунктов, гравировать лазером можно не только плоские, но и округлые поверхности. Для этого к двигателю станка подсоединяется специальный поворотный механизм из двух элементов, между которыми на весу фиксируется заготовка любой цилиндрической формы. Вращение мотора передается изделию, которое начинает поворачиваться с заданной скоростью, позволяя лазерному лучу в непрерывном режиме нанести изображение со всех сторон.
Маркировка
Лазерную маркировку отличает максимально возможная контурность и читабельность даже на мелких изображениях
Если для гравировки применяются те же станки, что и для резки, то для маркировки товаров используется специальные устройства — лазерные маркираторы. Их отличают небольшие габариты рабочего поля и специфическое программное обеспечение, в которое включена обширная база шрифтов, номенклатурных характеристик широкого спектра товаров, все разновидности штрих-кодов, логотипы производственных предприятий и т. д.
Принцип действия маркираторов сходен с работой граверов — лазерный луч снимает с поверхности материала слой нужной глубины и ширины, постепенно формируя необходимое изображение. Однако, если гравировка выполняет, в первую очередь, декоративную роль и не является необходимым для изделий атрибутом, то маркировка должна присутствовать на всех товарах в том или ином виде. Она позволяет идентифицировать и классифицировать изделия, облегчает их учет, хранение и транспортировку, а также предоставляет потребителю всю ключевую информацию о товаре. Это может быть срок годности, размер, серийный номер, артикул и т. д. Как и в случае с гравировальными изображениями, лазерная маркировка не смывается, не истирается с течением времени и не подвергается любым иным деформациям, затрудняющим ее идентификацию, поэтому на большинстве крупных и мелких предприятий для ее нанесения используют именно лазерный луч.
Сверление
Вторым, после исключительной точности, достоинством лазерной перфорации можно назвать отсутствие необходимости в постобработке поверхности в зоне входа и выхода луча
Последней из технологических операций, которые позволяет производить лазерный станок, является сверление, хотя, применительно к лазерному оборудованию, такой термин будет не совсем корректным. Сверление подразумевает под собой поступательно-вращательные движения инструмента, который постепенно проникает вглубь материала, создавая отверстие. Луч лазера же просто прожигает поверхность насквозь (или на нужную глубину) за секунды или доли секунд — зависит от материала. При правильно подобранной фокусировке такое отверстие будет иметь идеальные характеристики (если фокус выставлен не верно, то на толстых материалах будет заметно сужение стенок ближе к изнаночной стороне).
Лазерную перфорацию используют для украшения одежды, обуви и кожгалантереи, при производстве электронных плат и во всех других областях, где требуется прецизионная точность создания и расположения отверстий.
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 3,1 Голосов: 12
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Лазерные изделия и инструменты | FDA
Информация для лазерной промышленности
Информация
Описание
Изделия, использующие лазерную энергию, бывают разных размеров, форм и форм. Общим для них является лазер, который накапливает энергию из источника, такого как электрический разряд, химическая реакция или мощное оптическое освещение, которое высвобождает энергию в виде света.
«Лазер» означает усиление света за счет стимулированного излучения. Один из основных типов лазеров состоит из герметичной трубки, содержащей пару зеркал, и лазерной среды, которая возбуждается какой-либо формой энергии для получения видимого света или невидимого ультрафиолетового или инфракрасного излучения.
Светодиоды (светоизлучающие диоды) отличаются от лазерных диодов и не подпадают под действие Федерального стандарта производительности лазерной продукции.
Обычный источник видимого света, такой как солнце или лампочка, излучает смесь невидимого и видимого света, как волны. Эти волны имеют разную длину и движутся во всех направлениях. Эти разные «длины волн» производят разные типы света, такие как ультрафиолетовый, фиолетовый, синий, зеленый, красный и инфракрасный.
В отличие от обычного света, лазерный свет имеет определенную длину волны, и усиление этой длины волны приводит к формированию сфокусированного узкого луча света, который может излучаться в одном направлении. Усиление, фокус и направленность этого света, сконцентрированного на небольшой площади, могут создать свет очень высокой интенсивности даже на большом расстоянии от лазера.
Использование
Компоненты аудио-, видео- и компьютерного оборудования, такого как CD, DVD, Blue Ray, HD (High Definition) или другие проигрыватели и записывающие устройства для оптических дисков
Лазерные указки и ручки, обычно используемые для презентаций, съемки и позиционирования
Волоконно-оптические системы для телефонных, видео и компьютерных сетей.
Применяется для операций обработки материалов, таких как резка, сварка, гравировка или системы маркировки.
Применение в лабораториях для исследований, измерений и оптических источников.
Лазеры, специально разработанные для использования в медицинских процедурах.
Лазеры, специально разработанные и рекламируемые для лазерных световых шоу, развлечений, рекламы и т. д.
Риски/выгоды
Лазерные продукты улучшают качество, точность, точность, безопасность и надежность многих форм продуктов, материалов, коммуникаций и обработки данных. Чтобы реализовать преимущества лазеров, необходимо управлять рисками лазерного воздействия.
Классы опасности лазеров
FDA признает четыре основных класса опасности (от I до IV) лазеров, включая три подкласса (IIa, IIIa и IIIb). Чем выше класс, тем мощнее лазер и тем выше вероятность серьезной травмы при неправильном использовании. Маркировка для классов II–IV должна включать предупреждающий знак, указывающий класс и выходную мощность продукта. Примерно эквивалентные классы IEC включены для продуктов, маркированных в соответствии с системой классификации Международной электротехнической комиссии.
Класс FDA
Класс МЭК
Опасность лазерного изделия
Примеры продукции
я
1, 1М
Считается безопасным. Опасность увеличивается при осмотре с помощью оптических средств, включая лупы, бинокли или телескопы.
лазерные принтеры
проигрыватели компакт-дисков
DVD-плееры
IIа, II
2, 2М
Опасность увеличивается при прямом наблюдении в течение длительного периода времени. Опасность возрастает при просмотре с оптическими средствами.
сканеры штрих-кода
IIIa
3Р
В зависимости от мощности и площади луча может представлять опасность при прямом взгляде или при взгляде на луч невооруженным глазом. Риск получения травмы увеличивается при просмотре с оптическими средствами.
лазерные указки
IIIб
3Б
Непосредственная опасность для кожи от прямого луча и непосредственная опасность для глаз при прямом взгляде.
проекторы для лазерных шоу
промышленные лазеры
исследовательские лазеры
IV
4
Непосредственная опасность для кожи и глаз при воздействии прямого или отраженного луча; также может представлять опасность возгорания.
проекторы для лазерных шоу
промышленные лазеры
исследовательские лазеры
медицинские устройства лазеры для глазной хирургии или лечения кожи
Существуют законы, правила и стандарты, которые требуют технических средств контроля и информирования о рисках, чтобы помочь в управлении биологическими опасностями, связанными с каждым классом лазера. Однако никакие средства контроля не будут полностью эффективными, если лазеры используются неправильно.
Законы, постановления и стандарты
Производители продуктов, излучающих электронное излучение, продаваемых в США, несут ответственность за соблюдение Федерального закона о пищевых продуктах, лекарствах и косметике (FFDCA), глава V, подраздел C – Контроль излучения электронных продуктов .
Производители лазерной продукции несут ответственность за соблюдение всех применимых требований Раздела 21 Свода федеральных правил (Подраздел J, Радиологическое здоровье), Части с 1000 по 1005:
1000 — Общий
1002 — Записи и отчеты
1003 — Уведомление о дефектах или несоответствии
1004 — Выкуп, ремонт или замена электронных изделий
1005 — Импорт электронных изделий
Кроме того, лазерные изделия должны соответствовать стандартам радиационной безопасности, изложенным в разделе 21 Свода федеральных нормативных актов (подглава J, Радиологическое здоровье), части 1010 и 1040:
1010. Стандарты характеристик для электронных продуктов: общие
1040.10 — Лазерные изделия
1040.11 – Изделия лазерные специального назначения
Производители лазерной продукции могут запросить альтернативные средства обеспечения радиационной безопасности; это называется отклонением:
1010.4 – отклонение от стандартов
Документ Исключения из Регламентов на электронные продукты был собран для упрощения процесса поиска всех исключений, предусмотренных в Своде федеральных правил (CFR), части 1000-1050, и тех, которые предоставлены агентством письмо или лазерное уведомление.
Лазерные изделия, используемые в медицинских целях, также должны соответствовать правилам медицинского оборудования. Для получения дополнительной информации см.: Обзор регулирования устройств.
Лазерные изделия, разработанные и продвигаемые для производства лазерных световых шоу, дисплеев, рекламы и т. д., являются демонстрационными лазерными изделиями, на которые распространяются требования 21 CFR 1040.11(c).
Необходимые отчеты для производителей лазерных продуктов и инструментов или отрасли
Руководство по подготовке отчетов о продуктах для лазеров и продуктов, содержащих лазеры
Руководство по подготовке ежегодных отчетов по испытаниям на радиационную безопасность лазеров и продукции для лазерных шоу
Электронная отправка FDA
Отраслевое руководство – другие отраслевые документы
Процедура внесения изменений
Минимизация риска для детских игрушечных лазерных изделий — Руководство для промышленности и персонала Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (PDF — 59 КБ)
Федеральный реестр — лазерная продукция; Предлагаемая поправка к Стандарту деятельности
Руководство по соответствию лазерным изделиям
Часто задаваемые вопросы о лазерном уведомлении 53 — Руководство для промышленности и персонала FDA — Утверждение альтернативных способов маркировки лазерных изделий (выпущено 23 марта 2007 г. )
Медицинские лазеры
Этикетка с датой изготовления на излучающей излучение бытовой электронике
Исключения из Правил
об электронных продуктах
Методы контроля качества на соответствие Федеральному стандарту характеристик лазерной продукции (PDF — 1,1 МБ)
Руководство для промышленности и персонала Управления по санитарному надзору за качеством пищевых продуктов и медикаментов. Добавление URL-адресов в электронную маркировку продуктов
Прочие ресурсы
Предлагаемое правило — Поправки к записям и отчетам для электронных продуктов, излучающих излучение; Поправки к Стандартам характеристик для диагностических рентгеновских, лазерных и ультразвуковых продуктов
Записи и отчетность (радиоизлучающие продукты)
Импорт и экспорт электронных продуктов
Вывод на рынок продукта, излучающего излучение
Важная информация для производителей лазерных указок
Доска лазерной безопасности
Подпишитесь
Подпишитесь, чтобы получать по электронной почте обновления о Lasers.
Лазеры
Получайте обновления, касающиеся всех видов лазеров.
Адрес электронной почты
Руководство эксперта по покупке лазерного оборудования
Главная » БЛОГ » Все новостные СМИ — В новостях — Карьера в лазерной технике — Маркетинг вашего спа-бизнеса
Справочник эксперта по покупке лазерного оборудования
Луи Зильберман
Тщеславие и стремление выглядеть моложе — неотъемлемые элементы жизни многих людей. Практика эстетики существовала веками, и ее можно проследить еще во времена фараонов в Древнем Египте. Так же, как художник, создающий портрет, композитор, сочиняющий сонату, или танцор, совершающий плавные движения телом, работа эстетика сама по себе является искусством. Вместо масляной краски и холста профессионалы-эстетисты дают волю своему творчеству, предлагая расслабляющие и восстанавливающие процедуры, которые повышают уверенность и самооценку своих клиентов.
Ранние специалисты по эстетике имели ограниченные ресурсы для работы. Сегодня современные косметологи могут выбирать из огромного количества вариантов лечения. Новые научные открытия и достижения в области технологий являются обычным явлением, причем самые большие скачки сделаны в области медицинской эстетики и косметических лазеров. Хотя такие процедуры, как лазерная эпиляция и фотоомоложение кожи лица, являются одними из самых популярных, покупка оборудования, необходимого для предоставления этих услуг, может быть сложной задачей. Для профессионалов, которые хотят приобрести косметическое лазерное оборудование, эта статья поможет избавиться от догадок, ответив на важные вопросы и предоставив подробную информацию о процессе покупки.
НАЙТИ ФОКУС
Первым шагом в процессе покупки является изучение демографических данных вашего конкретного клиента, чтобы определить, какие виды лечения будут для него наиболее привлекательными. Молодых клиентов обычно привлекает лазерная эпиляция, а более зрелые клиенты могут склоняться к фотоомоложению кожи лица и фракционному лазерному уменьшению морщин. Тип кожи клиента также важно учитывать. Если большинство ваших клиентов имеют более темный тип кожи — классификация типов кожи по Фитцпатрику 4, 5 или 6 — они могут быть не в состоянии успешно пройти определенные виды лазерного лечения. После классификации вашей клиентуры пришло время выбрать метод лечения, наиболее подходящий для ее нужд. Список самых популярных на сегодняшний день лазерных процедур см. в разделе «Лучшие методы лазерного лечения». После того, как вы приняли это важное решение, крайне важно учитывать многие детали при совершении этой покупки.
Бюджет. Покупка лазера может быть веселой и захватывающей, но не позволяйте волнению момента помешать здравому смыслу. Определение вашего бюджета имеет решающее значение и должно быть сделано немедленно. Это поможет сузить круг поиска и не даст вам тратить силы на поиск слишком дорогого оборудования.
Новые или бывшие в употреблении. У обоих вариантов есть свои плюсы и минусы. Подобно новым автомобилям, косметические лазеры являются амортизируемыми активами и начинают терять ценность, как только они распаковываются. Покупка нового оборудования стоит дороже, но позволяет предлагать наиболее эффективные методы лечения. Это также дает возможность продавать новейшие и самые лучшие услуги клиентам. Бывшее в употреблении оборудование может быть более доступным, но в нем будут использоваться более старые технологии, и оно будет изнашиваться в результате предыдущего использования.
Варианты оплаты. Средний лазер может стоить от 50 000 до 250 000 долларов, что делает его очень важным активом для бизнеса. Вот почему важно знать все доступные методы покупки косметического лазера. См. «Уравнения способов покупки» для реальных платежей и оценок прибыли для четырех форм оплаты, перечисленных ниже.
Наличные — Платить наличными за лазер — дорогое удовольствие. Несмотря на то, что он позволяет избежать комиссий по кредиту и обеспечивает 100% капитала авансом, он может поглотить большой объем капитала компании, что может снизить ликвидность ее активов.
Финансирование. Финансирование — это ссуда, предоставляемая банком или компанией для покупки оборудования, но с процентами и комиссией по ссуде. Поскольку кредит предоставляется на основе кредита, этот вариант не всегда доступен покупателям с более низким кредитным рейтингом.
Лизинг — Лизинг оборудования снижает фактическую ежемесячную стоимость владения лазером и иногда дает большую свободу в обмене старых технологий на более новые лазеры. К сожалению, потраченные деньги не позволяют бизнесу получить долю в оборудовании. Типичная арендная ставка для нового лазера стоимостью 100 000 долларов США составляет примерно 2 000 долларов США в месяц при обязательном контракте на срок от трех до пяти лет.
Аренда — Аренда лазерного оборудования стоит примерно 500–700 долларов в день. Этот метод стоит больше денег авансом, но не требует финансовых или контрактных обязательств. Это отличный способ опробовать лазерные процедуры в бизнесе, прежде чем вкладывать средства.
Гарантия. Как вы понимаете, ремонт косметического лазерного оборудования может быть дорогостоящим. Всего одна поломка может стоить до 3000 долларов за запчасти и работу без гарантии. При рассмотрении вариантов гарантии необходимо задать два важных вопроса: если мое оборудование сломается, есть ли местная компания, которая может провести ремонт, или мне придется отправить его на завод; и получу ли я машину во временное пользование, пока мое оборудование ремонтируется?
Отличный способ определить, является ли ценовое предложение конкурентоспособным или нет, — оценить стоимость ремонта вашего оборудования два раза в течение года. Если годовая стоимость гарантии меньше предполагаемых затрат на негарантийный ремонт, то это разумная покупка.
Демо. Никто никогда не купит дом, не ступив в него ногой. Точно так же никто никогда не должен покупать лазер, не попробовав его сначала. Сделайте обязательным в процессе покупки демонстрацию оборудования и воспользуйтесь возможностью опробовать его в своей профессиональной среде. Поскольку косметический лазер требует больших вложений, очень важно убедиться, что оборудование соответствует вашим потребностям. Ниже приведен список вещей, которые следует учитывать при тестировании оборудования.
• Продемонстрирует ли продавец функциональность, и позволит ли я опробовать оборудование на своем рабочем месте?
• Тяжело ли косметическое лазерное оборудование? Насколько сложно будет манипулировать?
• Насколько удобно управление лазером?
• Какие процедуры выполняет оборудование? Это одноразовый аппарат или есть взаимозаменяемые насадки, позволяющие выполнять несколько видов лечения?
Ведущие производители косметических лазеров известны своими удобными для клиентов демонстрационными программами. При покупке нового лазера всегда спрашивайте о возможных вариантах работы с оборудованием, прежде чем совершить окончательную покупку.
Косметический лазерный тренинг. Вопреки распространенному мнению, в большинстве штатов косметологам не обязательно иметь медицинское образование, чтобы стать специалистом по лазерной косметологии. В Соединенных Штатах каждый штат создает свои правила для входа в профессию. В связи с ростом отрасли многие штаты в настоящее время добавляют законы, требующие, чтобы специалисты в области эстетической медицины прошли определенное количество часов обучения лазерной косметологии в классе и в клинических условиях.
Независимо от того, являетесь ли вы самозанятым или членом команды эстетического центра, безопасность клиента является наиболее важной частью проведения лазерных процедур. Из-за огромной мощности косметического лазера техник может обжечь или оставить шрам у кого-то, если он не прошел надлежащую подготовку в признанной государством школе. Большинство производителей лазеров включают обучение продолжительностью от полдня до целого дня; однако этого времени недостаточно для эффективного освоения лазерного оборудования. При рассмотрении вопроса о посещении косметической лазерной школы обязательно задайте эти важные вопросы перед посещением.
• Как давно открыта школа?
•Сколько у меня будет учителей? Какой у них профессиональный опыт?
• Насколько велики классы?
•Сколько времени я получу на практические занятия?
• Пройду ли я дополнительное обучение после выпуска?
•Обучает ли школа работе с различными марками и моделями лазерного оборудования?
Будьте осторожны! Лазерные компании предоставят клинические исследования и отзывы нынешних владельцев их лазеров; не забудьте проверить исследования, чтобы убедиться, что никто из тех, кто работает в лазерной компании, не участвует в исследованиях. Один размер не подходит для всех — ни один лазер на рынке не может идеально выполнять все процедуры, но некоторые из них лучше других в определенных процедурах. Ни одно уважаемое клиническое исследование не показало, что лазеры могут эффективно лечить светлые волосы, поэтому будьте осторожны, если кто-то скажет вам, что их лазер может это сделать. Косметические лазеры опасны, если с ними не обращаться должным образом. Если кто-то скажет вам, что их лазер никому не причинит вреда, уходите. Покупайте логически, а не эмоционально, и делайте шаг назад, когда сталкиваетесь со сделками. Сделки будут всегда, поэтому обдумайте покупку, прежде чем принимать какие-либо решения.
ПЛАВНЫЙ ПЕРЕХОД
Мир лазерных процедур — увлекательный и прибыльный мир. Задавая правильные вопросы, изучая различные типы косметического лазерного оборудования и научившись безопасно с ним обращаться, переход к предоставлению высокотехнологичных лазерных услуг будет плавным и легким.
Луи Зильберман является президентом Национального лазерного института, ведущей школы, специализирующейся на передовых курсах по лазерной косметологии и медицинской эстетике для профессионалов в области красоты.
С системными решениями для отдельных процессов и экономии.
Больше, чем машина. Решение.
Специализированные и изготовленные на заказ станки фирмы SHM Stegherr предназначены для экономичной обработки профилей из дерева, алюминия, МДФ или пластика. Мы поставляем системное решение с добавленной стоимостью — на 100% адаптированное к вашим процессам, требованиям и пожеланиям. У вас есть задача? Мы внимательно слушаем и заботимся о решении. Это не просто обещание. Это ШМ Стегерр.
Подробнее о нас
Мы знаем ваши рабочие процессы и предлагаем лучшие решения для любых требований.
Резка
Штамповка
Фрезерование
Сверление
Маркировка
Где вы можете найти нас и наши технологии — по всему миру.
Вместе со Stegherr мы выполнили все наши специальные требования по обработке профилей. Удивительная компания, которая всегда делает то, что в интересах клиента. Особая благодарность за профессиональную установку, ввод в эксплуатацию и обслуживание всех наших машин Stegherr.
John O’Leary, Munster Joinery, Ballydesmont, Ирландия
Мы очень довольны качеством и функциональностью производимых машин. Все наши клиенты очень довольны машинами Stegherr.
Олег Федоров, Коммерческий директор, ООО «НЕГОТИАНТ-ИНЖИНИРИНГ» Москва, РОССИЯ
Их ценная информация гарантирует, что мы приобретаем правильное оборудование для успешного выполнения наших требований и выполнения задач, которые мы от него требуем. Это позволяет упростить сложные процессы, повысить эффективность нашей мастерской и увеличить общую производительность.
Laura Mead, Westbury Windows & Joinery, Эссекс, Великобритания
Мы купили наш станок Stegherr KF в 2012 году. Технические решения и поддержка, предоставляемые Stegherr до, во время и после покупки, были действительно профессиональными, а их команда всегда была готовы думать вместе с нами о наших потребностях и наилучших решениях. Оборудование очень надежное и спустя 8 лет эксплуатации до сих пор работает как новое!
Яанус Вагель, генеральный директор AS Nett Viljandi, Эстония
Мы настолько довольны обслуживанием, которое Westbury получил от Stegherr, мы только что заказали нашу третью машину. Команда профессиональная, полезная и знающая.
Лаура Мид, Westbury Windows & Joinery, Эссекс, Великобритания
Сегодня наши машины используются во многих отраслях и областях применения по всему миру. Везде, где требуются точность, экономичность и индивидуальные решения.
Производители окон и дверей
Производители фоторамок
Производители баров для баров. out
Alle anzeigen
Eine digitale Anzeige ist eine numerische Anzeige, normalerweise mit einer integrierten Tastatur und einigen Mitteln zur numerischen Darstellung. Википедия (английский)
3-осевой цифровой считыватель УЦИ ЖК-дисплей Многофункциональная функция оборотов в минуту для линейной шкалы Магнитная шкала Энкодер вращения Токарный станок Фрезерный станок Бордюрный станок (3 оси с об/мин).
Системы цифрового считывания для мельниц, как специализированные, так и универсальные комплекты
www.machine-dro.co.uk › комплект для фрезерования
Широкий выбор универсальных комплектов цифрового считывания для мельниц с магнитными и оптическими решениями. Легко устанавливается с помощью полных руководств по установке. Просмотр в виде списка сетки.
DRO PROS Цифровые считывающие устройства превосходят Heidenhain Newall Acurite …
www.dropros.com
DRO PROS продает цифровые считывающие устройства Newall и Easson по цене всего от 499 долларов! Позвоните по телефону 877-628-6028, если вам нужны цифровые показания!
Комплекты УЦИ для токарных станков · Комплекты УЦИ для шлифовальных станков · Магнитные весы · Библиотека
Цифровой считыватель! ДРО! Как их купить, установить и использовать! — YouTube
www.youtube.com › смотреть
29.08.2020 · 200K просмотров 2 года назад Mill Skills . .. Этот выпуск на Blondihacks, я говорю все о … Dauer: 22:26 Прислано: 29.08.2020
Установка УЦИ мини-мельницы — YouTube
www.youtube.com › смотреть
18.09.2020 · Дополняю информацию о том, как я устанавливал УЦИ мини-мельницы. Вот ссылка на более ранние … Dauer: 12:44 Прислан: 18.09.2020
Цифровые показания УЦИ — Токарные и фрезерные станки — Warco
Позиции 1 — 8 из 8 · Системы цифрового считывания быстро стали самым популярным дополнением к токарным и фрезерным станкам. Мы предлагаем широкий ассортимент …
Сравнение цифрового считывания положения (DRO) — LittleMachineShop.com
littlemachineshop.com › info › dro_compare
Цифровое считывание положения (также известное как DRO, сокращение от «цифровое считывание») обеспечивает числовой дисплей, показывающий положение элементов вашей машины. На …
Цифровые считыватели Дро-Шарс Инструмент
www. shars.com › продукция › машины › цифро…
Поз. 3-осевой Dro с цифровым считыванием, стеклянный линейный комплект для фрезерования иглы. Нет в наличии. $742,50. Страница 166.
Aikron A20 2-осевой комплект УЦИ для фрезерных станков
www.aikrondro.com › … › 2-осевой комплект УЦИ для фрезерных станков
219,00 $ Auf Lager
Датчики линейных перемещений AKM среднего типа и 2-осевая цифровая консоль считывания.
Выходной сигнал: 5 В TTL (по умолчанию) / 5 В RS42 Разрешение: 1 мкм, 5 мкм Входная частота: ≤4 МГц -мельница
УЦИ 2 оси цифровой индикации с линейными шкалами / Фрезерный станок УЦИ с линейной шкалой 5 микрон для фрезерных/токарно-шлифовальных станков и других станков.
Anzeige·www.digitalanzeigen.de/
für alle Maschinen — AIKRON Positionsanzeigen
Digitale Positionsanzeigen von AIKRON zum Nachrüsten. Wir beraten Sie Professionalell und kostenlos. 20 Яхре Эрфарунг. Компетенте Бератунг.
Котельная (котельная установка) — это инженерное сооружение в одном техническом помещении, которое предназначено для нагрева теплоносителя (рабочей жидкости), в основном воды, для использования в системах отопления или тепло-пароснабжения.
Котельные подключаются к потребителям, теплотрассами и/или паропроводами.
Протяженность теплотрассы и ее теплоизоляция прямым образом влияют на тепловые потери, поэтому котельную располагают в непосредственной близости с потребителем, либо на равном удалении при группе потребителей для снижения потерь в теплотрассе.
В ряде случаев для более эффективного теплоснабжения переходят от крупных котельных, отапливающих целый район, к модульным котельным установкам, отапливающим группу домов или отдельное производство.
В зависимости от исполнения котельные подразделяются на:
стационарные котельные,
модульные (транспортабельные) котельные,
крышные котельные,
передвижные котельные на шасси.
Основным элементом (устройством) модульной котельной является паровой, жаротрубный и/или водогрейный котел.
В зависимости от пожелания заказчика возможно установка котлов отечественного или импортного производства:
При выборе котла и блока горелок учитывают такие параметры как: требуемую мощность, параметры теплоносителя и вид топлива.
По виду топлива котельные бывают работающими на:
природном газе,
сжиженном газе,
попутном нефтяном газе,
отработавшем машинном масле,
дизельном топливе (как резервное топливо).
Также в состав модульной котельной входят такие основные элементы, как:
Состав и комплектность модульной газовой котельной основывается на техническом задании от заказчика, согласно заполненного опросного листа.
Принцип работы газовой котельной довольно прост. Газ из газопровода или от газгольдера податься к горелке котла.
Горелка обеспечивает сгорание газа в камере сгорания, выделяющееся в процессе горения тепло нагревает теплоноситель, циркулирующий через теплообменник котла.
Нагретый теплоноситель поступает в распределительный коллектор, который распределяет его по отопительным контурам (радиаторы отопления, теплые полы, бойлер ГВС и т.д.).
Проходя по отопительным контурам, теплоноситель отдает тепло — остывает, после чего по обратной линии подается в котел для повторного нагрева.
Цикл повторяется.
В состав распределительного коллектора входит различное оборудование обеспечивающее циркуляцию теплоносителя и управление его температурой.
Удаление продуктов сгорания обеспечивает дымоход, а управление работой всей системы автоматика котла
Последние новости
Котельные установки
Главная
Полезные материалы
Котельные установки
Котельными установками называется комплекс оборудования для котельной предназначенного для превращения химической энергии топлива в тепловую с целью получения горячей воды или пара заданных параметров.
В зависимости от назначения различают следующие котельные установки:
отопительные котельные установки — для обеспечения теплом систем отопления, вентиляции и горячего водоснабжения;
отопительно-производственные котельные установки — для обеспечения теплом систем отопления, вентиляции, горячего водоснабжения и технологического водоснабжения;
производственные котельные установки — для технологического теплоснабжения.
Котельная установка состоит из котельного агрегата, вспомогательных механизмов и устройств:
Котельный агрегат включает в себя топочное устройство, трубную систему с барабанами, пароперегреватель, водяной экономайзер, воздухоподогреватель, а также каркас с лестницами и помостами для обслуживания, обмуровку, газоходы и арматуру.
К вспомогательным механизмам и устройствам относят дымососы и дутьевые вентиляторы, питательные, водоподготовительные и пылеприготовительные установки, системы топливоподачи, золоулавливания (при сжигании твердого топлива), мазутное хозяйство (при сжигании жидкого топлива), газорегуляторную станцию (при сжигании газообразного топлива), контрольно-измерительные приборы и автоматику.
В процессе получения горячей воды или пара для отопления, производственно-технических и технологических целей служат вода, топливо и воздух (рабочим телом является вода).
В промышленности, сельском и коммунальном хозяйстве применяют различные виды котлов:
Паровой котел представляет собой устройство с топкой, обогреваемое продуктами сжигаемого в ней топлива и предназначенное для получения пара давлением выше атмосферного, используемого вне котельной установки.
Водогрейный котёл — такое же устройство, но предназначенное для нагревания воды, находящейся под давлением выше атмосферного и используемой в качестве теплоносителя вне котельной установки.
Котел-утилизатор — это паровой или водогрейный котел, в котором в качестве источника тепла используются горячие газы технологического процесса.
Котел-бойлер — паровой котел, в паровом пространстве которого размещено устройство для нагревания воды, используемой вне котла, а в естественную циркуляцию включен отдельно стоящий бойлер.
Стационарным называют котел, установленный на неподвижном фундаменте, передвижным — котел, имеющий ходовую часть или установленный на передвижном фундаменте.
В котельных установках используется различное вспомогательное оборудование:
Пароперегреватель — представляет собой устройство, предназначенное для перегрева пара выше температуры насыщения, соответствующей давлению в котле, в результате передачи ему тепла дымовыми газами.
Экономайзер — устройство, обогреваемое продуктами сгорания топлива и служащее для подогрева или частичного испарения воды, поступающей в котел.
Воздухоподогреватель — предназначен для подогрева поступающего в топочное устройство воздуха теплом уходящих газов.
Питательная установка — состоит из питательных насосов для подачи воды в котел под давлением, а также соответствующих трубопроводов и арматуры.
Тягодутьевое устройство — состоит из дутьевых вентиляторов, системы газовоздуховодов, дымососа и дымовой трубы, обеспечивающих подачу необходимого количества воздуха в топочное устройство, движение продуктов сгорания по газоходам, и удаление их за пределы котлоагрегата.
Устройство теплового контроля и автоматического управления включает контрольно-измерительные приборы и автоматы, обеспечивающие бесперебойную и согласованную работу котельной установки для выработки необходимого количества пара определенной температуры и давления.
В устройство для подготовки питательной воды входят аппараты и приспособления, обеспечивающие очистку воды от механических примесей и растворенных в ней накипеобразующих солей, а также удаление из нее газов.
Устройство для удаления золы и шлака состоит из гидравлических систем и механических приспособлений: вагонеток или транспортеров или тех и других. Котельные установки, работающие на пылевидном топливе, оборудуют дробилками, сушилками, мельницами, питателями топлива, вентиляторами, а также системой транспортеров и пылегазопроводов.
Топливный склад служит для хранения топлива.
Котельных | Машиностроительные услуги
Тепловая мощность
Котельные подходят для отопления больших зданий.
Гибкость
Выполнение различных тепловых нагрузок за счет использования нескольких котлоагрегатов в одной установке.
Экономичный
Котельные – экономичное решение для отопления больших зданий.
Сокращение затрат на строительство благодаря бесплатному анализу инженерного проекта с точки зрения инженерных решений
Бойлерные установки
Бойлеры незаменимы в зимние месяцы, поскольку они обеспечивают тепловую мощность, необходимую для поддержания подходящей температуры внутри здания. Как и следовало ожидать, котельные потребляют большое количество топлива, и на них приходится значительная часть выбросов зданий.
С проектными и консультационными услугами профессиональных инженеров по МООС вы можете снизить затраты на отопление и снизить воздействие котельных на окружающую среду. Специалисты-инженеры также разрабатывают проекты, отвечающие всем применимым стандартам и строительным нормам.
Несмотря на то, что их название говорит об обратном, многие бойлеры подают горячую воду ниже точки кипения, которая затем используется для распределения тепла внутри зданий с помощью гидравлических трубопроводов. Системы отопления помещений также могут быть спроектированы с распределением тепла на основе пара, хотя они более распространены в старых зданиях. Пар также используется в некоторых производственных процессах и специальных приложениях, таких как здравоохранение и общественное питание.
Поскольку в котле используется высокотемпературное сжигание ископаемого топлива, безопасность является очень важным фактором для инженеров-проектировщиков. Котельная установка должна быть спроектирована таким образом, чтобы люди, находящиеся в здании, не подвергались воздействию компонентов с высокой температурой, и она должна иметь надлежащую вентиляцию для предотвращения скопления дымовых газов.
Типы котельных
Котельные можно классифицировать на основе потребляемой ими энергии, а также системы распределения, используемой для обеспечения эффекта нагрева во внутренних помещениях. Обычно котельные проектируются для работы на сжигании топлива, поскольку это наиболее экономичный вариант.
Природный газ является наиболее распространенным топливом для котельных, так как предоставляется как коммунальная услуга и нет необходимости планировать поставки топлива. Кроме того, поскольку системы газораспределения очень устойчивы, газовые котлы имеют преимущество в надежности — они могут продолжать работу, когда такие условия, как суровые погодные условия, препятствуют подаче других видов топлива.
Многие котлы предназначены для других видов топлива, таких как пропан и печное топливо, которые являются экономически эффективными при некоторых обстоятельствах. Тем не менее, другие виды топлива, кроме природного газа, требуют плановых поставок для поддержания работы котельной.
Для клиентов, имеющих доступ к большому количеству органического вещества, биомасса также может быть жизнеспособным топливом для котельных.
Электрические котлы также существуют, и они полностью независимы от ископаемого топлива. Однако эти котлы имеют гораздо более высокие эксплуатационные расходы, чем котлы, работающие на сжигании, что ограничивает их полезность в зданиях.
Большинство современных котельных спроектированы таким образом, чтобы распределять свое тепловое воздействие по трубопроводу горячей воды. Однако в более старых системах для подачи тепла часто используется пар и радиаторы. Водогрейные котлы являются рекомендуемым вариантом в новых постройках, если только проект не включает специальные приложения, требующие пара. Существующие паровые системы отопления могут быть перенастроены на горячую воду.
Важность адекватной мощности котельной
«Правила большого пальца» заманчивы при выборе оборудования, поскольку они экономят время, но профессиональные инженеры МООС не рекомендуют эту практику из-за негативных последствий в долгосрочной перспективе. Негабаритный котел вызывает много проблем с производительностью и обслуживанием, и в ваших интересах иметь оборудование нужной мощности.
Крупногабаритные котлы имеют чрезмерную тепловую мощность, из-за чего они работают короткими циклами. Это снижает эффективность и быстрее изнашивает компоненты.
Все котлы имеют потери в виде тепла, излучаемого их поверхностью. Эти потери увеличиваются с большими котлами.
Котлы должны очищать воздух внутри себя между циклами, что потребляет дополнительную мощность вентилятора. Более короткие циклы котла приводят к более частой продувке.
Эти факторы снижают общую эффективность котельной, увеличивая ваши расходы на отопление. Наличие оптимальной мощности котельной снижает как ваши первоначальные инвестиции, так и эксплуатационные расходы. В некоторых случаях предпочтение отдается множеству котлов меньшей мощности, а не одному агрегату, что обеспечивает гибкость для удовлетворения широкого спектра тепловых нагрузок.
Повышение эффективности котельных
Как и многие другие механические системы, котельные работают более эффективно при надлежащем обслуживании. Одной из лучших рекомендаций является регулярная настройка котла, что дает ряд преимуществ:
Котлы работают более эффективно, когда они имеют достаточный приток воздуха. Недостаток воздуха снижает эффективность нагрева котла, а избыточный поток воздуха увеличивает потери тепла из агрегата.
Горелки и другие компоненты котла со временем накапливают пыль и частицы, что постепенно снижает их эффективность. Для поддержания высокой эффективности компоненты котла необходимо регулярно очищать.
Существует также множество системных обновлений, которые могут навсегда повысить эффективность котельной.
Переход от ручного к автоматическому управлению термостатом является простой и экономичной мерой по повышению энергоэффективности.
Насосы горячей воды и воздухообрабатывающие агрегаты могут быть оснащены частотно-регулируемыми приводами для регулирования скорости при частичной нагрузке, что более эффективно, чем повторно-кратковременный режим работы.
Значительное повышение эффективности также возможно с автоматическим управлением продувкой котла, которое регулирует подачу воздуха в котел в режиме реального времени для достижения оптимальной работы.
Котлы также могут повысить свою эффективность с помощью экономайзера, который рекуперирует тепло выхлопных газов для предварительного нагрева воды, подаваемой в котел. Это снижает общее количество тепла, которое должно подаваться котлом, снижая его эксплуатационные расходы.
Вопросы безопасности при проектировании котельных
В то время как большинство систем охлаждения помещений работают только на электричестве, котельные также используют сжигание топлива. Это влечет за собой дополнительное требование: проектирование вытяжной системы, которая эффективно удаляет дымовые газы, предотвращая их скопление во внутренних помещениях здания.
При горении образуются различные вещества, вредные для человека, но особого внимания требует угарный газ — он не имеет запаха и цвета, но чрезвычайно токсичен для человека. Этот газ не следует путать с двуокисью углерода, которая редко представляет угрозу для внутренних помещений зданий, поскольку для того, чтобы стать опасной, требуется гораздо более высокая концентрация.
Эффективное планирование технического обслуживания и модернизации котлов
Поскольку котельные необходимы в холодные месяцы года, техническое обслуживание и модернизация оборудования могут эффективно выполняться только летом, когда здания не полагаются на котлы для поддержания подходящей температуры в помещении.
Рекомендуется проводить периодические проверки квалифицированными инженерами по инженерным системам для выявления потенциальных проблем, влияющих на вашу котельную и связанные с ней компоненты. Затем эти проблемы можно решить заблаговременно, избегая экстренного возмещения ущерба. Когда работы по техническому обслуживанию запланированы заранее, надежное отопление помещений гарантируется с наступлением холодов.
Есть вопрос? Хотите обсудить проект?
Узнайте цены на новое проектное предложение MEP менее чем за 24 часа
Котел , также называемый Парогенератор , устройство, предназначенное для преобразования жидкости в пар. В обычной паровой электростанции котел состоит из топки, в которой сжигается топливо, поверхностей для передачи тепла от продуктов сгорания к воде и пространства, где может образовываться и собираться пар. Обычный котел имеет топку, в которой сжигается ископаемое топливо или, в некоторых установках, отработанное топливо. Ядерный реактор также может служить источником тепла для производства пара под давлением.
Котлы были построены еще в I веке нашей эры Героем Александрийским, но использовались только как игрушки. Лишь в 17 веке возможности использования силы пара для практической работы стали серьезно рассматриваться. Первый котел с предохранительным клапаном был спроектирован французом Дени Папеном в 1679 году; котлы производились и использовались в Англии на рубеже 18-го века. Ранние котлы были сделаны из кованого железа; когда были осознаны преимущества высокого давления и температуры, производители обратились к стали. Современные котлы изготавливаются из легированной стали, способной выдерживать высокое давление и экстремально высокие температуры.
Большинство обычных паровых котлов подразделяются на жаротрубные и водотрубные. В жаротрубном типе вода окружает стальные трубы, по которым проходят горячие газы из топки. Образующийся пар собирается над уровнем воды в барабане цилиндрической формы. Предохранительный клапан установлен на выпуск пара при давлении выше нормального рабочего давления; это устройство необходимо на всех котлах, так как продолжительный подвод тепла к воде в закрытом сосуде без средств отвода пара приводит к повышению давления и, в конечном счете, к взрыву котла. Преимуществом жаротрубных котлов является простота монтажа и эксплуатации. Они широко используются в небольших установках для обогрева зданий и обеспечения электроэнергией заводских процессов. Жаротрубные котлы также используются в паровозах.
В водотрубном котле вода находится внутри труб, а горячие топочные газы циркулируют снаружи труб. Когда в начале 20 века был разработан паровой турбогенератор, современные водотрубные котлы были разработаны в ответ на потребность в большом количестве пара при давлениях и температурах, намного превышающих те, которые возможны с жаротрубными котлами.
FREUTEK LMM0007 Enclosed fiber Laser marking and engraving machine 30W
Германия, 73529 Schwäbisch Gmünd
TRUMPF LASER CELL 1005 3D Laser Cell
Германия, 73529 Schwäbisch Gmünd
HYPERTHERM MAX 100 Plasma Cutting Unit
Италия, 25011 Zona Industriale di Calcinato (BS)
GUANGZHOU KH-3020 Laser Engraving Machine
Италия, 25011 Zona Industriale di Calcinato (BS)
GUANGZHOU KH-3020 Laser Engraving Machine
Венгрия, 1103 Budapest
Система лазерной резки LASER LINE LDF 4.
000-40
Венгрия, 5000 Szolnok
Система лазерной резки BYSTRONIC BySprint Pro 4020
Польша, 02-954 Warszawa
Система лазерной резки BYSTRONIC BY SPRINT FIBER 3015
Германия, 39112 Magdeburg
Система лазерной резки SATO — SATRONIK HDL 5500
Сербия, 15000 Šabac
Станок лазерной резки LVD AXEL 3015 L
Австрия, 3264 Gresten
BYSTRONIC BYSPRINT 3015 CNC laser cutting machine
Не нашли то, что искали?
Подпишитесь на результаты поиска с текущими фильтрами и получайте информацию о новых поступлениях по электронной почте.
Подписка на текущий поисковой запрос успешно выполнена
Подписаться на поиск
Система лазерной резки
Как устроена система лазерной резки?
Преимущества систем лазерной резки
Лазерная резка металла используется в металлообработке и осуществляется без механической деформации обрабатываемого металла, а температурное воздействие лазерного излучения локализовано в узкой зоне разреза. Эти факторы позволяют производить обработку требуемых участков изделия системой лазерной резки без воздействия на структуру остальной его части. Данный способ обработки позволяет проводить точное изготовление деталей с высоким уровнем качества поверхности реза, не требующим дальнейшей его обработки. Благодаря чему достигается высокая производительность систем лазерной резки в сравнении с другими способами обработки металлов.
осуществляется без механической деформации
производит детали высочайшего качества
количество отходов значительно ниже
Качество Большой выбор Инд. подход Обработка металла данным способом осуществляется без механической деформации обрабатываемого материала, а температурное воздействие лазерного излучения локализовано в узкой зоне разреза. Эти факторы позволяют производить обработку требуемых участков изделия без воздействия на структуру остальной его части.Системы лазерной резки позволяют проводить точное изготовление деталей с высоким уровнем качества поверхности реза, не требующим дальнейшей его обработки. Благодаря чему достигается высокая производительность этой технологии в сравнении с другими способами обработки металлов.
LVD Система лазерной резки
Основные элементы конструкции систем лазерной резки, это: cтанина; приводы и передачи,обеспечивающие движения координатной системы; система смазки; система дымоудаления; система охлаждения; система подачи газов, которая во время резания металла обеспечивает продув зоны резания технологическим газом, поддерживая постоянное давление в зоне резания.
Преимущества, которыми обладает лазерная резка металла, перед другими способами резки металла, такими как вырубка, фрезерование, плазменная или газовая резка, очевидны: температурное воздействие лазерного излучения на деталь локализовано в узкой области реза, в результате не происходит ее нагрева и тепловой деформации, что позволяет применять лазерный раскрой металла для тонких и ответственных деталей; современные станки лазерной резки с программным управлением и высокоточным координатным устройством позволяют изготавливать детали, смоделированные в трехмерном пространстве, что позволяет при небольшой себестоимости изготовления получать детали высочайшего качества;
при применении лазерного раскроя металла количество отходов значительно ниже, чем при использовании других способов резки, так как допуск реза здесь минимален. В сочетании с высокой скоростью резки это делает лазерную резку экономически выгодной и быстро окупаемой технологией, что немаловажно при высокой стоимости оборудования. Торговые марки-производители: Amada (Япония), Trumpf (Германия), Bystronic (Швейцария),Hankwang (Южная Корея, Hans Lazer (Китай),Jordi(Испания).
Для этого лота была установлена резервная цена, т.е. минимальная цена, за которую продавец согласен продать товар. Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно. После окончания аукциона продавец получает информацию о наибольшем полученном ценовом предложении и решит, продавать ли ему товар по этой цене или нет. В течение 2 рабочих дней после окончания аукциона Surplex сообщит потенциальному покупателю, который предложил самую высокую цену, о том, выиграл ли он аукцион. До этого момента ценовое предложение клиента считается обязательным к исполнению.
Для этого лота была установлена резервная цена, т.е. минимальная цена, за которую продавец согласен продать товар. Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно. После окончания аукциона продавец получает информацию о наибольшем полученном ценовом предложении и решит, продавать ли ему товар по этой цене или нет. В течение 2 рабочих дней после окончания аукциона Surplex сообщит потенциальному покупателю, который предложил самую высокую цену, о том, выиграл ли он аукцион. До этого момента ценовое предложение клиента считается обязательным к исполнению.
Другой участник торгов поставил такую же ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Лазерный станок в категории «Промышленное оборудование и станки»
Лазерный станок СО2 LEM3020-40W, 40 Вт
На складе в г. Ровно
Доставка по Украине
28 560 грн
Купить
Профессиональный лазерный гравировальный станок с ЧПУ NEJE Master 2S 20W 2S 20W Черный
На складе в г. Киев
Доставка по Украине
21 832 грн
16 374 грн
Купить
Лазерный станок СО2 LM9060-75R 75 Вт, оборудование для лазерной резки и гравировки, лазерный гравер с ЧПУ
На складе в г. Ровно
Доставка по Украине
159 120 грн
Купить
Лазерный станок СО2 LEM3020-AB-40W, 40 Вт
На складе в г. Ровно
Доставка по Украине
32 640 грн
Купить
Лазерный станок GLMaster 3020 40 Вт поле 300х200 мм CO2 лазерный гравер с ЧПУ 2020г + сотовый стол
Доставка по Украине
28 320 грн
Купить
Портативный лазерный гравер LaserPecker 1 Pro
На складе
Доставка по Украине
21 000 грн
Купить
Лазерный станок гравер S1 4030 ЧПУ станок для лазерной гравировки
3x Зеркало для лазерного станка Premium 20мм, кремний, Cloudray
На складе
Доставка по Украине
1 015 — 1 218 грн
от 9 продавцов
1 608 грн
1 206 грн
Купить
Линза фокусирующая для лазерного станка Premium 18мм f/50.8мм ZnSe Cloudray
На складе
Доставка по Украине
1 150 — 1 367 грн
от 7 продавцов
1 823 грн
1 367 грн
Купить
Линза фокусирующая для лазерного станка Premium 19.05мм f/50.8мм ZnSe Cloudray
На складе
Доставка по Украине
1 150 — 1 367 грн
от 8 продавцов
1 823 грн
1 367 грн
Купить
Лазерный станок CO2 100W 900×600
Под заказ
Доставка по Украине
172 000 грн
Купить
Лазерный станок 1080 100вт EFR Lasea F4
Доставка по Украине
158 775 грн
Купить
Лазерный станок 9060 100 Вт EFR Lasea F4
Доставка по Украине
125 925 грн
Купить
Лазерный станок 6040 80 Вт EFR Lasea F2 CO2
Доставка по Украине
89 425 грн
Купить
Лазерный станок 9060 100 Вт Shenlei CO2
Доставка по Украине
125 925 грн
Купить
Лазерный станок 6040 80 Вт Shenlei CO2
Доставка по Украине
89 425 грн
Купить
Станок лазерной резки металла BAYKAL
Под заказ
Доставка по Украине
от 6 927 900 грн
Купить
Станок Лазерный Co2 90 w вт с ЧПУ гравер лазер AWC708C гравировальный
Заканчивается
Доставка по Украине
110 000 грн
Купить
Широкоформатные листовые лазерные станки с ЧПУ
Kern Laser Systems
Крупноформатные промышленные системы лазерной резки и гравировки
Широкоформатные системы лазерной резки и гравировки
Kern Laser Systems является ведущим производителем современного оборудования для лазерной резки и гравировки. С тех пор, как мы открыли свои двери в 1982 году, Kern гордится тем, что установила тысячи лазерных систем по всему миру. Лазерные системы Kern с гордостью разрабатываются и производятся в США.
Применение и материалы
Узнать больше
Лазерные системы
Узнать больше
Лет в бизнесе
0 %
Сделано в США
0 %
Клиентов с 2+ системами
0 +
Сотрудники
ЛАЗЕРНЫЕ СИСТЕМЫ КЕРН
Optiflex
Lasercell
Fibercell
Ecoflex
Optidual
OptiFlex
OptiFlex — это высокопроизводительная система широкоформатной лазерной резки и гравировки. Это самая популярная и универсальная машина в линейке продуктов Kern. OptiFlex идеально подходит для обработки металла, акрила, дерева, текстиля и пенопласта, а также обладает возможностями высокоскоростной гравировки.
Узнайте больше о OptiFlex
Узнать больше
LASERCELL
LaserCELL — это комплексная система лазерной резки и гравировки, в которой идеально сочетаются производительность и безопасность. Его полностью закрытая конструкция (Класс 2) позволяет размещать LaserCELL в местах с интенсивным движением, таких как оживленные заводские цеха и университетские классы.
Узнайте больше о LaserCELL
Узнать больше
FIBERCELL
FiberCELL представляет собой компактную систему волоконного лазера для обработки листового металла, способную резать различные металлы, такие как нержавеющая сталь, мягкая сталь, алюминий, латунь и медь. Защитный кожух класса 2 позволяет размещать систему в местах с интенсивным движением, таких как оживленные заводские цеха и университетские классы.
Узнайте больше о FiberCELL
Узнать больше
ECOFLEX
EcoFlex — это широкоформатная система лазерной резки и гравировки начального уровня. EcoFlex хорошо известен как высокопроизводительная лазерная система CO2, предлагаемая по экономичной цене.
Узнайте больше о EcoFlex
Узнать больше
Лазерная система начального уровня MICRO компании Kern отличается рабочей зоной небольшого формата. Тем не менее, он может быть оснащен такими же мощными CO2-лазерами, как и наши широкоформатные модели.
Узнайте больше о MICRO
Узнать больше
OPTIDUAL
OptiDual — это высокопроизводительная система лазерной резки. Эта модель оснащена двумя лазерами, установленными на одном портале. Выходная мощность обоих лазеров может быть согласована в программном обеспечении KCAM. Это гарантирует, что производимые детали будут одинаковыми по размеру, точности и качеству.
Узнайте больше об OptiDual
Узнать больше
Сделано в США VS Импорт: точка зрения покупателя
Личный и деловой выбор похож на людей. Они бывают всех форм и размеров. При покупке лазера некоторые клиенты выбирают аппарат иностранного производства, в то время как другие выбирают лазерную систему Kern «Сделано в Америке». Выбор между лазерными системами иностранного и американского производства приходится делать многим предприятиям, но различия между этими двумя вариантами, откровенно говоря, огромны. Рич Домикис, управляющий партнер Cabin Digital LLC, довольный владелец Kern Laser, а также покупатель лазерных систем иностранного производства, делится своим опытом с обоими.
«В это же время позвонил Кит из Керна и сказал, что у него есть машина, которая может нас заинтересовать, и мы поболтали. В Cabin Digital провели обсуждение и решили, что пришло время двигаться дальше, взять на себя финансовые обязательства и купить Kern. Продажа китайского лазера не заняла много времени, и вдруг я оказался в компании Kern на обучении работе с новой машиной. Первые впечатления – Святая Корова! У ребят из Kern отличный дизайн, фабрика и их совместные выступления, не говоря уже о том, что ребята очень милые!»
Текущие новости и события Kern Laser
ВАКУУМНАЯ НАДУВНАЯ СИСТЕМА
Важной частью любой лазерной системы, которой часто пренебрегают, является вакуумная нагнетательная система. Соответствующая вакуумная система необходима для удаления образующихся паров и мелкого мусора…
ПОДРОБНЕЕ
ЛАЗЕР 650 Вт ВЫПУЩЕН
KT650 может конкурировать с любым аналогичным CO2-лазером на рынке, поскольку он предлагает наиболее мощность, фунт за фунтом, в компактной, удобной упаковке.
ПОДРОБНЕЕ
ИМЕННО НАШИ СОТРУДНИКИ: ЗНАКОМЬТЕСЬ С НЕЙТОМ КОРКОВСКИ
Что такое компания без сотрудников? Кто будет там, чтобы помочь клиентам? Чтобы создавать продукты? Чтобы упаковать и отправить запасные части? В Kern Laser Systems нам не нравится представлять…
ПОДРОБНЕЕ
ПРОВЕРЬТЕ СВОЙ МАТЕРИАЛ
Посмотрите и почувствуйте точность лазеров Kern. Давайте обработаем ваш Материал.
Проверьте свой материал
Образец запроса
Следующее мероприятие
ISA (Sign Expo)
12-14 апреля 2023 г.
Мандалай Бэй
Лас-Вегас, Невада
Посетите нас на стенде № 4057
ВСЕ ШОУ
ВСЕ ШОУ
Лизинг и налоговые льготы
Kern объединилась с Geneva Capital, чтобы предоставить вам новые возможности финансирования. Финансирование позволяет легко получить необходимое оборудование, пользуясь при этом преимуществами лизинга и экономией на налогах.
Раздел 179 Вычет
Узнать больше
Станок для лазерной резки с ЧПУ | Фрезерный станок с ЧПУ по дереву
Лазерный станок — это общий термин для лазерных гравировальных станков, станков для лазерной резки и станков для лазерной маркировки. Лазерная машина использует свой высокотемпературный принцип работы для воздействия на поверхность обрабатываемого материала и в то же время рисует узоры и тексты, требуемые клиентами, на основе графического ввода в машину.
Другие популярные коллекции станков с ЧПУ: станок с ЧПУ по дереву, 4-осевой фрезерный станок с ЧПУ, 5-осевой фрезерный станок с ЧПУ, плазменный резак с ЧПУ, фрезерный станок с ЧПУ по камню, фрезерный станок с ЧПУ ATC, мини-маршрутизатор с ЧПУ, волоконный лазерный резак
CNC Laser Cutter of Sale
$8,000.00
$5,000. 00
$6,000.00
$3,000.00
$3,000.00
$5,000.00
$5,000.00
Machine Videos
Suitable Materials
Can резка и гравировка акрила, дерева, плотного картона, бумаги, двухцветного картона, ПВХ, кожи, ткани и других неметаллических материалов; может гравировать стекло, камень и т. д.
Projects
Спецификация
БРИНД
66669 БРИНД
669
ФОРСУН
Название модели
ФС1325М6, ФС1390М, ФС1390М6
Мощность лазера:
60 Вт, 80 Вт, 100 Вт, 130 Вт, 150 Вт, 180 Вт
Рабочий Напряжение :
220 В переменного тока ± 10%, 50 Гц
Управление Система :
Технология управления
DSP может быть подключена к компьютеру или автономному USB-устройству, которое можно использовать.
Привод:
Шаговый двигатель High Subdivision Drive
Направляющая:
Линейная направляющая
Рабочий стол:
Лезвие рабочего стола
Метод передачи :
Ремень привода ГРМ
Лазерный принтер:
СО2-лазер со стеклянным резонатором с длиной волны 10,6 мкм
Охлаждение лазерной трубки:
Водяное охлаждение
Регулировка мощности:
0–100 % без управления сегментом, внутреннее ПО 0–100 % настраивается
Точность позиционирования:
≤±0,05 мм
Скорость гравировки:
0–1200 мм/с
Скорость резания:
0–600 мм/с
Рабочая среда:
Температура 0-45°C Влажность 5%-95% (без конденсации)
Общая мощность:
<3,2 кВт
Формат программы:
Прямой вывод PLT, DXF, AI, BMP, RLD и AutoCAD, CorelDRAW
Параметры резки
Мощность лазера
Акрил
Дерево
МДФ
80 ~ 100 Вт
10 мм
10 мм
5 мм
100 ~ 130 Вт
15 мм
13 мм
7 мм
130 ~ 150 Вт
20 мм
18 мм
10 мм
Особенности и преимущества
Мощность лазера устанавливается независимо, чтобы избежать помех высокого давления.
Шестерня из чистой меди, устойчивая к коррозии.
Вентилятор имеет независимый выключатель, который включается и выключается в любое время, что снижает уровень шума.
Специальная форма держателя лазерной трубки, нет необходимости регулировать свет.
Машина оснащена защитой от утечек и перегрузок.
Механическая трансмиссионно-ременная передача.
Соединение с выделенным прямоугольным портом для линии передачи данных.
Аксессуары машины Delixi.
С противопожарным стеклом.
Электрические части поставляются с противопожарной коробкой.
Внешнее отверстие для вытяжного вентилятора.
Как купить?
Запрос. Не стесняйтесь сообщить нам, какой материал вы хотите, каков ваш максимальный рабочий размер и какой продукт вы хотите сделать. Бюджет тоже приветствуется.
Предоставлено бесплатное предложение. Мы вышлем вам наш лист предложений с конфигурацией машины, фотографиями, видео и ценами в соответствии с вашим запросом.
Лазерный станок для резки металла с ЧПУ Bodor A3 1000W IPG — цена, отзывы, характеристики с фото, инструкция, видео
Автоматизированная установка лазерного реза Bodor A3 1000W IPG предназначена для лазерного раскроя листового материала из нержавейки, титана, черных и легированных сталей, цветных металлов таких как медь, латунь, бронза, а также позволяет осуществлять гравировку металла.
В качестве режущего инструмента в станке используется лазерное излучение генерируемое источником фирмы Max Photonics или IPG со сроком службы до 100 000 часов. Передача потока от источника лазерного излучения в зону резки осуществляется по волоконному кабелю.
Преимущества покупки BODOR
Прочная сварная станина
Оперативная сервисная поддержка BODOR в России 24/7
Большой штат сертифицированных инженеров в России
Качество лазерных станков соответствует международным стандартам (сертификаты – CE, SGS, FDA, ISO)
Комплектующие от ведущих мировых производителей Yaskawa, OMRON, HIWIN, MAXPHOTONICS, IPG
Программное обеспечение от компании R&D (Швейцария)
Общепризнанный мировой бренд BODOR
Интелектуальная система обнаружения и объезда препятствий:
Лазерная голова нового поколения BODOR оснащена системой обнаружения препятствий, что позволяет избегать столкновений с заготовками.
Можно больше не контролировать вручную опасные участки, где заготовки могли не полностью провалиться после резки!
Можно больше не расставлять перемычки 0,1 мм!
Раньше данная функция была дорогостоящей опцией, увеличивающей стоимость станка на 20 000$, и была доступна только для станков мощностью от 6 кВт.
Теперь данная опция входит в базовую комплектацию станка без увеличения стоимости!
Лазерные станки для резки металла BODOR обладают высокой скоростью резки, минимальной стоимостью обслуживания и мощной конструкцией с низким потреблением энергии (например, по сравнению с CO2 станками со схожей мощностью излучения). Низкое энергопотребление и высокая энергоэффективность достигаются за счет использования волоконного лазера в качестве источника излучения. Кроме высокого в своем классе КПД, лазер подобного типа обладает рядом преимуществ.
Станина
Станины станков BODOR представляют собой жесткие сварные конструкции прошедшие процедуру высокотемпературного отжига с высокой стойкостью на изгиб и сжатие. Все эти преимущества позволяют комплексам производить точную резку металла.
Портал оси X
Новое время – новые вызовы. Новейший сверхлегкий и прочный алюминиевый портал оси Х обеспечивает лазерным станкам BODOR высокую скорость работы, повышает эффективность оборудования и обеспечивает безупречное качество раскроя. Для обеспечения стабильной работы лазерных станков BODOR портал должен быть не только сверхпрочным, но и сверхлегким. Именно поэтому компанией BODOR был разработан качественно новый литой портал из авиационного алюминия повышенной прочности, который теперь используется на станках серии А.
Функция определения положения листа
Эта функция позволяет автоматически определять позиционные выступы и угол поворота заготовки на столе станка и скорректировать программу резки, если это потребуется. Если материал расположен на паллете не ровно, то кромки материала будут определены с помощью детектора, и материал будет программно повёрнут в необходимые координаты.
Режущая голова: BODOR GENIUS с автофокусом
Преимущества автофокуса:
Применим к различным фокусным расстояниям, которые находятся под контролем системы управления станком.
Фокусирующая точка автоматически регулируется в процессе работы, чтобы добиться наилучшего эффекта резки металлических листов различной толщины.
Фокусное расстояние контролируется операционной системой. Не нужно настраивать регулировки вручную, что позволяет избежать ошибок или сбоев, вызванных ручным управлением.
Электрический привод автоматически настраивает наиболее подходящие координационные центры в рабочем процессе, что значительно улучшает скорость резания.
Лазерная голова получает из библиотеки настроек параметры, которые хранятся в системе.
Встроенные каналы с двойным контуром охлаждения обеспечивают постоянную температуру коллимационных и фокусирующих компонентов, позволяя избежать перегрева линз и продлить срок службы линз.
Параметры режущей головки:
мощность источника: 0 – 6000 Вт
фокусное расстояние collimating lens: 100 мм
фокусное расстояние focus lens: 125 мм/150 мм/200 мм
диаметр линзы: D30 мм (0-3 kw), D37 мм (0-4kw)
вертикальный диапазон регулировки автофокуса: +10 мм – 15 мм
горизонтальный диапазон автофокуса: ±1.5 мм
максимальное давление сжатого воздуха: 25 бар
вес: 4.2 кг
Механическая часть
Сервоприводы и контроллеры приводов Yaskawa — Япония
Количество серводвигателей Yaskawa по Y1, Y12 (1,8 кВт х 2 шт).
Количество серводвигателей Yaskawa по оси X (0,85 кВт х 1 шт).
Количество серводвигателей Yaskawa по оси Z (0,4 кВт х 1 шт).
Линейные направляющие, каретки HIWIN, PMI
Автоматическая система смазки
Ось Z ШВП
Ось Х,Y рейка шестерня
Дисплей операционной системы:
Первый из производителей, кто использует UI дизайн между интерфейсом и рабочей платформой в мире, делая обработку более интуитивной. Элегантные кривые точно соответствуют корпусу станка. Сильная водонепроницаемая дышащая система создает лучший экстерьер, делая работу более удобной. Процесс алмазной резки и стекло высокой плотности делают экран более изысканным и удобным в использовании.
Программное обеспечение CAD/CAM:
Bodor Pro 2.0 — Независимая операционная система R & D прекрасно сочетает в себе высокую эффективность и простоту в использовании. Операционная система может реализовать автоматическую раскладку (компоновку) резки и поддерживать импорт нескольких графических элементов, оптимизировать заказы на заказы автоматически, быстро искать края и автоматическое позиционирование. Система управления использует лучшее логическое программирование и взаимодействие с программным обеспечением, обеспечивает потрясающий опыт работы, эффективно улучшая использование листового металла и уменьшая количество отходов. Простая и быстрая система управления, эффективные и точные инструкции по резке улучшают работу пользователя.
Система охлаждения лазера — автоматический Чиллер (водяной):
Все станки комплектуются чиллером фирмы S&A необходимым для охлаждения лазерного источника и головки. Модель чиллера подбирается в зависимости от мощности лазерного излучателя. Охлаждающая система работает в автоматическом режиме регулируя температуру жидкости в необходимом интервале.
Лазерный излучатель MAXPHOTONICS или IPG:
Резонатор Maxphotonics – это 2 года гарантии, сервисная служба в России, наличие склада подменных источников. Система оптической защиты при резке алюминия, оцинковки, зеркальной нержавеющей стали. Высокое качество луча на всех диапазонах мощности. Срок службы диодов – 100 000 часов.
Резонатор IPG – это 2 года гарантии, производство и сервисная служба в России. Система оптической защиты при резке алюминия, оцинковки, зеркальной нержавеющей стали. Высокое качество луча на всех диапазонах мощности. Срок службы диодов – 100 000 часов.
Отличительные особенности станков BODOR
Тяжелая станина делает оборудование более стабильным в работе, легкий портал позволяет станку работать быстрее; идеальный промышленный дизайн в большей степени соответствует человеко-машинным разработкам; высококачественная электрическая система управления программным обеспечением дает оборудованию более высокую точность резки. Оборудование обладает удобным интерфейсом, стабильной производительностью, отличным качеством, высокой эффективностью резания и широким диапазоном применения по сравнению с остальными производителями.
Шариковый механизм облегчения подачи подачи. Продвижение заготовки по роликовому столу уменьшает силу трения между частями и рабочим столом, что делает погрузку и выгрузку более удобными.
Новое поколение модулей безопасного следования. Режущая головка сохраняет постоянное расстояние относительно заготовки в процессе резания, это снижает риск столкновений. Станок перестанет резать при столкновении с преградой. Это снижает уровень аварийности и улучшает производительность резания.
Интеллектуальная защита хода. Автоматически контролируют рабочий диапазон поперечных балок и режущих деталей, сохраняя работу в пределах диапазона обработки. Двойная защита значительно улучшают оборудование и личную безопасность.
Интеллектуальная система сигнализации. Все сигналы идут на интерфейс через центр управления, когда появляются ошибки при работе оборудования.
Система автоматической смазки. Система автоматической смазки предоставляет смазку регулярно в определённом количестве для обеспечения нормальной и высокой скорости работы и имеет функции аварийного сигнала тревоги и уровня жидкости. Система значительно повышает точность резания и эффективно продлевает срок службы направляющих.
Функция аварийного сигнала низкого давления вспомогательного газа. Предоставляет возможность отслеживания давления газов в режиме реального времени.
WIFI дистанционная интеллектуальная помощь. Отзыв в режиме реального времени по всему миру. Предоставляют анализ неисправностей в реальном времени.
Характеристика
Значение
Основные параметры
Рабочее поле, мм
3048х1524
Максимальная нагрузка на стол, кг
750
Габаритные размеры станка, мм
4508х2255х1650
Вес Bodor A3 1000W IPG станка, кг
2400
Операционные параметры
Максимальная скорость перемещения по осям, м/мин
100
Максимальное ускорение
1G
Точность позиционирования, мм
0. 05
Повторяемость, мм
0.03
Оптическая система
Лазерный источник
1000 Вт, IPG
Лазерная режущая головка
BodorGenius
Автофокус
Есть, Емкостный датчик
Multi-stage perforation Technology
Есть
Smooth cutting technology
Есть
Anti-slag protection function of double cyclones
Есть
Кинематика, механическая часть
Станина
Сварная
Сервоприводы и контроллеры приводов
Yaskawa — Япония
Линейные направляющие, каретки
HIWIN, PMI
Автоматическая система смазки
Есть
Ось Z
ШВП
Ось Х,Y
рейка шестерня
Интеллектуальная система управления
Программное обеспечение с поддержкой русского языка
BodorPro2. 0
Размер дисплея(Тачпад — сенсорная панель)
21.5 дюйма
WIFI беспроводное управление
Есть, + пульт
База данных параметров резки различных материалов
Есть
Оповещение при низком уровне давления газа
Есть
Автоматическая регулировака давления режущего газа
O2
Концевые выключатели
France Schneider
Рэле
France Schneider
Пневмоклапаны регулировки подачи газа
Japan SMC
Поддерживаемые форматы файлов
G код, DXF, DWG, PLT, ENG
Систем индикации и защиты
Сигнализация неисправности лазера
Есть
Сигнализация ошибок при резке
Есть
Индикация низкого уровня давления газа
Есть
Сигнализация неисправности системы охлаждения лазера
Есть
Сигнальная лампа
Есть
V0 Class Integrated Flame Retardant Injection Molded Head Shell
Есть
Защитные очки
Есть
Периферийные системы
Чиллер (водяной охладитель)
Есть
Вытяжка
Центробежный вентилятор с центрифугой
Другие параметры
Общая потребляемая мощность с установленным лазерым источником 4кВт
29KW/68A
Общая потребляемая мощность с установленным лазером источником 3кВт
24KW/57A
Общая потребляемая мощность с установленным лазером источником 2кВт
20KW/48A
Общая потребляемая мощность с установленным лазером источником 1,5кВт
18KW/43A
Общая потребляемая мощность с установленным лазером источником 1кВт
16KW/40A
Расходные материалы
Расходники
Цена
Срок службы/ толщины
Защитная линза
$65
600 часов
Фокусная линза
$500
4-6 месяцев
Коллиматорная линза
$500
4-6 месяцев
Одинарное сопло 1 мм
$31
600часов SS/Al/Copper
Двойное сопло 1 мм
$31
600часов MS
Одинарное сопло 1,5 мм
$31
600 часов SS/Al/Copper 3-5мм
Двойное сопло 1,5 мм
$31
600 часов MS 4-8мм
Одинарное сопло 2 мм
$31
600 часов SS/Al/Copper > 5мм
Двойное сопло 2 мм
$31
600 часов MS > 8мм
Стандартная комплектация Bodor A3 1000W IPG
Мощность 1000W
Стол 3000х1500 мм
Режущая голова BODOR GENIUS с автофокусом
Источник лазерного излучения IPG
Сервомоторы YASKAWA (Japan)
Моторедуктор YYC PMI (Taiwan)
Электрокомпоненты Omron (Japan)
Направляющие HIWIN (Taiwan) или PMI (Taiwan)
Ось Z ШВП
Ось Х,Y рейка шестерня
Интерфейс Bodor PRO 2. 0
Система вытяжки
Чиллер (водяной)
Автоматическое определение расстояния до поверхности листа
Режущая голова с автофокусом BODOR GENIUS
Автоматическая система обнаружения препятствий
Сварная станина
Эргономичный пульт дистанционного управления
Цветной монитор тачскрин диагональ 21,5 дюйма
Автоматическая система контроля давления газов
Автоматическая система обнаружения листового металла на рабочем столе
Масса брутто: 2400 кг. Габариты в упаковке ДхШхВ, мм: 4508x2255x1650
Лазерный станок для резки металла с ЧПУ Bodor A3 1000W IPG с доставкой в г. Москва: подробные условия и стоимость
Станок для лазерной резки BODOR T230
Станок для лазерной резки BODOR T230
Технические параметры
Максимальный размер листа
3000*1524mm
Диаметр резки труб
Φ20-230mm
Эффективный диаметр для резки квадратной трубы
□20*20-□160*160mm
Прямоугольная труба (Мин. длина)
20-170mm
Прямоугольная труба (Мах. диаметр внешнего круга)
≤230mm
Mощность лазера
4000w/3000w/2000w/1500w/1000w
Эффективная длина резки труб
6500mm
Точность позиционирования по оси X/Y
0.05mm
Точность репозиционирования по оси X/Y
0.03mm
Максимальная скорость перемещения по оси X
95m/min
Максимальная скорость перемещения по оси Y
70m/min
Основные характеристики:
На станках данного типа производителем устанавливается лазерная головка RAYTOOLS, что в паре с высокоэффективным лазером со стабильной ОС гарантирует оптимальный режущий эффект. Современные станки для лазерной резкиBODOR T230 способны обрабатывать трубы, толщина стенки которых составляет от 0,2 до 10,0 мм, а максимальная длина достигает от 6500 до 9000 мм.
Специализированная CAM/CAD система помогает экономить материал, автоматически рассчитывая оптимальный путь резки. Лазерный режущий станок для трубbodor T230 (Китай) подходит для резки углеродистой и нержавеющей стали, латуни, алюминия и сплавов.
В станках лазерной резки данного типа имеется возможность подключения к системе ЧПУ с помощью сетевого кабеля, что позволяет изменять параметры работы лазера и совершать постоянный контроль.
Оптоволоконный лазер для резки труб BODOR T230 оснащен системой управления через Wi-Fi, что позволяет ликвидировать неисправности, вносить изменения в параметры резки и регулировать параметры лазерного источника удаленно.
Литая станина, водяной чилер и система вытяжки лазерного станка для резки труб бодор Т230 обеспечивает стабильную и длительную работу агрегата, увеличивая его амортизацию и износостойкость.
Длина волны лазера составляет 1064 нм, его мощность — 500-6000 Вт, что увеличивает точность позиционирования до 0,15 мм на 1000 мм. В работе лазерного станка для резки труб используется кислород, азот или воздушная газовая смесь.
Режущая головка Bodor Genius оснащена автофокусом, а расстояние между головой и заготовкой регулируется автоматически.
Стабильность и эффективность работы лазерного станка для резки труб обеспечивает автоматическая система охлаждения, смазки и чистки от пыли. А стабильность вращения в процессе обработки достигается благодаря надежной пневматической прокатной опоре
Больше чем больше
Диаметр увеличен на 30% Вес увеличен на 100% Подходит для резки различных труб
T230RUS Максимальный диаметр резки на 30% больше, чем у большинства станков на рынке; Максимальный вес резки на 100% тяжелее, чем у большинства станков на рынке.
Новый дизайн пользовательского интерфейса
Впервые в мире используется дизайн пользовательского интерфейса, который позволяет отображать поле обработки
Впервые в мире используется дизайн пользовательского интерфейса, который позволяет отображать поле обработки, это делает работу со станком более интуитивной. 1920 * 1080 емкостной сенсорный экран с 10 точками высокой чёткости. Элегантные кривые точно повторяют дизайн станины. Мощная водонепроницаемая система вентиляции создает лучшее пространство, что делает работу более удобной. Процесс алмазной резки и плазменное HD-закаленное стекло делают экран более изысканным и более удобным в использовании. Более интересные методы работы повышают эффективность работы.
Автоматический электрический патрон
Автоматический электрический патрон с кулачковым приводом, снабженный двигателем DC ; ток мотора прецизионно регулируемый и стабильный, диапазон зажатия шире и прижимная сила больше. Неразрушающие зажимы трубы быстро автоматически центрируют и зажимают трубу, работают более стабилизировано. Размеры патронов более малы, инерция вращения низка и динамические характеристики выше. Самоцентризующиеся электрические патроны и шестерни передачи имеют более высокую производительность, продолжительный срок службы и высокую надежность работы.
BodorPro четырёхсторонний поиск края,
повышение точности
Используются новые графические виды и представления, изделия могут быть показаны как в плоскости так и трехмерно. Плоское редактирование чертежа просто и быстро, и одновременно может быть показано трехмерное представление. Новая функция четырёхстороннего поиска края и оптимизированный режим поиска края дают более высокую и стабильную точность резки.
Доступные Варианты
Полноавтоматический прибор загрузки и разгрузки
Загрузка:
После того, как пачки труб положены на прибор подачи, их можно индивидуально разделить, нагрузить и соединиться плавно с труборезом для того, чтобы обеспечить транспортирование каждый раз только одной трубы.
Разгрузка:
Законченные изделия автоматически разгружаются в хранилище частей, двойные ролики помогают поддерживать длинные изделия; материалы могут быть автоматически подготовлены к загрузке в процессе резки, что сокращает время загрузки. Автоматическая разгрузка, законченные изделия и отходы удаляются автоматически, что уменьшают время сортировки, сохраняет рабочую силу, улучшает производительность станка.
Режущие образцы
Подходят для резки углеродистой стали, нержавеющей стали, алюминия, меди и сплавов.
СТАНОК ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ВСЕГО ПОКРЫТИЯ ЛИСТОВОГО МЕТАЛЛА F-P 3 года гарантии, первый производитель, дающий 3-летнюю гарантию в Китае добавлена функция защиты человеческого тела. Лазерное защитное стекло высшего качества изготавливается с левой и передней сторон, все остальные стороны закрыты листовым металлом. Благодаря такой конструкции можно избежать физического повреждения рабочего, вызванного неправильной работой. Интегрированный корпус литейной машины Единственный производитель, применяющий интегрированный корпус литейной машины, отличающийся жесткостью, стабильностью и противоударными свойствами. Изготовлен с идеальной системой охлаждения, смазки и удаления пыли, чтобы обеспечить стабильную, эффективную и…
Беспроводное управление WIFI Чтобы обеспечить быстрое обслуживание, мы добавили функцию WIFI, чтобы наш технический специалист выполнял поиск и устранение неисправностей и регулировал параметры удаленно. Франция MOTOREDUCER Сателлитные шестерни имеют двойную опору на закаленных и отшлифованных валах с бессепараторными игольчатыми подшипниками, повышающими жесткость на кручение. Япония Серводвигатель Yaskawa Повышенные требования к мощности компонентов крупной автоматизации используют надежные характеристики SGM7G. Японские подшипники NSK Эти корпуса подшипников имеют квадратный фланец, который можно легко прикрепить к машине четырьмя болтами. Благодаря простой монтажной поверхности этот подшипниковый узел…
6. Остатки 7. Секция резки 8. Зона термического влияния 9. Резка стыков с характеристиками Бодора. Функция автоматического поиска кромки Без функции автоматического поиска кромки Сокращение изменения траектории резки и повышение эффективности резки, экономия рабочего времени Совместимость с широкой системой управления Поддержка DXF, PLT, Al, GBX, NC и т. д.
Плоскостность Обработка на большом фрезерном станке с ЧПУ Прочность Каждое оборудование обрабатывается при температуре 650°CТепловое старение Корпус машины стабилен без какой-либо деформации Точность 3-осевой измеритель координат проверяет точность установки координат Прямолинейность Лазерный коллиматор определяет направляющую линию Мелочность Каждая крошечная деталь обнаруживается многократно Flintiness Измерение твердости станины токарного станка Параллелизм Испытание на параллельность зубчатой рейки Мастерство Массовое производство с использованием квалифицированной техники и передового производственного процесса Перпендикулярность Мраморные ножки для проверки вертикальности станины токарного станка Стабильность 12 часов резки. ..
Центр BODOR в Швейцарии расположен по адресу: Jambe-Ducommun 16, CH-2400 Le Locle, Швейцария, в центре с долгой историей исследований и разработок промышленных товаров.
ПАРАМЕТР МАШИНЫ Рабочая зона 1500*3000 мм В соответствии с требованиями Максимальная скорость перемещения 100 м/мин Тонкая обработка • Низкая стоимость использования Потребляемая мощность составляет всего 20-30% от СО2-лазера • Высокая скорость в 2-3 раза выше, чем у ЯГ- или СО2-лазера * Высокая точность Точный лазерный луч, тонкий пропил • Низкие эксплуатационные расходы Почти нулевые затраты на техническое обслуживание
Все каталоги и технические брошюры станков с ЧПУ Jinan Bodor CO.
Станок для лазерной резки металла серии i
15 страниц
Станок для лазерной резки двойного назначения E-T с обменной платформой
16 страниц
Станок для лазерной резки металла серии X
12 страниц
Станок для лазерной резки металла серии M500
15 страниц
Станок для лазерной резки металла серии K
13 страниц
Станок для лазерной резки металла серии C
15 страниц
Станок для лазерной резки металла серии R
13 Страниц
Станок для лазерной резки металла серии G
20 страниц
Полуавтоматический станок для лазерной резки труб T-E
14 страниц
Сменная платформа для лазерной резки E
21 страница
Высокомощный станок для лазерной резки S
17 страниц
Станок для лазерной резки F
17 страниц
Станок для лазерной резки платформы со сменной крышкой P
25 страниц
Станок для лазерной резки металлических труб и листов серии AT
12 страниц
Серия A
12 страниц
Станок для лазерной резки труб T-A с автоматической загрузкой
10 страниц
Станок для лазерной резки труб T
8 страниц
Станок для лазерной резки с автоматической загрузкой E-A
9 страниц
Станок для лазерной резки с автоматической загрузкой P-A
9 страниц
Станок для лазерной резки двойного назначения P-T
10 страниц
Автоматическая загрузка и разгрузка Мощный станок для лазерной резки S-A
10 страниц
Станок для лазерной резки двойного назначения F-T
10 страниц
Прецизионный станок для лазерной резки i3
10 страниц
Прецизионный станок для лазерной резки i5
10 страниц
Прецизионный станок для лазерной резки серии i i7
10 страниц
Сравнить
Удалить все
Сравнить до 10 товаров
Станок для лазерной резки двойного назначения FT — Jinan Bodor CNC machine CO.
, LTD. — PDF-каталоги | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Всемирный бренд, швейцарский дизайн, WIFI Control, 3 года гарантии Первый производитель, предоставляющий 3-летнюю гарантию в Китае
Применение ручного зажимного патрона с удлиненным механическим захватом для сокращения отходов материала. Диаметр обработки составляет от 20 мм до 200 мм, что соответствует большинству требований по резке труб. Синхронизированные электрические патроны с сервоприводом на переднем и заднем концах. Интегрированный корпус литейной машины Единственный производитель, применяющий интегрированный корпус литейной машины, отличающийся жесткостью, стабильностью и противоударными свойствами. Изготовлен с идеальной системой охлаждения, смазки и удаления пыли для обеспечения стабильной, эффективной и долговечной работы. Повышение точности резки…
Беспроводное управление WIFI Чтобы обеспечить быстрое обслуживание, мы добавили функцию WIFI, чтобы наш технический специалист выполнял поиск и устранение неисправностей и регулировал параметры удаленно. Франция MOTOREDUCER Сателлитные шестерни имеют двойную опору на закаленных и отшлифованных валах с бессепараторными игольчатыми подшипниками, повышающими жесткость на кручение. Япония Серводвигатель Yaskawa Повышенные требования к мощности компонентов крупной автоматизации используют надежные характеристики SGM7G. Японские подшипники NSK Эти корпуса подшипников имеют квадратный фланец, который можно легко прикрепить к машине четырьмя болтами. Благодаря простой монтажной поверхности этот подшипниковый узел…
6. Остатки 7. Секция резки 8. Зона термического влияния 9. Резка стыков с характеристиками Бодора. Функция автоматического поиска кромки Без функции автоматического поиска кромки Сокращение изменения траектории резки и повышение эффективности резки, экономия рабочего времени Совместимость с широкой системой управления Поддержка DXF, PLT, Al, GBX, NC и т. д.
Может выполнять резку пересекающихся линий под любым углом, например, L Нет необходимости рисовать J Простота в эксплуатации, можно получить тип модели, введя параметры внутри. L Концентрический патрон высокой точности резки J 5
Плоскостность Обработка на большом фрезерном станке с ЧПУ Прочность Каждое оборудование обрабатывается при температуре 650°CТепловое старение Корпус машины стабилен без какой-либо деформации Точность 3-х осевой измеритель координат тестирует точность установки координат Прямолинейность Лазерный коллиматор определяет направляющую линию Тонкость Каждая мельчайшая деталь обнаруживается много раз Flintiness Lathe Измерение твердости станины Параллельность Тест на параллельность зубчатой рейки Мастерство Массовое производство с использованием квалифицированной техники и передового производственного процесса Перпендикулярность Мраморные ножки для проверки вертикальности станины Стабильность 12 часов резки…
Центр BODOR в Швейцарии расположен по адресу: Jambe-Ducommun 16, CH-2400 Le Locle, Швейцария, в центре с долгой историей исследований и разработок промышленных товаров.
ПАРАМЕТР МАШИНЫ Рабочая зона 1500*3000 мм В соответствии с требованиями Эффективная длина резки трубы 3000 мм/6000 мм Макс. Скорость перемещения 100 м/мин Применение • Доступно для резки металлических пластин и труб из различных материалов, таких как нержавеющая сталь, углеродистая сталь, легированная сталь, пружинная сталь, медь, алюминий, золото, серебро, титан и т. д. • Применяется в таких отраслях, как реклама доска, конструкция из листового металла, производство электрических ковчегов Hv / Lv, детали текстильного оборудования, кухня, автомобиль, оборудование, лифт, электрические детали, пружинная катушка, срез, запасные части линии метро и т. д.
Все каталоги и технические брошюры станков с ЧПУ Jinan Bodor CO.
Станок для лазерной резки металла серии i
15 страниц
Станок для лазерной резки двойного назначения E-T с обменной платформой
16 страниц
Станок для лазерной резки металла серии X
12 страниц
Станок для лазерной резки металла серии M500
15 страниц
Станок для лазерной резки металла серии K
13 страниц
Станок для лазерной резки металла серии C
15 страниц
Станок для лазерной резки металла серии R
13 Страниц
Станок для лазерной резки металла серии G
20 страниц
Полуавтоматический станок для лазерной резки труб T-E
14 страниц
Сменная платформа для лазерной резки E
21 страница
Высокомощный станок для лазерной резки S
17 страниц
Станок для лазерной резки F
17 страниц
Станок для лазерной резки платформы со сменной крышкой P
25 страниц
Станок для лазерной резки металлических труб и листов серии AT
12 страниц
Серия A
12 страниц
Станок для лазерной резки труб T-A с автоматической загрузкой
10 страниц
Станок для лазерной резки труб T
8 страниц
Станок для лазерной резки с автоматической загрузкой E-A
9 страниц
Станок для лазерной резки с автоматической загрузкой P-A
9 страниц
Станок для лазерной резки двойного назначения P-T
10 страниц
Автоматическая загрузка и разгрузка Мощный станок для лазерной резки S-A
Сопло является одним из расходных элементов лазерного станка. Деталь используется в конструкции системы лазерной головы из сопла выходит луч и обдув зоны реза. Наличие последней, минимизирует или полностью исключает вероятность окисления или подгорания нагретых поверхностей.
Из каких материалов производится сопло, какие задачи решает
Сопло является элементом лазерной оптической головы для сварки, резки.
Подавляющее большинство моделей сопел выполняется из меди, так как этот материал хорошо рассеивает тепло, сохраняет свои ёмкостные характеристики при значительных температурах.
Отдельные версии имеют хромовое покрытие. Задачей последнего является исключение вероятности налипания выдуваемых из зоны реза капель расплава.
Сопловая часть устанавливается в лазерной голове сразу за оптической системой.
Благодаря её наличию решаются задачи:
подачи к зоне реза рабочих газов (с регулировкой расхода).
Ими выдувается расплавленный металл. При этом повышается качество кромок, исключается возникновение наплывов.
обеспечения соосности газовой струи и лазерного луча;
небольшой защиты оптики лазера.
Непосредственно на сопло замыкается контакт датчика слежения (чаще всего, через керамический изолятор). Последний формирует сигналы, позволяющие выдерживать при работе заданное расстояние между соплом и поверхностью заготовки.
Классификация существующих типов
С учётом материала обрабатываемой заготовки для выполнения реза используется один или два разных газа. Соответственно применяют одинарное или двойное сопло.
Одинарные (однослойные) и двойные (двухслойные)
Первое используется при работе на атмосферном воздухе, газовых средах условно-инертных, инертных (азот, аргон). Эти газы предупреждают окисление. Эта способность обусловила их востребованность для работы с высоколегиррованными марками стали, титаном, алюминием, латунью, так как позволяет получить кромку высокого качества.
Одновременно поступающие газы охлаждают кромки реза, исключая их тепловые деформации. Выполняют защиту оптики головы от брызг расплавов, разогретых до высоких температур.
При кислородной резке газ способствует окислению низколегированных (чёрных) сталей. Процесс является экзотермическим (выделяется существенное количество тепла), но процесс значительно ускоряется.
Двойное сопло имеет специальную вставку, для подачи двух различных газов. Чаще всего, подобные модели используются при кислородной резке. Внутренний слой – кислород высокой чистоты (для 5.0 она составляет 99,999%).
Малейший подсос атмосферного воздуха, иных газов, приводит к изменению параметров горения и, соответственно, рабочих характеристик станка. Поэтому внешний слой газов является своеобразным защитным «кожухом» для внутреннего газового столба.
Диаметр проходного отверстия
Непосредственное влияние на скорость и качество раскроя оказывает конструкция сопла и диаметр проходного отверстия. С его увеличением возрастает расход подаваемых газов, меняется площадь сечения газового столба, форма потока, его скорость.
Пример. При мощности компрессора (газогенератора) в 15 атм сквозь сопло диаметром 1 мм будет проходить примерно 0.14 м3/мин. Через 3.5 мм уже 1.8 м3/мин. Увеличение мощности подающего агрегата до 25 атм увеличит расход, в последнем случае, примерно до 3 м3/мин.
Варианты конструктивного исполнения
Существует несколько версий:
стандартная форма сопла, усечённый конус.
Эта форма свойственна и одинарным и двойным соплам, является наиболее распространённой (классической). Пример. Cопло Trumpf марки TR301-4561. Является универсальным.
«сомбреро» конусная часть имеет увеличенную высоту и малые углы наклона боковых граней.
Своё наименование получила за визуальную схожесть с этим мексиканским головным убором. Отлично подходит для резки близкорасположенных контуров (не наползает на соседнюю кромку).
К недостаткам относится существенно меньшее время, которое имеется у датчика для предотвращения вероятного удара сопла о кромку реза заготовки. Это может привести к повреждению покрытия или керамического кольца.
Альтернативным решением, в конструкции которого удалось предотвратить вероятность возникновения удара является модернизированная версия сомбреро с параболическими стенками.
Подобная конфигурация позволяет плавно «обтекать» препятствие.
Сомбреро с закруглённой вершиной.
Востребовано для работы с заготовками, толщина которых менее 0.3 мм. Сопла с плоской головкой, при отводе от заготовки после выполнения реза, тянут её за собой. Через несколько миллиметров она отлипает, однако точность реза уже сбивается. Сферическая головка исключает подобное развитие событий.
Широко востребовано при обработке трёхмерных заготовок.
Надеемся, что данная информация позволит вам подобрать сопло необходимой модели.
Двойное или одинарное сопло для лазерной резки? В Чем отличия и разница?
Главная
/
Станки
/
Лазерные
/
Комплектующие и расходники
/
Сопла
org/ListItem»> /
Часто задаваемые вопросы и ответы о соплах для лазерного станка
Одинарные сопла
Используются в основном для резки в инертной среде (таких сталей как нержавейка, цинк, латунь, реже тонколистовая черная сталь в основном для снижения себестоимости резки), это Азот, Аргон, а так же сжатым воздухом.
Двойные сопла
Используется для резки в кислородной среде (черная сталь)
Диаметр сопла так же увеличивается с ростом толщины металла, только не так активно толщины от 2 до 6 мм используется в основном сопло с диаметром 1 мм.
Диаметр внутреннего отверстия в сопле на прямую зависит от толщины разрезаемого металла, например толщины до 1 мм используется сопло 1 мм, от 1 мм до 3 обычно используется сопло диаметром 1,5 мм и тд.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 57868
Сопло одинарное 1,5 мм 120GJT0515 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм1.5
Код товара: 57872
Сопло двойное 1,5 мм 120GJT0615 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм1.5
Код товара: 57873
В наличии 28 шт.
Сопло двойное 1,2 мм 120GJT0612 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм1.2
Код товара: 59082
Сопло одинарное 3 мм 120GJT0530 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм3
Код товара: 59083
В наличии 20 шт.
Сопло одинарное 3,5 мм 120GJT0535 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм3.5
Код товара: 59081
В наличии 7 шт.
Сопло одинарное 2,5 мм 120GJT0525 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм2. 5
Код товара: 57874
Сопло двойное 1,0 мм 120GJT0610 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм1
Код товара: 57871
В наличии 9 шт.
Сопло двойное 2,0 мм 120GJT0620 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм2
Код товара: 59084
В наличии 20 шт.
Сопло одинарное 4 мм 120GJT0540 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм4
Код товара: 57867
В наличии 1 шт.
Сопло одинарное 2,0 мм 120GJT0520 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм2
Код товара: 57869
В наличии 37 шт.
Сопло одинарное 1,2 мм 120GJT0512 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм1.2
Код товара: 57870
В наличии 18 шт.
Сопло одинарное 1,0 мм 120GJT0510 (оригинал пр-во Raytools)
Наружный диаметр, мм32
Диаметр отверстия, мм1
Вверх
лазерных форсунок – Cloudray Laser
35 товаров
Сортировать СортировкаЛучшиеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
Cloudray Raytools Тип A Сопла для лазерной резки
От $ 4,50 USD от 4,50 долларов США Обычная цена 6,00 долларов США 6,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray Raytools Тип B Сопла для лазерной резки
Цена продажи$ 3. 50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray Raytools Tip E Сопла для лазерной резки
От $ 3,00 USD от $ 3.00 долларов США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 2
долларов США
Cloudray Raytools TQ Тип C Однослойные сопла для лазерной резки
Цена продажи$ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50 $
Cloudray Raytools A Type 3D Однослойные сопла для лазерной резки
Цена продажи$ 2,50 USD 2,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 2,50
долларов США
Cloudray Raytools G Type 3D Сопла для лазерной резки
От $ 5.00 USD от $ 5.00 долларов США Обычная цена 7,50 долларов США 7,50 долларов США Сэкономьте $ 2,50
долларов США
тип сопла лазерной резки Клаудрай Райтулс е для вырезывания точности
Цена продажи$ 3. 50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray для сопла лазерной резки WSX
Цена продажи$ 3.50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray для сопла Precitec A для лазерной резки
Цена продажи$ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50 $
Cloudray Для Precitec PT-C Type Dia.28mm Режущие сопла
Цена продажи$ 3.50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray Для Precitec BODOR E Type Лазерные сопла для резки
От $ 3,00 USD от $ 3.00 долларов США Обычная цена 4,30 доллара США 4,30 доллара США Сэкономьте $ 1,30
долларов США
Cloudray для сопла Precitec H типа для лазерной резки
от 5,00 долларов США от $ 5. 00
долларов США
Cloudray Для сопла лазерной резки Precitec TQ типа B
от $ 3,00 USD от $ 3.00 долларов США Обычная цена 4,30 доллара США 4,30 доллара США Сэкономьте $ 1,30
долларов США
Cloudray для однослойных форсунок для лазерной резки Precitec типа D
Цена продажи$ 8,00 USD 8,00 долларов США Обычная цена 11,50 долларов США 11,50 долларов США Сэкономьте $ 3,50
долларов США
Cloudray для Precitec D Type 3D Однослойные сопла для лазерной резки
Цена продажи $ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray для Precitec I Type 3D Однослойные сопла для лазерной резки
$ 3,50 USD 3,50 долл. США
долл. США
Cloudray для однослойных форсунок для лазерной резки Trumpf A
Цена продажи $ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50 $
Cloudray для однослойных сопел для лазерной резки Trumpf EAA типа C
Цена продажи $ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray Bystronic Тип A Сопла для лазерной резки
Цена продажи$ 3. 00 USD 3,00 доллара США Обычная цена 4,30 доллара США 4,30 доллара США Сэкономьте $ 1,30
долларов США
Сопла для лазерной резки Cloudray Bystronic типа B
Цена продажи$ 3.00 USD 3,00 доллара США Обычная цена 4,30 доллара США 4,30 доллара США Сэкономьте $ 1,30
долларов США
Сопла для лазерной резки Cloudray Bystronic C Type
Цена продажи$ 3.00 USD 3,00 доллара США Обычная цена 4,30 доллара США 4,30 доллара США Сэкономьте $ 1,30
долларов США
Двухслойные сопла для лазерной резки Cloudray Bystronic серии D, тип NK
Цена продажи$ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50 $
Адаптер форсунки Cloudray Bystronic E Type
от $ 12,00 USD от $ 12.00 долларов США Обычная цена 17,20 долларов США 17,20 долларов США Сэкономьте $ 5,20
долларов США
Cloudray Amada Тип A Однослойные хромированные сопла для лазерной резки
Цена продажи$ 4. 00 USD 4,00 доллара США Обычная цена 5,80 долларов США 5,80 долларов США Сэкономьте $ 1,80
долларов США
Cloudray Amada B Type Одиночные и двойные хромированные сопла для лазерной резки
от 13,90 долларов США от 13,90$
$
Cloudray Amada B Тип Двухслойные хромированные сопла для лазерной резки
Цена продажи$ 5.00 USD 5,00 долларов США Обычная цена 7,20 долларов США 7,20 долларов США Сэкономьте $ 2,20
долларов США
Cloudray DNE Тип A Хромированные сопла для лазерной резки
От $ 8,00 USD от $ 8.00 долларов США Обычная цена 11,50 долларов США 11,50 долларов США Сэкономьте $ 3,50
долларов США
Сопла для лазерной резки Cloudray DNE типа H
Цена продажи$ 3.50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Концевой соединитель для лазерной резки Cloudray DNE G Type
Цена продажи$ 10,50 USD 10,50 долларов США Обычная цена 15,00 долларов США 15,00 долларов США Сэкономьте $ 4,50
долларов США
Сопла для лазерной резки Cloudray Penta Sonic B Type
Цена продажи$ 3. 50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50 $
Cloudray Penta Sonic Тип A Двухслойные хромированные насадки для лазерной резки
$ 3,50 USD 3,50 долл. США
долл. США
Cloudray DaZu SP Тип A Однослойные сопла для лазерной резки
Цена продажи$ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50
долларов США
Cloudray Насадки для лазерной резки HANKWANG
Цена продажи$ 3,50 USD 3,50 доллара США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 1,50 $
Сопла для лазерной резки Cloudray F типа Bodor
От $ 2,00 USD от $ 2.00 долларов США Обычная цена 5,00 долларов США 5,00 долларов США Сэкономьте $ 3
долларов США
Cloudray Распродажа оптом Raytools Тип A Сопла для лазерной резки
от $ 21,00 USD от $ 21. 00
долларов США
Серия CF: новая интегрированная карта управления Cloudray, сенсорный экран, подходит для начинающих мастеров-сделай сам.0153
Серия MP: Mopa (черная маркировка анодированного алюминия; цветная маркировка титана и нержавеющей стали)
Серия QS: импульсный лазер с модуляцией добротности (большая энергия одиночного импульса для глубокой маркировки)
Пожалуйста, напишите нам ( [email protected] ), чтобы предложить нам свой рабочий материал и ожидаемый эффект от этих материалов на машине с фотографиями или видео.
Да, они разные. Официальный сайт и магазины на торговых площадках (Amazon/Ebay и т.д.) — это разные каналы продаж. Каждый канал продаж работает независимо. Вся информация о продукте, правила и дополнительные предложения, опубликованные на веб-сайте, адаптированы только для заказов на www.cloudraylaser. com и не адаптированы для магазинов на торговых платформах.
1. Различные типы машин и конфигурации. Лазерные станки будут оснащены уникальными конфигурациями (только для станков на сайте www.cloudraylaser.com), отличающимися высокой стабильностью и эффективностью маркировки. Поддержка Настройка вашего лазерного станка и модернизация решений при необходимости.
2. Различное предложение Так как для разных конфигураций и политик цены на продукты будут разными. И Мы предлагаем только пожизненную техническую поддержку и параметры маркировки/гравировки, бесплатные материалы для заказов непосредственно на www.cloudraylaser.com, не адаптированные к каким-либо заказам из других каналов продаж.
3. Служба поддержки клиентов Мы можем предложить только послепродажное обслуживание для клиентов, заказавших на www.cloudraylaser.com, не несем ответственности за заказы с торговых платформ, поскольку у нас нет информации о вашем заказе в нашей системе. Пожалуйста, свяжитесь с магазином на платформах, чтобы получить соответствующую поддержку вовремя.
4. Официальные льготы для постоянных клиентов Время от времени мы будем проводить бесплатную пробную кампанию для постоянных клиентов, которые сделали заказ непосредственно на www.cloudraylser.com, а не для клиентов из других каналов продаж. Также мы предлагаем бесплатные подарки для клиентов, которые сделали заказ во время больших праздников.
1. Машина с конфигурацией по умолчанию: Склад в Китае: 7-10 рабочих дней Зарубежный склад: 3-5 рабочих дней
2. Индивидуальная машина (только поддержка доставки со склада в Китае) Средний срок производства: 7-10 рабочих дней Доставка: 7-10 рабочих дней (Уведомление: таможенные проверки могут привести к задержке логистики на 2-3 дня)
Гарантия на машину 2 года. В случае поломки , вообще говоря, наш технический специалист выяснит, в чем может быть проблема, в соответствии с отзывами клиентов. Детали, за исключением расходных материалов, будут заменены бесплатно, если проблемы вызваны дефектами качества. Даже если машина выходит за рамки гарантии, мы по-прежнему может предложить техническую помощь, поскольку ваш заказ размещен на www.cloudraylaser.com.
Пожизненная техническая поддержка
1. Предлагается только бесплатная пожизненная техническая поддержка посредством удаленного подключения (по электронной почте или телефону) для клиентов на www.cloudraylser.com.
2. И даже после истечения гарантийного срока , мы по-прежнему предлагаем техническую поддержку и предоставим смету на необходимые детали и ремонт по сниженной цене.
Служба поддержки технических специалистов
1. Только клиенты, которые когда-то заказывали на www.cloudraylser.com иметь возможность получить бесплатную поддержку технических специалистов.
2. Для срочных запросов по комплексной технической поддержке мы организуем, чтобы специалисты помогли вам удаленно или по телефону напрямую.
Бесплатная пробная версия новых продуктов
Клиенты, заказавшие напрямую по телефону www.cloudraylaser.com , получат возможность присоединиться к ежемесячной кампании бесплатных пробных версий Cloudray (получите новые продукты для бесплатной пробной версии)
Возможности лазерной резки: какие материалы можно резать лазером?
8 (804) 333-68-30Задать вопрос
Лазерный луч расплавляет материал, поток сжатого воздуха, направленный в область реза, выдувает расплав — и вот готово: чистое ровное отверстие или прорезанная линия. Это эффективно, качество реза получается выше, чем у более старых методов резки. Но все ли материалы можно разрезать таким образом?
6 видов материалов, которые можно резать лазером
Лазерной резке поддаются:
Металлы — черная сталь, легированные сплавы и цветные металлы вроде алюминия и меди.
Пластик.
Стекло.
Оргстекло.
Сухое дерево и его производные — фанера, ДСП и ДВП.
Бумага и картон.
Как видите, ограничений нет — разве что нельзя резать лазером зеркальные материалы. Откуда такая свобода?
При лазерной резке нет механического воздействия
А это значит, что лазером можно спокойно резать хрупкие или мягкие материалы, не боясь их разбить или смять, испортив линию реза. Лазерный луч не может быть «недостаточно остро наточенным», чтобы разрезать их ровно.
Лазерный луч не может повести из‑за перепадов фактуры материала
На небольшом расстоянии, используемом при резке, луч остается идеально прямым. Вне зависимости от того, скрыты ли в материале изъяны, которые могли бы сбить с курса жесткий резец. Те же сучки в древесине, например.
Как можно резать лазером прозрачные материалы?
Распространен миф, что лазером нельзя резать стекло и оргстекло. Якобы из‑за того, что луч проходит сквозь материал и начинает резать то, что находится за ним — а стекло остается неразрезанным и как бы насмехающимся над жалкими людишками, которые решили испытать его прозрачность таким образом.
Это было бы верно, если бы на свете существовало абсолютно прозрачное стекло. Но абсолютно прозрачного стекла не существует. Даже воздух не абсолютно прозрачен, что уж говорить о твердом теле. И лазерный луч, проходящий сквозь материал, всё‑таки нагревает его.
Вопрос только в том, чтобы выбрать подходящую мощность. Учесть коэффициент прозрачности конкретного материала и выбрать лазерную установку, мощность луча которой будет достаточной для того, чтобы расплавить стекло в зоне резки. И оно будет разрезано.
Выбор мощности для лазерного раскроя различных материалов
Это один из ключевых моментов при составлении программы лазерной резки. Лазерный луч должен двигаться не слишком быстро — чтобы материал успевал качественно разрезаться — но и не слишком медленно — чтобы установка не работала впустую и не тратила лишней энергии.
Требуемая мощность сильно разнится в зависимости от выбранного материала.
Для обработки металлов требуется относительно мощный лазер. Например, черная сталь толщиной 15 миллиметров. Лазерная установка мощностью 2,5 киловатта будет резать ее со скоростью от 16 до 20 миллиметров в секунду.
А вот дерево, его производные, пластик и оргстекло — менее плотные материалы, поэтому их раскрой лазером проходит легче и быстрее. Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.
Какие материалы режут в «Металл‑Кейсе»?
Мы не стремимся влезть во все возможные сферы лазерной резки — лучше будем делать что‑то одно, но делать это со стопроцентной отдачей и компетентностью. В «Металл‑Кейсе» мы занимаемся только раскроем металла для промышленности.
Если вам нужно именно это — обращайтесь и давайте обсудим подробности.
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
Расчет точной стоимости и сроков выполнения интересующего вас заказа.
Информацию о похожих заказах, которые мы уже выполнили.
Консультацию по возможностям нашего производства.
Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Какие материалы можно резать с помощью оптоволоконного лазерного станка?
Лазерная резка так популярна во многом благодаря своей универсальности. Оптоволоконные лазерные станки могут резать самые разные материалы — от бумаги, дерева, пробки, акрила и пены до различных типов металлов. Несмотря на свои возможности зачастую на оптоволоконных лазерных станках режут металлы и их сплавы, поэтому давайте рассмотрим особенности резки металлов более подробно.
Металлические материалы, подходящие для резки на оптоволоконном лазерном станке
Нержавеющая сталь
Более концентрированный источник света создает меньшее пятно и большую глубину фокуса, поэтому оптоволоконные лазеры могут быстро резать тонкие материалы, а материалы средней толщины — более эффективно. Нержавеющую сталь и тонкую низкоуглеродистую сталь толщиной до 6 мм 1,5-киловаттный волоконный лазер может резать так же быстро, как 3-киловаттный CO2-лазер.
Легированная сталь
Большинство легированных сталей можно резать лазером, и качество резки будет хорошее. Однако инструментальные стали с высоким содержанием вольфрама и горячекатаные штамповые стали будут иметь эрозию и липкий шлак во время лазерной резки.
Углеродистая сталь
Современные системы лазерной резки позволяет вырезать максимальную толщину пластины из углеродистой стали, близкую к 20 мм, а щель тонкой пластины может быть сужена примерно до 0,1 мм.
Лазерная резка низкоуглеродистой стали имеет очень небольшую зону термического воздействия, она плоская, гладкая и имеет хорошую вертикальность.
Для высокоуглеродистой стали качество кромки лазерной резки лучше, чем для низкоуглеродистой стали, но зона термического влияния больше.
Алюминий и сплав
Резка алюминия относится к плавильной резке. Вспомогательный газ используется для удаления расплавленного материала в зоне резки, что позволяет получить более высокое качество резки.
Другие металлические материалы
Рениевая медь не подходит для лазерной резки, она может быть разрезана слишком тонко.
Неметаллические материалы
Лазер может резать органические материалы, такие как пластик (полимер), резина, дерево, бумажные изделия, кожа, натуральные и синтетические ткани; он также может резать неорганические материалы, такие как кварц и керамика, и другие композитные материалы, такие как новые легкие армирующие волокнистые полимеры.
На что следует обратить внимание при лазерной резке металлических материалов?
Для резки конструкционных стальных материалов следует обратить внимание на:
В зависимости от толщины листа можно также использовать различные схемы резки.
Например, для пластин из конструкционной стали обычной толщины использование кислорода в качестве обрабатывающего газа позволит достичь очень хороших результатов.
Недостатком является то, что на режущей кромке имеются незначительные признаки окисления, но это не влияет на использование.
Для толстых пластин толщиной более 4 мм, согласно опыту, использование азота может помочь режущему станку при резке под высоким давлением, так что конструкционная сталь толщиной более 4 мм может иметь лучший эффект резки.
Причина, по которой азот используется в качестве рабочего газа, заключается в том, чтобы принять во внимание, что текущий период не будет окислен, чтобы предотвратить эффект окисления режущей кромки.
На самом деле, наиболее сложной для обработки в настоящее время является сверхтолстая сталь толщиной более 10 мм. При резке такого типа стали использование специальной пластины для лазера и нанесение масла на поверхность заготовки во время обработки позволяет добиться лучших результатов.
При резке материалов из нержавеющей стали следует обратить внимание на:
В зависимости от потребности можно выбрать различные технологические газы.
Если выбран кислород, то в условиях высокотемпературной резки кислород будет легко окисляться, и режущая кромка становится слегка матовой.
Однако если в качестве обрабатывающего газа используется азот, то, поскольку азот плохо окисляется при высокой температуре, режущая кромка может быть очень гладкой.
Конечно, если вы столкнетесь с очень толстой пластиной, вы можете нанести масляную пленку на поверхность пластины, чтобы улучшить эффект перфорации, и это не повредит качеству обработки.
Начинающим инженерам по резке следует уделять большое внимания резке нержавеющей стали. Если они не будут достаточно осторожны, оптические приборы будут повреждены из-за высокотемпературного нагрева вследствие сильного отражающего тепло эффекта нержавеющей стали.
Для резки алюминиевых материалов, пожалуйста, обратите внимание:
Резка алюминиевых материалов также очень распространена в повседневной резке.
При использовании хороших станков для лазерной резки легко обрабатывать алюминиевые материалы толщиной менее 6 мм.
В зависимости от качества шероховатости поверхности резки вы можете использовать кислород или азот в качестве обрабатывающего газа, в основном в зависимости от ваших требований к гладкости поверхности резки.
Однако, поскольку алюминий обладает высокой отражательной способностью, при резке алюминия необходимо установить специальное устройство для поглощения теплового отражения алюминия, чтобы предотвратить повреждение оптических компонентов. Как и в случае с мерами предосторожности при резке нержавеющей стали, повреждения от теплового отражения алюминия очень сильны, особенно для высокоточных оптических линз.
При резке материалов из меди и латуни обратите внимание на следующее:
Особое внимание при резке медных и латунных пластин уделите внимание их высокой отражательной способности и теплопроводности.
Когда толщина латуни, которую необходимо разрезать, составляет менее 1 мм, азот является лучшим вспомогательным газом для резки.
Когда толщина превышает 2 мм, необходим кислород. В это время азот нельзя использовать в качестве режущего газа.
Следует отметить, что из-за сильной излучательной способности этих материалов перед установкой необходимо установить специальные устройства поглощения излучения, иначе высокое тепловое отражение повредит линзы.
Какие материалы подходят для лазерной резки?
Лазерная резка так популярна во многом благодаря своей универсальности. Лазерные резаки могут резать самые разные материалы — что угодно, от бумаги, дерева, пробки, акрила и пенопласта до различных металлов .
Тем не менее, есть некоторые материалы, которые, казалось бы, хорошо вписываются в этот список, но их никогда не следует резать с помощью лазерного резака. Итак, давайте дальше изучать возможности.
я Подходящие материалы для лазерной резки
II Материалы, которые не стоит пытаться разрезать
Подходящие материалы для лазерной резки
Одним из самых больших преимуществ лазерной резки является возможность резать широкий спектр материалов. При этом следует знать свойства каждого материала. Некоторые из них требуют особого внимания при резке.
Помните, здесь речь идет только о материалах. Но помимо этого, лазерная резка труб также может обрабатывать широкий спектр профилей, от квадратных труб до открытых каналов.
Различные металлы
Лазерные резаки могут резать все типы металлов, от мягкой стали до нержавеющей стали, а также цветные металлы. Более отражающие металлы, такие как алюминий, труднее резать. В таких случаях лучшим вариантом являются волоконные лазеры.
Толщина металла может быть до 30 мм. Однако максимальная толщина зависит от службы лазерной резки. Это зависит от мощности лазера, а также от опыта оператора станка.
Дерево
Для резки подходят различные породы дерева, включая фанеру и МДФ. Однако вам следует помнить о маслах или смоле, так как они представляют угрозу возгорания.
Бумага и картон
Да, также подходит для лазерной резки. Именно так делаются популярные замысловатые свадебные приглашения.
Пластик
Акрил, полиметилметакрилат и люцит — это прозрачные пластики. Все они также оставляют отличный результат при лазерной резке. Края оплавлены таким образом, что кажутся отполированными.
POM
Другие пластмассовые лазерные резаки. ПОМ — это широко используемый пластик в машиностроении, который находит применение в зубчатых колесах, направляющих и скользящих элементах, медицинских инструментах, упаковке пищевых продуктов и т. д.
Возможность выполнять сложные разрезы с помощью лазера, безусловно, способствует разнообразию вариантов использования ПОМ.
Может ли лазерный резак резать стекло?
Лазерная резка стекла кажется невыполнимой задачей из-за его хрупкости и отражающих свойств. Однако 9Лазерные резаки 0003 могут резать стекло .
Отражательная способность стекла предъявляет требования к мощности вашего оборудования для лазерной резки. Также резак должен иметь систему охлаждения. Только тогда оператор станка сможет полностью контролировать направление излома на каждом этапе, что приведет к хорошему результату.
Материалы, которые не следует пытаться резать
Хотя кажется, что лазер может резать практически все, существуют некоторые ограничения. Основная масса материалов, которые не стоит пытаться резать, — это различные пластики.
ПВХ
При резке поливинилхлорида выделяются кислоты и токсичные пары. Они вредны как для оператора станка, так и для самого лазерного резака, поскольку могут быть источником коррозии. Поэтому резку ПВХ следует оставить для механических методов.
Поликарбонат
Тонкий (менее 1 мм) поликарбонат можно резать. Но даже это приводит к пятнам обесцвечивания.
В случае более толстого материала не следует использовать лазерную резку. Поликарбонат поглощает инфракрасное излучение, которое лазеры используют для резки материалов. Неэффективная резка может превратиться в кошмар, так как материал может сильно обесцвечиваться, а также начать гореть.
ABS
Обычно лазерный луч достаточно горячий, чтобы материал испарялся. Но не с АБС. Он имеет тенденцию таять, оставляя после себя беспорядок на рабочем столе и качество нарезки, которое на самом деле никого не удовлетворяет.
HDPE
Вы можете прочитать последний абзац, так как HDPE реагирует на лазеры аналогично ABS.
Полистирол и полипропиленовая пена
Оба материала очень легко воспламеняются. Есть и другие проблемы. Но огня должно быть достаточно, чтобы вы не пытались использовать лазерную маркировку или резать эти материалы.
Стекловолокно
Стекловолокно представляет собой смесь двух материалов – стекла и эпоксидной смолы. Как мы уже знаем, резать стекло самостоятельно сложно. Добавьте в смесь смолу, вызывающую дым, и вы должны остановиться прямо сейчас.
Какие материалы можно резать с помощью станка для лазерной резки?
Инструменты 2000 | 21 сентября 2020 г.
Пятиосевой станок для лазерной резки
Лазерная резка произвела революцию в производстве во многих отраслях. Возможность делать быстрые и точные разрезы на различных материалах увеличила скорость и качество производства и позволила, наконец, использовать определенные материалы в производственном процессе.
В то время как многие люди думают о широком промышленном использовании лазерной резки в таких отраслях, как автомобилестроение или аэрокосмическая промышленность, факт заключается в том, что существует множество материалов, которые можно резать с помощью лазера. Это не просто масштабные изделия, станки для лазерной и 3D-лазерной резки становятся все более популярными среди ремесленников, которые используют их для создания предметов домашнего обихода.
Итак, какие материалы можно использовать на станке для лазерной резки?
Металлы
Когда большинство людей думают о лазерной резке в промышленных условиях, они, вероятно, думают о резке металла. Лазерным резаком можно резать большинство видов металла. Сталь и железо являются наиболее популярными металлами, разрезаемыми таким способом. Толщина металла будет зависеть от размера лазерного резака, но некоторые могут работать с толщиной до 30 мм.
Пластмассы
Вероятно, одним из самых больших преимуществ лазерной резки является ее универсальность. Лазерные резаки можно использовать для резки практически всех материалов, включая различные типы металлов, МДФ, дерево, акрил и многое другое. Лазерный резак также может резать эти различные материалы различной толщины.
Кроме того, как обсуждалось ранее, лазерная резка может удовлетворить любые требования к дизайну, от небольших и тонких до более крупных и сложных конструкций. 3D-лазерная резка, более известная как пятиосевая лазерная резка, дает вам такую универсальность. Это связано с его способностью прорезать материалы и компоненты в трех измерениях, что позволяет быстро и точно изготавливать эти сложные детали.
С помощью лазерного резака можно успешно резать многие породы дерева, в том числе такие композитные материалы, как фанера и МДФ. В некоторых случаях не следует резать древесину, например, если она пропитана смолой или другими маслами. Тепло от лазера может представлять опасность воспламенения материала.
Хотя это и не просто, вы можете разрезать стекло с помощью лазерного резака. Однако отражающая природа материала означает, что это должны делать только опытные операторы с мощными системами охлаждения на своих машинах.
Картон и бумага
Как упоминалось ранее, теперь вы можете купить лазерные резаки для дома, если вы интересуетесь рукоделием. Они умеют выполнять замысловатые узоры на бумаге и картоне, которые часто можно встретить на открытках и пригласительных.
Какие материалы нельзя резать на лазерном резаке?
Большое количество тепла, выделяемое лазерным резаком, делает его непригодным для резки определенных материалов. В некоторых случаях состав самих материалов делает их плохими материалами для лазерной резки из-за риска возгорания или выделения токсичных паров.
Полистирол — Использование лазера на этом материале приведет к его возгоранию.
Стекловолокно . Этот материал состоит из стекла и эпоксидной смолы, которая выделяет токсичные пары при резке лазером.
Поликарбонат — Если материал не очень тонкий, поликарбонат следует резать другим способом. На этом материале трудно получить хорошую отделку, так как он будет поглощать энергию и сильно обесцвечиваться.
HDPE и ABS — Тепло от лазерного резака заставляет эти материалы очень легко плавиться, а это означает, что вы не можете получить какой-либо чистый край. Это также испортит ваш станок для лазерной резки.
ПВХ — При лазерной резке ПВХ выделяется высокий уровень токсичных паров; Вы не должны использовать лазерный резак для резки ПВХ любого вида.
Свяжитесь с нами сегодня
Tooling 2000 имеет более чем двадцатичетырехлетний опыт работы в сфере лазерной резки.
Фрезерный станок с чпу своими руками, самодельный чпу, чертежи
Зная о том, что фрезерный станок с ЧПУ считается усложненным техническим и электронным оборудованием, многие мастера думают, что его просто нельзя сделать своими руками.
Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих.
ЧПУ станок своими руками (чертежи)
Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
Чтобы изготовить фрезерный станок, который оснащается системой ЧПУ, можно воспользоваться 2 способами: приобрести готовый набор из специально выбранных деталей, из которых и собирается такое оборудование, либо отыскать все комплектующие и самостоятельно собрать устройство, полностью подходящее всем вашим требованиям.
Подготовка к работе
Если вы запланировали изготовить станок с ЧПУ самостоятельно, не применяя готового набора, то первое, что вам нужно будет сделать, — это остановиться на специальной схеме, по которой будет работать такое мини-устройство.
За основание фрезерного оборудования можно взять ненужный сверлильный станок, в котором рабочая головка со сверлом поменяется на фрезерную. Самое трудное, что придется создавать в таком оборудовании, — это механизм, который обеспечит передвижение приспособления в трех разных плоскостях. Этот механизм можно изготовить на основании кареток от старого принтера, он обеспечит перемещение приспособления в двух плоскостях.
К устройству, сделанному по этой принципиальной схеме, просто подключить программное управление. Однако его главный минус заключается в том, что обрабатывать на этом станке с ЧПУ можно будет лишь изделия из пластика, древесины или небольшого листового металла. Таким образом происходит, потому что каретки от ненужного принтера, которые будут производить перемещение режущего приспособления, не обладают нужной степенью жесткости.
Чтобы ваше самодельное устройство было способно выполнять важные фрезерные действия с заготовками из разных материалов, за перемещение рабочего приспособления должен отвечать очень мощный специальный двигатель. Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
Использование шагового двигателя в вашем оборудовании даст возможность избежать применения винтовой передачи, а остальные возможности и характеристики самодельного инструмента от этого не будут хуже. Если же вы все-таки захотите применить для своего мини-устройства каретки от принтера, то стоит подобрать их от более большой модели печатного устройства.
Для передачи усилия на вал фрезерного станка лучше брать не простые, а зубчатые ремни, которые не смогут проскальзывать на шкивах. Одним из главных узлов любого похожего станка считается механизм фрезера. Именно его созданию нужно уделить много внимания. Чтобы качественно изготовить такой механизм, вам понадобятся подробные чертежи, которым придется строго следовать.
Сборка оборудования
Основанием собранного фрезерного оборудования может стать балка прямоугольного типа, которую надо крепко фиксировать на направляющих.
Несущая конструкция оборудования должна обладать большой жесткостью. При ее монтаже лучше не применять сварных соединений, а присоединять все детали лишь с помощью винтов.
Во фрезерном оборудовании, которое вы будете собирать самостоятельно, должен быть предусмотрен механизм, который обеспечит перемещение рабочего приспособления в вертикальном направлении. Лучше всего взять для него винтовую передачу, вращение на которую будет передаваться с помощью зубчатого ремня.
Основная часть станка
Важная часть такого станка — его вертикальная ось, которую для самодельного прибора можно сделать из алюминиевой плиты. Помните, чтобы размеры такой оси были точно подобраны под габариты создаваемого устройства.
Если у вас есть муфельная печь, то сделать вертикальную ось устройства можно своими руками, отливая ее из алюминия по размерам, которые будут указаны в готовом чертеже. Когда все комплектующие нашего будущего фрезерного оборудования подготовлены, можно переходить к его сборке. Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью.
Один из таких электрических двигателей будет отвечать за перемещение специальной головки в горизонтальной части, а второй — за перемещение головки, именно, в вертикальной части. Потом монтируются другие узлы и агрегаты самодельного оборудования.
Вращение на все узлы собранного оборудования с ЧПУ должно передаваться лишь посредством ременных передач. Прежде чем подключать к самодельному оборудованию систему программного управления, стоит проверить его работоспособность в ручном режиме и сразу убрать все выявленные проблемы в его работе.
Подготовка к работе
Сборка оборудования
Основная часть станка
Где найти чертежи для станков с ЧПУ
Современное обрабатывающее оборудование способно из любого материала изготовить качественную продукцию. Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.
Важным этапом является создание графической модели, на основе которой потом составляется маршрут обработки. Для построения электронного чертежа плоской заготовки или 3-D модели используются специальные программы. Некоторые из них имеются в бесплатном доступе в Интернете, так что можно попробовать создать файл самостоятельно.
Использование программного обеспечения для самостоятельного моделирования
Для подготовки эскиза плоской контурной резки достаточно графического редактора, с помощью которого можно создавать двухмерные векторные изображения. Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени.
Библиотеки программ по трехмерному моделированию
Пакет программного обеспечения, поставляемый вместе с ЧПУ станком, может содержать готовые файлы для фрезерной или лазерной резки. Также можно найти образцы в библиотеках программ по 3d моделированию.
Помощь профессионалов
Опытные бизнесмены часто заказывают услуги трехмерного моделирования компаниям или частным разработчикам, специализирующимся на изготовлении 3d моделей под заказ. Для работы над трехмерной моделью им необходимо предоставить эскиз, чертеж или фото заготовки с указанием точных размеров, для деталей сложной формы может потребоваться ее изображение в разрезе. Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею.
Фирмы, предоставляющие услуги раскроя
Часто можно скачать файлы для фрезеровки и лазерной резки на сайте компаний, предоставляющих подобные услуги. Некоторые несложные модели доступны для бесплатного скачивания. Для создания более сложных макетов следует заказать создание файла дизайнеру. Конечно же, за эту работу придется заплатить, но не каждая компания согласится изготовить только макет, чаще они нацелены на оказание комплексных услуг.
Просторы Интернета
Пользователи Интернета могут не только знакомиться с различной информацией, но и скачивать нужные файлы. Существуют интернет-магазины, продающие эскизы и чертежи для станков с ЧПУ, на которых можно также выставлять на продажу собственные разработки. На различных сайтах, посвященных работе на ЧПУ оборудовании, имеются страницы с платным и бесплатными предложениями. Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
сайты для скачивания;
тематические форумы;
группы и сообщества в соцсетях.
Кроме электронных макетов здесь можно получить полезную информацию, изучить опыт, которым делятся подписчики. Даже если вы не найдете необходимых чертежей, можно обратиться за помощью к форумчанам или участникам групп.
Составление технических чертежей для производства с ЧПУ | by Factorem
Миссия Factorem — обеспечить беспрепятственный доступ к быстрому и высококачественному индивидуальному производству в Юго-Восточной Азии.
Создавая нашу базу данных знаний, мы хотим поделиться с вами всем, что мы знаем — от советов по проектированию и проектированию до производства оборудования — в рамках нашей миссии #HelpMakersMake. Узнать больше .
Вот статья, написанная нашей командой инженеров, которая поможет вам извлечь максимальную пользу из вашего опыта черчения. Мы надеемся дать вам краткое, но полное описание шагов, необходимых для создания технического чертежа, что является особенно широкой темой.
Технические чертежи должны быть представлены вместе с файлами САПР, если детали содержат:
Характеристики резьбы (внутренней или внешней)
Различные требования к чистоте поверхности для различных поверхностей детали (например, шероховатость поверхности и т. д.)
Допуски любой функции, которые отличаются от стандартных
Невозможно точно указать эти требования только с помощью модели САПР.
На практике, как правило, лучше включать технические чертежи в файлы 3D CAD для производства с ЧПУ, даже если они не содержат ни одной из вышеупомянутых функций. Файлы 3D CAD используются для программирования станка с ЧПУ, а чертежи используются оператором в качестве визуального ориентира. Фактически, производители ЧПУ могут обрабатывать и изготавливать детали, используя только технические чертежи, и многие из них фактически предпочитают их 3D-моделям CAD. Основными причинами этого являются:
Визуальная оценка деталей стала проще без необходимости загружать их в сложное программное обеспечение для просмотра CAD-моделей, что упрощает и ускоряет расчет стоимости.
Производители обучены быстро идентифицировать деталь с помощью 2D-чертежей.
Им легче определить основные размеры и важные компоненты деталей.
Существует множество различных стандартов и методов, используемых для составления технического чертежа. Используемая техника не имеет значения, если четко указаны все важные технические требования.
Типичный технический чертеж состоит из следующих различных компонентов:
Основная надпись:
Основная надпись, показанная красной рамкой на приведенном выше образце чертежа, является неотъемлемой частью каждого технического чертежа, содержащего основная информация о детали, включая ее название, материал, отделку, масштаб, стандарты размеров и допусков, а также информацию о разработчике детали и/или компании. Основная надпись помогает производителям понять полезность и функцию представленной детали, позволяя им лучше понять требуемые спецификации.
Изометрический вид детали:
Изометрический вид детали обеспечивает трехмерное представление детали, что облегчает читателю визуализацию и быстрое понимание детали. Для этого используются изометрические виды, так как они сочетают иллюзию глубины с неискаженным представлением геометрии детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Размеры ортогональных видов детали:
Основные ортогональные виды представляют собой более подробные 2D-изображения 3-мерной части, точно видимые с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом нарисованы только края деталей, чтобы обеспечить более четкое представление размеров и характеристик. Эти виды в основном используются для отображения всех подробных размеров, элементов и характеристик детали, таких как длина, шероховатость поверхности, диапазоны допусков, описания элементов и т. д.
Для большинства деталей вся деталь может быть визуализирована и изготовлена с использованием двух или трех ортогональных видов.
Виды в разрезе и узлы детали:
Виды в разрезе можно использовать для изображения основных внутренних элементов детали, особенно тех элементов, которые скрыты на основных ортогональных и изометрических видах. Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает области, где был удален материал. Стрелки линии разреза указывают направление, в котором вы смотрите. Для чертежей с несколькими видами сечения линия разреза может быть названа буквами, такими как A-A, B-B и т. д., чтобы связать каждый вид сечения с соответствующей линией разреза. Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно размещать в другом месте чертежа. Деталь может быть разрезана по всей ширине, по половине ширины или под углом. Красный квадрат в нижней части рисунка выше является примером вида в разрезе.
Детальные виды используются для выделения сложных или сложных для измерения областей основного ортогонального вида. Обычно они имеют круглую форму (размещены со смещением во избежание путаницы) и снабжены аннотацией одной буквы, которая связывает вид детали с основным чертежом (например, A, B и т. д.).
Детальные виды могут быть размещены в любом месте на чертеже и могут иметь другой масштаб, чем остальная часть чертежа, при условии, что это четко указано, как указано в верхнем красном квадрате выше.
Специальные примечания для производителей по изготовлению:
Примечания для производителя могут быть добавлены к техническому чертежу внизу слева, чтобы передать любую дополнительную важную информацию, не включенную в технический чертеж. Например, в этот раздел можно добавить инструкции по слому (удалению заусенцев) всех острых кромок, общий радиус скругления, общие требования к шероховатости поверхности или ссылку на другой компонент, с которым взаимодействует деталь на чертеже.
Иногда вместо текста используются символы. Например, шероховатость поверхности обычно обозначается с помощью символов.
Важные размеры, осевая линия, зенковка и раззенкованное отверстие.
Размеры на чертежах должны совпадать с размерами загруженной детали. Это обеспечивает плавный процесс оценки и цитирования и позволяет нам гарантировать, что мы можем полностью оценить вашу часть на предмет проблем с DFM, если таковые имеются.
Вот шаги, которые мы предлагаем вам выполнить, чтобы сделать надежный инженерный чертеж:
Добавьте основные размеры детали, которые определяют ее граничные значения.
Добавьте размеры важных элементов, необходимых для бесперебойной работы детали. Это может быть прорезь, отверстие или штифт.
Добавить Теперь необходимо добавить оставшиеся измерения. Для обеспечения единообразия рекомендуется добавлять размеры относительно базы.
Для нескольких элементов одного типа, например, в шаблоне, допустимо добавлять описание элемента в дополнение к количеству элементов этого конкретного типа (например, 2X или 6X, как показано в следующем изображение).
Отверстия могут быть обработаны на станке с ЧПУ и состоят из множества вариантов, таких как сквозные отверстия, отверстия с резьбой, отверстия с зенковкой и отверстия с зенковкой. Чаще всего вы обнаружите, что используете стандартные размеры.
Обозначение отверстия
Резьба используется для размещения фиксирующих элементов, которые фиксируют выравнивание или положение между двумя или более объектами. Можно определить резьбу, указав ее внешние размеры или стандартный размер резьбы (например, M3/M4/M5).
Возможно, самый разумный способ определить поток — использовать выноску, как и другие ключевые функции. Это в первую очередь потому, что выноски позволяют зрителю смотреть на функции так, чтобы они были взаимно дискретными, ясными и краткими.
Таким образом, добавление размеров резьбы представляет собой двухэтапный процесс. Во-первых, добавьте диаметр отверстия, а затем добавьте детали резьбы в дополнение к различным типам допусков. Это также может служить хорошей документальной процедурой для добавления косметической резьбы к чертежам, что позволит нашим поставщикам более точно оценить ваш чертеж. Для получения дополнительной информации вы можете обратиться к этому документу с открытым исходным кодом MIT.
Допуски определяют, насколько может варьироваться размер и, по сути, каков диапазон допустимых измерений для элемента. Они сообщают производителю уровень детализации и время, которое ему нужно потратить на управление определенной функцией. Жесткий или жесткий допуск относится к размеру, который не может сильно изменяться, а более свободный или широкий допуск относится к размеру, который может значительно варьироваться. Важно отметить, что эти значения являются не количественными, а скорее качественными. Их можно сравнивать друг с другом в зависимости от типа используемого процесса и оборудования. Они могут быть применены к любым измерениям, размерам или элементам, таким как отверстия, угловые сечения и даже диагональные сечения деталей.
Допуски первого типа — двусторонние допуски. Они симметричны относительно номинального или базового размера (например, здесь +-0,2 мм). Второй и менее распространенный вид допусков называется односторонним допуском. Они определяются на основе верхней и нижней границ отдельно (например, +0,02 и -0,01 здесь). Третьим наиболее распространенным видом допусков являются допуски на натяг или допуски на посадку, которые определяются степенью перекрытия сопрягаемых деталей и могут быть найдены в стандартных таблицах.
Пример условных обозначений отверстий
Возможно, наиболее совершенным типом допусков являются допуски GD&T, которые могут указывать, что каждый элемент, кривая и размер должны находиться в допустимом диапазоне.
GD&T: Задание допусков
GD&T работает по принципу указания теоретически точного размера и последующего определения всех других размеров относительно этого конкретного размера. Это дополнение к базовому черчению, и оно не будет рассматриваться в этом документе. Отличный ресурс для этого можно найти здесь.
Спасибо за прочтение!
О Factorem:
Factorem — это первый в Юго-Восточной Азии универсальный портал для индивидуального производства по запросу. Мы делаем процессы закупки оборудования и создания прототипов умнее, быстрее и эффективнее. Благодаря нашей надежной партнерской сети мы помогаем командам, занимающимся аппаратным обеспечением, получать высококачественные детали по оптимальной цене и в кратчайшие сроки, а также получать отзывы от DFM. Возможности наших партнеров включают обработку с ЧПУ, производство листового металла, 3D-печать и многое другое.
Фрей Д. и Госсард Д. (без даты). Справочник по проектированию: инженерный чертеж и эскиз. Получено 19 июля 2020 г. с https://ocw.mit.edu/courses/mechanical-engineering/2-007-design-and-manufacturing-i-spring-2009/related-resources/drawing_and_sketching/
Контрольный чертеж SOLIDWORKS. Программное обеспечение для автоматизации отчетов. (2020, 10 февраля). Получено 19 июля 2020 г. с https://www.javelin-tech.com/3d/technology/solidworks-inspection/ 9.0005
Технический чертеж для обработки с ЧПУ
Технические чертежи для обработки с ЧПУ обычно включают в себя основную надпись, координаты, несколько видов и любые соответствующие примечания для производителя. Теперь давайте подробнее рассмотрим каждый из этих компонентов.
Основная надпись
Основная надпись, расположенная в правом нижнем углу документа, содержит основную информацию о дизайне. Эта основная информация включает в себя название детали, имена специалистов, разработавших и утвердивших деталь, и название компании.
Основная надпись может также содержать техническую информацию, включая масштаб, угол проекции, систему измерения, инструкции по обработке поверхности и материалы. Структура и формат основной надписи могут быть изменены по желанию инженера или дизайнера.
Координаты
Для более крупных деталей или деталей со сложными элементами используются координаты вдоль границ чертежа. Эти координаты действуют как точки отсчета при обмене информацией о чертеже.
Орфографические виды
Проще говоря, ортогональные виды предоставляют наиболее важные данные о геометрии детали. Это связано с тем, что ортогональные виды обеспечивают большинство допусков и размеров для конструкции вашей детали. Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.
Скрытые линии могут использоваться в ортогональных видах для описания ключевых элементов, которые не видны. Для большинства деталей достаточно двух или трех ортогональных видов, чтобы охватить всю геометрию.
Изометрический вид
Изометрические виды — это трехмерные изображения вашей детали. Несмотря на то, что изометрический вид не является обязательным для всех деталей, обычно лучше включить этот вид, поскольку он позволяет производителю лучше понять геометрию вашей детали. Кроме того, изометрические виды также могут предоставлять ценные данные, такие как ориентация сборки или направление установки.
Разрезы
Разрезы представляют собой 2D-изображения разрезов деталей. Эти виды описывают внутренние элементы деталей, которые не включены в изометрические и орфографические виды. Полезно знать, что разрезы обычно располагаются в соответствии с ортогональными видами.
Высокоточные станки с ЧПУ — виды, типы и основные функции
14.01.2019
Токарные станки являются важной частью обработки материала. Основная задача токарных станков – механическая обработка заготовок, придание им определенной формы: конусообразная, сферическая, цилиндрическая и т.д. Токарные станки также проделывают дыры путем сверления и нарезают резьбу. Под ЧПУ понимается числовое программное управления, которое используется на современных предприятиях. Токарными станками управляет компьютерная программа с высокой точностью, не допускающая ошибок и обеспечивающая наибольшую точность правильности исполнения работы, а самое главное – её качество.
Основные функции токарных станков:
изготовление мелких деталей: винты, диски, гайки и т.д.;
сверление отверстий и нарезка резьбы;
точение и обработка внутренних и внешних поверхностей.
Карусельные станки. Предназначены для работы с невысокими крупными деталями цилиндрический и конусовидной формы. В некоторых случаях используется оборудование с несколькими стойками.
Токарно-винторезные станки являются самым распространенным видом станков. Используется на небольших производствах малой серии. Установка системы ЧПУ позволяет сделать обработку заготовок более массовой. Станки данного типа являются наиболее функциональными.
Автоматические и полуавтоматические станки предназначены для обработки и производства деталей, имеющих сложную форму. К ним относится оборудование, способное обеспечить высокую точность токарных работ. Следуя из названия, автоматический токарный станок используется для массового производства небольших деталей.
Как правильно выбрать оборудование с ЧПУ:
Первоначально всё зависит от характера проделываемых работ. Станки с ЧПУ наиболее подходят для массового производства, в случае с единичным производством можно обойтись универсальными станками.
При работе с крупными деталями наиболее подойдут станки карусельные и токарно-винторезные.
В зависимости от формы детали рассматривается большое количество серий станков. Это является универсальным для каждого типа детали.
Токарный станок требует внимательного отношения. Только оно обеспечит целостность всех деталей и обрабатываемых материалов. Вот как происходит работа токарного станка:
При предварительной подготовке новичкам подойдут симуляторы токарных станков. Только после этого можно приступать к полноценной работе на станке.
Вся основная работа, то есть обработка детали, проходит за счет вращения. Для изменения формы детали используются инструменты, находящиеся на станке.
Работать на станках с ЧПУ может даже не опытный работник, так как большинство работы выполняет программа и возможная ошибка со стороны человека сводится к нулю. При отсутствии ЧПУ за станком должен работать только профессионал. В случае работы специалиста со станком с ЧПУ, первому нужно лишь задать конкретную программу и выбрать режим обработки, оптимальной для рабочей заготовки.
Работа со станками всегда требует осторожности и аккуратности, но при работе на станке с ЧПУ вероятность получения травмы и любой риск значительно меньше. Если в работе станка произойдет какой-либо сбой, программа прекратится и станок остановится. Это обеспечивает высокий уровень безопасности при работе с ЧПУ.
Рассмотрим подробнее каждый вид используемых станков.
Карусельные станки используются в таких отраслях производства, как создание медицинского оборудования, робототехника и космонавтика. Работы в данных отраслях должны проходить с максимальной точность. За это отвечают специальные детали, способные различить самую маленькую ошибку в работе станка и обработки детали, вплоть до микронов. Датчики контроля перемещений резца по всей области обеспечивают наивысшую точность на производстве. Различия обычного карусельного станка и карусельного станка с ЧПУ невелика: во втором лишь находится автоматизированный управляющий центр, представляющий собой компьютер из дисплея и клавиатуры упрощенной версии.
При этом карусельный станок разделяют на два вида: с одной или двумя стойками. Отличие их состоит в том, что двустоечные станки применяются в работе с крупными деталями диаметром от 2,5 до 3 метров. Одна стойка не сможет обеспечить необходимую длину резца и мощность двигателя, в чем и уступает двустоечному станку. Одностоечные станки используются для обработки деталей диаметром до 2 метров.
Токарно-револьверные станки отличаются наличием одной детали – поворотного барабана (револьверная головка). Его основная функция заключается в обеспечении работы нескольких инструментов по обработке одной детали, за счет чего сокращается не только время производства, но и процесс проходит за одну установку станка и не требует дальнейшей переустановки. В некоторых случаях возможно задействование одновременно 12 разных инструментов. Таким образом, одновременно может проводиться несколько разных процессов: резьба, сверление, оттачивание заготовки и т.д.
Токарно-револьверные станки разделяются на ручные и станки с ЧПУ. Определяющим при выборе станка данного типа является следующее:
Как можно большая длина заготовки, ее диаметр и радиус.
Максимальная скорость вращения при обработке.
Бесступенчатое регулирование оборотов, позволяющее настроить конкретную процедуру по обработке заготовки.
В случае с токарно-револьверными станками с ЧПУ работа производится полностью автоматизировано. По своим функциям токарно-револьверные станки превосходят токарно-винторезные. В случае с последним была необходимость создавать линию из нескольких агрегатов. Принцип работы винторезных станков основан на передачи заготовки от одного инструмента к другому, тогда как токарно-револьверные способны совершать разную работу одновременно. Чтобы данный процесс проходил без ошибок, необходимо точно определить нужные инструменты и настроить их правильным образом, особенно актуально при обработке сложных деталей с высокими требованиями к обрабатываемой поверхности.
Важной деталью токарно-револьверного станка является шпиндель, так как одну из главных ролей в обработке заготовки играет его вращательный момент. Сам по себе шпиндель — это основная часть любого токарного станка, во время обработки вращающаяся вместе с обрабатываемой деталью. Производительность токарного станка зависит от того, насколько мощная конструкция шпинделя в нем установлена. Чем массивнее конструкция шпинделя, тем более крупные детали может обрабатывать станок.
Также в станках с ЧПУ изменилось расположение станины, на которой монтируются все механизмы. Ее расположение стало наклонным – от 30 до 60 градусов. Снизился уровень засоров частей путем оснащения аппаратов защитными кожухами.
Таким образом, основным и главным плюсом работы на высокоточных станках с ЧПУ является автоматизированная и точная работа станка, позволяющая увеличить объем обработки заготовок, сэкономить время и увеличить качество обрабатываемой заготовки. Всю основную работу выполняет программа, действующая по заданному алгоритму.
Мы рекомендуем
«АТМ Групп» предлагает Вашему вниманию свежий список станков, которые пользуются наибольшим спросом
Токарный станок с ЧПУ по металлу – характеристики и модели
Конструктивные особенности станков
Маркировка токарного оборудования с ЧПУ
Особенности программирования станков
Приводы и вспомогательные устройства
Наиболее популярные модели станков
Огромные технологические возможности по производству качественных деталей из металла, отличающихся высокой точностью своих геометрических параметров, предоставляет современный токарный станок с ЧПУ. Такие станки, выпускаемые отечественными, а также зарубежными производителями, характеризуются высокой эффективностью и исключительной надежностью.
Токарный станок с ЧПУ с револьверной головкой на 12 позиций
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью.
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Направляющие токарных станков, оснащенных системами ЧПУ, могут располагаться в горизонтальной, вертикальной или наклонной плоскостях. В зависимости от этого модели агрегатов причисляют к определенной категории.
Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.
Передняя бабка с патроном станка SN-500
На токарных станках, оснащенных системой ЧПУ, шпиндельный узел характеризуется более сложной конструкцией.
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
Маркировка токарного оборудования с ЧПУ
Система автоматизированного управления станков токарной группы может быть организована по трем основным схемам.
Контурная
Данная схема предполагает программирование траектории перемещения (криволинейной в том числе) рабочего инструмента и контроль над правильностью осуществления данной процедуры.
Позиционная
При реализации такой схемы программируются координаты точек, в которых должен оказаться рабочий инструмент после выполнения определенной технологической операции.
Адаптивная
Данная схема предполагает совмещение принципов работы двух предыдущих.
По маркировке отечественного токарного оборудования, оснащенного ЧПУ, достаточно просто определить категорию такого устройства.
Буквенно-цифровое обозначение, стоящее в конце маркировки, как раз и указывает на то, по какой системе в данном станке организовано числовое программное управление:
Ф1 — станки, в которых рабочий инструмент перемещается по предварительно заданным координатам, при этом в них предусмотрена цифровая индикация;
Ф2 — модели, где перемещение инструмента реализовано по позиционной схеме;
Ф3 — токарное оборудование, в котором реализована контурная схема управления движением инструмента;
Ф4 — модели токарных станков с ЧПУ с адаптивной (универсальной) системой управления.
Маркировка токарных станков с ЧПУ
В маркировке некоторых моделей токарных станков с ЧПУ можно встретить буквенно-цифровое обозначение С1-С5, которое говорит о том, что такое оборудование отличается особыми технологическими возможностями. В частности, модели, в маркировке которых присутствуют обозначения С1 и С2, обладают невысоким пределом подач и небольшим диапазоном их регулировки. А вот агрегаты, в маркировке которых есть символы С3, С4 и С5Т, наоборот, имеют увеличенный диапазон подач и отличаются широкими возможностями по их регулировке.
Благодаря своим расширенным возможностям модели станков, в чьей маркировке присутствуют символы С4 и С5, можно использовать для эффективного выполнения многих технологических операций, например, нарезания наружной и внутренней резьбы, обработки заготовок, имеющих цилиндрическую, коническую и фасонную форму, в том числе и ступенчатую. Стоит отметить, что обрабатывать на таких станах можно как наружные, так и внутренние поверхности, отличающиеся сложностью своей конфигурации.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.
Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии. Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки.
Суть программирования отдельной технологической операции, выполняемой на таком станке, заключается в том, что компьютерной программой описывается маршрут, который должен пройти режущий инструмент, чтобы сформировать деталь с заданными геометрическими параметрами.
При составлении такой программы придерживаются следующего алгоритма.
Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
Полную обточку детали желательно выполнить с минимальным количеством ее установок.
Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Переходы, которые может выполнять токарный станок, оснащенный ЧПУ, делятся на позиционные, элементарные, инструментальные и вспомогательные.
Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.
Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.
Токарный станок с ЧПУ DMTG модель CKE6150Z
Приводы и вспомогательные устройства
В токарных станках с ЧПУ невысокой и значительной мощности используют различные типы электродвигателей, которые служат приводом главного движения. В первом случае преимущественно используют электродвигатели постоянного тока, во втором — переменного. Отечественные производители, выпускающие станки данной категории, оснащают их электродвигателями асинхронного типа с четырьмя полюсами, которые способны без сбоев работать даже в самых сложных условиях: при наличии в окружающей атмосфере частичек масла, металлической пыли и мелкой стружки. Не страшны таким электродвигателям и критические перегрузки, которые они успешно переносят.
Приводной механизм настольного токарного станка D250x550 CNC
Для привода механизма подач токарных станков с ЧПУ применяются электродвигатели синхронного и асинхронного типа, но чаще всего используют двигатели первого типа, оснащенные индикаторами обратной связи, тормозными элементами, а также магнитами, изготовленными из редкоземельных химических элементов. Для управления такими двигателями в электрической схеме токарных станков используются цифровые преобразователи.
В том случае, если на оборудовании установлен асинхронный двигатель, для управления им необходим частотный преобразователь, собранный на микропроцессорах. При использовании таких электродвигателей на станках устанавливается специальный программатор, оснащенный экраном графического или цифрового типа.
Панель управления токарного станка Trens
На токарных станках, управляемых компьютерными программами, обязательно устанавливаются вспомогательные устройства, к которым относятся:
загрузочные механизмы;
механизмы, обеспечивающие зажим заготовки;
смазывающие устройства;
устройства, предназначенные для уборки стружки, которая образовывается в процессе обработки;
механизмы, предназначенные для быстрой смены инструментов.
В отличие от подобных приспособлений, использующихся на обычных станках, данные устройства отличаются высокой производительностью и надежностью своей работы.
Наиболее популярные модели станков
Одной из наиболее популярных моделей токарного станка, оснащенного системой ЧПУ, которая активно используется отечественными производителями, является 16А20Ф3. В качестве управляющей системы на таких станках установлена система Электроника НЦ-31 или 2Р-22. На станках данной модели устанавливается частотно-регулируемый двигатель асинхронного типа, автоматическая головка на 6-12 позиций, шпиндельный узел с тремя скоростями вращения, привод и датчик, которые используются для нарезания резьбы.
Станок токарный серии 16А20Ф3, предназначенный для полуавтоматической обработки металлических деталей
Еще одной популярной моделью является станок МК6713С5, относящийся к категории высокоточного патронного оборудования. В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа.
Представлены на отечественном рынке и подобные токарные станки зарубежных моделей, к наиболее популярным из которых можно отнести следующие.
TRENS SBL300 CNC — токарное оборудование с ЧПУ двухшпиндельного типа. Станок данной модели отличается широкой функциональностью, кроме стандартных токарных операций по металлу, на нем можно выполнять обработку различных валов, фланцев, деталей сложной конфигурации, осуществлять фрезерные операции. Шпиндельный узел этого станка оснащен подшипниками радиально-упорного типа, что позволяет работать на нем на высоких скоростях и получать изделия, отличающиеся высоким качеством. Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.
Противошпиндель ROXM, устанавливаемый на токарных станках TRENS
Vturn-V760 — станок с вертикальным расположением шпиндельного узла, в качестве конструктивных особенностей которого выделяются следующие: восьмипозиционная рабочая головка, двенадцатидюймовый патрон гидравлического типа, устройство для удаления стружки конвейерного типа, автоматизированный смазочный механизм, резцедержатели различных типов. Кроме того, станок может оснащаться дополнительными технологическими приспособлениями, значительно расширяющими его функциональные возможности. Для удобства управления, которое обеспечивается при помощи системы Fanuc 0i-T, токарный станок данной модели оснащен цветным монитором графического типа.
Шпиндель и револьверная инструментальная головка вертикального токарного станка Vturn-760
LS360 CNC (компания-производитель MetalMaster) — токарный станок, станина которого расположена в наклонной плоскости. На станке данной модели, где установлена система управления Siemens 808D, можно обрабатывать детали, выполненные из обычной и нержавеющей стали, медных и алюминиевых сплавов. Среди конструктивных особенностей данного агрегата стоит выделить надежную гидравлическую систему от японской компании Yuken, восьмипозиционную рабочую головку, импульсную смазочную систему, работающую в автоматическом режиме.
Естественно, на отечественном рынке широко представлена продукция и других зарубежных производителей, среди которой каждый сможет выбрать именно тот станок для токарных работ, какой удовлетворит его по всем параметрам.
Что такое токарный станок с ЧПУ?
Токарные станки являются одним из самых универсальных обрабатывающих инструментов в обрабатывающей промышленности.
История
Токарный станок — один из старейших станков, использовавшихся в Египте с 1300 г. до н.э. Это был ручной токарный станок по дереву, который использовался для придания формы симметричным деревянным предметам. Конец 20-го и 21-й века были определены достижениями в области компьютерных технологий, и промышленный сектор не является исключением. В 1950-х годов был создан токарный станок с ЧПУ. Эта технология позволила станочникам предварительно запрограммировать спецификации, сделав первый токарный станок свободным от рук. Станки с ЧПУ стали настолько полезными, что в обычном магазине их больше, чем ручных аналогов.
Что такое токарный станок?
Токарный станок — это станок, который используется для удаления металла с заготовки для придания желаемой формы и размера. Токарный станок обычно используется для придания материалу желаемой формы путем удаления лишнего материала с данной заготовки. Токарные станки широко используются в металлообработке и прядении металлов. Токарный станок является одним из важнейших методов съема материала в технологии производства. 9Токарный станок с ЧПУ На токарных станках с ЧПУ обрабатываемый материал медленно срезается, в результате чего получается красивый готовый продукт или сложная деталь. Токарные станки с ЧПУ имеют, по крайней мере, возможность управлять режущим инструментом под управлением g-кода по 2 осям, называемым X и Z. Они также могут иметь значительное количество других функций, и существует множество вариантов токарных станков.
Как это работает?
Типовой токарный станок состоит из станины, передней бабки, задней бабки, патрона, револьверной головки, каретки и шпинделя для подачи. Токарный станок вращает заготовку в шпинделе, в то время как неподвижный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Из-за этой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе.
Основные возможности токарного станка
Наплавка
Наплавка — это удаление металла с цилиндрической заготовки, обычно с получением гладкой поверхности.
Токарная обработка
Токарная обработка – это применение токарного инструмента к заготовке для создания канавок, гребней и углублений.
Растачивание
Растачивание — это увеличение существующего отверстия. Отверстие может быть просверлено, отлито, отлито или выковано.
В отрасли обработки с ЧПУ наблюдается значительный рост, особенно когда речь идет о разработке и использовании токарных станков с ЧПУ. Токарные станки с ЧПУ стали огромной частью обрабатывающей промышленности. В RCI мы гордимся тем, что можем предложить наши возможности с нашим токарным станком Haas ST-20Y. Если у вас есть проект, для которого вам нужны возможности токарного станка с ЧПУ, позвоните нам по номеру 866-276-6242 .
Темы:
Часто задаваемые вопросы об отражателях освещения,
Изготовленные отражатели,
Быстрое прототипирование,
Отражающее освещение,
Быстрое прототипирование листового металла,
Дизайн отражателей,
Материал для сегментированных отражателей,
обработка,
Инжиниринг,
Механический дизайн,
Светоотражающий материал,
Цепочка поставок,
алюминиевые отражатели,
отражатели освещения,
Светодиодное освещение,
люминесцентное освещение,
спиннинг,
ЧПУ
Что такое токарный станок с ЧПУ?
Токарный станок — это машина, которая вращает заготовку на шпинделе для удаления лишнего материала с помощью режущих инструментов и сверл разного диаметра, которые применяются к заготовке для получения симметричного объекта. Эти машины способны производить различные формы, разрезы и детали на вращающейся рабочей части. На токарном станке с ЧПУ оператор может запрограммировать станок для выполнения сложных разрезов на жестких материалах и производства качественных деталей с высокой скоростью. Токарные станки с ЧПУ бывают вертикальными и горизонтальными. В этой статье мы обсудим различия и способы их использования.
Горизонтальные токарные станки с ЧПУ
Горизонтальная токарная обработка с ЧПУ выполняется на токарных станках горизонтальной конфигурации. Эти машины вращают заготовку цилиндрически, как курица-гриль, в то время как инструменты формируют заготовку, отрезая лишние материалы. Поскольку заготовки должны лежать вертикально, горизонтальные токарные станки, как правило, занимают большую площадь или занимают больше места, поэтому их лучше всего использовать для обработки заготовок меньшего или среднего размера. Точно так же, поскольку патрон на этих станках удерживает заготовку вертикально, противодействуя естественному гравитационному притяжению объекта вниз, эти станки лучше всего использовать для более легких материалов, иначе вы рискуете повредить патрон. Эту информацию особенно важно иметь в виду, если вы покупаете подержанный токарный станок с ЧПУ и обязательно спросите своего дилера о прошлой истории работы станка.
Вертикальные токарные станки с ЧПУ
На вертикальном токарном станке с ЧПУ заготовка вращается вертикально, как гончарный круг, что позволяет шпинделю резать под труднодоступными углами. Благодаря этому вертикальные токарные станки занимают меньше места, чем горизонтальные, что делает их идеальными для производства сверхбольших и тяжелых заготовок, в том числе тех, которые необходимо загружать с помощью крана. Меньшая занимаемая площадь также позволяет использовать двойные шпиндели для обработки детали без ущерба для дополнительной площади пола и делает их хорошим выбором для токарных операций с защемлением. Кроме того, гравитация работает в пользу вертикальной конструкции станка, сохраняя заготовку стабильной на протяжении всего процесса обработки, что обеспечивает устойчивые движения шпинделя и более точную резку. Принимая во внимание эти преимущества, важно отметить, что вертикальные токарные станки, как правило, стоят немного дороже, чем их горизонтальные аналоги.
Правильный выбор токарного станка
Независимо от того, какой токарный станок вы приобретете, убедитесь, что он оснащен высококачественными зажимами. Зажимы удерживают заготовку устойчиво, в то время как инструмент удаляет излишки материала. Зажимы низкого качества имеют тенденцию смещаться во время работы, что может привести к неточным измерениям. Кроме того, если вы покупаете подержанный токарный станок, вам нужно будет узнать о допуске станка, чтобы вам не пришлось выполнять несколько чистовых операций для завершения детали. Оба типа токарных станков имеют различные преимущества и недостатки. Например, горизонтальные токарные станки обычно дешевле вертикальных, но лучше подходят для обработки небольших заготовок. Вертикальные токарные станки обычно стоят дороже, чем горизонтальные, но они более компактны и могут работать с более крупными деталями.
Автоматический координатно сверлильный станок с ЧПУ для сверления заготовки
Портальный сверлильный станок с ЧПУ по металлу для листа, фланца, трубной доски, профиля
Размер стола сверлильного станка с ЧПУ: 1600×1000, 2000×1000, 2000×1200, 2000×1600, 3000×1600 мм
ЧПУ переключается на русский язык. Программное обеспечение для сверления на русском языке БЕСПЛАТНО.
УСЛОВИЯ ОПЛАТЫ: Оплата 30% предоплата, оплата , 60% по факту изготовления, 10% по факту доставки.
УПАКОВКА: При отгрузке Продавец указывает на каждой упаковке номер, название и модель упаковки.
ВРЕМЯ ПОСТАВКИ: Станок будет доставлен в течение 1,5 месяцев после 90% предоплаты с условием досрочной поставки.
ГАРАНТИЯ КАЧЕСТВА: Продавец предоставляет на станок 12-месячную гарантию Производителя.
Документация предоставляется на русском языке.
ПРОИЗВОДИТЕЛЬ: КИТАЙ, СЕРИЙНОЕ ПРОИЗВОДСТВО
По рекомендации поставщика:
—ПРОИЗВОДИТЕЛЬ бесплатноудаленнопредоставляет конечному клиенту услуги по установке, вводу в эксплуатацию и обучению в режиме онлайн, а также очень подробное введение в установку и видео по эксплуатации. СПЕЦИАЛИСТУ ЗАКАЗЧИКА НЕОБХОДИМО ЗНАНИЕ АНГЛИЙСКОГО ЯЗЫКА. Удаленное обучение возможно на английском интерфейсе ЧПУ.
—ПОСТАВЩИК предоставляет ввод в эксплуатацию и обучение за дополнительную плату.
1. Описание:
1.1 Сверлильный станок в основном предназначен для сверления отверстий в металлической пластине и фланце. Сверлильный станок предназначен для стальных металлических конструкций, используется в нефтехимической промышленности. Сверлильный станок с ЧПУ имеет структуру портального типа. Ось X, Y, Z и приводится в движение серводвигателем через точный шариковый винт. Станок позиционируется автоматически, точно и быстро, может автоматически завершать обработку сверления. Это значительно улучшает точность и скорость. Станок позволяет избежать ремонта и царапин из-за ручного позиционирования или ошибки сверления.
1.2 Система управления этого станка использует систему управления ЧПУ.Программное обеспечение для автоматического программирования, собственная разработка производителя, которая может напрямую преобразовывать графический файл AUTOCAD в программу обработки БЕСПЛАТНО. Новый оператор, не имеющий опыта работы с компьютером, может обучиться управлять станком за короткое время.
1.3 Автоматическая система смазки гарантирует хорошие рабочие характеристики сверлильного станка и сокращает трудозатраты.
1.4 Автоматическая система удаления стружки и циркуляционного охлаждения сокращает непроизводительное время и трудоемкость. Оператору нужно только загрузить и выгрузить заготовку и поменять инструмент.
1.5 Сверлильные головки с ЧПУ могут автоматически настраиваться на оптимизацию скорости подачи и вращения с помощью компьютерного управления в соответствии с различным диаметром отверстий. Это также можно отрегулировать вручную в зависимости от различных условий. Помимо обработки сквозных отверстий, Станок также может сверлить глухие отверстия, делать зенковку и так далее. Сверлильный станок имеет устройство быстрого зажима, которое позволяет сверлам подниматься и опускаться легко, удобно и быстро. Мы также поставляем переходные муфты Морзе 3 #, 2 #, которые подходят для спиральных сверл диаметром менее 50 мм.
1.6 Данная серия сверлильных станков разработана в соответствии с особенностями плоских деталей и требованиями к точности. Независимо от того, расположены ли отверстия по кругу или по прямой линии, сверлильный станок может быстро и точно завершить работу. Данный сверлильный станок является самым экономичным выбором для сверления.
2. Особые преимущества по сравнению с другими поставщиками:
2.1 Конструкция линейных направляющих перемещения портала вверх (национальный патент производителя):
Направляющие подвижной портальной конструкции этого станка направлены вверх и надежно защищены, такая конструкция может значительно повысить точность всего сверлильного станка. Другие производители устанавливают направляющие справа и слева от корпуса машины.
2.2 Автоматическая система смазки:
Автоматическая система смазки гарантирует хорошие рабочие характеристики сверлильного станка, продлевают срок службы и сокращают трудозатраты.
2. 3 Система управления ЧПУ SIEMENS: простота эксплуатации и обслуживания.
2.4 Механизм блокировки оси Z (национальный патент производителя):
Добавлен механизм блокировки на портале сверлильного станка, который плотно зажимает шпиндельную бабку, это обеспечивает более высокую точность при сверлении.
2.5 Ограждение из нержавеющей стали:
Используется более высокая конструкция ограждения из нержавеющей стали, красивая, практичная и более безопасная.
3. Технические характеристики:
Наименование
Спецификация
Тип
Портальный подвижный сверлильный станок с ЧПУ с одним шпинделем
Максимальный размер заготовки (Д × Ш) мм
1 заготовка
1600×1000
2000×1000
2000×1200
2000×1600
3000×1600
2 заготовки
1000×800
1000×1000
1000×1200
1600×1000
1600×1500
4 заготовки
800×500
1000×500
1000×600
1000×800
1500×800
Максимальная толщина заготовки
80мм
Тип прижима
12 гидравлических зажимов
Сверлильная голова
1
ru технические характеристики»>
Максимальный ⊘ сверления
Φ50мм
Тип сверлильной головы
Тип подачи серводвигатель
Мощность главного двигателя
7.5 кВт
Скорость шпинделя
130~720 об/мин (контроль частоты)
Давление в гидравлической системе
5.0 МПа
Давление в смазочной системе
1.0 МПа
Давление в системе охлаждения
0. 2 МПа
Смазочная система
Автоматическая смазка
Конус шпинделя
Морзе 4# (Быстрый зажим)
Количество управляемых осей
3
Общий вес, кг
4000
5200
6200
7200
8200
Общие габариты, мм
2800X2020
×2500
3200×2020
×2500
3200×2220
×2500
3200×2620
×2500
5470×2620
×2500
4. Основная конфигурация:
№.
Наименование
Происхождение товара
1
Сервомотор
JAPAN YASKAWA
2
Серво-драйвер
3
Инвертер
FULING
4
ЧПУ
GERMANY SIEMENS
5
Низковольтные компоненты
JAPAN MITSUBISHI
6
Гидравлический насос
TAIWAN EALY
7
Гидравлические клапана
BEIJING HUADE/ITALY ATOS
8
Автоматическая смазка
NANJING BIJUR
9
Линейные направляющие
TAIWAN HIWIN
10
ШВП
TAIWAN TBI
Примечание. Вышеуказанные детали поставляются нашими утвержденными поставщиками. Если возникнут особые ситуации, Производитель заменит их на запчасти того же, или более высокого качества.
5. Запасные части:
№.
Наименование
Модель
Кол-во.
Примечание
1
Бесконтактный переключатель
4шт
2
Уплотнительное кольцо и уплотнения
1 к-т
3
Рукав
4#-3#, 3#-2#, 2#-1#
1 к-т
4
Шестигранный гаечный ключ
1 к-т
5
Регулируемый гаечный ключ
1 к-т
6
Руководство по эксплуатации
2 к-т
Рабочий стол, 12 подвижных гидравлических прижимов
Несколько заготовок можно соединить внахлест для сверления
Оснащение воздухоохладителя для гидравлической станции, что может избежать проблем с перегревом гидравлического масла.
Координатно-сверлильный (фрезерный) станок предназначен также для обработки отверстий в крупногабаритных заготовках с использованием различных инструментов: сверло, зенкер, развертки, метчики и фрезы.
Для обработки крупногабаритных заготовок используют координатные сверлильно-фрезерные станки сбольшой рабочей областью.
Координатные сверлильно-фрезерные станки рассчитаны на круглосуточную бесперебойную работу на промышленных предприятиях в условиях серийного производства и используются для изготовления большого количества различных отверстий за короткое время с высоким качеством.
Сверлильные станки с ЧПУ по металлу в России
Главная
Продажа
Сверлильное оборудование
Сверлильный станок с ЧПУ по металлу
Вы можете очень быстро сравнить цены сверлильного станка с ЧПУ по металлу и подобрать оптимальные варианты из более чем 84556 предложений
Реклама
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
ЧПУ Fanuc, Dст=500мм, РМЦ=1500мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Реклама
Станок с ЧПУ токарный по металлу CKE 6136Z/750
ЧПУ Fanuc, Dcт=360мм, РМЦ=750мм. 6поз. рев. гол.
Подробное описание и цена >>>
Реклама
Станок токарный с ЧПУ по металлу CKE 6150Z/750
ЧПУ Fanuc, Dст=500мм, РМЦ=750мм, 6 поз. рев. гол.
Подробное описание и цена >>>
тяжелый портальный высокоскоростной вертикально-сверлильный станок с ЧПУ по металлу для листа, фланцев, трубной доски и листового металла
Состояние: Новый Производитель: Китай
Сверление, фрезерование, рассверливание, нарезание резьбы ,зенкерование, зенкование, развертывание, контурное фрезерование – основные функции сверлильно-фрезерного станка с ЧПУ для трубных решеток,…
26. 04.2021
Нижний Новгород (Россия)
портальный высокоскоростной вертикально-сверлильный станок с ЧПУ по металлу с 4-х кулачковым гидравлическим самоцентрирующимся зажимом
Состояние: Новый Производитель: Китай
Портальный вертикально-сверлильный (фрезерный) высокоскоростной станок с чпу для металлического листа, фланцев, трубной доски (решетки), клапанов. Сверление, рассверливание, зенкерование,…
15.03.2021
Нижний Новгород (Россия)
сверлильный станок с ЧПУ модели PZ1610
Состояние: Новый Год выпуска: 2008
В наличии
Продаю сверлильный станок с ЧПУ модели PZ1610, производства Китай, изготовитель Jinan Evershining CNC Machine Co., Ltd, в идеальном состоянии (не использовался), портал и рабочий стол могут. ..
02.08.2013
Самара (Россия)
1 400 000
Станки ювелирные ЧПУ по металлу фрезерные 4 и 5 координатные MAX7
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Профессиональный ювелир всегда стоит перед выбором – оптимальная разумная цена и соответствующее качество и функциональность ювелирного оборудования. Завод Twitte предлагает высококлассные…
03.06.2016
Каменск-Шахтинский (Россия)
8 000
вертикально-сверлильный (вертикальный, сверлильный) станок с ЧПУ
Состояние: Б/У Год выпуска: 1990
Продаю (продам, продается, продажа)вертикально-сверлильный (вертикальный, сверлильный) станок с ЧПУ1991 г. в.В рабочем состоянии. По запросу — вышлем подробные фото станка.Имеется паспорт на…
26.12.2022
Таганрог (Россия)
сверлильный станок с ЧПУ 6м616ф3
Состояние: Б/У Год выпуска: 1992 Производитель: Россия
Сверлильный станок с ЧПУ модель 6м616ф3 , 1990г.в., ЧПУ модернизированное , для сверления балок , трубных решеток , станин и др.
23.06.2019
Екатеринбург (Россия)
сверлильный станок с ЧПУ
Состояние: Б/У Год выпуска: 1990
Куплю сверлильный станок с ЧПУ любого вида, производителя и года выпуска! Срочный выкуп, любой способ расчета. Осмотр в день обращения. Дефекты можно под ремонт и восстановление. Рассматриваю…
02. 06.2021
Москва (Россия)
Фрезерный станок с ЧПУ по металлу
Состояние: Б/У Год выпуска: 1990
Куплю фрезерный станок с ЧПУ по металлу любого вида, производителя и года выпуска! Срочный выкуп, любой способ расчета. Осмотр в день обращения. Дефекты можно под ремонт и восстановление….
08.06.2021
Москва (Россия)
Huahua SKH-612HS сверлильный станок с чпу
Состояние: Новый Производитель: Formigo (Китай)
Сверлильный станок с ЧПУ HUAHUA SKH-612HS* В наличии на складе* Гарантия — 12 месяцев* Доставка по всей России* ЛизингСверлильно-присадочный центр с ЧПУ SKH-612HS предназначен для высокоточного…
02.09.2022
Нижний Новгород (Россия)
4 118 000
Портальный сверлильный станок с ЧПУ
Состояние: Новый
Портальный сверлильный станок с ЧПУ Серия портальных сверлильно-фрезерных станков с ЧПУ в основном используется для сверления пластинчатых / конструктивных деталей, снятия фаски, нарезания резьбы,. ..
28.07.2022
Москва (Россия)
191 547
Вертикально-сверлильный станок с ЧПУ 2Р135Ф2-1
Состояние: Б/У Год выпуска: 1985
Компания ТИТАН реализует 2Р135Ф2-1 — вертикально-сверлильный станок с револьверной головкой, крестовым столом и ЧПУ, год выпуска — 1985. Краткое описание: размеры рабочей поверхности стола -…
14.06.2022
Ярославль (Россия)
Фрезеный станок с ЧПУ по металлу от производителя
Состояние: Новый Производитель: ООО «ПРОММОНТАЖ» (Россия)
Самые ВЫГОДНЫЕ и КАЧЕСТВЕННЫЕ отечественные станки только у нас. Фрезер с ЧПУ YASTREB является самым лучшим и выгодным предложением на Российском рынке, позволяет работать непрерывно,…
13. 11.2018
Челябинск (Россия)
900 000
сверлильный станок с ЧПУ 6м616ф3
Состояние: Б/У Год выпуска: 1991 Производитель: Россия
сверлильный станок ЧПУ ход 2000х5000мм.модель 6м612ф3.масса 50 тонн
22.03.2020
Пермь (Россия)
Портальный фрезерный станок с ЧПУ по металлу Роутер 1070
Состояние: Новый Производитель: Роутер
В наличии
Описание: Роутер 1070 – портальный фрезерный станок с ЧПУ широкого применения.Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до…
11.01.2021
Зеленоград (Россия)
790 000
Станок c ЧПУ по металлу Trace Magic ТМ20 0605
Состояние: Новый Производитель: Trace Magic (Россия)
В наличии
Станки серии ТМ20 представляют собой 3-х координатные фрезерные станки портального типа, разработаны для высокоточной и производительной обработки таких материалов, как сталь, алюминий и. ..
10.10.2022
Казань (Россия)
1 193 000
Портальный сверлильный станок с ЧПУ
Состояние: Новый
Предлагаем сверлильно-фрезерный станок FULT с ЧПУ.Используется для эффективного сверления заготовок. Сквозные и глухие отверстия можно просверлить на деталях из одного материала или композитных…
13.01.2022
Москва (Россия)
54 203
Наладка станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе. РЕМОНТИРУЕМ: — электронику…
20.03.2015
Санкт-Петербург (Россия)
2 000
Настройка станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе. «ремонтируем:- электронику (ЧПУ,…
30.03.2015
Санкт-Петербург (Россия)
2 000
Модернизация станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе.»ремонтируем:- электронику (ЧПУ,…
09.04.2015
Санкт-Петербург (Россия)
2 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по сверлильному станку с ЧПУ по металлу почти как на Авито и TIU
Видео сверлильного станка с ЧПУ по металлу
Что такое токарный станок с ЧПУ?
Традиционный токарный станок — древний инструмент, который восходит к раннему Египту. В то время как древние египтяне использовали токарный станок для двух человек исключительно для выполнения работ по дереву, назначение токарного станка изменилось! В концепцию токарного станка были внесены изменения, соответствующие современным производственным потребностям, например, возможности автоматизации. Новые процессы, такие как компьютерное числовое управление, означают, что токарные станки могут достигать фантастической точности.
Что такое числовое программное управление? И как это влияет на работу токарного станка? Чтобы помочь вам определить, какая производственная машина лучше всего соответствует вашим требованиям, мы здесь, чтобы перечислить все преимущества токарного станка с ЧПУ. Если вам просто интересно, что такое токарный станок с ЧПУ? Тогда прочитайте наше удобное руководство ниже, в том числе, какие производители могут использовать их для создания!
Токарный станок с ЧПУ
Токарный станок с числовым программным управлением — это машина, которая вращает материал вокруг центрального шпинделя и стационарного режущего инструмента. Движение вашего материала диктуется закодированными инструкциями, поступающими через компьютер, а не с помощью ручного труда. Несколько шагов могут быть запрограммированы одновременно, поэтому ваш материал не должен покидать токарный станок между производством, гарантируя правильное размещение для резки.
Простой токарный станок с ЧПУ работает по 2 осям и перемещает обрабатываемый материал с вращением. Вращение материала обычно называют «токарной обработкой», поэтому вы можете услышать, что токарные станки с ЧПУ называются токарными станками с ЧПУ. Токарные станки с более чем 2 осями, возможно, с дополнительной осью Y или вспомогательным шпинделем, скорее всего, будут называть токарным центром с ЧПУ, а не токарным станком с ЧПУ.
Преимущества токарного станка с ЧПУ
Инвестирование в токарный станок с числовым программным управлением имеет множество преимуществ перед токарным станком с ручным управлением. Во-первых, токарные станки с компьютерным управлением невероятно точны, поскольку их движение управляется кодом. Повышенная точность означает меньшее количество ошибок, более дешевую эксплуатацию и меньше отходов материала в процессе производства. Ручные токарные станки подвержены человеческим ошибкам во время токарной обработки.
Один оператор также может одновременно управлять несколькими токарными станками с ЧПУ, тогда как ручные токарные станки требуют более пристального внимания! Хотя токарные станки с ЧПУ изначально являются более дорогими инвестициями, они оказываются дешевле в эксплуатации с точки зрения найма персонала для надзора. Время производства сокращается, одновременно работает больше станков с ЧПУ, а все создаваемые продукты практически идентичны благодаря надежности компьютерного числового программного управления.
Продукция токарного станка с ЧПУ
Хотя токарные станки с ЧПУ производят те же продукты, что и ручные станки, они могут делать это быстрее и эффективнее. Детали, обработанные на токарном станке с ЧПУ, можно использовать в автомобилестроении, электронике, медицинском оборудовании и спортивных товарах! Токарные станки с ЧПУ могут работать с такой точностью, что позволяют создавать сложные детали для производства огнестрельного оружия.
Несмотря на то, что большинство токарных станков с ЧПУ используется для отдельных этапов производства, некоторые продукты могут быть изготовлены от начала до конца. Бейсбольные биты и кии являются прекрасными примерами изделий, полностью изготовленных из токарной стали. Обеденные столы и ножки стульев похожи, и даже корпуса музыкальных инструментов могут быть изготовлены на токарном станке с ЧПУ. Токарные станки с ЧПУ не могут натянуть струны на гитаре, но они могут справиться со всем остальным при изготовлении деревянных инструментов.
Цена токарного станка с ЧПУ
Как упоминалось ранее, токарный станок с ЧПУ — это инвестиция. Громоздкая техника не обходится без затрат. Хорошей новостью является то, что токарные станки с числовым программным управлением быстро окупаются за счет сокращения времени производства, меньшего количества рабочих, необходимых для найма, и уменьшения количества ошибок с готовой продукцией.
Свяжитесь с нами в DTS UK, если вы все еще не уверены, подходит ли токарный станок с ЧПУ для вашей компании, или вам нужна консультация по выбору между различными моделями фрезерных станков, токарных станков или токарных центров. Мы внимательно изучим ваши производственные потребности, чтобы вы могли сделать лучший выбор в отношении инвестиций в оборудование!
Автор статьи: Майк
Токарная обработка с ЧПУ | Токарный станок с ЧПУ с приводным инструментом для нестандартных деталей
Спинка
Материалы
Материалы по обслуживанию
. 0074
Боретесь с нехваткой термопластичных материалов? Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Скачать
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Тематические исследования Вспомогательные средства дизайна Вебинары и выставки
Блог Ролики Часто задаваемые вопросы Педагоги и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупка
Свяжитесь с нами Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 Соединенные Штаты
P: 877. 479.3680 F: 763.479.2679 .3680 F: 763.479.26799 .3680 . Лучшее в своем классе онлайн-котирование
После загрузки проекта детали вы получите онлайн-предложение, включающее производственный анализ, который поможет повысить технологичность изготовления детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
Получить предложениеВойти
Получите качественные точеные детали для быстрого прототипирования и конечного производства. Сроки изготовления от 1 дня.
Загрузить деталь
Сертификаты
ИСО 9001:2015 | AS9100D | Зарегистрировано в ITAR
Перейти к разделу
→ Возможности → Материалы → Поверхностная обработка → О токарной обработке с ЧПУ
Наш процесс токарной обработки с ЧПУ позволяет изготавливать прототипы на заказ и детали для конечного использования всего за 1 день. Мы используем токарный станок с ЧПУ с приводным инструментом, поэтому можно обрабатывать такие элементы, как осевые и радиальные отверстия, плоские поверхности, канавки и пазы.
Токарная обработка с ЧПУ часто используется для:
функциональные прототипы и детали для конечного использования
детали с цилиндрическими элементами
детали с осевыми и радиальными отверстиями, лысками, канавками и пазами
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
CNC Machining Design Guide
В этом руководстве по CNC-обработке вы узнаете, как создавать эффективные, технологичные металлические и пластмассовые детали для прототипирования и производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0003
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Руководство по проектированию для токарной обработки с ЧПУ
Наши основные рекомендации по токарной обработке с ЧПУ включают важные аспекты проектирования, помогающие улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
США
Метрическая система
Максимальные размеры
Диаметр
3,95 дюйма
100,33 мм
Длина
9 дюймов
228,6 мм
Минимальные размеры
Диаметр
0,16 дюйма
4,07 мм
Длина
0,05 дюйма
1,27 мм
Толщина стенки
0,020 дюйма
0,51 мм
Уголок
30°
30°
Допуски
+/- 0,005 дюйма
+/- 0,13 мм
Дополнительные примечания к рекомендациям по токарной обработке с ЧПУ
Мелкие элементы могут быть разрешены, но диаметр в любой области не должен быть меньше 0,030 дюйма (0,76 мм).
Допускаются острые конические точки; углы должны быть больше 30 градусов. Стенки тоньше 0,020 дюйма (0,5 мм) обычно не выдерживают процесса механической обработки.
Материалы для токарной обработки с ЧПУ
У нас есть широкий ассортимент металлических материалов, подходящих для различных применений деталей и отраслей промышленности. Выберите из алюминия, латуни, низкоуглеродистой стали, нержавеющей стали, стального сплава и титана для токарных деталей.
Алюминий
Латунь
Низкоуглеродистая сталь
Стальной сплав
Нержавеющая сталь
Титан
Варианты отделки поверхности точеных деталей
Токарные детали обычно имеют очень гладкую поверхность. Обработанная поверхность цилиндрических областей, как правило, будет намного более гладкой на токарном станке, чем на фрезерном станке, поэтому учитывайте это при выборе метода обработки для тех деталей, которые подходят для любого метода. Области, вырезанные с помощью приводного инструмента, такие как плоские поверхности и пазы, могут иметь видимые следы инструмента.
При желании металлические детали можно слегка обработать дробеструйной очисткой, чтобы они стали матовыми. Края твердых металлов, таких как сталь и нержавеющая сталь, также могут быть сломаны (удалены заусенцы) с помощью легкой дробеструйной обработки для удаления металлических осколков, а также острых или шероховатых участков.
Алюминий
Кромки, сломанные с видимыми следами инструментов, края, сломанные легкой дробеструйной обработкой, или острые кромки с видимыми следами инструментов
Все прочие металлы
Кромки, сломанные с видимыми следами инструмента или кромки, сломанные легкой дробеструйной обработкой
Токарная обработка с ЧПУ — это субтрактивный производственный процесс, при котором металлический стержень вращается, а режущий инструмент удерживается на заготовке для удаления материала и создания конечных деталей.
 Например, одним из известных преимуществ резки металла для промышленного применения с помощью лазеров с длиной волны 1 мкм является увеличение скорости по сравнению с резкой с помощью
Например, одним из известных преимуществ резки металла для промышленного применения с помощью лазеров с длиной волны 1 мкм является увеличение скорости по сравнению с резкой с помощью рис. 2), но существует предел того, насколько большой или маленький луч может быть получен.
рис. 2), но существует предел того, насколько большой или маленький луч может быть получен. Программируемый затвор меняет, какая из жил активна. Такое волокно предназначено для того, чтобы система лазерной резки достигала высоких скоростей при работе с тонкими материалами и высокого качества и надежности при работе с более толстыми материалами.
Программируемый затвор меняет, какая из жил активна. Такое волокно предназначено для того, чтобы система лазерной резки достигала высоких скоростей при работе с тонкими материалами и высокого качества и надежности при работе с более толстыми материалами.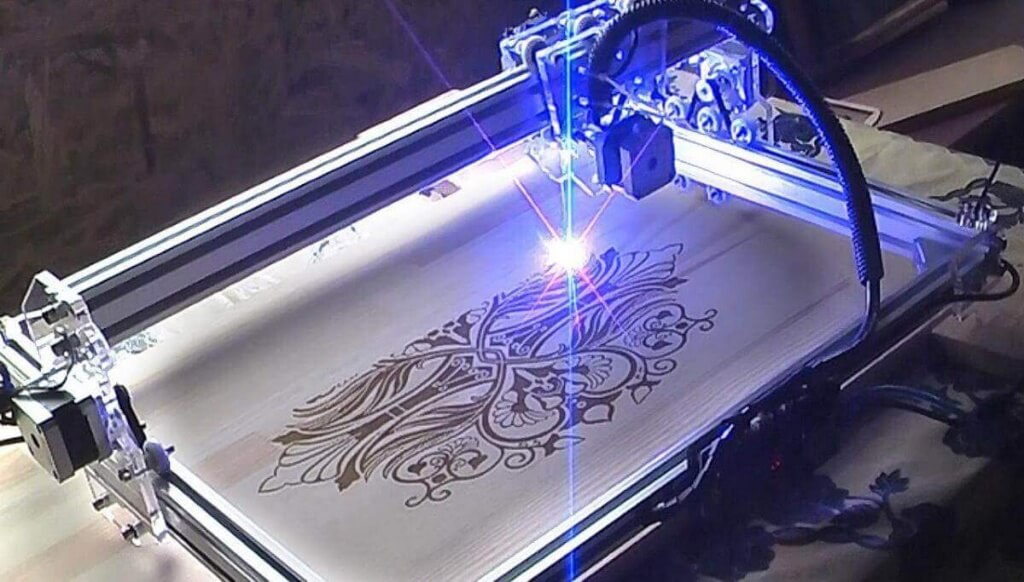 При теплопроводной сварке используется сильно расфокусированный луч, расположенный над изделием. Положение фокуса луча обычно составляет от 6 до 12 мм над поверхностью заготовки, но может достигать 25 мм. Процесс нагревает металл выше температуры плавления без образования паров. Плотность мощности составляет от 104 до 105 Вт/см2 и зависит от теплопроводности металла; например, углерод и нержавеющая сталь легче свариваются этим методом, чем алюминий.
При теплопроводной сварке используется сильно расфокусированный луч, расположенный над изделием. Положение фокуса луча обычно составляет от 6 до 12 мм над поверхностью заготовки, но может достигать 25 мм. Процесс нагревает металл выше температуры плавления без образования паров. Плотность мощности составляет от 104 до 105 Вт/см2 и зависит от теплопроводности металла; например, углерод и нержавеющая сталь легче свариваются этим методом, чем алюминий.
 В то время как при сварке с теплопроводностью эффективность соединения относительно низкая, при сварке с глубоким проплавлением она довольно высокая как с твердотельными, так и с CO2 лазерными источниками; эффективность соединения составляет 10 и 15 процентов соответственно.
В то время как при сварке с теплопроводностью эффективность соединения относительно низкая, при сварке с глубоким проплавлением она довольно высокая как с твердотельными, так и с CO2 лазерными источниками; эффективность соединения составляет 10 и 15 процентов соответственно.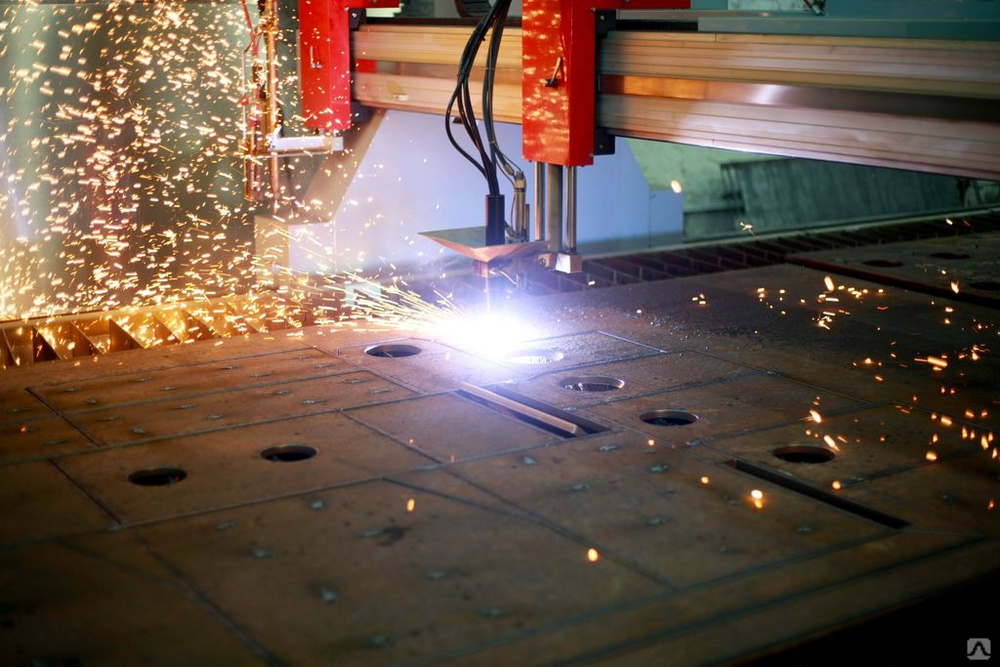


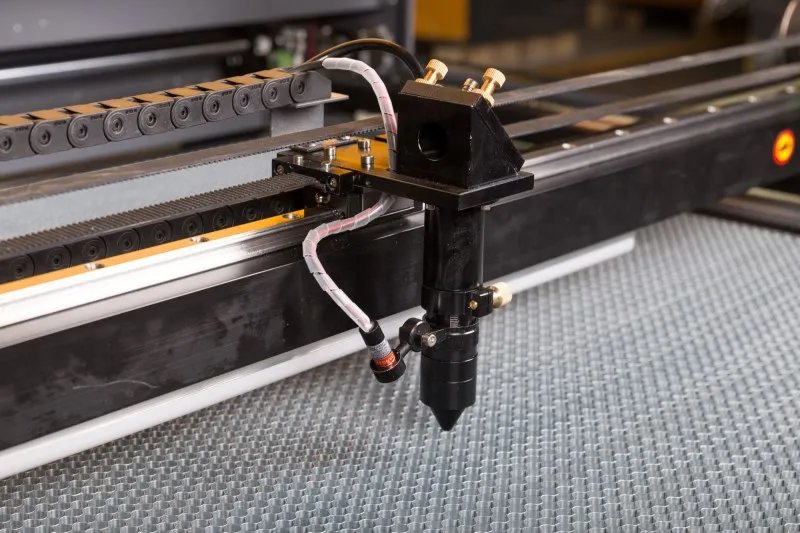 Этот процесс в сочетании с оптикой, создающей удлиненный профиль луча, позволяет лазеру достигать чрезвычайно высоких скоростей резки прозрачного материала.
Этот процесс в сочетании с оптикой, создающей удлиненный профиль луча, позволяет лазеру достигать чрезвычайно высоких скоростей резки прозрачного материала. Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список;
Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список; Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера.
Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера. Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают:
Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают: Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как: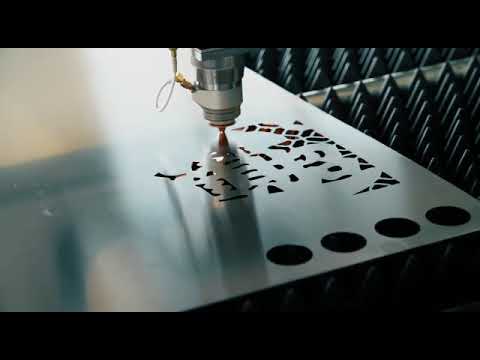

 Оборудование очень надежное и спустя 8 лет эксплуатации до сих пор работает как новое!
Оборудование очень надежное и спустя 8 лет эксплуатации до сих пор работает как новое!
 .. Этот выпуск на Blondihacks, я говорю все о …
.. Этот выпуск на Blondihacks, я говорю все о …  shars.com › продукция › машины › цифро…
shars.com › продукция › машины › цифро…

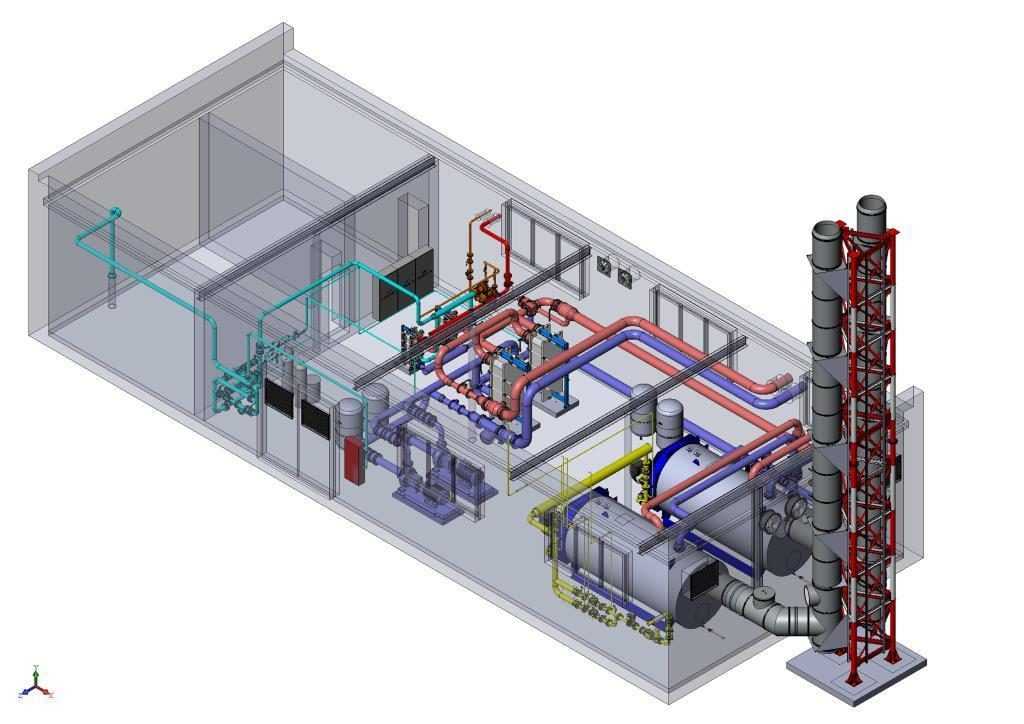
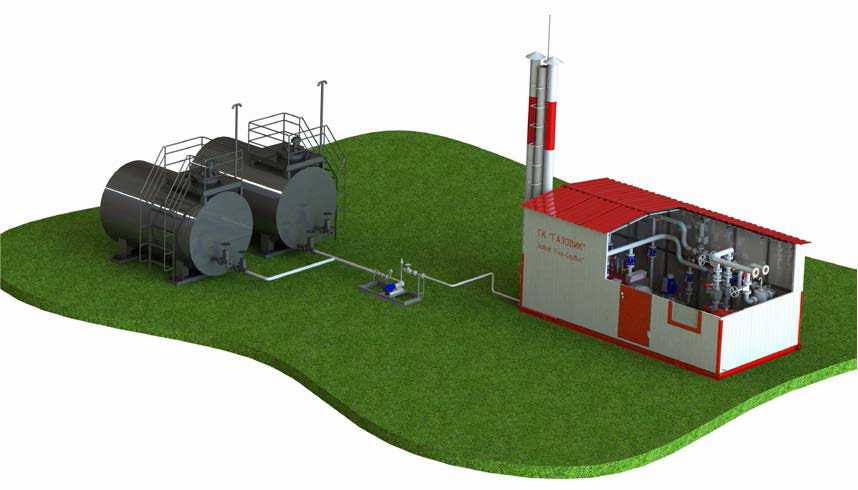




 Пар также используется в некоторых производственных процессах и специальных приложениях, таких как здравоохранение и общественное питание.
Пар также используется в некоторых производственных процессах и специальных приложениях, таких как здравоохранение и общественное питание. Кроме того, поскольку системы газораспределения очень устойчивы, газовые котлы имеют преимущество в надежности — они могут продолжать работу, когда такие условия, как суровые погодные условия, препятствуют подаче других видов топлива.
Кроме того, поскольку системы газораспределения очень устойчивы, газовые котлы имеют преимущество в надежности — они могут продолжать работу, когда такие условия, как суровые погодные условия, препятствуют подаче других видов топлива. Однако в более старых системах для подачи тепла часто используется пар и радиаторы. Водогрейные котлы являются рекомендуемым вариантом в новых постройках, если только проект не включает специальные приложения, требующие пара. Существующие паровые системы отопления могут быть перенастроены на горячую воду.
Однако в более старых системах для подачи тепла часто используется пар и радиаторы. Водогрейные котлы являются рекомендуемым вариантом в новых постройках, если только проект не включает специальные приложения, требующие пара. Существующие паровые системы отопления могут быть перенастроены на горячую воду.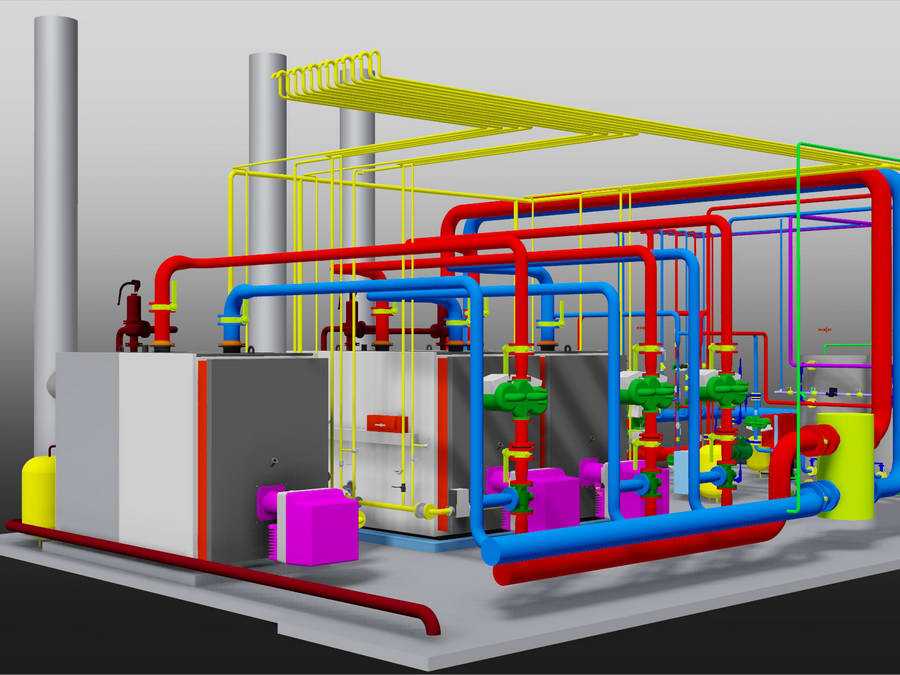

 Это снижает общее количество тепла, которое должно подаваться котлом, снижая его эксплуатационные расходы.
Это снижает общее количество тепла, которое должно подаваться котлом, снижая его эксплуатационные расходы.
 В обычной паровой электростанции котел состоит из топки, в которой сжигается топливо, поверхностей для передачи тепла от продуктов сгорания к воде и пространства, где может образовываться и собираться пар. Обычный котел имеет топку, в которой сжигается ископаемое топливо или, в некоторых установках, отработанное топливо. Ядерный реактор также может служить источником тепла для производства пара под давлением.
В обычной паровой электростанции котел состоит из топки, в которой сжигается топливо, поверхностей для передачи тепла от продуктов сгорания к воде и пространства, где может образовываться и собираться пар. Обычный котел имеет топку, в которой сжигается ископаемое топливо или, в некоторых установках, отработанное топливо. Ядерный реактор также может служить источником тепла для производства пара под давлением.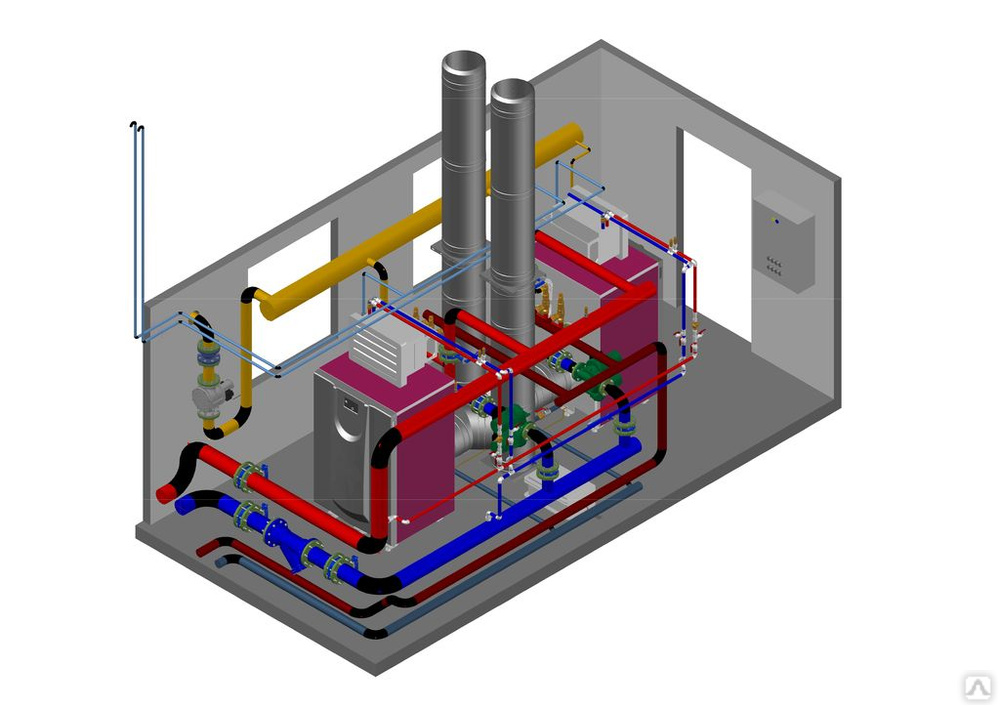

 000-40
000-40 Эти факторы позволяют производить обработку требуемых участков изделия системой лазерной резки без воздействия на структуру остальной его части. Данный способ обработки позволяет проводить точное изготовление деталей с высоким уровнем качества поверхности реза, не требующим дальнейшей его обработки. Благодаря чему достигается высокая производительность систем лазерной резки в сравнении с другими способами обработки металлов.
Эти факторы позволяют производить обработку требуемых участков изделия системой лазерной резки без воздействия на структуру остальной его части. Данный способ обработки позволяет проводить точное изготовление деталей с высоким уровнем качества поверхности реза, не требующим дальнейшей его обработки. Благодаря чему достигается высокая производительность систем лазерной резки в сравнении с другими способами обработки металлов. Системы лазерной резки позволяют проводить точное изготовление деталей с высоким уровнем качества поверхности реза, не требующим дальнейшей его обработки. Благодаря чему достигается высокая производительность этой технологии в сравнении с другими способами обработки металлов.
Системы лазерной резки позволяют проводить точное изготовление деталей с высоким уровнем качества поверхности реза, не требующим дальнейшей его обработки. Благодаря чему достигается высокая производительность этой технологии в сравнении с другими способами обработки металлов. В сочетании с высокой скоростью резки это делает лазерную резку экономически выгодной и быстро окупаемой технологией, что немаловажно при высокой стоимости оборудования. Торговые марки-производители: Amada (Япония), Trumpf (Германия), Bystronic (Швейцария),Hankwang (Южная Корея, Hans Lazer (Китай),Jordi(Испания).
В сочетании с высокой скоростью резки это делает лазерную резку экономически выгодной и быстро окупаемой технологией, что немаловажно при высокой стоимости оборудования. Торговые марки-производители: Amada (Япония), Trumpf (Германия), Bystronic (Швейцария),Hankwang (Южная Корея, Hans Lazer (Китай),Jordi(Испания).
 Киев
Киев 60х40см.
60х40см.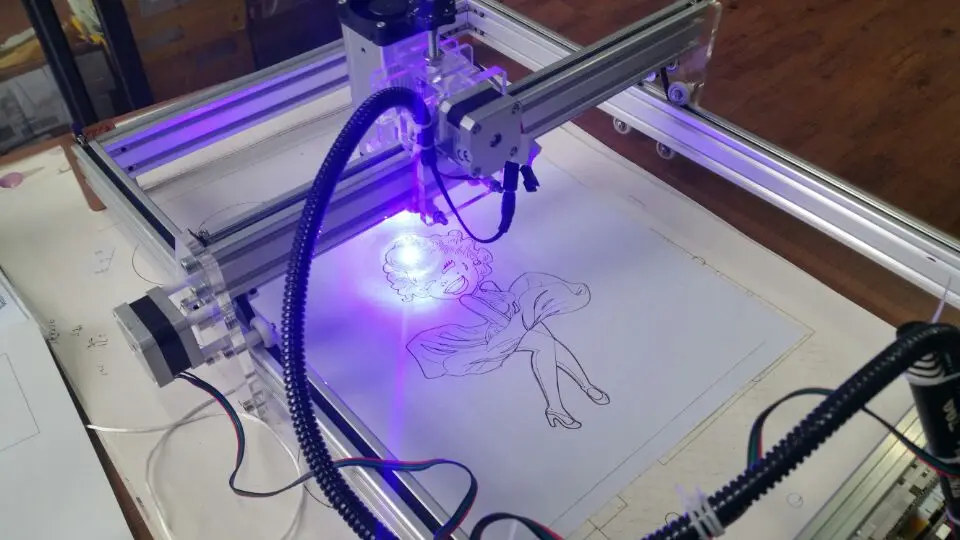 1мм ZnSe Cloudray
1мм ZnSe Cloudray С тех пор, как мы открыли свои двери в 1982 году, Kern гордится тем, что установила тысячи лазерных систем по всему миру. Лазерные системы Kern с гордостью разрабатываются и производятся в США.
С тех пор, как мы открыли свои двери в 1982 году, Kern гордится тем, что установила тысячи лазерных систем по всему миру. Лазерные системы Kern с гордостью разрабатываются и производятся в США.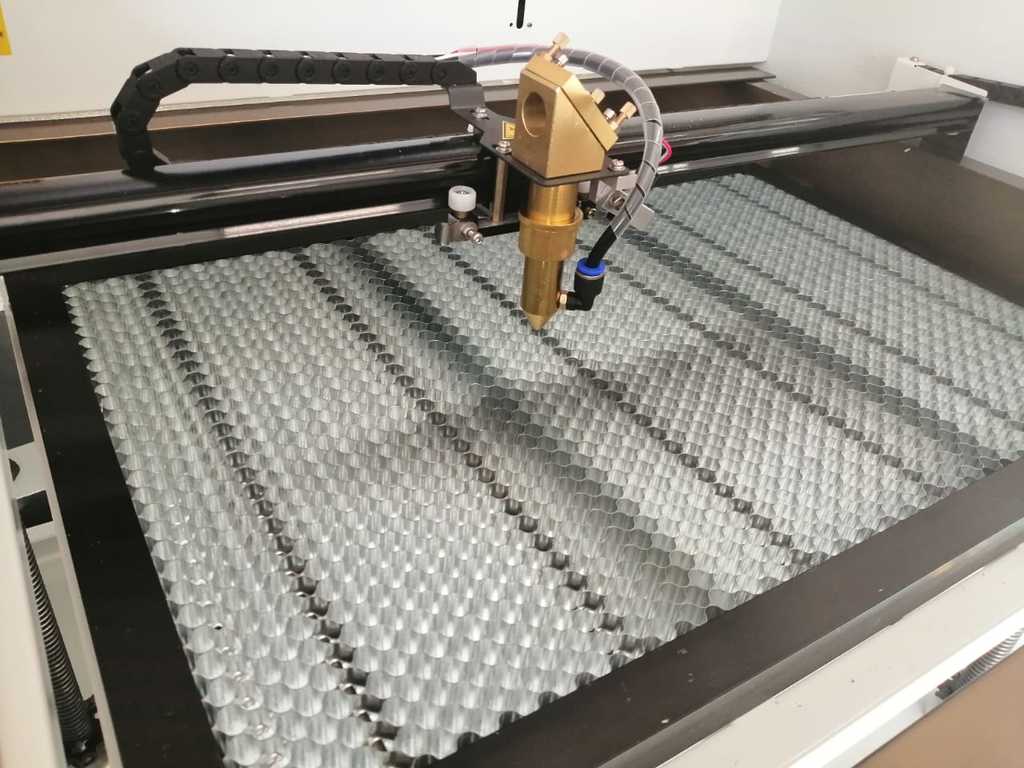 Его полностью закрытая конструкция (Класс 2) позволяет размещать LaserCELL в местах с интенсивным движением, таких как оживленные заводские цеха и университетские классы.
Его полностью закрытая конструкция (Класс 2) позволяет размещать LaserCELL в местах с интенсивным движением, таких как оживленные заводские цеха и университетские классы. Тем не менее, он может быть оснащен такими же мощными CO2-лазерами, как и наши широкоформатные модели.
Тем не менее, он может быть оснащен такими же мощными CO2-лазерами, как и наши широкоформатные модели. Рич Домикис, управляющий партнер Cabin Digital LLC, довольный владелец Kern Laser, а также покупатель лазерных систем иностранного производства, делится своим опытом с обоими.
Рич Домикис, управляющий партнер Cabin Digital LLC, довольный владелец Kern Laser, а также покупатель лазерных систем иностранного производства, делится своим опытом с обоими.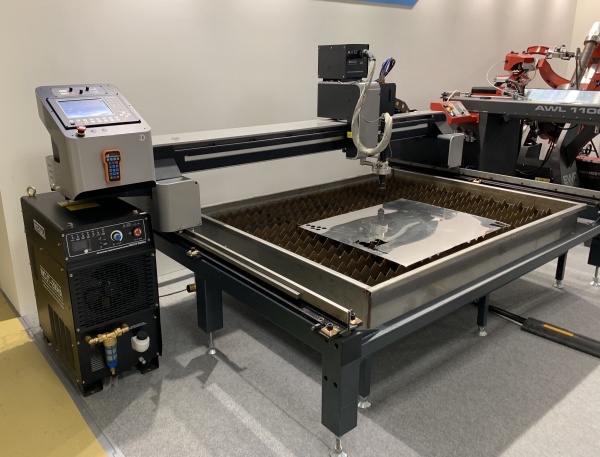
 Финансирование позволяет легко получить необходимое оборудование, пользуясь при этом преимуществами лизинга и экономией на налогах.
Финансирование позволяет легко получить необходимое оборудование, пользуясь при этом преимуществами лизинга и экономией на налогах. 00
00

 Все эти преимущества позволяют комплексам производить точную резку металла.
Все эти преимущества позволяют комплексам производить точную резку металла.

 Элегантные кривые точно соответствуют корпусу станка. Сильная водонепроницаемая дышащая система создает лучший экстерьер, делая работу более удобной. Процесс алмазной резки и стекло высокой плотности делают экран более изысканным и удобным в использовании.
Элегантные кривые точно соответствуют корпусу станка. Сильная водонепроницаемая дышащая система создает лучший экстерьер, делая работу более удобной. Процесс алмазной резки и стекло высокой плотности делают экран более изысканным и удобным в использовании.



 05
05 0
0 0
0 0-10
0-10 4-1.6
4-1.6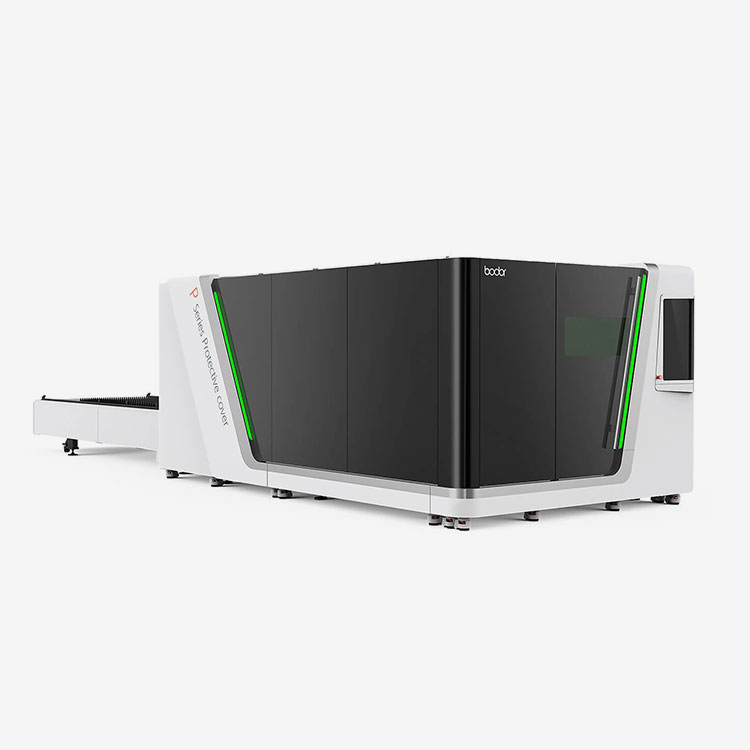 6-0.7
6-0.7 5
5 7-1.0
7-1.0 0-10
0-10 7-1.0
7-1.0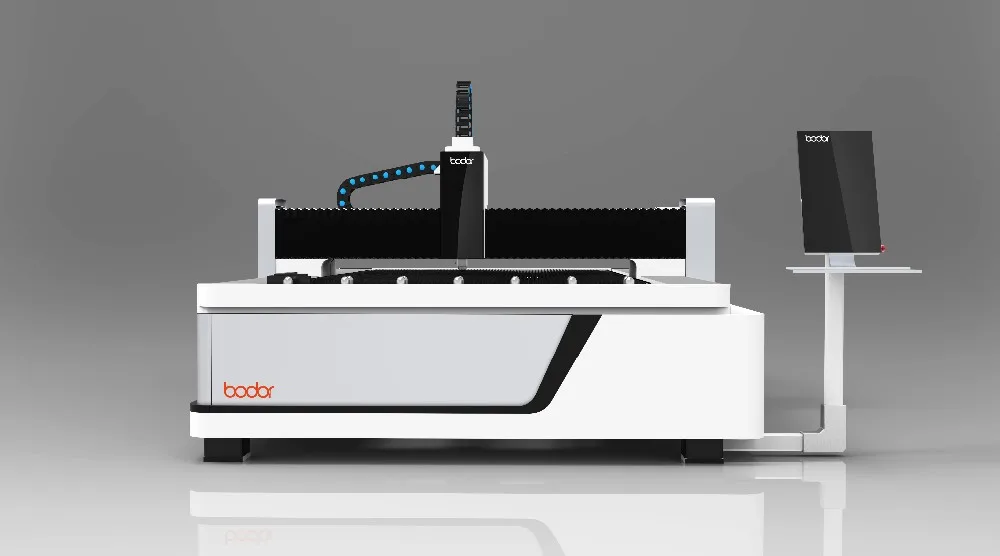 3-0.5
3-0.5 0-8.0
0-8.0 2-0.4
2-0.4 длина)
длина) Современные станки для лазерной резки BODOR T230 способны обрабатывать трубы, толщина стенки которых составляет от 0,2 до 10,0 мм, а максимальная длина достигает от 6500 до 9000 мм.
Современные станки для лазерной резки BODOR T230 способны обрабатывать трубы, толщина стенки которых составляет от 0,2 до 10,0 мм, а максимальная длина достигает от 6500 до 9000 мм.

 Неразрушающие зажимы трубы быстро автоматически центрируют и зажимают трубу, работают более стабилизировано. Размеры патронов более малы, инерция вращения низка и динамические характеристики выше. Самоцентризующиеся электрические патроны и шестерни передачи имеют более высокую производительность, продолжительный срок службы и высокую надежность работы.
Неразрушающие зажимы трубы быстро автоматически центрируют и зажимают трубу, работают более стабилизировано. Размеры патронов более малы, инерция вращения низка и динамические характеристики выше. Самоцентризующиеся электрические патроны и шестерни передачи имеют более высокую производительность, продолжительный срок службы и высокую надежность работы.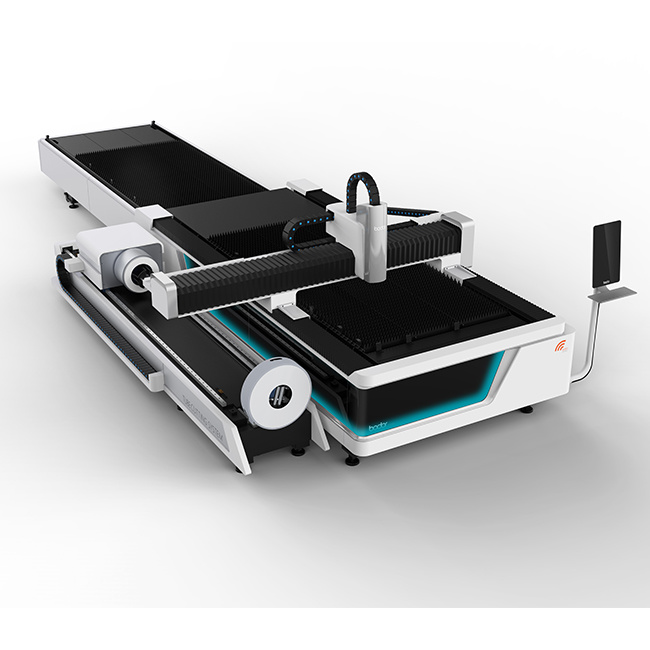
 Лазерное защитное стекло высшего качества изготавливается с левой и передней сторон, все остальные стороны закрыты листовым металлом. Благодаря такой конструкции можно избежать физического повреждения рабочего, вызванного неправильной работой. Интегрированный корпус литейной машины Единственный производитель, применяющий интегрированный корпус литейной машины, отличающийся жесткостью, стабильностью и противоударными свойствами. Изготовлен с идеальной системой охлаждения, смазки и удаления пыли, чтобы обеспечить стабильную, эффективную и…
Лазерное защитное стекло высшего качества изготавливается с левой и передней сторон, все остальные стороны закрыты листовым металлом. Благодаря такой конструкции можно избежать физического повреждения рабочего, вызванного неправильной работой. Интегрированный корпус литейной машины Единственный производитель, применяющий интегрированный корпус литейной машины, отличающийся жесткостью, стабильностью и противоударными свойствами. Изготовлен с идеальной системой охлаждения, смазки и удаления пыли, чтобы обеспечить стабильную, эффективную и… Японские подшипники NSK Эти корпуса подшипников имеют квадратный фланец, который можно легко прикрепить к машине четырьмя болтами. Благодаря простой монтажной поверхности этот подшипниковый узел…
Японские подшипники NSK Эти корпуса подшипников имеют квадратный фланец, который можно легко прикрепить к машине четырьмя болтами. Благодаря простой монтажной поверхности этот подшипниковый узел…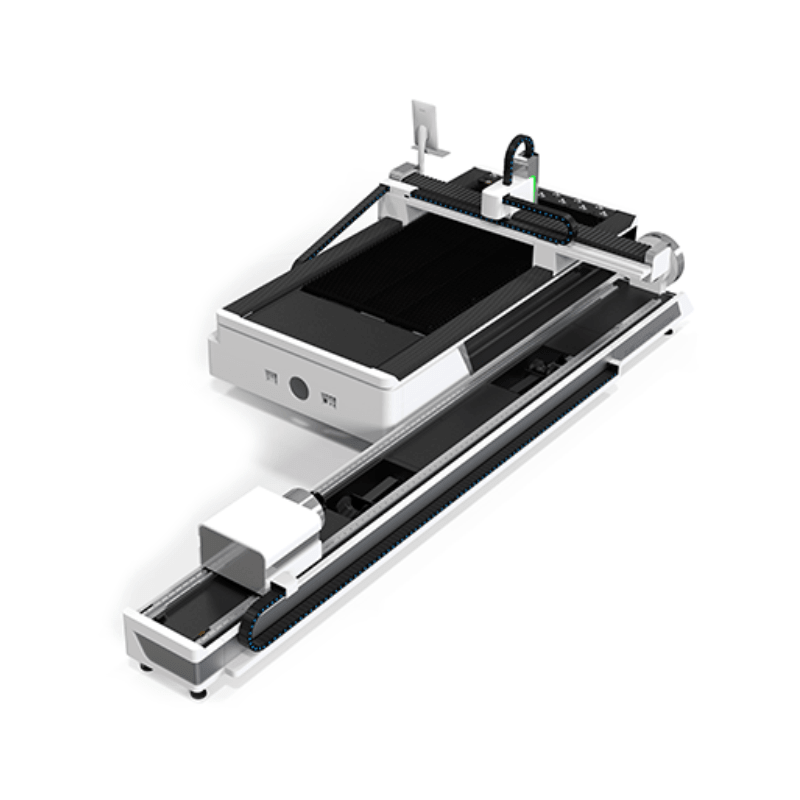 ..
..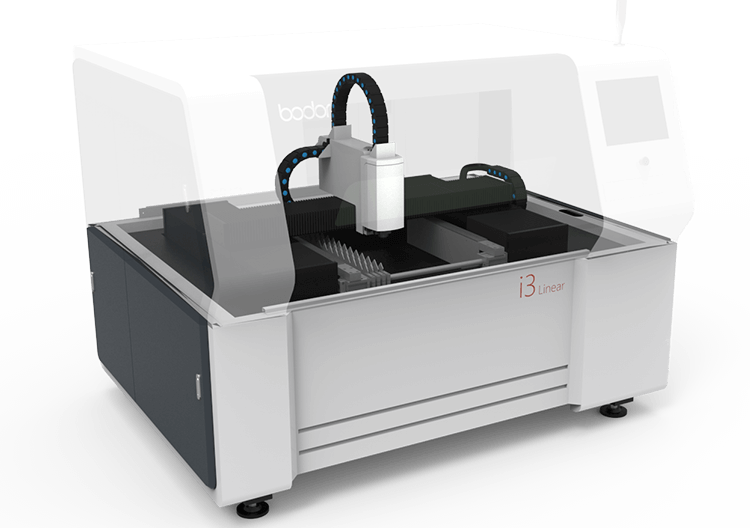 , LTD. — PDF-каталоги | Техническая документация
, LTD. — PDF-каталоги | Техническая документация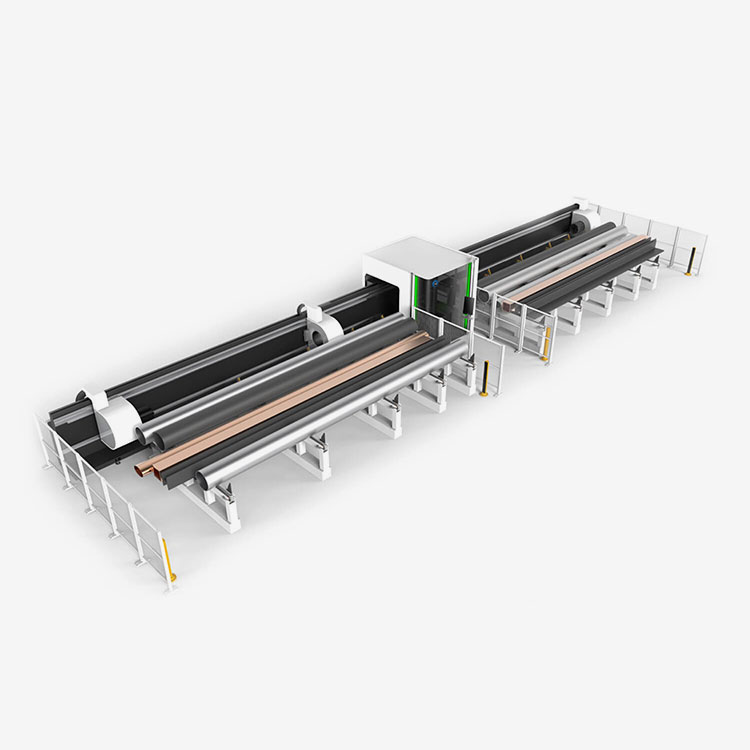 Франция MOTOREDUCER Сателлитные шестерни имеют двойную опору на закаленных и отшлифованных валах с бессепараторными игольчатыми подшипниками, повышающими жесткость на кручение. Япония Серводвигатель Yaskawa Повышенные требования к мощности компонентов крупной автоматизации используют надежные характеристики SGM7G. Японские подшипники NSK Эти корпуса подшипников имеют квадратный фланец, который можно легко прикрепить к машине четырьмя болтами. Благодаря простой монтажной поверхности этот подшипниковый узел…
Франция MOTOREDUCER Сателлитные шестерни имеют двойную опору на закаленных и отшлифованных валах с бессепараторными игольчатыми подшипниками, повышающими жесткость на кручение. Япония Серводвигатель Yaskawa Повышенные требования к мощности компонентов крупной автоматизации используют надежные характеристики SGM7G. Японские подшипники NSK Эти корпуса подшипников имеют квадратный фланец, который можно легко прикрепить к машине четырьмя болтами. Благодаря простой монтажной поверхности этот подшипниковый узел… L Концентрический патрон высокой точности резки J 5
L Концентрический патрон высокой точности резки J 5 Скорость перемещения 100 м/мин Применение • Доступно для резки металлических пластин и труб из различных материалов, таких как нержавеющая сталь, углеродистая сталь, легированная сталь, пружинная сталь, медь, алюминий, золото, серебро, титан и т. д. • Применяется в таких отраслях, как реклама доска, конструкция из листового металла, производство электрических ковчегов Hv / Lv, детали текстильного оборудования, кухня, автомобиль, оборудование, лифт, электрические детали, пружинная катушка, срез, запасные части линии метро и т. д.
Скорость перемещения 100 м/мин Применение • Доступно для резки металлических пластин и труб из различных материалов, таких как нержавеющая сталь, углеродистая сталь, легированная сталь, пружинная сталь, медь, алюминий, золото, серебро, титан и т. д. • Применяется в таких отраслях, как реклама доска, конструкция из листового металла, производство электрических ковчегов Hv / Lv, детали текстильного оборудования, кухня, автомобиль, оборудование, лифт, электрические детали, пружинная катушка, срез, запасные части линии метро и т. д.

 С его увеличением возрастает расход подаваемых газов, меняется площадь сечения газового столба, форма потока, его скорость.
С его увеличением возрастает расход подаваемых газов, меняется площадь сечения газового столба, форма потока, его скорость.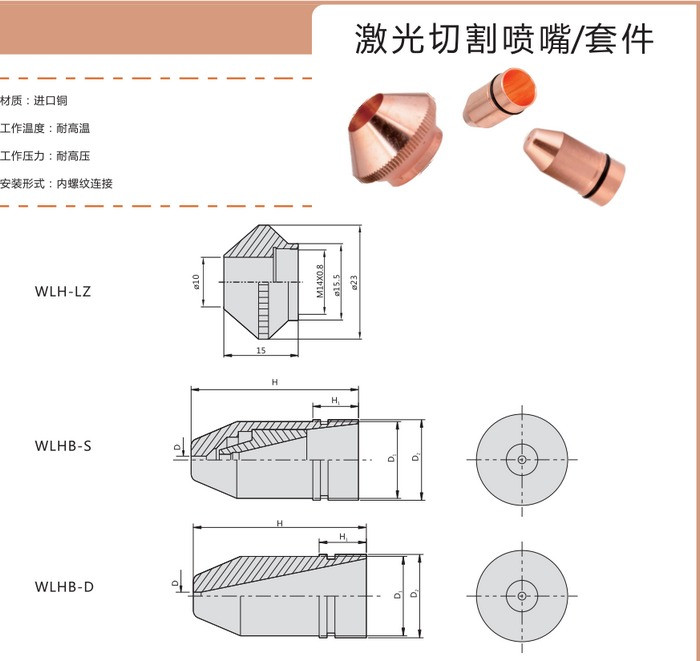

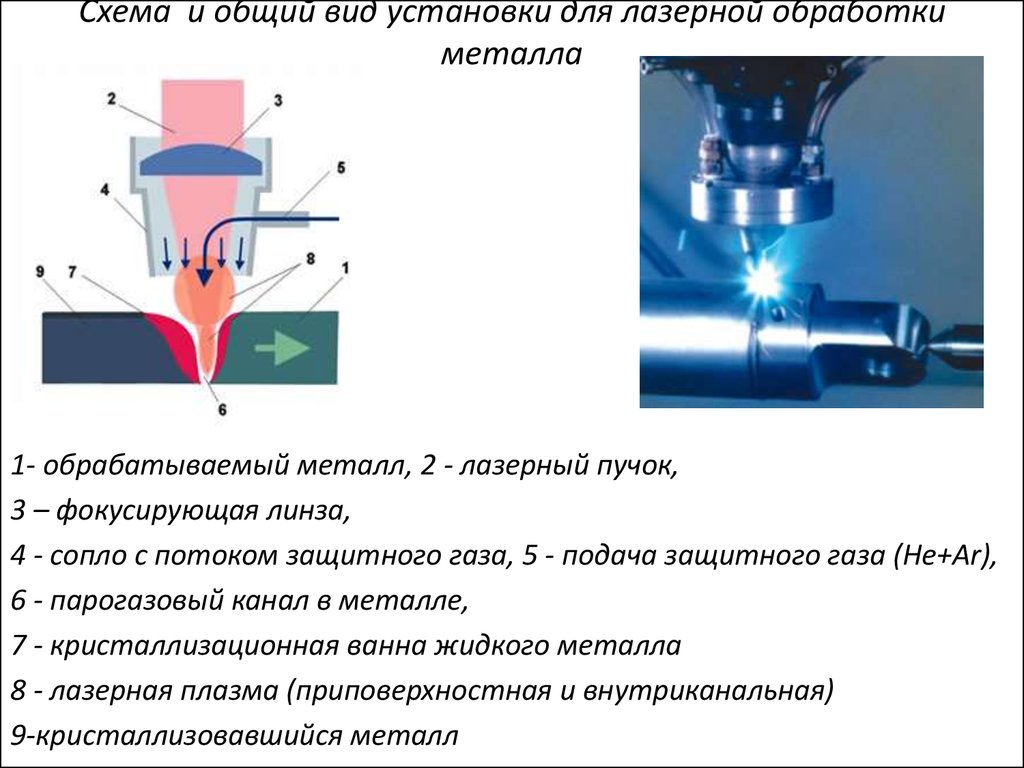 org/ListItem»> /
org/ListItem»> /
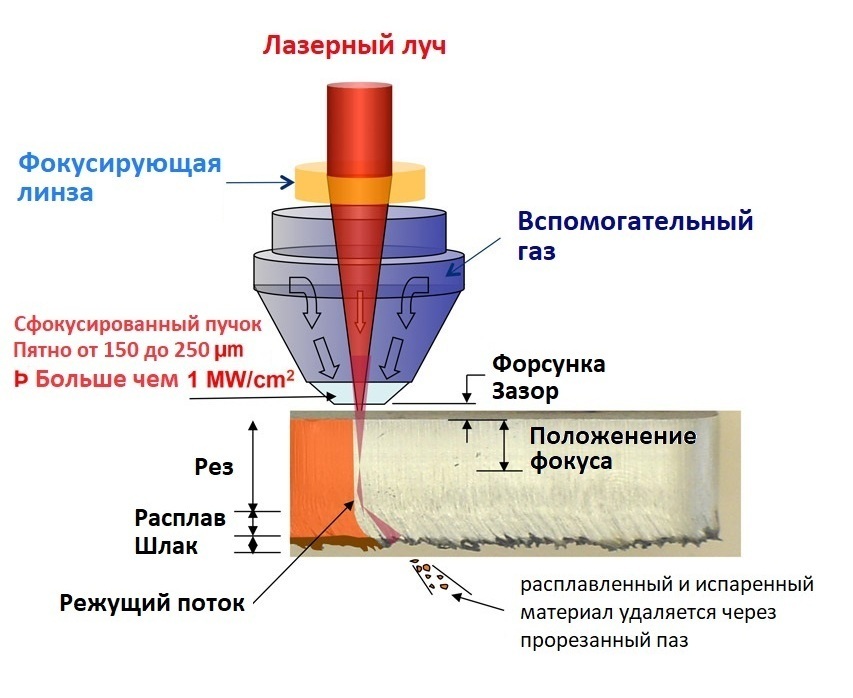 5
5  50 USD
50 USD 50 USD
50 USD 00
00 00 USD
00 USD 00 USD
00 USD 50 USD
50 USD 00
00 com и не адаптированы для магазинов на торговых платформах.
com и не адаптированы для магазинов на торговых платформах. Пожалуйста, свяжитесь с магазином на платформах, чтобы получить соответствующую поддержку вовремя.
Пожалуйста, свяжитесь с магазином на платформах, чтобы получить соответствующую поддержку вовремя.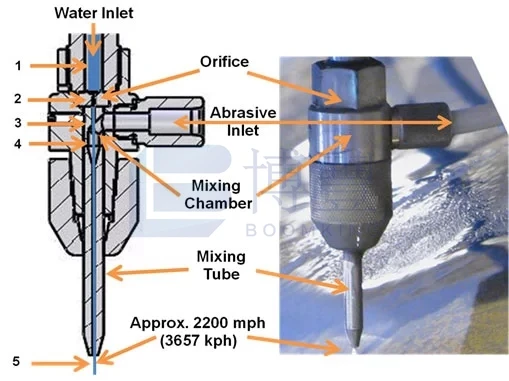 Детали, за исключением расходных материалов, будут заменены бесплатно, если проблемы вызваны дефектами качества. Даже если машина выходит за рамки гарантии, мы по-прежнему может предложить техническую помощь, поскольку ваш заказ размещен на www.cloudraylaser.com.
Детали, за исключением расходных материалов, будут заменены бесплатно, если проблемы вызваны дефектами качества. Даже если машина выходит за рамки гарантии, мы по-прежнему может предложить техническую помощь, поскольку ваш заказ размещен на www.cloudraylaser.com.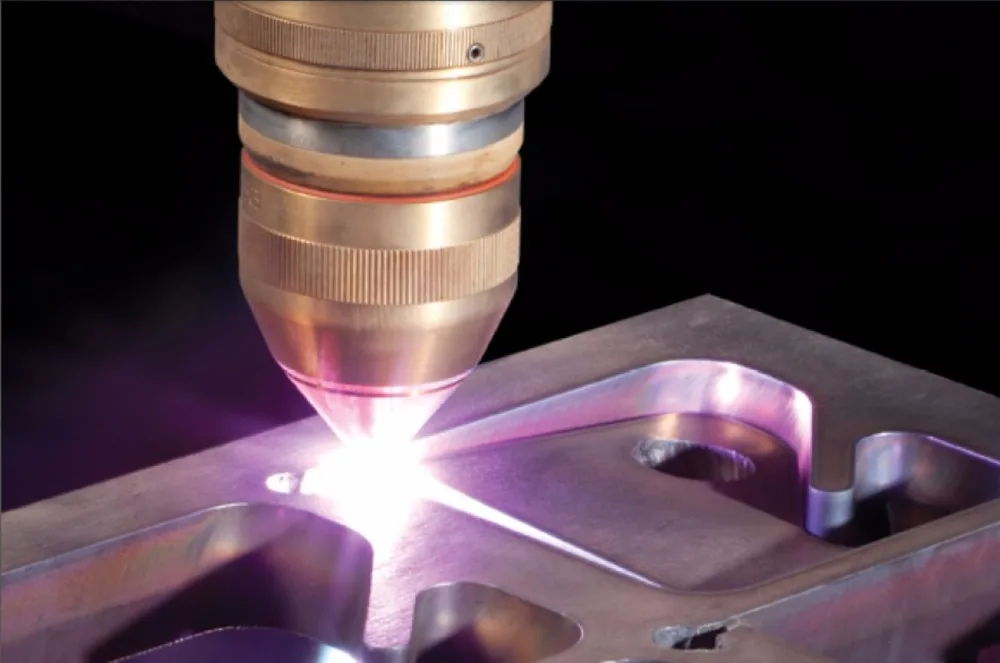
 0 mm CP
0 mm CP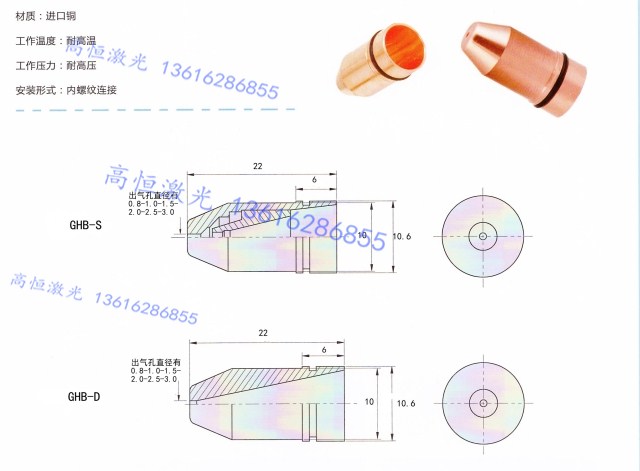 0 mm
0 mm
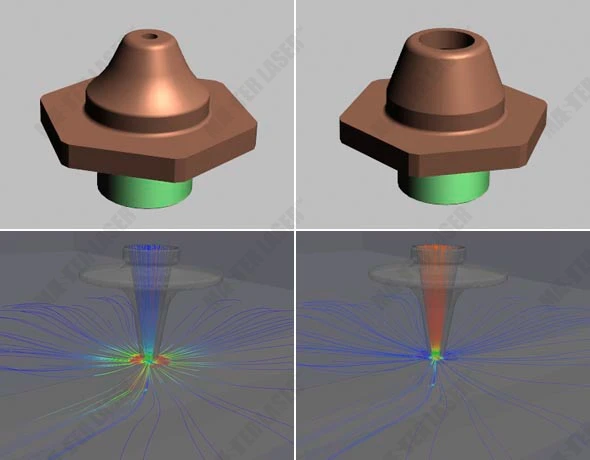
 5 mm CP
5 mm CP 5 mm by 1.2 mm CP
5 mm by 1.2 mm CP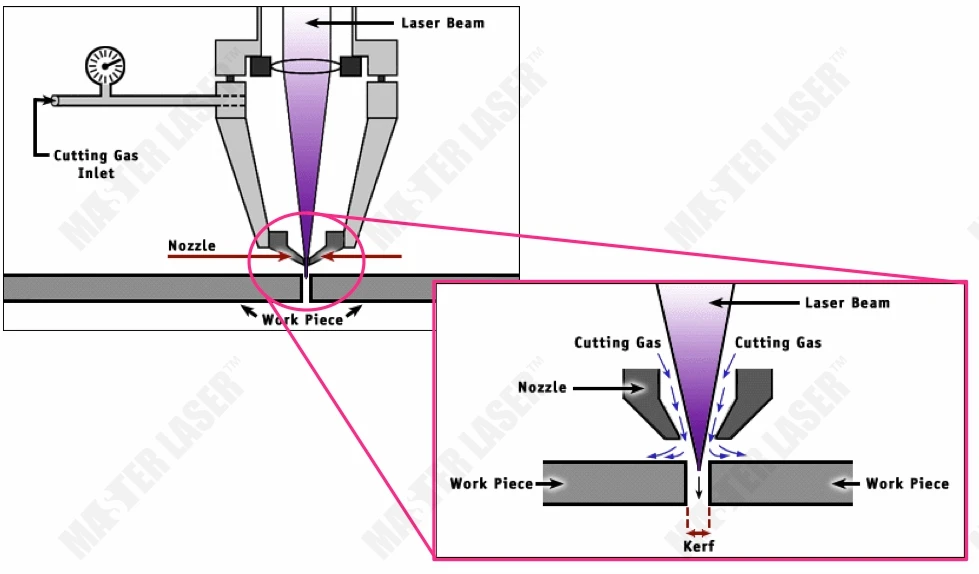 3 mm
3 mm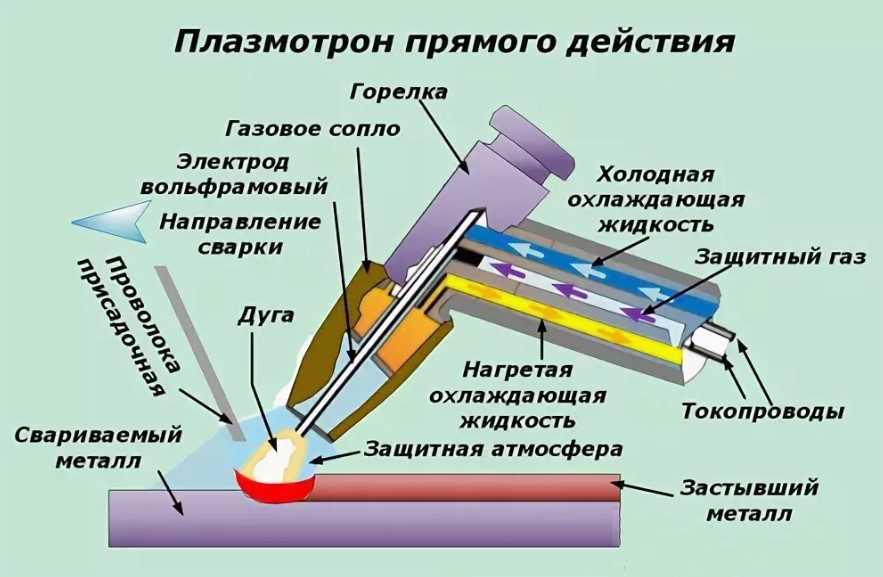
 Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.
Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.

 Вспомогательный газ используется для удаления расплавленного материала в зоне резки, что позволяет получить более высокое качество резки.
Вспомогательный газ используется для удаления расплавленного материала в зоне резки, что позволяет получить более высокое качество резки.


 В это время азот нельзя использовать в качестве режущего газа.
В это время азот нельзя использовать в качестве режущего газа. При этом следует знать свойства каждого материала. Некоторые из них требуют особого внимания при резке.
При этом следует знать свойства каждого материала. Некоторые из них требуют особого внимания при резке. Именно так делаются популярные замысловатые свадебные приглашения.
Именно так делаются популярные замысловатые свадебные приглашения. Также резак должен иметь систему охлаждения. Только тогда оператор станка сможет полностью контролировать направление излома на каждом этапе, что приведет к хорошему результату.
Также резак должен иметь систему охлаждения. Только тогда оператор станка сможет полностью контролировать направление излома на каждом этапе, что приведет к хорошему результату.
 Возможность делать быстрые и точные разрезы на различных материалах увеличила скорость и качество производства и позволила, наконец, использовать определенные материалы в производственном процессе.
Возможность делать быстрые и точные разрезы на различных материалах увеличила скорость и качество производства и позволила, наконец, использовать определенные материалы в производственном процессе.
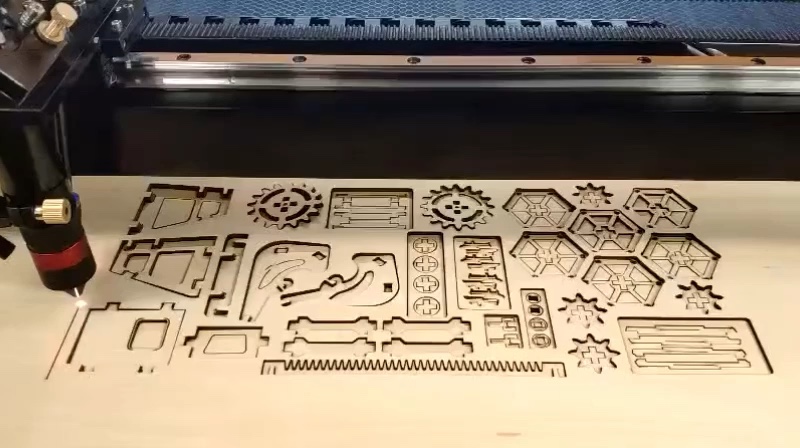 В некоторых случаях не следует резать древесину, например, если она пропитана смолой или другими маслами. Тепло от лазера может представлять опасность воспламенения материала.
В некоторых случаях не следует резать древесину, например, если она пропитана смолой или другими маслами. Тепло от лазера может представлять опасность воспламенения материала.

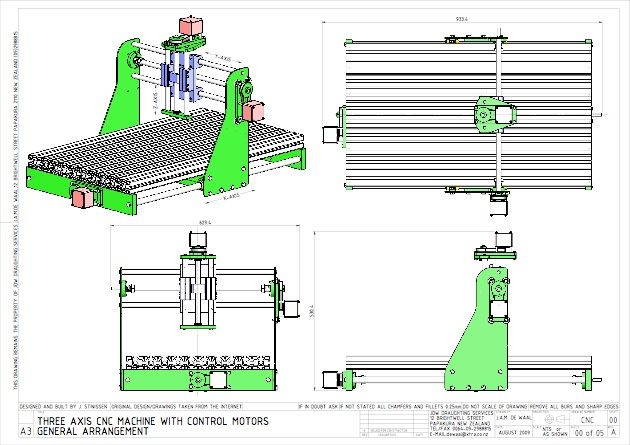 Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
 Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью.
Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью. Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.
Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.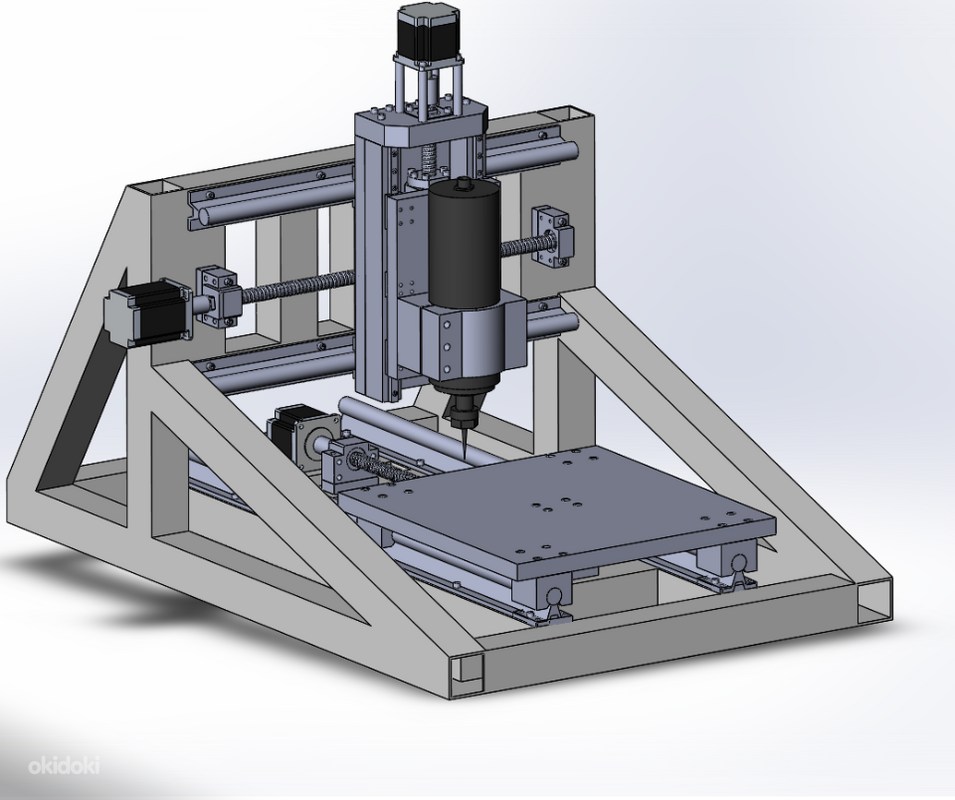 Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени.
Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени.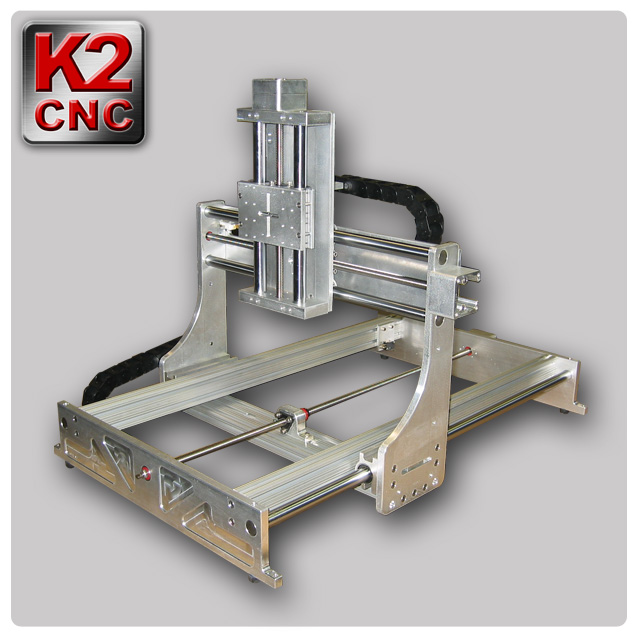 Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею.
Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею. Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах: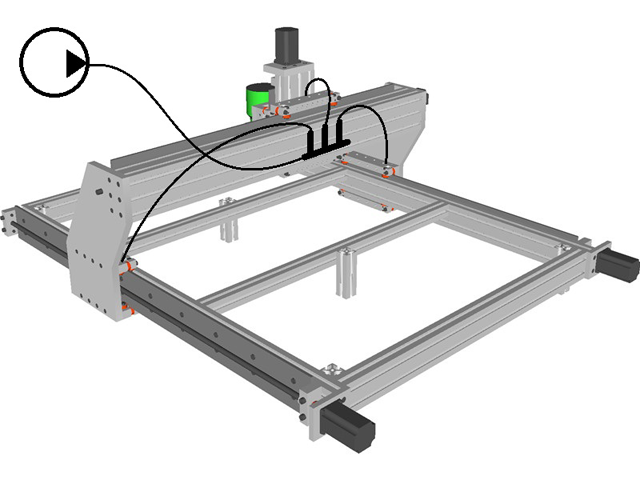 Мы надеемся дать вам краткое, но полное описание шагов, необходимых для создания технического чертежа, что является особенно широкой темой.
Мы надеемся дать вам краткое, но полное описание шагов, необходимых для создания технического чертежа, что является особенно широкой темой.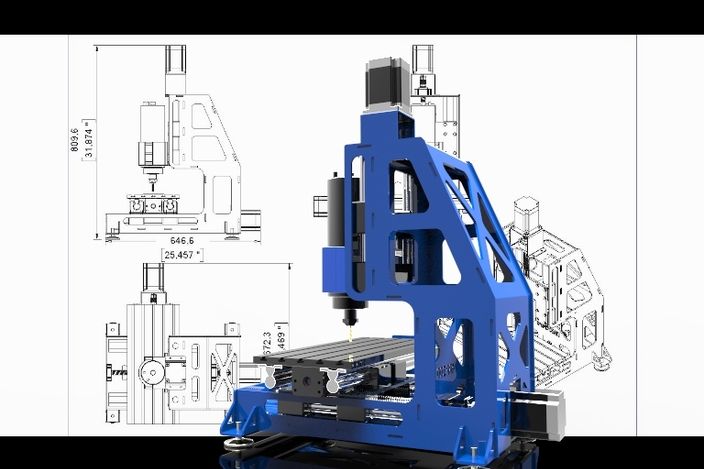 Основными причинами этого являются:
Основными причинами этого являются: Основная надпись помогает производителям понять полезность и функцию представленной детали, позволяя им лучше понять требуемые спецификации.
Основная надпись помогает производителям понять полезность и функцию представленной детали, позволяя им лучше понять требуемые спецификации.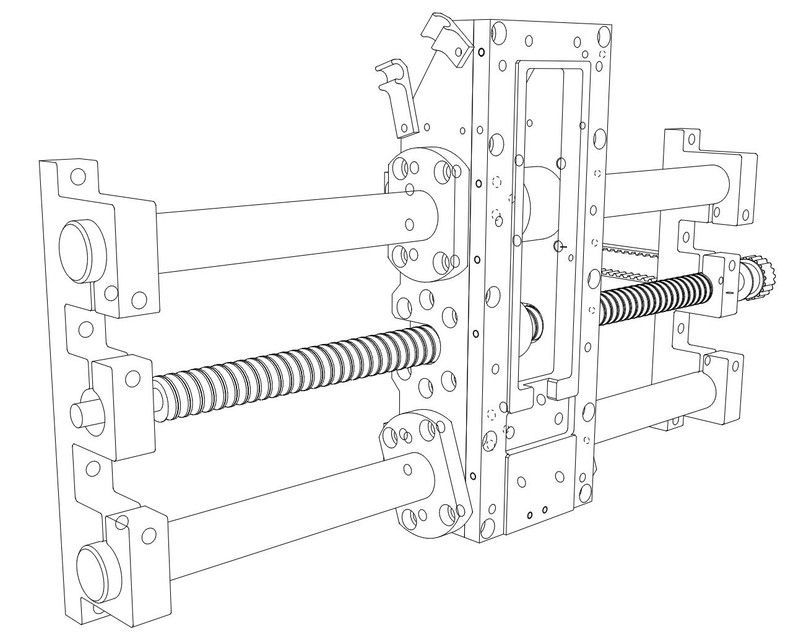 д.
д. Красный квадрат в нижней части рисунка выше является примером вида в разрезе.
Красный квадрат в нижней части рисунка выше является примером вида в разрезе.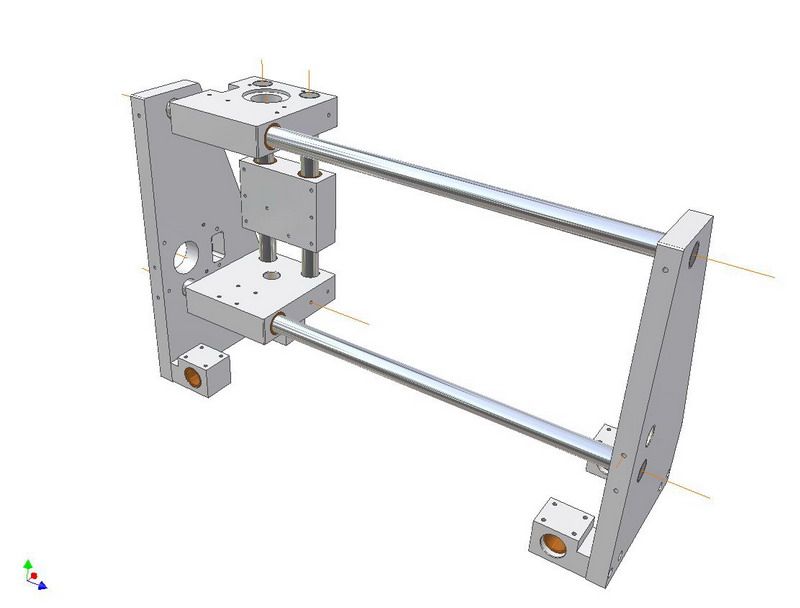
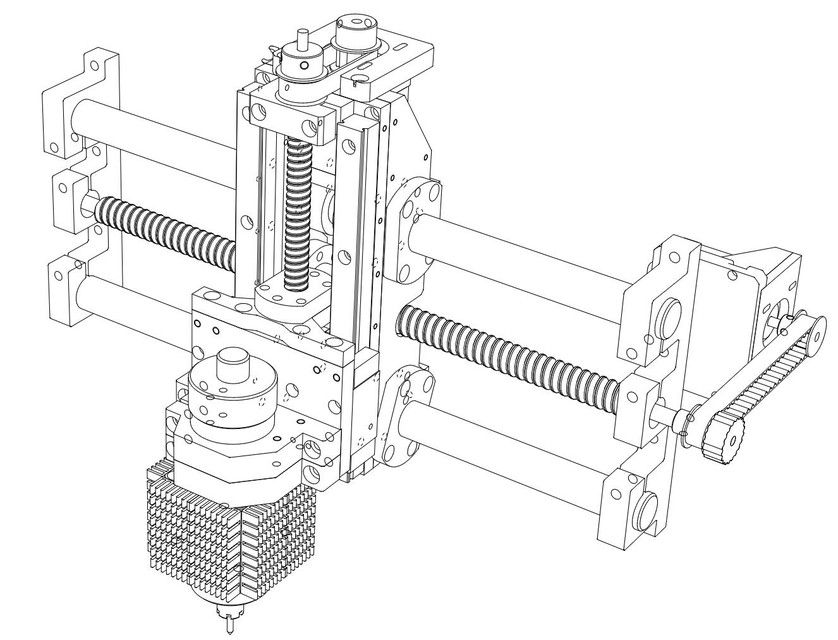
 Для получения дополнительной информации вы можете обратиться к этому документу с открытым исходным кодом MIT.
Для получения дополнительной информации вы можете обратиться к этому документу с открытым исходным кодом MIT. Второй и менее распространенный вид допусков называется односторонним допуском. Они определяются на основе верхней и нижней границ отдельно (например, +0,02 и -0,01 здесь). Третьим наиболее распространенным видом допусков являются допуски на натяг или допуски на посадку, которые определяются степенью перекрытия сопрягаемых деталей и могут быть найдены в стандартных таблицах.
Второй и менее распространенный вид допусков называется односторонним допуском. Они определяются на основе верхней и нижней границ отдельно (например, +0,02 и -0,01 здесь). Третьим наиболее распространенным видом допусков являются допуски на натяг или допуски на посадку, которые определяются степенью перекрытия сопрягаемых деталей и могут быть найдены в стандартных таблицах.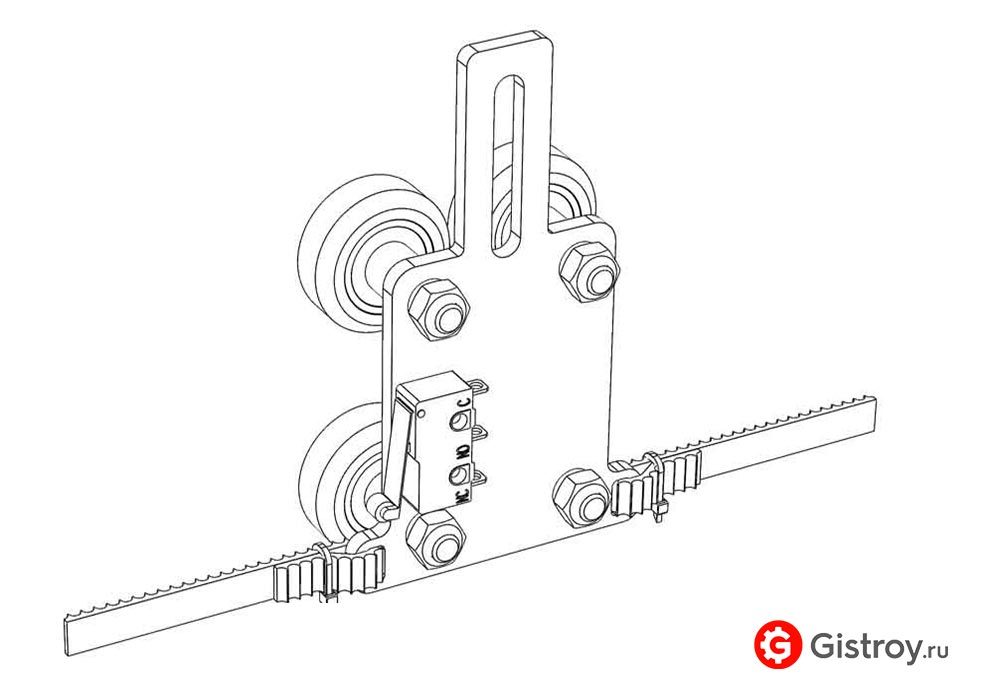 Мы делаем процессы закупки оборудования и создания прототипов умнее, быстрее и эффективнее. Благодаря нашей надежной партнерской сети мы помогаем командам, занимающимся аппаратным обеспечением, получать высококачественные детали по оптимальной цене и в кратчайшие сроки, а также получать отзывы от DFM. Возможности наших партнеров включают обработку с ЧПУ, производство листового металла, 3D-печать и многое другое.
Мы делаем процессы закупки оборудования и создания прототипов умнее, быстрее и эффективнее. Благодаря нашей надежной партнерской сети мы помогаем командам, занимающимся аппаратным обеспечением, получать высококачественные детали по оптимальной цене и в кратчайшие сроки, а также получать отзывы от DFM. Возможности наших партнеров включают обработку с ЧПУ, производство листового металла, 3D-печать и многое другое.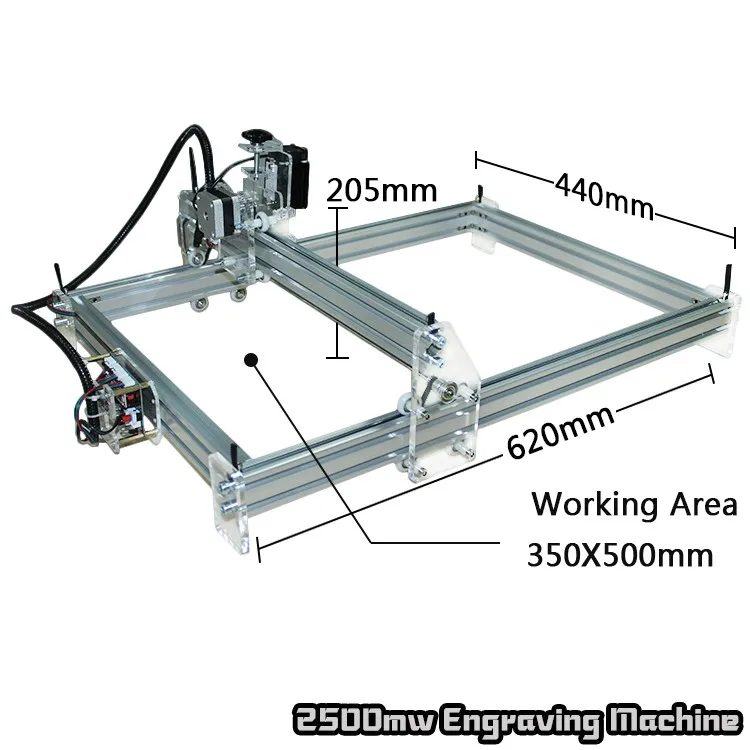 Теперь давайте подробнее рассмотрим каждый из этих компонентов.
Теперь давайте подробнее рассмотрим каждый из этих компонентов. Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.
Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.

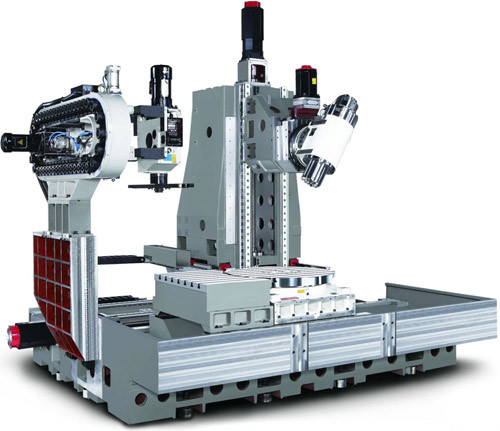

 Определяющим при выборе станка данного типа является следующее:
Определяющим при выборе станка данного типа является следующее: Сам по себе шпиндель — это основная часть любого токарного станка, во время обработки вращающаяся вместе с обрабатываемой деталью. Производительность токарного станка зависит от того, насколько мощная конструкция шпинделя в нем установлена. Чем массивнее конструкция шпинделя, тем более крупные детали может обрабатывать станок.
Сам по себе шпиндель — это основная часть любого токарного станка, во время обработки вращающаяся вместе с обрабатываемой деталью. Производительность токарного станка зависит от того, насколько мощная конструкция шпинделя в нем установлена. Чем массивнее конструкция шпинделя, тем более крупные детали может обрабатывать станок. Такие станки, выпускаемые отечественными, а также зарубежными производителями, характеризуются высокой эффективностью и исключительной надежностью.
Такие станки, выпускаемые отечественными, а также зарубежными производителями, характеризуются высокой эффективностью и исключительной надежностью.
 Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.




 Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
 Не страшны таким электродвигателям и критические перегрузки, которые они успешно переносят.
Не страшны таким электродвигателям и критические перегрузки, которые они успешно переносят.
 В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа.
В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа. Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.
Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.

 Токарный станок является одним из важнейших методов съема материала в технологии производства. 9Токарный станок с ЧПУ На токарных станках с ЧПУ обрабатываемый материал медленно срезается, в результате чего получается красивый готовый продукт или сложная деталь. Токарные станки с ЧПУ имеют, по крайней мере, возможность управлять режущим инструментом под управлением g-кода по 2 осям, называемым X и Z. Они также могут иметь значительное количество других функций, и существует множество вариантов токарных станков.
Токарный станок является одним из важнейших методов съема материала в технологии производства. 9Токарный станок с ЧПУ На токарных станках с ЧПУ обрабатываемый материал медленно срезается, в результате чего получается красивый готовый продукт или сложная деталь. Токарные станки с ЧПУ имеют, по крайней мере, возможность управлять режущим инструментом под управлением g-кода по 2 осям, называемым X и Z. Они также могут иметь значительное количество других функций, и существует множество вариантов токарных станков.

 Эти машины способны производить различные формы, разрезы и детали на вращающейся рабочей части. На токарном станке с ЧПУ оператор может запрограммировать станок для выполнения сложных разрезов на жестких материалах и производства качественных деталей с высокой скоростью. Токарные станки с ЧПУ бывают вертикальными и горизонтальными. В этой статье мы обсудим различия и способы их использования.
Эти машины способны производить различные формы, разрезы и детали на вращающейся рабочей части. На токарном станке с ЧПУ оператор может запрограммировать станок для выполнения сложных разрезов на жестких материалах и производства качественных деталей с высокой скоростью. Токарные станки с ЧПУ бывают вертикальными и горизонтальными. В этой статье мы обсудим различия и способы их использования. Эту информацию особенно важно иметь в виду, если вы покупаете подержанный токарный станок с ЧПУ и обязательно спросите своего дилера о прошлой истории работы станка.
Эту информацию особенно важно иметь в виду, если вы покупаете подержанный токарный станок с ЧПУ и обязательно спросите своего дилера о прошлой истории работы станка. Принимая во внимание эти преимущества, важно отметить, что вертикальные токарные станки, как правило, стоят немного дороже, чем их горизонтальные аналоги.
Принимая во внимание эти преимущества, важно отметить, что вертикальные токарные станки, как правило, стоят немного дороже, чем их горизонтальные аналоги.
 Новый оператор, не имеющий опыта работы с компьютером, может обучиться управлять станком за короткое время.
Новый оператор, не имеющий опыта работы с компьютером, может обучиться управлять станком за короткое время.
 3 Система управления ЧПУ SIEMENS: простота эксплуатации и обслуживания.
3 Система управления ЧПУ SIEMENS: простота эксплуатации и обслуживания. ru технические характеристики»>
ru технические характеристики»> 2 МПа
2 МПа Основная конфигурация:
Основная конфигурация: Вышеуказанные детали поставляются нашими утвержденными поставщиками. Если возникнут особые ситуации, Производитель заменит их на запчасти того же, или более высокого качества.
Вышеуказанные детали поставляются нашими утвержденными поставщиками. Если возникнут особые ситуации, Производитель заменит их на запчасти того же, или более высокого качества.
 рев. гол.
рев. гол. 04.2021
04.2021 ..
.. в.В рабочем состоянии. По запросу — вышлем подробные фото станка.Имеется паспорт на…
в.В рабочем состоянии. По запросу — вышлем подробные фото станка.Имеется паспорт на… 06.2021
06.2021 ..
.. 11.2018
11.2018 ..
.. «ремонтируем:- электронику (ЧПУ,…
«ремонтируем:- электронику (ЧПУ,… Новые процессы, такие как компьютерное числовое управление, означают, что токарные станки могут достигать фантастической точности.
Новые процессы, такие как компьютерное числовое управление, означают, что токарные станки могут достигать фантастической точности.
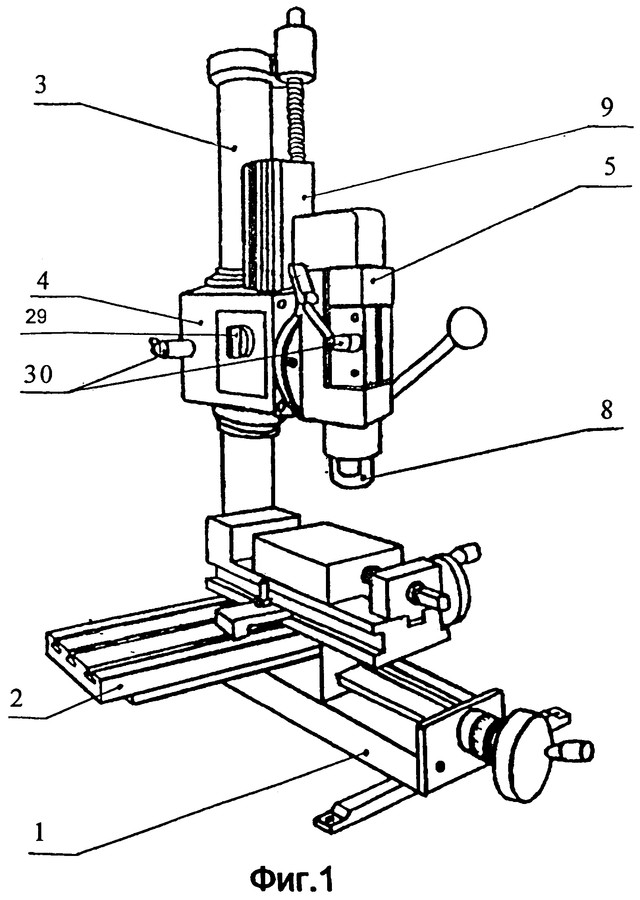 Время производства сокращается, одновременно работает больше станков с ЧПУ, а все создаваемые продукты практически идентичны благодаря надежности компьютерного числового программного управления.
Время производства сокращается, одновременно работает больше станков с ЧПУ, а все создаваемые продукты практически идентичны благодаря надежности компьютерного числового программного управления. Токарные станки с ЧПУ не могут натянуть струны на гитаре, но они могут справиться со всем остальным при изготовлении деревянных инструментов.
Токарные станки с ЧПУ не могут натянуть струны на гитаре, но они могут справиться со всем остальным при изготовлении деревянных инструментов. 0074
0074 479.3680
479.3680  Мы используем токарный станок с ЧПУ с приводным инструментом, поэтому можно обрабатывать такие элементы, как осевые и радиальные отверстия, плоские поверхности, канавки и пазы.
Мы используем токарный станок с ЧПУ с приводным инструментом, поэтому можно обрабатывать такие элементы, как осевые и радиальные отверстия, плоские поверхности, канавки и пазы.
 Области, вырезанные с помощью приводного инструмента, такие как плоские поверхности и пазы, могут иметь видимые следы инструмента.
Области, вырезанные с помощью приводного инструмента, такие как плоские поверхности и пазы, могут иметь видимые следы инструмента.