Шабрение это что такое: что это такое, приемы шабровки металла
что это такое, приемы шабровки металла
Содержание
Что такое шабрение?
Шабрением называют высокоточную слесарную операцию по плотной подгонке деталей изделий или выравниванию различных поверхностей. Эта операция производится высококвалифицированными специалистами и производится как окончательная (финишная) отделка изделий или поверхности и после того, как было проделано предварительное шлифование, опиливание, фрезеровка или резание конкретной детали.
Для шабрения используется специальная шабровочная краска. Она наносится на поверхности сопрягаемых деталей для уточнения степени шабрирования одной части детали к другой. В результате шлифования происходит срезание мельчайших частиц металла с сопряжённых поверхностей, они «разбиваются» и, в идеале, получается сетка — наибольшее соприкосновение поверхностей изделия.
Краску для шабрения наносят ровным тонким слоем. На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
В результате шабрения производится постепенное срезание мельчайших частиц металла с участков, где образовались сначала серые, а затем тёмные пятна, доведя тем самым поверхность детали до идеально ровной. Сам процесс шлифования производят в несколько этапов: предварительное (или черновое), точечное и, наконец, отделочное (или чистовое) шабрение.
Общие сведения о технологии
Операция чаще всего используется применительно к металлу, но в некоторых случаях схожими методами обрабатывают пластиковые и деревянные поверхности. Суть технологии заключается в ликвидации выраженных выпуклостей на изделии.
То есть с помощью специального инструмента обеспечивается притирка неровностей. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.
С точки зрения управления операцией, шабрение – это механический ручной, но не автоматизированный процесс. В нем используется слесарный инструмент, но машины и станковые механизмы пока не имеют широкого использования в этой сфере.
Особенностью метода является то, что он используется и в работе с нестандартными округлыми поверхностями, где требуется учет уклона радиальности. К примеру, это могут быть криволинейные и цилиндрические изделия.
Технологические особенности
Шабрение обладает рядом технических особенностей:
- Высокая точность обработки. Инструмент-шабер является очень точным, а с его помощью можно снимать слой металла толщиной от 0,01 до 0,5 миллиметров. Если рабочему нужно срезать более широкий слой, то он либо использует более грубый инструмент, либо просто повторяет операцию несколько раз, пока не получит нужные результаты.
- Возможность работы с деталями сложной формы. Лезвия шабера разной формы, что позволяет работать как плоскими объектами, так и различными сложными объектами (скажем, с подшипниками или деталями автомобилей).
 Это делает технологию универсальной, простой в использовании.
Это делает технологию универсальной, простой в использовании. - Невозможность механизации. Шабровка является достаточно тонкой сложной процедурой, а для ее проведения необходимым соответствующий опыт. По очевидным причинам шабрение нельзя автоматизировать, что снижает популярность технологии (хотя шабер можно подключить к пневматическим устройствам).
Назначение шабровки
Применяется для финишной металлообработки, когда объекты должны взаимодействовать с минимальным трением, отлично дополняя друг друга. Операция позволяет достигнуть максимальной гладкости даже при миниатюрных размерах заготовки. Обычно этот этап обязателен при производстве:
- измерительных и контрольных приборов, так как у них должна быть высокая точность;
- подшипников скольжения – при наличии неровностей будет появляться трение, деформирующее вал, а также риск быстрого износа и перекоса оси;
- направляющие любых станков;
- автомобильные двигатели и некоторые другие запчасти на авто.

В этот перечень также могут попасть все узлы, для работы которых важна точность и отсутствие любых дефектов.
Виды шабрения металла
В первую очередь следует определиться с назначением работ. Разделяют размерное и декоративное шабрение. Первый метод призван получить идеально ровную плоскость, а второй влияет лишь на визуальные качества изделия.
Шабрение и притирка улучшают характеристики детали, хотя результаты обработки имеют значительные различия: притирка абразивными материалами не способна придать тех свойств, которые дает шабровка. Это следствие воздействия абразивных частиц, которые остаются на поверхности, понижая износостойкие качества.
Добиться ровной плоскости можно несколькими способами:
- Пришабривание к контрольной измерительной поверхности (плите).
- Совмещение граней.
- Метод трех плит.
Метод пришабривания к контрольной плите
Считается наименее точным способом шабровки. Его применение дает возможность получить поверхность третьего класса точности.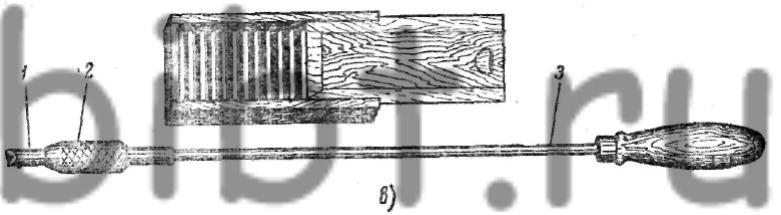 Ключевым способом проверки качества обработки является специальная краска, которую наносят на плиту. По отпечаткам следов на плоскости определяют проблемные участки, требующие первоначальной шабровки. Обработка считается законченной при полном отпечатке краски на плоскости заготовки.
Ключевым способом проверки качества обработки является специальная краска, которую наносят на плиту. По отпечаткам следов на плоскости определяют проблемные участки, требующие первоначальной шабровки. Обработка считается законченной при полном отпечатке краски на плоскости заготовки.
Метод совмещения граней
Применим для подготовки элементов призматической формы. Метод заключается в пригонке и совмещении между собой двух рабочих граней. Для этого нерабочие грани изделия подлежат предварительной обработке. Качество пригонки определяется с помощью контрольной плиты, принцип действия которой был рассмотрен выше.
Применение данного метода гарантирует, что угол наклона к боковым плоскостям будет составлять ровно 90º. При параллельной пригонке используются не боковые, а параллельные плоскости с применением двух контрольных плит.
Метод трех плит
Современная технология, которая позволяет достичь наилучших результатов даже при отсутствии измерительных приборов. Суть метода заключается в использовании трех плит, каждой из которой присваивается собственный порядковый номер. Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков.
Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков.
В последнее время приобретает популярность метод доводки плоскости, при котором на рабочий участок наносят притирочную смесь из керосина и пасты ГОИ. После этого выполняют притирку в несколько этапов, до получения идеальной поверхности. Рабочим инструментов в данном случае будет служить чугунная плита.
Способы шабрения
Существует ручное и механическое шабрение. В первом случае для обработки используют ручные инструменты. Второй способ связан с использованием различного оборудования, для работы с которым необходимы специалисты высокой квалификации. Независимо от способа требуется надежная фиксация заготовки.
Распиливание и припасовка – это технологический процесс, напоминающий шабровку. Припасовкой называют сопряжение деталей с замкнутым или полузамкнутым контуром.
Рабочим инструментом в данном случае служит мелкий напильник.
Достоинства и недостатки шабрения
Плюсы:
- увеличивается износостойкость;
- сохранение смазки;
- уменьшение трения;
- легко оценить качество процедуры.
Минусы:
- трудоемкий и долгий процесс;
- низкая степень автоматизации.
Виды шаберов по конструкции и форме режущей кромки
Изначально существует два типа по назначению – это строительный, которым можно работать по различным мягким материалам, а также металлический. Он изготовлен из прочной стали и предназначен для металлообработки. Конструктивно он отличается по ряду элементов.
Поверхность под разные типы и принципы шабрения
Режущая часть ножа может быть:
- Плоской – оптимально подходит под ровные плоскости. Лезвие может иметь одну сторону или две, второй вариант долговечнее. Длина – 25-40 см. Ширина от 5 мм до 3 см – чем уже грань, тем точнее и тоньше шабрение.
- С несколькими гранями – хорошо проникает в щели, углы, внутренние стороны цилиндрических объектов. Есть прямой или загнутый кончик.
- Специальной конфигурации под определенную задачу – их нужно разумно применять, когда идет потоковая обработка. Часто бывает разборным – в рукоять можно установить несколько различных наконечников.
Ручка и рабочая часть шабера
Для разных целей требуется различная заточка. Чтобы не путаться в массе изделий и не затачивать их каждый раз по-новому, можно воспользоваться сменными пластинами. Такое универсальное орудие имеет несколько составляющих:
- рукоять;
- корпус из металла;
- держатель-зажим с винтом;
- набор вставок.
Крепление рабочей части происходит с помощью поворота ручки.
Степени автоматизации
Существует электрический шабер. Но шабровщик – это слесарь, который много работает руками, потому что электрошабер может обрабатывать только прямые поверхности или производить первичную обработку, а финишная остается обычному инструменту. Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Этапы шабрения
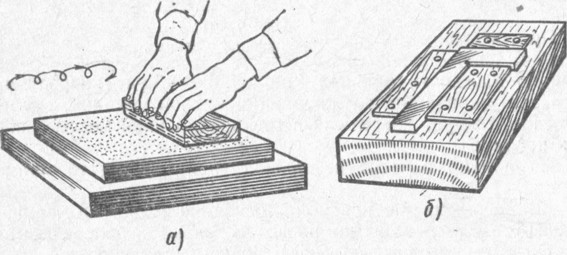
Шабрение металла требуют сноровки, практических навыков, которые могут отсутствовать у новичка. Поэтому лучше доверить эту операцию опытному слесарю. Шабровку изделий рекомендуется выполнять на столярной плите, а сам процедура выглядит так:
- Перед зачисткой приготовьте или купите в магазине смесь-краску на основе сажи и моторного масла. Смесь должна быть густой и липкой, чтобы она могла прилипнуть к поверхности обрабатываемой запчасти. Нанесите смесь с помощью тампона на всю поверхность столярной плиты и дайте 1-2 минуты подсохнуть. Наносить смесь следует равномерно по всей площади плиты в 1 слой (иначе значительно снизится точность контрольных мероприятий).
- Теперь возьмите деталь, которая будет подвергаться технологической обработке, а потом приложите ее к столярной плите, покрытой краской.
 Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение. - Выполните заточку инструмента и начинайте удалять неровности с помощью шабера. Во время работы рекомендуется делать движения «от себя», а сам шабер следует держать под углом 30-45 градусов относительно плоскости объекта. Движения вперед нужно делать с уверенным нажимом, чтобы срезать лишний металл. Контролируя степень нажатия, Вы можете контролировать глубину резки. Назад инструмент следует возвращать спокойно, без нажима. Оптимальный ход инструмента составляет 2-3 сантиметра, а по мере выравнивания поверхности металла ход следует уменьшить до 0,5-1 сантиметра.

- С помощью чистой тряпки удалите с поверхности обрабатываемой запчасти различный металлический мусор, который образовался во время обработки. Также не забудьте высушить столярную плиту и нанести на нее новый слой краски. Теперь снова приложите заготовку к поверхности стола с нанесенной краской. Через несколько минут уберите деталь и обратите внимание на цвет пятен. Если на столе остались серые пятна, то операцию шабровки следует повторить. Если деталь небольшая, то можно краску не наносить — вместо этого можно использовать незадействованный участок плиты (это сокращает время работы, снижает затраты краски).
Подготовка к шабрению
Использование шабрения обусловлено задачами получения высокоточной в плане гладкости поверхности. Поэтому применение специализированного инструмента для достижения такого результата при работе с материалами, имеющими грубую поверхность, себя не оправдывает.
Соответственно, заготовки изначально проходят этапы первичной зачистки, а также шлифования и даже полировки.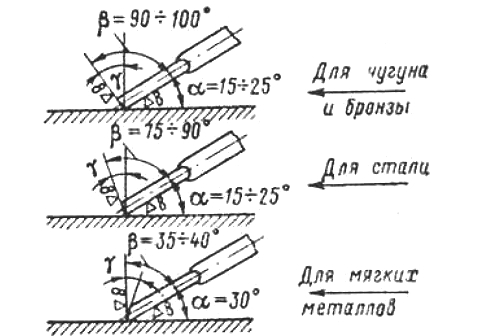 Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение.
Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение.
Опытные мастера практикуют использование поверочных деталей. Это заготовки, которые являются образцовыми для получаемого изделия. Также на этом этапе должна быть готова вспомогательная оснастка, с помощью которой оператор будет осуществлять отдельные технологические действия.
Например, может применяться специальное грунтующее масло или краска.
Притирка и шабрение — в чем разница?
На шабровку по некоторым характеристикам похожа процедура притирки. Эта операция также используется для выравнивания поверхности объекта, а используется она обычно для обработки металла (хотя технологию можно адаптировать для работы с деревом, пластиком или мягким камнем). Однако между притиркой и шабрением гораздо больше отличий, чем похожих вещей. Главное отличие заключается в том, что для притирки используются абразивные материалы, а не специальный инструмент-шабер.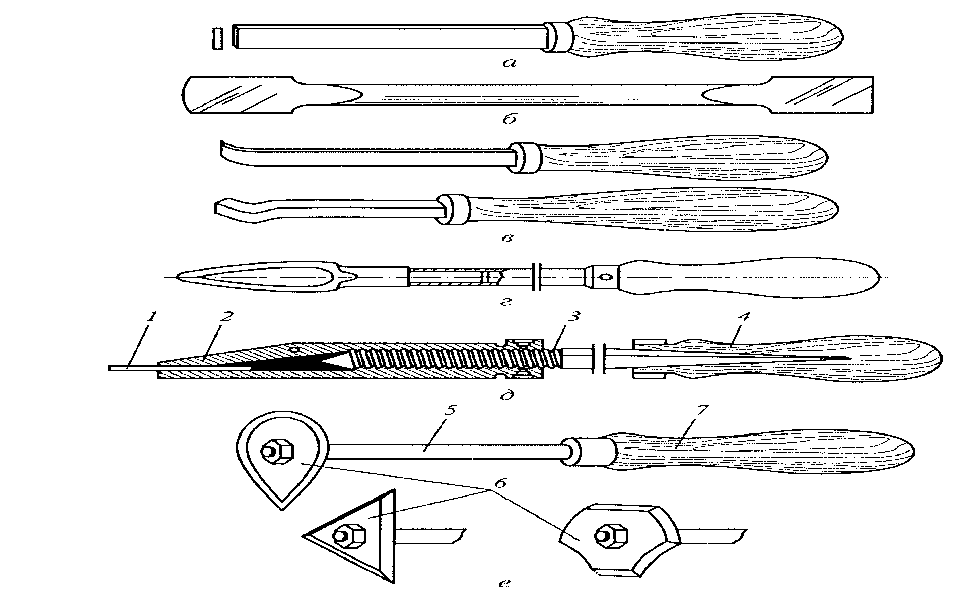 К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).
К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).
Абразивы
Абразивами называют различные материалы, которые за счет своего строения, структуры используются для шлифовки и полировки металлических, деревянных, пластиковых изделий. Принцип работы абразивов схож с шабером — для выравнивания поверхности какого-либо объекта просто срезаются верхние слои объекта. Точность абразивной обработки может быть как низкой, так и очень высокой (она находится в пределах от 0,001 до 1 миллиметра). В зависимости от структуры различают 2 основных класса абразивов:
- Мягкие абразивы. В эту категорию входят гомогенные смеси или пасту, пригодную для шлифовки. Примеры мягких абразивов — алмазные пасты, алмазная крошка, пасты ГОИ. Мягкие полировочные абразивы производят более щадящий, мягкий эффект на материал, поэтому их применяют для полировки пластичных металлов. Это медь, его сплавы, алюминий, чугун, отожженная сталь.
 Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком).
Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком). - Твердые абразивы. В эту группу входят как отдельные вещества, так и специальные объекты, сделанные человеком непосредственно для шлифовки. Примеры твердых абразивов — наждачная бумага (с добавлением алмазной пыли или без нее), кварц, корунд, электрокорунд, карбид кремния. Твердые абразивы отличаются более грубой неоднородной структурой, поэтому их используют для шлифовки твердых металлических материалов. Это сталь, твердые разновидности чугуна, некоторые виды алюминия. Твердые абразивы могут применяться для обработки дерева и пластика, однако обработку нужно делать аккуратно, чтобы не повредить деталь. При желании можно комбинировать обработку твердыми и мягкими абразивами, чтобы достичь оптимальных результатов.
Этапы притирки
Для притирки металла требуется не только абразив, но и притирочный инструмент, а также охлаждающие вещества и смазка. Притирочный инструмент обычно выполняет роль пресса, который придавливает к металлу абразив и выполняет его перемещение для полировки.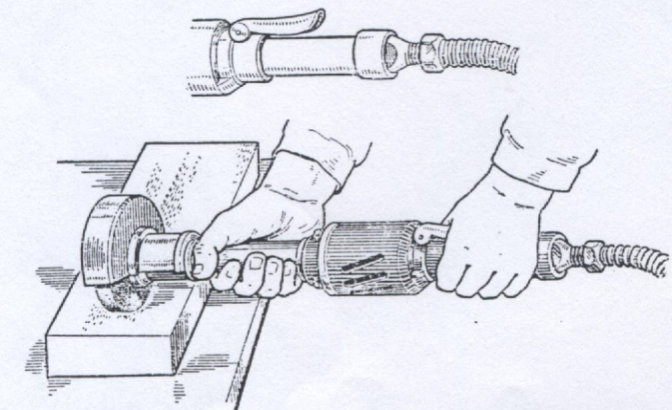 В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
- Сперва на притирочный пресс наносится мягкий или твердый абразив, сверху кладется обрабатываемая деталь, а потом выполняется ее шаржирование. Для шаржирования могут применяться плиты, бруски, валики (в зависимости от формы объекта). Если абразив под действием сил гравитации выпадает из инструмента, то на поверхности может наноситься липкая смазка, которая будет удерживать шлифовальные частички.
- После шаржирования можно приступать к притирки. Для этого притирочные плиты, бруски или валики начинают вращаться в одном или различных направлениях. За счет это усиливается контакт абразива с поверхностью обрабатываемой поверхности, что может приводить к срезу верхних слоев металла. Глубина обработки обычно находится в прямой зависимости от времени обработки — чем дольше идет притирка, тем шире будет слой металла, который будет срезан с помощью притирки.

Плюсы и минусы технологии
Главный недостаток шабрения заключается в затратности и сложности процесса. Это одна из самых хлопотных слесарных операций, к которой прибегают лишь в особых случаях.
Причем даже ручная техника, предполагающая использование простого по устройству инструмента, будет недешевой из-за необходимости применения расходного материала в виде шаберной краски. К достоинствам, которых все же немало у данного метода обработки, можно отнести получение высокоточного среза.
Аналогичный эффект не могут обеспечить другие слесарные работы (за исключением технологичного оборудования для шлифования и полировки).
Но и в этом случае будут иметь место те же недостатки – шлифовальные машины с повышенной производительностью действуют по иному принципу и не всегда способны достичь схожего качественного уровня среза. И это не говоря о затратах на само оборудование, которое по цене может превосходить пневматические и электрические шаберы.
Основные плюсы
Главным достоинством шабрения является высокая износостойкость обработанной поверхности. Отсутствие абразивных частиц положительно влияет на целостность структуры металла. Обработанная поверхность обладает низким коэффициентом трения, что увеличивает срок эксплуатации смазочных материалов.
Определить качество шабрения можно без применения дорогостоящих контрольно-измерительных приборов. Индикатором в данном случае будет являться обычная краска, по количеству пятен которой можно говорить о степени обработки плоскости.
Инструменты и приспособления для шабрения. Шаберы
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции — цельные и составные, по форме режущей кромке — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние
Шаберы изготовляются из углеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15… 20 мм и для отделочного — 5… 12 мм.
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы (рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы (рис. 4.3, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис.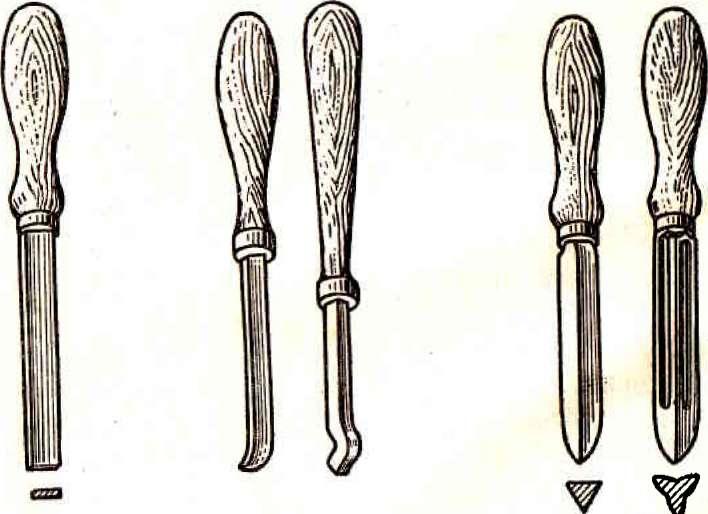 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты — для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики — для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга.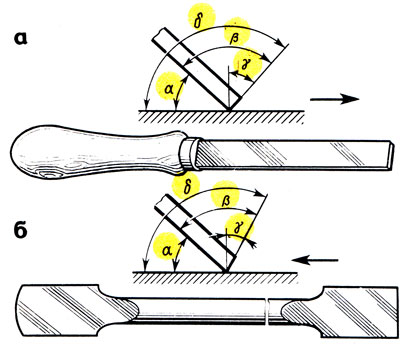
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
Виды станков для шабрения
Режущие элементы станков, которые применяют для шабрения, изготавливают из инструментальной стали, которая отличается низким содержанием углерода и наличием легированных добавок. Как было сказано выше, в качестве привода станка может быть использовано электричество либо сжатый воздух.
Пневматические аппараты применяют в качестве средства механизации шабрения стальных и чугунных деталей. Применяются только на предприятиях металлообрабатывающей и тяжелой промышленности. Устройства оснащают механизмом регулировки длины шабера для изменения степени шабрения.
Электромеханические инструменты для шабрения также используются в крупных мастерских. Электрический двигатель соединен с редуктором, который посредством гибкого вала передает крутящий момент на кривошип. Последний является приводным механизмом аппарата.
Последний является приводным механизмом аппарата.
Широко известны стационарные шабровочные головки, которые отличаются простотой конструкции и небольшой мощностью.
Процесс механизации шабрения протекает не очень стремительно. Это связано с низким качеством обработки поверхности по сравнению с ручным шабрением.
Шабрение поверхности – это ответственная процедура, которая требует не только значительных физических качеств, но и квалификации специалистов. Высокая трудоемкость процесса и отсутствие качественного механизированного оборудования негативно влияют на популярность технологии: к ней прибегают только в крайнем случае.
Как сделать шабер своими руками
Купить его можно через интернет или в специализированных магазинах, но можно попробовать обзавестись самодельным помощником.
Простой в домашних условиях
Возьмите пруток (корпус) нужного размера, сделайте болгаркой распил в торцевой части, поместите туда пластину, а сбоку вставьте винт и крепко закрутите.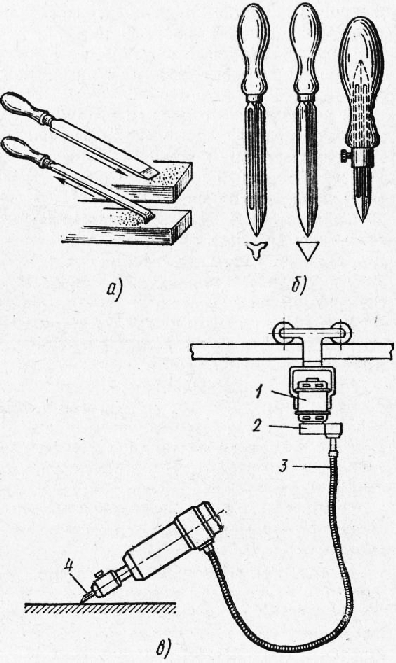 С обратной стороны смастерите удобную ручку.
С обратной стороны смастерите удобную ручку.
Сложный
Изготовление возможно при наличии фрезерного станка. Отличие от предыдущего варианта – на прутке будет нарезана винтовая спираль, которая позволит присоединять к корпусу головку – тиски, в которые будет помещаться лезвие и закрепляться винтом.
Из напильника
Инструмент нужно просто подвергнуть двум процедурам:
- заточке кромки под нужным углом;
- наполнением алмазной пасты на бруске из абразива с помощью движений, похожих на заточку столового ножа.
Декоративное шабрение
Где применяется шабер слесарный?
Практика показывает, что шабрение в профессиональной сфере выполнения слесарных работ занимает порядка 20% от всех операций. Тем не менее, ниша, в которой используется выпускаемая таким образом продукция, довольно ограничена.
В основном шаберы используют в процессах изготовления деталей для станков, машин, промышленного оборудования и т.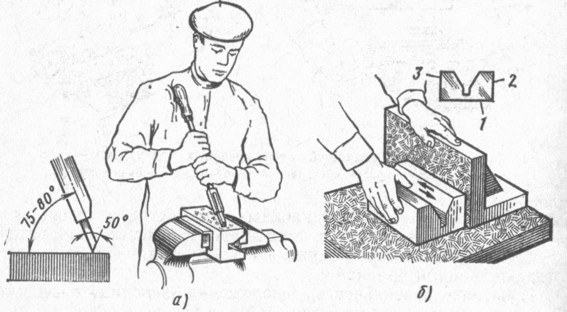 д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными.
д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными.
К примеру, качественные подшипники с оптимальными радиальными плоскостями можно получить только таким способом.
Заключение
Подведем итоги нашей статьи. Шабровкой называют технологию, с помощью которой можно выравнивать различные изделия из металла, дерева или камня. Это могут быть металлические листы, подшипники, автомобильные запчасти, изделия сложной формы. Для шабровки используется специальный инструмент, который называют шабером. Он имеет вид металлического изделия с деревянной ручкой, у которого имеется один заостренный конец. Шабер обычно делают из двух разновидностей стали: инструментальная сталь используется для изготовления основного инструмента — тогда как конец-резак делается из острой твердосплавной стали, которая сохраняет форму при обработке.
Конец-резак шабера может иметь сложную форму (на практике обычно используются инструменты с 1, 3 или 4 гранями).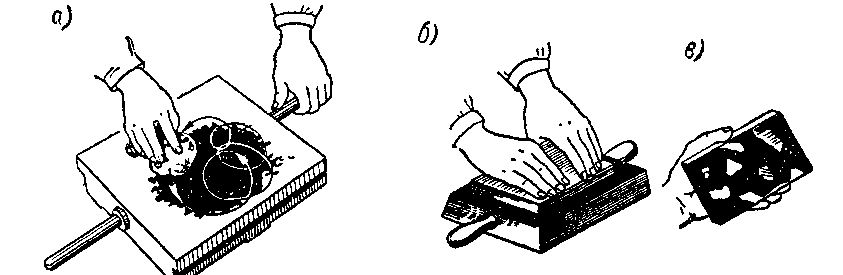 Технологические особенности шабрения — высокая степень зачистки, возможность работы с деталями любой формы, невозможность механизации. Процедура шабровки проста — человек прикладывает инструмент к металлу, делает широкие движения в направлении «от себя». Перед шабровкой рекомендуется нанести на столярную плиту специальную краску, приложить к нему обрабатываемую деталь — по характеру пятен можно будет установить наличие дефектов изделия. На шабровку похожа притирка, однако между этими операциями существует много отличий.
Технологические особенности шабрения — высокая степень зачистки, возможность работы с деталями любой формы, невозможность механизации. Процедура шабровки проста — человек прикладывает инструмент к металлу, делает широкие движения в направлении «от себя». Перед шабровкой рекомендуется нанести на столярную плиту специальную краску, приложить к нему обрабатываемую деталь — по характеру пятен можно будет установить наличие дефектов изделия. На шабровку похожа притирка, однако между этими операциями существует много отличий.
Источники
- https://stanok.guru/metalloobrabotka/chto-takoe-shabrenie-i-gde-eto-primenyaetsya.html
- https://sibnovostroy.ru/bez-rubriki/shabrenie-opisanie-etogo-protsessa-instrument-i-ego-raznovidnosti.html
- https://martensit.ru/prochie/shabrenie/
- https://www.rocta.ru/info/shabrenie-shabrovka-metalla-chto-ehto-takoe-vidy-opisanie-tekhnologii/
- https://WikiMetall.ru/metalloobrabotka/shabrenie-metalla.html
- https://dlja-mashinostroitelja.
 info/slesarnoe_delo/shabrenie/
info/slesarnoe_delo/shabrenie/ - https://schemy.ru/info/shabrenie-jeto-okonchatelnaja-slesarnaja-operacija/
что это такое в слесарном деле, какими инструментами шабрить детали, виды и приемы процесса – сущность и назначение окончательной операции на rocta
12Ноя
Содержание статьи
- Шабровка – что это, каким оборудованием выполняется
- Назначение шабровки
- Что это такое шабровка, где и для какой цели она производится
- Виды шаберов по конструкции и форме режущей кромки
- Достоинства и недостатки шабрения
- Используемые станки
- Как правильно шабрить плоскость: технология
- Как научиться скоблить
- Эффективные способы шабрения
- Шабрить абразивными материалами – что это такое
- Шабрение поверхностей плоского вида – схема процесса
- Как сделать шабер своими руками
Самый трудный этап обработки – очищение верхнего слоя материала, обычно происходит вручную. Нет автоматизированного приспособления, которое сможет заменить ручной труд. В статье расскажем, что такое шабрение поверхности металла деталей в слесарном деле, о применяемых инструментах и оборудовании: какие разновидности существуют, для чего применяется, как проводить процедуру пришабривания.
Нет автоматизированного приспособления, которое сможет заменить ручной труд. В статье расскажем, что такое шабрение поверхности металла деталей в слесарном деле, о применяемых инструментах и оборудовании: какие разновидности существуют, для чего применяется, как проводить процедуру пришабривания.
Шабровка – что это, каким оборудованием выполняется
Слово произошло от немецкого schaben, то есть скоблить. Операция проводится слесарем, она требует высокой точности проведения. Как правило, является финишной обработкой, но может использоваться и для подгонки двух элементов. Чтобы соприкосновение оказалось максимально плотным, на торцы наносится специальная краска, которая срезается, образуя сетку. Именно она обеспечивает отличное соединение. Также красящее вещество предназначено для наполнения пустот. Выявляются неровности, затем выпуклые моменты убираются. Что такое шабрение металла – это окончательная слесарная операция для поверхностей деталей, когда инструментом снимается тонкая стружка.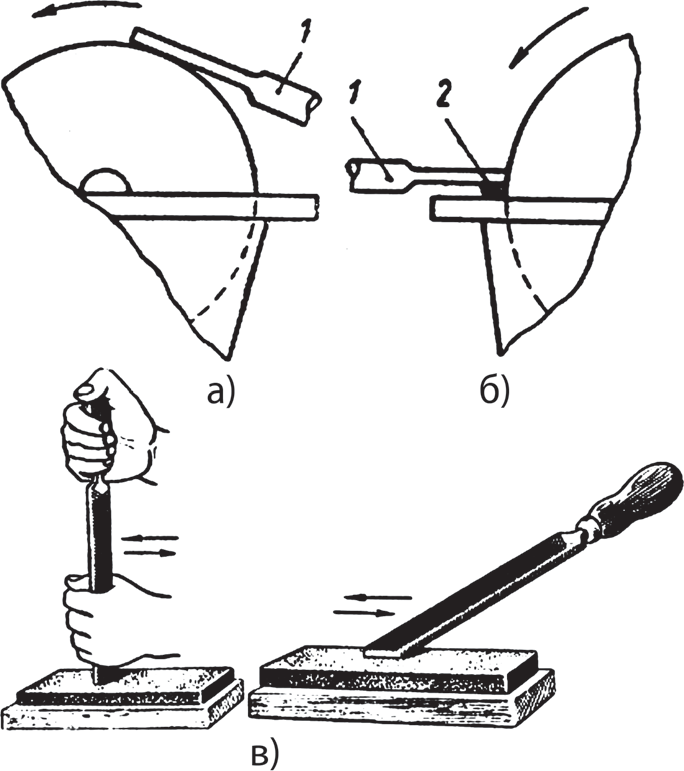 Он имеет удобную ручку и стержень. Само лезвие оснащено тремя или четырьмя рабочими гранями, которые дают различный результат. Задача слесаря – убирать металлические частички.
Он имеет удобную ручку и стержень. Само лезвие оснащено тремя или четырьмя рабочими гранями, которые дают различный результат. Задача слесаря – убирать металлические частички.
Назначение
Применяется для финишной металлообработки, когда объекты взаимодействуют с минимальным трением, отлично дополняя друг друга. Операция позволяет достигнуть максимальной гладкости даже при миниатюрных размерах заготовки. Обычно этот этап обязателен при производстве:
- измерительных и контрольных приборов, так как у них должна быть высокая точность;
- подшипников скольжения – при наличии неровностей будет появляться трение, деформирующее вал, а также риск быстрого износа и перекоса оси;
- направляющие любых станков;
- автомобильные двигатели и некоторые другие запчасти на авто.
В этот перечень также могут попасть все узлы, для работы которых важна точность и отсутствие любых дефектов.
Что это такое шабровка поверхности металла, где и для чего она производится
Среди всех процедур по обработке шабрение используется в 25% случаев.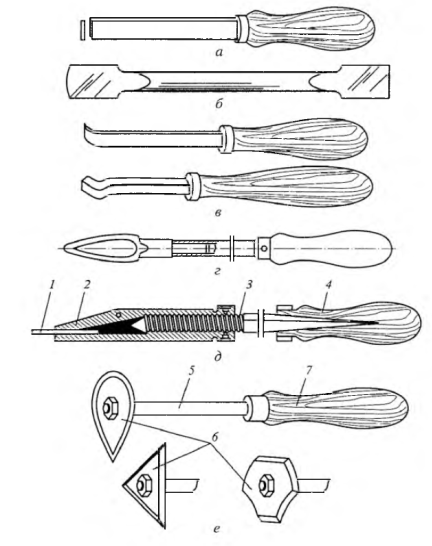 Ее главное достоинство перед шлифованием абразивами – это сохранение большей износостойкости, продление срока службы. Также такой верхний слой является наиболее подготовленным к сохранению смазки, так как менее глубокие фрагменты чередуются с углублениями. Степень шероховатости достигается в два этапа:
Ее главное достоинство перед шлифованием абразивами – это сохранение большей износостойкости, продление срока службы. Также такой верхний слой является наиболее подготовленным к сохранению смазки, так как менее глубокие фрагменты чередуются с углублениями. Степень шероховатости достигается в два этапа:
- подготовительный – срезается до 0.03 мм;
- итоговый – до 0,08 мм.
Технология используется в машиностроении любой сложности, а также при изготовлении запчастей, сборочных узлов. Проводится на заводах, при этом только часть работ может быть выполнена автоматизировано (большие плоскости), остальное вручную выполняет шабровщик.
Виды шаберов по конструкции и форме режущей кромки
Изначально существует два типа по назначению – это строительный, которым можно работать по различным мягким материалам, а также металлический. Он изготовлен из прочной стали и предназначен для металлообработки. Конструктивно он отличается по ряду элементов.
Поверхность под разные типы и принципы
Режущая деталь ножа может быть:
- С несколькими гранями – хорошо проникает в щели, углы, внутренние стороны цилиндрических объектов.
 Есть прямой или загнутый кончик.
Есть прямой или загнутый кончик. - Специальной конфигурации под определенную задачу – их нужно разумно применять, когда идет потоковая обработка. Часто бывает разборным – в рукоять можно установить несколько различных наконечников.
- Плоской – оптимально подходит под ровные плоскости. Лезвие может иметь одну сторону или две, второй вариант долговечнее. Длина – 25-40 см. Ширина от 5 мм до 3 см – чем уже грань, тем точнее шабрение тонкого вида.
Ручка и рабочая часть шабера
Для разных целей требуется различная заточка. Чтобы не путаться в массе изделий и не затачивать их каждый раз по-новому, можно воспользоваться сменными пластинами. Такое универсальное орудие имеет несколько составляющих:
- рукоять;
- металлический корпус;
- держатель-зажим с винтом;
- набор вставок.
Крепление рабочей части происходит с помощью поворота ручки.
Степени автоматизации
Существует также электрический вариант. Но шабровщик – это слесарь, который много работает руками, потому что электрошабер может обрабатывать только прямые поверхности или производить первичную обработку, а финишная остается обычному инвентарю.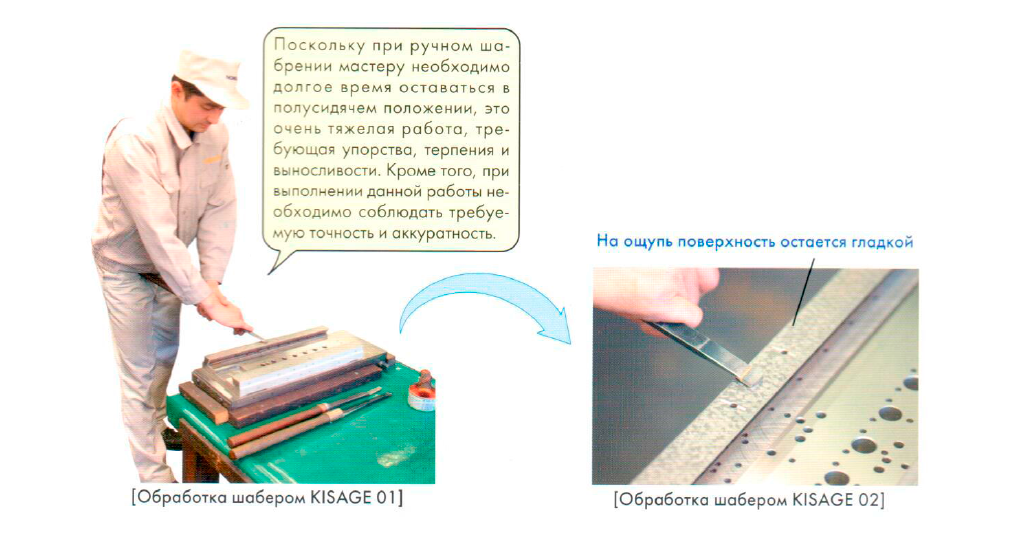 Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Достоинства и недостатки
Плюсы:
- увеличивается износостойкость;
- сохранение смазки;
- уменьшение трения;
- легко оценить качество процедуры.
Минусы:
- трудоемкий и долгий процесс;
- низкая степень автоматизации.
Используемые станки
Процесс шабрения и виды обработки деталей делает инструмент применяемым только в ручной работе. Есть приборы, которые можно назвать полуавтоматами. Но выбор насадки по-прежнему остается за мастером, как и направление, выбор более темных и светлых мест краски. Зато импульсные движения вперед – назад производятся автоматически, что облегчает и ускоряет труд слесаря.
Основные характеристики обдирочных станков
Выбор следует делать в зависимости от:
- качества стали – сплав должен содержать большой процент углерода и легирующие добавки;
- угла заточки, т.
 к. для первичной отделки он может быть 75 градусов, а для чистовой – 90;
к. для первичной отделки он может быть 75 градусов, а для чистовой – 90; - твердости обрабатываемого материала;
- ширины лезвия;
- радиуса закругления кромки.
Как правильно шабрить плоскость: технология
Сухой краситель растирается с помощью металлического бруска. Затем он разводится с маслом и наносится тканью. Можно использовать резиновый валик. По тому, как распределилась краска, можно судить о неровностях – чем темнее участок, тем глубже дефект. Шабрению в основном подвергаются белые или светлые фрагменты.
Как научиться скоблить
После вышеприведенных манипуляций с красителем подготовьте инструмент, произведите заточку. Под углом 30-40 градусов делайте движения вперед и назад, снимая тонкий слой. Сперва длинные штрихи – до 2 см, затем короткие – не превышающие 5 мм. Следы не должны быть параллельными, они могут перекрещиваться до угла в 45 градусов. По завершении, промойте поверхность, произведите повторное окрашивание и финальная шабровка плоского элемента.
Нюансы и приемы
Раскроем несколько хитростей:
- с пастой ГОИ процедура пойдет эффективнее;
- черновая металлообработка больших объемов может производиться диском, затем нужно пройтись вручную;
- разборное приспособление многофункционально, но цельное – более долговечно.
Эффективные методы и приемы шабрения
Выберете более удобное перемещение лезвия – от себя или на себя. Первый проще для начинающих, но второй производительнее, так как не требуется повторного прохода. Двигайте быстро и с нажатием, а возвращайтесь плавно. При обратном направлении не должно происходить снятия. Чтобы убрать остатки краски, воспользуйтесь растворителем и насухо протрите плоскость.
Как оценивают качество
Чтобы проверить, насколько хорошо обработана деталь, ее повторно окрашивают красителем. Теперь нужно оценить количество темных пятен, углублений. Для этого на обрабатываемую площадь устанавливается контрольная рамка – квадрат со стороной 25 мм.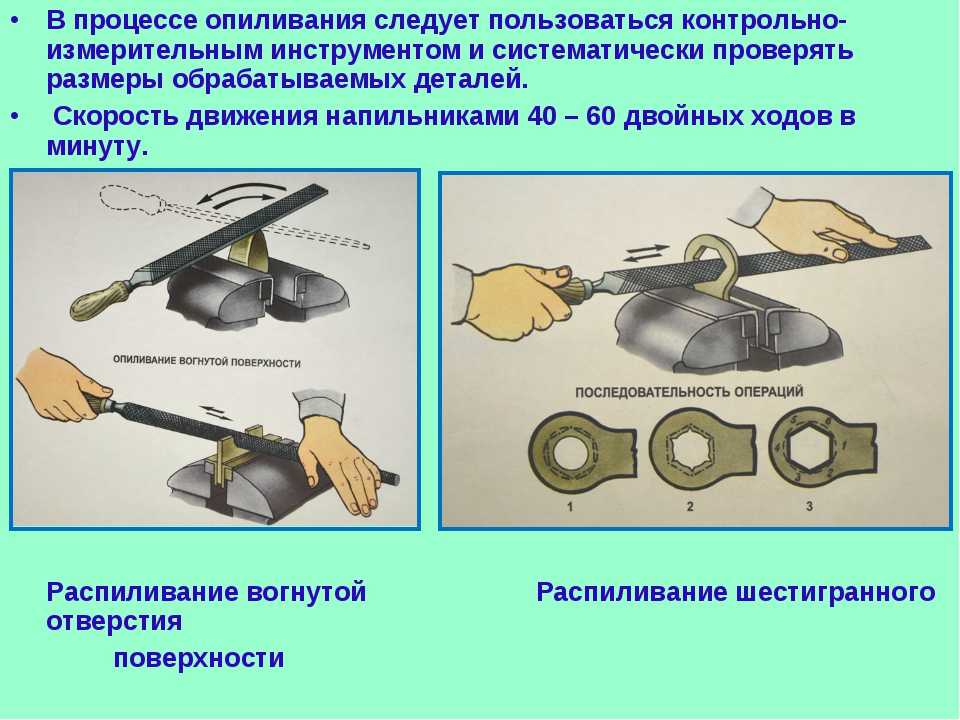 Теперь следует посчитать, сколько пятнышек оказалось внутри:
Теперь следует посчитать, сколько пятнышек оказалось внутри:
- до 5 – низкое качество или черновой вариант;
- до 10 – чистовая отделка, но не самая хорошая;
- до 14 – получистовая;
- до 22 – точная;
- свыше 22 – тонкая работа.
Шабрить абразивными материалами – что это такое
Обычный скребок снимает слой от 0,01 мм и больше. Но иногда требуется высокая тонкость около 0,001 мм. Могут быть использованы абразивы:
- твердые – частички пород;
- мягкие – кремообразные пасты.
Их выбирают в зависимости от прочности материала заготовки. Процедура называется шаржирование. Бывает ручной и механической. Наиболее современный вариант – пескоструйный станок, который подает на элемент поток воздуха с мелкими частичками песка.
Как выполняется притирка абразивами
Сперва наносится абразивная паста, затем включается станок. Если необходимо обработать плоскость, то производится горизонтальное воздействие движением стальных валов или брусков.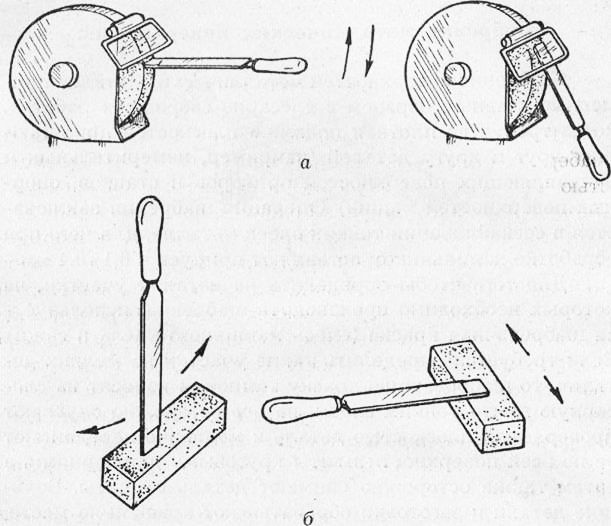 А если деталь сферическая, то используется вороток, он равномерно обрабатывает каждый миллиметр сферы, цилиндра, конуса.
А если деталь сферическая, то используется вороток, он равномерно обрабатывает каждый миллиметр сферы, цилиндра, конуса.
Приспособления для шабрения поверхностей плоского вида – сущность и назначение
Операция проводится в несколько этапов:
- установка в тисках;
- после выбора насадки для шабра (ширина режущей части), он берется двумя рукам посередине рукояти;
- угол стержня по отношению к детали – 80 градусов, направление – от себя;
- кромка соприкасается с началом неровности, белого пятна;
- начинаются действия, сперва снимается небольшой слой стружками по 2 см, затем при необходимости делаются более короткие и глубокие штрихи;
- производится контроль посредством квадратной рамки.
Притирка металла
Обычно выравнивание проводится после шабровки с помощью абразивного диска. Процедура аналогичная и имеет те же цели, только операция немного другая. В первую очередь используется другое приспособление – притир. Его вы видите на изображении: Второе отличие – это использование при работе специальных абразивов и минерального масла для смазывания поверхностей.
Как сделать шабер своими руками
Купить его можно через интернет или в специализированных магазинах, но можно попробовать обзавестись самодельным помощником.
Простой в домашних условиях
Возьмите пруток (корпус) нужного размера, сделайте болгаркой распил в торцевой части, поместите туда пластину, а сбоку вставьте винт и крепко закрутите. С обратной стороны смастерите удобную ручку.
Сложный
Изготовление возможно при наличии фрезерного станка. Отличие от предыдущего варианта – на прутке будет нарезана винтовая спираль, которая позволит присоединять к корпусу головку – тиски, в которые будет помещаться лезвие и закрепляться винтом.
Из напильника
Инструмент необходимо просто подвергнуть двум процедурам:
- заточке кромки под нужным углом;
- наполнением алмазной пасты на бруске из абразива с помощью движений, похожих при затачивании столового ножа.
Орудие готово! В статье мы рассказали, что такое шабер слесарный и показали фото. Для наглядности предлагаем посмотреть несколько видео по теме:
Для наглядности предлагаем посмотреть несколько видео по теме:
Декоративное шабрение
Своими руками
Если требуется дополнительная консультация от профессионалов – обращайтесь в компанию «Рокта», мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контактному телефону.
Парсинг веб-страниц | Что такое веб-скрейпинг?
В сегодняшнем конкурентном мире все ищут пути инноваций и использования новых технологий. Веб-скрапинг (также называемый извлечением веб-данных или извлечением данных) — это автоматизированный процесс, который извлекает данные с веб-сайта и экспортирует их в структурированном формате.
Веб-скрапинг полезен, если общедоступный веб-сайт, с которого вы хотите получить данные, не имеет API или предоставляет только ограниченный доступ к веб-данным.
В этой статье мы собираемся пролить свет на парсинг веб-страниц, вот что вы узнаете:
- Что такое просмотр веб-страниц?
- Основы парсинга веб-страниц
- Что такое процесс парсинга веб-страниц?
- Для чего используется веб-скрапинг?
- Лучшие ресурсы, чтобы узнать больше о веб-скрапинге
Что такое просмотр веб-страниц?
Веб-скрапинг — это автоматизированный процесс сбора структурированных веб-данных. Это также известно как извлечение веб-данных.
Некоторые из основных вариантов использования веб-скрапинга включают мониторинг цен, анализ цен, мониторинг новостей, привлечение потенциальных клиентов и исследование рынка среди многих других.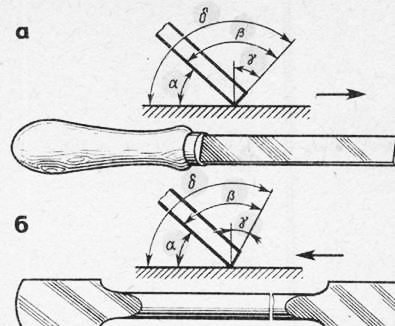
Как правило, извлечение веб-данных используется людьми и предприятиями, которые хотят использовать общедоступные веб-данные для принятия более взвешенных решений.
Если вы когда-либо копировали и вставляли информацию с веб-сайта, вы выполняли ту же функцию, что и любой парсер, только вручную выполняли процесс очистки данных. В отличие от утомительного процесса самостоятельного извлечения данных, веб-скрапинг использует интеллектуальную автоматизацию для извлечения сотен, миллионов или даже миллиардов точек данных из, казалось бы, бесконечного пространства Интернета.
Независимо от того, используете ли вы веб-скрейпер для получения веб-данных или отдаете проект веб-скрейпинга специалисту по извлечению веб-данных, вам необходимо знать немного больше о различиях между веб-сканированием и веб-скрейпингом.
Не менее важно понимать возможные ловушки при извлечении и как их избежать.
Ценность парсинга данных
Веб-скрейпинг дает нечто действительно ценное, чего не может дать ни один другой: он дает вам структурированные веб-данные с любого общедоступного веб-сайта.
Больше, чем современное удобство, истинная мощь веб-скрапинга данных заключается в его способности создавать и поддерживать некоторые из самых революционных бизнес-приложений в мире.
«Преобразование» даже не начинает описывать то, как некоторые компании используют данные веб-скрапинга для улучшения своей деятельности, информируя руководство о решениях вплоть до индивидуального обслуживания клиентов.
Извлечение веб-данных
Извлечение веб-данных, также широко известное как парсинг веб-данных, имеет широкий спектр применений.
Веб-скрапер автоматизирует процесс извлечения информации с других веб-сайтов быстро и точно. Извлеченные данные предоставляются в структурированном формате, что упрощает их анализ и использование в ваших проектах.
Очистка данных с веб-сайта
Использование инструментов извлечения веб-данных для очистки общедоступных веб-сайтов может принести пользу различным отраслям.
В мире электронной коммерции парсинг веб-сайтов обычно используется для получения данных для мониторинга цен конкурентов.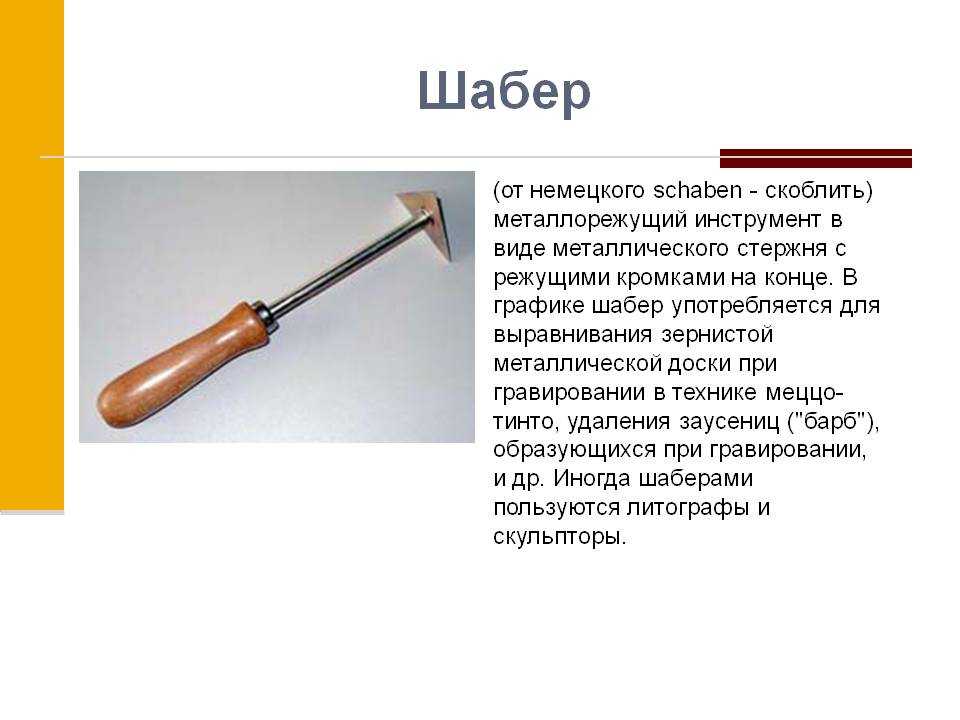 Очистка данных — единственный практичный способ для брендов проверить цены на продукты и услуги своих конкурентов. Это позволяет им корректировать собственные ценовые стратегии и опережать конкурентов. Он также используется производителями в качестве инструмента для обеспечения соблюдения розничными торговцами руководящих принципов ценообразования для их продуктов.
Очистка данных — единственный практичный способ для брендов проверить цены на продукты и услуги своих конкурентов. Это позволяет им корректировать собственные ценовые стратегии и опережать конкурентов. Он также используется производителями в качестве инструмента для обеспечения соблюдения розничными торговцами руководящих принципов ценообразования для их продуктов.
Исследовательские организации и аналитики рынка полагаются на использование парсера веб-сайтов для извлечения данных, чтобы измерить настроения потребителей, отслеживая онлайн-обзоры продуктов, новостные статьи и отзывы.
Веб-парсер также имеет широкий спектр применений в финансовом мире. Инструменты, которые очищают веб-данные, используются для извлечения информации из новостей, используя эту информацию для разработки инвестиционных стратегий.
Точно так же исследователи и аналитики полагаются на извлечение данных для оценки финансового состояния компаний. Страховые и финансовые компании могут добывать множество альтернативных данных, извлеченных из Интернета, для разработки новых продуктов и политик для своих клиентов.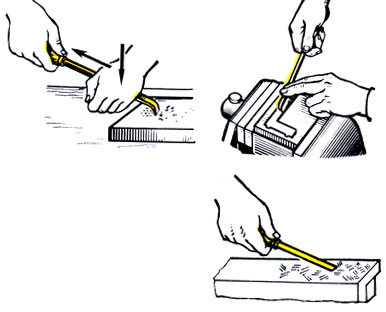
Другие способы извлечения данных из Интернета
На этом бесконечные методы и приложения для извлечения данных из Интернета не заканчиваются.
Сбор данных из Интернета широко используется для:
- новостей, журналистики и мониторинга репутации
- SEO-мониторинг
- Анализ конкурентов и управление рисками
- Маркетинг, управляемый данными, и лидогенерация
- Недвижимость, академические исследования и многое другое.
Основы парсинга веб-страниц
Он чрезвычайно прост и состоит из двух частей: поискового робота и парсера.
Поисковый робот — это лошадь, а скребок — колесница.
Сканер ведет парсер, как будто вручную, через Интернет, где он извлекает запрошенные данные.
Узнайте, в чем разница между сканированием и парсингом веб-страниц и как они работают.
Сканер
Сканер, который мы обычно называем «пауком», представляет собой искусственный интеллект, который просматривает Интернет для индексации и поиска контента, переходя по ссылкам и исследуя. Так же, как человек, у которого слишком много свободного времени.
Так же, как человек, у которого слишком много свободного времени.
Во многих проектах вы сначала «сканируете» Интернет или один конкретный веб-сайт, чтобы обнаружить URL-адреса, которые затем передаете парсеру.
Парсер
Парсер — это специализированный инструмент, предназначенный для точного и быстрого извлечения данных с веб-страницы. Инструменты очистки веб-данных сильно различаются по дизайну и сложности в зависимости от проекта.
Важной частью каждого парсера являются локаторы данных (или селекторы), которые используются для поиска данных, которые вы хотите извлечь из файла HTML. Обычно применяются селекторы XPath, CSS, регулярное выражение или их комбинация. .
Понимание разницы между поисковым роботом и парсером позволит вам продвигаться вперед в своих проектах по извлечению данных из Интернета.
Что такое инструмент веб-скрейпинга?
Инструмент веб-скрейпинга — это программа, предназначенная для извлечения (или «веб-скрапинга») соответствующих данных с веб-сайтов.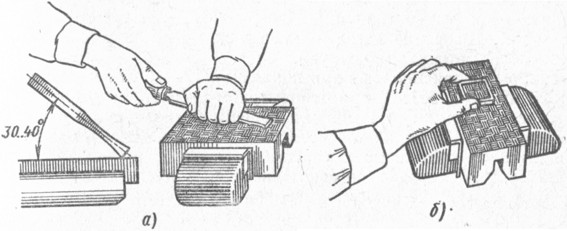 Вы почти наверняка будете использовать какой-то парсер для извлечения определенных наборов данных при сборе данных с веб-сайтов.
Вы почти наверняка будете использовать какой-то парсер для извлечения определенных наборов данных при сборе данных с веб-сайтов.
Инструмент парсинга, или парсер веб-сайтов, используется как часть процесса парсинга веб-страниц для выполнения HTTP-запросов на целевом веб-сайте и извлечения веб-данных со страницы. Он анализирует общедоступный и видимый пользователям контент, отображаемый сервером в виде HTML.
Иногда он также отправляет запросы к внутренним интерфейсам прикладного программирования (API) для связанных данных, таких как цены на продукты или контактные данные, которые хранятся в базе данных и доставляются в браузер через HTTP-запросы.
Существуют различные виды веб-скрейперов и инструментов для извлечения данных с возможностями, которые можно настроить в соответствии с различными проектами по извлечению данных.
Для чего используется инструмент веб-скрейпинга?
Вам может понадобиться инструмент веб-скрейпинга, чтобы распознавать уникальные структуры HTML-сайтов или извлекать, переформатировать и сохранять данные из API.
Инструменты для очистки веб-страниц могут представлять собой большие платформы, предназначенные для всех типов типичных задач очистки, но вы также можете использовать библиотеки программирования общего назначения и комбинировать их для создания парсера.
Например, вы можете использовать библиотеку HTTP-запросов, такую как библиотека Python-Requests, и объединить ее с библиотекой Python BeautifulSoup для извлечения данных со своей страницы. Или вы можете использовать специальную платформу, которая сочетает в себе HTTP-клиент с библиотекой синтаксического анализа HTML.
Одним из популярных примеров является Scrapy, библиотека с открытым исходным кодом, созданная для продвинутых нужд парсинга.
Процесс парсинга веб-страниц
Вам интересно, как парсить веб-сайт или как работает процесс извлечения веб-данных?
Если вы делаете это самостоятельно с помощью инструментов для очистки веб-сайтов
Вот как выглядит общий процесс очистки веб-страниц своими руками:
- Определите целевой веб-сайт
- Соберите URL-адреса страниц, с которых вы хотите извлечь данные
- Сделайте запрос к этим URL-адресам, чтобы получить HTML-код страницы
- Используйте локаторы для поиска данных в HTML
- Сохраните данные в файле JSON или CSV или в другом структурированном формате
Достаточно просто, правда? Это!
То есть, если у вас просто небольшой проект.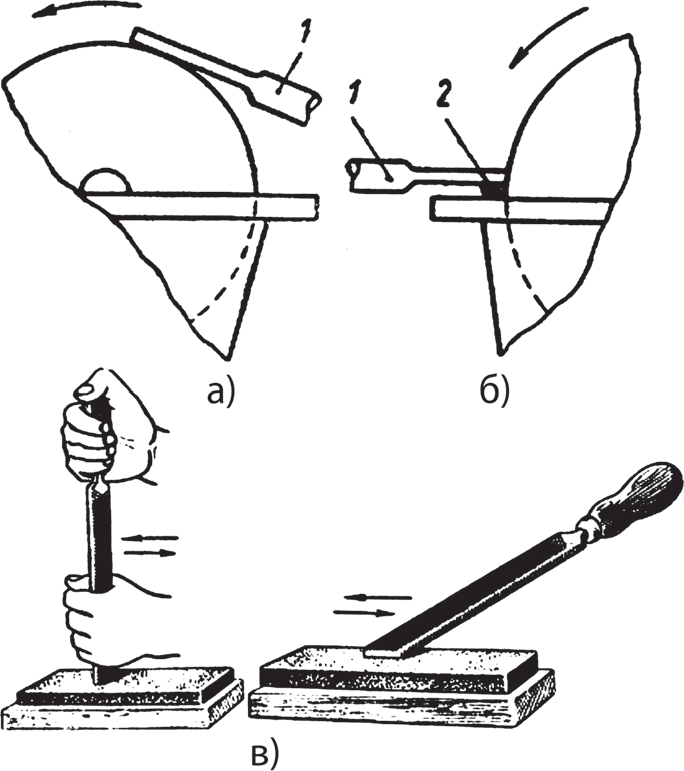
Но, к сожалению, есть немало проблем, которые необходимо решить, если вам нужны масштабные данные.
Например, поддержка инструментов извлечения данных и веб-скраперов при изменении макета веб-сайта, управление прокси-серверами, выполнение javascript или обход антиботов. Это все технические проблемы, которые расходуют внутренние ресурсы.
Существует множество инструментов очистки веб-данных с открытым исходным кодом, которые вы можете использовать, но все они имеют свои ограничения.
Это одна из причин, по которой многие компании предпочитают передавать свои проекты веб-данных на аутсорсинг.
Аутсорсинг веб-скрапинга с помощью Zyte
1. Наша команда собирает ваши требования относительно вашего проекта.
2. Наша опытная команда экспертов по очистке веб-данных пишет парсер(ы) и настраивает инфраструктуру для сбора ваших данных и структурирования их в соответствии с вашими требованиями.
3. Наконец, мы доставляем данные в нужном вам формате и с нужной частотой.
В конечном счете, гибкость и масштабируемость веб-скрапинга гарантируют, что параметры вашего проекта, какими бы специфичными они ни были, могут быть легко выполнены.
Розничные продавцы модной одежды информируют своих дизайнеров о предстоящих тенденциях на основе информации из веб-скрейпинга, инвесторы измеряют свои биржевые позиции, а маркетинговые команды превосходят конкурентов глубокими знаниями, и все это благодаря растущему внедрению веб-скрейпинга в качестве неотъемлемой части повседневного бизнеса.
Что можно использовать вместо инструмента для очистки данных?
Для всех проектов, кроме самых маленьких, вам понадобится какой-нибудь автоматизированный инструмент для веб-скрейпинга или программное обеспечение для извлечения данных для получения информации с веб-сайтов.
Теоретически можно вручную вырезать и вставлять информацию с отдельных веб-страниц в электронную таблицу или другой документ. Но вы обнаружите, что это трудоемко, отнимает много времени и подвержено ошибкам, если вы пытаетесь извлечь информацию с сотен или тысяч страниц.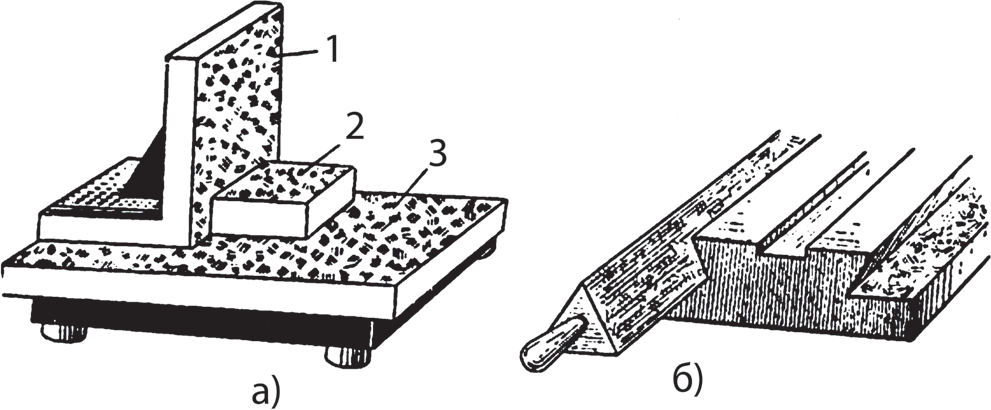
Приложения для очистки веб-страниц и веб-скрейперы автоматизируют процесс, извлекая необходимые веб-данные и форматируя их в структурированном формате для хранения и дальнейшей обработки.
Еще один способ извлечения данных — это покупка необходимых вам веб-данных у поставщика услуг данных, который извлечет их от вашего имени. Это было бы полезно для больших проектов, включающих десятки тысяч веб-страниц.
Для чего используется веб-скрапинг?
Ценовая информация
По нашему опыту, ценовая аналитика — самый распространенный вариант использования веб-скрапинга.
Извлечение информации о продуктах и ценах с веб-сайтов электронной коммерции, а затем преобразование ее в аналитические данные — важная часть современных компаний электронной коммерции, которые хотят принимать более обоснованные решения в области ценообразования и маркетинга на основе данных.
Данные о ценах в Интернете и ценовая аналитика:
- Динамическое ценообразование
- Оптимизация доходов
- Мониторинг конкурентов
- Мониторинг тенденций продукта
- Соответствие марке и MAP
Исследование рынка
Исследование рынка имеет решающее значение и должно основываться на самой точной доступной информации. Сокращая данные, вы получаете высококачественные, большие объемы и очень информативные данные, извлеченные из Интернета любой формы и размера, которые подпитывают анализ рынка и бизнес-аналитику по всему миру.
Сокращая данные, вы получаете высококачественные, большие объемы и очень информативные данные, извлеченные из Интернета любой формы и размера, которые подпитывают анализ рынка и бизнес-аналитику по всему миру.
- Анализ тенденций рынка
- Рыночное ценообразование
- Оптимизация точки входа
- Исследования и разработки
- Мониторинг конкурентов
Альтернативные данные для финансов
Раскопайте альфа-версию и радикально создайте ценность с помощью веб-данных, разработанных специально для инвесторов.
Процесс принятия решений никогда не был таким информативным, а данные никогда не были такими информативными, и ведущие мировые компании все чаще используют данные, извлеченные из Интернета, учитывая их невероятную стратегическую ценность.
- Извлечение информации из документов SEC
- Оценка основ компании
- Интеграция общественного мнения
- Мониторинг новостей
Недвижимость
Цифровая трансформация недвижимости за последние двадцать лет угрожает разрушить традиционные фирмы и создать новых влиятельных игроков в отрасли.
Внедряя данные о товарах из Интернета в повседневную деятельность, агенты и брокерские компании могут защитить себя от нисходящей онлайн-конкуренции и принимать обоснованные решения на рынке.
- Оценка стоимости имущества
- Мониторинг доли вакансий
- Оценка доходов от аренды
- Понимание направления рынка
Мониторинг новостей и контента
Современные средства массовой информации могут создать выдающуюся ценность или создать реальную угрозу для вашего бизнеса — за один цикл новостей.
Если вы представляете компанию, которая зависит от своевременного анализа новостей, или компанию, которая часто появляется в новостях, данные веб-скрапинга новостей — это идеальное решение для мониторинга, агрегирования и анализа наиболее важных новостей из вашей отрасли.
- Принятие инвестиционных решений
- Онлайн-анализ общественного мнения
- Мониторинг конкурентов
- Политические кампании
- Анализ настроений
Генерация лидов
Генерация лидов является важнейшей маркетинговой/продажной деятельностью для всех предприятий.
В отчете Hubspot за 2020 год 61% специалистов по внутреннему маркетингу заявили, что создание трафика и потенциальных клиентов было их задачей номер один. К счастью, извлечение веб-данных можно использовать для получения доступа к структурированным спискам потенциальных клиентов из Интернета.
Мониторинг бренда
На современном высококонкурентном рынке защита вашей онлайн-репутации является первоочередной задачей.
Независимо от того, продаете ли вы свою продукцию в Интернете и придерживаетесь строгой ценовой политики, которую вам необходимо обеспечить, или просто хотите знать, как люди воспринимают вашу продукцию в Интернете, мониторинг бренда с помощью веб-скрапинга может предоставить вам такого рода информацию.
Автоматизация бизнеса
В некоторых ситуациях получить доступ к вашим данным может быть сложно. Возможно, вам нужно извлечь данные с вашего собственного веб-сайта или веб-сайта вашего партнера в структурированном виде.
Но простого внутреннего способа сделать это нет, и имеет смысл создать парсер и просто получить эти данные. В отличие от попыток проложить себе путь через сложные внутренние системы.
В отличие от попыток проложить себе путь через сложные внутренние системы.
Мониторинг MAP
Мониторинг минимальной рекламируемой цены (MAP) является стандартной практикой, позволяющей убедиться, что онлайн-цены бренда соответствуют их ценовой политике.
С кучей реселлеров и дистрибьюторов невозможно отслеживать цены вручную.
Вот почему веб-скрапинг пригодится, потому что вы можете следить за ценами на свои продукты, не пошевелив пальцем.
Существуют различные бесплатные решения для извлечения данных из Интернета, позволяющие автоматизировать процесс очистки содержимого и извлечения данных из Интернета. Они варьируются от простых решений парсинга «укажи и щелкни», предназначенных для неспециалистов, до более мощных приложений, ориентированных на разработчиков, с широкими возможностями настройки и управления.
Если вы просматриваете веб-сайт, как сейчас, вы можете просто вырезать и вставлять информацию, которую вы читаете на экране, в другой документ, например электронную таблицу.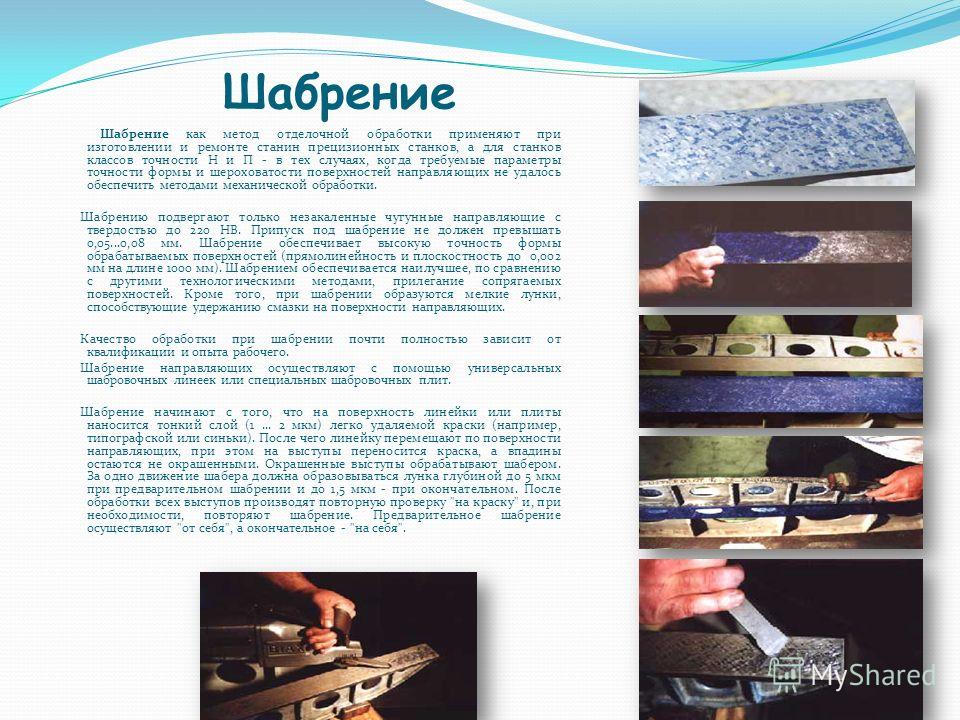 Это, безусловно, один из способов бесплатного извлечения веб-данных. Но сбор данных и информации вручную таким способом медленный, неэффективный и чреват ошибками.
Это, безусловно, один из способов бесплатного извлечения веб-данных. Но сбор данных и информации вручную таким способом медленный, неэффективный и чреват ошибками.
На практике вы будете искать способы автоматизации этого процесса, что позволит вам извлекать веб-данные с нескольких веб-страниц — возможно, тысячи или миллионы их в день — и систематизировать результаты в структурированном формате.
Для этого вам понадобится какой-нибудь инструмент для извлечения веб-данных, часто известный как парсер.
Существует множество бесплатных решений для извлечения данных из Интернета. Некоторые из них представляют собой специализированные приложения, предназначенные для программистов и требующие определенных навыков программирования для настройки и управления.
С учетом сказанного, насколько эффективны бесплатные инструменты веб-скрейпинга и веб-скрейперы?
Идеально подходят для неспециалистов с умеренными потребностями в экстракции.
Есть также несколько простых в использовании парсеров, которые запускаются как расширение браузера или подключаемый модуль с простым интерфейсом «укажи и щелкни». Менее сложные, чем их аналоги, ориентированные на разработчиков, они, как правило, более ограничены в разнообразии и объеме данных, которые они позволяют вам собирать.
Менее сложные, чем их аналоги, ориентированные на разработчиков, они, как правило, более ограничены в разнообразии и объеме данных, которые они позволяют вам собирать.
Узнайте больше об автоматизированном просмотре веб-страниц
Здесь, в Zyte (ранее Scrapinghub), мы работаем в индустрии парсинга веб-страниц уже 12 лет. Мы упрощаем автоматический парсинг веб-страниц.
С помощью наших услуг по извлечению данных и автоматического парсинга веб-страниц Zyte Automatic Extraction мы помогли извлечь данные из веб-страниц более чем 1000 клиентов, от государственных учреждений и компаний из списка Fortune 100 до начинающих стартапов и частных лиц.
За это время мы накопили колоссальный опыт в веб-скрапинге и извлечении веб-данных.
Вот некоторые из наших лучших ресурсов о том, как парсить веб-страницы, а также инструменты и службы, используемые для парсинга веб-страниц, если вы хотите углубить свои знания в качестве веб-парсера:
- Каковы элементы проекта парсинга веб-страниц?
- Инструменты для просмотра веб-страниц
- Как спроектировать решение для парсинга веб-страниц
- Законен ли парсинг веб-страниц?
- Передовой опыт веб-скрапинга
Что такое парсинг данных и как его использовать?
Что такое парсинг данных?
Парсинг данных, также известный как парсинг веб-страниц, – это процесс импорта информации с веб-сайта в электронную таблицу или локальный файл, сохраненный на вашем компьютере. Это один из наиболее эффективных способов получения данных из Интернета, а в некоторых случаях и передачи этих данных на другой веб-сайт. Популярные способы извлечения данных включают:
- Исследование веб-контента/бизнес-аналитики
- Цены на сайтах бронирования путешествий/сайтах сравнения цен
- Поиск потенциальных клиентов/проведение маркетинговых исследований путем сканирования общедоступных источников данных (например, Yell и Twitter)
- Отправка данных о продукте с сайта электронной коммерции другому онлайн-продавцу (например, Google Shopping)
И этот список только поверхностный. Парсинг данных имеет огромное количество применений — он полезен практически в любом случае, когда данные необходимо перемещать из одного места в другое.
Основы извлечения данных относительно легко освоить. Давайте рассмотрим, как настроить простое действие очистки данных с помощью Excel.
Сбор данных с помощью динамических веб-запросов в Microsoft Excel
Настройка динамического веб-запроса в Microsoft Excel — это простой и универсальный метод извлечения данных, который позволяет настроить поток данных с внешнего веб-сайта (или нескольких веб-сайтов) в электронную таблицу.
- Открыть новую книгу в Excel
- Щелкните ячейку, в которую вы хотите импортировать данные.
- Перейдите на вкладку «Данные»
- Нажмите «Получить внешние данные»
- Щелкните символ «Из Интернета»
- Обратите внимание на маленькие желтые стрелки, которые появляются в верхнем левом углу веб-страницы и рядом с определенным содержимым
- Вставьте URL-адрес веб-страницы, с которой вы хотите импортировать данные, в адресную строку (мы рекомендуем выбрать сайт, на котором данные отображаются в виде таблиц)
- Нажмите «Перейти»
- Нажмите желтую стрелку рядом с данными, которые вы хотите импортировать
- Нажмите «Импорт»
- Появится диалоговое окно «Импорт данных»
- Нажмите «ОК» (или измените выбор ячейки, если хотите)
Если вы выполнили эти шаги, теперь вы сможете увидеть данные с веб-сайта, представленные в вашей электронной таблице.
Преимущество динамических веб-запросов заключается в том, что они не просто импортируют данные в вашу электронную таблицу как разовую операцию, а передают их, то есть электронная таблица регулярно обновляется последней версией данных по мере их появления. на исходном сайте. Вот почему мы называем их динамическими.
Чтобы настроить периодичность обновления импортируемых динамическим веб-запросом данных, перейдите в «Данные», затем в «Свойства», затем выберите частоту («Обновлять каждые X минут»).
Автоматизированный сбор данных с помощью инструментов
Знакомство с использованием динамических веб-запросов в Excel — полезный способ получить представление о парсинге данных. Однако, если вы намерены регулярно использовать в своей работе сбор данных, вам может оказаться более эффективным специальный инструмент для сбора данных.
Вот наши мысли о нескольких самых популярных инструментах для очистки данных на рынке:
Data Scraper (подключаемый модуль Chrome)
Data Scraper вставляется прямо в расширения вашего браузера Chrome, что позволяет вам выбирать из ряда готовых «рецепты» очистки данных для извлечения данных с любой веб-страницы, загруженной в ваш браузер.
Этот инструмент особенно хорошо работает с популярными источниками сбора данных, такими как Twitter и Wikipedia, поскольку плагин включает в себя большее разнообразие вариантов рецептов для таких сайтов.
Мы опробовали Data Scraper, изучив хэштег Twitter «#jourrequest» в поисках возможностей для пиара, используя один из общедоступных рецептов инструмента. Вот часть данных, которые мы получили:
Как видите, инструмент предоставил таблицу с именем пользователя каждой учетной записи, которая недавно опубликовала хэштег, а также их твит и его URL-адрес 9.0003
Наличие этих данных в этом формате было бы более полезным для представителя отдела по связям с общественностью, чем просто просмотр данных в браузере Twitter по ряду причин:
- Они могут быть использованы для создания базы данных контактов прессы
- Вы можете постоянно возвращаться к этому списку и легко находить то, что ищете, тогда как Twitter постоянно обновляет
- Список можно сортировать и редактировать
- Это дает вам право собственности на данные, которые могут быть отключены или изменены в любой момент
Мы впечатлены Data Scraper, хотя его общедоступные рецепты иногда слегка грубоваты. Попробуйте установить бесплатную версию в Chrome и поэкспериментируйте с извлечением данных. Обязательно посмотрите вступительный ролик, который они предоставляют, чтобы получить представление о том, как работает инструмент, и о некоторых простых способах извлечения нужных данных.
Попробуйте установить бесплатную версию в Chrome и поэкспериментируйте с извлечением данных. Обязательно посмотрите вступительный ролик, который они предоставляют, чтобы получить представление о том, как работает инструмент, и о некоторых простых способах извлечения нужных данных.
WebHarvy
WebHarvy — это парсер данных «укажи и щелкни» с бесплатной пробной версией. Его самым большим преимуществом является его гибкость — вы можете использовать встроенный веб-браузер инструмента для перехода к данным, которые вы хотите импортировать, а затем можете создать свои собственные спецификации майнинга, чтобы извлечь именно то, что вам нужно, с исходного веб-сайта.
import.io
Import.io — это многофункциональный набор инструментов для интеллектуального анализа данных, который делает большую часть тяжелой работы за вас. Имеет несколько интересных функций, в том числе «Что изменилось?» отчеты, которые могут уведомлять вас об обновлениях на определенных веб-сайтах — идеально подходит для углубленного анализа конкурентов.
Как маркетологи используют парсинг данных?
Как вы уже поняли к этому моменту, парсинг данных может пригодиться практически везде, где используется информация. Вот несколько ключевых примеров того, как маркетологи используют эту технологию:
Сбор разрозненных данных
Одним из больших преимуществ парсинга данных, по словам Марцина Розински, генерального директора FeedOptimise, является то, что он может помочь вам собрать разные данные в одном месте. «Сканирование позволяет нам брать неструктурированные, разбросанные данные из нескольких источников, собирать их в одном месте и структурировать», — говорит Марчин. «Если у вас есть несколько веб-сайтов, контролируемых разными организациями, вы можете объединить их все в один канал.
«Спектр вариантов использования для этого бесконечен».
FeedOptimise предлагает широкий спектр услуг по очистке и передаче данных, о которых вы можете узнать на их веб-сайте.
Ускорение исследований
Самый простой способ очистки данных — получение данных из одного источника. Если есть веб-страница, содержащая много данных, которые могут быть вам полезны, самым простым способом получить эту информацию на вашем компьютере в упорядоченном формате, вероятно, будет очистка данных.
Если есть веб-страница, содержащая много данных, которые могут быть вам полезны, самым простым способом получить эту информацию на вашем компьютере в упорядоченном формате, вероятно, будет очистка данных.
Попробуйте найти список полезных контактов в Твиттере и импортируйте данные с помощью очистки данных. Это даст вам представление о том, как этот процесс может вписаться в вашу повседневную работу.
Вывод XML-фида на сторонние сайты
Передача данных о товарах с вашего сайта в Google Покупки и другим сторонним продавцам является ключевым применением очистки данных для электронной коммерции. Это позволяет вам автоматизировать потенциально трудоемкий процесс обновления информации о вашем продукте, что очень важно, если ваши запасы часто меняются.
«Очистка данных может вывести ваш XML-канал для Google Покупок», — говорит директор по маркетингу Target Internet Киаран Роджерс. «Я работал с несколькими интернет-магазинами, которые постоянно добавляли новые артикулы на свой сайт по мере поступления товаров на склад.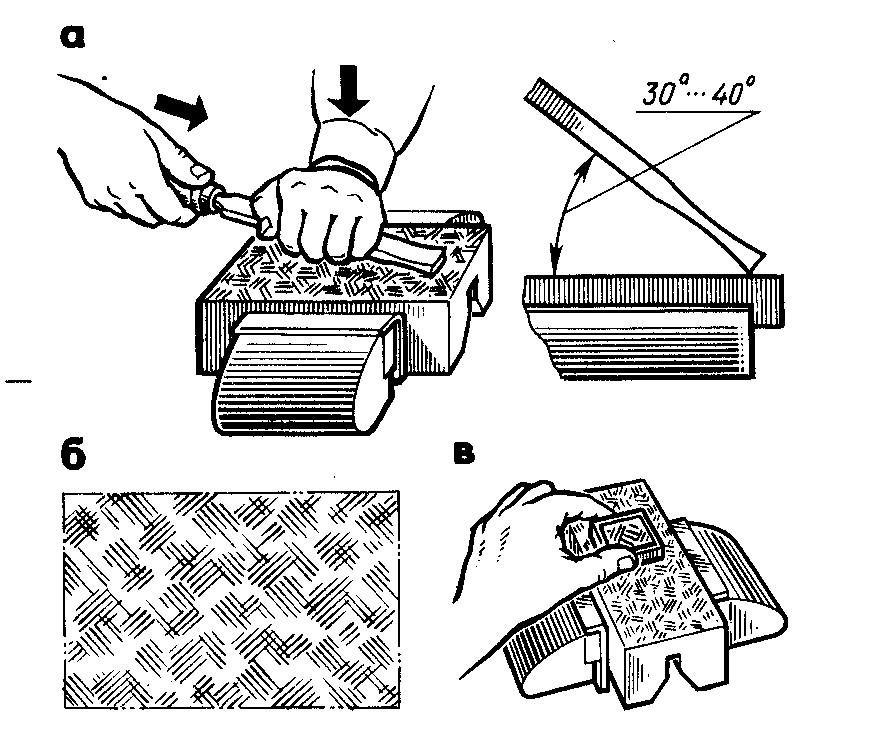 Если ваше решение для электронной коммерции не выводит подходящий XML-канал, который вы можете подключить к своему Google Merchant Center, чтобы рекламировать свои лучшие продукты, это может стать проблемой. Часто ваши последние продукты являются потенциально бестселлерами, поэтому вы хотите, чтобы они рекламировались, как только они появятся в продаже. Я использовал парсинг данных для создания актуальных списков для подачи в Google Merchant Center. Это отличное решение, и на самом деле вы можете многое сделать с данными, когда они у вас есть. Используя фид, вы можете ежедневно отмечать продукты с наибольшей конверсией, чтобы вы могли поделиться этой информацией с Google Adwords и обеспечить более конкурентоспособные ставки для этих продуктов. Как только вы настроите его, все станет автоматическим. Гибкость хорошего фида, которым вы управляете таким образом, велика, и это может привести к некоторым очень определенным улучшениям в тех кампаниях, которые нравятся клиентам».
Если ваше решение для электронной коммерции не выводит подходящий XML-канал, который вы можете подключить к своему Google Merchant Center, чтобы рекламировать свои лучшие продукты, это может стать проблемой. Часто ваши последние продукты являются потенциально бестселлерами, поэтому вы хотите, чтобы они рекламировались, как только они появятся в продаже. Я использовал парсинг данных для создания актуальных списков для подачи в Google Merchant Center. Это отличное решение, и на самом деле вы можете многое сделать с данными, когда они у вас есть. Используя фид, вы можете ежедневно отмечать продукты с наибольшей конверсией, чтобы вы могли поделиться этой информацией с Google Adwords и обеспечить более конкурентоспособные ставки для этих продуктов. Как только вы настроите его, все станет автоматическим. Гибкость хорошего фида, которым вы управляете таким образом, велика, и это может привести к некоторым очень определенным улучшениям в тех кампаниях, которые нравятся клиентам».
Можно настроить простой поток данных в Google Merchant Center для себя.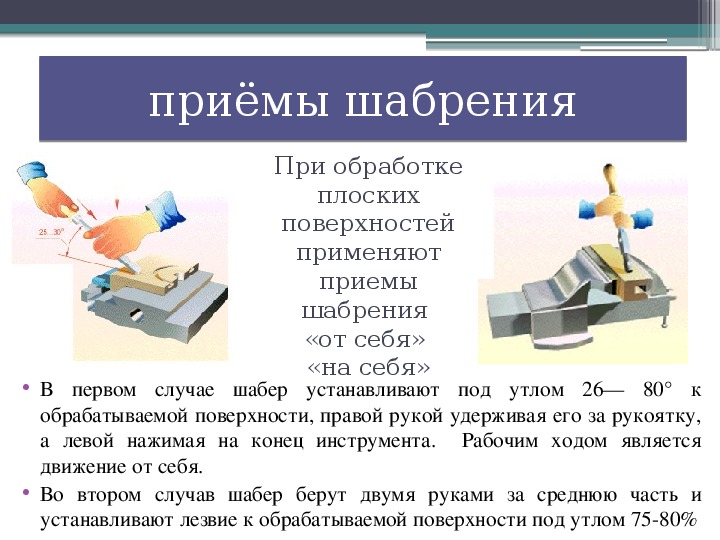 Вот как это делается:
Вот как это делается:
Как настроить подачу данных в Google Merchant Center
С помощью одного из методов или инструментов, описанных ранее, создайте файл, который использует динамический запрос веб-сайта для импорта сведений о продуктах, перечисленных в вашем сайт. Этот файл должен автоматически обновляться через регулярные промежутки времени.
Детали должны быть изложены, как указано здесь.
- Загрузить этот файл на защищенный паролем URL-адрес
- Перейдите в Google Merchant Center и войдите в систему (сначала убедитесь, что ваша учетная запись Merchant Center правильно настроена)
- Перейти к продуктам
- Нажмите кнопку плюс
- Введите целевую страну и создайте название фида
- Выберите параметр «выборка по расписанию»
- Добавьте URL-адрес файла данных вашего продукта вместе с именем пользователя и паролем, необходимыми для доступа к нему
- Выберите частоту загрузки, которая лучше всего соответствует графику загрузки вашего продукта
- Нажмите Сохранить
- Теперь данные о вашем продукте должны быть доступны в Google Merchant Center.
 Просто убедитесь, что вы нажимаете на вкладку «Диагностика», чтобы проверить ее статус и убедиться, что все работает нормально.
Просто убедитесь, что вы нажимаете на вкладку «Диагностика», чтобы проверить ее статус и убедиться, что все работает нормально.
Темная сторона парсинга данных
Парсинг данных можно использовать во многих случаях, но немногие злоупотребляют им.
Наиболее распространенным неправомерным использованием очистки данных является сбор электронной почты — сбор данных с веб-сайтов, социальных сетей и каталогов для выявления адресов электронной почты людей, которые затем продаются спамерам или мошенникам. В некоторых юрисдикциях использование автоматизированных средств, таких как очистка данных, для сбора адресов электронной почты с коммерческими целями является незаконным и почти повсеместно считается плохой маркетинговой практикой.
Многие пользователи Интернета применяют методы, помогающие снизить риск того, что сборщики электронной почты завладеют их адресом электронной почты, в том числе: введите «patrick[at]gmail.com» вместо «[электронная почта защищена]». Это простой, но немного ненадежный подход к защите вашего адреса электронной почты в социальных сетях — некоторые сборщики данных будут искать различные неверные комбинации, а также электронные письма в обычном формате, поэтому он не совсем герметичен.
Это простой, но немного ненадежный подход к защите вашего адреса электронной почты в социальных сетях — некоторые сборщики данных будут искать различные неверные комбинации, а также электронные письма в обычном формате, поэтому он не совсем герметичен.
Будущее парсинга данных
Независимо от того, собираетесь ли вы использовать парсинг данных в своей работе, рекомендуется изучить этот вопрос, так как он, вероятно, станет еще более важным в ближайшие несколько лет.
В настоящее время на рынке появился искусственный интеллект для очистки данных, который может использовать машинное обучение, чтобы лучше распознавать входные данные, которые традиционно могли интерпретировать только люди, например изображения.





 2.3.
2.3.


 Торцевые крюки при закрытии двери входят в установленные в дверной коробке анкерные пластины или аналогичные элементы. Если двери металлические, то торцевые крюки привариваются, если же двери деревянные, то они устанавливаются при помощи шурупов.
Торцевые крюки при закрытии двери входят в установленные в дверной коробке анкерные пластины или аналогичные элементы. Если двери металлические, то торцевые крюки привариваются, если же двери деревянные, то они устанавливаются при помощи шурупов. 10.2022)
10.2022) 11.2022)
11.2022) 03.2021)
03.2021)  И когда используются краски Kynar, металлические панели также могут быть ключевым визуальным элементом, сохраняя привлекательность нового здания в течение многих лет.
И когда используются краски Kynar, металлические панели также могут быть ключевым визуальным элементом, сохраняя привлекательность нового здания в течение многих лет.

 -применения в зданиях из инженерных металлов Опциональная несущая опора прогона (PBR) опирается на прогоны и обеспечивает поддержку для крепления панели внахлест
-применения в зданиях из инженерных металлов Опциональная несущая опора прогона (PBR) опирается на прогоны и обеспечивает поддержку для крепления панели внахлест Последовательные закругленные гофры делают панели Multi-Cor и M-Cor идеальными для достижения ностальгической привлекательности независимо от того, установлены ли они в качестве акцентной панели на стене, крыше или в интерьере.
Последовательные закругленные гофры делают панели Multi-Cor и M-Cor идеальными для достижения ностальгической привлекательности независимо от того, установлены ли они в качестве акцентной панели на стене, крыше или в интерьере. , U-Panel также широко используется в качестве облицовочной панели или перегородки.0005
, U-Panel также широко используется в качестве облицовочной панели или перегородки.0005 Открытые крепежные панели обычно шире, чем панели со стоячим фальцем, а это означает, что для покрытия крыши или площади стоячей стены потребуется меньше панелей (и меньше трудозатрат).
Открытые крепежные панели обычно шире, чем панели со стоячим фальцем, а это означает, что для покрытия крыши или площади стоячей стены потребуется меньше панелей (и меньше трудозатрат). Доступны стеновые панели толщиной от 2 до 6 дюймов.
Доступны стеновые панели толщиной от 2 до 6 дюймов.
 Вот некоторые преимущества использования металлических стеновых панелей:
Вот некоторые преимущества использования металлических стеновых панелей:

 Каждый из них имеет уникальные свойства, в зависимости от типа конструкции, которую вы строите, окружающей среды, установки и свойств.
Каждый из них имеет уникальные свойства, в зависимости от типа конструкции, которую вы строите, окружающей среды, установки и свойств.

 IMP также можно устанавливать вертикально или горизонтально, различных цветов, форм и ширины панелей. Поскольку изоляция уже встроена в панель, IMP можно установить за один шаг и создать эффективный барьер для воздуха, воды и пара.
IMP также можно устанавливать вертикально или горизонтально, различных цветов, форм и ширины панелей. Поскольку изоляция уже встроена в панель, IMP можно установить за один шаг и создать эффективный барьер для воздуха, воды и пара.

 Давняя болезнь).
Давняя болезнь). п. полиграфия)
п. полиграфия) п.)
п.) ). Как середняк: станок с трубкой 60 ватт и дополнительными короткофокусными линзами для гравировки.
). Как середняк: станок с трубкой 60 ватт и дополнительными короткофокусными линзами для гравировки.  .
.
 Давняя болезнь).
Давняя болезнь). Давняя болезнь).
Давняя болезнь). С основном стоят PMI 15 MSB15S
С основном стоят PMI 15 MSB15S Давняя болезнь).
Давняя болезнь). Давняя болезнь).
Давняя болезнь).
 Представьте, что сопло на сорокпять градусов повернуто. Так, для образования.
Представьте, что сопло на сорокпять градусов повернуто. Так, для образования. … Продумайте возможные варианты косяков и вам станет все понятно с методикой настройки…
… Продумайте возможные варианты косяков и вам станет все понятно с методикой настройки…  В компании «ВЕНТАРИО» Вы сможете приобрести качественные блоки высокого напряжения лазера произведенные ведущими брендами. Предлагаемая продукция прошла многоступенчатый контроль качества и способна сохранять исходные характеристики на протяжении всего срока эксплуатации.
В компании «ВЕНТАРИО» Вы сможете приобрести качественные блоки высокого напряжения лазера произведенные ведущими брендами. Предлагаемая продукция прошла многоступенчатый контроль качества и способна сохранять исходные характеристики на протяжении всего срока эксплуатации.
 org/Product» data-id=»95″>
org/Product» data-id=»95″>
 Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit.
Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit. Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit.
Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit. org/Product» data-id=»229″>
org/Product» data-id=»229″>
 Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit.
Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit. Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit.
Совместим со станками производителей Kamach, Minimo, Reylogic, Redsail, Veno, Vektor, SiC, GR-X, LaserM, SanFeng, BHL, Rabbit. 3 — Экспорт цветов слоя
3 — Экспорт цветов слоя ..
.. .. Помогите!
.. Помогите! 01.24)
01.24) 3
3 1.24 !!!
1.24 !!! com
com 60 режет не перпендикулярно
60 режет не перпендикулярно 3 Вопрос
3 Вопрос
 У недорогих побутових моделей вона може становити 2-4 мм на метр, а професійні мають високу точність, їх похибка вимірюється в частках міліметра. Похибка безпосередньо пов’язана з дальністю дії нівеліра. Прості пристрої надають прийнятну точність на відстані до 10 метрів, а інструменти високого рівня – 50 метрів і більше.
У недорогих побутових моделей вона може становити 2-4 мм на метр, а професійні мають високу точність, їх похибка вимірюється в частках міліметра. Похибка безпосередньо пов’язана з дальністю дії нівеліра. Прості пристрої надають прийнятну точність на відстані до 10 метрів, а інструменти високого рівня – 50 метрів і більше./cdn.vox-cdn.com/uploads/chorus_asset/file/13897645/DSC01428.1419964041.jpg) В каталозі продукції на нашому сайті ви знайдете прилади таких відомих в усьому світі виробників як LSP, Fukuda, Nivoline, Fireco. Крім цього, компанія Fukuda Laser може запропонувати широкий вибір аксесуарів для роботи з геодезичними інструментами: штативи, триноги, власники, кронштейни, багато іншого.
В каталозі продукції на нашому сайті ви знайдете прилади таких відомих в усьому світі виробників як LSP, Fukuda, Nivoline, Fireco. Крім цього, компанія Fukuda Laser може запропонувати широкий вибір аксесуарів для роботи з геодезичними інструментами: штативи, триноги, власники, кронштейни, багато іншого. Доставка продукции выполняется в любую точку страны. Мы отправляем заказ сразу же после оформления заявки на нашем сайте или у менеджера. Также вы можете сами забрать товар на нашем складе в Киеве и проверить его при получении.
Доставка продукции выполняется в любую точку страны. Мы отправляем заказ сразу же после оформления заявки на нашем сайте или у менеджера. Также вы можете сами забрать товар на нашем складе в Киеве и проверить его при получении. Киев
Киев 90 грн
90 грн

 Встроенные камеры показывают вам предварительный просмотр вашего дизайна на любом материале, который вы выберете. Поместите свой дизайн с помощью мыши или пальца и расположите его именно там, где вы хотите.
Встроенные камеры показывают вам предварительный просмотр вашего дизайна на любом материале, который вы выберете. Поместите свой дизайн с помощью мыши или пальца и расположите его именно там, где вы хотите.

 Он также имеет модернизированные компоненты и увеличенную мощность лазера, с максимальной скоростью гравировки в 3 раза выше, чем у Glowforge Basic, и скоростью резки в 1,2 раза выше. Pro имеет двойную гарантию. Лазерный продукт класса 4.
Он также имеет модернизированные компоненты и увеличенную мощность лазера, с максимальной скоростью гравировки в 3 раза выше, чем у Glowforge Basic, и скоростью резки в 1,2 раза выше. Pro имеет двойную гарантию. Лазерный продукт класса 4.
 ..и более
..и более

 е. зеленая кнопка включает пускатель ( при этом слышен достаточно громкий хлопок подтягивания пускателем) , а вторая кнопка — выключает ( также с хлопком, но уже возврат контактов в разомкнутое состояние пружинами )… Ежели так-то вернее всего у вас либо проблема в пускателе, либо проблема в цепях пускателя… Здесь картинка с видом пускателя и схема подключения пускателя с термореле — в нашем случае термореле нет. Поэтому цепь термореле не используем ( контакт 4), ваша зеленая кнопка обозначена как 6 (только цепь запуска пускателя), а кнопка 2 — это Стоп…
е. зеленая кнопка включает пускатель ( при этом слышен достаточно громкий хлопок подтягивания пускателем) , а вторая кнопка — выключает ( также с хлопком, но уже возврат контактов в разомкнутое состояние пружинами )… Ежели так-то вернее всего у вас либо проблема в пускателе, либо проблема в цепях пускателя… Здесь картинка с видом пускателя и схема подключения пускателя с термореле — в нашем случае термореле нет. Поэтому цепь термореле не используем ( контакт 4), ваша зеленая кнопка обозначена как 6 (только цепь запуска пускателя), а кнопка 2 — это Стоп… метров в Томске один электрик после восстановления перебитого монтажниками обшивки этого телека кабеля питания на 65А перепутал фазы, тем самым стал причиной сжигания в телеке 2=х кондиционеров климат-контроля, компьютера управления с монитором и в 5 кабинетах блоков питания (по 6 шт. в каждом кабинете) — прикупил только по комплектухе более чем на 70тыс, да плюс работы по восстановлению….
метров в Томске один электрик после восстановления перебитого монтажниками обшивки этого телека кабеля питания на 65А перепутал фазы, тем самым стал причиной сжигания в телеке 2=х кондиционеров климат-контроля, компьютера управления с монитором и в 5 кабинетах блоков питания (по 6 шт. в каждом кабинете) — прикупил только по комплектухе более чем на 70тыс, да плюс работы по восстановлению….  /выкл., вполне вероятно что ресурс этой кнопки закончился;
/выкл., вполне вероятно что ресурс этой кнопки закончился; … А большая красная кнопка — это аварийный останов….
… А большая красная кнопка — это аварийный останов…. пускать, пустить.
пускать, пустить.

 Достоевский, Письмо А. Г. Достоевской, 4 апр. 1868. Письмо пущено с родины 20 сентября настоящего года. Куприн, Ночная смена.
Достоевский, Письмо А. Г. Достоевской, 4 апр. 1868. Письмо пущено с родины 20 сентября настоящего года. Куприн, Ночная смена. Л. Толстой, Анна Каренина.
Л. Толстой, Анна Каренина.

 Куприн, Как я был актером.
Куприн, Как я был актером.

 На каждую продаваемую нами машину с пинбэк-пуговицами распространяется пожизненная гарантия от дефектов!
На каждую продаваемую нами машину с пинбэк-пуговицами распространяется пожизненная гарантия от дефектов! 07.2022
07.2022 Наборы для изготовления пуговиц американского производства имеют более высокое качество изготовления, но при этом они проще и эффективнее в использовании.
Наборы для изготовления пуговиц американского производства имеют более высокое качество изготовления, но при этом они проще и эффективнее в использовании. subscription.wg.yearsFrequencyTextV2\»:\»Годы\»,\»appstle.subscription.wg.weekFrequencyTextV2\»:\»Неделя\»,\»appstle.subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}}
subscription.wg.yearsFrequencyTextV2\»:\»Годы\»,\»appstle.subscription.wg.weekFrequencyTextV2\»:\»Неделя\»,\»appstle.subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}} subscription.wg.oneTimeFrequencyTextV2\»:\»Один раз\»,\»appstle.subscription.wg .dayFrequencyTextV2\»:\»день\»,\»appstle.subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}»,
subscription.wg.oneTimeFrequencyTextV2\»:\»Один раз\»,\»appstle.subscription.wg .dayFrequencyTextV2\»:\»день\»,\»appstle.subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}», shop = ‘американские кнопки-машины.myshopify.com’;
shop = ‘американские кнопки-машины.myshopify.com’;

 0017
0017 subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}}
subscription.wg. oneTimePurchaseTextV2\»:\»Единоразовая покупка\»,\»appstle.subscription.wg.loyaltyPerkDescriptionTextV2\»:\»{{#isDiscountTypeFreeProduct}} subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}»,
subscription.wg.allowFulfilmentCountViaPropertiesV2\»:\»true\»,\»appstle.subscription.wg.monthsFrequencyTextV2\»:\»Месяцы\»,\»appstle .subscription.wg.deliveryEveryFrequencyTextV2\»:\»Доставка каждые\»,\»приложение stle.subscription.wg.subscribeAndSaveInitalV2\»:\»Подпишитесь и сохраните\»,\»appstle.subscription.wg.offFrequencyTextV2\»:\»Выкл\»,\»appstle.subscription.wg.yearFrequencyTextV2\»:\» Год\»,\»appstle.subscription.wg.daysFrequencyTextV2\»:\»Дни\»,\»appstle.subscription.wg.subscribeAndSaveSuccessV2\»:\»Успех подписки\»,\»appstle.subscription.wg.monthFrequencyTextV2 \»:\»Месяц\»,\»appstle.subscription.wg.selectDeliverOptionV2\»:\»выберите вариант доставки\»}»,
 В результате настила дранки, должна образоваться диагональная решетка дранки с ячейкой 40Х40мм для потолка (с крепежом через одно пересечение) и 45Х45мм для стен (с крепежом через два пересечения).
В результате настила дранки, должна образоваться диагональная решетка дранки с ячейкой 40Х40мм для потолка (с крепежом через одно пересечение) и 45Х45мм для стен (с крепежом через два пересечения). Глиняные материалы компании «Натуральные линии»– это оригинальное решение в отделке помещений!
Глиняные материалы компании «Натуральные линии»– это оригинальное решение в отделке помещений!
 Я. Лечебно-профилактическое средство против вируса натуральной оспы и способы его получения и применения. Патент РФ № 2543338. Бюл. № 6 от 27.02.15.
Я. Лечебно-профилактическое средство против вируса натуральной оспы и способы его получения и применения. Патент РФ № 2543338. Бюл. № 6 от 27.02.15. , Larsen T., Twenhafel N., Karem K., Damon I.K., Byrd C.M., Bolken T.C., Jordan R., Hruby D. Non-human primates are protected from smallpox virus or monkeypox virus challenges by the antiviral drug ST-246. Antimicrob. Agents Chemother. 2009;53(6):2620-2625.
, Larsen T., Twenhafel N., Karem K., Damon I.K., Byrd C.M., Bolken T.C., Jordan R., Hruby D. Non-human primates are protected from smallpox virus or monkeypox virus challenges by the antiviral drug ST-246. Antimicrob. Agents Chemother. 2009;53(6):2620-2625. Arch. Ges. Virusforsch. 1960;10(2):226-235.
Arch. Ges. Virusforsch. 1960;10(2):226-235. A., Pyankov O.V., Bodnev S.A., Galahova D.O., Zamedyanskaya A.S., Titova K.A., Glotov A.G., Taranov O.S., Omigov V.V., Shishkina L.N., Agafonov A.P., Sergeev A.N. The possibility of using the ICR mouse as an animal model to assess anti-monkeypox drug efficacy. Transbound. Emerg. Dis. 2015a; DOI: 10.1111/tbed.12323
A., Pyankov O.V., Bodnev S.A., Galahova D.O., Zamedyanskaya A.S., Titova K.A., Glotov A.G., Taranov O.S., Omigov V.V., Shishkina L.N., Agafonov A.P., Sergeev A.N. The possibility of using the ICR mouse as an animal model to assess anti-monkeypox drug efficacy. Transbound. Emerg. Dis. 2015a; DOI: 10.1111/tbed.12323 , Larsen T., Raymond J.L., Hensley L.E., Jahrling P.B. Progression of pathogenic events in cynomolgus macaques infected with variola virus. PLoS One. 2011;6: e24832.
, Larsen T., Raymond J.L., Hensley L.E., Jahrling P.B. Progression of pathogenic events in cynomolgus macaques infected with variola virus. PLoS One. 2011;6: e24832. Здесь The Natural Lines рисуют картину внутреннего конфликта, комедии и окончательного принятия внутри каждого из нас.
Здесь The Natural Lines рисуют картину внутреннего конфликта, комедии и окончательного принятия внутри каждого из нас. ), а также по вокалу 17-летняя MJ Murphy, которую Мэтт хвалит: «Она может делать все, что захочет, в музыкальном плане».
), а также по вокалу 17-летняя MJ Murphy, которую Мэтт хвалит: «Она может делать все, что захочет, в музыкальном плане». Но The Natural Lines нельзя было торопить, и First Five дает представление о том, что, безусловно, является лучшей работой Понда.
Но The Natural Lines нельзя было торопить, и First Five дает представление о том, что, безусловно, является лучшей работой Понда. Теперь вы получаете 1 трек (транслируемый через бесплатное приложение Bandcamp, а также доступный для высококачественной загрузки в форматах MP3, FLAC и других), а также полный альбом в момент его выпуска.
Теперь вы получаете 1 трек (транслируемый через бесплатное приложение Bandcamp, а также доступный для высококачественной загрузки в форматах MP3, FLAC и других), а также полный альбом в момент его выпуска.

 В «Don’t Come Down» артиста, ранее известного как Matt Pond PA, можно найти «плечом на бетоне» тротуара, который по-новому смотрит на мир. Эта детальная перестройка перспективы служит открытой дверью для дебютного альбома The Natural Lines. Сразу видно, что работа Понда, но огромный скачок вперед в ее размеренном песенном искусстве, мелодической непосредственности, совместных деталях и криво-вопрошающей лирике, в результате получился великолепный альбом сокровенных размышлений от перемещенного, переименованного, возрожденного таланта.
В «Don’t Come Down» артиста, ранее известного как Matt Pond PA, можно найти «плечом на бетоне» тротуара, который по-новому смотрит на мир. Эта детальная перестройка перспективы служит открытой дверью для дебютного альбома The Natural Lines. Сразу видно, что работа Понда, но огромный скачок вперед в ее размеренном песенном искусстве, мелодической непосредственности, совместных деталях и криво-вопрошающей лирике, в результате получился великолепный альбом сокровенных размышлений от перемещенного, переименованного, возрожденного таланта. Вместо того, чтобы зацикливаться на цикле «тур, запись альбома, выпуск альбома, тур», который не является естественным способом писать или жить, я хотел написать альбом, и когда он был готов, я хотел убедиться, что он сделано. Я не хотел этого чувства: «О, у нас не было времени» или «Я не знаю, верю ли я в песни, но они все равно выходят». линия, но я больше не».
Вместо того, чтобы зацикливаться на цикле «тур, запись альбома, выпуск альбома, тур», который не является естественным способом писать или жить, я хотел написать альбом, и когда он был готов, я хотел убедиться, что он сделано. Я не хотел этого чувства: «О, у нас не было времени» или «Я не знаю, верю ли я в песни, но они все равно выходят». линия, но я больше не». Согревающие мелодии и гармонии успокаивают его ярость, баланс сохраняется в других частях альбома.
Согревающие мелодии и гармонии успокаивают его ярость, баланс сохраняется в других частях альбома. Наконец, «Mahwah» закрывает альбом на ноте прибытия. В то время как альбомы Мэтта Понда PA появились из-за разъединения гастролей и жизни в фургонах, Понд теперь счастливо — если не считать жестоких зим — устроился в Кингстоне. «Я нашел место, которое мне нравится. Рядом живет Меркьюри Рев. Это классное место, артистическое, гористое, дикое место для жизни. Так что, может быть, это оно».
Наконец, «Mahwah» закрывает альбом на ноте прибытия. В то время как альбомы Мэтта Понда PA появились из-за разъединения гастролей и жизни в фургонах, Понд теперь счастливо — если не считать жестоких зим — устроился в Кингстоне. «Я нашел место, которое мне нравится. Рядом живет Меркьюри Рев. Это классное место, артистическое, гористое, дикое место для жизни. Так что, может быть, это оно». Среди постоянно меняющегося состава в его работе постоянно присутствует Крис Хансен, который играет на гитаре, басу, клавишных, саксофоне и вокале в дебютном альбоме The Natural Lines. Партнер Мэтта, Аня Марина, занимается вокалом. Среди других участников группы — Хилари Джеймс (виолончель/вокал), Кайл Келли-Янер (ударные), Луи Лино (клавишные), Сара Хансен (валторна), Шон Хансен (ударные/бас), Кэт Мерфи (вокал), а также вокал. , MJ Murphy, которую Мэтт хвалит: «Она может делать все, что захочет, в музыкальном плане».
Среди постоянно меняющегося состава в его работе постоянно присутствует Крис Хансен, который играет на гитаре, басу, клавишных, саксофоне и вокале в дебютном альбоме The Natural Lines. Партнер Мэтта, Аня Марина, занимается вокалом. Среди других участников группы — Хилари Джеймс (виолончель/вокал), Кайл Келли-Янер (ударные), Луи Лино (клавишные), Сара Хансен (валторна), Шон Хансен (ударные/бас), Кэт Мерфи (вокал), а также вокал. , MJ Murphy, которую Мэтт хвалит: «Она может делать все, что захочет, в музыкальном плане».

.jpg) Подразделяются на стандартные и высокоточные. Отличие составляют предельные допуски на точность размера и на величину биения. Унифицированы стандартами DIN 6499 и ISO 15488.
Подразделяются на стандартные и высокоточные. Отличие составляют предельные допуски на точность размера и на величину биения. Унифицированы стандартами DIN 6499 и ISO 15488.
 35мм, а и двух дополнительных, 6 и 8мм. Подумалось, а почему бы и не заказать, вдруг пригодятся.
35мм, а и двух дополнительных, 6 и 8мм. Подумалось, а почему бы и не заказать, вдруг пригодятся.

 35 мм для фрезера и 6 мм в чем отличие
35 мм для фрезера и 6 мм в чем отличие Если ваша цанга
Если ваша цанга Независимо от того, хотите ли вы удерживать инструменты или даже круглый материал, эти цанги являются отраслевым стандартом для машинной обработки.
Независимо от того, хотите ли вы удерживать инструменты или даже круглый материал, эти цанги являются отраслевым стандартом для машинной обработки.
 Это ходячая шутка, что спецификация крутящего момента была немецкой… Goutensnug… Но на практике крутящий момент, с которым вы затягиваете гайку, обеспечивает надлежащее зажатие инструмента. Чрезмерное затягивание гайки может привести к повреждению цанги, а также к плохому биению инструмента.
Это ходячая шутка, что спецификация крутящего момента была немецкой… Goutensnug… Но на практике крутящий момент, с которым вы затягиваете гайку, обеспечивает надлежащее зажатие инструмента. Чрезмерное затягивание гайки может привести к повреждению цанги, а также к плохому биению инструмента.
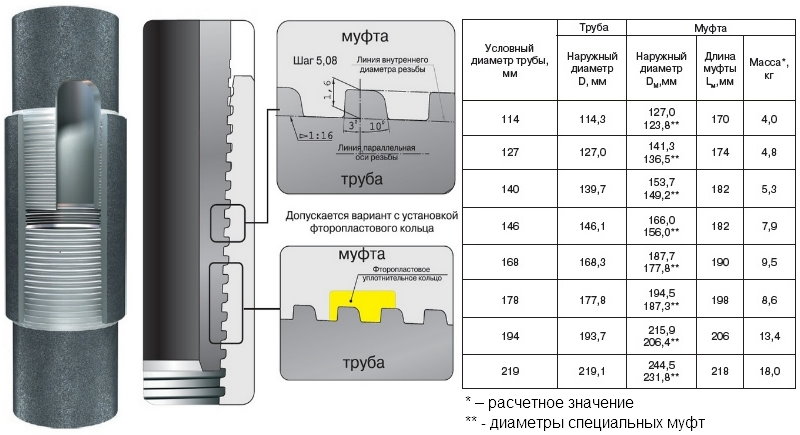 Во-первых, удержание власти.
Во-первых, удержание власти.
 35 кВт, 150 мм)
35 кВт, 150 мм) 200мм, 220В NORDBERG EG2009 Тип: станок,
200мм, 220В NORDBERG EG2009 Тип: станок, круги250х40х51мм,1490об/мин)/619250000 Производитель:
круги250х40х51мм,1490об/мин)/619250000 Производитель: com: BOSCH 1375A Проводная 4-1/2-дюймовая угловая шлифовальная машина, 6 А: Все остальное
com: BOSCH 1375A Проводная 4-1/2-дюймовая угловая шлифовальная машина, 6 А: Все остальное 5 x 4.5 x 4.5 inches
5 x 4.5 x 4.5 inches

 Все 2 варианты
Все 2 варианты  Его двухпозиционная боковая рукоятка обеспечивает больший контроль и удобство.
Его двухпозиционная боковая рукоятка обеспечивает больший контроль и удобство.

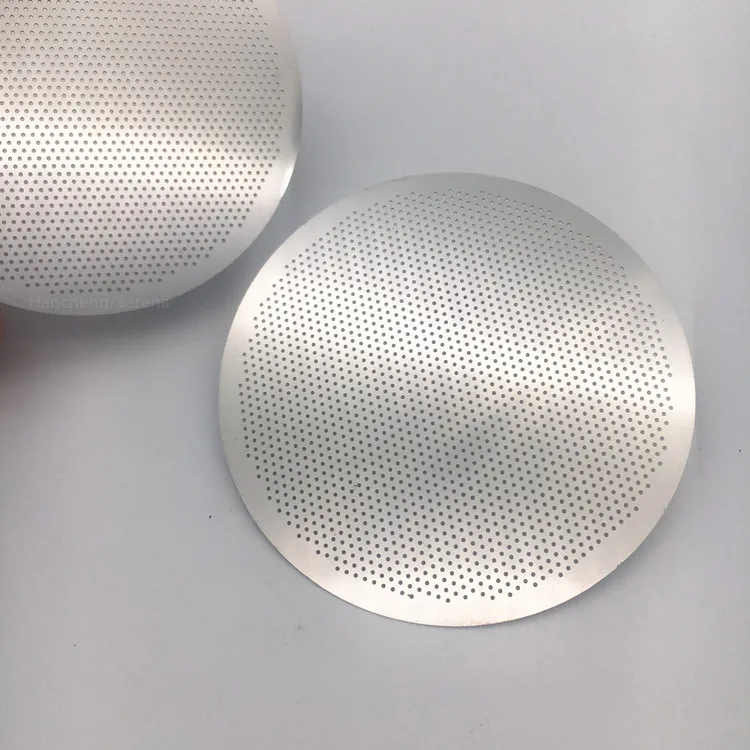 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 Использование одного магнита и одного стального диска/пластины вместо двух магнитов снижает затраты и упрощает установку, поскольку вам не нужно совмещать северный и южный полюса противоположных магнитов.
Использование одного магнита и одного стального диска/пластины вместо двух магнитов снижает затраты и упрощает установку, поскольку вам не нужно совмещать северный и южный полюса противоположных магнитов. в упаковке)
в упаковке) Так много лучше, чем массивные традиционные магниты
Так много лучше, чем массивные традиционные магниты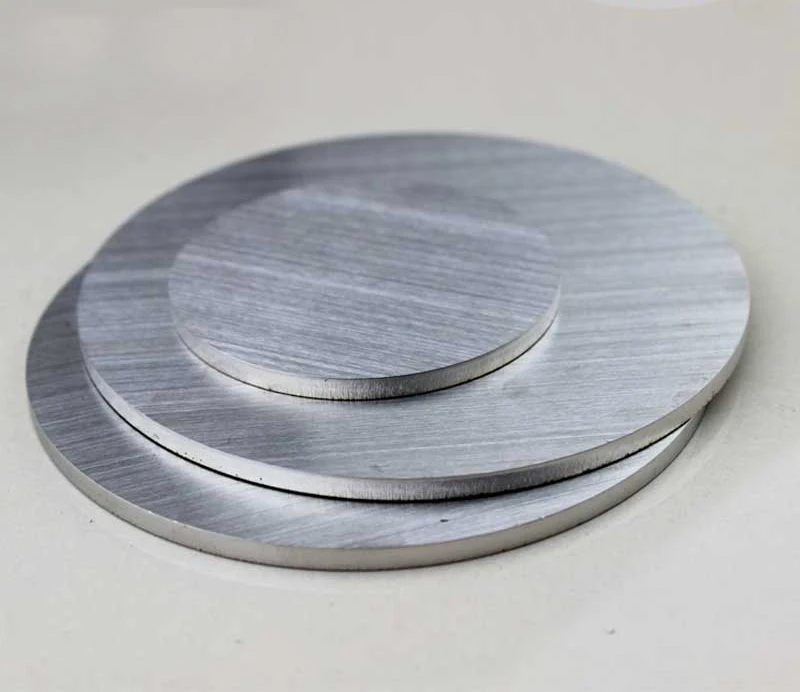 Кроме того, наша новинка — локомотивная противооткатная колодка, магниты которой прикрепляют колодки к рельсам.
Кроме того, наша новинка — локомотивная противооткатная колодка, магниты которой прикрепляют колодки к рельсам. Очень прочный.
Очень прочный.


 15-0.30
15-0.30 ru/2-3-automatic-granite-marble-polishing-machine.html
ru/2-3-automatic-granite-marble-polishing-machine.html
 5 кВт
5 кВт
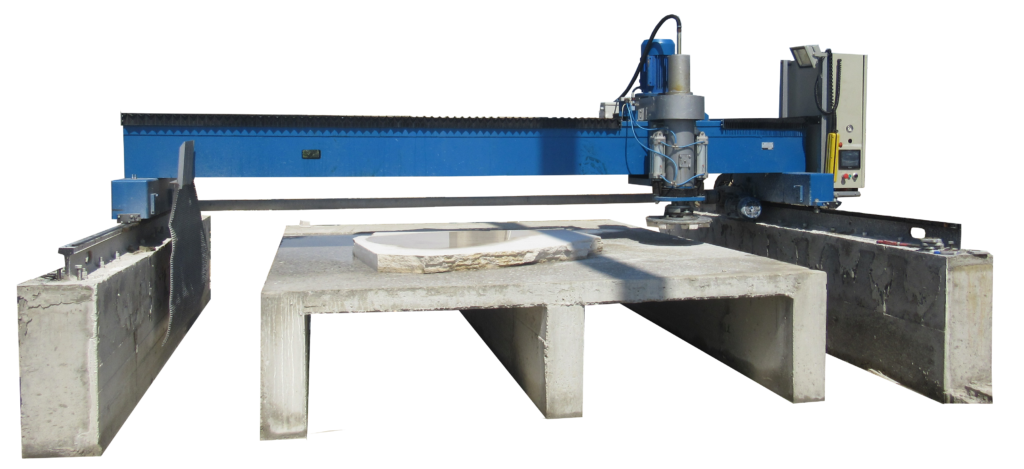
 org/product»>
org/product»>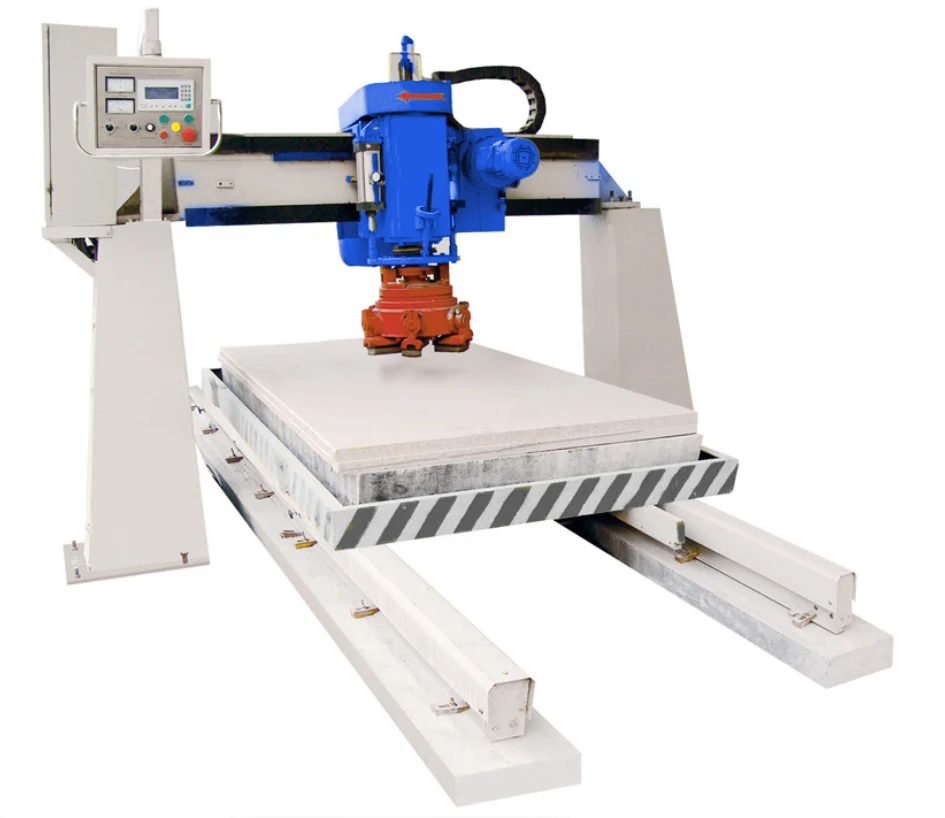 ..
..

 000 €
000 €  ..
..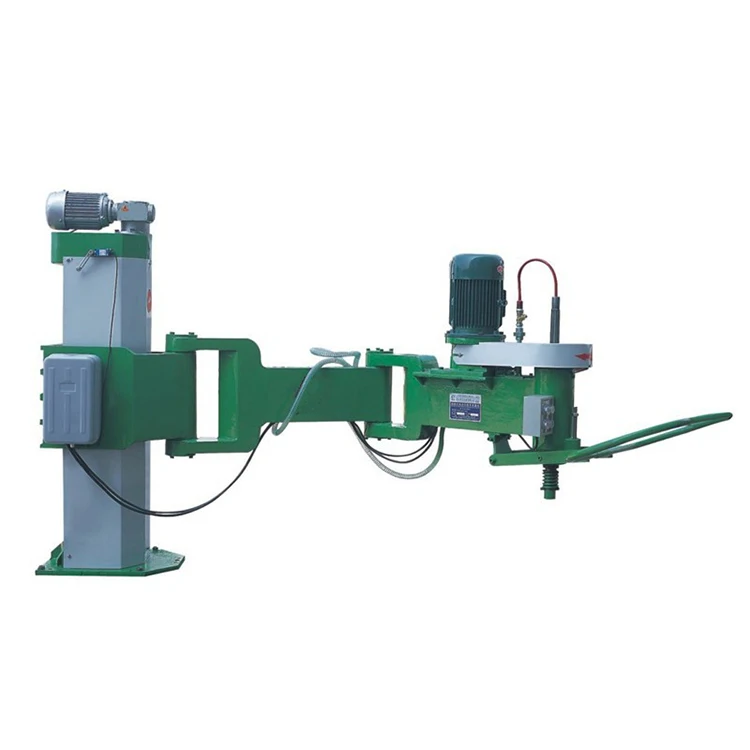 полезная ширина: 2.080 мм
полезная ширина: 2.080 мм 000 €
000 €  Полировальный станок все еще установлен и находится в отличном рабочем состоянии.
Полировальный станок все еще установлен и находится в отличном рабочем состоянии.


 000 €
000 €