Как поставить станок 6090 на хлипкий пол? — Установка и настройка
#1
OFFLINE
konkop
Отправлено 14 Май 2018 — 17:06
Дано: «Настольный» станок 6090 (с чугунной станиной) весом ~250 кг. Под ним стол из квадратной трубы «сотки». В общем, все вместе килограмм 350 весит. Нужно его как-то поставить в модуль-бокс (стандартный вагончик 2.4 х 6 м), где родной пол из доски 30 мм. Я настаиваю, что без бетонного основания станок гулять винтом будет. Хозяин хочет кинуть на пол еще доски «пятидесятки» для усиления, и типа так сойдет — станок же «настольный». У меня опыт в этом околонулевой, может зря человека пугаю?
Наверх
#2
OFFLINE
vasa29
Отправлено 14 Май 2018 — 17:32
может зря человека пугаю?
Не зря. https://ostroykevse.com/Srub/19.html
Наверх
#3
OFFLINE
lkbyysq
Отправлено 14 Май 2018 — 20:23
без бетонного основания станок гулять винтом будет.
Не факт. Ведь
Под ним стол из квадратной трубы «сотки».
Если стол-подстолье-тумбочка из трубы сотки есть суть параллелепипед с укосинами, то хрен ты его винтом закрутишь.
Если станок на круглых рельсах — ему вообще пофиг, винтом он или нет.
Ключевой момент:
Хозяин хочет кинуть на пол еще доски «пятидесятки» для усиления, и типа так сойдет — станок же «настольный».
Хозяин — барин. Стоит этим воспользоваться.
Будет станок плохо ездить — плиты бетонные найдет, чтоб поверх пятидесятки бросить.
Наверх
#4
OFFLINE
konkop
Отправлено 14 Май 2018 — 22:56
Если стол-подстолье-тумбочка из трубы сотки есть суть параллелепипед с укосинами, то хрен ты его винтом закрутишь. Если станок на круглых рельсах — ему вообще пофиг, винтом он или нет.
Тумба без укосин. Станок на квадратах.
Тут еще выяснилось, что сам вагончик лежит просто на двух деревянных брусьях (вместо фундамента), брошенных на землю.
Наверх
#5
OFFLINE
Lodochnik
Отправлено 15 Май 2018 — 00:21
Да ничё с ним не будет без фундамента. Тем более, что люминь режешь, значит в спокойном, плавном режиме, без чрезмерных ускорений. Следовательно и шататься не будет особо станок.
С уважением, Олег.
Наверх
#6
OFFLINE
preps
Отправлено 15 Май 2018 — 12:25
Кстати, это еще один аргумент — почему я не хочу сарайчики деревянные строить а буду ставить пару морских контейнеров.
Наверх
#7
OFFLINE
Rtype
Отправлено 15 Май 2018 — 14:59
У меня в таком вагончике стоял станок весом в тонну. Я сварил помост с ногами из труб типа табуретки. Просверлил отверстия в полу насквозь и в эти отверстия вставил ноги-трубы. Таким образом станок стоял на земле, вернее на бетоне, на котором стоял вагончик.
Наверх
#8
OFFLINE
Valerius
Отправлено 15 Май 2018 — 16:37
Кстати, это еще один аргумент — почему я не хочу сарайчики деревянные строит
А фундамент под сарайчик деревянный? Я у себя хотел перенести сарай, от строителей остался, посмотрел на фундамент, плюнул и покрасил). Походу, ребята когда под дом копали фундамент, так разогнались, что под сарай такой же в глубину выкопали)
Сообщение отредактировал Valerius: 15 Май 2018 — 16:40
Наверх
#9
OFFLINE
konkop
Отправлено 15 Май 2018 — 18:23
Раздобыл немного дополнительной информации. Вагончик словенский (Trimo). По спецификации допустимая нагрузка на пол 2000 Н/м.кв. В раме основания поперечные двутавры через каждые 1.2 м. Вроде уже на живой проект похоже, после усиления.
Наверх
#10
OFFLINE
haron8
Отправлено 15 Май 2018 — 21:09
буду ставить пару морских контейнеров
Это в рублях то сколько? Что-то 180-280 т.р.
Наверх
#11
OFFLINE
#226
Отправлено 20 Май 2018 — 17:32
Приветствую!
Кстати да, товарищи, интересно узнать подробнее про хлипкий пол. ..
Вот ситуация такая: Делаем станок настольный 80х60, шпиндель будет 1.5. Пока (за неимением лучшего) хотим поставить на втором этаже здания с деревянным полом. Пол уже не новый, местами скрипит . Сам станок будет на столе из ДСП 22мм. Что подскажете, возможно вообще таким образом эксплуатировать станок? И в чем тут минусы для станка?? Да, а планируем 2D и 3D обработка бука, дуба, ну и резка фанеры!
Наверх
#12
OFFLINE
3D-BiG
Отправлено 20 Май 2018 — 20:58
Все зависит от ускорений станка и массы портала: на малых ускорениях проблем не будет но время обработки будет некоммерческое…
У меня для баловста в подсобке на деревянном полу на который составлен ящик от станка из китайской фанеры станок стоит 400 на 600 мм поле и шпиндель 400Вт, но ,т. к. ускорения у станка мизерные ( 500 на 700), то собыз проблем не испытываю…
Наверх
#13
OFFLINE
#226
Отправлено 21 Май 2018 — 00:46
По массе: 100 кг будет где-то масса…
Наверх
Балетный хореографический двухрядный станок СП1-2
Модель балетного станка экономного сегмента, при этом очень надежная и устойчивая, отлично подходит для залов большой площади, устанавливается большими длинами. Два поручня используются для занятий сформированных групп, разных по росту.
При необходимости можно комбинировать с креплением данной модели только в пол (например, если нужно установить станок напротив окна или зеркала, где крепление к стене не возможно).
Можно установить станок с угловыми стойками буквой Г или буквой П
Конструкция цельносварная, выполнена из стальной трубы, покрытой сверхстойкой немецкой полимерной краской.
Общая высота станка 1100мм;
высота нижнего поручня 800мм;
диаметр поручня — 50мм;
размер трубы — 27*3мм;
толщина крепежной пластины — 3мм.
Изготавливаем станок в трех ходовых цветах (черный, белый, серебро).По вашему желанию также можем покрасить стойки в любой другой цвет по RAL.
Хореографический станок может быть укомплектован деревянными поручнями на выбор: сосна сращенная, цельноламельный бук или дуб, а также максимально надежным поручнем из цельноламельного бука со стальным сердечником.
Поручни из сосны — это эконом вариант, т.к. сосна — мягкая порода дерева, не слишком надежная, не предназначена для постоянных больших нагрузок.
Поручень из сосны клееный методом микрошип («ёлочкой»), состоит из кусочков по 15-20 см, если на место такого стыка дать большую нагрузку, то поручень может сломаться, но для домашнего использования или для детского кружка с маленькими и легкими балеринами — отлично подойдет.
Демократичная цена — ее большое преимущество.
Поручень из бука — оптимальный вариант по цене/качеству. Твердая порода дерева, прочный, гладкий и отшлифованный, цельноламельный. Это значит, что он состоит из двух ламелей (полукружий) склееных между собой только по длине, без поперечных стыков. Такой поручень максимально надежный и выдерживает повышенные нагрузки в течение долгих лет. Мягкий розоватый оттенок помогает создать светлый и теплый интерьер. Но бук нужно беречь от влаги.
Поручень из дуба — также твердая порода дерева, прочный, гладкий и отшлифованный, цельноламельный, с очень красивым ярко выраженным рисунком дерева.
По прочности он равен или превосходит бук. Влажность ему не страшна благодаря особым веществам в древесине. Дубовые перекладины сделают обстановку в зале более благородной и даже роскошной.
Иногда возникают ситуации, когда необходимы поручни длиной более двух метров. Мы делаем поручни длиной 2,5 и 3 метра из бука и дуба.
Если занятия будут очень интенсивными, либо занимающиеся будут большого веса (например, когда станки устанавливают в залы для занятий боевыми искусствами), то у нас имеются поручни из бука с металлическим сердечником внутри. Такие поручни сломать абсолютно невозможно!
Также у нас имеются поручни из стали, блестящего хромированного цвета.
Рекомендуем также покрывать поручни лаком. Покрытие создает устойчивую к образованию пятен, прочную и износостойкую поверхность. Придаёт поверхности водо – и грязеотталкивающие свойства. С покрытием лаком поручни выглядят эстетически красивее, цвет дерева становится насыщенным, поручни блестят на свету и за ними очень легко ухаживать. Дерево без покрытия впитывает влагу, пот и грязь и со временем темнеет.
Мы наносим лак двумя тонкими слоями, чтобы избежать эффекта прилипания рук к поверхности, который наблюдается при нанесении толстого слоя лака.
Первый слой полностью впитывается в дерево и препятствует дальнейшему впитыванию различных бытовых загрязнений, второй слой наносится для эстетики. Поручни становятся гладкими и блестящими.
Также мы можем покрасить поручень в любой цвет из нашей палитры красок. Самые востребованные цвета — беленый и цвет венге.
Дополнительно вы можете укомплектовать станок боковыми декоративными заглушками.
Если Вам необходимо рассчитать длину станка более 10-ти метров, поручни длиной 2,5 или 3м, поручни с сердечником или, например, угловую конструкцию, позвоните пожалуйста нашим менеджерам по телефонам:
8 800 350 55 18
+7 499 408 71 55
+7 964 649 71 55
или отправьте нам запрос расчета стоимости, в который Вы можете вложить план Вашего помещения, и мы в кратчайший срок пришлем Вам наше коммерческое предложение. Также мы изготавливаем балетные станки по Вашим чертежам.
Как сделать платформу для выравнивания пола под стиральную машину | Домашние руководства
Автор Chris Deziel Обновлено 7 марта 2022 г.
В прачечной или подсобном помещении дома часто бывает неровный бетонный или даже грязный пол, и если вы поставите туда стиральную машину, прибор может наклониться. Это влияет на эффективность машины и может помешать правильному сливу воды. Простое решение — фанерная платформа с неровным основанием, компенсирующим неровности пола. Вы можете сделать его с минимальными материалами и всего несколькими инструментами. Вам, вероятно, понадобится кто-то, кто поможет поднять на нее стиральную машину, когда вы закончите.
Совет
Под стиральной машиной становится сыро, поэтому покрасьте платформу с обеих сторон эмалью для пола, чтобы она служила дольше.
Как сделать платформу для выравнивания пола под стиральной машиной
1.
Измерьте длину и ширину стиральной машины рулеткой и отрежьте прямоугольный кусок фанеры толщиной 5/8 дюйма с помощью рулетки. циркулярная пила, которая длиннее и шире примерно на 2 дюйма.
2.
Отключите стиральную машину от сети, отцепите сливной шланг от слива и отцепите шланги подачи воды, инструктирует Джон Шрайнер. Переместите прибор в другую часть комнаты.
3.
Положите фанеру на землю на том месте, где стояла стиральная машина, и расположите ее в той же ориентации, что и стиральная машина.
4.
Положите 4-футовый уровень на фанеру и расположите его перпендикулярно переднему краю. Поднимите переднюю или заднюю часть фанеры по мере необходимости, чтобы центрировать пузырь. Вставьте кедровые прокладки под приподнятые углы, чтобы удерживать фанеру в этом положении.
5.
Поверните уровень так, чтобы он был параллелен переднему краю, и поднимите одну из сторон, чтобы снова отцентрировать пузырь. Вставьте прокладки под углы, чтобы удерживать его там. Под одним из углов уже будут прокладки, поэтому удалите их и поставьте на их место новые прокладки.
6.
Линейкой измерьте зазоры между фанерой и полом под всеми тремя приподнятыми углами. С помощью циркулярной пилы отрежьте короткий кусок пиломатериала размером два на четыре, который поместится под каждым углом. Приклейте каждую деталь к нижней стороне фанеры в углу, для которого она предназначена, с помощью строительного клея, советует Family Handyman.
7.
Дайте клею схватиться в течение 8 часов. С помощью друга поднимите стиральную машину на платформу и убедитесь, что она выровнена, затем подсоедините шланги для воды и слива и подключите их к розетке. : Сборка платформы для стирки
Семейный мастер: Подставка для стиральной машины своими руками
Советы
Под стиральной машиной становится сыро, поэтому покрасьте обе стороны платформы эмалью для пола, чтобы она прослужила дольше.
Писатель Биография
Крис Дезиэль — подрядчик, строитель и специалист по ремонту, который занимается строительством уже 40 лет. Он имеет ученые степени в области естественных и гуманитарных наук и многолетний опыт преподавания. Заядлый ремесленник и музыкант, Дезиэль начал писать на темы обустройства дома в 2010 году. Он работал экспертом-консультантом в eHow Now и Pro Referral — сайте Home Depot. По натуре Дезиэль любит делать все своими руками, и он регулярно делится советами и рекомендациями по улучшению дома и сада на таких сайтах, как Family Handyman, Hunker.com и SFGate Home Guides.
пол — Должны ли мы укрепить пол в прачечной, чтобы стиральная машина не могла ходить?
спросил
Изменено 6 лет, 8 месяцев назад
Просмотрено 13 тысяч раз
У нас есть стиральная машина LG с фронтальной загрузкой, которая сильно вибрирует и ходит во время отжима. Наш дом деревянный, построен в 1991, а пол в нашей прачечной виниловый.
Мы неоднократно обращались в сервисную службу, и хотя внутренний барабан был заменен, последний звонок подтвердил, что с самой стиральной машиной все в порядке. Я проверил его уровень, и мы также попытались включить режим LG SPINSENSE (рекомендуется для использования на деревянных полах или на полу с меньшей опорой) и резиновые ножки — ни один из них не решил проблему. В основном мы используем низкую скорость вращения для всего, и даже есть ходьба.
Мы подошли к тому моменту, когда изучаем различные варианты усиления пола в прачечной:
Повторно приклейте черновой пол сверху дополнительными шурупами, затем замените винил керамической плиткой
Усиление пола снизу балками 4х6, идущими перпендикулярно основным опорным балкам
Прежде чем нанять подрядчика, нам было интересно, решат ли наши проблемы один из этих вариантов (или оба). Мы слышали подобные истории о фронтальных погрузчиках, идущих по цементным подвалам, поэтому не уверены, является ли решение более прочным фундаментом или нам следует просто использовать погрузчик с верхней загрузкой.
Мысли?
напольное покрытие
стиральная машина
черновой пол
прачечная
7
это распространенная проблема, и ее легче всего решить одним из двух подходов (и это полностью при условии, что устройство находится в хорошем рабочем состоянии, а устройство балансировки гармоник в хорошем состоянии и сбалансировано)
1) зафиксировать устройство — просто закрепите уголок из железа, дерева или чего-либо еще вокруг основания, чтобы оно не двигалось. просто убедитесь, что у вас есть толстая поролоновая прокладка или полоска вокруг основания, где прибор «трется» о удерживающую раму. это поглотит часть вибрации и ослабит передаваемую вибрационную энергию.
2) заменить выравнивающие ножки на виброгасители из уретанового эластомера (сорботан или что-то подобное — это не просто резиновые ножки). они просто ввинчиваются в отверстия, где были выравнивающие ножки (просто купите подходящую резьбу или какой-нибудь переходник, чтобы все заработало). они бывают разной высоты, стиля и т. д., и хотя они дорогие, они намного дешевле, чем армирование пола или любой другой подобный подход. подробности см. здесь:
к вашему сведению — я проделал это для многих машин клиентов и даже использовал комплект на стиральной машине, которой мы владели до нашего текущего устройства — это практически мгновенно решило проблему
3
Прежде чем пытаться что-либо отремонтировать в доме, я бы сначала попытался проверить, связана ли проблема с домом или с машиной.
Вынесите машину на улицу, где есть бетонная площадка (патио/подъездная дорога и т. д.). Убедитесь, что он ровный, и подключите садовый шланг к холодной воде. Затем запустите его на холоде без мыла (так что вам не придется иметь дело с какими-либо местными законами о сливе отходов) и посмотрите, прыгает ли он по-прежнему. Обратите внимание, что многие стиральные машины не будут сливаться должным образом, если сливной шланг не поднимается выше верхней части устройства (или, по крайней мере, уровня воды внутри устройства), поэтому вам, возможно, придется что-то соорудить (лестницу-раму).
Горизонтальные фрезерные станки с ЧПУ H 500/630/800/1000
Производитель: Tajmac-ZPS
Описание:
Производительный горизонтальный обрабатывающий центр модели H 500/630/800/1000 позволяет реализовывать технологии в широком диапазоне видов обработок, начиная от силового резания и заканчивая высокоскоростной обработкой. Концепция станка построена на Т-образном исполнении станины с поперечно перемещаемой стойкой (ось X), по которой в вертикальном направлении перемещается шпиндельная бабка (ось Y). Перемещения по оси Z выполняет поворотный стол (ось B) с обрабатываемой деталью. H 800\1000 FIVE AXIS – пятикоординатный горизонтальный обрабатывающий центр с двухкоординатным ЧПУ-управляемым поворотно-наклонным столом с круглой планшайбой. Станок отличается высокой жесткостью, производительностью, надёжностью и долговременной высокой точностью.
ТЕХНИЧЕСКИЕ ДАННЫЕ
H 500
H 630
H 800
H 1000
H 800 FIVE AXIS
H 1000 FIVE AXIS
Ход в осях X/Y/Z
мм
560/ 560/ 560
750/ 700/ 770
1000/ 1050/ 1200
1400/ 1050/ 1200
1000/ 1050/ 1000
1400/ 1050/ 1200
Размер паллеты
мм
500×500
630×630
800×800
1000×1000
630×630 (ф800)
800×800 (ф940)
Макс. Нагрузка на стол
кг
300
800
800
2 500
800
1 500
Угол наклона стола
°
—
—
—
—
-105 / +105
Макс. число оборотов
мин-1
10 000, 15 000, 18 000
8 000, 14 000, 18 000
4 500, 8 000, 14 000, 18000
Мощность двигателя шпинделя
кВт
20/30, 25/31, 25/37
17/25, 28/43, 25/31, 25/37
Крутящий момент
Нм
76/115, 159/197
159/197, 159/236, 306/458
159/197, 159/236, 342/426, 893/1313
Конус шпинделя
—
ISO40, HSK-A63
ISO50, HSK-A63, HSK-A100
Ёмкость магазина инструмента
шт
45
56
Диаметр инструмента
мм
90/125
125/250
Длинна инструмента
мм
300
до 450
до 650
Масса инструмента
кг
7
до 25
до 30
Масса станка
кг
10 000
17 000
31 000
33 500
31 000
33 500
Система управления
—
HEIDENHAIN, SIEMENS, FANUC
Дополнительная информация:
Горизонтально-расточны станки с поворотным столом серии WFС 10\11 с ЧПУ
Производитель: Fermat
Описание:
Горизонтально-расточной фрезерный станок WFC реализован на направляющих скольжения. Колонна станка установлена на жестком основании и соединена со станиной по оси Х. Колонна не перемещается. Перемещение обрабатываемой детали обеспечивается специальной крестообразной схемой стола, где поворотный стол движется по осям Х и Z. Описываемый станок предназначен для обработки малых и средне-тяжелых деталей весом до 5 тонн. При создании станка брался во внимание принцип максимального использования стандартизированных компонентов мировых производителей (Bosch, Siemens, Heidenhain, SKF). Большим плюсом является возможность модульного изменения конструкции одновременно с сохранением положительного соотношения цена/производительность.
WFC 10
Современное, экономичное и компактное решение. Идеален для точной комплексной обработки малых и средне тяжелых деталей весом до 5 000 кг.
Диаметр шпинделя 100 мм или 110 мм;
Выдвижение шпинделя 730 мм.
Заготовка закрепляется на поворотном столе и перемещается по крестообразной станине. Идеален для производственных площадей с ограниченным пространством.
Версия на направляющих качения (WFC 10 L) обладает повышенными ускоренными перемещениями.
ЧПУ поворотный стол (2 серводвигателя, Master-Slave), подходит, в том числе, для обработки пресс-форм.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
WFC 10
WFC 11
Диаметр шпинделя DIN 69871 (ISO 50)
мм
100
110
Частота вращений в минуту шпинделя
мин-1
10-3000
Мощность двигателя шпинделя (S1)
кВт
до 31
Максимальный крутящий момент шпинделя
Нм
до 2100
Ход стола продольно (ось X)
мм
1250, 2000
Ход шпинделя по вертикали (ось Y)
мм
1250, 1700, 2000
Ход стола перпендикулярно (ось Z)
мм
1250
Выдвижение рабочего шпинделя (ось W)
мм
730
Размеры зажимной поверхности поворотного стола
мм
1000х1120,
1250х1400, 1400х1600, 1250х1800
Максимальная нагрузка
кг
5000
Частота вращения оси В
мин-1
0-2
Мин программируемый инкремент оси В
0
0,001
Автоматическая смена инструмента:
Количество инструмента в магазине
шт
20, 32, 40
Дополнительная информация:
Горизонтальные фрезерные станки с ЧПУ | Ардель Инжиниринг
Как горизонтальные, так и вертикальные обрабатывающие центры с ЧПУ используются современными инженерами и производителями для создания невероятно точных компонентов из широкого спектра пластмасс, керамики, композитов, металлов, литья и специальных сплавов.
Что такое горизонтальное фрезерование с ЧПУ?
Горизонтальное фрезерование с ЧПУ относится к фрезерным операциям с ЧПУ, в которых используются горизонтальные фрезерные станки. Как следует из названия, станки имеют горизонтально ориентированную оснастку — с вращающимися цилиндрическими фрезами, которые могут перемещаться по пяти осям для создания форм, пазов, деталей и отверстий трехмерной детали. Такая конструкция делает их подходящими как для торцевого, так и для плоского фрезерования; первый использует орудия с зубьями на периферии и лицевой стороне, а второй использует орудия с зубьями только на периферии.
По сравнению с вертикальными фрезерными станками с ЧПУ, горизонтальные фрезерные станки с ЧПУ обладают следующими преимуществами :
Они могут производить сложные компоненты за меньшее количество операций.
Они имеют более высокую скорость обработки (до трех-четырех раз быстрее).
Они обеспечивают более длительный срок службы инструмента и лучшее качество поверхности.
Идеально подходят для создания следующего:
Крупногабаритные или тяжелые детали со значительной площадью поверхности, такие как компоненты аэрокосмической/авиационной техники
Специальные или нестандартные детали, такие как кулачки, шестерни и винты
Детали, требующие обработки с нескольких сторон
Горизонтальная обработка особенно идеальна для операций, требующих обработки пазов, канавок, карманов или торцовки. Независимо от функции станка, горизонтальная ориентация шпинделя позволяет производителям работать быстро и эффективно, особенно с проектами, создающими большое количество стружки. Горизонтальное расположение позволяет стружке — неизбежному результату высокоскоростного фрезерования — просто отваливаться или легко удаляться.
Горизонтальная обработка с ЧПУ: инструменты и варианты
Этот способ сборки подходит не только для фрезерных станков с ЧПУ. К дополнительным горизонтально ориентированным инструментам ЧПУ относятся:
Горизонтальные токарные станки с ЧПУ — Горизонтальные токарные станки с ЧПУ особенно эффективны для сложных программ, которые перегружают ручной токарный станок. Они обеспечивают быструю и точную резку, когда заготовка вращается вокруг горизонтальной оси.
Горизонтальные обрабатывающие центры с ЧПУ — Этот современный фрезерный станок оснащен полной системой дополнительных функций, таких как автоматические устройства смены инструмента, карусели и магазины, системы охлаждения и смазочно-охлаждающей жидкости, а также специальные кожухи.
Горизонтально-расточные станки с ЧПУ или расточные станки — Существует три основных разновидности этого инструмента: настольный, строгальный и напольный. Стол является наиболее универсальным, хотя все служат одной цели — сверлить отверстия в заготовке по горизонтали.
Отрасли и продукты
Горизонтальная обработка особенно эффективна для тяжелых деталей, а также для тех, которые необходимо обрабатывать с нескольких сторон. В дополнение к более эффективному управлению щепой горизонтальные установки обычно обеспечивают более короткое время обработки благодаря возможности операторов менять поддоны местами. Они также, как правило, связаны с более низкими ценами из-за сокращения трудозатрат и времени обработки в целом.
Фрезерование с ЧПУ и механическая обработка особенно ценны для производства крупных деталей, требующих значительной площади, таких как авиационные и аэрокосмические панели или компоненты. Он также поддерживает проекты для:
Коммерческое применение
Строительство и обслуживание
Электроника
Медицина
Безопасность
Отдых
Транспорт
Автомобилестроение
Промышленные и OEM
Прототипы и индивидуальный дизайн также являются популярными сферами применения горизонтальных резательных станков с ЧПУ из-за их эффективности, гибкости и все более доступной стоимости инструментов.
Свяжитесь с экспертами по горизонтальному фрезерованию с ЧПУ в Ardel сегодня
Для получения дополнительной информации о горизонтальном фрезеровании с ЧПУ свяжитесь с Ardel Engineering сегодня. Чтобы сотрудничать с Ardel Engineering в вашем следующем проекте по механической обработке, запросите предложение.
Для получения дополнительной информации о прецизионном фрезеровании с ЧПУ, уникальных преимуществах горизонтально-фрезерных станков с ЧПУ или лучшем фрезерном решении с ЧПУ для вашего следующего проекта посетите некоторые из этих информативных страниц:
Что такое фрезерование с ЧПУ?
Процесс фрезерования с ЧПУ
Фрезерные инструменты с ЧПУ
Вертикально-фрезерные станки с ЧПУ
Свяжитесь с нами
Из блога
На что обращать внимание при выборе производителя станков
Чтобы выбрать производителя станков, который может удовлетворить ваши потребности, необходимо оценить его способность предоставить инструменты и допуски, соответствующие спецификациям вашего продукта. Выбор идеального производителя деталей для станков с ЧПУ может быть сложной задачей, поскольку неправильный выбор может привести к низкому качеству, повторяющимся задержкам и проблемам с продуктом. Понимая, на что обращать внимание при выборе производителя станков, вы можете сделать выбор, результатом которого станет качественная продукция, успешные проекты и довольные клиенты.
Читать больше
Что такое аэрокосмическая обработка с ЧПУ?
Для правильной работы компоненты коммерческих самолетов, реактивных истребителей, космических кораблей и ракет должны выдерживать экстремальные и меняющиеся температуры и давление на высоте. Аэрокосмическая обработка с ЧПУ позволяет производителям производить безопасные и надежные детали для таких критически важных приложений.
В Ardel Engineering and Manufacturing Inc. наша команда использует обработку с ЧПУ для создания высокопроизводительных деталей, которые поддерживают аэрокосмическую промышленность. Стремясь к инновациям, мы производим и собираем основные компоненты воздушных и космических кораблей, отличающиеся высокой прочностью, превосходной точностью, жесткими допусками и качественными материалами.
Читать больше
Горизонтальные обрабатывающие центры — Станки с ЧПУ
Решения для горизонтальной обработки с ЧПУ от Methods специально разработаны для ваших приложений, чтобы производить детали более высокого качества с точностью, аккуратностью и скоростью.
ЗАПРОС ИНФОРМАЦИЯ
Горизонтальные машины
Приложения
Поддержка горизонтальных приложений с ЧПУ
3-осевая обработка
Наши решения для горизонтального фрезерования и оснастки сочетают в себе мощность и производительность для различных отраслей промышленности, производящих вторичные компоненты или конечные продукты.
Производители аэрокосмической отрасли доверяют методам объединения лучших в своем классе 3-осевых станков с набором передовых инженерных услуг, которые максимизируют производительность и рентабельность инвестиций.
Производители медицинских деталей и компонентов достигают более высокой точности и качества с помощью передовых 3-осевых обрабатывающих инструментов Methods и автоматизированных 3-осевых решений с ЧПУ.
Производители автомобилей и поставщики запчастей полагаются на 3-осевые решения от Methods для прецизионной обработки с высочайшей эффективностью и точностью, включая автоматизацию и интеграцию «под ключ».
5-осевая обработка
Наши горизонтальные обрабатывающие центры с ЧПУ сочетают в себе мощность и производительность для поддержки механических цехов, производящих вторичные компоненты или конечные продукты.
Производители медицинских устройств, деталей и компонентов достигают более высокой точности и качества благодаря выбору современных инструментов для обработки и специализированным инженерным услугам.
В аэрокосмической промышленности горизонтальные станки с ЧПУ могут использоваться для прецизионного изготовления легких деталей самолетов следующего поколения, таких как приводы, стопорные кольца, газовые клапаны и кондиционеры.
Methods помогает производителям в энергетическом секторе, включая нефтегазовую, солнечную, ветровую и гидроэлектроэнергетику, разрабатывать и интегрировать лучшие в мире решения для прецизионной обработки с ЧПУ, включая автоматизацию «под ключ» и индивидуальные инженерные услуги.
Производители штампов и пресс-форм используют наши решения мирового класса для прецизионной обработки с ЧПУ для увеличения производственных мощностей и рентабельности инвестиций, включая индивидуальные инженерные услуги, обеспечивающие автоматизацию «под ключ» и бесшовную интеграцию.
ПРЕОБРАЗИМ ВАШ БИЗНЕС
ПОЛУЧИТЬ БЕСПЛАТНУЮ КОНСУЛЬТАЦИЮ
Мы разрабатываем решения для магазинов независимо от вашего размера. У вас будет новое оборудование с идеальной посадкой.
Свяжитесь с нами
Мы предлагаем 3-осевые и 5-осевые обрабатывающие центры, которые сочетают в себе стабильность, точность, скорость и аккуратность для обеспечения максимальной производительности. Мы также предоставляем готовые решения по автоматизации и дополнительные инженерные услуги, чтобы максимизировать ваши производственные мощности для любого объема или ассортимента продукции.
Methods приносит пользу нашим клиентам, предлагая превосходные продукты, основанные на нашем инженерном опыте, чтобы обеспечить большую ценность и оптимальную рентабельность инвестиций.
Наши 3-осевые и 5-осевые горизонтальные обрабатывающие центры, импортированные от ведущих мировых производителей, являются стандартом надежности, что сокращает ежегодный уход и техническое обслуживание.
3-осевые горизонтальные станки с ЧПУ
Наши 3-осевые горизонтальные обрабатывающие центры могут использоваться для обработки и обработки деталей, начиная от медицинских имплантатов и заканчивая прецизионными аэрокосмическими компонентами. Из-за их универсальности предприятия обращаются к 3-осевым горизонтальным станкам из-за их преимуществ по сравнению с вертикальными обрабатывающими центрами при резке больших или тяжелых деталей.
Любой станок с ЧПУ использует в своей работе оси X, Y и Z для того, чтобы определить координатное пространство внутри устройства и задать направляющие линии для рабочих инструментов (ножа, экструдера, лазерного луча и т. д.). Технология перемещения может совершенствоваться, но основы координатной системы при этом остаются прежними.
Что такое система координат станка с ЧПУ и зачем нужна?
Координатная система станка с ЧПУ представляет собой расчетную систему, которая предназначена для определения перемещения рабочих органов устройства. Рабочие процессы на таких машинах автоматизированы, и движения производятся в соответствии с программой, заранее разработанной оператором.
В ней описываются исходные параметры для каждого движения рабочих инструментов, удерживающих ножи, и органов, удерживающих непосредственно заготовку. Для того чтобы изготавливаемая деталь соответствовала заданным параметрам, положение материала внутри устройства должно быть строго закоординировано. Учтены при этом должны быть все виды перемещений инструмента: прямолинейные, поворотные, положительные и отрицательные.
Так как рабочие органы станков с ЧПУ могут совершать практически все типы движений, было крайне важно договориться о том, чтобы все устройства, выпускаемые мировыми производителями, имели стандартные обозначения координатной сетки.
Все это привело к разработке международного стандарта ИСО 841–74, который содержит описания осей координатной системы станка с ЧПУ и направления движения его рабочих органов. В Российской Федерации также был разработан ГОСТ 23597–79, который в полной мере соответствует международному стандарту. Правила, указанные в стандарте ИСО 841–74 и ГОСТ 23597–79, гласят, что в станках с ЧПУ могут быть 3 координатные оси – X, Y, Z (линейные) и 3 круговые – A, B, C. Использоваться при этом может координатная система прямоугольного или полярного вида.
Конструкция современных координат
Прямоугольная система координат станка с ЧПУ предполагает, что местоположение точки на плоскости должно быть задано двумя координатами, а в пространстве – тремя. Оси координат в данной системе параллельны линейным направляющим устройства.
Основным признаком, характеризующим прямоугольную систему координат, является перпендикулярное расположение координатных осей относительно друг друга. При этом они должны иметь единую точку пересечения, которая является началом отсчета координат, и один и тот же геометрический масштаб.
Указанный стандарт устанавливает обозначения движений в устройствах с ЧПУ таким образом, чтобы методика составления управляющих программ не была зависима от того, как движется рабочий инструмент или заготовка. Основой при этом признается перемещение рабочего инструмента относительно недвижимой заготовки. Положительное направление движения должно соответствовать отводу рабочего органа станка от изделия.
Ось Z в системе координат определяется, исходя из положения шпинделя главного движения (вращающего рабочий инструмент).
Ось X располагается горизонтально и должна быть параллельна поверхности, на которой закреплена заготовка.
Ось Y должна быть расположена так, чтобы образовывать прямоугольную систему координат вместе с двумя другими осями.
Развитие современной промышленности часто приводит к тому, что обрабатывать на станках с ЧПУ приходится детали сложных форм, положение которых невозможно описать, используя три основные оси координат. В таких случаях система дополняется круговыми координатными осями, располагающимися вокруг основных осей.
ВАЖНО! Координатная система станка предполагает, что положительным направлением движения круговых осей будет считаться движение по часовой стрелке, отрицательным – движение против часовой стрелки.
Ряд современных программируемых станков кроме основных (первичных) движений X, Y и Z имеет и вторичные движения, которые должны быть параллельны основным. Они обозначаются буквами U, V и W. Если станок использует также дополнительные круговые движения, обозначение происходит с помощью букв D и Е.
В полярной системе координат, в отличии от прямоугольных систем, положение точки в пространстве определяется исходя из радиуса, который высчитывается на основании расстояния от точки до начала координат и угла α, который находится между указанной координатной осью и радиусом.
Отсчет перемещения
Любой станок с компьютерным управлением должен иметь собственную исходную точку, которая имеет название Machine Home. Она определяется оператором при первом запуске устройства в процессе калибровки. В процессе отладки все оси станка направляются на максимально возможное технически удаление. Когда предел достигнут, контроллер устройства получает соответствующий сигнал, который запоминает исходные положения координатных осей.
Как ЧПУ-станок использует координаты?
Благодаря существующей декартовой координатной системе оператор может управлять станком вдоль каждой из осей, что позволяет создавать заданные детали из заготовок. Оператор может выполнять следующие движения:
с помощью оси X – влево и вправо;
с помощью оси Y – вперед и назад;
с помощью оси Z – вверх и вниз.
В совокупности движения вдоль заданных координатных осей позволяют не только разрезать материал в плоскости, но регулировать глубину надреза.
Координирование действий станка с ЧПУ основано на том, что движения производятся рабочим органом устройства, а не поверхностью, на которой лежит заготовка.
Например, если оператор устанавливает параметры оси X, которые приводят к перемещению рабочего стола вправо, с точки зрения режущего инструмента это именно он движется влево относительно заготовки, закрепленной на рабочей поверхности.
Как программировать станок?
При создании управляющей программы для станка с ЧПУ оператор использует дополнительную координатную систему, которая имеет название WCS. Эта система определяет точку отсчета в блоке материала (чаще всего в программном обеспечении САМ).
Оператор может назначить исходной точкой в блоке материала любую позицию. После этого соответствующие ей координаты определяются внутри станка. Для этого используется искатель кромок, индикаторы набора номера, датчики, установленные внутри и другие методы ориентирования в пространстве, позволяющие определить местонахождение заданных координат.
Определение исходной точки для системы WCS крайне важен для дальнейшего процесса и требует особого внимания при планировании. Для того чтобы оптимизировать процесс, необходимо следовать следующим правилам:
Точка отсчета должна быть найдена механически. Для этой цели следует применить искатель края или зонд.
При замене деталей идентичные источники могут существенно сократить временные затраты.
Источник должен быть определен таким образом, чтобы учесть необходимые допуски операций, следующих далее.
Взаимодействие станка с ЧПУ и координат
Операторы станков с ЧПУ используют систему WCS, позволяющую обеспечить корректную работу устройства при простом наборе координат для создания управляющей программы. Так как координатная сетка в этом случае имеет существенные отличия от координатной сетки станка, выравнивание на нем происходит со смещениями.
Станки в работе с такой программой применяют параметры, называемые рабочим смещением. Это необходимо для того, чтобы определить разницу в расстоянии между системой WCS и исходным положением точки координат станка. Числовые характеристики таких смещений хранятся в контроллере станка и к ним можно обратиться при необходимости.
Коррекция инструмента
Чаще всего для изготовления детали на станке с ЧПУ используется сразу несколько рабочих инструментов. Это определяет необходимость разработки система учета их характеристик, в том числе длины. Программирование смещения инструмента позволяет оператору контролировать расстояние от удерживающего устройства до обрабатываемой заготовки.
Существует несколько способов прописать такую коррекцию:
Беговая. Для того чтобы провести коррекцию, инструмент необходимо переместить в исходную точку. Пройденное в процессе расстояние замеряется и указывается в управляющей программе как параметр смещения рабочего инструмента.
Использование прецизионного блока. Все инструменты станка переводятся в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на рабочей поверхности стола.
Зондирование. Встроенный зонд в этом случае используется для того, чтобы определить степень корректировки инструмента в автоматическом режиме. Это самый точный и эффективный метод из всех перечисленных, но и самый дорогостоящий. Высокая цена обусловлена необходимостью закупать дополнительное измерительное оборудование.
Работа современных станков с ЧПУ и разработка управляющих ими программ неразрывно связаны с используемыми координатными системами. В соответствии с мировыми стандартами, определенными ИСО 841–74, подавляющее большинство станков с ЧПУ использует прямоугольную систему координат, в которой основные координатные оси Z, X и Y расположены параллельно направляющим станка и позволяют при разработке программ указывать направления и величины смещений рабочих инструментов.
14 ноября 2020
10200
Получите консультацию специалиста
Оси координат и структуры движений станков с ЧПУ.
Для всех станков с ЧПУ применяют единую систему обозначений координат, рекомендованную стандартом ISO 841:1974. Координатами обозначают положение оси вращения шпинделя станка или заготовки, а также прямолинейные либо круговые движения подачи инструмента или заготовки.
При этом обозначение осей координат и направление движений в станках устанавливаются так, чтобы программирование операций обработки не зависело от того, перемещается инструмент либо заготовка или нет. За основу принимается перемещение инструмента относительно системы координат неподвижной заготовки.
Стандартная система координат представляет собой правую прямоугольную систему, связанную с заготовкой, оси которой параллельны прямолинейным направляющим станка.
Все прямолинейные перемещения рассматриваются в системе координат X, Y, Z. Круговое движение по отношению к каждой из координатных осей обозначают прописными буквами латинского алфавита: А, В, С. Во всех станках ось Z совпадает с осью шпинделя главного движения, т. е. шпинделя, вращающего инструмент (в станках сверлильно-фрезерно-расточной группы), или шпинделя, вращающего заготовку (в станках токарной группы).
При наличии нескольких шпинделей в качестве основного выбирают один из них, предпочтительно перпендикулярный к рабочей поверхности стола, на котором крепится заготовка. При неповоротной оси основного шпинделя за ось Z принимают одну из трех осей стандартной трехкоординатной системы, параллельную оси шпинделя. Если ось основного шпинделя может находиться в нескольких положениях, параллельных различным осям стандартной трехкоординатной системы, за ось Z принимают стандартную ось, предпочтительно перпендикулярную к рабочей поверхности стола, на котором крепится заготовка.
Движение по оси Z в положительном направлении должно соответствовать направлению отвода инструмента от заготовки. Если станок применяется для сверления или растачивания с использованием только трех основных линейных перемещений, то обработка происходит при перемещении инструмента в отрицательном направлении оси Z.
Ось X должна располагаться предпочтительно горизонтально и параллельно поверхности крепления заготовки. На станках с вращающейся заготовкой, например токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки.
На станках с вращающимся инструментом (например, фрезерных, сверлильных) при горизонтальном расположении оси Z положительное перемещение по оси X направлено вправо, если смотреть от основного инструментального шпинделя в сторону изделия. При вертикальном расположении оси Z положительное перемещение по оси X направлено вправо для одностоечных станков, если смотреть от основного инструментального шпинделя на стойку, а для двухстоеч-ных — от основного инструментального шпинделя на левую стойку.
Положительное направление движения по оси У следует выбирать так, чтобы ось У вместе с осями Z и X образовывала правую прямоугольную систему координат. Для этого пользуются правилом правой руки: большой палец — ось X, указательный — ось У, средний — ось Z . При определении координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки так, чтобы полусогнутый средний палец совпал с осью Z инструмента. Тогда большой палец покажет направление оси X, а указательный — У.
Направления движения рабочих органов, несущих инструмент, обозначаются буквами без штриха, а несущих заготовку — буквами со штрихом. При этом положительное направление движения, обозначаемое буквой со штрихом, противоположно направлению соответствующего движения, обозначенного той же буквой без штриха.
Вращательные движения вокруг осей, параллельных X, У и Z, обозначаются буквами Л, Б и С соответственно. Для определения знака кругового перемещения мысленно охватывают правой рукой одну из координатных осей так, чтобы большой палец показывал ее положительное направление. Тогда остальные пальцы покажут положительное направление вращения.
Если дополнительно к основным (первичным) прямолинейным движениям по осям X, Y и Z имеются вторичные движения, параллельные им, то вторичные движения обозначаются соответственно U, V, W. В случае, если имеются третичные движения, их обозначают Р, Q и Д.
Первичные, вторичные и третичные движения рабочих органов станка определяются в зависимости от удаленности этих органов от основного шпинделя.
Для станков с двумя функционально одинаковыми рабочими органами, управляемыми от двух независимых двухкоор-динатных устройств ЧПУ (например, для токарных станков с функционально одинаковыми шпинделями и суппортами), оси координат для обоих одинаково работающих органов (например, суппортов) обозначают одинаково: Z и X.
Вторичные вращательные движения, параллельные или не параллельные А, В и С, обозначаются D или Е.
Системы координат
— ToolNotes
Большинство людей знакомы с прямоугольной (или декартовой) системой координат. Эта система координатных плоскостей использует линии действительных чисел, расположенные под прямым углом, что позволяет четко и однозначно определить любую точку в пространстве. В математике порядок координат (через запятую) обозначает точку на графике. Например, (2,3) обозначает точку со значением X, равным 2, и значением Y, равным 3. Синтаксис этой точки очень похож на программирование G-кода. Это будет обсуждаться позже в этой главе.
Координаты точки
Знак каждой координаты (положительный или отрицательный) так же важен (если не важнее), как и значение. Например, (3,2) далеко не (-3,-2). Полезно расположить координатную сетку так, чтобы программисту нужно было работать только в одном квадранте . Координатная плоскость (плоскость XY) аккуратно делится на четыре квадранта. В первом квадранте (I) обе координаты положительны (+,+), во втором (II) координата X отрицательна, но координата Y положительна (-,+). Два других квадранта, III и IV, работают таким же образом. Работа в одном квадранте поможет исключить ошибки. Если это невозможно, постарайтесь, по крайней мере, расположить сетку так, чтобы начало координат было очевидным для оператора или другого программиста.
Примечание: в трехмерном пространстве на самом деле 8 октантов.
Квадранты декартовой системы координат
Эта система плоскостей может быть наложена на стол станка или заготовку, чтобы позволить станку быть направленным в любую точку на заготовке или столе станка. На рисунке ниже программист сориентировал систему координат так, чтобы она была выровнена с конкретной обрабатываемой деталью. Поскольку все резание будет происходить в первом квадранте (I), программа будет иметь все положительные значения X и Y, когда инструмент находится над деталью.
Система координат, наложенная на заготовку
Простота, с которой набор декартовых координат может быть преобразован в машиночитаемые числа, делает ЧПУ действительно очень простым в программировании.
Эти координаты соответствуют осям станка . Основными линейными осями являются X, Y и Z.
Оси X, Y и Z
Одним из первых шагов в программировании является возможность идентифицировать оси движения станка, который вы программируете. Как правило, ось Z — это направление движения вдоль оси вращения шпинделя.
Сначала найдите ось Z
На фрезерном станке поиск оси Z довольно интуитивно понятен. Вращение шпинделя (по часовой стрелке или против часовой стрелки) параллельно оси Z. Глубина просверленного отверстия обычно определяется координатой Z.
На токарном станке это может быть менее интуитивно понятно, но правило остается в силе. На токарном станке заготовка закрепляется в шпинделе с помощью патрона или другого зажимного приспособления. Ось, вокруг которой вращается шпиндель, называется осью Z. Типичный двухосевой токарный станок будет иметь оси X и Z. Ось X обычно соответствует диаметру заготовки, а ось Z соответствует расположению инструмента по длине заготовки.
Основные оси движения на токарном станке
После нахождения оси Z обычно проще всего найти ось X. В большинстве случаев ось X параллельна полу. Ось X будет ортогональной (под прямым углом) к оси Z. Наконец, ось Y будет под прямым углом к осям X и Z. Ориентация этих трех осей соответствует так называемому правилу правой руки . Если вы ориентируете большой палец правой руки по оси Z, оси X и Y можно совместить с указательным и средним пальцами соответственно. Кончики ваших пальцев будут показывать положительное направление каждой оси.
Правило правой руки
Имейте в виду, что мы обсудили только направление осей и то, как они ориентированы друг относительно друга. Главный момент, о котором мы не говорили, — это начало координат этих систем координат. Это будет обсуждаться позже в этой главе в разделе G54-G59 — Смещение рабочей системы координат (стр.) .
Система координат диаметра
Прямоугольные координаты особого вида — диаметральные или диаметральные координаты. Координаты диаметра представляют собой прямоугольные координаты, но одна ось (например, ось поперечного суппорта токарного станка) задается в значениях диаметра, а не в абсолютном расстоянии от начала координат. Траектории токарного станка чаще всего программируются с использованием координат диаметра.
Система координат диаметра
Обратите внимание, что это отличается от обычной прямоугольной системы координат в отношении того, как находятся значения X. Например, обычная система координат присвоит точке, показанной выше, значение X 2,0, а система координат диаметра присвоит значение 4,0. Сначала это может показаться необычным, но это полезно для программирования токарного станка, потому что одна ось всегда определяет диаметр круглых деталей.
Полярные координаты
Полярные координаты определяют точки, задавая их угол (от базовой линии) и расстояние от конкретной точки. Полярные координаты обычно используются для описания кругового массива отверстий, например круга отверстий под болты.
Полярные координаты
Многие станки с ЧПУ имеют способ переключения между полярными и прямоугольными координатами. Например, некоторые машины используют G16 для включения полярных координат. Если G16 включен, значения X интерпретируются как радиус (расстояние), а Y становится углом. На машинах с этой функцией G15 отменяет полярные координаты и возвращается к прямоугольным координатам.
Имейте в виду, что полярные координаты — это не то же самое, что координаты диаметра.
Системы рабочих координат
Чтобы система координат была полезной, программист должен иметь возможность назначить начало координат в удобном месте относительно обрабатываемой детали. Чтобы определить начало системы координат работы, программист может расположить станок в нужной точке и указать станку, что положение, в котором он находится в данный момент, должно быть исходным положением.
Положение рабочих систем координат часто сохраняется в «регистре смещения» или «экране смещения». Большинство станков могут работать с несколькими различными системами координат. Программист может попросить станок использовать одну из рабочих систем координат, указав, например, G54.
Включение G54–G59 является распространенным способом указания конкретной системы координат заготовки. Чтобы указать исходную точку, например, G54, оператор должен использовать кромкомер или другой датчик для позиционирования шпинделя над желаемой исходной точкой (см. ниже).
Позиционирование шпинделя над желаемой рабочей точкой отсчета
Когда шпиндель находится в нужном положении, оператор получает доступ к регистру смещения. Например, на станке Haas регистр смещения называется «Активное рабочее смещение», и доступ к нему осуществляется нажатием кнопки «Смещения».
Доступ к регистру смещения детали (Haas Control)
Затем оператор должен использовать панель управления станка, чтобы назначить текущее местоположение X или Y в качестве местоположения исходной точки. Это делается на станке Haas с помощью кнопки «Part Zero Set». Текущее положение станка (в системе координат станка) вводится в выделенную ячейку при нажатии этой кнопки.
Регистр смещений Haas
Это можно сделать для каждого смещения с G54 по G59. Когда программист хочет использовать эту конкретную точку в качестве исходной точки, он должен ввести «G54» в программе ЧПУ.
Расположение по оси Z выполняется аналогичным образом, но с учетом длины используемого инструмента. Это будет обсуждаться позже.
Чтобы включить определенное рабочее смещение, программист должен ввести значение в программу. Например, в приведенной ниже программе в качестве источника программы будет использоваться код G54.
Программа, вызывающая G54 в качестве начала координат
Система координат станка
Каждый станок с ЧПУ изготавливается со своей собственной встроенной системой координат. Много раз, когда машина включена, она перемещает все свои оси в свою собственную машину. Обычно это нуль собственной системы координат станка. Эта система встроена производителем станка и не может быть изменена. Возможно (но довольно редко) физически отметить координаты машины на машине. Я делаю это, чтобы помочь студентам понять концепцию. Модель ниже имеет систему координат станка, отмеченную на осях.
CSYS станка при -17,0253 (G54 X ноль)
Шпиндель в настоящее время позиционируется в исходной точке G54, показанной в регистре смещения выше. Обратите внимание, что значение в регистре смещения равно -17,0253, что является точкой на отмеченной оси X на станке.
В некоторых случаях программисту может потребоваться более одного начала системы координат. Типичный пример показан ниже, когда на машине может быть несколько приспособлений. Одни тиски могут быть назначены как G54, а другие могут быть как G55.
Несколько приспособлений, несколько источников.
Исходное положение машины и исходное положение машины
Как упоминалось ранее, при включении питания большинство машин возвращаются в исходное положение. Хотя это часто является началом системы координат станка, это не обязательно так. Нижеприведенный станок расположен в исходной точке.
Обратите внимание, что ось Z может выходить за его пределы более чем на четыре дюйма. Когда эта машина возвращается в исходное положение, она находится немного выше своего исходного положения по оси Z.
Машина в исходном положении
Здесь машина показана в исходном положении. Обратите внимание, что ось Z находится над исходной точкой станка.
Может быть проще увидеть, как работает смещение G54, когда станок находится в исходном положении. Обратите внимание, как далеко шпиндель находится от начала координат G54, когда он находится в исходном положении:
Здесь видно, почему значение на экране смещения равно -3,8295. Когда станок находится в исходной точке оси Y, он находится на расстоянии 3,8295 дюйма от исходной точки оси Y G54.
Движение в положительном и отрицательном направлении
Иногда возникает путаница в отношении того, какое направление является положительным движением на станке с ЧПУ. Достаточно просто понять, что положительное движение обычно происходит слева направо. Однако важно иметь в виду, что это относится к движению шпинделя/инструмента. Часто стол движется, а шпиндель неподвижен. На приведенной ниже диаграмме ось X перемещается в положительном направлении. Это означает, что таблица движется справа налево. Это приводит к перемещению инструмента в положительном направлении.
Это чрезвычайно важно понимать при настройке и ручном перемещении стола.
Толчок в положительном направлении
Знакомство с системой координат фрезерного станка с ЧПУ
Майк Броган
Фрезерные станки с ЧПУ
используются для создания деталей и компонентов сложной геометрии. Для создания этих деталей машина должна иметь возможность двигаться в трех измерениях. Это делается с помощью системы координат фрезерного станка с ЧПУ, которая помогает машине узнать, где она находится в пространстве и как добраться до следующей точки. В фрезеровании с ЧПУ система координат представляет собой основу, определяющую положение инструмента и заготовки. Три оси системы координат X, Y и Z соответствуют трем осям движения фрезерного станка. Оси X и Y определяют плоскость заготовки, а ось Z определяет глубину резания. Излишне говорить, что координаты центра обработки с ЧПУ жизненно важны для каждого станочника и начинающего оператора с ЧПУ. Это фундаментальная часть понимания того, как работают эти машины. В этом посте мы рассмотрим, что такое система координат фрезерного станка с ЧПУ, как она работает и почему она так важна.
Почему координаты важны для фрезерной обработки с ЧПУ?
Каждый станок с ЧПУ имеет собственную систему координат. Для создания объекта фрезерному станку с ЧПУ необходимо знать координаты точек в пространстве, из которых состоит объект. Система координат фрезерного станка с ЧПУ важна, потому что она помогает станку узнать, где расположить режущие инструменты при фрезеровании объекта. Без координат машина не смогла бы создавать точные формы и узоры. Хотя координаты имеют решающее значение для процесса фрезерования с ЧПУ, они являются лишь частью уравнения. Станок также должен знать размер, форму и скорость подачи режущих инструментов, чтобы создать успешную операцию фрезерования.
Основные типы координат центра обработки с ЧПУ
При обработке с ЧПУ заготовка перемещается относительно режущего инструмента с использованием набора координат. Эти координаты могут быть декартовыми или полярными. Выбор системы координат фрезерного станка с ЧПУ остается за оператором, и он считает, что это наиболее эффективный способ управления станком.
Декартова система координат : При обработке с ЧПУ декартова система координат используется для управления движением режущего инструмента. Эта система использует три координаты (X, Y и Z) для определения положения режущего инструмента. Вводя эти координаты в станок с ЧПУ, оператор может контролировать точное движение инструмента. Декартовы координаты являются наиболее распространенным типом используемой системы координат. Декартовы координаты — это система координат, которая определяет каждую точку на плоскости уникальным набором числовых координат.
Полярная система координат : Полярные координаты немного сложнее, чем декартовы координаты, но они дают некоторые преимущества, особенно при работе с криволинейными поверхностями. В полярных координатах заготовка перемещается относительно режущего инструмента по радиусу и углу. Это позволяет создавать более сложные формы и кривые. Полярные координаты часто используются при обработке с ЧПУ, потому что они могут помочь получить более точные и точные результаты. При использовании этой системы станок может перемещать режущий инструмент более последовательно и контролируемо. Это приводит к повышению точности и эффективности резки, поэтому полярные координаты так популярны в мире обработки с ЧПУ.
Как станок с ЧПУ использует координаты?
Станки с ЧПУ работают, считывая набор координат, который сообщает машине, где резать или формировать материал. Координаты вводятся в машину через компьютерную программу. Затем машина использует режущий инструмент, чтобы следовать координатам и создавать желаемую форму.
Выбор правильных координат центра обработки с ЧПУ имеет решающее значение для получения желаемых результатов. Станок должен быть правильно откалиброван в выбранной системе координат, чтобы производить точные разрезы.
Ножницы секторные НС-32 для резки небронир кабеля до d32 SHTOK 05003 аналоги, замены
Главная
>Электрооборудование
>Инструмент, измерительные приборы и средства защиты
>Инструменты для опрессовки, резки и изоляции
>Ножницы кабельные , Тросорез
>SHTOK
>Ножницы секторные НС-32 для резки небронир. кабеля до d32 SHTOK 05003 (#670134)
Аналоги / Замены
Ножницы кабельные НК-35 | 05002 SHTOK
по запросу
Ножницы секторные НС-32М для резки небронир. кабеля до d32 SHTOK 05103
по запросу
Данный товар не поставляется, возможные замены в перечне “Похожие товары”
Ножницы секторные НС-32 для резки небронир. кабеля до d32 SHTOK 05003 не поставляется, возможно товар снят с производства, по запросу, наши инженеры помогут подобрать аналоги, замены.
Похожие товары
Ножницы секторные НС-32М для резки небронир. кабеля до d32 SHTOK 05103
Навесное оборудование для культиваторов и мотоблоков
Навесное оборудование для тракторов и райдеров
Товары для фермеров
Культиваторы и мотоблоки
Мойки высокого давления
Мотобуры
Навесное оборудование для подметальных машин
Мотопомпы
Насосы и насосные станции
Снегоуборщики
Триммеры бензиновые
Дровоколы
Цепные электрические пилы
Барбекю и грили
Подметальные устройства
Сувенирная продукция, игрушки
Триммеры аккумуляторные
Воздуходувки и садовые пылесосы
Кусторезы
Триммеры электрические
Опрыскиватели
Скарификаторы и аэраторы
Тракторы и райдеры
Насосы
Баки
Мотопомпы
Насосные канализационные установки
Насосные станции
Насосы для дизельного топлива
Насосы поверхностные
Насосы погружные
Насосы ручные
Насосы циркуляционные
Ручной инструмент
Заклепочники и заклепки
Крепеж
Электромонтажный инструмент
Ключи головки и воротки
Малярный и штукатурный инструмент
Ножницы
Отвертки
Столярно-слесарный инструмент
Наборы инструмента
Паяльники и паяльная химия
Пистолеты для герметика и монтажной пены
Плиткорезы и стеклорезы ручные
Струбцины и зажимы
Сумки, чехлы, кейсы
Инструмент для снятия изоляции
Инструменты с креплением для страховки от падения с высоты
Инструменты электроизолированные
Мультиинструменты
Специальные клещи
Клещи
Садовый инструмент
Степлеры
Пинцеты
Слесарно-монтажный инструмент
Столярный инструмент
Ударно-рычажный инструмент
Шарнирно-губцевый инструмент
Инструмент для работы с гипроком
Щётки
Измерительный инструмент
Колеса дорожные
Лазерные дальномеры
Линейки
Металлодетекторы
Штативы и рейки
Мультиметры
Толщиномеры
Нивелиры лазерные
Нивелиры оптические
Рулетки и ленты
Угломеры и уклономеры
Угольники
Уровни
Штангенциркули
Щупы и резьбовые шаблоны
Приемники лазерного излучения
Влагомеры
Индикаторы
Манометры
Микрометры
Пирометры
Тестеры
Сварочное оборудование
Дуговая сварка (ММА)
Полуавтоматическая сварка (MIG-MAG)
Аргонно дуговая сварка (TIG)
Маски сварочные
Точечная сварка
Лампы паяльные
Горелки
Трубосварочное оборудование
Газосварочные аппараты
Плазморезы
Строительное оборудование
Бетономешалки
Лестницы и стремянки
Бензорезы
Вибраторы глубинные
Виброплиты
Оборудование для бурения
Стропы
Тепловое оборудование
Радиаторы секционные
Газовое
Дизельное
Инфракрасное
Электрическое
Зарядные и пусковые устройства,стабилизаторы
Станки
Деревообрабатывающие станки
Камнеобрабатывающие станки
Металлообрабатывающие станки
Компрессорное оборудование
Компрессоры безмасляные
Компрессоры масляные
Компрессоры автомобильные
Компрессоры аккумуляторные
Компрессоры коаксиальные
Компрессоры ременные
Компрессорные наборы
Пневматический инструмент
Гайковерты
Дрели
Наборы пневмоинструмента
Пистолеты
Степлеры
УШМ (болгарки)
Шлифовальные машины
Шуруповерты
Долото
Заклепочники
Краскораспылители и аэрографы
Оснастка и расходные материалы
Алмазный инструмент
Абразивный инструмент
Режущий инструмент
Для сварки
Масла и смазки
Для измерительной техники
Зачистные насадки для инструмента
Патроны для электроинструмента
Для инструмента
Аккумуляторы и зарядные устройства
Для бензоинструмента
Для садовой техники
Приспособления и принадлежности для станочного оборудования
Принадлежности и оснастка для строительства
Для генераторов и электростанций
Для пуско-зарядных устройств
Удлинители, кабели, фонари
Хозяйственные товары
Запасные части
Автотовары
Инструмент для ремонта автомобиля
Ремни и стяжки
Средства индивидуальной защиты
Подъемное оборудование
Стяжки цепные,талрепы
Блоки монтажные
Захват-клипсы
Лебедки
Тали
Домкраты
Тележки гидравлические
Главная
Ручной инструмент
Электромонтажный инструмент
Ножницы для резки кабеля и проволочных тросов
ШТОК
Ножницы ШТОК НС-45, секторные (05010)
КОД 35802
РЕЙТИНГ
9 450 ₽
Артикул05010
БрендШТОК
Базовая единицашт
Отзывы
Оставить отзыв
Ваша оценка:
Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 11
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00 Выходные: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н с 10:00 до 20:00 ежедневно Вс: с 10:00 до 19:00
Ладожская, 195279, г.С-Пб., Ириновский пр-кт, дом №29, корп.1, лит.А, пом.3Н Будни: 10:00-20:00 Сб: с 10:00 до 19:00 ВС выходной
Нарвская, 198095, г. С-Пб, ул. Маршала Говорова, д.37, лит.А По будням: с 09.00 до 20.00 Сб: с 10:00 до 19:00 Вс выходной
Удельная, 194214, г.С-Пб., Скобелевский проспект, дом 17, Лит.Б, пом.2Н с 10:00 до 20:00 ежедневно Выходные: с 10:00 до 20:00
Ленинский проспект, 198216, г.С-Пб., пр.Народного ополчения, д.22 По будням: с 10.00 до 20.00 Выходные: с 10:00 до 20:00
188307, Лен. обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 с Пн — Пт с 09:00 до 19:00, Сб, с 10:00 до 19:00 Вс выходной
1188541, Лен. обл., г.Сосновый Бор, ул.Красных Фортов, дом №10А, лит.А, пом.1 Будни: 10:00-20:00 Сб: с 10:00 до 19:00 Вс: с 10:00 до 18:00
Новгородская обл., г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл. , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
История просмотра
0.4
Размер рынка ножниц, перспективы, доля, видные игроки, рост и прогноз на 2028 год
Новостной отдел MarketWatch не участвовал в создании этого контента.
04 января 2023 г. (Экспрессвайр) — Final Report добавит анализ влияния российско-украинской войны и COVID-19 на эту отрасль.
« рынок ножниц » изучает размер мирового рынка и прогноз на 2023-2028 годы. Отчет включает в себя всестороннее исследование определения, классификации и обзора рынка Производственных единиц на рынке, а также спецификаций их продуктов, приложений и отраслей конечных пользователей. Он также подчеркивает непрекращающуюся конкуренцию на рынке, являющуюся ключевым фактором, и предоставляет поразительные возможности для роста в течение следующих 5 лет. Этот отчет охватывает доход, валовую прибыль, размер рынка и анализ цен на мировом рынке в течение прогнозируемого периода.
Размер рынка ножниц, по прогнозам, достигнет нескольких миллионов долларов США к 2028 году, по сравнению с 2021 годом, при неожиданном среднегодовом темпе роста в течение прогнозируемого периода 2022-2028 годов.
Просмотрите подробное оглавление, таблицы и рисунки с диаграммами, которые разбросаны по многим страницам и содержат эксклюзивные данные, информацию, статистику естественного движения населения, тенденции и детали конкурентной среды в этом нишевом секторе.
ЧТОБЫ ЗНАТЬ, КАК ПАНДЕМИЯ COVID-19 И ВОЙНА РОССИИ И УКРАИНЫ ПОВЛИЯЮТ НА ЭТОТ РЫНОК — ЗАПРОСИТЕ ОБРАЗЕЦ
Этот исследовательский отчет является результатом обширных первичных и вторичных исследований рынка Ножницы. Он предоставляет подробный обзор текущих и будущих целей рынка, а также конкурентный анализ отрасли с разбивкой по приложениям, типам и региональным тенденциям. Он также предоставляет сводную информацию о прошлой и текущей деятельности ведущих компаний. В исследовании используются различные методологии и анализы, чтобы обеспечить точную и исчерпывающую информацию о рынке ножниц.
Получить образец отчета в формате PDF — https://www.precisionreports.co/enquiry/request-sample/17777131
Рынок ножниц — конкурентный анализ:
Ведущие ключевые игроки этот рынок?
● MEDICON например, ● Nopa Instruments Medizintechnik GmbH. ● Scanlan International ● Skyline Surgical Instruments ● Richard Wolf GmbH ● Chirurgiemechaniker-Genossenschaft ● Arthrex Inc. ● Karl Storz GmbH and Co. KG. ● Becton Dickinson and Company ● Integra Lifesciences Corporation ● Geister Medizintechnik Gmbh ● B. Braun ● World Precision Instruments ● KLS Martin LP
Привлекательных возможностей на ногах LP
Привлекательных возможностей на ногах LP
. Привлекательные возможности на ногах LP
. Ожидается, что рынок Global Scissors будет расти значительными темпами в течение прогнозируемого периода, между 2023 и 2028 годами. В 2021 году рынок будет расти устойчивыми темпами, и с ростом принятия стратегий ключевыми игроками ожидается, что рынок будет расти. над прогнозируемым горизонтом.
Ожидается, что рынок ножниц США в 2023 году составит миллион долларов США и будет расти примерно на % CAGR в течение отчетного периода. Китай составляет долю мирового рынка ножниц, объем которой к 2028 году достигнет миллиона долларов США. Что касается европейского рынка ножниц, то прогнозируется, что к 2028 году Германия достигнет миллиона долларов США, а среднегодовой темп роста в течение прогнозируемого периода составит % в год. В Азиатско-Тихоокеанском регионе темпы роста других заметных рынков (Япония и Южная Корея) прогнозируются на уровне % и % соответственно в течение следующих 5 лет.
Северная Америка, особенно Соединенные Штаты, по-прежнему будут играть важную роль, которую нельзя игнорировать. Любые изменения из США могут повлиять на тенденцию развития Scissors. Ожидается, что рынок в Северной Америке значительно вырастет в течение прогнозируемого периода. Широкое внедрение передовых технологий и присутствие крупных игроков в этом регионе, вероятно, создадут широкие возможности для роста рынка.
Европа также играет важную роль на мировом рынке с впечатляющим ростом CAGR в течение прогнозируемого периода 2023-2028 гг.
Ножницы Объем рынка, по прогнозам, достигнет нескольких миллионов долларов США к 2028 году, по сравнению с 2023 годом, при неожиданном среднегодовом темпе роста в течение 2023-2028 годов.
Несмотря на острую конкуренцию, в связи с глобальной тенденцией восстановления очевидна, инвесторы по-прежнему с оптимизмом смотрят на эту область, и в будущем в этой области появятся новые инвестиции.
Глобальные основные игроки Scissors охватывают MEDICON eG, Nopa Instruments Medizintechnik GmbH., Scanlan International, Skyline Surgical Instruments, Richard Wolf GmbH, Chirurgiemechaniker-Genossenschaft, Arthrex Inc., Karl Storz GmbH and Co. KG., Becton Dickinson and Company, Integra LifeSciences Corporation, Geister Medizintechnik GmbH, B. Braun, World Precision Instruments, KLS Martin LP и т. д. По выручке две крупнейшие мировые компании занимают долю почти % в 2022 г.
В этом отчете представлен всесторонний обзор, доли рынка и возможности роста рынка Ножницы по типу продукта, применению, ключевым игрокам, ключевым регионам и странам.
Получить образец отчета о ножницах за 2022 год
Рынок ножниц – анализ сегментации:
Какой сегмент, как ожидается, будет лидировать на мировом рынке ножниц в течение прогнозируемого периода?
В зависимости от типа рынок можно разделить на стальной, керамический, вольфрамовый, титановый и другие
– Какие ключевые движущие факторы роста рынка Ножницы?
Использование ножниц для макияжа, хирургических ножниц, лапароскопических ножниц, ножниц для волос и в нескольких секторах привело к значительному росту спроса на ножницы на рынке
Какой регион доминирует в росте рынка ножниц?
В разрезе регионов глобальная тенденция анализируется по:
● Северной Америке (США, Канада и Мексика)
● Европа (Германия, Великобритания, Франция, Италия, Россия, Турция и т. д.)
● Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Индия, Австралия, Индонезия, Таиланд, Филиппины, Малайзия и Вьетнам)
● Юг Америка (Бразилия, Аргентина, Колумбия и т. д.)
● Ближний Восток и Африка (Саудовская Аравия, ОАЭ, Египет, Нигерия и Южная Африка)
Этот отчет об исследовании и анализе рынка ножниц содержит ответы на следующие вопросы:
● Каковы мировые тенденции на рынке Ножницы? Будет ли рынок свидетелем увеличения или уменьшения спроса в ближайшие годы?
● Каков предполагаемый спрос на различные виды продукции в Scissors? Каковы предстоящие отраслевые приложения и тенденции рынка Ножницы?
● Каковы прогнозы мировой индустрии ножниц с учетом мощности, производства и стоимости продукции? Какой будет оценка затрат и прибыли? Какой будет доля рынка, предложение и потребление? Что насчет импорта и экспорта?
● Куда приведут отрасль стратегические разработки в среднесрочной и долгосрочной перспективе?
● Какие факторы влияют на окончательную цену ножниц? Какое сырье используется для производства ножниц?
● Насколько велики возможности рынка ножниц? Как все более широкое использование Scissors для майнинга повлияет на темпы роста всего рынка?
● Сколько стоит мировой рынок Ножницы? Какова была стоимость рынка в 2020 году?
● Кто является основными игроками на рынке Ножницы? Какие компании лидируют?
● Какие последние отраслевые тенденции можно внедрить для получения дополнительных доходов?
● Какими должны быть стратегии входа, меры противодействия экономическому воздействию и каналы сбыта для индустрии Ножницы?
Настройка отчета
Наши аналитики помогут вам получить индивидуальные данные для вашего отчета, которые могут быть изменены с точки зрения конкретного региона, приложения или любых статистических данных. Кроме того, мы всегда готовы выполнить исследование, которое триангулировано с вашими собственными данными, чтобы сделать исследование рынка более всесторонним с вашей точки зрения.
Запросите дополнительную информацию и поделитесь вопросами, если таковые имеются, перед покупкой в этом отчете по адресу: https://www.precisionreports.co/enquiry/pre-order-enquiry/17777131
Подробная сводка глобального рынка ножниц Анализ и прогноз до 2028 года
1 Ножницы Обзор рынка 1.1 Обзор продукта и область применения Ножницы 1.2 Сегмент ножниц по типам 1.2.1 Анализ темпов роста размера глобального рынка Ножницы по типам 9 20228 VS 20228 VS 1.3 Ножницы Сегмент по применению 1.3.1 Мировое потребление Ножницы Сравнение по применению: 2022 VS 2028 1.4 Перспективы роста мирового рынка 1.4.1 Глобальные ножницы Оценки доходов и прогнозы (2017-2028) 1.4.2 Global Scates and Productions Прогнозы (2017-2028) 1. 5 Размер мирового рынка по регионам 1.5.1 Размер мирового рынка ножниц и прогнозы по регионам: 2017 VS 2021 VS 2028 1.5.2 Оценки и прогнозы ножниц в Северной Америке (2017-2028) 1.5.3 Europe Scissors Оценки и прогнозы (2017-2028) 1.5.4 China Scissors Оценки и прогнозы (2017-2028) 1.5.5 Japan Scissors Оценки и прогнозы (2017-2028) 1.5.6 Южная Корея Scissors Оценки и прогнозы (2017-2028)
2 Конкуренция на рынке по производителям 2.1 Доля ножниц в мире Производство Рынок производителей (2017-2022) 2.2 Доля ножниц в мире Доля рынка по производителям (2017-2022) 2.3 Доля рынка ножниц Тип компании (уровень 1, уровень 2 и уровень 3) 2.4 Средняя цена ножниц в мире по производителям (2017-2022 гг.) 2.5 Производители Ножницы Производственные площадки, обслуживаемая площадь, типы продуктов 2.6 Ножницы Рынок Конкурентная ситуация и тенденции 2.6.1 Ножницы Концентрация рынка Уровень концентрации 2. 6.2 Глобальные 5 и 10 крупнейших Scissors Players Доля рынка по выручке 2.6.3 Слияния и поглощения, расширение
3 Производство по регионам 3.1 Мировое производство ножниц Доля рынка по регионам (2017-2022) 3.2 Доля рынка ножниц в мире (2017-2022 гг.) 3.3 Мировое производство ножниц, выручка, цена и валовая прибыль (2017-2022 гг.) 3.4 Производство ножниц в Северной Америке 3.4.1 Темпы роста производства ножниц в Северной Америке (2017-2022 гг.) 2022) 3.4.2 Производство ножниц в Северной Америке, выручка, цена и валовая прибыль (2017-2022 гг.) 3.5 Производство ножниц в Европе 3.5.1 Темпы роста производства ножниц в Европе (2017-2022 гг.) 3.5.2 Производство ножниц в Европе, выручка , Цена и валовая прибыль (2017-2022 гг.) 3.6 Производство ножниц в Китае 3.6.1 Темпы роста производства ножниц в Китае (2017-2022 гг.) 3.6.2 Производство ножниц в Китае, выручка, цена и валовая прибыль (2017-2022 гг. ) 3.7 Производство ножниц в Японии 3.7.1 Производство ножниц в Японии Темпы роста (2017-2022) 3.7.2 Производство ножниц в Японии, выручка, цена и валовая прибыль (2017-2022) 3.8 Производство ножниц в Южной Корее 3.8.1 Темпы роста производства ножниц в Южной Корее (2017-2022) 3.8. 2 Производство ножниц в Южной Корее, выручка, цена и валовая прибыль (2017-2022 гг.)
4 Мировое потребление Ножницы по регионам 4.1 Мировое потребление Ножницы по регионам 4.1.1 Мировое потребление Ножницы по регионам 4.1.2 Потребление в мире Ножницы Доля рынка по регионам 4.2 Северная Америка 4.2.1 Потребление Ножницы по регионам Страна 4.2.2 США 4.2.3 Канада 4.3 Европа 4.3.1 Европа Ножницы Потребление по странам 4.3.2 Германия 4.3.3 Франция 4.3.4 Великобритания 4.3.5 Италия 9.3.6 Россия 9.3.6 Россия0048 4.4 Asia Pacific 4.4.1 Asia Pacific Scissors Потребление по регионам 4. 4.2 Китай 4.4.3 Япония 4.4.4 Южная Корея 4.4.5 Китай Тайвань 4.4.6 Юго-Восточная Азия 4.4.7 Индия 9.4048 4 8 Австралия 4.5 Латинская Америка 4.5.1 Латинская Америка Ножницы Потребление по странам 4.5.2 Мексика 4.5.3 Бразилия
5 Сегмент по типу 5.1 Глобальная Ножницы Производство Доля рынка по типу (2017-2048) 9.2042 Доля рынка выручки Ножницы по типу (2017–2022 гг.) 5.3 Global Ножницы Цена по типу (2017-2022 гг.)
6 Сегмент по приложениям 6.1 Глобальная Ножницы Производство Доля рынка по приложениям (2017-2022 гг.) 6.2 Global Ножницы доходов Доля рынка по приложениям (2017-2048 гг.) 900,000 Глобальная цена ножниц по приложениям (2017–2022 гг.)
7 ключевых компаний, представленных 7.1 Компания 1 7.1.1 Компания 1 Scissors Corporation Информация 7.1.2 Компания 1 Портфель продуктов Scissors 7.1.3 Компания 1 Scissors Производство, выручка , Цена и валовая прибыль (2017-2022 гг. ) 7.1.4 Компания 1 Основной бизнес и обслуживаемые рынки 7.1.5 Компания 1 Последние разработки/обновления
Продолжение. 8.1.2 Ключевые поставщики сырья 8.2 Доля в структуре производственных затрат 8.3 Анализ производственного процесса ножниц 8.4 Анализ производственной цепочки ножниц
9 Канал сбыта, дистрибьюторы и покупатели 9.1 Маркетинговый канал 9.2 Дистрибьюторы ножниц Список 9,3 Клиенты ножниц
10 Рыночные динамики 10.1 Тенденции отрасли ножниц 10.2 Рынок ножниц 10.3 Производительность 10.4. 11.1 Прогноз мирового производства ножниц по регионам (2023-2028 гг.) 11.2 Производство ножниц в Северной Америке, прогноз доходов (2023-2028 гг.) 11.3 Производство ножниц в Европе, прогноз доходов (2023-2028) 11.4 Производство ножниц в Китае, прогноз доходов (2023-2028) 11.5 Производство ножниц в Японии, прогноз доходов (2023-2028) 11. 6 Производство ножниц в Южной Корее (202 Прогноз доходов) -2028)
12 Прогноз потребления и спроса 12.1 Анализ прогнозируемого мирового спроса на ножницы 12.2 Прогноз потребления ножниц в Северной Америке по странам 12.3 Рынок Европы Прогноз потребления ножниц по странам 12.4 Азиатско-Тихоокеанский рынок Прогнозируемое потребление ножниц по регионам 12.5 Латинская Америка Прогнозируемое потребление ножниц по странам
13 Прогноз по типу и применению (2023-2028) 13.1 Прогноз мирового производства, доходов и цен2 по типам (20008) -2028) 13.1.1 Прогнозируемый мировой объем производства ножниц по типу (2023-2028 гг.) 13.1.2 Прогнозируемый мировой доход от ножниц по типу (2023-2028 гг.) 13.1.3 Прогнозируемый мировой рынок ножниц по типу (2023-2028 гг.) ) 13.2 Прогнозируемый мировой объем потребления ножниц по применению (2023-2028 гг.) 13.2.1 Прогнозируемый мировой объем производства ножниц по применению (2023-2028 гг. ) 13.2.2 Прогнозируемый мировой доход от ножниц по применению (2023-2028 гг.) 13.2.3 Глобальная прогнозируемая цена ножниц по применению (2023-2028)
14 Результаты исследования и выводы
15 Методология и источник данных 15.1 Методология/подход к исследованию 15.1.1 Исследовательские программы/дизайн0048 15.1.2 Оценка размера рынка 15.1.3 Структура рынка и триангуляция данных 15.2 Источник данных 15.2.1 Вторичные источники 15.2.2 Первичные источники 15.3 Список авторов 15.4 Отказ от ответственности однопользовательская лицензия) — https://www.precisionreports.co/purchase/17777131
привести ваши бизнес-потребности. В 360 Research Reports наша цель — предоставить платформу для многих первоклассных исследовательских фирм по всему миру для публикации своих отчетов об исследованиях, а также помочь лицам, принимающим решения, найти наиболее подходящие решения для исследования рынка под одной крышей. Наша цель – предоставить наилучшее решение, которое точно соответствует требованиям заказчика. Это побуждает нас предоставлять вам специальные или синдицированные исследовательские отчеты.
Пресс-релиз, распространенный The Express Wire
Чтобы просмотреть исходную версию на The Express Wire, посетите сайт Scissors Размер рынка, перспективы, доля, видные игроки, рост и прогноз на 2028 год
COMTEX_422165799/2598/2023-01-04T23:38:17
Проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходного кода Comtex по адресу [email protected]. Вы также можете связаться со службой поддержки MarketWatch через наш Центр обслуживания клиентов.
Новостной отдел MarketWatch не участвовал в создании этого контента.
Размер и рост рынка хирургических ножниц. инструмент, используемый в различных видах операций для разреза тканей. Они доступны в различных формах и типах. К ним относятся ножницы для тенотомии, ножницы для рассечения, операционные ножницы, ножницы для пластической хирургии, ножницы для стежков, ножницы Метценбаума, ножницы для радужной оболочки глаза и ножницы для майонеза.
Они имеют острые края, которые обеспечивают более легкий и гладкий разрез. Их использование зависит от типа операции и расположения органа, подлежащего разрезу. Хирургические ножницы доступны в двух типах, а именно, многоразовые хирургические ножницы и одноразовые хирургические ножницы.
Рост спроса на малоинвазивные хирургические процедуры, рост гериатрической популяции, увеличение количества хирургических процедур, разработка и совершенствование хирургических устройств, а также рост числа случаев хронических заболеваний являются основными факторами, стимулирующими рост хирургических ножниц. рынок. Кроме того, широкая доступность экономически эффективных и надежных хирургических ножниц, увеличение расходов на здравоохранение и увеличение количества операций, связанных с пожилым населением, являются некоторыми другими факторами, способствующими росту рынка. Однако ожидается, что вероятность развития инфекции из-за использования зараженных многоразовых ножниц будет препятствовать росту рынка.
Всемирная организация здравоохранения (ВОЗ) 30 января 2020 г. объявила вспышку COVID-19 чрезвычайной ситуацией в области общественного здравоохранения, имеющей международное значение. COVID-19 затронул около 210 стран мира. Компании, производящие и распространяющие хирургические ножницы, пострадали от COVID-19 в ограниченной степени из-за остановок в различных странах, пострадавших от COVID-19, и роста числа рабочих, производящих хирургические ножницы, заболевших во время пандемии COVID-19, что привело к дефициту. . Таким образом, COVID-19инфекция оказывает негативное влияние на рынок хирургических ножниц в ограниченной степени.
Сегментация рынка хирургических ножниц
Рынок хирургических ножниц сегментирован по типу, применению, конечному пользователю и региону. По типу рынок подразделяется на многоразовые хирургические ножницы и одноразовые хирургические ножницы. На основе многоразовых хирургических ножниц он далее раздваивается на материал и модель. Сегмент материалов делится на сталь, титан, керамику, вольфрам и другие. Модельный сегмент делится на операционные, ирисовые, рассекающие, стежковые, с мелким зубчатым лезвием, микроножницы, легковесно-деликатные и другие. На основе одноразовых хирургических ножниц он далее раздваивается на стальные и пластиковые.
В зависимости от применения рынок делится на ортопедию, кардиологию, неврологию, оральную и горловую, гастроэнтерологию, дерматологию и другие. В зависимости от конечного пользователя она подразделяется на больницы, амбулаторные хирургические центры и другие. На основе региона анализируется рынок Северной Америки, Европы, Азиатско-Тихоокеанского региона и LAMEA.
Рынок хирургических ножниц
По типу
Сегмент многоразовых хирургических ножниц занимает доминирующее положение в 2019 годуи будет продолжать сохранять лидерство в течение прогнозируемого периода.
Получите дополнительную информацию об этом отчете: Запросить образцы страниц
Обзор сегмента
В настоящее время, в зависимости от типа, сегмент многоразовых хирургических ножниц является основным источником дохода, и прогнозируется его значительный рост в течение прогнозируемого периода. Увеличение спроса на многоразовые хирургические ножницы, рост числа хирургических процедур, рост спроса на передовые хирургические методы, резкий рост потребности в минимально инвазивных хирургических процедурах, рост использования экономичных и надежных хирургических инструментов и широкая доступность многоразовых хирургических ножниц. являются ключевыми факторами, стимулирующими рост сегмента.
В зависимости от конечного пользователя больничный сегмент является основным держателем акций на мировом рынке хирургических ножниц из-за простоты оборудования для операций, роста хронических заболеваний среди гериатрического населения, что привело к тому, что больницы проводят сердечно-сосудистые и другие операции, доступность передовых медицинских услуг. учреждения и рост числа больниц по всему миру способствуют росту сегмента.
Рынок хирургических ножниц
По конечному пользователю
Сегмент больниц прогнозируется как один из самых прибыльных сегментов.
Получите дополнительную информацию об этом отчете: Запросить образцы страниц
Обзор рынка хирургических ножниц в Азиатско-Тихоокеанском регионе
Азиатско-Тихоокеанский регион представляет выгодные возможности для ключевых игроков, работающих на рынке хирургических ножниц, благодаря росту спроса на хирургические ножницы продукты, увеличение количества хирургических процедур в странах с развивающейся экономикой; развитие сектора НИОКР; рост реформ здравоохранения; и технологические достижения в области хирургических ножниц. Более того, рост спроса на передовые медицинские учреждения, наличие высокой численности населения и увеличение числа целевых групп населения, страдающих хроническими заболеваниями и расстройствами, в странах с развивающейся экономикой способствуют росту рынка. Кроме того, ожидается, что рост внимания ведущих производителей к расширению своего географического присутствия в развивающихся странах Азиатско-Тихоокеанского региона с целью захвата высокой доли рынка будет способствовать росту рынка хирургических ножниц в регионе.
Ключевые игроки, представленные в этом отчете, включают Arthrex, Inc, B Braun Melsungen AG, Becton, Dickinson and Company, Geister Medizintechnik GmbH, Integra Lifesciences Holding Corporation, KLS Martin (KLS) group, Richard Wolf GmbH, Scanlan International, Inc. , Skyline Surgical Instruments и World Precision Instruments, Inc.
Рынок хирургических ножниц
По регионам
2027
Азиатско-Тихоокеанский регион
Северная Америка
Европа
LAMEA
Азиатско-Тихоокеанский регион продемонстрирует самый высокий среднегодовой темп роста в 4,7% в течение 2019-2027 гг.
Получите дополнительную информацию об этом отчете: Запросите образцы страниц
Ключевые преимущества для заинтересованных сторон
В исследовании представлен углубленный анализ размера рынка хирургических ножниц, а также текущие тенденции и прогнозы на будущее, чтобы прояснить предстоящие инвестиции. карманы.
Он предлагает анализ рынка хирургических ножниц с 2019 по 2027 год, который, как ожидается, позволит заинтересованным сторонам извлечь выгоду из преобладающих возможностей на рынке.
Для определения преобладающих возможностей предоставляется комплексный анализ четырех регионов.
Профили и стратегии роста ключевых игроков тщательно анализируются, чтобы понять перспективы конкуренции и рост мирового рынка хирургических ножниц.
Отчет о рынке хирургических ножниц. Основные моменты
OZGENC 112 сварочный станок окон пвх : OZGENC 112 — изменяемый угол, нулевая сварка, множество настроек, до 80 окон в смену. Главная >
Каталог >
Оборудование для производства окон ПВХ >
Сварочные станки для окон пвх >
Двухголовочный сварочный станок Ozgenc OMRMS 112 предназначен для сварки пвх профиля в оконных и дверных конструкциях под углом 90°. При необходимости изготовления нестандартных конструкций (трапеция, треугольник и т.д.) на левой голове можно изменять угол от 30° до 180°. Ограничивающие ножи на поверхности сварочных голов уменьшают наплыв от 2.0мм до 0.2мм. Процесс работы сварочного станка автоматизирован и управляется PLC, таймерами и термоконтроллерами, которые обеспечивают стабильную температуру и время плавления / сварки. Сварочный станок позволяет изменять давления фиксации и сварки пвх профиля.
Двухголовочные сварочные станки имеют вдвое большую производительность и точность сварки по сравнению с одноголовочными аналогами. На станок можно установить цулаги для рамы и створки под все известные профильные системы. Сварочный станок был разработан согласно правилам СЕ.
Технические характеристики: • полный автоматический контроль • ширина сварочного шва для ламинированного профиля регулируется до 0,2 мм • ограничители сварочного шва легко регулируются и сделаны из специального сплава • максимальная прочность сварочного шва • упрощенная панель управления • угол сварки левой головы регулируется от 30° до 180° градусов • система контроля и управления PLC • возможность работы на одной голове • фиксация правой головы нажатием кнопки • максимальный размер свариваемого профиля – 3250 мм • минимальный размер свариваемого профиля – 330 мм • поочередное сжатие верхних цилиндров • опоры для длинных профилей • нагревательный элемент имеет термостатический контроль • вывод температуры нагревательного элемента на дисплей • регулировка температуры нагрева, времени сварки и давления под разные виды профилей • цифровой терморегулятор • быстросъемная система крепления цулаг экономит время при их замене • в системе сжатия профиля (верхние цилиндры, подвижные плиты) используется высокоточная система линейных направляющих. • источник питания защищает систему от перепадов напряжения в сети • максимальное сечение свариваемого профиля 130х133 мм • мощность 4,5 кВт 380В 50Гц • давление воздуха 6-8 атм 70л/мин • габариты 4300х780х1600 мм • вес 620 кг
Производитель: Ozgenc (Турция)
Возникли вопросы?
Обращайтесь на линию консультации — отвечаем оперативно
MD 3020 Бесшовный сварочный станок
Артикул: MD3020
Цена 330 000€ без учета опций и скидок
ВИДЕО
Общая характеристика
Поверхность для сварки размещенных на станок заготовок предварительно обрабатывается фрезерной группой, состоящей из режущих инструментов. Затем производится сварка четырех заготовок ПВХ-профилей под углом 90° без образования сварного шва.
Система PID позволяет настраивать температурные и временные параметры сварочных углов независимо друг от друга.
Равномерное соединение уплотнительной резины без использования дополнительного оборудования.
Рулонная система обновления тефлона на нагревательных элементах.
Практичная система замены цулаг.
Благодаря функциональной программе возможно независимое ЧПУ-управление рабочими агрегатами каждой сварочной головы.
Автоматическая корректировка погрешностей профильных заготовок по углу распила до 0,5°.
Автоматическая корректировка погрешностей реза по длине заготовки до + 2 мм.
Автоматическое позиционирование по осям X и Y исходя из размеров заготовок облегчает работу оператора оборудования.
Цифровая система контроля на всех осях обеспечивает точное позиционирование.
Все оси могут иметь индивидуальные настройки толерантности погрешности размера.
Система контроля давления обеспечивает работу оборудования при оптимальном давлении воздуха.
Система автоматической смазки линейных подшипников и ШВП.
Осевые перемещения с цифровым управлением с точность измерения менее 0,1 мм.
Операторский интерфейс для простоты управления и программирования используется ПК на базе ОС Windows с 17″ LCD монитор.
Специальная программа позволяет загружать чертежи профилей в формате dxf и определять различные операции в любой точке профиля на чертеже.
Благодаря запатентованной системе на наружных поверхностях профиля не остается наплыва, что придает сварному шву вид нулевой сварки. Следовательно зачищать углы контура после сварки не требуется.
Занимает гораздо меньше площади в сравнении со стандартной сварочно-зачистной линией.
Для работы на оборудовании требуется один оператор, что, в свою очередь, экономит рабочую силу.
Возможность хранения 2 000 программ профилей в памяти станка.
Работает с ПВХ-профилями всех цветов.
Цулаги Вы можете заказать в ООО «Фест-98»
Схема расположения оборудования
Фрезеровка
Фрезерные группы состоят из режущих инструментов, которые обрабатывают кромки свариваемых поверхностей заготовок перед процессом сварки.
Операционная система
Простая в использовании и гибкая операционная система совместима со всеми программами оптимизации.
Особая система программирования позволяет работать путем выгрузки задания из тележки, а также путем выбора задания по клиентам.
Простота настройки параметров.
Функция напоминания о периодическом техническом обслуживании.
Возможность ввода данных вручную.
Возможность ввода данных путём считывания штрих-кода сканером.
Интернет-соединение.
Сварочные цулаги
Экономия времени благодаря практичной системе замены сварочных цулаг.
Позиционирование осей с точностью 0,1 мм.
Погрешности резки и сварки распределяются равномерно по 4 углам.
Автоматическое позиционирование по осям X и Y исходя из размеров заготовок.
Зачистной нож
Для увеличения прочностных характеристик сварного соединения можно активировать функцию зачистки верхней и нижней поверхностей сварного соединения от сварного наплыва зачистными ножами.
Нагревательный элемент
Нагревательный элемент обеспечивает равномерное распределение температуры. Система обновления тефлона в виде рулона на нагревательном элементе обеспечивает экономию времени и расходных материалов.
Параметры профилей, обрабатываемых на станке
Технические характеристики
Сварочные аппараты и принадлежности: MIG/TIG/Stick и моторный привод
Поиск
Все категории/
Все сварочное оборудование/
Сварочные аппараты
Сварщики МИГ
Палочные сварщики
сварщики
Сварочные аппараты с приводом от двигателя
Сварочные аксессуары
Многопроцессорные сварочные аппараты
429 шт. найдено
Millermatic 211 Auto-Set Mig Welder
Добавить к сравнению
Millermatic 211 Auto-Set/Small Cart 110/220 Volt Mig Welder
Добавить к сравнению
Miller Multimatic 220 AC/DC
Добавить к сравнению
Miller Multimatic 215 MIG/Stick/TIG Welder
Добавить к сравнению
ESAB RUFFIAN ES 150G EDW
Добавить к сравнению
Miller Fusion 185 Сварочный аппарат/генератор с электростартером 120/240 В
Добавить к сравнению
Многофункциональный сварочный аппарат POWER MIG® 215 MPi™
Добавить к сравнению
Millermatic 252 208/230 Volt Wire Welder +бесплатный шлем
Добавить к сравнению
POWER MIG 215 MPi Многофункциональный сварочный аппарат для алюминия One-Pak
Добавить к сравнению
Многопроцессорный сварочный аппарат Miller Multimatic® 255 с двухцилиндровым рабочим колесом EZ-Latch™
Добавить к сравнению
Millermatic® 255 MIG/Pulsed MIG Welder
Добавить к сравнению
Сварочный аппарат Millermatic® 255 MIG/Pulsed MIG с ходовой частью EZ-Latch™
Добавить к сравнению
Многофункциональный сварочный аппарат POWER MIG 215 MPi TIG One-Pak
Добавить к сравнению
Multimatic 215 с комплектом TIG Kit
Добавить к сравнению
Multimatic 235 с тележкой EZ Latch Cart и комплектом TIG
Добавить к сравнению
Сварочный комплект Miller Diversion 180AC/DC TIG
Добавить к сравнению
Сварочный аппарат Lincoln AC225 #K1170
Добавить к сравнению
Многопроцессорный сварочный аппарат Miller Multimatic 255 с ходовой частью EZ-Latch
Добавить к сравнению
Miller Syncrowave 210 TIG/MIG Package
Добавить к сравнению
Miller Trailblazer® 325 Diesel, GFCI
Добавить к сравнению
Сварочный аппарат с приводом от двигателя Lincoln Ranger 305 LPG (Kohler) Ready-Pak
Добавить к сравнению
Многопроцессорный сварочный аппарат Multimatic® 235 с ходовой частью EZ-Latch™
Добавить к сравнению
Многопроцессорный сварочный аппарат Multimatic® 235 — 240 В
Добавить к сравнению
Сварочный аппарат с механизмом подачи проволоки Lincoln SP-140T
Добавить к сравнению
Горячие предложения на сварочные аппараты уже в наличии!
Эти сварочные аппараты уже в наличии, доставка быстрый и бесплатный в любой точке континентальной части США. Каждый из этих сварочных аппаратов поставляется с SIX FREBIES без дополнительной оплаты, включая шпуледержатель . Запасы ограничены — покупайте, пока они горячие!
Millermatic 211 Autoset Mig Welder #907614
Millermatic 211 Autoset + тележка #951603
Miller Multimatic 220 Multiprocess #907757
Miller Multimatic 215 MIG/Stick #907693
Посмотреть все
Среди наших наиболее популярных сварочных аппаратов:
Millermatic 211 Autoset Mig Welder
Узнать больше
Сварочный аппарат Millermatic 252 208/230 В
Узнать больше
Miller Spectrum 875 Auto-Line XT60
Подробнее
Лучшие онлайн-цены на сварочные аппараты
Компания Welders Supply предлагает полную линейку качественных сварочных аппаратов и расходных материалов известных марок, чтобы сделать ваш следующий сварочный проект успешным. Вы не найдете лучшего предложения нигде, и все заказы на сумму более 300 долларов США имеют право на бесплатную доставку в пределах континентальной части США.
Аппараты для сварки электродом
Аппараты для сварки электродом, использующие самую старую и простую форму сварки, являются наиболее экономичным вариантом и широко используются новичками и в промышленных условиях. Сварочные аппараты для стержневой сварки универсальны и могут использоваться для сварки сплавов железа, стали, алюминия, никеля и меди. Большинство сварщиков, способных выполнять электродуговую сварку, также могут выполнять сварку MIG.
Популярные сварочные аппараты:
Millermatic 211 (БЕСПЛАТНЫЕ перчатки!)
Миллер Мультиматик 215
Аппараты для сварки МИГ
Сварка МИГ позволяет получить более аккуратный сварной шов, чем сварка электродами, но не сложнее сварки ТИГ, что делает ее популярной в производстве. Сварщики MIG используют защитный газ для защиты сварного шва. Как только это настроено, его просто использовать почти как пистолет для горячего клея.
Популярные сварочные аппараты MIG:
Millermatic 252 (Шлем БЕСПЛАТНО!)
Millermatic 211 с маленькой тележкой
Сварочные аппараты для сварки ВИГ
Сварка ВИГ обеспечивает самый красивый и чистый сварной шов из возможных, но ее сложнее освоить, чем сварку МИГ или дуговую сварку. Сварщики TIG дают сварщику максимальный контроль. Компромисс — крутая кривая обучения и более низкая скорость. Сварка TIG — лучший тип сварки для декоративных деталей и автосварки.
Популярные аппараты для сварки TIG:
Miller Syncrowave 400 Tig Runner
Сварочный аппарат ESAB Warrior 300i Stick/MIG/TIG
Другие типы сварочных аппаратов
Многопроцессорные сварочные аппараты могут выполнять как минимум два процесса, описанных выше, предлагая большую универсальность в одном аппарате. Для сварщиков, которые планируют сварку в полевых условиях или вдали от традиционных источников энергии, лучше всего подходят сварочные аппараты с приводом от двигателя, которые могут работать как на газе, так и на дизельном топливе.
Многопроцессорный сварочный аппарат Miller Multimatic 220 AC/DC
Многофункциональный сварочный аппарат Miller Multimatic 255
Популярные сварочные аппараты с приводом от двигателя:
Miller Trailblazer 302 AIR PACK Сварочный аппарат с приводом от двигателя
Сварочный аппарат с двигателем Miller Bobcat 260 LP
Принадлежности для сварочных аппаратов
Покупайте широкий выбор сварочных принадлежностей для аппаратов для сварки электродом, сварки MIG и TIG от некоторых из крупнейших брендов в игре. Аксессуары включают в себя продувочные камеры, педали управления, системы очистки сварных швов и многое другое. Будьте на высоте и держите сварные швы и оборудование в идеальном состоянии с помощью принадлежностей Welders Supply.
Оборудование для газовой/кислородно-ацетиленовой сварки и резки
Газовая сварка существует уже давно и исторически была стандартом в районах с недостаточным электричеством, таких как фермы и сельские общины. Горелочное сварочное оборудование зарекомендовало себя благодаря своей простоте, универсальности и портативности. В Welders Supply вы найдете комплекты для фонарей от ведущих брендов, таких как Victor, Miller и Tillman.
Сварочные аппараты, сварочный газ, сварочное оборудование — Welders Supply Есть все
Welders Supply Company — ваш универсальный магазин всего, от сварочных аппаратов и сварочного газа до защитного оборудования и автозатемняющихся касок. Нет необходимости делать покупки в 5 разных магазинах. Независимо от того, являетесь ли вы любителем, ищущим выгодное предложение на бывшее в употреблении сварочное оборудование, или профессиональным подрядчиком по сварке, желающим экипировать всю бригаду, у Welders Supply есть то, что вам нужно, и у нас есть это по самой низкой цене.
С 1938 года компания Welders Supply поставляет в южный штат Висконсин и северный регион Иллинойса качественное сварочное оборудование и расходные материалы от ведущих производителей. Мы также продаем, сдаем в аренду и обмениваем заправленные газовые баллоны и баллоны в наших магазинах в Кеноша, Висконсин, Вест-Бенд, Висконсин, ДеКалб, Иллинойс, и Вокеган, Иллинойс.
Наши магазины предлагают доставку в тот же день в: Милуоки, Висконсин; Рокфорд, Иллинойс; Кристал-Лейк, Иллинойс; Белойт, Висконсин; Джейнсвилл, Висконсин; Биг-Бенд, Висконсин; и округ Расин, штат Висконсин.
Самые низкие онлайн-цены и бесплатная доставка для всех заказов на сумму более 300 долларов США
Помимо самых низких онлайн-цен на качественное сварочное оборудование и принадлежности, Welders Supply предлагает бесплатную доставку по континентальной части США для всех заказов на сумму более 300 долларов США. Если ваша корзина приближается к отметке в 300 долларов, рассмотрите возможность добавления некоторых расходных материалов или аксессуаров, чтобы воспользоваться нашим предложением бесплатной доставки.
Покупайте сварочные аппараты таких ведущих брендов, как Miller, ESAB и Lincoln Electric, в интернет-магазине Welders Supply.
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Millermatic 211 Auto-Set Mig Welder
Просмотр продукта
Зимние перчатки Tillman
Просмотр товара
лучших сварочных аппаратов для стержневой сварки до 1100 долларов: Miller, ESAB, Thermal Arc менее чем за
Все категории/
Лучшие сварочные аппараты до 1100 долларов
Найдено 4 шт.
Miller Thunderbolt 210
Добавить к сравнению
Miller Thunderbolt 160
Добавить к сравнению
ESAB Fabricator 141i — 110 В MIG/TIG/Stick Machine
Добавить к сравнению
Thermal Arc Fabricator 181i 230 В MIG/TIG/Stick Machine
Добавить к сравнению
Идеальный сварочный аппарат для стержневой сварки по доступной цене.
Welders Supply предлагает широкий выбор сварочных аппаратов для стержневой сварки, идеально подходящих для сварки в домашних условиях, вспомогательных сварочных работ или даже для тех, кто впервые покупает аппарат профессионального уровня без перерасхода средств. Эти машины, как правило, меньше по размеру, что делает их отличными для хранения в гараже и очень портативными для тех, у кого нет сварочного цеха или грузовика для перевозки крупных объектов и машин.
Преимущества недорогих сварочных аппаратов:
Высокая портативность
Удобно хранить
Предоставляйте то, что вам нужно, не платя за дополнительные функции
Экономьте больше на расходных материалах
Небольшие аппараты часто могут работать там, где не могут справиться более крупные сварщики
Отлично подходит для обучения и практики
Не тратьте больше, чем у вас есть
Платить за более дорогой сварочный аппарат, скорее всего, означает платить за функции, которые вам могут не понадобиться. Многие из предлагаемых нами аппаратов более высокого класса стоят дороже, потому что они имеют функции, предназначенные для профессиональных сварщиков. Но не каждый, кто занимается сваркой, делает это основным источником дохода. Не всем сварщикам нужно полагаться на свои машины, чтобы выполнять свою работу и зарабатывать на жизнь. И не всем сварщикам нужны универсальные машины, поддерживающие различные методы сварки. Если это похоже на вас, вам, вероятно, лучше не платить за все функции, которые нужны профессионалам изо дня в день.
Если вы изучаете сварку, работаете непрофессионально или работаете в более общей области, эти сварочные аппараты для сварки электродом — это экономичные и надежные машины, которые могут обеспечить базовые возможности, а также любой аппарат стоимостью более 1100 долларов.
Наши лучшие сварочные аппараты до 1100 долл. США:
1. Сварочный аппарат постоянного тока Miller Thunderbolt 210
Miller Thunderbolt 210, безусловно, лучший в своем классе. Этот портативный аппарат для сварки стержнями может выполнять сварку методом «подключи и сварить» с помощью технологии Hot Start™, что позволяет легко создавать надежные дуги для выполнения срочных работ. Воспользуйтесь преимуществом универсальной вилки (MVP™) для работы с розетками на 120 или 240 В без инструментов для полной электрической адаптации.
2.
ESAB Fabricator 141i — аппарат для сварки MIG/TIG/Stick, 110 В
ESAB Fabricator 141i Welder представляет собой портативную сварочную систему 3-в-1 для сварки MIG, TIG и дуговой сварки. При весе всего 33 фунта его легко передвигать, но он обладает достаточной мощностью, чтобы выполнять работу, не прибавляя веса ни на фунт, чем необходимо. Fabricator 141i не только легкий и простой в использовании, но и имеет хорошо продуманные функции, такие как защита от перегрузки, регулятор расходомера и вентилятор на сварочном аппарате, который предотвращает всасывание пыли и грязи в аппарат.
Этот компактный зверь поддерживает функции сварки Stick, MIG и TIG, так что это действительно универсальный пакет. Изготовление легкой нержавеющей стали, стали и алюминия – все это входит в сферу производства термической дуги. Он портативный, мощный и довольно доступный по сравнению с другими сварочными аппаратами с аналогичными возможностями.
4. Сварочный аппарат для ручной сварки Miller Thunderbolt 160 DC
Сварочный аппарат для ручной сварки Miller Thuderbolt® 160 DC — лучший в своем классе надежный, портативный и мощный аппарат для ручной сварки. При весе 15 фунтов он легкий (почти на 100 фунтов легче, чем предыдущая модель Миллера) и идеально подходит для переноски на рабочих площадках, в гаражах и на крупных проектах. Всего за 500 долларов это идеальная машина для обычных сварщиков или новичков, желающих попрактиковаться.
Качественная продукция – 100% времени
Welder Supply поставляет высококачественную продукцию местной промышленности. Сварочные аппараты, которые мы предлагаем, не являются исключением, даже самые недорогие. Мы знаем отличные сварочные аппараты и то, что ищут сварщики. Потому что мы не просто сайт. Мы сварщики.
Избранное
Сварочные перчатки Tillman Premium MIG
Просмотр продукта
Защитные очки Jackson Nemesis, дымчатые/зеркальные #25688
Войти или зарегистрироваться Создать аккаунт организации Личный кабинет
Телефон
Вы можите запросить код подтверждения повторно или оформить быстрый заказ без регистрации прямо сейчас
+7 495 128-28-28
ELECTROTORG2023
Приступим к обработке заказов 9 января. С Новым годом!
Такой страницы не существует или она была удалена.
Вы можете начать с главной
Или перейти на интересующий Вас раздел:
Электромонтажное оборудование
Электроустановочные изделия
Климатическое оборудование
Освещение
Метизы и крепеж
Инструменты
Стройматериалы
ТВ, видеонаблюдение, интернет и связь
Товары для жизни
Праздничная светотехника
Способы оплаты
Позвонить
Написать
Быстрая покупка
Спасибо! Ваш заказ принят!
Стержни для клеевого пистолета.
Выбираем правильно!
Поменял и забыл |
02.11.2016
Использование клеевого пистолета, работающего с полимерными стержнями, востребовано во многих сферах деятельности. Пистолет является универсальным инструментом, способным надёжно обеспечить фиксацию различных предметов и деталей. Стержни для клеевого пистолета представляют собой расходные материалы. Как правило, наиболее востребованы полимерные стержни толщиной 11 мм и 7 мм.
Характеристики стержней и особенности использования
При отсутствии специфичных требований при проведении работ, склеивание поверхностей выполняется пистолетами стандартного размера. Поэтому в продаже чаще всего встречаются материалы диаметров 7 и 11 миллиметров, цена которых достаточно невысока. Такие стержни имеют следующие характеристики:
Визуально материал практически прозрачный.
Кроме диаметра, стержни для клеевого пистолета различаются по длине. Этот параметр может достигать 300 миллиметров.
Материал имеет достаточную прочность на изгиб и не ломается.
При хранении необходимо соблюдать комнатную температуру.
Соблюдение условий хранения и эксплуатации позволяет добиться неограниченного срока использования материала.
Стержни являются универсальным составом, способным применяться во многих отраслях деятельности. Как правило, практически любые материалы можно склеить стержнями 11 мм и 7 мм. В некоторых случаях используются чёрные стержни, позволяющие добиться незаметности клеевого состава на поверхностях соответствующего цвета.
Исключением для применения клеевого состава являются поверхности, требующие высокой адгезии. Некоторые виды полимерных материалов также нельзя склеивать пистолетом.
Выбор стержней для клеевого пистолета
Диаметр и габаритные размеры являются основными требованиями к стержням. В большинстве случаев материал толщиной 11 мм либо 7 мм подходит для решения типовых задач. Длина стержня определяется параметрами пистолета. В продаже имеются стержни, длина которых варьируется от 40 до 300 миллиметров. Соответственно, цена на материал повышается в зависимости от размера стержня.
Если к качеству соединения предъявляются особые требования, то выбор материала выполняется соответствующим образом. Чёрные стержни используются когда нужно добиться максимальной идентичности шва с поверхностью. Специальные составы применяются при повышенных требованиях к жёсткости конструкции. Склеивание разнородных материалов также возможно при использовании особых марок клея.
При выборе клея учитывается цветовая маркировка. Непрозрачный состав является универсальным и предназначен для использования в большинстве случаев. Полупрозрачный материал, имеющий определённый оттенок, имеет специальное назначение. Белые и чёрные стержни для клеевого пистолета также являются универсальными и предназначены для общего использования.
Цилиндры белого оттенка и непрозрачной консистенции используются для склеивания стекла и металла. Полупрозрачные материалы подходят для работы с древесиной, бумагой и их сочетаниями. Чёрные стержни характеризуются изолирующими и герметизирующими свойствами, поэтому применяются для обработки элементов под напряжением, а также для укрепления швов.
При работе с материалами, которые значительно нагреваются при эксплуатации, используются специальные клеевые составы. Такие стержни являются высокотемпературными и не теряют своих характеристик при значительном нагреве. Как правило, на рынке представлены цилиндры с температурой плавление порядка 100 либо 150 градусов. Выбор того либо иного стержня определяется текущими потребностями.
Выбор цилиндров диаметром 11 мм либо 7 мм производится исходя из характеристик используемого термоклеевого пистолета. Диаметр, температура плавления, текучесть материала и скорость его плавления являются основными критериями при выборе.
Материалы для производства стержней
Несмотря на своё название, стержни не содержат клеящего вещества. Цилиндры состоят из термопластичного полимера, который плавится при нагреве и застывает при охлаждении. Традиционные пистолеты работают с двумя видами стержней.
Этиленвинилацетатные цилиндры плавятся при температуре порядка 80 градусов. Полимер очень лёгкий и эластичный. При нагреве материал обладает высокой текучестью и липкостью. Использование подобного состава обеспечивает стойкость шва к влаге и химически активным веществам.
Полиамидные стержни имеют более высокую жёсткость и прочность. Плавятся такие материалы при температуре около 150 градусов. Соответственно для использования стержней подходят пистолеты, обеспечивающие необходимую температуру нагрева. Состав подобного типа имеет один недостаток. При постоянном соприкосновении с влагой, прочность материала снижается.
Приобретая стержни для клеевого пистолета необходимо учитывать основные характеристики материала. Кроме того, следует покупать материал с запасом. Общая цена практически не изменится, при этом стержни не кончатся в неподходящее время. В продаже имеются материалы различных оттенков, параметров и состава, что обеспечивает обширную область применения клеевых пистолетов.
При покупке желательно изучить техническую информацию, представленную на упаковке. Как правило, на ней содержится полная информация о составе стержня и способах его использования. Изучение данных и консультация с менеджером избавит покупателя от ошибок. В этом случае работа с пистолетом не вызовет трудностей при работе.
Якорь на перфоратор. Замена или ремонт?
Пневмодомкрат. Быстро и просто поднимаем авто
Из чего сделаны клеевые стержни
Вы когда-нибудь задумывались, из чего сделаны клеевые стержни? Возможно, вы удивитесь, узнав, что на самом деле они сделаны из воска. Клеевые стержни плавятся при воздействии тепла, что позволяет им прилипать к поверхностям. Это делает их популярным выбором для рукоделия и школьных проектов.
Клеевые стержни изготовлены из липкого материала, который наносится на поверхность. Они бывают разных цветов и размеров. С их помощью можно соединять предметы или удерживать их на месте.
Содержание
Из чего сделаны клеевые стержни
Что касается школьных принадлежностей, то немногие из них так распространены, как клеевые стержни. Но что именно находится в клеевой палочке? Клеевые стержни изготавливаются из различных материалов, но наиболее распространенным ингредиентом является поливинилацетат (ПВА), тип клея для пластика. Другие ингредиенты могут включать воду, глицерин и краситель. №
ПВА — прочный и универсальный клей, который хорошо работает как с бумагой, так и с тканью. Он также относительно нетоксичен, что делает его безопасным выбором для детских проектов. Клеевые стержни бывают разных размеров и цветов, и их можно использовать для всего: от сборки поделок до ремонта сломанных предметов.
Большинство клеевых стержней изготавливаются из воска, известного как этиленвинилацетат (ЭВА). EVA — это синтетический каучук, который часто используется в таких продуктах, как обувь и напольные покрытия. Он также используется для изготовления медицинских устройств и упаковочных материалов. Клеевые стержни, изготовленные из EVA, имеют гладкую текстуру, прозрачные или полупрозрачные.
Другие типы клеевых стержней могут изготавливаться из смеси восков, смол и масел. Эти ингредиенты могут обеспечивать различные свойства, например, более сильную фиксацию или большую гибкость. Некоторые клеевые стержни могут также содержать пигменты или красители для придания им цвета.
Как работают клеевые стержни
Клеевые стержни плавятся при нагревании, что позволяет им прилипать к поверхностям. Это делает их популярным выбором для рукоделия и школьных проектов.
Когда вы используете клей-карандаш, тепло клеевого пистолета плавит воск. Затем расплавленный воск стекает в зазор между двумя поверхностями, которые вы пытаетесь склеить. Когда воск остывает и затвердевает, он образует прочную связь между поверхностями.
Вы также можете использовать клеевые стержни без клеевого пистолета. Во многих магазинах для рукоделия продаются пригодные для использования в микроволновой печи клеевые стержни, которые можно расплавить в микроволновой печи. Они идеально подходят для проектов, требующих быстрого склеивания, таких как ремонт керамики или приклеивание ткани к дереву.
Преимущества использования клеевых стержней
Клеевые стержни имеют ряд преимуществ перед традиционным жидким клеем. Они чистые и простые в использовании, что делает их хорошим выбором для школьных проектов. Они также реже вызывают раздражение кожи, чем жидкие клеи.
Еще одним преимуществом клеевых стержней является то, что они позволяют более точно наносить клей. Жидкие клеи трудно контролировать, и вы можете получить грязный проект. Клеевые стержни дают вам больше контроля над тем, куда наносится клей, что может помочь вам создавать более аккуратные проекты.
Клеевые стержни также имеют более короткое время высыхания, чем жидкие клеи. Это означает, что ваш проект будет готов.
Каковы преимущества использования клея-карандаша?
Клеевые стержни имеют ряд преимуществ по сравнению с традиционными жидкими клеями. Они чистые и простые в использовании, что делает их хорошим выбором для школьных проектов. Они также реже вызывают раздражение кожи, чем жидкие клеи.
Еще одним преимуществом клеевых стержней является то, что они позволяют более точно наносить клей. Жидкие клеи трудно контролировать, и вы можете получить грязный проект. Клеевые стержни дают вам больше контроля над тем, куда наносится клей, что может помочь вам создавать более аккуратные проекты.
Клеевые стержни также имеют более короткое время высыхания, чем жидкие клеи. Это означает, что ваш проект будет готов к использованию раньше.
Являются ли клеевые стержни токсичными?
Большинство клеевых стержней изготовлены из нетоксичных материалов и безопасны в использовании. Однако некоторые старые клеевые стержни могут содержать вредные химические вещества, такие как свинец. Если вас беспокоит токсичность, ищите клеевые стержни с пометкой «нетоксичен». Эти продукты были протестированы и признаны безопасными для использования.
Вы можете ознакомиться с мнением экспертов по этому поводу >> Являются ли клеевые стержни токсичными
Как правильно их использовать
Чтобы использовать клеевой стержень, начните с того, что вставьте его в клеевой пистолет. Включите клеевой пистолет и подождите, пока он нагреется. Как только он нагреется, нажмите на спусковой крючок, чтобы высвободить клей. Держите клей-карандаш близко к поверхности, которую вы пытаетесь склеить, и перемещайте его вперед и назад, пока область не будет покрыта. Подождите несколько минут, пока клей высохнет, затем надавите на две поверхности, чтобы соединить их вместе.
Часто задаваемые вопросы О том, из чего сделаны клеевые стержни
Клеевые стержни сделаны из конской спермы?
Нет, клеевые стержни сделаны не из лошадиной спермы. Обычно они изготавливаются из пластика под названием EVA, который часто используется в устройствах для обеспечения безопасности детей и упаковочных материалах. Клеевые стержни из ЭВА имеют гладкую текстуру, прозрачные или полупрозрачные.
Срок годности клея-карандаша?
Нет, клей-карандаш не имеет срока годности. Однако со временем они могут стать менее эффективными. Если ваш клей-карандаш работает не так хорошо, как раньше, попробуйте нагреть его в течение нескольких секунд перед использованием. Это поможет клею легче стекать.
Можно ли есть клеевые стержни?
Нет, клеевые стержни есть нельзя. Хотя они не токсичны, их нельзя есть, и при проглатывании они могут вызвать расстройство желудка. Если вы случайно проглотили клей-карандаш, выпейте много воды и обратитесь к врачу.
В чем разница между клеевым стержнем и пистолетом для горячего клея?
Клей-карандаш — это тип клея, который используется с горячим клеевым пистолетом. Пистолеты для горячего клея нагревают клей-карандаш до тех пор, пока он не расплавится, что облегчает его нанесение на поверхности. Клеевые пистолеты часто используются для поделок и проектов «сделай сам».
Клеевые стержни бывают разных цветов?
Да, некоторые клеевые стержни бывают разных цветов. Эти продукты могут быть полезны для проектов по цветовому кодированию или для добавления ярких красок в вашу работу. Однако имейте в виду, что цветные клеевые стержни может быть труднее удалить с поверхностей, если вы сделаете ошибку.
Насколько токсичны клеевые стержни?
Клеевые стержни не очень токсичны. У некоторых людей они могут вызывать раздражение кожи или аллергическую реакцию, но не известно, что они наносят какой-либо другой вред.
Какой термоклеевой стержень самый прочный?
На этот вопрос нет однозначного ответа, так как он зависит от области применения и типа клея-карандаша. Тем не менее, по общему мнению, Loctite Super Glue Ultra Gel Control является одним из самых прочных доступных стержней для горячего клея.
Некоторые клеевые стержни лучше других?
Некоторые стержни горячего клея лучше подходят для склеивания более тяжелых материалов, в то время как другие лучше подходят для точных работ. Всегда полезно протестировать несколько различных типов термоклеевых стержней, чтобы определить, какой из них лучше всего подходит для конкретного проекта.
Все ли клеевые стержни подходят ко всем клеевым пистолетам?
Нет, не все клеевые стержни подходят ко всем клеевым пистолетам. Клеевые пистолеты бывают разных размеров и требуют клеевых стержней разного размера. Перед покупкой клеевых стержней обязательно проверьте размер клеевого пистолета.
Final Touch
Клеевые стержни изготавливаются из различных материалов, включая синтетические полимеры, натуральный латекс и каучук. Они используются для склеивания объектов вместе и доступны как в жидкой, так и в твердой форме. Клеевые стержни бывают разных цветов и размеров и являются популярным выбором для поделок.
Наконец, мы надеемся, что вы получили ответы на все вопросы, связанные с тем, из чего сделаны клеевые стержни. Если нет, сообщите нам об этом в разделе комментариев ниже, и мы постараемся предоставить вам быстрый ответ. А пока продолжайте клеить! 🙂
Соответствующие ресурсы:
Какой клей использовать для бумажного стекла
Как быстрее высушить клей – 9 лучших способов
Почему клей не прилипает к внутренней части бутылки или тюбика
0 и минусы клеев на основе полимочевины
Является ли клей съедобным? – Узнайте, что говорят эксперты
Как заклеить дырку в надувном матрасе с помощью суперклея
Вреден ли клей для вашей кожи – вещи, которые вы должны знать
Как приклеить песок к дереву – лучшие руководства
Знакомство с клеевыми стержнями-расплавами
Изначально клеи-расплавы (HMA) разрабатывались в первую очередь для промышленного использования. Они были и сейчас широко используются на многих рынках приложений, таких как упаковка, переплетное дело, деревообработка, электроника, ламинирование, изготовление обуви, склеивание ремесел, хобби, изготовление шкафов, цветочные работы, обивка, сборка продуктов и многие другие приложения. HMA также были продвинуты для использования дома и в магазине, предлагая клеевые стержни-расплавы в сочетании с простыми и легкими клеевыми пистолетами.
На рынке доступно несколько различных типов термоклеевых стержней. Вот ответы на распространенные вопросы о клеях-расплавах:
1. Каких цветов бывают термоклеевые стержни?
Вода от белого до темно-янтарного цвета; доступны все прозрачные и непрозрачные клеевые стержни. Обычно стоимость сырья светлого цвета и прозрачных клеевых стержней дороже. Некоторые из них выглядят красиво с эстетической точки зрения, но часто обладают недостаточной адгезией по сравнению с темными клеями из-за их относительно низкой поверхностной энергии.
Возможны любые требуемые заказчиком цвета по индивидуальному запросу. Цвет иногда необходим для ремесел, хобби и некоторых произведений искусства. Окрашивающими агентами могут быть органические красители и неорганические пигменты.
2. Какие размеры бывают у клеевых стержней?
Различные диаметры и длины легко доступны на рынке клеевых стержней, например: 1/4″ диам. (диаметр) мини x 4″ в длину, 7/16″ диам. х 4 дюйма в длину, 7/16 дюйма в диаметре. х 10 дюймов в длину, 5/8 дюйма в диаметре. x 2″ в длину, 5/8″ в диаметре. х 10 дюймов в длину, 1 дюйм в диаметре. x 3″ в длину, 1-3/4″ в диаметре. x 1-3/4″ длинные заглушки. Технически производители клеевых стержней могут предоставить любой диаметр и длину в соответствии с выбранными клеевыми пистолетами и конкретными потребностями рынка. Среди вышеуказанных диаметров диаметр 7/16 дюйма (около 11,2 мм). является наиболее часто используемым размером на этом рынке. Постоянство диаметра играет наиболее важную роль при применении клеевого пистолета. О том, как изготовить клеевой стержень одинакового диаметра, будет рассказано в отдельной статье.
3. Из чего сделаны термоклеевые стержни?
Для изготовления клеевых стержней обычно используются три термопластичных эластомера: EVA (этиленвинилацетат), APAO (аморфный поли-альфа-олефин) и PA (полиамиды). В эти клеевые стержни-расплавы также включены различные вещества, повышающие клейкость. Они в основном классифицируются как природные смолы, такие как канифоль и производные терпена, и синтетические нефтяные углеводородные смолы, такие как алифатические, ароматические и дициклопентадиеновые. Клей-карандаш PA представляет собой 100% синтетический полимер без модификации каких-либо смол, повышающих клейкость.
4. Основные свойства термоклеевых стержней
Температура размягчения кольца и шарика
и вязкость расплава являются двумя основными физическими свойствами, указанными в большинстве технических паспортов (TDS).
Вы можете очень быстро сравнить цены лазерного резака по металлу и подобрать оптимальные варианты из более чем 4874 предложений
Лазерный резак по металлу ST-FC3015E
Состояние: Новый
В наличии
Модель ST-FC3015EМощность лазера 500W / 750W / 1000WТип лазера Волоконный лазерный источникМасштаб процесса 1500 * 3000 ммТочность позиционирования по осям X / Y ± 0,02 ммМаксимальная рабочая…
24.10.2019
Москва (Россия)
Лазерный станок резки металла Raycus 1000-4000 Вт
Состояние: Новый Производитель: Россия
В наличии
Внимание! Оборудование новое! Можно посмотреть ОНЛАЙН!Пишите, звоните Ватсап дополнительный +7 925 791-00-93Производство станков лазерной резки металла. Ремонт станков лазерной резки…
23.07.2022
Москва (Россия)
1 950 000
Станок для лазерной резки листового металла и труб
Состояние: Новый Производитель: Китай
Волоконный лазерный резак использует твердотельный лазерный источник, не требующий особого обслуживания, для генерации лазерного луча, который доставляется по оптоволоконному кабелю к лазерной…
05.09.2022
Москва (Россия)
Лазерный резак G-weike LC1610N CO2
Состояние: Новый Производитель: G-weike (Китай)
В наличии
В наличии новый СО2 лазерный резак компании G-WEIKE модель LC1610N. Подходит для резки акрила, дерева и фанеры, стоит на теплом складе в Москве. Новый, не вскрывался, в заводской упаковке. …
20.06.2021
Москва (Россия)
490 000
Новый лазерный резак G-weike LC1610N со2
Состояние: Новый Производитель: G-WEIKE (Китай)
В наличии
В наличии новый СО2 лазерный резак компании G-WEIKE модель LC1610N. Для резки акрила, дерева и фанеры, стоит на складе в Москве. Новый, не вскрывался, в заводской упаковке. Цена за которую брали…
08.02.2022
Москва (Россия)
400 000
Лазерный гравер по Металлу \ Акрилу
Нужен лазерный гравер на 10-20Вт способный маркировать металл и пластик (акрил). Что то типа Минимаркер или SIGN-20, т.е. небольшого размера за адекватную стоимость, цена на минимаркер просто…
27.02.2015
Москва (Россия)
100 000
Станок для лазерной резки листового металла
Состояние: Новый Производитель: Китай
СТАНОК ДЛЯ ВОЛОКОННОЙ ЛАЗЕРНОЙ РЕЗКИСтабильная и надежная лазерная оптическая система и линзыСовместимость с различными форматами чертежей САПРИнтеллектуальная функция раскроя, экономия затрат на. ..
05.09.2022
Москва (Россия)
Лазерный станок 320W металл / дерево / пластик
Состояние: Б/У Год выпуска: 2018 Производитель: DAHAN (Китай)
Продаем лазерный станок CO2 DAHAN L1325 для резки металла, пластика, дерева. Состояние хорошее, полгода назад заменили трубки на новые, зеркала новые. Связь с компьютером через локальную…
16.11.2021
Москва (Россия)
500 000
Станок лазерной резки, раскрой металла до 80 мм. Композит, латунь, многие материалы
Состояние: Новый Производитель: HGTEG, FHBS, GWEIKE, OREE LASER (Китай)
В наличии
www.stanokplaZma.ru HGTECH LASER 3D LASER+7 937 951 06 88 (tel. and WhatsApp) +7 900 330 50 99 (tel. )5-и осевые координтаные фрезерные станки для высокоточной обработки.Премиальные модели:…
03.01.2023
Москва (Россия)
Лазерный резак с двойной головкой STJ1390-2
Состояние: Новый
В наличии
Модель STJ1390-2Рабочая область 1300мм * 900ммМощность лазера Бренд RECI 80 Вт (150 Вт, 130 Вт, 100 Вт для опции)Тип лазера CO2 лазерная трубка с водяным охлаждениемСкорость гравировки 0-7500 мм /…
24.10.2019
Москва (Россия)
Лазерный резак с ЧПУ STJ1610-CCD
Состояние: Новый
В наличии
Модель STJ1610-CCDПлощадь вырезывания 1600x 1000 ммМощность лазера 100 Вт (80 Вт, 130 Вт, 150 Вт для опции)Тип лазера CO2 лазерная трубка с водяным охлаждением, 10.6umСкорость резки 0-40000mm /…
24.10.2019
Москва (Россия)
Лазерный резак для фанеры, МДФ, пластика STJ1325-4
Состояние: Новый
В наличии
Модель STJ1325-4Рабочая область 1300мм * 2500ммМощность лазера Бренд RECI 150 ВтТип лазера CO2 лазерная трубка с водяным охлаждениемСкорость гравировки 0-7500 мм / мин (по материалам)Скорость резки. ..
24.10.2019
Москва (Россия)
Лазерный резак и гравер 60х40 чпу
Состояние: Новый
В наличии
Лазерный станок СО2 используется для резки и гравировки дерева, фанеры, акрила, ткани. Установлены рельсовые направляющие по осям X и Y, что дает высокую точность обработки и обеспечивает больший…
Модель STJ6040Мощность лазера 40W / 60WТип лазера СО2Источник питания AC 220 В / 110 ВРабочая область 600 * 400 ммСкорость гравировки 0-600mm / сСкорость резки 0-600 мм / сТочность размещения…
24.10.2019
Москва (Россия)
Универсальный лазерный резак для металлических листов и труб ST-FC3015CR
Состояние: Новый
В наличии
Модель ST-FC3015CRРазмер стола для резки 1500 * 3000 мм (5 * 10 футов), 2200 * 6000 мм на выборРазмер резки труб Диаметр 20 мм-200 мм, длина 3000 мм, 6000 мм на выборМощность лазера 1500 Вт, 2000. ..
24.10.2019
Москва (Россия)
Лазерный резак IPG ST-FC3015GCR
Состояние: Новый
В наличии
Модель ST-FC3015GCRРабочая область 3000X1500mmТип лазера IPGМощность лазера 1000 Вт (2000 Вт, 3000 Вт для опции)Номинальное напряжение питания 380V / 50Hz / 60HzВращающийся рабочий диаметр 20 мм -…
24.10.2019
Москва (Россия)
Металлический лазерный резак ST-FC1390
Состояние: Новый
В наличии
Модель ST-FC1390Мощность лазера 500W / 750W / 1000WРабочая область 1300mmx900mmПовторите точность позиционирования ± 0.008mmМаксимальная скорость 40м / минМаксимальное ускорение 0.5GНапряжение и…
24.10.2019
Москва (Россия)
Лазерный резак для акрила STJ1610
Состояние: Новый
В наличии
Модель STJ1610Рабочая область 1600мм * 1000ммМощность лазера RECI 90 Вт — 180 ВтСкорость гравировки 1 — 60000 мм / минКоэффициент разрешения ≤0. 0125mmРабочее напряжение 220 В, 50 Гц или 110 В, 60…
24.10.2019
Москва (Россия)
Лазерный источник Raycus RFL-C1000 в наличии
Состояние: Новый Производитель: Raycus (Китай)
В наличии
В наличии❗ Уважаемые заказчики, оборудование НОВОЕ! Цена РЕАЛЬНАЯ! Всё можно увидеть ONLINE!В данный момент я нахожусь за границей в роуминге, на звонки ответить не могу.❗Пишите в Ватсап, Телеграм…
23.07.2022
Москва (Россия)
340 000
Лазерный станок,резак раскроечный Rabbit 2030 Flat Bed по металлу, дереву, пластику
Состояние: Новый
В наличии
Специализированный экономичный лазерный резак для работы с листовыми материалами и заготовками шириной до 300 сантиметров.Мощность лазера 80 ВтРабочее поле 3000×2000 ммСкорость. ..
05.07.2022
Москва (Россия)
1 102 000
Популярные категории в Москве
Да кстати, на портале ProСтанки выбор предложений по лазерному резаку по металлу почти как на Авито и TIU
Видео лазерного резака по металлу
Лазерные резаки в категории «Промышленное оборудование и станки»
Ароматизатор в машину из дерева и войлока с логотипом — Крест
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с логотипом — Лев
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с логотипом — Лев
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с логотипом — Лев
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с логотипом — Лев
На складе
Доставка по Украине
450 грн
Купить
Станок лазерный СО2 для резки и маркировки Z1390 (EFR F6 130W-150W)
Доставка по Украине
252 509 грн
Купить
Плиткорез лазерный ручной 800 мм YATO
Доставка по Украине
7 314 грн
Купить
Станок лазерный СО2 для резки и маркировки Z1390 (RECI W6 130W-150W)
Доставка по Украине
271 672 грн
Купить
Станок лазерный СО2 для резки и маркировки Z9060 (EFR F2 80W)
Доставка по Украине
186 840 грн
Купить
Лазерный труборез с автоматическим зажимным патроном HS-E22 IPG 1000W
Ароматизатор в машину из дерева и войлока с фото машины.
На складе
Доставка по Украине
450 грн
Купить
Блок питания лазерной трубки ZYE Laser MYJG 100Вт
На складе
Доставка по Украине
8 300 грн
Купить
Блок питания лазерной трубки ZYE Laser MYJG 150Вт
На складе
Доставка по Украине
10 375 грн
Купить
Смотрите также
Лазерная трубка CO2 RECI W2 90-100Вт. D80мм, L1250мм
На складе в г. Хмельницкий
Доставка по Украине
26 975 грн
Купить
Ароматизатор в машину из дерева и войлока с надписью.
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с иконой Божья Матерь
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с надписью
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с Компасом
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с Якорем
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с надписью
На складе
Доставка по Украине
450 грн
Купить
Лазерная трубка CO2 RECI W4 100-130Вт. D80мм, L1400мм
На складе
Доставка по Украине
35 275 грн
Купить
Ароматизатор в машину из дерева и войлока с Тигром
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с надписью
На складе
Доставка по Украине
450 грн
Купить
Лазерная трубка CO2 RECI W6 130-160Вт. D80мм, L1650мм
На складе
Доставка по Украине
47 725 грн
Купить
Ароматизатор в машину из дерева и войлока с Питбулем
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с Горами
На складе
Доставка по Украине
450 грн
Купить
Ароматизатор в машину из дерева и войлока с Дзюдо
На складе
Доставка по Украине
450 грн
Купить
Гидроабразивная резка Против.
Лазерная резка и многое другое
Когда дело доходит до резки металла, существует множество способов выполнить работу. Но когда дело доходит до высокотехнологичной и точной резки, двумя наиболее популярными вариантами являются гидроабразивная резка и лазерная резка.
Они стройные, злые и выглядят круто в действии.
Итак, в битве между гидроабразивным резаком и лазерным резаком, какой метод вы предпочитаете? Оба являются отличными вариантами, но, как и большинство вещей в производстве, имеет свои сильные и слабые стороны .
Вот более пристальный взгляд на атрибуты, которые отличают эти две технологии, а также некоторые другие технологии резки металла, которые вы, возможно, захотите рассмотреть:
Гидроабразивная резка по сравнению с лазерной резкой: полный анализ
Важные факторы для взвешивания при рассмотрении вопроса о гидроабразивной резке по сравнению с лазерной резкой включают:
Стоимость инструментов и компонентов
Операционные расходы
Стоимость машины
Отходы
Универсальность
Скорость
Точность
Нематериальные ценности, такие как шум и безопасность (если вы занимаетесь этим внутри компании)
Подробнее о каждом из них:
1.
Стоимость инструментов и компонентов
Лазерная резка: Если вы ищете недорогие инструменты, лазерный резак, безусловно, подойдет. Почему? Для станка с лазерным приводом нет инструментов — вы просто программируете траекторию резки и отходите в сторону. Даже лазер — ключевой компонент — стоит недорого благодаря возросшему спросу на такие продукты.
Говорят, что самым дорогостоящим аспектом работы лазерного резака (кроме первоначальных затрат на покупку оборудования) является мощность, необходимая для работы станка. Если вы передаете свою резку на аутсорсинг, ожидайте, что это повлияет на операционные расходы поставщика. Хорошим компенсатором этих расходов является то, что сама лазерная трубка служит около 2 лет.
После этого его можно отремонтировать примерно за 3000–5000 долларов. Новая трубка, в зависимости от типа, будет стоить вам около 7000 долларов.
Гидроабразивная резка: Это имеет тенденцию быть более дорогим из-за износа компонентов и расходных материалов. В дополнение к водяному насосу, который требует периодического обслуживания, вам потребуются форсунки, уплотнения, вода для резки, охлаждающая вода и абразивная среда для работы с водой в машине.
К счастью, для гидроабразивной резки не нужны никакие инструменты, достаточно лишь кого-то, кто запрограммирует траекторию резки в ЧПУ.
2. Эксплуатационные расходы
Существует также разрыв между эксплуатационными расходами, когда речь идет о дебатах о водоструйной и лазерной резке.
Лазерные резаки: Стоимость работы от 13 до 20 долларов в час.
Водоструйные резаки: Имеют общий диапазон от 15 до 30 долларов в час.
В целом эксплуатационные расходы примерно одинаковы, и общая стоимость будет зависеть от вашего проекта.
3. Стоимость станка
Если вы отдаете свои услуги по резке металла на аутсорсинг (что во многих случаях мы рекомендуем), вы можете пропустить этот пункт. Если нет, читайте дальше.
Одним из преимуществ водяной резки по сравнению с лазерной резкой является более низкая начальная стоимость машины. Это делает важным для пользователей взвесить, окупятся ли они со временем стоимость инвестиций, выбрав лазерный резак вместо гидроабразивного резака.
4. Отходы
Одним из часто упускаемых из виду аспектов резки является очистка.
Лазерные резаки : Если не считать небольшого количества пыли, в процессе лазерной резки действительно не остается беспорядка.
Водоструйные резаки : Они требуют более тщательной очистки.
5. Скорость
Скорость — это категория, которая действительно разделяет лазерные и гидроабразивные резаки.
Лазерные резаки: Как правило, вы можете более продуктивно резать с помощью лазера. На самом деле, некоторые лазерные резаки могут резать до 70 дюймов материала в минуту.
Водоструйные резаки: Обычно они не могут резать более 20 дюймов в минуту.
6. Точность
Лазерные резаки: Могут резать с точностью +/- 0,005 дюйма. Вы можете получить солидную точность с помощью обоих методов, но преимущество здесь принадлежит лазерной резке.
Гидроабразивная резка: Этот метод позволяет выполнить разрез с точностью +/- 0,02 дюйма (обратите внимание, что здесь на один 0 меньше).
7. Универсальность
Лазерные резаки: Они несколько ограничены в возможностях резки, хотя за последние годы технология улучшилась. Однако вы не можете резать что-то вроде мрамора.
Вы можете резать металлы, пластмассы и даже ткани, но вы ограничены в толщине металла, который вы можете резать. Это может зависеть от мощности машины вашего поставщика (или вашей собственной).
Гидроабразивная резка: Это очень универсальные машины, так как они могут резать практически любой материал. Они могут проникать глубже, чем лазер, в зависимости от давления воды и абразивов, используемых в струе.
8. Нематериальные активы
Лазерная резка: Тихо и безопасно!
Гидроабразивная резка: Процесс производит много шума и обычно считается более опасным. Лучше пусть специализированный специалист сделает это за вас.
Другие претенденты
Как мы уже упоминали, существует множество способов резки металла. Вот еще парочка:
Плазменная резка
Револьверный пресс
Плазменная резка
Это еще одна технология, которую вы можете рассмотреть в зависимости от ваших потребностей.
Эти машины дорогие — потенциально могут стоить до 300 000 долларов, если вы сошли с ума и/или достаточно загружены, чтобы попробовать сделать это самостоятельно. Но преимущества плазменной резки включают более низкие эксплуатационные расходы по сравнению с лазерной и гидроабразивной резкой, а также более высокую производительность.
Однако плазменные резаки ограничены в разнообразии материалов, которые они могут обрабатывать. Их лучше всего использовать для работы со сталью и алюминием.
Револьверный пресс
Револьверный пресс (или револьверный пуансон) — это разновидность пробивного пресса.
Вам понадобится инструмент для каждой функции, которую вы хотите сделать на куске металла. В качестве альтернативы вы можете взять обычный инструмент и, например, выбить кучу кусков из вашей заготовки, пока не получите желаемое большее отверстие. Однако такая работа требует времени — вам может потребоваться сделать девять ударов вместо одного, если у вас есть именно тот инструмент, который вам нужен.
Револьверные прессы могут того стоить, если вы производите один и тот же компонент на постоянной основе . В этих случаях револьверная прессовка может быть быстрее, чем лазерная или гидроабразивная резка. Просто помните, что для настройки требуется больше времени, чем для лазерного резака. И, если вы делаете много одного и того же материала, вам также следует изучить штамповочный пресс со специальным набором инструментов.
Пуансон менее гибок, чем лазер, для резки сложных форм, но быстрее для повторяющихся форм. Пробивка револьверной головки также может выполнять неглубокую формовку металла. Некоторые поставщики используют машины, сочетающие в себе функции лазера и перфорации!
Пусть решают специалисты
Если вы не уверены, какие услуги по резке металла соответствуют потребностям вашего проекта, не имеет смысла просто спросить? Ваш партнер-производитель может помочь вам в выборе лазерной или гидроабразивной резки на основе:
Бюджет
Требуется точность
Толщина вашего материала
Прочие факторы
А если вы ищете более общую информацию о проектировании отличных гнутых деталей, ознакомьтесь с нашей бесплатной электронной книгой ниже:
Примечание редактора. был обновлен.
View 76 Лазерные резаки — Сравните цены на новые и подержанные
6
Новый станок для лазерной резки — TECOI LS-CF
Доступен ТОЛЬКО в Австралии, Новой Зеландии, Малайзии, Индонезии, Вьетнаме, Таиланде, Филиппинах и Сингапуре. Для европейских стран….
POA
Посмотреть листинг
2
Новый станок для резки волоконным лазером D-Soar Plus PG со скошенной головкой
Станок сверхвысокой мощности волоконного лазера D-Soar Plus PG специально сконфигурирован для высококлассных клиентов, вся машина….
Абонент
Просмотреть список
7
Новый высокомощный станок для лазерной резки D-WIN
Высокомощный станок для лазерной резки серии D-WIN характеризуется сверхэкономической эффективностью и гибкостью с точки зрения ме…
POA
Посмотреть листинг
6
Новый станок для лазерной резки Gweike
Machine tool Design — компания, специализирующаяся на продаже и обслуживании станков с ЧПУ и обычных станков для широкого круга пром. …
Цена от 80 000 долларов США
Бывший ГОСТ
Посмотреть листинг
13
Новый 1325 СО2 ЛАЗЕРНЫЙ СТАНОК ДЛЯ МАШИНЫ ДЛЯ МАШИН
Наш совершенно новый лазерный станок для штамповки. Вот что входит в комплект поставки. Размер 1300 x 2500 мм. Мощность 600 Вт.
Бывший ГОСТ
Просмотреть список
В наличии
6
Новая система лазерной резки и гравировки Thunder Laser Odin мощностью 22-30 Вт
Новый продукт Thunderlaser 2020 года, лазерный станок серии Odin сочетает в себе небольшой размер, компактность, высокое качество гравировки и резки….
$14 800
Бывший ГОСТ
Посмотреть список
Заказать демонстрацию
10
Новая высокопроизводительная труба, U-образная и круглая лазерная резка (длина от 6,5 м и 9,2 м до диаметра 230 мм)
Цена включает доставку, установку и обучение в крупных городских районах, а также 12 месяцев комплексной поддержки на месте. Посвященный 15….
Цена от 259 000 долларов США
Бывший ГОСТ
Просмотреть список
18
Новинка для режущих головок Precitec и Raytools
Расходные материалы для станков лазерной резки, подходящие для головок Precitec и Raytool На складе имеется широкий ассортимент расходных материалов. И широкий….
POA
Посмотреть список
Заказать демонстрацию
16
Новый Самый компактный полнолистовой лазерный резак на рынке — Laser Machines i7 3kW.
Самая компактная полноразмерная листовая машина на рынке с легко загружаемым выдвижным столом. Машина мощностью 1,5 кВт доступна от 165 000 P….
Цена от 189 000 долларов США
Бывший ГОСТ
Посмотреть листинг
13
Новый HSG Laser HSG Laser HSG Laser
ГАРАНТИРОВАННАЯ САМАЯ НИЗКАЯ ЦЕНА МЫ ПРЕДЛАГАЕМ ЛЮБУЮ ЦЕНУ Интеллектуальное дистанционное управление Настройка ключа проста и понятна, беспроводная связь одной кнопкой . …
POA
Просмотреть список
9
Подержанный лазер Amada FO 3015 MII мощностью 4 кВт с поворотным устройством
FO 3015 MII с вращающейся труборезкой 4 кВт….
339 000 долл. США
Бывший ГОСТ
Посмотреть листинг
2
Новый станок для лазерной резки — TECOI MK
доступен ТОЛЬКО в Австралии, Новой Зеландии, Малайзии, Индонезии, Вьетнаме, Таиланде, Филиппинах и Сингапуре. Для европейских стран….
POA
Посмотреть список
Заказать демонстрацию
18
Новая система для резки труб квадратного, U-образного и круглого сечения (длина от 9,2 м до диаметра 360 мм)
Лазерные станки Станок для резки труб, прямоугольных и квадратных труб T230 x 9,2 м Цена включает доставку, установку и обучение. …
309 000 долларов США — 320 000 долларов США Бывший ГОСТ
Посмотреть список
СОХРАНИТЬ $43 750
11
Новая система лазерной резки SLTL PRIME 1,5 кВт
Теперь с новым эргономичным дизайном Мощность лазера от 700 Вт до 4 кВт Материалы Мягкая сталь, нержавеющая сталь. View Deal
5
New Vision Станок для лазерной резки тканей с сублимационной печатью
Модель № CJGV-1
LD Введение Лазерная резка, интегрированная с системой распознавания зрения, служит идеальным станком для лазерной резки….
POA
Посмотреть листинг
13
Новый станок для лазерной резки HSG
ГАРАНТИРОВАННАЯ САМАЯ НИЗКАЯ ЦЕНА МЫ БУДЕМ ПРЕВЫШАТЬ ЛЮБУЮ ЦЕНУ Не упустите возможность купить станок для лазерной резки HSG хорошего качества по самой низкой цене. …
POA
Просмотреть список
В продаже
10
Новая лазерная резка больших листов с опцией резки под углом 20,5 м x 3,2 м — до 40 кВт
Серия G не похожа ни на одну другую систему резки плоских листов на рынке. Эта машина предназначена для максимальных размеров листа и макс….
Цена от 518 000 долларов США
Бывший ГОСТ
Посмотреть листинг
4
New Donaldson Dust Extractor Filter P191920
P191920 DFO ULTRA-WEB FR CARTRIDGE 288,54 MM X 364,74MM OD X 660 MM L, 11,36 X 14,36 OD X 26,00 Lard… 230 долларов США
Бывший ГОСТ
Посмотреть листинг
9
Новый станок для лазерной резки сверхвысокой мощности D-SOAR
Станок для резки волоконным лазером сверхвысокой мощности серии D-SOAR может точно обрабатывать металлы различной толщины при относительно низком уровне. ..
POA
Посмотреть листинг
10
Новый станок для лазерной резки 3015
Взгляните на наш новый станок для лазерной резки 3015 Вот что он предлагает с рабочим размером 3000 x 1500 мм.0003
Цена от 67 182 долларов США
Бывший ГОСТ
Просмотреть список
В наличии
1
Новый Bystronic Byspeed Pro 3015 4,4 кВт (2011 г.) * Время резки составляет прибл. 3500 часов *
Самый надежный продавец машин в Австралии с гордостью представляет вам подержанный BYSTRONIC BYSPEED 3015 4,4 кВт 2011 года в превосходном состоянии….
POA
Просмотр листинга
20
Новый СТАНОК ДЛЯ ЛАЗЕРНОЙ РЕЗКИ VTOP
Трубчатые лазеры Vtop на шаг впереди своих конкурентов, поскольку они производятся и постоянно совершенствуются компанией Vt. …
Цена от $275 000
Бывший ГОСТ
Посмотреть листинг
11
Новый лазерный станок Woodman Laser 7530 CCD
НОВЫЙ лазерный станок Woodman 7530 CCD Laser — идеальный лазерный резак для коммерческого, школьного и домашнего использования. Быть достаточно маленьким, чтобы на нем сидеть….
12 636 долларов США
Бывший ГОСТ
Цена от
3
Новый станок для лазерной резки YSD Производство толстолистового металла
Совершенно новый станок для лазерной резки ИЗГОТОВЛЕНИЕ ТЯЖЕЛОГО ПЛИТЫ Предназначен для удовлетворения требований производства сборных листов, обслуживания стали ….
500 000 долларов США
Бывший ГОСТ
Просмотр листинга
Лазеры являются популярным выбором для многих мастерских, поскольку они точны, экономичны и эффективны. Существует несколько различных методов лазерной резки, но некоторые из наиболее распространенных включают в себя: резку испарением и плавление и выдувание.
Резка испарением — это метод направления луча в материал для прорезания отверстия. По мере того, как он нагревается и прорезается, излишки/отходы сжигаются. Обычно этот метод используется для резки более легких материалов, таких как дерево, углерод и термореактивные пластмассы.
Лазерная резка плавлением и продувкой, иногда называемая резкой плавлением, заключается в том, что расплавленный материал продувается через зону резки с использованием газа под высоким давлением. Это невероятно энергоэффективный метод резки, который часто используется для лазерной резки большинства металлов.
Существует множество брендов, производящих качественное оборудование для лазерной резки, некоторые из основных брендов включают: Amada, Bodor, Durma, Prima, Trumpf и Yawei. Все эти бренды предлагают оборудование для лазерной резки хорошего качества, и, как правило, решение о том, какой лазерный резак подходит именно вам, зависит от определенных характеристик.
Лазерное 3D-сканирование — создание цифровой модели физического тела при помощи луча лазера. Технология бесконтактная, работает на близких и дальних расстояниях, исключает повреждения объектов во время сканирования. Принцип работы лазерных 3D-сканеров: направленный лазерный луч отражается от поверхности предмета, образуя облако точек. Каждая точка имеет свои координаты в пространстве. Программное обеспечение определяет их и создает готовую трехмерную цифровую модель на основе этих данных.
Из обзора вы узнаете, где применяют лазерное сканирование и какое оборудование используют для решения связанных с ним задач.
Назначение лазерных сканеров
Источник: newequipment.com
В сравнении с традиционными способами измерения, лазерные сканеры имеют важное преимущество — они могут оцифровывать объекты со сложными поверхностями и работать в труднодоступных для человека местах. Основные сферы применения приборов — входной и выходной контроль качества на производстве, инспекция работающих приборов с целью профилактики и устранения дефектов, реверс-инжиниринг и другие области.
Строительство, реконструкция и ремонт объектов
Источник: ellisdon.com
В ходе подготовки проекта здания необходимо оценить особенности участка и стоимость предстоящих работ. С помощью лазерных 3D-сканеров создают модель ландшафта, на базе которой ведутся дальнейшие работы. В процессе строительства требуется промежуточный контроль геометрии будущих зданий: стен, углов, проемов и т.п. Лазерное сканирование справляется с этой задачей точнее и быстрее привычных измерительных технологий.
Основой для внешней или внутренней реконструкции часто является точная цифровая модель, на базе которой планируют изменения и дополнения в текущем интерьере или экстерьере. В этой сфере также незаменимы лазерные сканеры.
Дорожные сети и транспорт
Источник: autodesk.com
Лазерное сканирование становится неотъемлемой частью планирования и создания городских и загородных дорожно-транспортных сетей, тоннелей, пешеходных участков, железных дорог, портов. Технологию используют для оценки текущего состояния покрытий, планирования и оценки стоимости ремонтных работ, для получения моделей многолетних конструкций, например, мостов. Оборудование задействовано в проектировании, изготовлении, ремонте и тюнинге автомобилей, воздушного транспорта и судов.
Объекты коммунального хозяйства
Источник: 3dscanner.es
При помощи лазерных 3D-сканеров стала возможным быстрая оцифровка и документирование инженерных коммуникаций. Сканирование значительно экономит время при техническом обслуживании и реконструкции. Устройства работают дистанционно, минимизируют риски людей при работе в неблагоприятных условиях и на труднодоступных участках.
Нефтедобывающие установки
Источник: ramboll.com
Нефтедобывающие комплексы, расположенные в воде, нуждаются в постоянном контроле рабочих процессов. Объекты регулярно подвергаются неблагоприятным и переменчивым воздействиям окружающей среды: ветров разной силы и направлений, течений, перепадов температур и т. п. Лазерное 3D-сканирование становится неотъемлемой частью инспекции нефтедобывающих установок. Оборудование позволяет быстро определять и фиксировать деформации и другие повреждения, контролировать износ, рассчитывать сроки планового технического обслуживания, предотвращать аварии.
Судебная экспертиза
Источник: faro.com
На смену фотографиям и ручным измерениям в следственных процессах и судмедэкспертизе приходит лазерное 3D-сканирование. Приборы создают трехмерные модели мест происшествия с точной фиксацией расположения объектов и расстояний между ними. Данные используют в процессе досудебных и судебных разбирательств.
Другие области применения
Источник: news.microsoft.com
Лазерные 3D-сканеры облегчают и оптимизирует рабочие процессы в следующих областях:
В картографии и геодезии — при создании планов местности, карт, географических информационных систем (ГИС).
В археологии — при восстановления и сохранении древних артефактов.
В палеонтологии — для создания отсутствующих частей найденных при раскопках скелетов.
В медицине, в том числе пластической хирургии и стоматологии.
Обзор моделей и производителей
FARO Focus
Источник: ifworlddesignguide.com
FARO входит в пул популярных производителей лазерных сканирующих устройств. Новые приборы серии S модельного ряда Focus3D выделяются на фоне других сканеров легкостью и компактными размерами, а также возможностью работать в условиях яркого солнечного освещения и поддерживать связь с участком расположения при помощи GPS.
Сканер FOCUS 3D S 150 работает на расстоянии до ста пятидесяти метров, с точностью на максимальной дистанции до ±2000 мкм. Прибор используют в дизайне, архитектуре и строительстве, для оцифровки оборудования и других объектов.
Узнать больше об этой модели вы можете на сайте.
Источник: youtube.com
Focus3D S 350 сканирует с такой же точностью, как и предыдущий прибор, однако расстояние до объекта измерений увеличено до 0,35 км. Устройство разработано для работы вне помещений.
Источник: kkgeosystem.blogspot.com
SHINING 3D
Источник: shining3d.com
FreeScan — линейка известного китайского производителя цифрового оборудования SHINING 3D. Это универсальные лазерные ручные 3D-сканеры FreeScan X5 (X5+), FreeScan X7 (X7+) весом до 1 кг, с отличными набором профессиональных характеристик.
Основные параметры:
Технические характеристики
Creaform
Источник: foundry-planet.com
Отличительные особенности модельного ряда SCAN 3D компании Creaform — высокое качество сканирования в сочетании с простотой использования. Портативные лазерные сканеры HandySCAN 3D, MetraSCAN 3D обладают понятным интерфейсом, не требуют специальных навыков и сложного обучения пользователя.
Характеристики приборов:
ScanTech
Модельный ряд Handheld
Источник: cmmxyz.com
Серия устройств HandHeld Prince работает на базе синих и красных лазерных лучей, что позволяет сканировать с высокой точностью крупные и мелкие объекты. Сканеры могут работать в условиях яркого солнечного света и при недостаточном освещении. Благодаря компактному размеру, высокой скорости и детализации, оборудование широко используют в обратном проектировании, инспекции качества, оцифровке музейный, археологических и других объектов.
Основные характеристики:
Серия Composite
Источник: twitter.com
Кроме режима двойного сканирования KSCAN20 оснащен системой фотограмметрии, благодаря которой рабочая область прибора составляет 2,5м*3м с точностью до 35 мкм/м.
Синий и красный лазеры обеспечивают высокоскоростное сканирование до 650 тыс измерений в секунду с разрешением 0,01 мм.
Основные характеристики:
Области применение лазерных 3D-сканеров
Уменьшение финансовых и временных затрат в строительстве с помощью FARO Focus
Источник: autodesk.com
Инвестиции строительной компании Gilbane из США в приобретение лазерного сканера FARO Focus-S 350, ПО и подготовку сотрудников составили $60 000. На первый взгляд, сумма кажется слишком крупной для фирмы небольшого масштаба. Но, после проведения расчетов, руководство компании пришло к выводу, что вложения окупятся в кратчайшие сроки.
По словам директора Gilbane по 3D-проектированию Джона Точчи младшего, после внедрения новой дорогостоящей технологии компания начала использовать оборудование даже в тех сферах, где изначально не планировала. Специалистам удалось сэкономить $30 000 за один час работы Focus-S 350 и программного обеспечения Autodesk Revit.
Источник: autodesk.com
Построение цифровой модели воздуховодов и других систем позволили избежать ошибок при монтаже физических объектов, который мог занимать несколько недель. Использование FARO Focus при сборке водопроводных, электрических и механических установок помогло оптимизировать затраты на всех этапах работы
Кейс “Модернизация корпуса Университета Майами”
Источник: elevar.com
На момент начала работ в распоряжении архитекторов были чертежи, сделанные 85 лет назад, и чуть больше 4,5 тысяч квадратных метров старой постройки. Используя лазерный 3D-сканер, специалисты Gilbane оцифровали учебные площади за один рабочий день. Модернизация несущих конструкций, а также основных коммунальных систем: водопровода, электрики и вентиляции, базировалась на данных, полученных при сканировании.
Инспекция качества с помощью ScanTech
Источник: 3d-scantech.com
Преимущество технологии штамповки металла, перед ковкой и литьем, заключается в меньшем весе и толщине получаемых деталей. Использование пресс-форм дает высокую точность и максимальное соответствие полученных деталей заданным характеристикам, однако полностью не исключает отклонений и деформаций. Что, в свою очередь, может привести к трудностям при сборке готовых изделий и снижению качества продукции. Поэтому постоянная инспекция качества является необходимой составляющей производства.
Разобравшись в задачах производителя, специалисты ScanTech предложили проверять качество штампованных деталей при помощи лазерного сканера PRINCE. Возможность переключения режимов синего и красного лазера позволили устройству объединить функционал традиционных портативных и метрологических 3D-сканеров. Режим работы с активным лучом красного лазера обеспечивает быструю оцифровку предметов. В случае повышенных требований к точности и детализации, включают режим синего лазерного луча.
На фото представлены этапы работы:
1. Установка маркеров — занимает около двух минут.
Источник: 3d-scantech.com
2. Оцифровка детали — занимает около трех минут.
Источник: 3d-scantech.com
Источник: 3d-scantech. com
3. Выявление отклонений — длится 3 минуты.
Источник: 3d-scantech.com
Цифровая модель демонстрирует параметры и отклонения, позволяет исправлять ошибки на этапе проектирования. Кейс наглядно показывает, что процесс потребовал минимум времени и усилий.
Использование 3D-сканеров FARO в мировом турне Джастина Тимберлейка
Источник: disguise.one
Декорациями к программе Тимберлейка под названием «Man of the Woods» стали “ожившие” на сцене природные пейзажи. Сначала команда ScanLAB оцифровала ряд уголков леса в Американском штате Орегон. Затем лазерные проекторы направляли изображения над зрительным залом и сценой, рисуя удивительные картины Портлендского ландшафта на подвешенных в воздухе полупрозрачных полотнах.
Источник: faro.com
Для подготовки визуальных эффектов использовали два лазерных сканера Faro Focus X 330, программное обеспечение Faro Scene 6. 2. Всего потребовалось 40 цифровых копий и 1 рабочий день в концертном зале.
Источник: www.esa.int
Учитывая ограниченное время для подготовки, большие площади поверхностей для демонстрации изображения и, соответственно, потребность в высоком разрешении картинки, создание визуальных эффектов в короткие сроки без использования выбранной технологии было невозможно.
Рекомендации по подбору лазерных 3D-сканеров
В обзоре мы познакомили вас с оборудованием лидеров рынка с отличной репутацией. Все описанные приборы имеют высокие рабочие показатели, поэтому мы рекомендуем обратить внимание на эти устройства для использования в различных сферах:
Рассмотренные примеры наглядно доказывают, что применение лазерного 3D-сканирования оптимизирует рабочие процессы во множестве сфер. Круг задач, решаемых при помощи лазерных 3D-сканеров, постоянно расширяется.
Купите профессиональный лазерный 3D-сканер в Top 3D Shop — опытные специалисты помогут подобрать наиболее подходящее для вашего бизнеса оборудование, ПО, предложат проект модернизации производства.
технологии, виды, принцип работы трехмерных устройств
Многие стратегии цифрового инжиниринга, обеспечивающие будущее разработки, производства, контроля качества и выпуска продукции, начинаются с 3D-сканирования. 3D-сканеры работают с передовыми технологиями и специализированным программным обеспечением, создавая инструмент, который позволяет добиться революционных результатов. Для тех, кто все еще работает с механическими инструментами и традиционной технологией координатно-измерительных машин (КИМ), 3D-сканеры служат легкими воротами в передовые производственные и инженерные стратегии.
Читайте ниже, чтобы узнать больше о том, как работают 3D-сканеры и на что способна эта технология, чтобы вы могли начать пользоваться ее преимуществами уже сейчас.
Что такое 3D-сканеры?
3D-сканер работает путем захвата данных с поверхности физического объекта для описания его формы в точном цифровом трехмерном формате. В отличие от данных измерений на КИМ, высококачественные данные 3D-сканирования используются не только для контроля и анализа размеров. Полученные бесконтактным измерением данные позволяют быстрее и доступнее проводить цифровой анализ и инспекцию с помощью визуального, углубленного метода исследования. 3D-сканеры также используются для репликации деталей при обратном проектировании, проверки посадки, формы и функционирования компонентов в удаленных местах, проверки CAD-моделей 3D-печатных деталей. 3D-принтеры могут использовать данные 3D-сканирования для создания физических объектов.
Что такое 3D-сканирование?
3D-сканирование – это процесс сбора данных о поверхности объекта в цифровом формате для определения его формы, что позволяет пользователям либо воспроизвести деталь путем обратного проектирования, либо проверить ее путем анализа размеров.
Для этого операторы используют сканеры, которые с помощью лазеров, света или датчиков определяют поверхность сканируемого объекта и присваивают этой поверхности точки данных. Эти точки данных в конечном итоге воссоздают объект . В зависимости от типа используемого лазера, света или датчика, уровень детализации и эффективность сканирования могут различаться.
Технологии 3D-сканирования
Фотограмметрия
Возникшая из фотографии, фотограмметрия является невероятно полезной технологией в различных областях. Эта технология позволяет получить несколько изображений, сделанных в разных позициях, и триангулировать точки на этих изображениях, чтобы определить их расположение в трехмерном пространстве.
Например, картографы используют эту технологию при составлении карт. Когда речь идет о труднодоступных местах, таких как горы, геодезисты могут использовать фотограмметрию для проведения измерений.
Многие современные технологии используют фотограмметрию, при этом основным фактором, определяющим точность, является качество снимков. Если изображения некачественные, в сетке будут дыры. Чем больше изображений вы сможете получить, тем выше будет точность сканирования.
Компания Shining 3D предлагает решение – Фотограмметрическая система DigiMetric.
Читайте также пример использования DigiMetric “Сканирование с помощью фотограмметрической системы «Digimetric» и ручного лазерного 3D-сканера FreeScan“
Структурированный свет
Эта технология создается путем нанесения геометрических узоров на объект при одновременной съемке изображения камерой. При этом камера регистрирует отклонение изображения.
На основе этого смещения шаблона можно определить местоположение всех существующих точек. Необходимо провести множество сканирований с разных позиций, а затем объединить их, пока сетка не будет завершена на 100%. Компьютерные программы автоматически объединяют все снимки для формирования полной сетки.
Метод лазерного 3D-сканирования
Сбор данных с помощью трехмерного лазерного сканирования
Процесс лазерного 3D-сканирования
Объект, подлежащий лазерному сканированию, помещается на платформу сканера. Специализированное программное обеспечение направляет лазерный зонд над поверхностью объекта. Лазерный зонд проецирует линию лазерного излучения на поверхность, а 2 сенсорные камеры непрерывно регистрируют изменение расстояния и формы лазерной линии в трех измерениях (XYZ) по мере того, как она проходит вдоль объекта.
Полученные данные
Форма объекта отображается в виде миллионов точек, называемых “облаком точек”, на мониторе компьютера по мере того, как лазер движется вокруг, захватывая всю форму поверхности объекта. Процесс очень быстрый и лазерное сканирование точнее, чем инфракрасное.
Данные облака точек для инспекции
Если данные будут использоваться для инспекции, отсканированный объект можно сравнить с номинальными данными САПР проектировщика. Результат такого сравнения предоставляется в виде “отчета об отклонении цветовой карты” в формате PDF, который наглядно описывает различия между данными сканирования и данными САПР.
Модель CAD для обратного проектирования
Лазерное сканирование – это самый быстрый, точный и автоматизированный способ получения цифровых 3D-данных для обратного проектирования. Опять же, с помощью специализированного программного обеспечения данные облака точек используются для создания трехмерной модели CAD геометрии детали.
Модель CAD позволяет точно воспроизвести отсканированный объект, или объект может быть изменен в модели CAD для исправления недостатков.
Виды 3D-сканеров
Активные сканеры испускают некоторое излучение или свет. Сканер обнаруживает отражение, чтобы собрать информацию об объекте. Ниже рассмотрим активные виды 3D-сканеров.
Лазерные 3D-сканеры
Лазерные 3D-сканеры используют процесс, называемый тригонометрической триангуляцией, для точного отображения 3D-формы в виде миллионов точек. Лазерные сканеры работают путем проецирования лазерной линии или нескольких линий на объект и последующего захвата его отражения с помощью одного или нескольких датчиков.
Датчики располагаются на известном расстоянии от источника лазерного излучения. Точные точечные измерения могут быть выполнены путем вычисления угла отражения лазерного излучения.
Лазерные сканеры очень популярны и имеют множество конструкций. Они включают ручные портативные устройства, основанные на манипуляторах, на базе КИМ, трекеры дальнего действия и одноточечные трекеры дальнего действия.
Преимущества лазерных 3D-сканеров:
Возможность сканирования сложных поверхностей, таких как блестящие или темные поверхности.
Менее чувствительны к изменению условий освещенности и окружающему свету.
Полученные данные точнее, доступно для инспекции.
Узнать о возможностях лазерного 3D-сканера FreeScan UE, характеристиках, особенностях и преимуществах моделей.
Ознакомиться с примером использования FreeScan UE и фотограмметрии можно на странице нашего блога – 3D-инспекция больших деталей.
А также статья Возрождение икон исторического автоспорта.
3D-сканеры с проецируемым или структурированным светом
Исторически известные как 3D-сканеры “белого света”, большинство 3D-сканеров со структурированным светом сегодня используют синий или белый светодиоды проецируемые свет. Эти 3D-сканеры проецируют на объект световой рисунок, состоящий из полос, блоков или других форм. 3D-сканер имеет один или несколько датчиков, которые смотрят на края этих узоров или структурных форм, чтобы определить у объекта 3D форму.
Используя тот же метод тригонометрической триангуляции, что и в лазерных сканерах, таким образом расстояние от датчиков до источника света известно. Сканеры со структурированным светом могут быть установлены на штативе или держаться в руках.
Преимущества 3D-сканеров со структурированным светом:
Очень быстрое время сканирования – всего 2 секунды на сканирование.
Универсальность – несколько объективов для сканирования мелких и крупных деталей в одной системе.
Портативность – ручные системы очень мобильны.
Безопасно для глаз при 3D сканировании людей и животных.
Возможность получения цветных 3D-сканов.
Различные ценовые категории от недорогих до дорогих в зависимости от разрешения и точности.
Отличным решением 3D-сканеров с структурированным светом, являются модели:
Einscan HX
Ручной 3D сканер EinScan H.
Примеры сканирования с помощью ручных 3D-сканеров EinScan:
Координатно-измерительная машина (КИМ) используется в основном для контроля деталей. Машина может управляться вручную или через автономное управление с помощью программного обеспечения и компьютеров. Измерения определяются путем присоединения датчика к машине. Датчик обычно имеет маленький шарик на конце вала известного диаметра. Затем КИМ программируется на контакт с деталью. Когда машина чувствует контакт с наконечником датчика, измеряется значение в пространстве XYZ. Наиболее распространенным типом КИМ является мостовой тип, который имеет 3 оси X, Y и Z. Присоединенная система датчиков может вращаться, обеспечивая дополнительные 3 оси XYZ, что дает в общей сложности 6 степеней свободы (DOF). Для очень точного измерения деталей с точностью до нескольких микрон КИМ обычно устанавливаются в контролируемом помещении. Помещение включает в себя армированный пол, контролируемую влажность и температуру, а также изоляцию от вибрации и других сил, которые могут повлиять на точность. Кроме того, большинство КИМ имеют большую поверхность гранитного стола, который идеально ровный. Детали закрепляются на гранитном столе таким образом, чтобы исключить их перемещение в процессе измерения. Преимущества КИМ:
Один из самых точных способов измерения объекта
С помощью соответствующей машины можно измерять как мелкие, так и крупные детали
Существуют промышленные стандарты и сертификаты для измерений и программного обеспечения
Решения, которые предлогает компания Shining 3D – Портативная беспроводная система сканирования КИМ FreeScan Trak.
Пример использования – Мобильные испытания точности для самых высоких требований.
Практическое использование трехмерного сканирования – это уже реальность сегодняшнего дня. Принцип действия 3D-сканеров основывается на точном измерении расстояний до характерных точек исследуемого объекта, что позволяет определить их координаты в пространстве и построить цифровую объемную модель. В дальнейшем ее можно вывести на экран компьютера или сформировать на 3D-принтере
Ручные 3D-сканеры | Портативные решения для 3D-сканирования
Artec 3D — мировой лидер в области технологий 3D-сканирования, предлагающий лучшие и наиболее полные 3D-сканеры и программное обеспечение для обработки, применимое в различных отраслях промышленности
Простой способ познакомиться с нашим ассортиментом 3D-сканеров
Как правильно выбрать 3D-сканер для ваших конкретных нужд. Посмотрите нашу брошюру с обзором продукции.
Скачать PDF
Нужна помощь в выборе подходящего 3D-сканера?
Свяжитесь с нами сегодня! Один из наших экспертов предоставит вам всю необходимую информацию для выбора подходящего 3D-сканера для вашего рабочего процесса.
Есть вопрос о 3D-сканерах?
Как выбрать лучший 3D-сканер для своих задач?
При выборе сканера для вашей задачи необходимо учитывать множество аспектов, таких как тип объекта/объектов, которые необходимо сканировать, требуемые технические характеристики (точность, разрешение, текстура и т. д.), цена оборудования. , и многие другие факторы. По этой причине мы создали руководство, которое поможет вам лучше понять, какой 3D-сканер лучше всего подходит для ваших нужд. Проконсультируйтесь с гидом.
Нужно ли быть профессионалом, чтобы использовать 3D-сканеры Artec?
Нет. Мы разрабатываем наши сканеры таким образом, чтобы ими мог пользоваться любой человек, даже не имеющий опыта 3D-сканирования.
Какое программное обеспечение можно использовать с 3D-сканерами Artec?
При покупке сканера Artec вам также необходимо приобрести лицензию на программное обеспечение Artec Studio, которое позволяет обрабатывать данные, полученные сканером, в окончательную 3D-модель. Программное обеспечение представляет собой единое приложение, которое после покупки можно использовать со всем спектром сканеров Artec, которые вы, возможно, приобретете позже.
Помимо работы в Artec Studio, конечную модель можно экспортировать непосредственно в Geomagic Design X и SOLIDWORKS, а также загружать в другие программы для обратного проектирования и 3D-моделирования, такие как Geomagic Control X, Autodesk, Blender, ZBrush и многие другие.
Дополнительную информацию о совместимом программном обеспечении и доступных форматах экспорта можно найти здесь.
3D-сканеры Artec: необходимые инструменты для каждого этапа управления жизненным циклом продукта
Originate
Dream. Очертить. Инновации.
Объедините технические требования того, что должно быть, с тем, что могло бы быть.
Из многих сосредоточьтесь на одном: определитесь с дизайном и двигайтесь вперед.
Обработка предварительного проекта и измерений с помощью бумаги и, в конечном счете, программного обеспечения САПР.
Применение портативного 3D-сканера для быстрого создания 3D-моделей.
Просмотрите и проанализируйте дизайн, пока он не будет готов к прототипированию.
Дизайн
, где все обретает форму.
Первые прототипы созданы и многократно протестированы.
Усовершенствуйте проекты CAD с большей сложностью, улучшенными структурами.
Устройство 3D-сканирования для ускоренного захвата и уточнения секвенирования с использованием 3D-изображений.
Моделирование и анализ, включая CAE, FEA, CFD и т. д.
Детальный мастер-проект выполнен, быстрый прототип с точными измерениями создан с помощью ручного 3D-сканера.
Производство
Быстрее. Сильнее. Лучше.
Собранные и/или добытые компоненты, инструменты и материалы, количество определено.
Создание первых производственных единиц для внутреннего использования.
Первая проверка изделия с помощью ручных 3D-сканеров для выявления различий с моделью САПР.
Предпроизводственное тестирование (QA) и точные измерения перед выпуском полноценного продукта.
Используйте 3D-сканирование для разработки решений для упаковки без повреждений.
Поддержка и обслуживание
Целенаправленный запрос, ведущий к усовершенствованию и совершенствованию
Первый день использования до завершения жизненного цикла продукта.
Интеграция обратной связи для развития дизайна, производства и разработки более эффективного маркетинга и продаж.
Оптимизируйте долгосрочную поддержку с помощью портативного 3D-сканирования для обратного проектирования устаревших и отсутствующих на складе деталей.
Мы предлагаем вам лучшие портативные 3D-решения с 2008 года
Узнайте, почему 3D-сканеры Artec являются мировым лидером в технологии 3D-сканирования. Наши сканеры, используемые в широком спектре профессиональных приложений, являются идеальным дополнением для ваших важных измерительных задач.
Реверс-инжиниринг
Промышленный дизайн и производство
Здравоохранение
Наука и образование
Искусство и дизайн
Скорость и точность
Получите самые точные 3D-изображения с помощью передовой технологии захвата и обработки Artec. Добейтесь профессиональных результатов благодаря высокоскоростной съемке объектов и их измерению.
Портативность и совместимость
Откройте для себя безграничные возможности 3D-сканирования с помощью наших портативных 3D-устройств. Легкие, мобильные и совместимые с несколькими популярными планшетами сканеры Artec можно использовать абсолютно где угодно, чтобы обеспечить плавный процесс сканирования без необходимости перемещать объекты в определенное место для измерения.
Простота использования, нет необходимости в мишенях
Наши портативные 3D-сканеры спроектированы таким образом, чтобы их могли легко использовать как опытные, так и начинающие пользователи, а экспертные рекомендации доступны на каждом этапе захвата и обработки. Усовершенствованное отслеживание обеспечивает наилучший возможный сбор данных и устраняет необходимость использования целей, что значительно экономит время.
Лазерный 3D-сканер Artec Ray
Высокоточный, быстрый лазерный 3D-сканер с точностью до миллиметра, позволяющий запечатлеть каждую деталь
Максимально чистый захват 3D-данных с минимальным временем постобработки
Идеально подходит для обратного проектирования, контроля и строительства. Сканируйте крупные объекты как в помещении, так и на улице!
Простое 3D-сканирование
Легкий и удобный сканер Artec Ray был специально разработан для того, чтобы вы могли максимально использовать возможности этого мощного лазерного 3D-сканера, независимо от того, выполняете ли вы 3D-измерения для контроля качества крупного промышленного объекта или создаете точная 3D-модель для сохранения наследия. Не требуя длительной подготовки, вы можете сканировать в 3D практически все, просто установив Artec Ray на штатив перед объектом и нажав кнопку!
Доступный и удобный сбор 3D-данных
Портативный и компактный, этот универсальный LIDAR для дальнего действия является последним достижением в области 3D-лазерного сканирования. Встроенный аккумулятор позволяет сканировать как в помещении, так и на улице до 4 часов без необходимости наличия поблизости источника питания, что делает его идеальным решением для 3D-сканирования на месте.
Расширенная совместимость программного обеспечения
3D-сканирование и обработка данных непосредственно в мощном программном обеспечении Artec Studio с широким набором доступных инструментов, а затем простой экспорт в Geomagic Design X одним нажатием кнопки, чтобы максимально использовать возможности вашего 3D-лазера опыт сканирования.
Управляйте 3D-сканером Artec Ray с телефона или планшета
С помощью приложения Artec Remote вы можете легко сканировать большие объекты со всех сторон, не привязываясь к компьютеру. Процессом сканирования можно управлять с любого мобильного устройства или планшета через WiFi. Artec Remote доступен для iOS и Android.
Artec Studio для профессиональной обработки
Обработка ваших данных в Artec Studio — это следующий шаг в процессе 3D-сканирования. С нашим программным обеспечением у вас есть легкий доступ к расширенному режиму автопилота и наиболее точным алгоритмам для быстрой и простой обработки данных, а также к режиму HD и высокой точности, используемым для создания максимально реалистичных 3D-моделей. Усильте свой рабочий процесс, экономя время и получая отличные результаты!
Полный пакет для 3D-сканирования
Совместите Artec Ray с ручным 3D-сканером Artec, например, Eva или Spider, чтобы без труда сканировать труднодоступные места, например, стены. интерьер автомобиля или добавить сложные детали в крупномасштабную 3D-модель. Умное сочетание возможностей 3D-сканирования дальнего действия Ray с удобством и точностью всех ручных 3D-сканеров Artec обеспечивает безграничный потенциал 3D-сканирования.
Достижение максимальной точности с помощью лазерного 3D-сканера
Объедините Artec Ray с лазерным трекером и профессиональными мишенями для наилучшего выравнивания и регистрации отсканированных данных. Получите максимально возможную точность и жесткие допуски для вашего проекта.
Проверка качества крупных объектов прямо у вас под рукой
Ищете профессиональное решение для быстрой проверки качества крупных промышленных объектов? Не смотрите дальше. С помощью Artec Ray вы можете сканировать большие сложные детали с метрологической точностью, а затем импортировать свои модели в программное обеспечение Artec Studio, выполнять базовый контроль качества и сравнивать их с исходным файлом САПР в одном месте. Для расширенных операций вы также можете экспортировать модель в Control X и другое программное обеспечение для комплексной проверки.
Лучший в своем классе промышленный лазерный сканер
Большой рабочий объект, самолет, нефтяная вышка или даже открытое пространство — какой бы промышленный объект или сцену вам ни нужно было отсканировать, Рэй справится с вами. Этот универсальный и портативный промышленный 3D-сканер идеально подходит для оцифровки и измерения крупных конструкций с метрологической точностью в любое время и в любом месте — днем или ночью, в помещении или на улице.
3D-сканер LiDAR для точных 3D-измерений
Благодаря встроенной технологии 3D-сканирования LiDAR Artec Ray позволяет выполнять точные 3D-измерения сложных объектов и форм на расстоянии до 110 метров.
Совершенный 3D-сканер дальнего действия
Снимайте сложные конструкции, такие как склады, фабрики, аэропорты и многоквартирные дома, чтобы получать точные и точные 3D-данные о здании, такие как его размер, структура, фасад и многое другое. Благодаря исключительной точности и чистоте данных Ray вам не нужно тратить много времени на обработку. Заставьте отсканированный материал работать прямо сейчас!
Технические характеристики Artec Ray:
Диапазон
До 110 м
Ranging error
<0. 7 mm @ 15 m
Angular accuracy
25 arcseconds
Range Noise, 90% reflectivity
0.12 mm @ 15 m
Range Noise, 10% Отражательная способность
0,3 мм @ 15 M
Цвет
Две полностью интегрированные 5 мегапиксельные камеры
Вес
под 5 кг
9002.0003
Product design
Customisation
3D documentation
Industrial design and manufacturing
Reverse engineering
Quality control
Rapid prototyping
Aerospace
Healthcare
Orthopedics
Prosthetics
Plastic surgery
Индивидуальные инвалидные коляски
Наука и образование
Исследования
Обучение
онлайн -музеи
Искусство и дизайн
Сохранение наследия
АРХИТЕКТУ Есть вопрос о 3D-сканере Artec Ray?
Можно ли управлять Artec Ray дистанционно?
Да. Вы можете управлять сканером удаленно через мобильное приложение Artec Remote.
Объекты какого размера может сканировать Artec Ray?
Мы рекомендуем использовать Ray для съемки крупных объектов, таких как ветряные турбины, корабельные винты, самолеты, склады и здания.
Чем Artec Ray отличается от других лазерных 3D-сканеров дальнего действия?
Самым отличительным отличием и преимуществом Artec Ray является то, что он намного точнее. Сканер способен сканировать объекты и сцены с точностью до миллиметра на больших расстояниях. Эта функция делает Ray идеальным и точным решением для обратного проектирования, контроля размеров, судебной экспертизы и многого другого.
Еще одно отличие заключается в том, что Ray захватывает гораздо более четкие 3D-данные, чем другие лазерные сканеры. Это означает, что вы можете тратить значительно меньше времени на обработку и очистку от шума, чтобы получить окончательную 3D-модель.
Еще одним важным преимуществом является то, что данные, отсканированные с помощью Ray, можно легко сопоставить с данными других сканеров Artec, универсального программного обеспечения — Artec Studio. Например, большой и сложный объект, такой как самолет или корабль, можно отсканировать с помощью Ray, чтобы зафиксировать форму и все более крупные элементы, а другие более мелкие детали можно отсканировать с помощью другого сканера Artec, такого как Leo, Eva или Space. Паук и даже в более высоком разрешении.
Recommended work range
1-50 m
1-110 m
Ranging error
0.7 mm @ 15 m
<0.9 mm @ 15 m
Angular accuracy
25 ARCSECS
Шум диапазона, 90% отражательная способность
0,12 мм при 15 м
0,25 мм @ 15 м
Диапазон Шум, 10% отражательная способность
0,3 мм @ 15 М
0,7 ММ.
Speed, points/second
208,000
Scanning modes
Autonomous or via USB
Color
Two fully integrated 5-megapixel cameras
Horizontal (maximum )
360 °
Вертикальный (максимум)
270 °
Тип
Фаза, Hemispher. 0031
Distance measurement method
Phase shift
Laser wavelength
1550 nm
Laser type
Continuous wave
Laser class: (IEC EN60825-1:2007)
Class 1
Внутренний блок представления координат
0,001 мм
Диаметр луча в апертуре
3 1 мм0022
Внутреннее угловое представление (вертикальное/горизонтальное)
Код ТНВЭД: 8458 — Станки токарные (включая станки токарные многоцелевые) металлорежущие:
Станки токарные металлорежущие (включая вращающиеся центры) данной товарной позиции являются станками для специализированной обработки металла путем срезания или удаления металла иным способом.
Эти машины отличаются от инструментов (пневматических, гидравлических или имеющих двигатель) для ручной обработки товарной позиции 8467 тем, что они обычно предназначены для установки на полу, на станине, на стене, или на другой машине и поэтому они обычно оснащаются фундаментной плитой, крепежной рамой, стойкой и т.п.
В настоящую товарную позицию входят:
(1) Токарные станки, автоматические и неавтоматические, включая slide-lathes (токарно-винторезные), вертикальные, capstan or turret lathes (токарно-револьверные), копировальные станки. Однако токарно-давильные станки, которые работают по принципу деформации металла, классифицируются в товарной позиции 8463.
(2) Токарные станки шпиндельные или для обточки осей, для одновременной и симметричной токарной обработки двух концов шпинделей или осей колес большого диаметра и пр.
(3) Вращающиеся центры для удаления металла.
Части и принадлежности
В соответствии с общими положениями, касающимися классификации частей (см. Общие положения пояснений к разделу XVI), части и принадлежности (кроме инструментов группы 82) токарных станков настоящей группы классифицируются в товарной позиции 8466.
***
В настоящую товарную позицию не входят:
(а) Станки для обработки любых материалов путем удаления материала с помощью лазера или другого светового или фотонного луча, ультразвука, электроразряда, электрохимического способа, электронного луча, ионного луча или использующие процесс плазменной дуги (товарная позиция 8456).
(б) Обрабатывающие центры, агрегатные однопозиционные и многопозиционные станки, для обработки металла (товарная позиция 8457).
(в) Отрезные станки (товарная позиция 8461).
(г) Ручные инструменты, пневматические, электромеханические или со встроенным неэлектрическим или электрическим двигателем (товарная позиция 8467).
(д) Испытательные машины и устройства (товарная позиция 9024).
Пояснения к субпозициям
Субпозиции 8458 11 и 8458 91
Станок с числовым программным управлением представляет собой станки, известные по аббревиатуре ЧПУ (с числовым програмным управлением) или ЧУ (с числовым управлением).
Термины «числовое программное управление» и «числовое управление» могут рассматриваться как синонимы. Чтобы отнести станок к этому типу функции и движения станка, инструмента или супорта должны выполняться по предварительно запрограммированным инструкциям. Программирование обычно осуществляется на специальном языке, например, ISO-код. Программы и другие данные записываются для прямого или последовательного доступа. Станки с числовым управлением всегда имеют блок управления (отдельный или встроенный), включающий в себя машину автоматической обработки данных или микропроцессор, а также силовые системы для обеспечения движений станка, инструмента или супорта. Машины с ЧПУ, токарные станки с ЧПУ и др. являются примерами станков с ЧПУ.
Если блок управления не представляется вместе со станком, последний тем не менее должен рассматриваться как станок с числовым программным управлением, при условии, что он имеет специфические характеристики станков этого типа.
Пояснение к подсубпозициям
Эта товарная позиция включает станки токарные металлорежущие, в том числе станки для специализированной обработки металла, в которых часть материала удаляется с помощью вращающегося инструмента. В общем случае, обрабатываемая деталь приобретает свою форму в процессе вращения вокруг своей оси. Однако настоящая товарная позиция включает станки, где вращается сам обрабатывающий инструмент, а также вращается инструмент и обрабатываемая деталь.
В дополнение к токарным станкам, названным в пояснениях ГС к этой товарной позиции, согласно третьему абзацу, сюда включаются специальные токарно-заточные станки, обдирочно-обточные станки, станки для обточки осей и универсальные токарные станки. Эти универсальные станки напоминают токарно-винторезные станки с механической подачей, однако они отличаются наличием специального механизма, который позволяет на тех же станках выполнять другие работы, такие как сверление, фрезерование и резка.
Код ТН ВЭД 8458112000 продукция в реестре 30/12/2022: Оборудование металлообрабатывающее: токарные станки и обрабатывающие центры с ЧПУ модели: OL-1, SL-40, TL-1, TL-2, TL-3, TL-3B, TL-3W, TL-4, ST-10, ST-10L, ST-10SS, ST-10Y, ST-10SSY, ST-20, ST-20L, ST-20SS, ST-20Y, ST-20SS, Оборудование металлообрабатывающее: станки фрезерные с ЧПУ
ТС N RU Д-US.АВ71.В.08067
Оборудование металлообрабатывающее: токарные станки и обрабатывающие центры с ЧПУ модели: OL-1, SL-40, TL-1, TL-2, TL-3, TL-3B, TL-3W, TL-4, ST-10, ST-10L, ST-10SS, ST-10Y, ST-10SSY, ST-20, ST-20L, ST-20SS, ST-20Y, ST-20SS
«HAAS Automation Inc.»
2016-12-13
8458112000
ТС N RU Д-TW. АГ73.В.28812
Оборудование металлообрабатывающее: станки фрезерные с ЧПУ
Станки металлообрабатывающие: Станки токарные с ЧПУ
«ЗММ-Болгария Холдинг» АО
2016-05-25
8458112000
ТС N RU Д-JP.АУ04.В.22102
Станки металлообрабатывающие: токарный обрабатывающий центр с числовым программным управлением
«Nakamura-Tome Precision Industry Co. , Ltd.»
2016-07-22
8458112000
ТС N RU Д-TW.АТ19.А.03254
Токарный станок с ЧПУ модель: TNL-130ALS, Серийный номер: 31939
«TONG-TAI MACHINE &TOOL CO., LTD»
2016-05-26
8458112000
ТС N RU Д-KR.АЛ16.В.03786
Станки металлообрабатывающие: токарные обрабатывающие центры с ЧПУ
«SMEC CO. LTD»
2016-04-25
8458112000
ТС N RU Д-CZ.АУ04.В.20135
Станки металлообрабатывающие: токарный центровой станок с числовым программным управлением
KOVOSVIT MAS. A.S.
2016-06-28
8458112000
ТС N RU Д-TW.АВ49.В.02566
Оборудование для металлообработки: модель Т-XXX, где X- любая буква от A до Z и/или цифра от 0 до 9 и/или их отсутствие. (продукция изготовлена в соответствии с директивой № 2006/42/CE » Безопасность машин и оборудования»
«LEADWELL CNC MACHINES MFG., CORP.»
2016-03-31
8458112000
ТС N RU Д-IT.АГ52.В.04600
Станки металлообрабатывающие токарные горизонтальные с ЧПУ
OFFICINE E. BIGLIA & C. S.p.a.
2016-06-18
8458112000
ТС N RU Д-CZ.ОМ02.В.00668
Станки металлообрабатывающие токарные горизонтальные с числовым программным управлением (ЧПУ)
Станки металлообрабатывающие: токарно-винторезный станок с ЧПУ
«JIANGSU QIHANG CNC MACHINE TOOL CO. , LTD»
2018-07-25
8458112000
ТС N RU Д-LV.АВ45.В.24956
Станки металлообрабатывающие токарные, горизонтальные многоцелевые с числовым программным управлением
SIA «SnowLion Machines», Latvia
2016-09-10
8458112000
ТС N RU Д-CN.АЛ16.В.31496
Оборудование металлообрабатывающее: токарно-винторезные станки
«YANGZHOU DEVELOPPING IMP. & EXP. CO., LTD»
2017-03-20
8458112000
ТС N RU Д-CN.АУ04.В.14720
Станки металлообрабатывающие: Токарные станки
ZHEJIANG ZHENHUAN CNC MACHINE TOOL CO., LTD.
2018-04-20
8458112000
ТС N RU Д-CN.АГ52.В.00361
Станки металлообрабатывающие фрезерные
TENGZHOU TRI-UNION MACHINERY CO. , LTD
2017-03-16
8458112000
ТС N RU Д-IN.АЛ16.А.20394
Станки металлообрабатывающие: токарный станок с Числовым Програмным Управлением
«Macpower CNC Machines Pvt. Ltd.»
2018-10-17
8458112000
ТС N RU Д-IN.АГ03.В.22572
Оборудование металлообрабатывающее: токарный станок с ЧПУ
«LOKESH MACHINES LIMITED»
2017-02-19
8458112000
ТС N RU Д-BG.АЛ16.А.01553
Оборудование металлообрабатывающее: токарно-винторезный станок CU500MT/2000
«ZMM-Bulgaria Holding Ltd»
2018-04-04
8458112000
Цикл черновой обработки G71 — G-код ЧПУ
Цикл черновой обработки G71 позволяет нам быстро удалять материал на токарном станке с ЧПУ, а также записывать траекторию резца в виде подпрограммы, которую можно повторно использовать во время цикла чистовой обработки (G70)
Вышеупомянутое видеоурок является частью курса программирования токарных станков с ЧПУ, доступного здесь
Прежде чем мы рассмотрим пример программы цикла черновой обработки G71, давайте взглянем на строку G71 G-кода и на то, что делает каждая часть. Ниже приводится краткое объяснение того, как мы можем контролировать этот цикл.
Не стесняйтесь загружать инфографику здесь в виде Справка.
G71 U(1) R;
G71 P Q U(2) W F
G71 — ЧЕРНОВОЙ ЦИКЛ U(1) — ГЛУБИНА РЕЗАНИЯ R — ЗНАЧЕНИЕ ОТВОДА P — ПЕРВАЯ СТРОКА ПОДПРОГРАММЫ Q — ПОСЛЕДНЯЯ СТРОКА ПОДПРОГРАММЫ U(2) — КОЛИЧЕСТВО ОСТАЛОСЬ ДЛЯ ЧИСТОЙ ОБРАБОТКИ В X W — КОЛИЧЕСТВО ОСТАЛОСЬ ON FOR FINISHING IN Z F — СКОРОСТЬ ПОДАЧИ
G71 — это наш G-код, который сообщает системе управления, что мы хотим использовать цикл черновой обработки и что следующие информация относится к этому.
U в первой строке кода — это глубина резания каждого чернового прохода. R относится к тому, насколько далеко инструмент будет отведен от детали в X при быстром возвращении в начало цикла.
Значения «P» и «Q» определяют начальную и конечную точки нашей подпрограммы соответственно. Эти значения могут быть любыми 3-значными значениями, если они совпадают с номерами ‘N’ подпрограммы. Это легче объяснить на примерах.
Н100; ПОДПРОГРАММА ПРОФИЛЯ; Н200;
В приведенном выше примере «P» будет P100, а «Q» будет Q200, поэтому они соответствуют числам «N».
Буква «U» во второй строке G71 указывает станку величину, которую мы хотим оставить для чистового прохода в X, а «W» — припуск на чистовую обработку в Z.
Эта первая строка сообщает нам, что мы делаем надрезы на 1,0 мм (U) и инструмент отводится на 1,0 мм после каждого надреза (R)
G71 P100 Q200 U0.2 W.05 F0.2;
Мы указываем начало профиля подпрограммы, которому должен следовать наш инструмент для черновой обработки, P100 сообщает системе управления найдите N100 и начните читать с этого места. Q200 говорит машине прекратить чтение подпрограммы, когда она читает N200.
N100 G00 X19,0;
N определяет первую строку подпрограммы, следующий код представляет собой профиль детали, которую мы хотим вырезать. G00 X19.0 перемещает инструмент в исходное положение для обработки фаски под углом 45 градусов в передней части детали. (Предполагается, что позиция Z уже задана в программе в предыдущем пункте)
G01 G42 Z0.0 F0.2;
G01 выбирает движение с линейной подачей, G42 включает компенсацию радиуса вершины инструмента, Z перемещает инструмент к передней части детали (мы предполагаем, что базовая или нулевая точка находится на передней поверхности задания) и, наконец, мы задаем подачу Скорость 0,2 мм за оборот.
Эти блоки G-кода сообщают машине форму профиля, который мы хотим вырезать.
N200 G40 X70.0 Z5.0 F200;
Мы заканчиваем блок, давая номер «N», который мы выбрали для обозначения конечной точки подпрограммы. G40 отключает компенсацию радиуса вершины нашего инструмента, Z5.0 перемещает наш инструмент на 5 мм от передней поверхности нашей детали, чтобы было ясно, когда мы быстро удаляемся в исходное положение и на высокой скорости подачи. Эта линия также может быть запрограммирована с помощью быстрого перемещения G00.
Поскольку мы использовали подпрограмму при написании цикла черновой обработки, запись чистового прохода очень проста
G70 P100 Q200;
Это так просто.
Эта единственная строка кода сообщает станку, что мы хотим использовать чистовой цикл (G70) и что инструмент должен следовать путь подпрограммы, который можно найти между N100 и N200 в нашей программе.
Для обработки пластика также применяются специальные фрезы, изготовленные из твердосплавной стали. Они могут иметь разный размер — от 1 и до 12 мм включительно, и применяются для заготовок из любых видов пластика. Основное использование такого режущего инструмента заключено в раскрое листов материала, для изготовления подходящих заготовок.
Фрезы по пластику для ЧПУ
Данный вид режущего инструмента создается, учитывая особенности обрабатываемого материала — в результате режущая кромка очень остро отточена и направляется прямо в заготовку, что обеспечивает качественный рез. Наличие вертикальной канавки снижает вертикальную силу реза, в результате понижается интенсивность вибраций, что предотвращает вероятный разрыв материала или отрыв заготовки от стола. Также снижается вероятность образования заусениц или сколов на пластике. Стоит отметить, что для каждого материала лучше подбирать свой вариант фрезы
Фреза однозаходная по пластику
Традиционный вариант фрез для пластика имеет определенную геометрию с единственной режущей кромкой и стружечной канавкой. Таким образом существенно снижается сила трения между обрабатываемым материалом и фрезой, что понижает трение (а значит, пластик не будет деформироваться от температуры). Если используется режущий инструмент с диаметром более 8 мм, используются фрезы двухзаходного типа — их объем канавок уже выше и может обеспечить необходимый отвод тепла.
Фрезы по пластику HPL
Режущие инструменты, используемые для раскроя пластика, могут применяться на станках с ЧПУ для фрезерования пластика HPL. Для этих целей лучше всего подходят изделия габарита 12 мм, ведь в этом случае фреза сможет прослужить достаточно долго. Это рекомендуется потому, что сам материал является твердым. Для продления эксплуатационного срока режущего инструмента рекомендуется проходить материал не за один проход, а за несколько.
Купить фрезу для пластика
В современном интернет-магазине FREZA.RU вы легко сможете приобрести подходящий вариант фрезы для пластика. Плюс мы обладаем рядом преимуществ:
У нас работают опытные специалисты, способные дать консультацию по любым вопросам;
Поможем подобрать подходящий вариант фрезы из обширного ассортимента нашего магазина;
Мы сотрудничаем только с опытными мировыми производителями, так что гарантируем высокое качество всех изделий.
Звоните, если у вас остались вопросы или требуется квалифицированная помощь в выборе фрез по пластику.
Когда речь заходит о CNC-обработке пластика, никто не обладает большим опытом, чем Upland Fab. Есть много станков с ЧПУ, но они больше сосредоточены на резке металла. Большинство производителей пластмасс полагаются на такие методы, как литье под давлением, и не имеют опыта обработки на станках с ЧПУ. Upland Fab — единственный производитель, который занимается обработкой пластика на станках с ЧПУ и усовершенствовал ее.
Технологии обработки пластика с ЧПУ
На нашем предприятии мы используем сложные 3-, 4- и 5-осевые фрезерные станки с ЧПУ для обработки пластика для получения сложной геометрии и многосторонней обработки. Поскольку сложные детали небольшого объема могут быть изготовлены за один установ, фрезерование с ЧПУ сокращает время наладки и обработку деталей.
Тип фрезерного станка с ЧПУ для пластика, используемого для вашего проекта, зависит от таких факторов, как материал, сложность конструкции и требования к отделке. Каждый процесс обработки пластика с ЧПУ дает разные преимущества, и мы выберем лучший вариант в зависимости от требований вашего проекта.
3-осевые станки с ЧПУ: Изготавливают наиболее распространенные геометрические формы и лучше всего подходят для конструкций, не требующих многократного вращения заготовки. 3-осевые станки обычно используются для сверления отверстий, фрезерования пазов или обработки кромок.
4-осевые станки с ЧПУ: Доступ к дополнительной стороне заготовки, что позволяет фрезеровать отверстия, пазы и другие элементы сбоку детали.
5-осевые станки с ЧПУ: Обеспечивают высочайшую точность и используют многомерное вращение, чтобы обеспечить доступ ко всем сторонам заготовки, что позволяет создавать сложные детали и сложные конструкции. Эти станки с ЧПУ широко используются для аэрокосмической и медицинской продукции, а также промышленных и потребительских товаров.
Прецизионные пластмассы и композиты с ЧПУ
Инженеры Upland Fabrications имеют опыт работы с широким спектром прецизионных пластмасс и композитных материалов. Мы используем фрезерование пластика с ЧПУ и наш непревзойденный опыт для создания качественных деталей из всего, от Teflon® до сотовых композитных материалов. Предоставьте нам свои требования к материалам и дизайну, и мы предоставим пластиковые детали, изготовленные на станке с ЧПУ, которые превзойдут ваши ожидания.
Почему стоит выбрать обработку пластика с ЧПУ по сравнению с другими методами?
Фрезерование пластика с ЧПУ предлагает явные преимущества по сравнению с литьем под давлением, быстрым прототипированием и 3D-печатью:
Более жесткие допуски
Работает с более широким спектром материалов
Более экономичный при меньших объемах, чем литье под давлением
Upland Fab для всех ваших сложных потребностей
Upland Fab обслуживает широкий спектр отраслей со сложными потребностями; от коллекторов реактивных двигателей до деталей печатных плат. Мы используем обработку пластика на станках с ЧПУ для изготовления сложных композитных деталей, которые поддерживают развитие промышленности.
Мы стремимся обеспечить исключительное обслуживание клиентов
Наш опыт работы с пластмассами, обработанными на станках с ЧПУ, — не единственное преимущество, которое мы имеем перед конкурентами. Мы придаем большое значение эффективному общению с клиентами. Как клиент Upland Fab, у вас будет единое контактное лицо, которое будет работать с вами на каждом этапе пути. Этот оптимизированный метод связи помогает обеспечить бесперебойную работу проектов от начала до конца.
Управление запасами
У нас есть эффективная и передовая система управления запасами, поэтому вам никогда не придется беспокоиться о повторных заказах или нехватке товара в неподходящее время! Мы можем работать с любой периодичностью доставки, будь то ежедневно, еженедельно или ежемесячно. Гибкость нашего производства позволяет нам корректировать количество и частоту отгрузки по мере необходимости, чтобы удовлетворить изменения спроса на продукцию.
Узнайте больше о материалах для фрезерной обработки пластика с ЧПУ
Если у вас есть проект детали небольшого объема, позвольте Upland Fab изготовить ее для вас. Мы предоставляем первоклассную механическую обработку пластмасс и композитов в Южной Калифорнии с 19 лет. 70. Узнайте больше о различных пластиковых материалах, которые мы можем использовать в Upland Fab для создания ваших деталей.
Узнайте больше о нашей обработке пластмасс и композитов
Мы специализируемся на обработке сложных пластиковых и композитных деталей. Наши пластмассы используются в различных отраслях промышленности, от аэрокосмической до электронной и коммерческих. Наши инженеры являются экспертами в области пластмасс и будут работать с вами, чтобы создать детали самого высокого качества, которые точно удовлетворят ваши потребности.
Если у вас есть вопросы об уникальных потребностях и спецификациях вашего проекта или вы хотите запросить расценки на фрезерные станки с ЧПУ, пожалуйста, свяжитесь с нами, чтобы связаться с одним из наших инженеров сегодня!
Все, что вам нужно знать об обработке пластика с ЧПУ
Обработка пластика с ЧПУ — это субтрактивный производственный процесс, в котором твердый блок пластика помещается напротив движущегося режущего инструмента, который удаляет материал из блока. Режущий инструмент следует заданной траектории инструмента, руководствуясь цифровым файлом проекта, чтобы сформировать окончательную деталь. Обработка на станках с ЧПУ — популярный метод производства пластиковых компонентов. С помощью этого производственного процесса вы можете быстро создавать тысячи однородных и точных деталей с невероятно жесткими допусками.
С помощью станков с ЧПУ можно изготавливать множество различных пластиковых деталей, в том числе:
Медицинские устройства, такие как стоматологические хирургические шаблоны и сердечные имплантаты
Компоненты пищевой промышленности и производства напитков, такие как распылители и детали сборочных линий
Полупроводниковые компоненты, такие как электрические изоляторы и водонепроницаемые уплотнения
Компоненты автомобильной и аэрокосмической промышленности, такие как противопожарные блокираторы, седла клапанов и шестерни насосов
В зависимости от метода обработки с ЧПУ — сверление с ЧПУ, точение с ЧПУ или фрезерование с ЧПУ — инженеры должны придерживаться различных рекомендаций для производства высококачественных пластиковых деталей с ЧПУ. В этой статье мы разберем каждый из них.
CNC-обработка — это эффективный способ создания высокоточных деталей, но CNC-обработка пластиковых деталей может быть сложной задачей.
Токарная обработка пластика с ЧПУ
Токарная обработка с ЧПУ
включает в себя удержание пластиковой детали на токарном станке, которая затем вращается против режущего инструмента вращательным или вращательным движением. Существует множество различных форм токарной обработки с ЧПУ, каждая из которых имеет свои уникальные цели и результаты. Например, прямолинейная или цилиндрическая токарная обработка с ЧПУ лучше всего подходит для больших резов, а конусная токарная обработка с ЧПУ создает отчетливую конусообразную форму.
Конкретные рекомендации по созданию пластиковых деталей на токарных станках с ЧПУ включают:
Сведение к минимуму трения за счет отрицательного заднего переднего угла режущих кромок
Использование больших углов заточки режущих кромок
Полировка верхних поверхностей для уменьшения налипания материала и улучшения качества поверхности
Использование тонких твердосплавных пластин класса C-2
Для черновой обработки мы рекомендуем использовать скорость подачи 0,015 IPR. Для более точной окончательной обработки мы рекомендуем скорость подачи 0,005 IPR. Производственные группы также должны знать, что задние углы, передние углы и боковые углы будут меняться в зависимости от материала, используемого при токарной обработке с ЧПУ.
Фрезерование пластика с ЧПУ
Фрезерование с ЧПУ — это управляемый компьютером процесс фрезерования, в котором используется цилиндрический вращающийся инструмент, называемый фрезой, для удаления материала с твердой заготовки и раскрытия готовой детали. Фрезерные станки с ЧПУ можно разделить на две большие категории — 3-осевые фрезерные станки и многоосевые фрезерные станки. Трехосевые фрезерные станки перемещают режущий инструмент или заготовку по трем линейным осям — слева направо, вперед и назад, вверх и вниз — и лучше всего подходят для создания более простых конструкций. Многоосевые фрезерные станки, включая фрезерные станки с четырьмя и более осями, лучше всего подходят для изготовления пластиковых деталей сложной геометрии.
Конкретные рекомендации по созданию пластиковых деталей с помощью фрезерной обработки с ЧПУ включают:
Использование углеродных инструментов при обработке термопласта, армированного стекловолокном или углеродным волокном
Использование зажимов для достижения более высоких скоростей вращения шпинделя
Создание закругленных внутренних углов и карманов с помощью концевых фрез для уменьшения концентрации напряжений
Сверление пластика с ЧПУ
Сверление с ЧПУ
предполагает использование сверла для сверления отверстий в пластиковом блоке. Шпиндель, который крепит блок и сверло с ЧПУ, опускается на блок, а затем просверливает отверстия соответствующего размера. Существует несколько видов сверлильных станков, которые можно использовать со сверлильным станком с ЧПУ, в том числе вертикальные, настольные и радиальные сверлильные станки с ЧПУ.
Когда вы создаете пластиковые детали с помощью сверления с ЧПУ, очень важно, чтобы сверла с ЧПУ были острыми. Тупые сверла или сверла неправильной формы могут создавать слишком большую нагрузку на деталь, вызывая проблемы с инструментами и проблемы с производительностью. Для большинства термопластов мы рекомендуем использовать сверло от 90 до 118° с углом режущей кромки от 9 до 15°. Если вы сверлите акрилом, вам следует использовать передний угол 0°.
Выброс сверла с ЧПУ также важен, так как плохой выброс стружки может вызвать трение и выделение тепла. Поскольку при сверлении с ЧПУ выделяется больше тепла, чем при любом другом процессе обработки с ЧПУ, снижение тепла имеет решающее значение для минимизации стресса и повреждений. Чтобы безопасно извлечь сверло с ЧПУ, не повредив деталь, постарайтесь, чтобы глубина сверления не превышала диаметр сверла более чем в три-четыре раза, и уменьшите скорость подачи, когда сверло почти выйдет из материала.
Обработка пластика с ЧПУ с быстрым радиусом
Следование рекомендациям, изложенным в этой статье, поможет вам успешно создавать пластмассовые детали с помощью станков с ЧПУ для сверления, точения и фрезерования.
 https://ostroykevse.com/Srub/19.html
https://ostroykevse.com/Srub/19.html
 Тем более, что люминь режешь, значит в спокойном, плавном режиме, без чрезмерных ускорений. Следовательно и шататься не будет особо станок.
Тем более, что люминь режешь, значит в спокойном, плавном режиме, без чрезмерных ускорений. Следовательно и шататься не будет особо станок. Просверлил отверстия в полу насквозь и в эти отверстия вставил ноги-трубы. Таким образом станок стоял на земле, вернее на бетоне, на котором стоял вагончик.
Просверлил отверстия в полу насквозь и в эти отверстия вставил ноги-трубы. Таким образом станок стоял на земле, вернее на бетоне, на котором стоял вагончик. Вагончик словенский (Trimo). По спецификации допустимая нагрузка на пол 2000 Н/м.кв. В раме основания поперечные двутавры через каждые 1.2 м. Вроде уже на живой проект похоже, после усиления.
Вагончик словенский (Trimo). По спецификации допустимая нагрузка на пол 2000 Н/м.кв. В раме основания поперечные двутавры через каждые 1.2 м. Вроде уже на живой проект похоже, после усиления. ..
.. к. ускорения у станка мизерные ( 500 на 700), то собыз проблем не испытываю…
к. ускорения у станка мизерные ( 500 на 700), то собыз проблем не испытываю…

 Влажность ему не страшна благодаря особым веществам в древесине. Дубовые перекладины сделают обстановку в зале более благородной и даже роскошной.
Влажность ему не страшна благодаря особым веществам в древесине. Дубовые перекладины сделают обстановку в зале более благородной и даже роскошной. Дерево без покрытия впитывает влагу, пот и грязь и со временем темнеет.
Дерево без покрытия впитывает влагу, пот и грязь и со временем темнеет. Также мы изготавливаем балетные станки по Вашим чертежам.
Также мы изготавливаем балетные станки по Вашим чертежам.
 Вставьте прокладки под углы, чтобы удерживать его там. Под одним из углов уже будут прокладки, поэтому удалите их и поставьте на их место новые прокладки.
Вставьте прокладки под углы, чтобы удерживать его там. Под одним из углов уже будут прокладки, поэтому удалите их и поставьте на их место новые прокладки.
 Наш дом деревянный, построен в 1991, а пол в нашей прачечной виниловый.
Наш дом деревянный, построен в 1991, а пол в нашей прачечной виниловый.
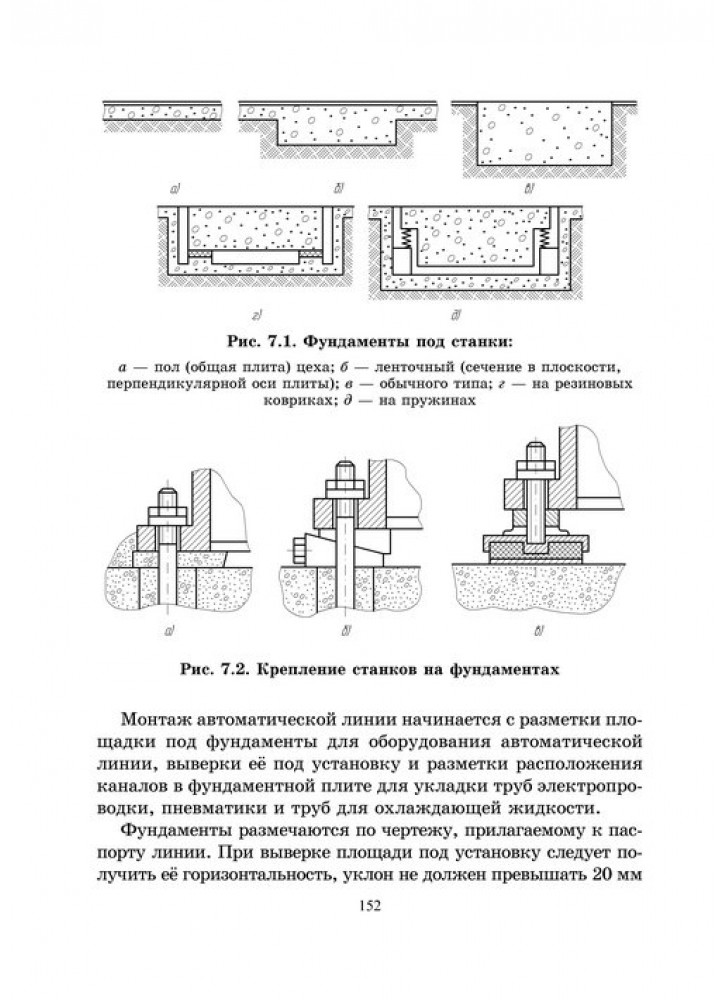 они бывают разной высоты, стиля и т. д., и хотя они дорогие, они намного дешевле, чем армирование пола или любой другой подобный подход. подробности см. здесь:
они бывают разной высоты, стиля и т. д., и хотя они дорогие, они намного дешевле, чем армирование пола или любой другой подобный подход. подробности см. здесь:
 При создании станка брался во внимание принцип максимального использования стандартизированных компонентов мировых производителей (Bosch, Siemens, Heidenhain, SKF). Большим плюсом является возможность модульного изменения конструкции одновременно с сохранением положительного соотношения цена/производительность.
При создании станка брался во внимание принцип максимального использования стандартизированных компонентов мировых производителей (Bosch, Siemens, Heidenhain, SKF). Большим плюсом является возможность модульного изменения конструкции одновременно с сохранением положительного соотношения цена/производительность.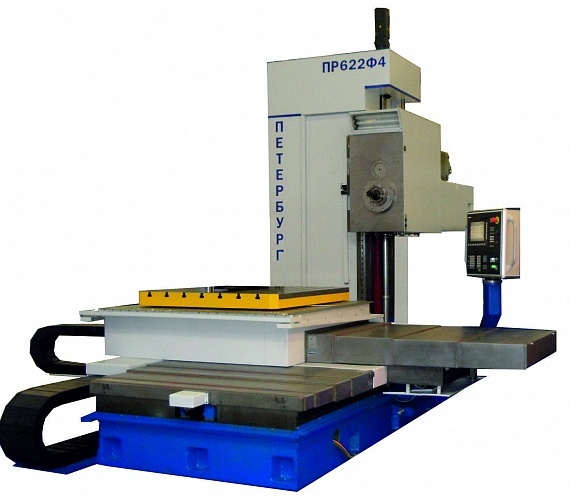
 Горизонтальное расположение позволяет стружке — неизбежному результату высокоскоростного фрезерования — просто отваливаться или легко удаляться.
Горизонтальное расположение позволяет стружке — неизбежному результату высокоскоростного фрезерования — просто отваливаться или легко удаляться. Стол является наиболее универсальным, хотя все служат одной цели — сверлить отверстия в заготовке по горизонтали.
Стол является наиболее универсальным, хотя все служат одной цели — сверлить отверстия в заготовке по горизонтали.
 Выбор идеального производителя деталей для станков с ЧПУ может быть сложной задачей, поскольку неправильный выбор может привести к низкому качеству, повторяющимся задержкам и проблемам с продуктом. Понимая, на что обращать внимание при выборе производителя станков, вы можете сделать выбор, результатом которого станет качественная продукция, успешные проекты и довольные клиенты.
Выбор идеального производителя деталей для станков с ЧПУ может быть сложной задачей, поскольку неправильный выбор может привести к низкому качеству, повторяющимся задержкам и проблемам с продуктом. Понимая, на что обращать внимание при выборе производителя станков, вы можете сделать выбор, результатом которого станет качественная продукция, успешные проекты и довольные клиенты. Стремясь к инновациям, мы производим и собираем основные компоненты воздушных и космических кораблей, отличающиеся высокой прочностью, превосходной точностью, жесткими допусками и качественными материалами.
Стремясь к инновациям, мы производим и собираем основные компоненты воздушных и космических кораблей, отличающиеся высокой прочностью, превосходной точностью, жесткими допусками и качественными материалами.
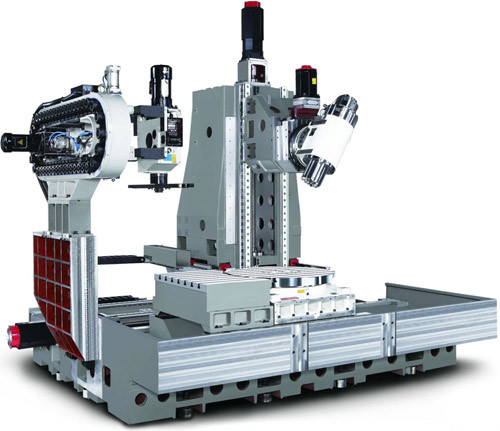
 Мы также предоставляем готовые решения по автоматизации и дополнительные инженерные услуги, чтобы максимизировать ваши производственные мощности для любого объема или ассортимента продукции.
Мы также предоставляем готовые решения по автоматизации и дополнительные инженерные услуги, чтобы максимизировать ваши производственные мощности для любого объема или ассортимента продукции.
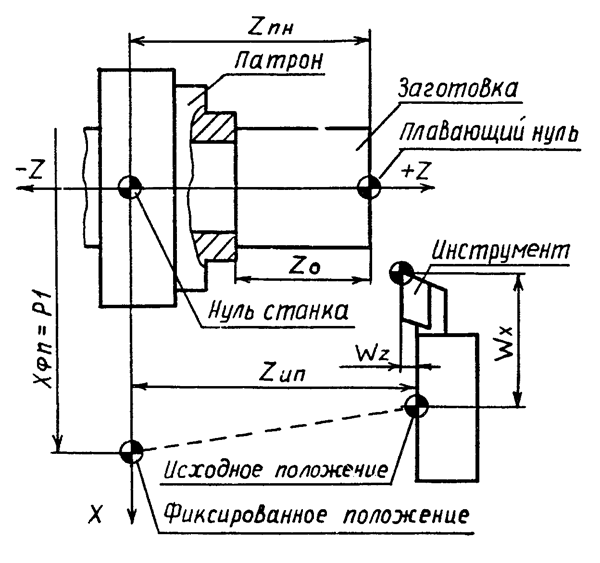 Оси координат в данной системе параллельны линейным направляющим устройства.
Оси координат в данной системе параллельны линейным направляющим устройства.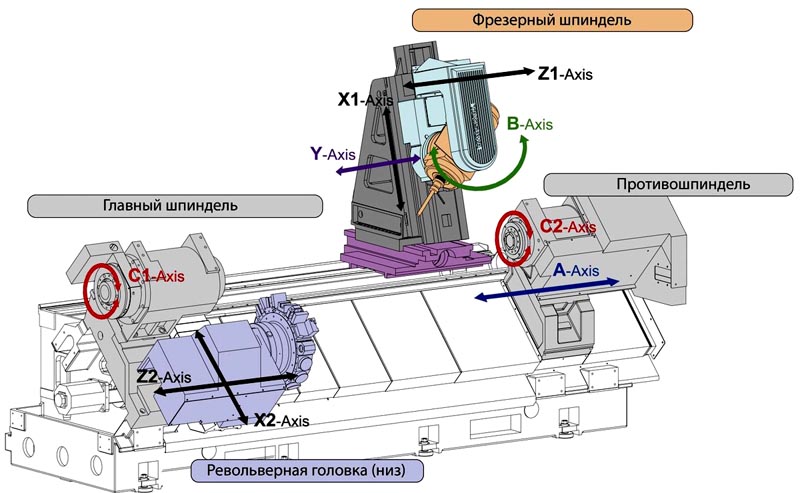
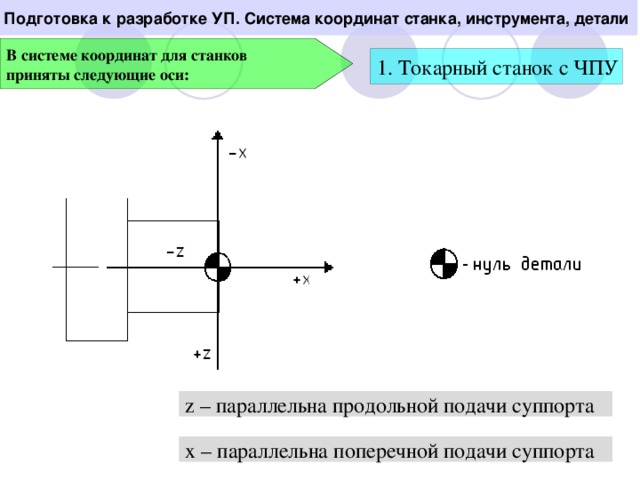

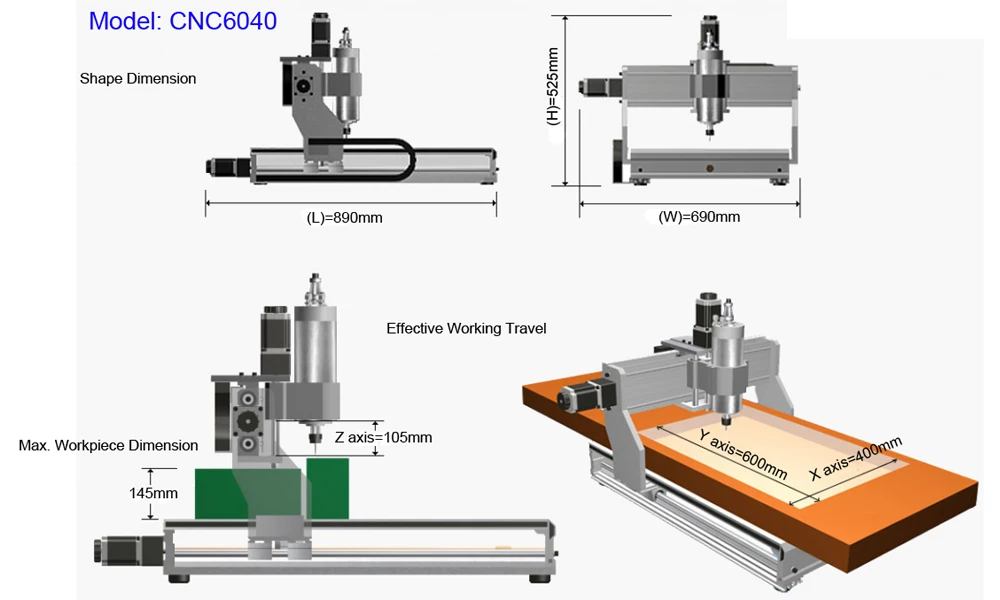
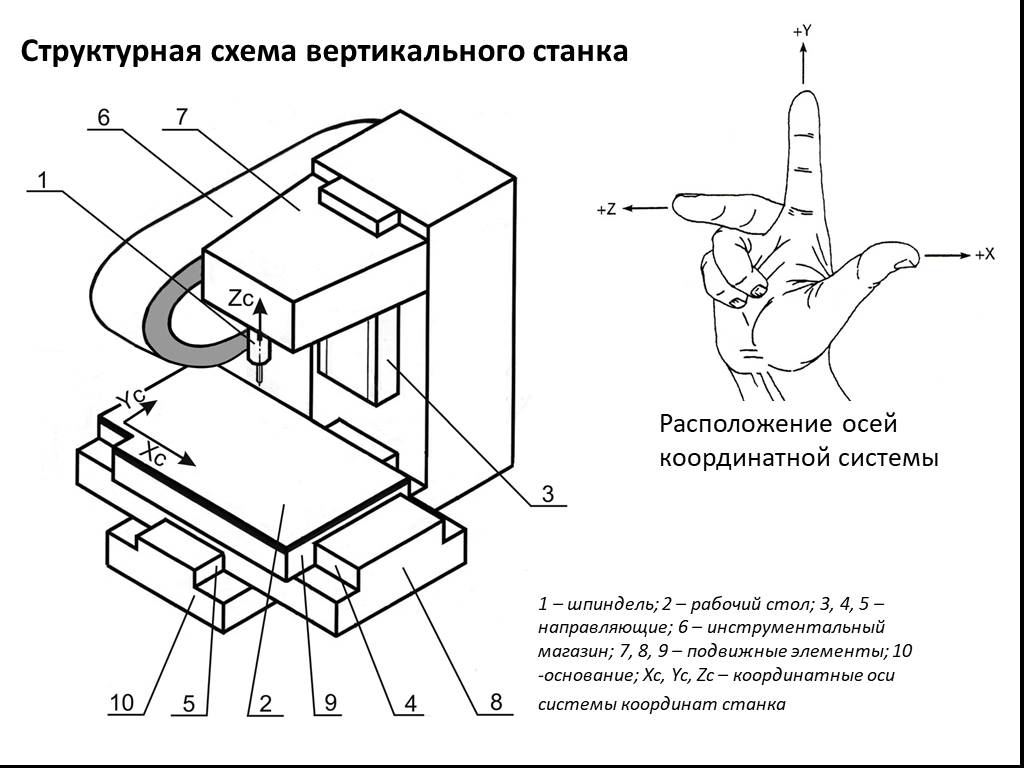 Это необходимо для того, чтобы определить разницу в расстоянии между системой WCS и исходным положением точки координат станка. Числовые характеристики таких смещений хранятся в контроллере станка и к ним можно обратиться при необходимости.
Это необходимо для того, чтобы определить разницу в расстоянии между системой WCS и исходным положением точки координат станка. Числовые характеристики таких смещений хранятся в контроллере станка и к ним можно обратиться при необходимости.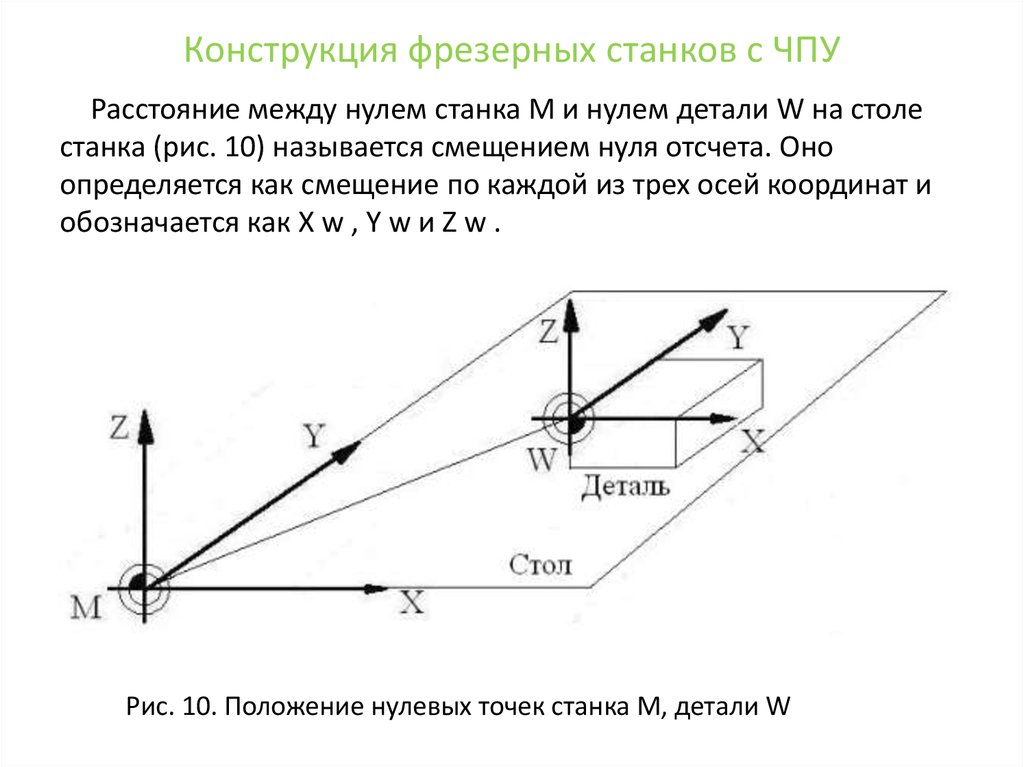

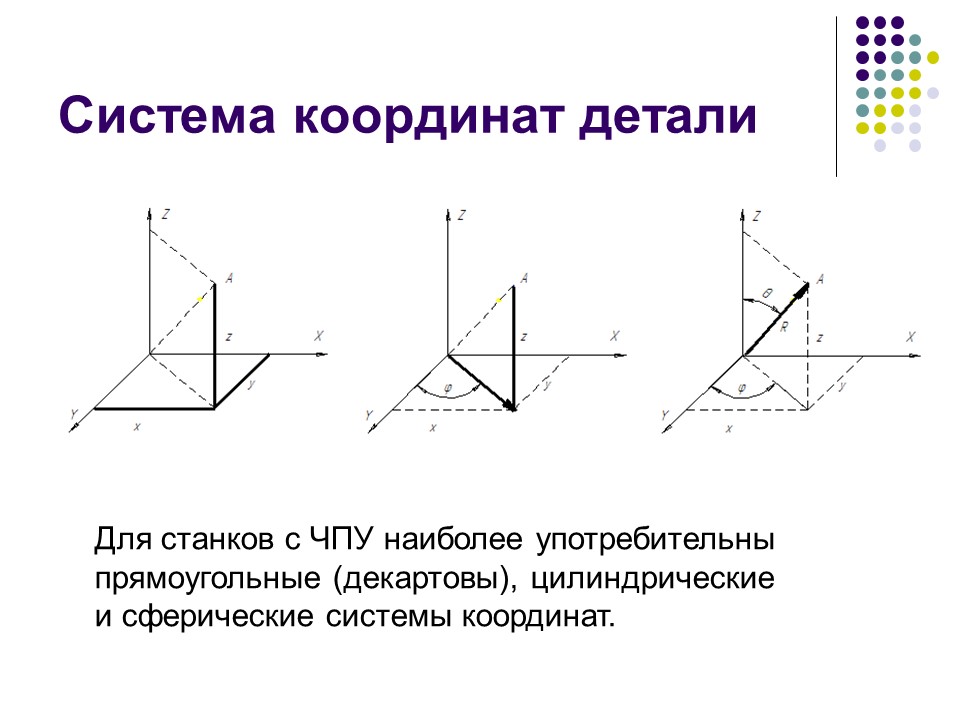 е. шпинделя, вращающего инструмент (в станках сверлильно-фрезерно-расточной группы), или шпинделя, вращающего заготовку (в станках токарной группы).
е. шпинделя, вращающего инструмент (в станках сверлильно-фрезерно-расточной группы), или шпинделя, вращающего заготовку (в станках токарной группы).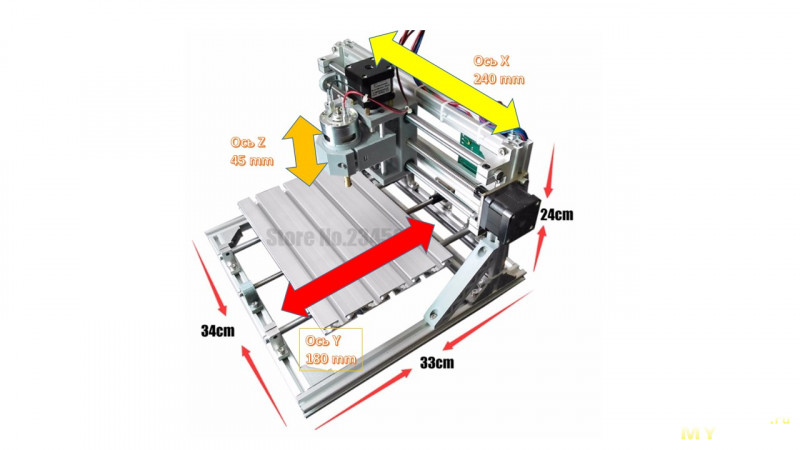
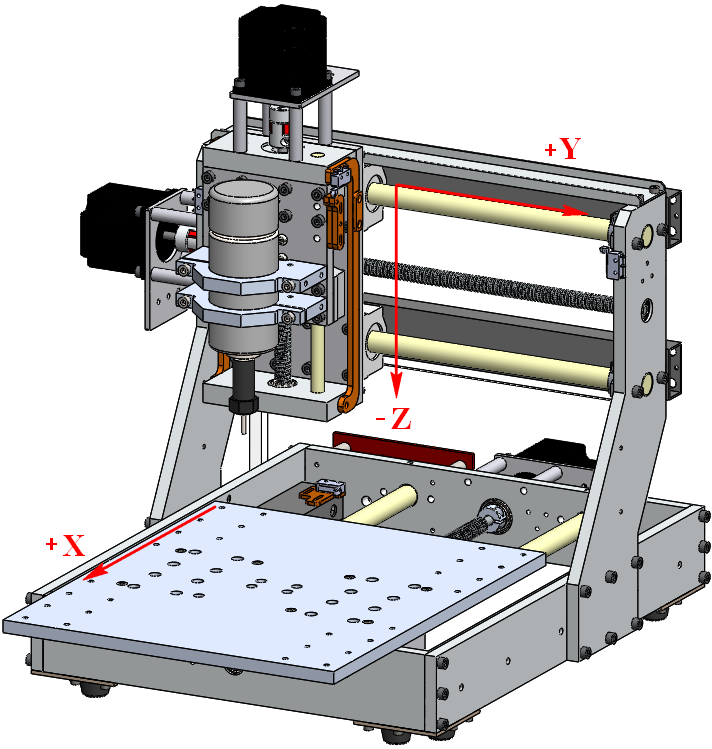 Для этого пользуются правилом правой руки: большой палец — ось X, указательный — ось У, средний — ось Z . При определении координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки так, чтобы полусогнутый средний палец совпал с осью Z инструмента. Тогда большой палец покажет направление оси X, а указательный — У.
Для этого пользуются правилом правой руки: большой палец — ось X, указательный — ось У, средний — ось Z . При определении координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки так, чтобы полусогнутый средний палец совпал с осью Z инструмента. Тогда большой палец покажет направление оси X, а указательный — У.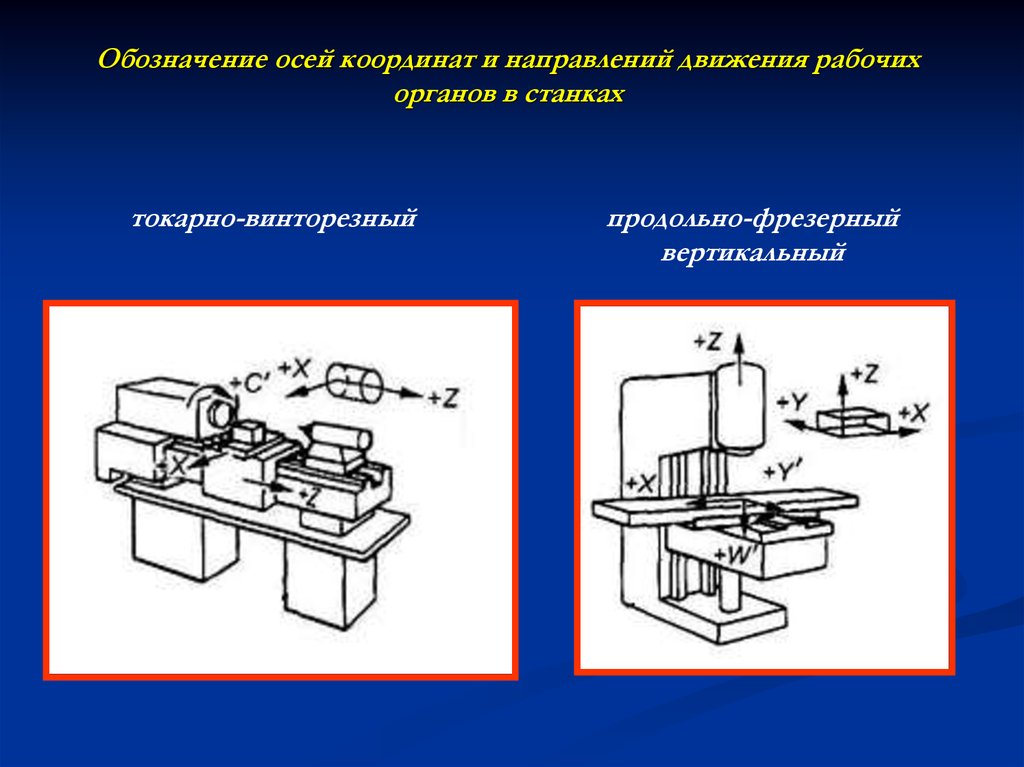
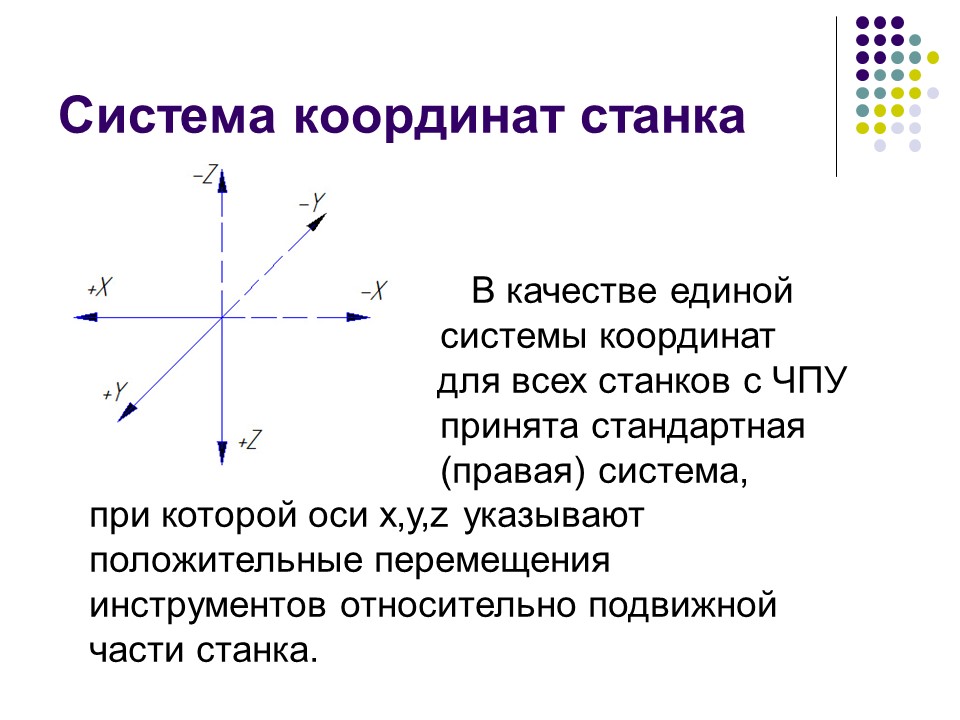 Эта система координатных плоскостей использует линии действительных чисел, расположенные под прямым углом, что позволяет четко и однозначно определить любую точку в пространстве. В математике порядок координат (через запятую) обозначает точку на графике. Например, (2,3) обозначает точку со значением X, равным 2, и значением Y, равным 3. Синтаксис этой точки очень похож на программирование G-кода. Это будет обсуждаться позже в этой главе.
Эта система координатных плоскостей использует линии действительных чисел, расположенные под прямым углом, что позволяет четко и однозначно определить любую точку в пространстве. В математике порядок координат (через запятую) обозначает точку на графике. Например, (2,3) обозначает точку со значением X, равным 2, и значением Y, равным 3. Синтаксис этой точки очень похож на программирование G-кода. Это будет обсуждаться позже в этой главе.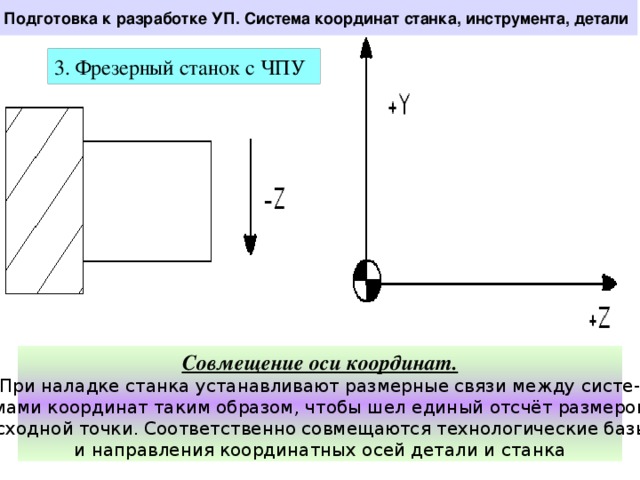 Работа в одном квадранте поможет исключить ошибки. Если это невозможно, постарайтесь, по крайней мере, расположить сетку так, чтобы начало координат было очевидным для оператора или другого программиста.
Работа в одном квадранте поможет исключить ошибки. Если это невозможно, постарайтесь, по крайней мере, расположить сетку так, чтобы начало координат было очевидным для оператора или другого программиста. Основными линейными осями являются X, Y и Z.
Основными линейными осями являются X, Y и Z. В большинстве случаев ось X параллельна полу. Ось X будет ортогональной (под прямым углом) к оси Z. Наконец, ось Y будет под прямым углом к осям X и Z. Ориентация этих трех осей соответствует так называемому правилу правой руки . Если вы ориентируете большой палец правой руки по оси Z, оси X и Y можно совместить с указательным и средним пальцами соответственно. Кончики ваших пальцев будут показывать положительное направление каждой оси.
В большинстве случаев ось X параллельна полу. Ось X будет ортогональной (под прямым углом) к оси Z. Наконец, ось Y будет под прямым углом к осям X и Z. Ориентация этих трех осей соответствует так называемому правилу правой руки . Если вы ориентируете большой палец правой руки по оси Z, оси X и Y можно совместить с указательным и средним пальцами соответственно. Кончики ваших пальцев будут показывать положительное направление каждой оси. Траектории токарного станка чаще всего программируются с использованием координат диаметра.
Траектории токарного станка чаще всего программируются с использованием координат диаметра.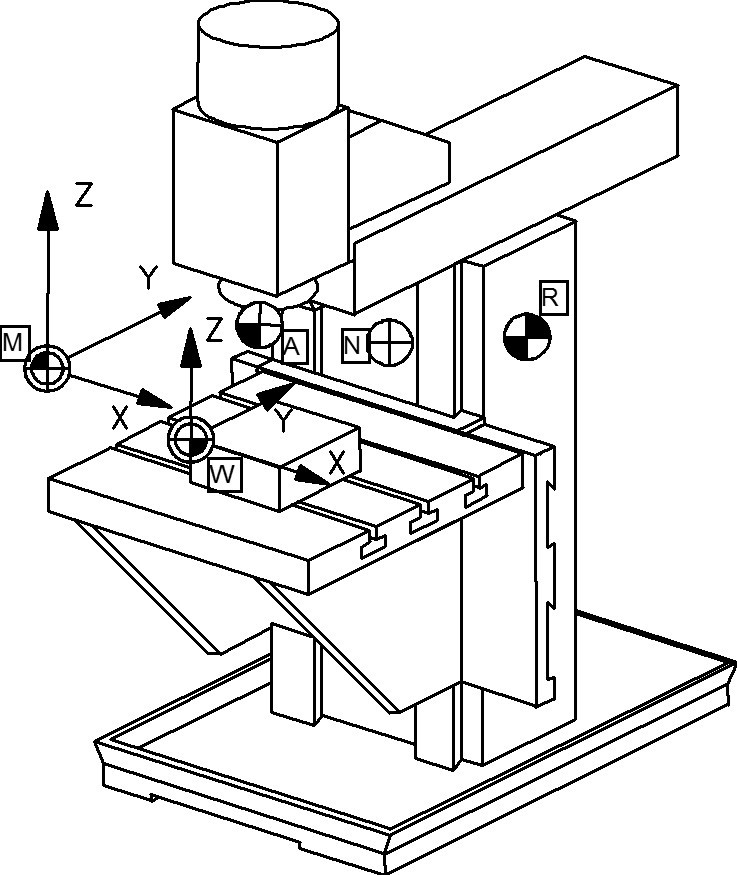 Если G16 включен, значения X интерпретируются как радиус (расстояние), а Y становится углом. На машинах с этой функцией G15 отменяет полярные координаты и возвращается к прямоугольным координатам.
Если G16 включен, значения X интерпретируются как радиус (расстояние), а Y становится углом. На машинах с этой функцией G15 отменяет полярные координаты и возвращается к прямоугольным координатам. Чтобы указать исходную точку, например, G54, оператор должен использовать кромкомер или другой датчик для позиционирования шпинделя над желаемой исходной точкой (см. ниже).
Чтобы указать исходную точку, например, G54, оператор должен использовать кромкомер или другой датчик для позиционирования шпинделя над желаемой исходной точкой (см. ниже).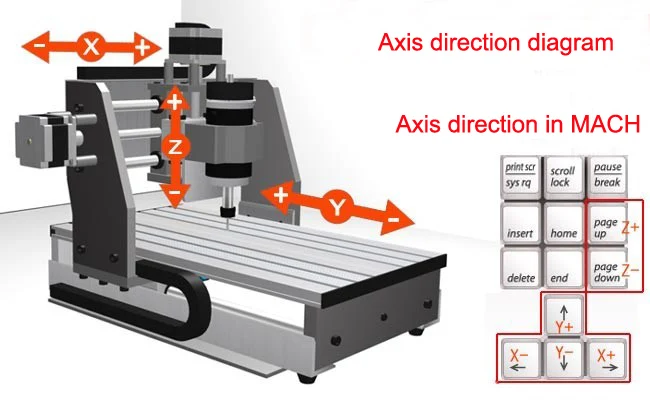
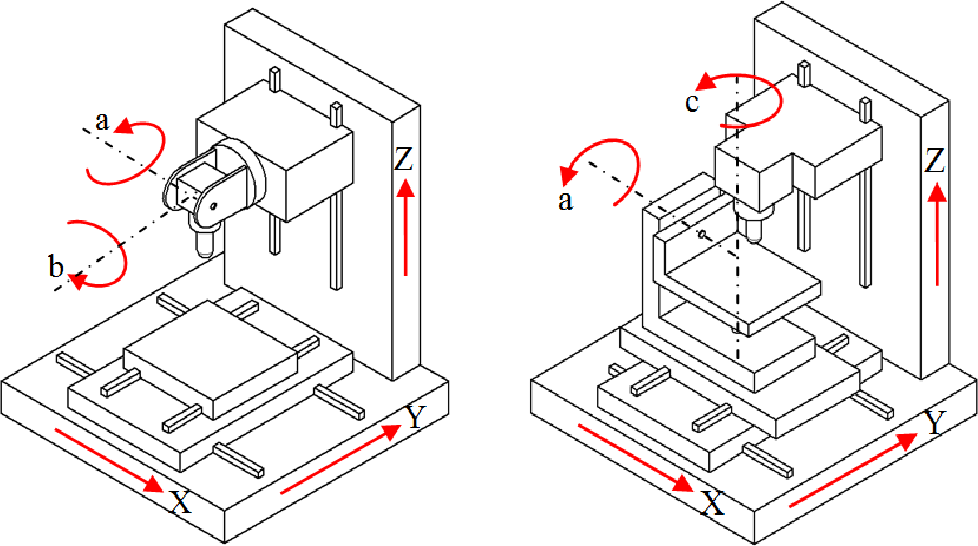 Обратите внимание, что значение в регистре смещения равно -17,0253, что является точкой на отмеченной оси X на станке.
Обратите внимание, что значение в регистре смещения равно -17,0253, что является точкой на отмеченной оси X на станке.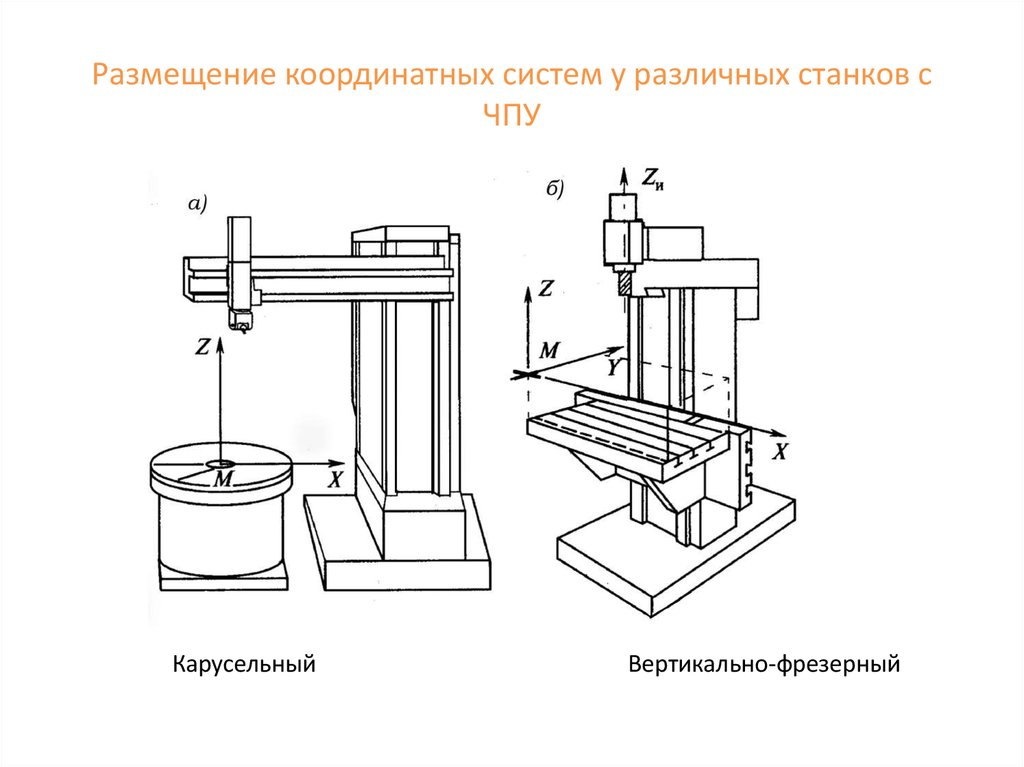 Обратите внимание, что ось Z находится над исходной точкой станка.
Обратите внимание, что ось Z находится над исходной точкой станка.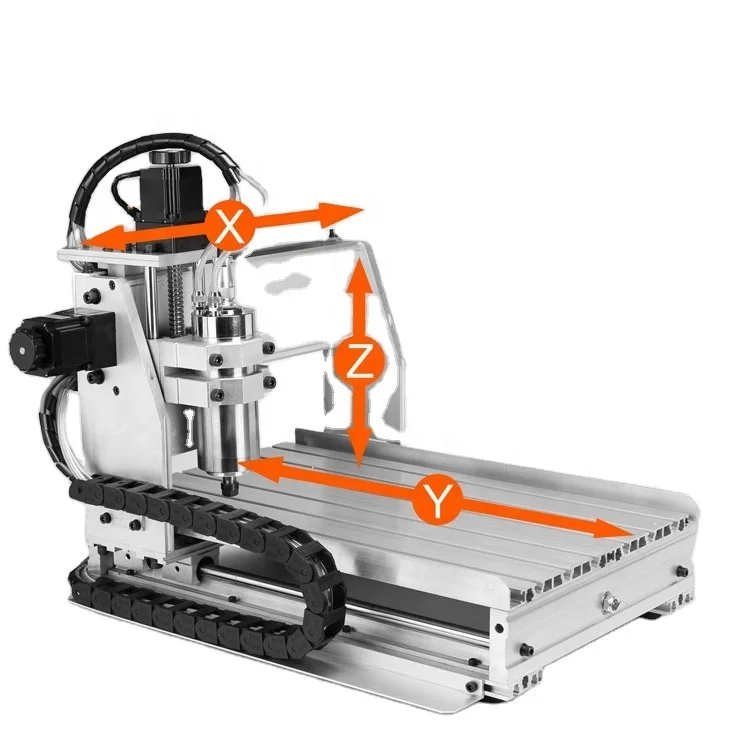
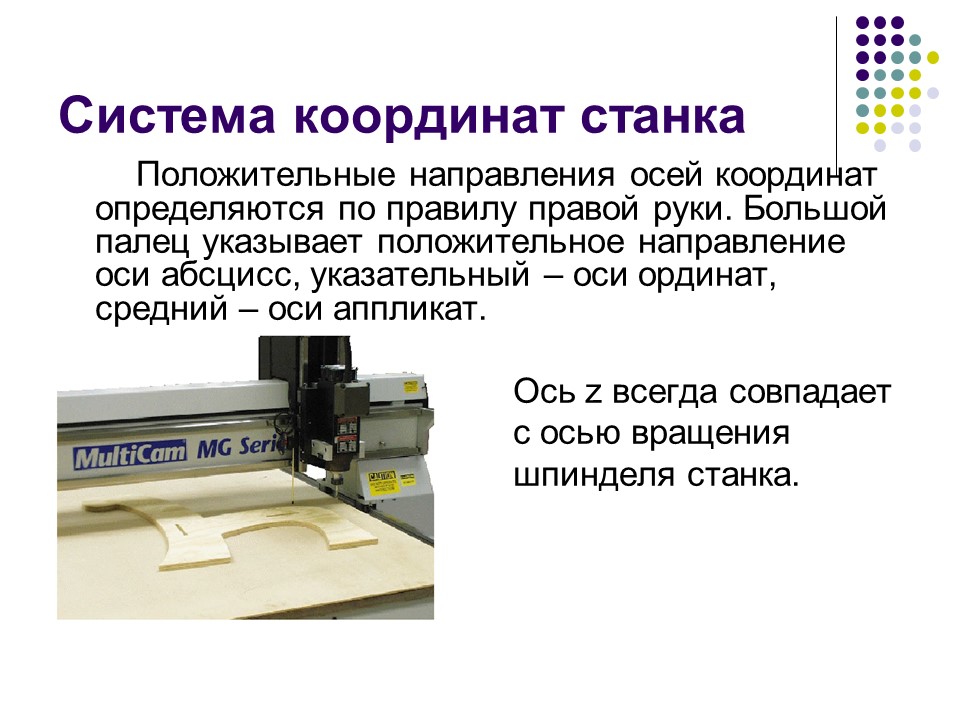 Эти координаты могут быть декартовыми или полярными. Выбор системы координат фрезерного станка с ЧПУ остается за оператором, и он считает, что это наиболее эффективный способ управления станком.
Эти координаты могут быть декартовыми или полярными. Выбор системы координат фрезерного станка с ЧПУ остается за оператором, и он считает, что это наиболее эффективный способ управления станком. В полярных координатах заготовка перемещается относительно режущего инструмента по радиусу и углу. Это позволяет создавать более сложные формы и кривые. Полярные координаты часто используются при обработке с ЧПУ, потому что они могут помочь получить более точные и точные результаты. При использовании этой системы станок может перемещать режущий инструмент более последовательно и контролируемо. Это приводит к повышению точности и эффективности резки, поэтому полярные координаты так популярны в мире обработки с ЧПУ.
В полярных координатах заготовка перемещается относительно режущего инструмента по радиусу и углу. Это позволяет создавать более сложные формы и кривые. Полярные координаты часто используются при обработке с ЧПУ, потому что они могут помочь получить более точные и точные результаты. При использовании этой системы станок может перемещать режущий инструмент более последовательно и контролируемо. Это приводит к повышению точности и эффективности резки, поэтому полярные координаты так популярны в мире обработки с ЧПУ.
 серия SHTOK 08103
серия SHTOK 08103 С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4
обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
, г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
 (Экспрессвайр) —
(Экспрессвайр) —

 Китай составляет долю мирового рынка ножниц, объем которой к 2028 году достигнет миллиона долларов США. Что касается европейского рынка ножниц, то прогнозируется, что к 2028 году Германия достигнет миллиона долларов США, а среднегодовой темп роста в течение прогнозируемого периода составит % в год. В Азиатско-Тихоокеанском регионе темпы роста других заметных рынков (Япония и Южная Корея) прогнозируются на уровне % и % соответственно в течение следующих 5 лет.
Китай составляет долю мирового рынка ножниц, объем которой к 2028 году достигнет миллиона долларов США. Что касается европейского рынка ножниц, то прогнозируется, что к 2028 году Германия достигнет миллиона долларов США, а среднегодовой темп роста в течение прогнозируемого периода составит % в год. В Азиатско-Тихоокеанском регионе темпы роста других заметных рынков (Япония и Южная Корея) прогнозируются на уровне % и % соответственно в течение следующих 5 лет.

 д.)
д.) Кроме того, мы всегда готовы выполнить исследование, которое триангулировано с вашими собственными данными, чтобы сделать исследование рынка более всесторонним с вашей точки зрения.
Кроме того, мы всегда готовы выполнить исследование, которое триангулировано с вашими собственными данными, чтобы сделать исследование рынка более всесторонним с вашей точки зрения.  5 Размер мирового рынка по регионам
5 Размер мирового рынка по регионам  6.2 Глобальные 5 и 10 крупнейших Scissors Players Доля рынка по выручке
6.2 Глобальные 5 и 10 крупнейших Scissors Players Доля рынка по выручке  )
)  4.2 Китай
4.2 Китай  )
)  6 Производство ножниц в Южной Корее (202 Прогноз доходов) -2028)
6 Производство ножниц в Южной Корее (202 Прогноз доходов) -2028) )
)  Наша цель – предоставить наилучшее решение, которое точно соответствует требованиям заказчика. Это побуждает нас предоставлять вам специальные или синдицированные исследовательские отчеты.
Наша цель – предоставить наилучшее решение, которое точно соответствует требованиям заказчика. Это побуждает нас предоставлять вам специальные или синдицированные исследовательские отчеты. Они имеют острые края, которые обеспечивают более легкий и гладкий разрез. Их использование зависит от типа операции и расположения органа, подлежащего разрезу. Хирургические ножницы доступны в двух типах, а именно, многоразовые хирургические ножницы и одноразовые хирургические ножницы.
Они имеют острые края, которые обеспечивают более легкий и гладкий разрез. Их использование зависит от типа операции и расположения органа, подлежащего разрезу. Хирургические ножницы доступны в двух типах, а именно, многоразовые хирургические ножницы и одноразовые хирургические ножницы.
 Сегмент материалов делится на сталь, титан, керамику, вольфрам и другие. Модельный сегмент делится на операционные, ирисовые, рассекающие, стежковые, с мелким зубчатым лезвием, микроножницы, легковесно-деликатные и другие. На основе одноразовых хирургических ножниц он далее раздваивается на стальные и пластиковые.
Сегмент материалов делится на сталь, титан, керамику, вольфрам и другие. Модельный сегмент делится на операционные, ирисовые, рассекающие, стежковые, с мелким зубчатым лезвием, микроножницы, легковесно-деликатные и другие. На основе одноразовых хирургических ножниц он далее раздваивается на стальные и пластиковые. Увеличение спроса на многоразовые хирургические ножницы, рост числа хирургических процедур, рост спроса на передовые хирургические методы, резкий рост потребности в минимально инвазивных хирургических процедурах, рост использования экономичных и надежных хирургических инструментов и широкая доступность многоразовых хирургических ножниц. являются ключевыми факторами, стимулирующими рост сегмента.
Увеличение спроса на многоразовые хирургические ножницы, рост числа хирургических процедур, рост спроса на передовые хирургические методы, резкий рост потребности в минимально инвазивных хирургических процедурах, рост использования экономичных и надежных хирургических инструментов и широкая доступность многоразовых хирургических ножниц. являются ключевыми факторами, стимулирующими рост сегмента.

 карманы.
карманы.

 Затем производится сварка четырех заготовок ПВХ-профилей под углом 90° без образования сварного шва.
Затем производится сварка четырех заготовок ПВХ-профилей под углом 90° без образования сварного шва.


 найдено
найдено Каждый из этих сварочных аппаратов поставляется с SIX FREBIES без дополнительной оплаты, включая шпуледержатель . Запасы ограничены — покупайте, пока они горячие!
Каждый из этих сварочных аппаратов поставляется с SIX FREBIES без дополнительной оплаты, включая шпуледержатель . Запасы ограничены — покупайте, пока они горячие! Вы не найдете лучшего предложения нигде, и все заказы на сумму более 300 долларов США имеют право на бесплатную доставку в пределах континентальной части США.
Вы не найдете лучшего предложения нигде, и все заказы на сумму более 300 долларов США имеют право на бесплатную доставку в пределах континентальной части США. Сварщики MIG используют защитный газ для защиты сварного шва. Как только это настроено, его просто использовать почти как пистолет для горячего клея.
Сварщики MIG используют защитный газ для защиты сварного шва. Как только это настроено, его просто использовать почти как пистолет для горячего клея. Для сварщиков, которые планируют сварку в полевых условиях или вдали от традиционных источников энергии, лучше всего подходят сварочные аппараты с приводом от двигателя, которые могут работать как на газе, так и на дизельном топливе.
Для сварщиков, которые планируют сварку в полевых условиях или вдали от традиционных источников энергии, лучше всего подходят сварочные аппараты с приводом от двигателя, которые могут работать как на газе, так и на дизельном топливе. Аксессуары включают в себя продувочные камеры, педали управления, системы очистки сварных швов и многое другое. Будьте на высоте и держите сварные швы и оборудование в идеальном состоянии с помощью принадлежностей Welders Supply.
Аксессуары включают в себя продувочные камеры, педали управления, системы очистки сварных швов и многое другое. Будьте на высоте и держите сварные швы и оборудование в идеальном состоянии с помощью принадлежностей Welders Supply. Независимо от того, являетесь ли вы любителем, ищущим выгодное предложение на бывшее в употреблении сварочное оборудование, или профессиональным подрядчиком по сварке, желающим экипировать всю бригаду, у Welders Supply есть то, что вам нужно, и у нас есть это по самой низкой цене.
Независимо от того, являетесь ли вы любителем, ищущим выгодное предложение на бывшее в употреблении сварочное оборудование, или профессиональным подрядчиком по сварке, желающим экипировать всю бригаду, у Welders Supply есть то, что вам нужно, и у нас есть это по самой низкой цене. Если ваша корзина приближается к отметке в 300 долларов, рассмотрите возможность добавления некоторых расходных материалов или аксессуаров, чтобы воспользоваться нашим предложением бесплатной доставки.
Если ваша корзина приближается к отметке в 300 долларов, рассмотрите возможность добавления некоторых расходных материалов или аксессуаров, чтобы воспользоваться нашим предложением бесплатной доставки.

 Если это похоже на вас, вам, вероятно, лучше не платить за все функции, которые нужны профессионалам изо дня в день.
Если это похоже на вас, вам, вероятно, лучше не платить за все функции, которые нужны профессионалам изо дня в день. ESAB Fabricator 141i — аппарат для сварки MIG/TIG/Stick, 110 В
ESAB Fabricator 141i — аппарат для сварки MIG/TIG/Stick, 110 В

 Выбираем правильно!
Выбираем правильно!
 Длина стержня определяется параметрами пистолета. В продаже имеются стержни, длина которых варьируется от 40 до 300 миллиметров. Соответственно, цена на материал повышается в зависимости от размера стержня.
Длина стержня определяется параметрами пистолета. В продаже имеются стержни, длина которых варьируется от 40 до 300 миллиметров. Соответственно, цена на материал повышается в зависимости от размера стержня. Полупрозрачные материалы подходят для работы с древесиной, бумагой и их сочетаниями. Чёрные стержни характеризуются изолирующими и герметизирующими свойствами, поэтому применяются для обработки элементов под напряжением, а также для укрепления швов.
Полупрозрачные материалы подходят для работы с древесиной, бумагой и их сочетаниями. Чёрные стержни характеризуются изолирующими и герметизирующими свойствами, поэтому применяются для обработки элементов под напряжением, а также для укрепления швов. Цилиндры состоят из термопластичного полимера, который плавится при нагреве и застывает при охлаждении. Традиционные пистолеты работают с двумя видами стержней.
Цилиндры состоят из термопластичного полимера, который плавится при нагреве и застывает при охлаждении. Традиционные пистолеты работают с двумя видами стержней. В продаже имеются материалы различных оттенков, параметров и состава, что обеспечивает обширную область применения клеевых пистолетов.
В продаже имеются материалы различных оттенков, параметров и состава, что обеспечивает обширную область применения клеевых пистолетов.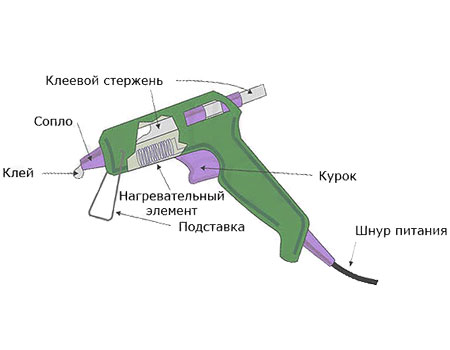 Клеевые стержни плавятся при воздействии тепла, что позволяет им прилипать к поверхностям. Это делает их популярным выбором для рукоделия и школьных проектов.
Клеевые стержни плавятся при воздействии тепла, что позволяет им прилипать к поверхностям. Это делает их популярным выбором для рукоделия и школьных проектов. Клеевые стержни бывают разных размеров и цветов, и их можно использовать для всего: от сборки поделок до ремонта сломанных предметов.
Клеевые стержни бывают разных размеров и цветов, и их можно использовать для всего: от сборки поделок до ремонта сломанных предметов.
 Жидкие клеи трудно контролировать, и вы можете получить грязный проект. Клеевые стержни дают вам больше контроля над тем, куда наносится клей, что может помочь вам создавать более аккуратные проекты.
Жидкие клеи трудно контролировать, и вы можете получить грязный проект. Клеевые стержни дают вам больше контроля над тем, куда наносится клей, что может помочь вам создавать более аккуратные проекты. Это означает, что ваш проект будет готов к использованию раньше.
Это означает, что ваш проект будет готов к использованию раньше. Подождите несколько минут, пока клей высохнет, затем надавите на две поверхности, чтобы соединить их вместе.
Подождите несколько минут, пока клей высохнет, затем надавите на две поверхности, чтобы соединить их вместе. Хотя они не токсичны, их нельзя есть, и при проглатывании они могут вызвать расстройство желудка. Если вы случайно проглотили клей-карандаш, выпейте много воды и обратитесь к врачу.
Хотя они не токсичны, их нельзя есть, и при проглатывании они могут вызвать расстройство желудка. Если вы случайно проглотили клей-карандаш, выпейте много воды и обратитесь к врачу. У некоторых людей они могут вызывать раздражение кожи или аллергическую реакцию, но не известно, что они наносят какой-либо другой вред.
У некоторых людей они могут вызывать раздражение кожи или аллергическую реакцию, но не известно, что они наносят какой-либо другой вред. Клеевые пистолеты бывают разных размеров и требуют клеевых стержней разного размера. Перед покупкой клеевых стержней обязательно проверьте размер клеевого пистолета.
Клеевые пистолеты бывают разных размеров и требуют клеевых стержней разного размера. Перед покупкой клеевых стержней обязательно проверьте размер клеевого пистолета. Они были и сейчас широко используются на многих рынках приложений, таких как упаковка, переплетное дело, деревообработка, электроника, ламинирование, изготовление обуви, склеивание ремесел, хобби, изготовление шкафов, цветочные работы, обивка, сборка продуктов и многие другие приложения. HMA также были продвинуты для использования дома и в магазине, предлагая клеевые стержни-расплавы в сочетании с простыми и легкими клеевыми пистолетами.
Они были и сейчас широко используются на многих рынках приложений, таких как упаковка, переплетное дело, деревообработка, электроника, ламинирование, изготовление обуви, склеивание ремесел, хобби, изготовление шкафов, цветочные работы, обивка, сборка продуктов и многие другие приложения. HMA также были продвинуты для использования дома и в магазине, предлагая клеевые стержни-расплавы в сочетании с простыми и легкими клеевыми пистолетами.
 О том, как изготовить клеевой стержень одинакового диаметра, будет рассказано в отдельной статье.
О том, как изготовить клеевой стержень одинакового диаметра, будет рассказано в отдельной статье.
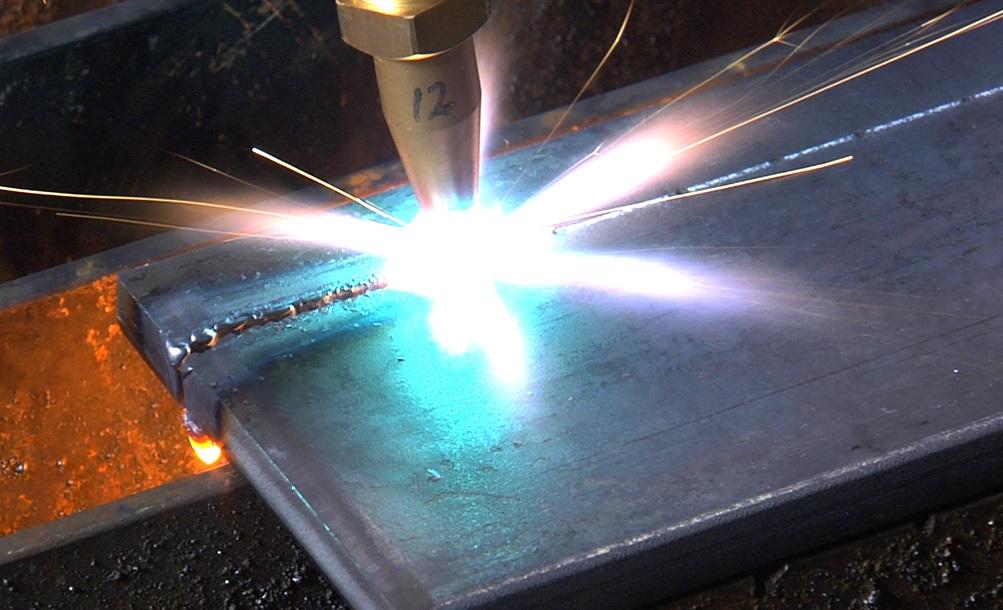 …
… ..
.. )5-и осевые координтаные фрезерные станки для высокоточной обработки.Премиальные модели:…
)5-и осевые координтаные фрезерные станки для высокоточной обработки.Премиальные модели:… ..
.. ..
.. 0125mmРабочее напряжение 220 В, 50 Гц или 110 В, 60…
0125mmРабочее напряжение 220 В, 50 Гц или 110 В, 60… ..
.. 130х90см.
130х90см. D80мм, L1400мм
D80мм, L1400мм Лазерная резка и многое другое
Лазерная резка и многое другое Стоимость инструментов и компонентов
Стоимость инструментов и компонентов В дополнение к водяному насосу, который требует периодического обслуживания, вам потребуются форсунки, уплотнения, вода для резки, охлаждающая вода и абразивная среда для работы с водой в машине.
В дополнение к водяному насосу, который требует периодического обслуживания, вам потребуются форсунки, уплотнения, вода для резки, охлаждающая вода и абразивная среда для работы с водой в машине.
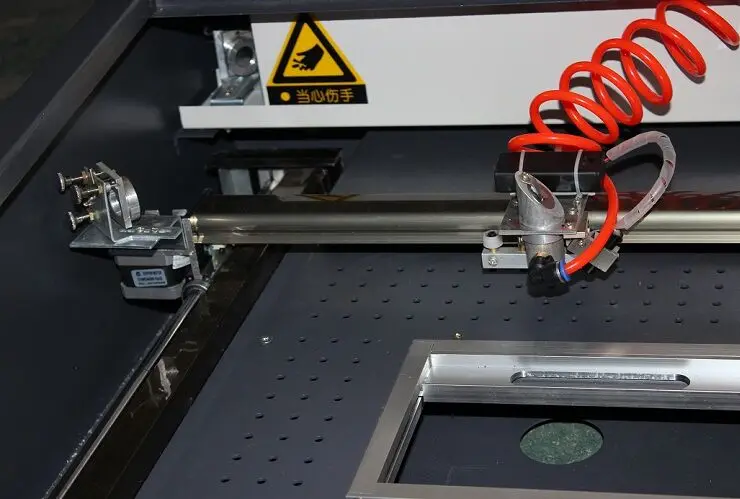
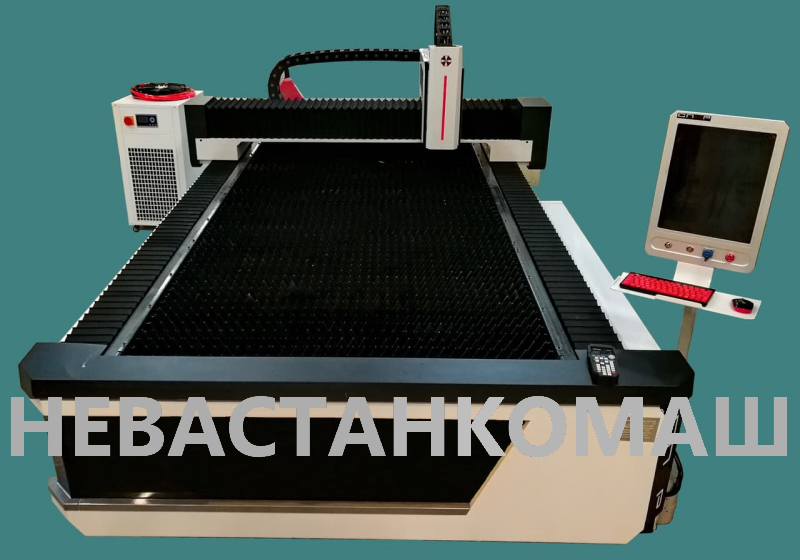
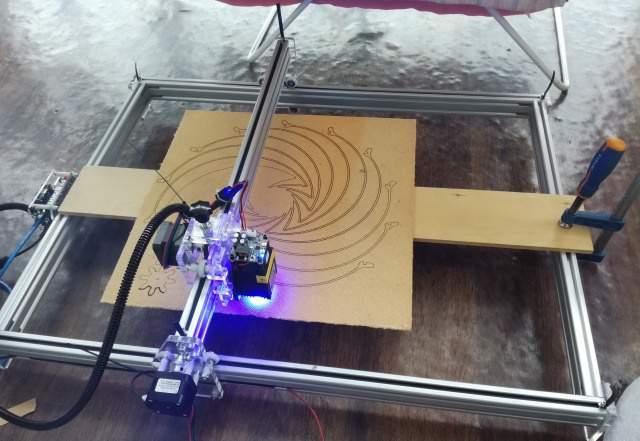

 был обновлен.
был обновлен.  …
… Посвященный 15….
Посвященный 15…. …
… …
… …
… ..
..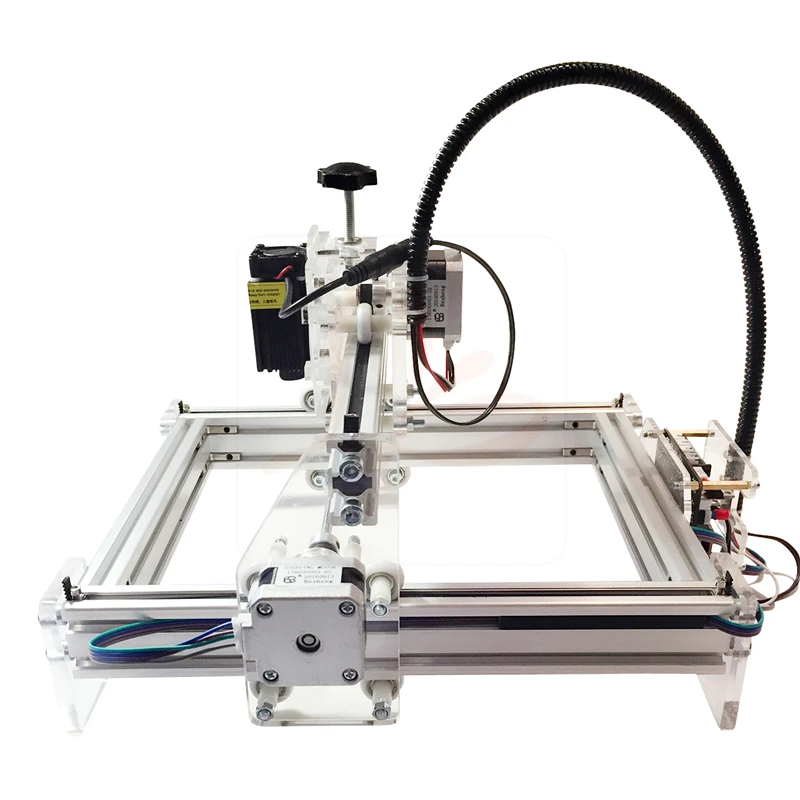 …
… Существует несколько различных методов лазерной резки, но некоторые из наиболее распространенных включают в себя: резку испарением и плавление и выдувание.
Существует несколько различных методов лазерной резки, но некоторые из наиболее распространенных включают в себя: резку испарением и плавление и выдувание.
 Технологию используют для оценки текущего состояния покрытий, планирования и оценки стоимости ремонтных работ, для получения моделей многолетних конструкций, например, мостов. Оборудование задействовано в проектировании, изготовлении, ремонте и тюнинге автомобилей, воздушного транспорта и судов.
Технологию используют для оценки текущего состояния покрытий, планирования и оценки стоимости ремонтных работ, для получения моделей многолетних конструкций, например, мостов. Оборудование задействовано в проектировании, изготовлении, ремонте и тюнинге автомобилей, воздушного транспорта и судов. п. Лазерное 3D-сканирование становится неотъемлемой частью инспекции нефтедобывающих установок. Оборудование позволяет быстро определять и фиксировать деформации и другие повреждения, контролировать износ, рассчитывать сроки планового технического обслуживания, предотвращать аварии.
п. Лазерное 3D-сканирование становится неотъемлемой частью инспекции нефтедобывающих установок. Оборудование позволяет быстро определять и фиксировать деформации и другие повреждения, контролировать износ, рассчитывать сроки планового технического обслуживания, предотвращать аварии.



 Использование FARO Focus при сборке водопроводных, электрических и механических установок помогло оптимизировать затраты на всех этапах работы
Использование FARO Focus при сборке водопроводных, электрических и механических установок помогло оптимизировать затраты на всех этапах работы Что, в свою очередь, может привести к трудностям при сборке готовых изделий и снижению качества продукции. Поэтому постоянная инспекция качества является необходимой составляющей производства.
Что, в свою очередь, может привести к трудностям при сборке готовых изделий и снижению качества продукции. Поэтому постоянная инспекция качества является необходимой составляющей производства. com
com 2. Всего потребовалось 40 цифровых копий и 1 рабочий день в концертном зале.
2. Всего потребовалось 40 цифровых копий и 1 рабочий день в концертном зале.


 Если изображения некачественные, в сетке будут дыры. Чем больше изображений вы сможете получить, тем выше будет точность сканирования.
Если изображения некачественные, в сетке будут дыры. Чем больше изображений вы сможете получить, тем выше будет точность сканирования. Специализированное программное обеспечение направляет лазерный зонд над поверхностью объекта. Лазерный зонд проецирует линию лазерного излучения на поверхность, а 2 сенсорные камеры непрерывно регистрируют изменение расстояния и формы лазерной линии в трех измерениях (XYZ) по мере того, как она проходит вдоль объекта.
Специализированное программное обеспечение направляет лазерный зонд над поверхностью объекта. Лазерный зонд проецирует линию лазерного излучения на поверхность, а 2 сенсорные камеры непрерывно регистрируют изменение расстояния и формы лазерной линии в трех измерениях (XYZ) по мере того, как она проходит вдоль объекта. Опять же, с помощью специализированного программного обеспечения данные облака точек используются для создания трехмерной модели CAD геометрии детали.
Опять же, с помощью специализированного программного обеспечения данные облака точек используются для создания трехмерной модели CAD геометрии детали. 
 Эти 3D-сканеры проецируют на объект световой рисунок, состоящий из полос, блоков или других форм. 3D-сканер имеет один или несколько датчиков, которые смотрят на края этих узоров или структурных форм, чтобы определить у объекта 3D форму.
Эти 3D-сканеры проецируют на объект световой рисунок, состоящий из полос, блоков или других форм. 3D-сканер имеет один или несколько датчиков, которые смотрят на края этих узоров или структурных форм, чтобы определить у объекта 3D форму. 
 Присоединенная система датчиков может вращаться, обеспечивая дополнительные 3 оси XYZ, что дает в общей сложности 6 степеней свободы (DOF).
Присоединенная система датчиков может вращаться, обеспечивая дополнительные 3 оси XYZ, что дает в общей сложности 6 степеней свободы (DOF).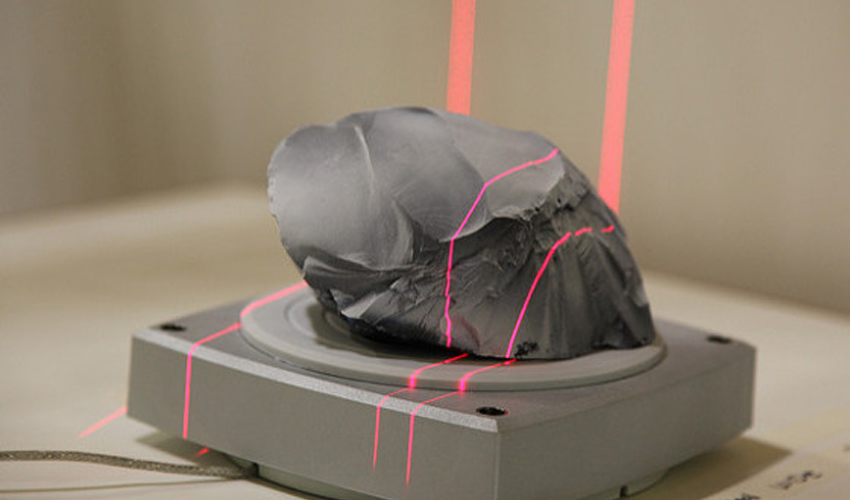
 01 mm
01 mm Посмотрите нашу брошюру с обзором продукции.
Посмотрите нашу брошюру с обзором продукции.
 Очертить. Инновации.
Очертить. Инновации. Сильнее. Лучше.
Сильнее. Лучше.-550x550.jpg)

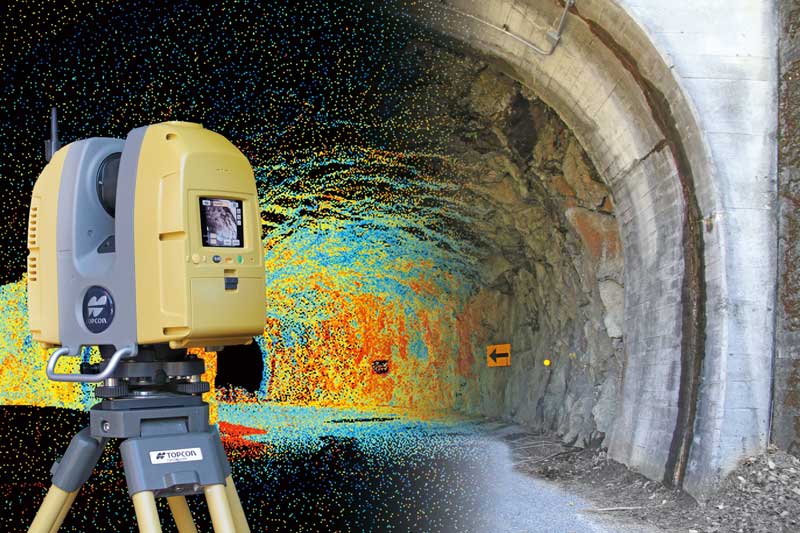 Не требуя длительной подготовки, вы можете сканировать в 3D практически все, просто установив Artec Ray на штатив перед объектом и нажав кнопку!
Не требуя длительной подготовки, вы можете сканировать в 3D практически все, просто установив Artec Ray на штатив перед объектом и нажав кнопку!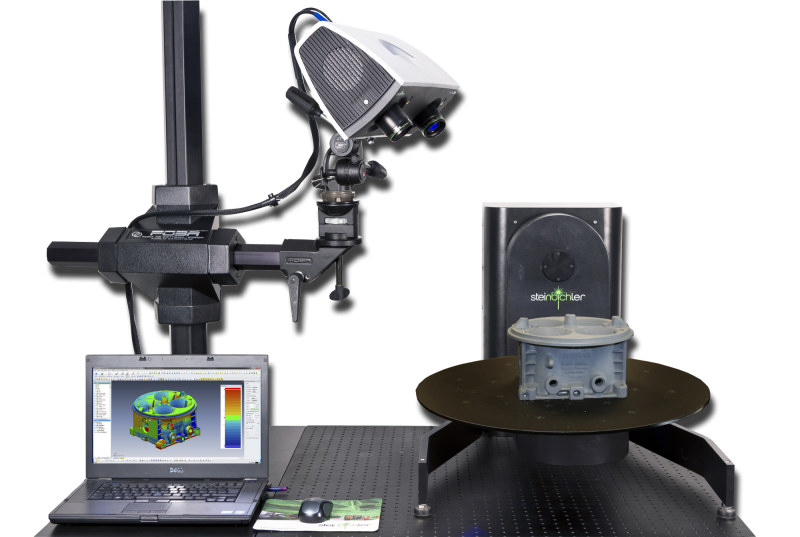 Процессом сканирования можно управлять с любого мобильного устройства или планшета через WiFi. Artec Remote доступен для iOS и Android.
Процессом сканирования можно управлять с любого мобильного устройства или планшета через WiFi. Artec Remote доступен для iOS и Android.
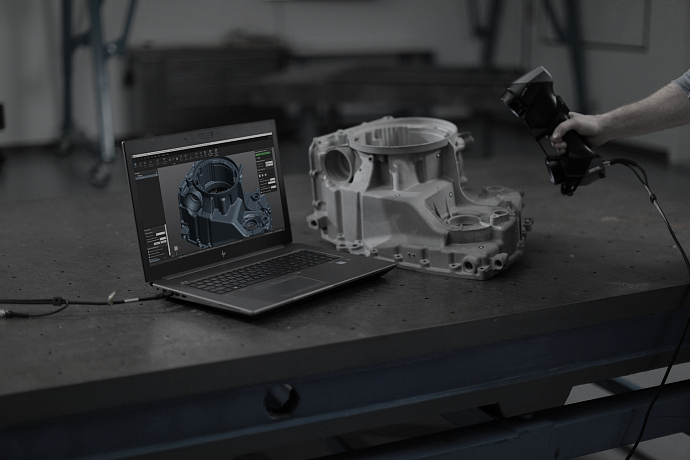 Этот универсальный и портативный промышленный 3D-сканер идеально подходит для оцифровки и измерения крупных конструкций с метрологической точностью в любое время и в любом месте — днем или ночью, в помещении или на улице.
Этот универсальный и портативный промышленный 3D-сканер идеально подходит для оцифровки и измерения крупных конструкций с метрологической точностью в любое время и в любом месте — днем или ночью, в помещении или на улице. 7 mm @ 15 m
7 mm @ 15 m Вы можете управлять сканером удаленно через мобильное приложение Artec Remote.
Вы можете управлять сканером удаленно через мобильное приложение Artec Remote. Например, большой и сложный объект, такой как самолет или корабль, можно отсканировать с помощью Ray, чтобы зафиксировать форму и все более крупные элементы, а другие более мелкие детали можно отсканировать с помощью другого сканера Artec, такого как Leo, Eva или Space. Паук и даже в более высоком разрешении.
Например, большой и сложный объект, такой как самолет или корабль, можно отсканировать с помощью Ray, чтобы зафиксировать форму и все более крупные элементы, а другие более мелкие детали можно отсканировать с помощью другого сканера Artec, такого как Leo, Eva или Space. Паук и даже в более высоком разрешении. 0031
0031

 являются примерами станков с ЧПУ.
являются примерами станков с ЧПУ. Эти универсальные станки напоминают токарно-винторезные станки с механической подачей, однако они отличаются наличием специального механизма, который позволяет на тех же станках выполнять другие работы, такие как сверление, фрезерование и резка.
Эти универсальные станки напоминают токарно-винторезные станки с механической подачей, однако они отличаются наличием специального механизма, который позволяет на тех же станках выполнять другие работы, такие как сверление, фрезерование и резка. АГ73.В.28812
АГ73.В.28812 , LTD.»
, LTD.»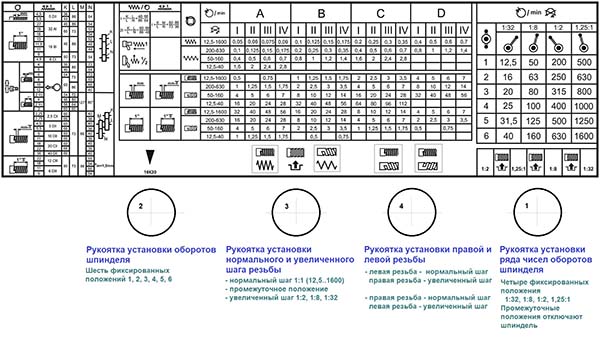 s r. o.»,
s r. o.», 78393
78393 ОМ02.В.02148
ОМ02.В.02148 , Ltd»
, Ltd» »
»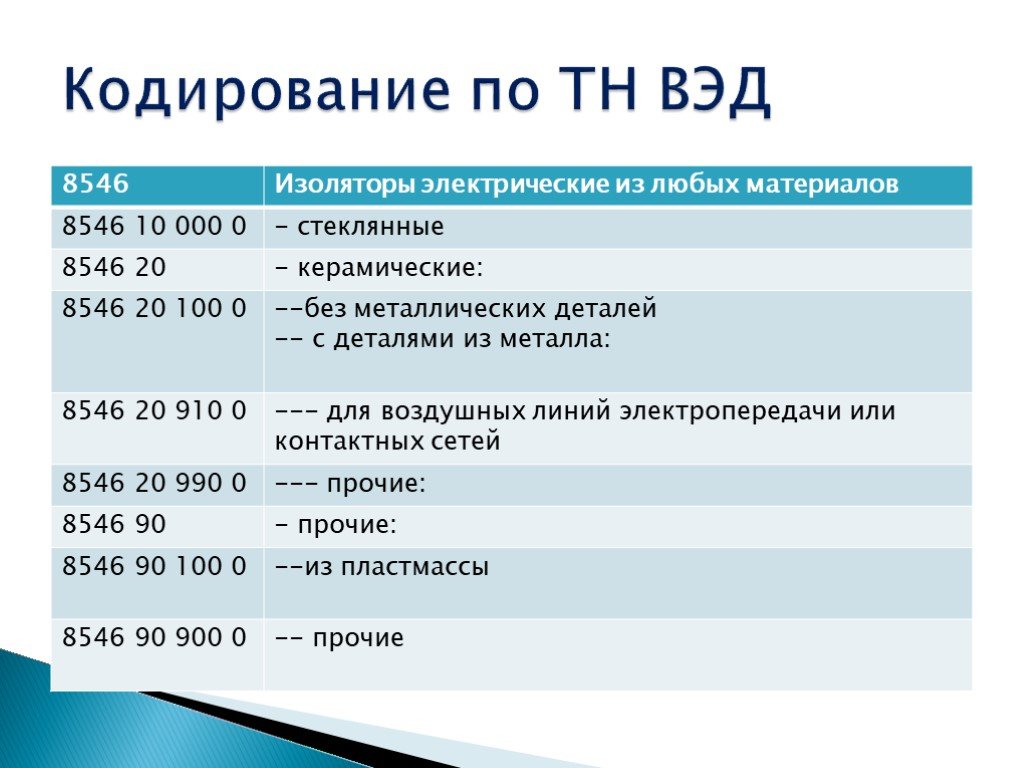 , Ltd.»
, Ltd.» (продукция изготовлена в соответствии с директивой № 2006/42/CE » Безопасность машин и оборудования»
(продукция изготовлена в соответствии с директивой № 2006/42/CE » Безопасность машин и оборудования» АВ45.В.52375
АВ45.В.52375 АЛ33.В.01140
АЛ33.В.01140 , LTD»
, LTD» , LTD
, LTD
 0;
0; 

 2 kW
2 kW
 105
105 106
106 2.512
2.512 22
22 5
5 5x10x38 S=3.175 Tideway LC20115138
5x10x38 S=3.175 Tideway LC20115138 Стоит отметить, что для каждого материала лучше подбирать свой вариант фрезы
Стоит отметить, что для каждого материала лучше подбирать свой вариант фрезы
 Upland Fab — единственный производитель, который занимается обработкой пластика на станках с ЧПУ и усовершенствовал ее.
Upland Fab — единственный производитель, который занимается обработкой пластика на станках с ЧПУ и усовершенствовал ее. 3-осевые станки обычно используются для сверления отверстий, фрезерования пазов или обработки кромок.
3-осевые станки обычно используются для сверления отверстий, фрезерования пазов или обработки кромок.
 Мы придаем большое значение эффективному общению с клиентами. Как клиент Upland Fab, у вас будет единое контактное лицо, которое будет работать с вами на каждом этапе пути. Этот оптимизированный метод связи помогает обеспечить бесперебойную работу проектов от начала до конца.
Мы придаем большое значение эффективному общению с клиентами. Как клиент Upland Fab, у вас будет единое контактное лицо, которое будет работать с вами на каждом этапе пути. Этот оптимизированный метод связи помогает обеспечить бесперебойную работу проектов от начала до конца. 70. Узнайте больше о различных пластиковых материалах, которые мы можем использовать в Upland Fab для создания ваших деталей.
70. Узнайте больше о различных пластиковых материалах, которые мы можем использовать в Upland Fab для создания ваших деталей. Режущий инструмент следует заданной траектории инструмента, руководствуясь цифровым файлом проекта, чтобы сформировать окончательную деталь. Обработка на станках с ЧПУ — популярный метод производства пластиковых компонентов. С помощью этого производственного процесса вы можете быстро создавать тысячи однородных и точных деталей с невероятно жесткими допусками.
Режущий инструмент следует заданной траектории инструмента, руководствуясь цифровым файлом проекта, чтобы сформировать окончательную деталь. Обработка на станках с ЧПУ — популярный метод производства пластиковых компонентов. С помощью этого производственного процесса вы можете быстро создавать тысячи однородных и точных деталей с невероятно жесткими допусками. В этой статье мы разберем каждый из них.
В этой статье мы разберем каждый из них. Для более точной окончательной обработки мы рекомендуем скорость подачи 0,005 IPR. Производственные группы также должны знать, что задние углы, передние углы и боковые углы будут меняться в зависимости от материала, используемого при токарной обработке с ЧПУ.
Для более точной окончательной обработки мы рекомендуем скорость подачи 0,005 IPR. Производственные группы также должны знать, что задние углы, передние углы и боковые углы будут меняться в зависимости от материала, используемого при токарной обработке с ЧПУ.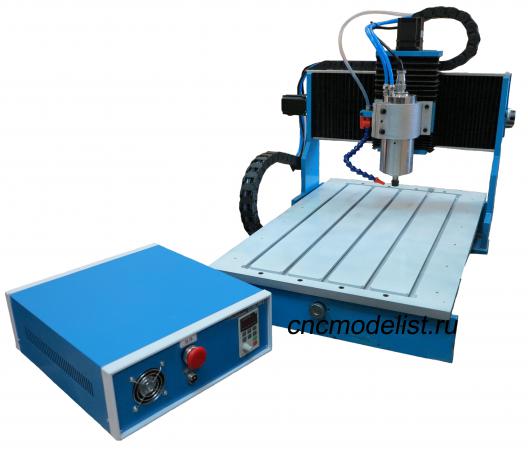
 Тупые сверла или сверла неправильной формы могут создавать слишком большую нагрузку на деталь, вызывая проблемы с инструментами и проблемы с производительностью. Для большинства термопластов мы рекомендуем использовать сверло от 90 до 118° с углом режущей кромки от 9 до 15°. Если вы сверлите акрилом, вам следует использовать передний угол 0°.
Тупые сверла или сверла неправильной формы могут создавать слишком большую нагрузку на деталь, вызывая проблемы с инструментами и проблемы с производительностью. Для большинства термопластов мы рекомендуем использовать сверло от 90 до 118° с углом режущей кромки от 9 до 15°. Если вы сверлите акрилом, вам следует использовать передний угол 0°.