Создать изображение можно в любой программе, например, CorelDRAW, а после перевести в файл(УП), понятный станку, по этой инструкции, начиная с пункта 10.
Или же создать его в программе ArtCAM, для этого
1. Запускаем программу ArtCAM, в меню выбираем Файл -> Новый -> Модель…(клавиши быстрого вызова для Ctrl+N). В открывшемся окне задаем размер нашей заготовки, в полях «Высота (Y)» и «Ширина (Х)» и нажимаем «ОК».
Рисунок 1. Выбор инструмента для создания векторного текста
3 Выбираем инструмент гравировка, рисунок 2.
Рисунок 2 Инструмент гравировка в ArtCAM
4. Выбираем из базы инструмента необходимый гравер, рисунок 3.
Рисунок 3 Выбор инструмента из базы
3. В поле материал задаем высоту заготовки и смещение(положение) модели в заготовке, рисунок 4.
Рисунок 4. Задание толщины заготовки и положения модели
4. Выбор стратегии обработки, рисунок 5, в этом случае гравировка будет всей поверхности внутри вектора.
Рисунок 5 Выбор стратегии обработки
5 Выбор стратегии обработки «Только профиль», рисунок 6, в этом случае гравировка будет вдоль векторов, не затрагивая поверхности внутри вектора.
Рисунок 6 Выбор стратегии обработки «Только профиль»
6 Сохраняем выходной файл, рисунок 7.
рисунок 6 Сохранение выходного файла
Видео гравировки на станке cnc-2535al конусным гравером.
Фото полученного результата, высота шрифта надписи «2015» — 2мм. На фото несколько примеров гравировки с заполнение внутри вектора и без.
Видео гравировки по стали алмазным гравером 0,1 120гр на станке CNC-2535AL2. Гравировка по металлу часто используется в ювелирном деле и для изготовления шильдиков для оборудования
Гравировка по стеклу алмазным гравером 0,1 120гр на станке Моделист3040. Также возможно выполнить гравировку на зеркале, стаканах, зеркальному пластику, акрилу
Другие статьи по работе с ArtCam:
Создание управляющей программы резки по фалу из CorelDRAW
Создание управляющей программы резки 3D
Создание УП в программе ArtCAM
Подготовка файла 3d резки из карты высот в ArtCam v10
3d и 2d Модели для обработки
Коллекция работ, выполненных на станках с чпу серии Моделист
Сферы применения оборудования с ЧПУ
Фрезерные станки с ЧПУ – деревообработка
Универсальные фрезерные станки с ЧПУ являются незаменимыми в любой деревообрабатывающей промышленности. Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.
Фрезерные станки с числовым программным управлением (ЧПУ) в деревообрабатывающей индустрии (обработка: массива дерева, древесных плит, фанеры) в настоящее время являются самыми приоритетными. Все чаще и чаще предприятия специализирующиеся в данной сфере производства приобретают такие станки и этому есть простое объяснение.
Фрезерные станки с ЧПУ сегодня – это самый надежный, наиболее быстрый, экономически выгодный метод в производстве самой разной продукции из древесины, например: изразцов, резных предметов мебели, рам, икон, панно, предметов интерьера, дверей и лестниц. Также стоит отметить, что при помощи станка фрезерного с ЧПУ изготовить трехмерное изделие, пресс-форму или клише совсем не составит труда. Поэтому их популярность с каждым днем стремительно возрастает.
Преимущества фрезерных станков при деревообработки и гравировки
Преимущество фрезерных станков с числовым программным управлением над другими способами обработки дерева заключается в легкости управления, точности и скорости. При изготовлении резных деревянных изделий оператору станка достаточно лишь загрузить файл-изображение в программу станка и эта поистине уникальная машина точно и качественно сделает самые сложные узоры.
Технология деревообработки
Работа на фрезерном станке с ЧПУ по обработке дерева, как правило, проходит поэтапно: сначала черновая, а затем чистовая гравировка. Само фрезерование древесины на каждом этапе изготовления изделия должно проходить с определенной глубиной, то есть в расчет берется заданная толщина слоя исходного материала снимаемого фрезой непосредственно за один проход. Если узор нужен неглубокий, то он выполняется фрезой за один проход. Но если изделие требует большего снятия слоя, то фреза с легкостью делает нужное 2-3 и более проходов, причем последний (чистовой) проход выполняется с небольшой глубиной реза (это необходимо для более чистой обработки поверхности).
Благодаря тому, что к фрезерным станкам с ЧПУ подключается специальное поворотное устройство, которое преобразует движение, помимо фрезеровки листовых материалов можно еще обрабатывать различные цилиндрические заготовки: фрезеровать или протачивать трубы, фрезеровать керамические фазы, вытачивать балясины, изготавливать разную сувенирную продукцию, например такой сложности как шахматные фигуры.
Деревообработка на фрезерном станке – режимы работы
Древесина и ДСП обрабатываются на фрезерных станках с ЧПУ в разных режимах – это напрямую зависит от того, какой конечный результат необходим. К примеру, для простого раскроя применяются максимальные частоты шпинделя (18000-22000 оборота в минуту) на скоростях в 600-1020 мм/мин и 120-240 мм/мин по оси Z. А в качестве рабочего инструмента применяются спиральные одно или двух заходные фрезы (диаметр – 3,175 или же 6 мм).
При работе 1 заходной фрезой специалисты рекомендуют за 1 проход снимать не более 5 мм, а вот с 2-хзаходной за 1 проход можно беспрепятственно фрезеровать до 10 мм. Во время работы на фрезерном станке с ЧПУ этот факт необходимо учесть, иначе при превышении глубины есть риск, что при раскрое поперек слоев края реза обуглятся, что для любого предприятия недопустимо. Однако оператор такого станка очень быстро научится им управлять, ведь фрезерный станок с ЧПУ является одним из самых простых в управлении деревообрабатывающего оборудования.
Гравировка на фрезерном станке с ЧПУ
Благодаря меньшим вибрациям во время резки, сферические (круглые) 2-х заходные d=3,175 мм фрезы дают наименьшую шероховатость, что не скажешь о конических граверах. Эта фреза применяется для нанесения на поверхность материала так называемой U-образной гравировки, к примеру – текста. Также она применяется и для предварительной или окончательной обработки 3-х мерных объектов. При окончательной обработке твердых пород дерева такой фрезой поверхность исходного материала, как правило, получается полированной и совершенно не требует какой-либо дополнительной обработки.
Скоростные режимы рекомендуемые для гравировки на фрезерном станке
Рекомендуемы специалистами режимы именно круглой фрезы для обработки древесины: скорость – 600 мм/мин в стороны при частоте шпинделя до 15000 об/мин и 60-120 мм/мин в глубину, но не более чем на 5 мм за один проход.
Конические граверы ориентированы исключительно на гравировку, поэтому для работы с мельчайшими деталями они наиболее предпочтительней. В целом конический гравер – это, безусловно специализированный инструмент определенно для гравировки дерева, которую он выполняет наиболее эффективно.
Рекомендации: при скорости в 900-1200 мм/мин (300-360 мм/мин в глубину) частоту шпинделя можно выставить до 24000 об/мин.
Также стоит отметить V- граверы, применяемые для V- гравировки дерева. Данная гравировка это отдельно технологический стиль в создании трехмерных изображений. Для работы с древесиной рекомендуется применять V-гравер d=32 мм, А=90, 60 град, Т=0,2 мм.
Рекомендации применения: при скорости 600-720 мм/мин частота шпинделя должна быть до 15000 об/мин. При этом за 1 проход глубина должна составлять не более чем в 2-3 мм.
Конечно же, для разных пород древесины параметры фрезерного станка с числовым программным управлением (ЧПУ) могут существенно отличаться. Но так как такие станки очень легко настраивать в необходимое русло, то данный вопрос моментально решается.
Гравировка с ЧПУ | Примеры гравировки, выполненной на станке с ЧПУ
Гравировка – методы и определения
Стандарт DIN для определения еще не существует. Однако он определяет конкретный процесс обработки для украшения или маркировки объектов.
Гравировка относится к технике резки, которая в основном используется для украшения или маркировки поверхностей из различных материалов с использованием гравировального инструмента, который в большинстве случаев изготовлен из твердого сплава.
Это было до индустриализации и последующей механизации большинства ремесел, простой ремесленной операции. У него не было вращающихся, а стационарных инструментов для гравировки. Поэтому сегодня существуют разные виды гравировки.
Сегодня гравировка выполняется на ручных гравировальных станках или на гравировальных станках с ЧПУ. Гравировальный станок с ЧПУ обрабатывает траектории фрезерования, которые программа CAD-CAM создает из чертежа и передает на управляющее устройство. Вся гравировка выполняется на компьютере и менее подвержена ошибкам, чем ручная гравировка. Репродукция на станке с ЧПУ выполняется быстрее и точнее, чем с использованием ручного гравировального устройства. Также стоит отметить, что вам не нужно стоять рядом с заготовкой во время гравировки. Тем временем вы можете заняться другой работой, важной для увеличения вашего производства.
Различные виды техники гравировки
Гравировка вращающимся инструментом
Эта техника гравировки была разработана с появлением механического оборудования. Инструмент, называемый гравировальным или фрезерным станком (обычно однолезвийный, без угла резания и заднего угла на режущей кромке), приводится во вращение и погружается в гравируемый материал для удаления материала (обычно всего на несколько сотых миллиметра). Материалы с разноцветными слоями (гравировальный пластик, хромированные латунные пластины и т.п.) используются в качестве многоцветной гравировки для вывесок и т.п.
Также для гравировки подходят шлифовальные штифты с чулком для алмазной пыли для гравировки стекла и металла, в этом случае поверхности придают только шероховатость.
Гравировка неподвижными инструментами
В этой технологии неподвижный алмаз используется в качестве инструмента для надрезания поверхности металлов, например, на несколько сотых долей миллиметра. Можно создавать надписи, украшения, орнаменты и знаки на таких металлах, как медь, серебро, латунь, сталь, нержавеющая сталь или стекло и камень.
Традиционная ручная гравировка
При классической ручной гравировке используется инструмент с деревянной ручкой. Этот обычно слегка изогнутый инструмент имеет очень острое лезвие, с помощью которого можно надрезать большинство материалов, кроме стекла. Обычная ручная гравировка до сих пор часто используется при истончении букв на надгробиях и т. д., например, когда требуется чисто ручная работа.
Электрогравировка
Электрогравировка связана с электроэрозионной обработкой (электроэрозионная обработка) и сваркой. Здесь металлический штифт, действующий как анод, заставляет колебаться катод при подаче тока. Катод здесь представляет собой материал, который также подключен к модулю гравировки. Ток, протекающий между катодом и анодом, сжигает материал в месте гравировки. Колебания гравировального штифта вызваны взаимодействием между якорем магнита и электромагнитом. Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты.
Лазерная гравировка
Наиболее современной из всех технологий на сегодняшний день является лазерная гравировка, при которой материал, подлежащий гравировке, испаряется горячим лазером, создаваемым высокой температурой лазерного луча в точке обработки. Используя лазерный контроль температуры, теперь также можно «гравировать» полутона.
Полное руководство по гравировке с ЧПУ [лазер, металл, дерево, станки]
Гравировка с ЧПУ — одна из самых интересных и художественных вещей, которые вы можете делать на станке с ЧПУ. В этом руководстве вы узнаете все, что вам нужно знать, чтобы справиться с собственной работой по гравировке с ЧПУ.
Что такое гравировка с ЧПУ?
Гравировка — это искусство вырезания рисунка на твердой поверхности. Как правило, это делается вручную с использованием различных инструментов для ручной гравировки:
Изображение из Википедии
Это трудоемкий и сложный процесс. К счастью, станки с ЧПУ способны выполнять очень сложную гравировку.
Иногда гравировка с ЧПУ носит чисто утилитарный характер, например, для добавления серийного номера к детали. В других случаях это художественное украшение. Тип имеющегося у вас гравировального станка с ЧПУ будет определять большую часть того, что необходимо для гравировки.
Гравировальные станки с ЧПУ
Гравировка с ЧПУ обычно выполняется с помощью лазера или вращающегося инструмента на фрезерном станке или фрезерном станке с ЧПУ.
Лазерные граверы и станки
Изображение предоставлено Epilog Laser…
Лазеры можно использовать для гравировки двумя способами. Во-первых, если лазерный гравер достаточно мощный, он может резать материал. Во-вторых, даже если его мощности недостаточно для резки материала, он может обесцветить его визуально отличительным образом с помощью процесса, называемого лазерной маркировкой.
Во многих отношениях лазерные граверы могут быть проще, чем машины, использующие вращающиеся резаки. Причина в том, что будет достаточно простого положения XY — для лазера не требуется ось Z.
Их большое преимущество заключается в том, что лазерный луч не оказывает никакого воздействия на заготовку, поэтому фиксация не является проблемой. Часто заготовка просто ложится на стол лазерного станка, и ее удерживает только сила тяжести.
Материалы, которые можно гравировать
Многие материалы можно гравировать лазером, в том числе:
Дерево: лазер обугливает или сжигает многие натуральные материалы, такие как дерево и кожа.
Кожа
Пластик
Металлы: Металл требует гораздо большей мощности, а иногда и специальных типов лазеров, которые работают на частотах, которые более эффективно работают с металлом.
Материалы с покрытием
: иногда проще гравировать лазером, который выжигает или обесцвечивает определенное покрытие. Для этих целей существуют специальные покрытия.
Распространенные типы лазеров
Лазерные диоды
Лазерные граверы очень низкого класса используют лазерные диоды и обычно имеют мощность менее 5 Вт. На самом деле лазерные диоды мощностью 5 Вт встречаются редко, и большинство из них намного меньше. Эти лазеры мало что могут сделать при таких низких уровнях мощности, поэтому они представляют собой скорее любопытство, чем что-либо еще.
Газовые лазеры CO2
Наиболее распространенным типом лазера в лазерных гравировальных станках является CO2-лазер. В этих слоях используется трубка, заполненная газом CO2 (двуокись углерода). У них очень высокая эффективность и качество луча, а также они довольно дешевы. Вот почему они так распространены. Они лучше всего подходят для обработки неметаллических материалов. Лазерные граверы CO2 стали довольно недорогими и общедоступными. Вы можете приобрести лазерный гравировальный станок мощностью 40 Вт на Amazon чуть более чем за 400 долларов.
Волоконные лазеры
Волоконные лазеры — это твердотельные лазеры, которые работают, генерируя «начальный» лазерный луч и затем усиливая его в специально разработанных стеклянных волокнах. Их луч в 100 раз более концентрированный, чем у CO2-лазера, что делает их идеальными для обработки металлов. Они также хороши для пластика.
Кристаллические лазеры
Кристаллические лазеры
очень похожи на волоконные лазеры с точки зрения применения.
Требования к мощности лазера
Мощность, необходимая для лазера, зависит от материала и желаемой операции.
Например, при резке таких материалов, как дерево и пластик, учитывайте следующие рекомендации по резке:
Для толщины 1/8″ требуется 30 Вт
Для толщины 1/4″ требуется 40 Вт
Для толщины 3/8″ требуется от 50 до 60 Вт
Для толщины 1/2″ требуется от 75 до 120 Вт
Это приблизительные оценки. Вы можете использовать лазер меньшей мощности для резки любой толщины, но для этого требуется больше одного прохода, чем предполагают эти оценки.
Выбор правильной мощности лазера может быть сложным, поэтому проконсультируйтесь с представителями производителя, чтобы узнать, что лучше всего подходит для вашего применения.
Дым и токсичные газы от лазерных станков для резки и гравировки
Лазеры работают, нагревая материал, который они режут или маркируют. При резке материал обычно испаряется или полностью превращается в газ под действием тепла лазера.
Большинство материалов при этом выделяют дым, а иногда и токсичные пары. Следовательно, часто важно обеспечить хорошую вентиляцию, чтобы выводить пары наружу с помощью вентилятора.
Фрезерный и мини-гравировальный станок с ЧПУ
Любой фрезерный станок с ЧПУ можно использовать в качестве гравировального станка с ЧПУ. У некоторых это получается лучше, чем у других.
Одним из факторов, определяющих, насколько хорош станок с ЧПУ для гравировки, является максимальная скорость вращения шпинделя. Инструменты для гравировки, как правило, имеют довольно маленький диаметр, а многие гравируемые материалы довольно мягкие.
Как малый диаметр, так и более мягкие материалы требуют более высоких скоростей вращения шпинделя для гравировки с ЧПУ.
Если на вашем фрезерном станке отсутствует высокоскоростной шпиндель, возможно, вам стоит добавить вспомогательный шпиндель, если вы выполняете много гравировальных работ с ЧПУ.
Фрезерный станок Bosch Colt, прикрепленный в качестве высокоскоростного вспомогательного шпинделя…
Вот несколько статей об этом: шпинделя к его фрезерному станку с ЧПУ в Бриджпорте.
Высокоскоростной вспомогательный шпиндель: альбом с проектами высокоскоростных вспомогательных шпинделей, созданных другими.
Easy Multiple Spindle Options в G-Wizard: В этой статье рассказывается, как вспомогательный шпиндель стоимостью 400 долларов США позволил выполнить работу в 6 раз быстрее. Несомненное улучшение!
Фрезерно-гравировальный станок
Фрезерно-фрезерный станок с ЧПУ может быть отличным гравировальным станком.
Вспомните схему преобразования координат, который используется для преобразования координат в g-коде в фактические координаты, к которым машина должна двигаться, на третьем этапе расположены коды G54, G52 и G92 отвечающие за рабочие смещения:
Последовательность настройки координат G-кода
Эта глава, посвященная программированию G-кода, посвящена G52, G54, G92 и связанным с ними командам смещения работы и приспособления. После предыдущих шагов в последовательности настройки, наши координаты были преобразованы в соответствующие единицы (дюймовые или метрические), преобразованных в абсолютных координатах (через G90 / G91), и теперь мы готовы привести эти координаты к фактическому месту работы.
Зачем смещать координаты относительно рабочего места?
Зачем нам нужно смещать координаты относительно рабочего места? Думайте о рабочих сдвигах как о закладках. Они определяют интересующие места в рабочей среде вашего станка (диапазон положений, в которые он может перемещаться). Например, предположим, что у нас есть четверо тисков на столе, способные удерживать четыре детали для обработки. Это может ускорить производство, так как мы можем вставить четыре детали в тиски, нажать кнопку «Пуск» и не беспокоиться, пока машина не обработает их. Это требует гораздо меньше усилий, чем замена любой готовой детали.
Как могла бы выглядеть программа для такой установки из четырех деталей?
Что ж, в идеале мы не хотим изменять программу обработки детали для обработки координат каждой позиции детали. Мы хотели бы написать программу относительно нулевой части, а затем позволить какой-нибудь другой функции волшебным образом изменять координаты, когда мы работаем над каждой частью. В конце концов, они просто сдвинуты относительно друг друга, но в остальном программы обработки деталей будут идентичными.
Специализированное приспособление может быть настроено для ряда позиций деталей, и может быть предусмотрено, что для каждой позиции назначено рабочее смещение, чтобы упростить программирование g-кода для приспособления. Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Иногда есть рабочие смещения, связанные с некоторыми особенностями станка. Возможно, вы установили датчик инструмента в определенном месте на столе и используете рабочее смещение, чтобы отслеживать это местоположение.
Чтобы справиться с подобными ситуациями, были созданы замещения работы.
Как определяются рабочие смещения в G-коде?
Базовые рабочие смещения очень просто указать: просто введите одно из G54, G55, G56, G57, G58 или G59. Большинство машин запускается с выбранным G54. Рекомендуется помещать G54 в строку безопасности в верхней части всех ваших программ с g-кодом, чтобы убедиться, что вы знаете, какое рабочее смещение используется, если у вас нет причин не делать этого.
G54 G-Code
Когда вы выполняете g-код рабочего смещения, смещение XYZ будет добавлено ко всем вашим координатам, начиная с этой точки. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вы можете задать смещение нулевой точки вручную в зависимости от того, в какие тиски вы вставляете заготовку, но более продуктивно сделать это прямо в g-коде. Общая схема выглядит так:
G54
(Код детали в первых тисках)
G55
(Код детали во вторых тисках)
G56
(Код для части в третьих тисках)
G57
(Код для детали в четвертых тисках)
На данный момент вы, вероятно, просто скопируете и вставите копии кода. Предполагая, что ваш элемент управления поддерживает их, как только вы научитесь использовать подпрограммы, вы можете сохранить одну копию кода детали и вызывать ее как подпрограмму из каждого блока рабочего смещения. В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
G54
(Вызов подпрограммы детали)
M98 P2000
G55
(Вызов подпрограммы детали)
M98 P2000
G56
(Вызов подпрограммы детали)
M98 P2000
G57
(Вызов подпрограммы детали)
M98 P2000
M30 (Остановить программу)
O2000 (Часть подпрограммы)
(g-код для изготовления детали)
M99 (Вернуться в основную программу)
Как видите, подпрограммы могут упростить и упростить создание множества одинаковых деталей.
Увеличение количества рабочих смещений
С G54 до G59 у вас есть 6 рабочих смещений. Это очень полезно, но что, если вам нужно сделать еще больше деталей. На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
За прошедшие годы производители контроллеров ЧПУ придумали несколько способов расширить синтаксис, чтобы обеспечить гораздо больше рабочих смещений. Один из распространенных подходов — использовать «G54.1 Pxxx», где «xxx» — это число. Типичные диапазоны для числа — 1..48 или 1..300. Вы нужно найти подробности в руководстве по программированию вашего станка. Чтобы использовать рабочее смещение # 45, просто введите следующий g-код:
G54.1 P45 (использовать рабочее смещение # 45)
Некоторые элементы управления позволяют опускать «.1», поэтому вы можете написать «G54 P45».
Используя этот новый синтаксис, вы получаете 6 исходных рабочих смещений плюс еще многие другие.
Дополнительные смещения для станков Haas
Haas позволяет G110..G129 ссылаться на смещения так же, как G54.1 Px.
G92: Программируемое временное смещение работы
Предположим, вам нужно программируемое временное смещение нулевой точки. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
G92 X10Y10Z0
Теперь координаты угла тисков — X0Y0Z0. Вы только что установили собственное смещение нулевой точки с помощью G92.
Давайте рассмотрим другой пример, где может оказаться полезным G92 или один из других способов программирования смещения нулевой точки. Предположим, у вас есть крепежная пластина, на которой есть сетка из деталей. Вы заранее знаете, что частей 4 по горизонтали и 2 по вертикали, значит, будет 8 частей. Пластина сделана так, чтобы расстояние по осям X и Y между каждой частью было постоянным (конечно, в пределах допусков). Таким образом, части могут находиться на расстоянии 5 дюймов по оси X и 5 дюймов по оси Y.
Поскольку G92 является смещением от текущей позиции инструмента, мы перемещаем инструмент в нулевую точку первой детали в начале программы G-кода. Затем мы можем использовать G92 для добавления смещений относительно этой позиции, 5 дюймов по X и 5 дюймов по Y для каждой части, когда мы будем проходить через них. Довольно удобно, а?
Обратите внимание, что G92 доступен на фрезерных и некоторых токарных станках, но большинство токарных станков используют G50 для этой функции.
G52: смещение смещений
Учитывая количество функций, связанных со смещениями на станках с ЧПУ, должно быть очевидно, насколько они удобны. Настолько, что есть много разных способов добиться схожих результатов. Предположим, вы настроили рабочие смещения для каждой детали на столе. Теперь предположим, что каждая деталь имеет некоторые идентичные элементы, расположенные в разных точках детали. Вы можете использовать еще больше рабочих смещений для идентификации этих идентичных элементов, чтобы вы могли использовать один и тот же g-код для их обработки, или вы можете использовать G52 для создания временного смещения на смещении. Это может выглядеть так:
G54 (Выберите смещение нулевой точки для детали)
G52 X10Y10 (Выберите смещение от нуля детали для первого элемента. Теперь этот элемент находится в нуле детали после G52.)
(Особенность машины)
G52 X20 (выберите другое смещение от нуля детали для второго идентичного элемента)
…
G52 X0Y0 (отключите смещение G52, чтобы все вернулось к «нормальному»)
Готов поспорить, вы сразу увидите, где G52 пригодится, верно?
G10 для установки рабочего смещения в G-коде
G10 — это удобный g-код, который позволяет вам программировать рабочие смещения стиля G54 из вашего g-кода. Типичный синтаксис:
G10 L2 Poo Xxx Yyy Zzz
Где «oo» — это номер рабочего смещения, «xx» — смещение по X, «yy» — смещение по Y, а «zz» — смещение по Z.
Для получения полной информации о том, как использовать G10, см. Специальную главу нашего курса G-Code.
Если у вас есть более старый элемент управления, у которого не так много рабочих смещений, вы можете использовать G10 для повторного использования доступных рабочих смещений с другими координатами.
Рабочие смещения и макропеременные
На станках, допускающих параметризованное программирование, обычно есть макропеременные, соответствующие каждой координате каждого рабочего смещения. Например, на Fanuc для G54 используются следующие переменные:
# 5221 G54 Смещение по оси X
# 5222 G54 Смещение по оси Y
# 5223 G54 Смещение по оси Z
# 5224 G54 Смещение четвертой оси
Вы можете получить доступ к этим переменным, чтобы увидеть их значения или изменить их.
Полностью прекратить использование рабочих смещений с помощью G53.
Чтобы прекратить использование рабочих смещений, используйте G53. Это заставляет станок использовать нулевые координаты станка без какого-либо смещения в качестве нуля детали. Обычно это не делается, но возможно.
Альтернатива рабочего смещения: относительные координаты
Другой способ избежать использования рабочего смещения — использовать относительные координаты. Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Заключение
Теперь вы знаете, как использовать рабочие смещения, которые упрощают настройку для изготовления нескольких деталей или быстрого размещения нескольких приспособлений на ваших станках.
G коды для ЧПУ — Программирование станков с ЧПУ
Код G
Группа
Функция
G00*
01
Позиционирование (ускоренный ход)
G01
01
Линейная интерполяция (подача на врезание)
G02
01
Круговая интерполяция против часовой стрелки
G03
01
Круговая интерполяция по часовой стрелке
G04
00
Выдержка (пауза)
G10
00
Ввод данных программы
G11
00
Ввод данных программы- конец режима
G18*
16
Выбор плоскости ZpXp
G20
01
Черновой цикл за один проход
G21
01
Цикл нарезания резьбы за один проход
G22*
09
Запомненный предел перемещения оси активизирован
G24
01
Цикл подрезания торца за один проход
G28
00
Возврат к референтной точке
G30
00
Возврат к базовым 2-й, 3-й и 4-й точке
G33
01
Нарезание резьбы
G34
01
Нарезание резьбы с переменным шагом
G40*
07
Окончание компенсация радиуса инструмента
G41
07
Компенсация радиуса инструмента справа
G42
07
Компенсация радиуса инструмента слева
G52
00
Создание локальной системы координат
G53
00
Создание локальной системы координат
G53
00
Создание станочной системы координат
G54*
14
Выбор системы координат детали 1
G55
14
Выбор системы координат детали 2
G56
14
Выбор системы координат детали 3
G57
14
Выбор системы координат детали 4
G58
14
Выбор системы координат детали 5
G59
14
Выбор системы координат детали 6
G65
00
Макровызов
G66
12
Модальный макровызов
G67*
12
Окончание модального макровызова
G70
06
Ввод размеров в дюймах
G71
06
Ввод размеров в мм
G72
00
Цикл чистовой обработки
G73
00
Цикл черновой обработки с несколькими проходами
G74
00
Цикл подрезки торца с несколькими проходами
G75
00
Цикл повторения профиля с несколькими проходами
G76
00
Цикл сверления с с удалением стружки в конце
G77
00
Цикл сверления наружного/внутреннего диаметра
G78
00
Цикл для многозаходной резьбы
G80*
10
Отмена цикла сверления
G83
10
Цикл радиального сверления
G84
10
Цикл осевого нарезания резьбы
G86
10
Цикл радиального сверления
G90*
03
Программирование в абсолютных величинах
G91
03
Программирование в приращениях
G92
00
Установка координатной системы или макс, скорости вращения шпинделя
G94
05
Подача в мм/мин
G95*
05
Подача в мм/оборот
G96
02
Включение постоянной скорости резания
G97*
02
Выключение постоянной скорости резания
G98
11
Возврат к начальной плоскости цикла сверления
G99
11
Возврат к плоскости точки R цикла сверления
G112
21
Режим интерполяции в полярных коодинатах
G113
21
Аннулирование режима интерполяции в полярных коодинатах
G112
21
Режим интерполяции в полярных коодинатах
G113
21
Аннулирование режима интерполяции в полярных коодинатах
Функции G — это подготовительные функции, которые отражают вид перемещения станка, режим интерполяции и тип размеров. Существует два типа функций G:
Не модальные функции G группы 00, которые активны только в каждом кадре;
Модальные функции G (другие, чем те, которые относятся к труппе 00), действие которых продолжается до тех пор, пока они заменятся другими функциями той же группы.
Функции G, отмеченные звездочкой (*) являются активными при включении станка или после сброса числового управления (RESET).
Если какая-либо функция G запрограммирована, но она не входит в приведенный перечень или если она не соответствует ни одной из деблокированных опций, тогда будет индицироваться аварийное сообщение номер 010.
Многие функции G можно программировать в одном и том же кадре, однако, они не должны принадлежать к одной и той же группе. Если функции G одной и той же группы имеются в одном кадре, тог-да будет отрабатываться только последняя.
G00 — Позиционирование на ускоренном ходу. Инструмент перемещается взапрограммированную координату,заданную либо в абсолютных величинах, либо в приращениях. Вид перемещения инструмента может определяться параметром станка.
нелинейное перемещение происходит отдельно по каждой оси X и Z, траектория движения инструмента не прямая.
линейное траектория инструмента — это линейная интерполяция как при С01.
Позиционирование происходит на подаче, которая требует минимального времени перемещения, но при этом не превышает величины ускоренного хода каждой оси.
G01 — линейная интерполяция (рабочая подача ). Данная функция управляет линейным перемещением инструментов. Она может задаваться как в абсолютных величинах, так и в приращениях.
Скорость подачи задаётся функцией F…
G02 — круговая или винтовая интерполяция против часовой стрелки.
G03 — круговая или винтовая интерполяция по часовой стрелке.
Направления перемещения, которое вызывается данными функциями в плоскости ZX. Некоторые коды могут отличатся у разных производителей систем ЧПУ, но это редкость.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеру
Поделиться:
Новости
Форматно-раскроечный станок WoodTec PS 45S PRO
Подробнее
Форматно-раскроечный станок WoodTec K 45САР
Подробнее
Статьи
Всё о лазерных станках ЧПУ
Всё о фрезерных станках ЧПУ
Лазерная обработка
Фрезерная обработка
Системы станка ЧПУ
Ремонт лазерных станков
Программирование станков с ЧПУ
NC Studio
Оборудование компании
Изделия на ЧПУ станках
Санитарные нормы на производстве
Различия между G-кодом и М-кодом
Программирование с числовым программным управлением (ЧПУ) сегодня является основой производства. Современные станки с ЧПУ работают по программам, поэтому операторы должны знать, какие типы кода находятся в их распоряжении, и как их использовать.
Для обработки с ЧПУ программисты используют коды G и M, в зависимости от того, что они хотят, чтобы машина делала.
Хотя наиболее распространенным языком программирования, используемым программным обеспечением ЧПУ, является G-код, M-код также имеет определенные приложения. Когда дело доходит до G-кода по сравнению с M-кодом, один не обязательно лучше другого. Вместо этого оба типа необходимы, чтобы система выполняла желаемые операции.
Роль машинного программирования в производстве ЧПУ
Буква C в программировании ЧПУ относится к компьютеру, управляющему системой.
Как и любой компьютер, он работает на основе определенного языка, который система понимает для выполнения определенных задач. Это требование к рабочему языку — это то, где инструкции входят в программирование ЧПУ. Операторы могут выбрать ввод программ вручную или использовать программное обеспечение CAM.
Независимо от метода ввода информации, коды должны быть совершенными.
До появления компьютеров поддержка правильных программ для нескольких видов обработки была затруднена из-за бумажного формата программы ЧПУ.
На заре механической обработки устройства имели числовое управление, ЧПУ. Для этого требуются карты или ленты с кодами, созданными путем пробивки отверстий в определенном порядке. До того, как компьютеры стали обычным явлением, механические мастерские регулярно использовали перфоленту для управления своими устройствами. Однако физический носитель может получить серьезные повреждения в активных магазинах.
Жировые пятна, разрывы и потери регулярно происходили с этими перфорированными бумагами. Поврежденная бумага может привести к тому, что станки с ЧПУ будут считывать неправильные коды, что приведет к серьезным проблемам.
Когда компьютеры стали использоваться для управления станками с ЧПУ, оператор вводил коды вручную в компьютер вместо того, чтобы подавать перфоленту в систему.
С ЧПУ, числовым программным управлением, программированием эти станки могли производить гораздо более сложные детали из-за использования на них более сложного оборудования.
Это достижение, однако, создало проблему для машинистов. С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.
Чтобы ускорить процесс, компании начали использовать программное обеспечение CAM или CAD.
CAM, автоматизированное производство, или CAD, автоматизированное проектирование, представляет собой программное обеспечение, которое автоматизирует процесс генерации кода. Машинист говорит программе, что делать, и программа создает коды, которые машина может понять.
Независимо от того, введены ли они в систему вручную или сгенерированы программным обеспечением, программы для обработки с ЧПУ включают G-коды и M-коды. Оба имеют разные функции, и ни один из них не может работать независимо от другого.
Понимание их различий является основой для программирования ЧПУ.
Узнайте о наших услугах по обработке с ЧПУ
Что такое коды G и M в программировании ЧПУ?
При обработке с ЧПУ G-коды и M-коды играют важную роль и функции:
Что такое G-код?
G-код в программировании ЧПУ управляет движениями станка, определяя, как и куда станок должен двигаться для изготовления детали.
Что такое М-код?
М-код в программировании ЧПУ управляет различными функциями станка, включая запуск и останов определенных действий или программ.
Эти два кода используются вместе для производства деталей и компонентов, что делает их незаменимыми в производственном и промышленном секторах.
G-код ЧПУ
Исходным программным языком, используемым станками с ЧПУ, был G-код.
G означает геометрию, и это буквенно-цифровой формат, который система использует, чтобы сообщить частям, что делать. Он указывает, с чего начать, как двигаться и когда остановиться. Для машинистов проблема с использованием G-кодов заключается в том, что разные машины используют вариации стандартного набора буквенно-цифровых чисел. Таким образом, система, сообщающая одному устройству о действии, может указывать на другое действие на другом оборудовании.
Различия G-кода между машинами заключаются в количестве нулей между буквой и цифрой или наличии пробелов между командами.
Например, одно устройство может использовать общий G1, а другое — G01. Некоторым машинам требуются десятичные точки между частями информации, в то время как другие позволяют оператору их опускать. Поскольку эти различия в программном диалекте очень важны для выполнения правильной программы, операторы должны всегда знать язык используемой ими машины.
Функции обработки с ЧПУ G-код
Как отмечалось ранее, G-коды указывают станку, как и куда двигаться.
Различные буквы обозначают, как машина движется, а цифры задают параметры. Хотя система называется G-кодом, G — не единственная используемая буква. Другие буквы имеют разные функции в программе, которые, как правило, одинаковы, независимо от диалекта машины.
Например, функции следующих букв в коде G включают:
N: Значение N указывает номер строки.
G: Число G указывает, когда инструмент должен двигаться и останавливаться.
X, Y, Z: Эти значения указывают положение инструмента в трех измерениях — X по горизонтали, Y по вертикали и Z по глубине.
F: F относится к тому, насколько быстро машина подает деталь.
S: S сообщает станку, как быстро перемещать шпиндель.
Т: Т указывает машине, какой инструмент использовать.
M: Значения M задают различные функции или функции машины, сообщая устройству, как действовать, указывая направления включения и выключения.
I и J: Эти значения указывают инкрементный центр любых дуг, которые делает машина.
R: R дает радиус дуг, сделанных машиной.
A: Значения A направляют инструмент вокруг оси x.
B: Число с буквой B показывает значение вращения вокруг оси Y.
C: Вспомогательная ось, которая вращается вокруг оси Z, получает свое позиционное значение из значения C.
D: Это число показывает, насколько система смещает диаметр инструмента.
L: L дает системе значение, указывающее повторяющиеся операции и количество циклов, которые они должны выполнять.
P: Программа переходит во времени или задерживает время с помощью команды P.
Другие буквенно-цифровые обозначения зависят от возможностей машины.
Для устройств с четырьмя или пятью осями G-код может включать дополнительные направления координат.
За каждым G-кодом стоят инструкции, говорящие машине, как создавать вариации ее основных функций. Как правило, станки с ЧПУ имеют три операции, и системы показывают, как адаптировать эти задачи для создания готового продукта.
Эти три операции включают следующее:
Двигайтесь по прямой как можно быстрее.
Двигаться по прямой линии с заданной скоростью.
Двигаться по кругу с заданной скоростью.
На основе этих трех движений программа может указать машине, когда останавливаться, изменять скорость, создавать круговые пропилы и другие направления. С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.
Одна часть выбора значений для программы требует знания реакции машины на программу.
Как правило, указания программы говорят обрабатывающему оборудованию, чтобы оно начало что-то делать. Устройство будет продолжать делать это до тех пор, пока не получит указание остановиться. Машинисты должны знать, когда вводить компьютерные инструкции для остановки и запуска.
Тем не менее, механикам может не понадобиться вводить каждую строку необходимой информации.
Существуют также некоторые сочетания клавиш, например, постоянные циклы.
В дополнение к индивидуальным действиям операторы могут использовать постоянные циклы. Эти циклы имеют одну буквенно-цифровую комбинацию, которая диктует ряд шагов. Например, один код цикла может заменить четыре строки программы для обозначения сверления или растачивания. Эти стандартные циклы помогают программистам, когда им нужно записать действия, которые должна выполнять машина.
Понимание функций G-кода облегчает чтение инструкций по эксплуатации, когда вы видите их примеры. Даже если вы не владеете программированием станков с ЧПУ, вы все равно можете осознать важность буквенно-цифровой системы и сложность программы, необходимой для создания обработанного продукта.
Примеры кода G для обработки с ЧПУ
Хотя коды раньше зависели от станка, некоторые основные комбинации букв и цифр создают общие направления. Каждая группа команд должна иметь только один G-код, чтобы устройство не запуталось. Если оператору потребуется другой G-код, ему потребуется еще один блок данных, как в следующем примере:
G0: Перейти как можно быстрее к указанной координате.
G1: двигаться по прямой.
G2: создание дуги по часовой стрелке.
G3: сделайте дугу против часовой стрелки.
Хотя когда-то машинисты должны были запоминать эти команды во время учебы, сегодня многие этого не делают, потому что используемые ими команды зависят от типа машины. Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.
В то время как G-коды дают машине инструкции о том, куда двигаться, M-значения направляют устройство на выполнение разных задач.
Самые важные G-коды
Все G-коды удобны в использовании и обладают жизненно важными функциями. Некоторые из наиболее часто используемых G-кодов:
G00: Быстрое позиционирование
Команда позиционирования G00 быстро перемещает машину из ее текущего положения в заданные координаты команды. Все оси двигаются одновременно, поэтому они одновременно завершают действие. Движение к новой точке происходит по прямой.
G01: Линейная интерполяция
Команда G01 перемещает станок по прямой линии с заданной скоростью подачи, которую можно установить с помощью функции F. У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
G02: круговая интерполяция по часовой стрелке
Команда G02 перемещает станок по часовой стрелке. Чтобы он работал правильно, вы должны определить центр вращения, который аналогичен радиусу окружности с центром и начальной точкой дуги. Вы также должны определить параметры конечной точки. Начальная точка — это просто конечная точка предыдущей команды, поэтому ее легко определить.
G03: круговая интерполяция против часовой стрелки
Команда G03 также перемещает станок по кругу, но вместо этого против часовой стрелки. Эта команда аналогична G02.
Как читать G-коды
При просмотре файла G-кода разбейте его длинное и сложное содержимое на декартовы координаты и маркеры. Попробуйте найти коды, с которыми вы наиболее знакомы, и используйте ключ, чтобы напомнить себе коды, которые вы забыли.
Каждая строка чисел имеет свой порядок, и G-коды имеют тщательно продуманную структуру для правильного выполнения своих функций.
М-код ЧПУ
М-код — это язык управления станком, управляющий всей программой, часто называемый G-кодом. В то время как G-команды описывают положения, M-код управляет действиями машины. Хотя M представляет различные коды, некоторые называют его машинным кодом, поскольку он управляет определенными операциями оборудования.
Коды G и M используются для программирования станков с ЧПУ.
Без М-кодов вы можете направлять инструменты в определенное место и приказывать им двигаться по линии или дуге, но вы не добьетесь успеха, давая более прямые команды, такие как остановка программ, смена инструментов, заливка системы охлаждающей жидкостью или другие действия, выходящие за рамки трех основных движений, контролируемых G-кодами. Вот почему вы можете думать о М-кодах как управляющих операциями без резки.
Функции обработки с ЧПУ М-код
М-коды дают машинным инструкциям, когда включать или выключать операции, не связанные с резкой. Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.
Как и в случае с G-кодами, диалект, используемый для M-кодов, зависит от машины. При настройке программ M-коды должны иметь по одному на каждый блок информации. Эти команды дают машине функции включения и выключения, поэтому наличие нескольких команд в одной группе или блоке может вызвать проблемы с программой.
Использование М-команд позволяет машинисту указать устройству сменить инструмент, включить шпиндель, отправить охлаждающую жидкость в систему или открыть двери. Существуют десятки M-операций, и операторы учатся программировать, чтобы быстро выполнять нужные действия.
Как и G-коды, M-коды зависят от машины.
Для некоторых машин требуется ноль между буквой М и числом, а для других это требование отсутствует. Опять же, знание конкретных требований, подробно изложенных в инструкциях по кодированию машины, поможет оператору понять, какие буквенно-цифровые программы использовать.
Примеры М-кода для обработки с ЧПУ
М-команды имеют общие значения, которые включают следующее:
M00: Остановить любую программу, работающую в данный момент — оси, залив СОЖ или шпиндель.
M01: Эта команда указывает на необязательную остановку программы.
M02: Конец текущей программы.
M03: Начните перемещать шпиндель по часовой стрелке.
M04: Начать вращение шпинделя против часовой стрелки или в обратном направлении.
M05: Остановите перемещение шпинделя.
M06: Загрузить другой инструмент. Обычно эта команда поставляется со значением T. Например, вы можете увидеть «T1 M06».
M08: Начать заливку охлаждающей жидкости в систему.
M09: Перекрыть подачу охлаждающей жидкости.
Эти примеры являются лишь некоторыми из значений M, которые вы можете увидеть в программе для запуска станка с ЧПУ.
Наиболее важные М-коды
Некоторые из наиболее часто используемых М-кодов:
M00: Остановка программы
Команда M00 завершает текущую программу, позволяя вам переключать оборудование или запускать задачи по устранению неполадок.
M02: Конец программы
Команда M02 полностью завершает программу. Завершение текущей программы вашей машины — это первый шаг к началу другой.
M03: Пуск шпинделя
Команда M03 перемещает шпиндель вперед по часовой стрелке. Эта команда может показаться похожей на функцию команды G02, но коды G перемещают только машину.
M04: Пуск шпинделя
Команда M04 перемещает шпиндель в направлении, обратном команде M03, заставляя его вращаться против часовой стрелки. Это необходимый маневр во многих автоматизированных производственных задачах.
M05: Останов шпинделя
Команда M05 останавливает шпиндель, чтобы вы могли проверить текущее состояние вашей работы.
M06: Смена инструмента
Команда M06 позволяет переключать инструменты без повреждения оборудования.
Как читать М-коды
М-коды или другие коды часто дополняются кодами из других категорий, чтобы активировать идеальные настройки машины. Из-за этого строки с M-кодами выглядят сложными, хотя они структурированы в определенном порядке для обеспечения бесперебойной работы процессов. Код S может установить скорость вращения шпинделя, например, при его перемещении с помощью кода M. M-коды часто используются с G-кодами для эффективного управления машиной.
Основное различие между G-кодом и М-кодом
Коды G и M имеют особое, но разное применение для управления станками с ЧПУ.
Некоторые называют программу ЧПУ кодом G, хотя цифры, сопровождающие G, управляют только движением и функциями системы. Значение M является частью программы, которая сообщает машине, как выполнять операции вне движений.
Глядя на то, как эти два типа команд работают с машиной, думайте о G как о резке, а M как о различных операциях.
В то время как оба управляют оборудованием, они регулируют различные движения.
G-команды сообщают инструменту, где и как резать. Операции М направляют станок на смену инструментов, перемещение шпинделя или выполнение других операций, не связанных с резанием, внутри оборудования. Если вы хотите упростить процесс, вы можете рассмотреть программное обеспечение CAD или CAM, но это не всегда идеальное решение.
Даже если у вас есть программа CAD или CAM для изменения указаний, которые вы даете буквенно-цифровой программе, вы все равно должны быть знакомы с программированием ЧПУ, чтобы вносить изменения или поправки в программное обеспечение на основе требуемых данных станка. Программное обеспечение будет делать только то, что ему говорит оператор, и если вы не понимаете программу, которую оно генерирует, вы можете заставить машину выполнять неправильную функцию, что приведет к напрасной трате времени и материалов.
Для некоторых компаний наличие профессионального поставщика станков с ЧПУ, таких как American Micro Industries Inc., облегчает задачу создания программ на станках с ЧПУ.
Позвольте нам заняться кодированием для ваших потребностей в обработке с ЧПУ
Вам не нужно знать программирование кода ЧПУ, чтобы быстро выполнить свой проект по обработке.
В компании American Micro Industries Inc. есть все необходимое оборудование, материалы и специалисты для быстрого выполнения вашего проекта механической обработки. Не беспокойтесь о размере вашей работы. Наши специалисты могут запрограммировать задачи для небольших заказов прототипов или крупных оптовых заказов. Кроме того, наше предприятие может обрабатывать даже большие объемы заказов на механическую обработку.
Если вы хотите узнать больше о том, как мы выполняем ваши проекты по механической обработке, свяжитесь с нами через Интернет, чтобы получить предложение.
Понимание кодов G и M для обработки на станках с ЧПУ
Обработка на станках с ЧПУ — это один из основных производственных процессов, при котором производятся сложные и сложные изделия, которые находят применение в различных отраслях промышленности. Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Несмотря на то, что коды ЧПУ используются вместе в большинстве механических мастерских, они сильно отличаются друг от друга. Каковы различия? Как эти коды управляют функциями станков с ЧПУ? Чтобы узнать ответы на эти и другие вопросы, дочитайте эту статью до конца.
Что такое код G и код M?
Как упоминалось ранее, коды G и M необходимы для обработки с ЧПУ. Однако какова точная функция программы двух букв ЧПУ? Как они управляют станками с ЧПУ? Этот раздел ответит на эти вопросы, а также выделит различия между обоими кодами.
Что такое G-код?
Код G (также RS-274D) — самый популярный язык программирования ЧПУ. Большинство команд G-кода имеют буквенно-цифровой формат и начинаются с G, что означает геометрию. G-код отвечает за движения станков с ЧПУ, сообщая машине, с чего начать, как двигаться и когда остановиться при изготовлении детали.
Однако программирование G-кода может быть довольно сложным для машинистов, поскольку разные машины считывают G-коды в разных форматах. Отличие большинства машин заключается в наличии или отсутствии пробелов между командами и в количестве нулей между буквой и цифрой в командах. Например, одна машина может использовать G3, а другая — G03. Машинисты всегда должны быть знакомы с типом машины, которую они используют. В противном случае ошибки в команде могут привести к серьезным проблемам в производстве деталей.
Хотя буква G является наиболее распространенной буквой в G-кодах при программировании ЧПУ, это не единственная используемая буква. Другие буквы также имеют тенденцию представлять разные команды. Примеры некоторых букв в G-коде:
A: Он направляет инструмент вокруг оси X.
R: Указывает радиус дуг, которые делает машина.
X, Y, Z: Эти три значения указывают положение инструментов в трех измерениях – X и Y представляют горизонтальный и вертикальный размеры соответственно, а Z представляет глубину.
I и J: Оба значения обозначают инкрементный центр любой дуги, которую делает машина.
N: N указывает номер строки.
В коде также используются другие буквы, которые зависят от возможностей машины.
Что такое M-код?
Как и код G, код М также начинается с буквы «М». Код М представляет собой набор вспомогательных команд, управляющих всеми негеометрическими действиями станка. Машинисты называют этот код разными кодами, поскольку он управляет действиями, не связанными с резанием, такими как остановка программ, заливка станка охлаждающей жидкостью и его отключение после падения температуры.
При настройке программы букв ЧПУ с использованием кодов G и M код M должен иметь только одну команду на блок информации. Это потому, что они в основном включают и выключают машину. Следовательно, их многократное использование в одном блоке может вызвать проблемы с программой.
Как и G-коды, M-коды различаются для разных машин. Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Различия
Хотя операторы одновременно используют коды G и M в любом процессе обработки с ЧПУ, они различаются. Вот несколько примеров того, чем отличаются оба кода ЧПУ:
Команды кода G, как правило, различаются на большинстве станков с ЧПУ, в то время как коды M похожи на большинстве станков с ЧПУ.
G-коды управляют движением и функциями машины, а M-коды управляют операциями вне движений.
G-код активирует станок с ЧПУ, а M-код активирует программируемый логический контроллер станка.
Как программирование ЧПУ управляет станками с ЧПУ?
До появления компьютеров машинисты использовали карты или ленты для управления движениями машин. Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Когда машинисты начали использовать компьютеры для станков с числовым программным управлением, они все еще сталкивались с некоторыми проблемами. Это было связано с тем, что им приходилось вводить коды вручную. Это, конечно, было бы очень утомительно, когда они делали довольно сложные детали, требующие большого количества инструкций.
Однако с гораздо более продвинутыми компьютерами и программным обеспечением машинисты могут просто указывать программе, что делать. Затем программное обеспечение будет генерировать G-коды и M-коды, которые понимает машина. Благодаря программному обеспечению CAD и CAM генерация кода для функций машины стала очень простой.
Для запуска процесса программисту необходимо компьютерное программное обеспечение высокого уровня. Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Это краткое изложение процесса, посредством которого программирование ЧПУ управляет работой станков с ЧПУ. Хотя описанный выше процесс кажется упрощенным, на создание кодов для сложной детали могут уйти недели.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Список команд кодов G и M
В этом разделе приведены различные примеры основных кодов G и M и их значение. Часть этих кодов означает одно и то же в кодах G и M, хотя другие единицы могут различаться. Примеры этих кодов включают:
Список G-кодов – G-коды для токарных станков с ЧПУ
G00: Быстрое позиционное перемещение
G01: Линейное интерполяционное перемещение или линейное перемещение, фаска и скругление углов – Модальный режим
G02: Циркуляционная интерполяция по часовой стрелке – модальная
G03: Циркуляционная интерполяция против часовой стрелки – модальная
G04: Задержка (P) P=секунды. Миллисекунды
G05: точное управление движением шпинделя (приводной инструмент) – опционально
G09: точный останов
G10: настройка программируемого смещения
M-коды для токарных станков с ЧПУ
M09: опционально Останов программы – модальный
M02: Конец программы – модальный
M03: Вращение шпинделя вперед (S) – Модальный режим
M04: Шпиндель в режиме реверса (S) – Модальный режим
M10: торможение 4-й оси вкл. Станки являются одним из наиболее важных процессов обработки с ЧПУ. Однако эти машины не могут функционировать без кодов G и M, которые указывают им, что делать. Понимание того, как генерировать эти коды, жизненно важно для процесса обработки с ЧПУ и успешного производства деталей. Освоение этих кодов даст вам преимущество в карьере программиста ЧПУ.
RapidDirect CNC Machining Services
Нужна компания для реализации вашего проекта CNC-обработки? Не смотрите дальше, потому что RapidDirect обладает всеми техническими знаниями, которые вам когда-либо понадобятся. Обладая более чем двадцатилетним производственным опытом, мы располагаем опытным персоналом во всех областях производственного процесса.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
RapidDirect понимает, что вам нужен отличный сервис по обработке с ЧПУ, и вы не хотите тратить много на его получение; поэтому мы предлагаем именно это.
Как скорость резания токарного станка влияет на шероховатость поверхности детали
Главная / ЧПУ станок / Обработка резанием / Как скорость резания токарного станка влияет на шероховатость поверхности детали
Как скорость резания токарного станка влияет на величину микронеровностей при точении коррозионностойких сталей изучалась в Волгоградском государственном техническом университете. В лаборатории кафедры «Автоматизация производственных процессов» ВолгГТУ был проведен ряд экспериментов по токарной обработке сталей марок 14Х17Н2, ЭИ961, 20Х13 твердосплавными режущими пластинами ТТ7К12, Т15К6, Т5К10, GC4225, ВК8. В процессе исследований проводились замеры сигнала термоЭДС предварительного пробного рабочего хода, как интегральной теплофизической характеристики каждой сменной контактной пары и величины шероховатости поверхности детали (Ra). Для начала дадим определение скорости резания и раскроем это понятие.
Скорость резания на токарном станке
Скорость резания токарного станка – это путь точки режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени. Каждая точка обрабатываемой поверхности детали (рис. 1), например точка А, проходит в единицу времени, например в одну минуту, некоторый путь. Длина этого пути может быть больше или меньше в зависимости от числа оборотов в минуту детали и от ее диаметра, и определяет собой скорость резания. Скоростью резания называется длина пути, который проходит в одну минуту точка обрабатываемой поверхности детали.
Скорость резания измеряется в метрах в минуту и обозначается буквой V. Для краткости вместо слов «метров в минуту» принято писать м/мин.
Скорость резания при точении находится по формуле:
V=(πDn)/1000,
где V — искомая скорость резания в м/мин; π — отношение длины окружности к ее диаметру, равное 3,14; D — диаметр обрабатываемой поверхности детали в мм; n — число оборотов детали в минуту.
Произведение πDn в формуле должно быть разделено на 1000, чтобы найденная скорость резания была выражена в метрах.
Формула эта читается так: скорость резания токарного станка равна произведению длины окружности обрабатываемой детали на число оборотов ее в минуту, разделенному на 1000.
Пример 1. Обрабатываемый на станке вал делает 300 об/мин. Диаметр заготовки вала 50 мм. Какова скорость резания?
По формуле находим: V=(πDn)/1000=(3,14*50*300)/1000=47,1м/мин
Определение числа оборотов в минуту детали данного диаметра, которое она должна делать при принятой скорости резания, производится по формуле
n=(100V)/(πD)
Пример 2. Вал, заготовка которого имеет диаметр 50 мм, должен быть обработан при скорости резания 47,1 м/мин. Сколько оборотов в минуту должен делать вал?
По формуле находим: n=(100V)/(πD)=(1000*47,1)/(3,14*50)=300 об/мин
Рис. 1.
Итоги эксперимента замеров скорости резания на токарном станке
По итогам экспериментов в диапазоне изменения скорости резания 10-90 м/мин при глубине резания 1 мм, подаче 0,11 мм/об было выявлено, что на скоростях резания V = 30-50 м/мин, показатель шероховатости поверхности детали достигал минимального значения, а с дальнейшим увеличением скорости резания V > 50 м/мин, снова возрастал (рис. 2).
Рис. 2. – График изменения шероховатости поверхности Ra от скорости резания при токарной обработке контактных пар: 14Х17Н2-ТТ7К12; ЭИ961-GC4225; ЭИ961-Т15К6; 20Х13-GC4225
Первое, что обращает на себя внимание, это одинаковый характер изменения шероховатости и составляющей силы резания Py в исследуемом скоростном диапазоне (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 3 и 4) при обработке коррозионностойких сталей.
Чем вызван такой неоднозначный характер изменения шероховатости обработанной поверхности детали от скорости резания токарного станка? С позиций условной схемы стружкообразования это можно предположительно объяснить наличием нароста на передней грани инструмента, как указывает А.И. Исаев в работе “Микрогеометрия поверхности при токарной обработке”, рассматривая влияние рабочих параметров процесса токарной обработки и геометрии инструмента на высоту микронеровностей при обработке конструкционных сталей. Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей.
Рис. 3. Механизм образования микронеровности при точении c позиций перераспределения тепла между инструментом и стальной заготовкой
«Нестандартный» характер изменения высоты микронеровностей от скорости резания токарного станка в низком диапазоне скоростей с позиций реальной схемы резания Н. В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.
Образование зоны относительного застоя, начиная с определённой скорости резания, увеличивает «условный» передний угол инструмента в пределах его отрицательного значения. Как следствие, это приводит к увеличению высоты микронеровностей. При дальнейшем увеличении скорости резания (температуры в зоне резания) зона относительного застоя уменьшается, уменьшается и значение условного переднего угла, что приводит к уменьшению высоты микронеровности. В интервале 30-40 м/мин зона относительного застоя исчезает и дальнейший рост шероховатости поверхности детали при увеличении скорости резания во втором скоростном диапазоне происходит по другому механизму, связанному с увеличением теплопроводности сталей от температуры.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
таблица, формулы расчетов, выбор скорости — как рассчитать глубину, подачу на оборот при точении
25.08.2020
Подготовимся к проведению одной из наиболее распространенных операций. Рассмотрим расчет подачи и режимов резания при токарной обработке. Его важность сложно переоценить, ведь если он проведен правильно, то помогает сделать техпроцесс эффективным, снизить себестоимость производства, повысить качество поверхностей деталей. Когда он выбран оптимально, это самым положительным образом влияет на продолжительность работы и целостность инструментов, что особенно важно в перспективе длительной эксплуатации станков с поддержанием их динамических и кинематических характеристик. И наоборот, если его неверно выбрать и взять не те исходные показатели, ни о каком высоком уровне исполнения продукции говорить не придется, возможно, вы даже столкнетесь с браком.
Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
• аналитический;
• программный;
• табличный.
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость. Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму.
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
• минутная;
• на зуб;
• на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.
Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Схема расчетов режима резания на токарном станке
Порядок действий следующий:
• Выбираете, каким инструментом будете пользоваться в данной ситуации; для хрупких материалов подойдет лезвие со сравнительно небольшими показателями прочности, но для твердых – с максимальными.
• Определяете толщину снимаемого слоя и число проходов, исходя из актуального метода обработки. Здесь важно обеспечить оптимальную точность, чтобы изготовить изделие с минимальными погрешностями геометрических габаритов и поверхностей.
Теперь переходим к рассмотрению конкретных характеристик, играющих важную роль, и к способам их практического нахождения или изменения.
Глубина резания при токарной обработке на станке
Ключевой показатель для обеспечения качества исполнения детали, показывающий, сколько материала нужно убрать за один проход. Общее количество последних вычисляется с учетом следующего соотношения припусков:
• 60% – черновая;
• от 20 до 30% – смешанная;
• от 10 до 20% – чистовая.
Также свою роль играет то, какая форма у заготовки и что за операция выполняется. Например, при торцевании рассматриваемый параметр приравнивается к двойному радиусу предмета, а для цилиндрических деталей он находится так:
k = (D-d)/2, где:
D и d – диаметры, начальный и итоговый соответственно;
k – глубина снятия.
Если же изделие плоское, используются обычные линейные значения длины – 2, 1-2 и до 1 мм соответственно. Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.
Как определить подачу при точении
Фактически она представляет собой то расстояние, на которое резец передвигается за один оборот, совершаемый заготовкой. Наиболее высока она при черновой обработке, наименее – при чистовой, когда действовать следует аккуратно, и в дело также вступает квалитет шероховатости. В общем случае ее делают максимально возможной (для операции) с учетом ограничивающих факторов, в числе которых:
• мощность станка;
• жесткость системы;
• стойкость и ресурс лезвия.
При фрезеровании отдают предпочтение варианту «на зуб», при зачистке отверстий – рекомендованному для текущего инструмента, в учебных целях – самую распространенную, то есть 0,05-0,5 об/мин.
Формула расчета подачи при точении, связывающая между собой все ее виды, выглядит так:
SM = S*n = SZ*Z*n, где:
n – частота вращения резца,
Z – число зубцов.
Для упрощения вычислений можно брать данные отсюда:
Диаметр, заготовки, мм
Размер инструмента,
мм
Подача, мм/об, с выбранной глубиной резания, мм
до 3
3-5
5-8
8-12
от 12
Для стали
до 20
16х25-25х25
0,3-0,4
–
20-40
0,4-0,5
0,3-0,4
–
40-60
16х25-25х40
0,5-0,9
0,4-0,8
0,3-0,7
–
60-100
0,6-1,2
0,5-1,1
0,5-0,9
0,4-0,8
–
100-400
0,8-1,3
0,7-1,2
0,6-1
0,5-0,9
–
400-500
20х30-40х60
1,1-1,4
1-1,4
0,7-1,2
0,6-1,2
0,4-1,1
500-600
20х30
1,2-1,5
1-1,4
0,8-1,3
0,6-1,3
0,4-3,2
Для чугуна
до 20
16х25-25х25
–
20-40
0,4-0,5
–
40-60
16х25-25х40
0,6-0,9
0,5-0,8
0,4-0,7
–
60-100
0,8-1,4
0,7-1,2
0,6-1
0,5-0,9
–
100-400
1-1,3
0,9-1,4
0,8-1,1
0,6-0,9
400-500
20х30-40х60
1,3-1,6
1,2-1,5
1,1-1,3
0,8-1
0,7-0,9
500-600
20х30
1,5-1,8
1,2-1,6
1-1,4
0,9-1,2
0,8-1
Если операции осуществляются под серьезными ударными нагрузками, выбранное значение необходимо помножить на 0,85. Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Расчет скорости резания при токарной обработке
Это показатель с сильнейшим влиянием, зависящий от следующих факторов:
• тип работы;
• вид используемого инструмента;
• материал исполнения заготовки.
Так, торцы отрезаются так быстро, как только возможно, в то время как сверление выполняется уже гораздо медленнее. Для решения стандартных задач параметр можно без труда вычислить, умножив диаметр будущего изделия на число оборотов в минуту и на тт, а затем разделив на поправочный коэффициент в 1000. Для упрощения можно воспользоваться специальным программным обеспечением.
Но если под рукой нет компьютера с установленным ПО или даже калькулятора, есть альтернативный вариант – уже подсчитанная скорость резания при точении из таблицы (ее мы отдельно приведем ниже). Также представим вашему вниманию две формулы – чтобы вы могли воспользоваться любой из них на основе уже имеющихся значений, а после обратили свое внимание на нормированные показатели.
Проверка принятых характеристик
Оборудование необходимо эксплуатировать подходящим образом – это нужно не только для производительности, но и с точки зрения эксплуатации.
Допустим, что вы остановились на каких-то значениях, что предпринять дальше? Прежде чем настраивать по ним станок, необходимо убедиться, что они правильные, так сказать, подтвердить правильность выбора режимов резания при токарной обработке.
Для этого нужно лишь заглянуть в паспорт оборудования и свериться с рекомендованными параметрами. Нормированные показатели должны быть выше тех, что взяли вы. Если это условие не выполняется, следует скорректировать величины, иначе техника вполне может выйти из строя в процессе изготовления деталей.
Какой инструмент использовать
Такой, что обеспечит:
• необходимую форму и геометрические параметры заготовки;
• достаточное качество готовой поверхности;
• технологичность и безопасность процесса выпуска;
• минимальные энергетические затраты при хорошей производительности;
• экономичный расход дорогих и/или редких материалов;
• ремонтопригодность изделия.
Выше мы уже писали, что длина обработки (резания) и подача на оборот при точении зависят лезвия, поэтому его тоже нужно рассмотреть подробнее. Сделаем это прямо сейчас, сгруппировав все разнообразие вариантов по главным признакам и выделив их особенности.
Классификация инструментов
Разделить их можно по трем показателям, каждый из которых оказывает достаточно сильное влияние на результаты проведения операций. Если установить неподходящий, это обернется недостаточной продуктивностью труда, ухудшением точности, повышением износа функциональных узлов или даже нарушением техники безопасности. Поэтому так важно правильно определиться и использовать то, что подходит для станка.
По способу обработки
Чтобы вам было проще выбирать рекомендуемые режимы резания при точении, таблицы составлены для таких разновидностей лезвий:
• проходные;
• резьбовые;
• галтельные;
• расточные;
• фасонные;
• резьбовые;
• прорезные;
• подрезные;
• отрезные.
Между собой они различаются формой, размерами и исполнением кромок.
По материалу рабочей части
Они бывают:
инструментальные;
быстрорежущие;
минералокерамические;
твердосплавные – одно-, двух- и трехкарбидные (вольфрамовые, титановольфрамовые и титанотанталовольфрамовые соответственно).
Конкретный вариант подбирается, исходя из твердости поверхности детали – понятно, что он должен быть еще прочнее, чтобы не разрушаться при механическом контакте, а снимать стружку.
По исполнению
Есть один момент, о котором стоит помнить, выбирая любой параметр, например, обороты токарного станка по металлу: таблица составлена сразу для всех видов инструмента. При этом конструкция у него может быть:
сборная;
цельная;
комбинированная.
У каждого типа свои преимущества. Первый отличается наибольшей ремонтопригодностью, ведь можно заменить лишь один деформированный элемент, а не весь резец. Зато второй гораздо лучше выдерживает повышенные нагрузки, так как равномерно воспринимает все силовые воздействия. Третий же сочетает в себе преимущества двух предыдущих, но стоит дороже всего.
Определяться вам, в зависимости от характера и твердости поверхности, точности снятия слоя, тех геометрических параметров, которые нужно получить в результате.
Формула подачи и режимов резания при токарной обработке
Для вычислений воспользуйтесь следующим выражением:
Vt = n x f (мм/мин), где:
n – частота вращения;
f – величина подачи на 1 оборот.
Также есть другие полезные соотношения, например, для нахождения эффективной мощности:
N (э) = (PZ x V)/(1020 x 60), причем:
P (z) – это максимальная нагрузка (тангенциальная сила), и она в свою очередь представлена в виде:
P (z) = 10Ср x t1 x S2 x V3 x Kp
Зная все эти величины, можно определить необходимую производительность станка:
N (п) = N(э)/η,
где η представляет собой заложенный заводом-изготовителем КПД (коэффициент полезного действия) оборудования.
Для выяснения оптимальной скорости резания при токарной обработке таблица необязательна – нужный показатель не составляет труда найти по следующей формуле:
VC = (DC x π x n)/1000 м/мин, где:
DC – двойной радиус детали;
n – частота вращения.
Или в качестве альтернативы можно воспользоваться таким соотношением:
• V = CV/((T1 x t2 x S3) x KV, в котором:
• T – стойкость инструмента;
• CV – коэффициент, применяемый как к заготовке, так и к лезвию;
• 1, 2, 3 – параметры степеней;
• KV – поправочное значение, зависящее от материала кромки, качества (точности) и особенностей поверхностного слоя.
Опять же, все полученные данные нужно сверить со стандартным рядом, актуальным для имеющегося станка, и убедиться, что они разница между ними не больше 5% и что они не превышают нормированные значения.
Таблица режимов резания при токарной обработке на станке
Материал
Операция
Показатели степени
СР
Детали
Лезвия
n
x
y
Сталь конструкционная
Твердая
Наружное растачивание
-0,15
1
0,75
300
Прорезание и отрезание
0
0,72
0,8
408
Быстрорежущая
Наружное растачивание
0
1
0,75
200
Прорезание и отрезание
0
1
1
247
Чугун серый
Твердый сплав
Наружное растачивание
0
1
0,75
92
Быстрорежущая сталь
Прорезание и отрезание
–
1
1
158
Чугун кованый
Твердый сплав
Наружное растачивание
0
1
0,75
81
Прорезание и отрезание
–
1
1
139
Теперь вы понимаете, насколько важно верно определить параметры эксплуатации оборудования. Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
Скорости токарного станка: Как сделать это правильно [Дерево и металл]
Токарные станки предлагают регулировку скорости для поворота заготовки с переменной скоростью вращения.
В зависимости от типа материала и выполняемой операции обработки можно установить оптимальную скорость токарного станка.
Но какова безопасная скорость для обработки заготовок на токарном станке? И как скорость токарного станка влияет на процесс обработки?
Скорость токарного станка должна быть менее 1000 об/мин для токарной обработки деревянных заготовок размером более 6 дюймов в диаметре, с несколько более высокими ограничениями скорости для заготовок меньшего размера. Поддержание скорости токарного станка ниже 1000 об/мин считается безопасным и снижает риск несчастных случаев.
В этой статье подробно рассказывается о скорости токарного станка, обсуждаются различные факторы, влияющие на скорость токарного станка, и дается руководство по настройке оптимальной скорости для вашего приложения.
В конце статьи также обсуждаются вопросы безопасности, связанные со скоростями токарного станка, которые необходимо учитывать при использовании токарного станка.
Что в этой статье?
Как установить оптимальную скорость токарного станка для деревообработки?
Как установить оптимальную скорость токарного станка для металлообработки?
Какова скорость токарного станка?
Факторы, влияющие на скорость токарного станка
Как установить оптимальную скорость токарного станка?
Вопросы безопасности при работе со скоростями токарного станка
Заключение
Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Скорость токарного станка для деревообработки: как установить оптимально
Деревообработка на токарном станке
При работе на токарном станке по дереву важно установить оптимальную скорость вращения, поскольку высокая скорость может привести к смещению заготовки, тогда как низкая скорость может привести к плохой чистота поверхности.
Смещение заготовки на такой высокой скорости может высвободить заготовку, как снаряд, и травмировать оператора, поэтому важно регулировать скорость вращения в пределах безопасного предела.
Общее эмпирическое правило для определения оптимального диапазона оборотов токарного станка по дереву состоит в том, чтобы умножить число оборотов на диаметр заготовки, и произведение должно находиться в диапазоне 6000-9.000.
Это означает, что деление 6000 на диаметр заготовки дает минимально эффективное число оборотов в минуту, а деление 9000 на диаметр заготовки дает максимальное безопасное число оборотов в минуту.
Минимальное эффективное число оборотов в минуту = 6000 ÷ Диаметр заготовки (в дюймах)
Максимальное безопасное число оборотов в минуту = 9000 ÷ Диаметр заготовки (в дюймах)
На основании вышеприведенных уравнений оптимальный диапазон оборотов для различных размеров заготовки можно найти в таблице. ниже.
Диаметр заготовки
Minimum Efficient RPM
Maximum Safe RPM
1″
6000
9000
2″
3000
4500
3″
2000
3000
4″
1500
2250
5″
1400
1800
6″
1000
1500
7″
857
1286
8″
750
1125
9″
667
1000
10″
600
900
11″
545
818
. 0064
15″
400
600
Оптимальный диапазон оборотов для токарной обработки деревянных заготовок различных размеров , при условии, что вы обеспечите надежный зажим заготовки.
При работе с испорченной древесиной рекомендуется руководствоваться своим суждением и устанавливать число оборотов ниже стандартного рекомендуемого значения.
Скорость токарного станка для металлообработки: оптимальная настройка
Металлообработка на токарном станке
Оптимальная скорость токарного станка для металлообработки зависит от таких факторов, как твердость разрезаемого материала и тип используемого инструмента.
При токарной обработке твердых металлов рекомендуется использовать сравнительно более низкую скорость резания, чем при точении более мягких металлов.
Точно так же при использовании режущего инструмента из твердого материала он может работать на более высоких скоростях без защелкивания.
При сравнении токарных станков с ручным управлением и токарных станков с ЧПУ токарные станки с ЧПУ обеспечивают возможность поддержания единых параметров за счет автоматизации процесса и минимизации риска повреждения инструмента.
Как правило, оптимальную скорость резания или скорость поверхности для токарной обработки металла можно определить по таблицам и диаграммам, приведенным в Справочнике по машинному оборудованию или предоставленным производителем инструмента.
Material
High-Speed Steel Tool
Carbide Tool
Free-machining plain carbon steels
40 -160 SFM
300 — 800 SFM
Plain carbon steels
30–120 футов 9 футов в минуту0076
230 — 800 SFM
Сплановые сплавовые стали с оптимацией. диапазоны скоростей резания для различных типов металлов и режущих инструментов.
Следует отметить, что значения, указанные в таблице выше, являются ориентиром для оптимальных скоростей резания, а фактические значения варьируются от одного сорта металла к другому.
Основываясь на конфигурации оптимальной скорости резания, представленной в таблице, вы можете установить оптимальное число оборотов в минуту, используя следующее уравнение: токарный станок? Пояснение
Токарные станки работают, вращая заготовку с высокой скоростью, в то время как режущий инструмент проходит по ее поверхности для выполнения операции обработки.
Таким образом, скорость вращения заготовки определяет качество реза и время цикла, что делает скорость токарного станка важным параметром для токарных операций.
Почти каждый современный токарный станок имеет регулятор скорости, при котором скорость можно изменять либо вручную, либо с помощью электрических сигналов.
Ручное управление скоростью включает перемещение ремня привода токарного станка для изменения конфигурации скорости и крутящего момента, тогда как электрическая система состоит из ручки, которую можно вращать для регулировки числа оборотов в минуту.
Как правило, ременная регулировка скорости доступна на мощных токарных станках, таких как токарные станки по металлу, поскольку она снижает число оборотов в минуту при увеличении крутящего момента, что делает ее идеальной для токарной обработки тяжелых заготовок.
С другой стороны, электрическое управление скоростью снижает число оборотов в минуту за счет замедления скорости вращения шпинделя, что снижает выходную мощность токарного станка. Это делает его подходящим для небольших настольных токарных станков.
Точно так же многошпиндельные токарные станки состоят из нескольких шпинделей, которые могут вращаться с разной скоростью, подходящей для различных операций обработки.
Механические операции на токарном станке включают два типа скоростей: число оборотов в минуту (об/мин) и поверхностная скорость (SFM).
Скорость вращения шпинделя (об/мин)
Скорости токарного станка
Скорость шпинделя — это скорость, с которой шпиндель токарного станка вращает заготовку, и более высокие скорости шпинделя сопровождаются увеличением стоимости токарного станка.
Определяет количество оборотов, которые заготовка совершает за одну минуту (об/мин).
Как правило, чем выше скорость вращения, тем меньше время цикла и тем ровнее поверхность реза.
Однако увеличение числа оборотов сверх определенного предела может усилить вибрации и привести к вибрации обрабатываемой поверхности, а также повысить риск несчастных случаев.
Высокие обороты создают высокую центробежную силу, которая может вытолкнуть заготовку из удерживающего устройства, такого как кулачковый патрон, и ударить по оператору.
Поэтому рекомендуется устанавливать оптимальную скорость, обеспечивающую высокое качество продукции при коротком времени цикла с минимальными вибрациями и минимальным риском несчастных случаев.
Скорость поверхности
Скорость поверхности — это скорость, с которой поверхность заготовки проходит под режущим инструментом токарного станка, и измеряется в поверхностных футах в минуту (SFM).
Скорость поверхности в процессе обработки зависит от числа оборотов в минуту и радиуса, на котором обрабатывается заготовка.
При обработке внешней поверхности двух заготовок разного размера с одинаковым числом оборотов в минуту скорость поверхности большей детали выше, чем меньшей.
Хотя обеим заготовкам требуется одинаковое время для завершения одного оборота, поверхность, которая проходит под режущим инструментом, сравнительно больше в случае большей заготовки.
Точно так же при обработке заготовки, такой как чаша, поверхностная скорость на внешней поверхности намного выше, чем поверхностная скорость в центре чаши.
Это может быть сложно, но давайте рассмотрим пример, чтобы понять это.
Рассмотрим две круговые гоночные трассы, A и B, где трасса A имеет радиус 10 км, а трасса B имеет радиус 5 км.
Графическое изображение примера гоночной трассы
Это означает, что длина окружности или общая длина гоночной трассы A будет составлять около 63 км, а длина гоночной трассы B — около 31 км.
Теперь предположим, что обе машины должны совершить один оборот на соответствующих трассах за 30 минут.
В результате, чтобы совершить один оборот по обеим дорожкам за одинаковую продолжительность, транспортное средство на пути А должно двигаться быстрее (126 км/ч), чем транспортное средство на пути В (62 км/ч), поскольку у него для преодоления большего расстояния.
Аналогичным образом, поверхность большей заготовки будет проходить через режущий инструмент с более высокой скоростью поверхности, чтобы покрыть большую окружность заготовки за один оборот.
Поэтому важно учитывать поверхностную скорость и уменьшать подачу режущего инструмента при движении радиально внутрь к центру заготовки.
Факторы, влияющие на скорость токарного станка
Скорость токарного станка для операции обработки зависит от различных факторов, которые прямо или косвенно определяют оптимальную скорость для процесса.
Чистота поверхности
Чистота поверхности при токарной обработке древесины на токарном станке
Чистота поверхности, необходимая во время операции механической обработки, определяет оптимальную скорость токарного станка для данного процесса.
Обычно рекомендуется выполнять токарную обработку на высоких скоростях для получения гладкой поверхности обработанной поверхности.
Однако необходимо следить за тем, чтобы скорость не превышала определенного предела, вызывающего нежелательные вибрации в заготовке.
Эти вибрации могут повлиять на качество реза, тем самым ограничивая скорость токарного станка до определенного предела.
При точении заготовки на высокой скорости токарного станка высокая скорость подачи приведет к черновой обработке с плохим качеством поверхности, поэтому рекомендуется поддерживать низкую скорость подачи для чистовой обработки.
Материал заготовки
Тип обрабатываемого материала также влияет на оптимальную скорость станка.
Токарные станки по дереву и токарные станки по металлу обеспечивают высококачественный рез при высокой скорости токарного станка и низкой скорости подачи.
Однако при работе с заготовками из тяжелого металла большого диаметра рекомендуется поддерживать конфигурацию с высоким крутящим моментом и низкой скоростью, чтобы обеспечить высокие силы резания, необходимые для обработки металла.
Кроме того, при обработке металла на высоких скоростях выделяется высокая теплота трения, что требует использования смазочно-охлаждающей жидкости для предотвращения перегрева заготовки и режущего инструмента.
С другой стороны, при работе на токарном станке по дереву качество обрабатываемой древесины влияет на оптимальную скорость токарного станка.
Деградированная древесина или древесина с сучками и отколами с меньшей вероятностью выдержит воздействие высокой центробежной силы, действующей на нее при высоких оборотах.
Вращение этого типа деревянных заготовок может развалиться во время обработки и нанести серьезные травмы оператору.
Поэтому рекомендуется осмотреть заготовку и по своему усмотрению установить оптимальную скорость токарного станка.
Геометрия заготовки
Геометрия заготовки влияет на скорость токарного станка, определяя количество вращаемого воздуха.
При точении деревянных заготовок неправильной геометрии, таких как квадратный блок, режущий инструмент не поддерживает постоянный контакт с поверхностью заготовки.
Точение заготовки с неравномерной геометрией
Обрабатывает края квадрата, за которыми следуют прерывистые пустоты. Движение режущего инструмента по этим пустотам называется «вращением воздуха».
Этот неравномерный контакт режущего инструмента с заготовкой может привести к высокой ударной нагрузке, повреждающей заготовку и режущий инструмент.
Как правило, такие заготовки рекомендуется обтачивать на высокой скорости, сохраняя небольшую глубину резания.
Вращение заготовки на высокой скорости обеспечивает прохождение полости под режущий инструмент за минимальное время, тем самым снижая ударную нагрузку.
Однако токарная обработка заготовок неправильной формы на таких высоких скоростях требует предельного контроля для обеспечения равномерной и малой глубины резания на протяжении всего процесса.
Увеличение глубины резания приведет к увеличению ударной нагрузки, которая может сломать деревянную заготовку, в результате чего обломки на высокой скорости будут лететь в сторону оператора и причинять ущерб.
Выравнивание заготовки
Выравнивание заготовки относительно оси токарного станка является одним из наиболее важных этапов работы токарного станка.
Смещение даже на 1° может привести к сильным вибрациям заготовки, которые усиливаются по мере увеличения скорости вращения.
Поэтому важно точно выровнять заготовку, чтобы свести к минимуму вибрации.
Однако при обработке заготовок неправильной формы добиться идеальной центровки невозможно.
В таких ситуациях рекомендуется выровнять заготовку по центральной оси шпинделя токарного станка, поворачивать заготовку с постепенно увеличивающейся скоростью и определить скорость и конфигурацию выравнивания, которые вызывают наименьшие вибрации.
Материал режущего инструмента
Материал режущего инструмента определяет величину силы резания, которая может быть приложена к заготовке без поломки инструмента.
Твердосплавный инструмент более долговечен, чем инструмент из быстрорежущей стали (HSS), и его можно использовать для токарной обработки на сравнительно более высоких скоростях без снижения срока службы инструмента.
Тип токарного станка
Различные типы токарных станков
Токарные станки можно разделить на две основные категории: токарные станки по металлу и токарные станки по дереву.
Хотя токарные станки по дереву сравнительно меньше, чем токарные станки по металлу, они спроектированы так, чтобы иметь более высокое отношение скорости к крутящему моменту, поскольку для обработки дерева требуется сравнительно меньший крутящий момент, чем для металлов.
Таким образом, регулировка скорости на токарных станках по дереву является электронной, что позволяет легко устанавливать различные скорости в соответствии с вашими потребностями.
С другой стороны, токарные станки по металлу с регулированием скорости на основе шестерни/шкива обеспечивают фиксированные настройки скорости, которые вы можете выбрать.
Опасности, связанные со скоростью токарного станка
Высокие обороты при обработке на токарном станке приводят к более плавному резу и более быстрой обработке, тогда почему не рекомендуется всегда использовать максимальную скорость токарного станка?
Высокая центробежная сила
Основной проблемой при обработке заготовки на высокой скорости является центробежная сила, действующая на вращающуюся заготовку.
Эта сила оттягивает заготовку от оси вращения станка. Он применяется вдоль внешней поверхности заготовки, что может даже привести к взрыву слабой или дефектной заготовки.
Центробежная сила, действующая на заготовку, прямо пропорциональна квадрату скорости вращения шпинделя (об/мин).
Таким образом, даже небольшое увеличение числа оборотов приведет к четырехкратному увеличению центробежной силы, действующей на поверхность заготовки.
Кроме того, центробежная сила увеличивается с увеличением диаметра заготовки.
В связи с этим рекомендуется обтачивать более крупные детали со сравнительно меньшим числом оборотов в минуту, чем более мелкие детали.
Высокая сила резания
Токарные операции на токарном станке обеспечивают хорошее качество при обработке на высоких оборотах, но качество резания также зависит от таких факторов, как скорость подачи и глубина резания.
При обработке на таких высоких скоростях глубокий рез может привести к высокой ударной нагрузке, которая может повредить заготовку и режущий инструмент.
Это воздействие больше касается токарных станков по дереву, поскольку они состоят из ручного режущего инструмента, и ударная нагрузка может передаваться от ручного инструмента оператору и вызывать серьезные травмы.
Поэтому обработка на высоких скоростях рекомендуется только профессионалам, которые могут регулировать оптимальную скорость и подачу, сохраняя при этом одинаковую глубину резания на протяжении всего процесса.
Техника слабого зажима
Существуют различные способы зажима заготовки на токарном станке.
Различные зажимные приспособления на токарных станках
В то время как цанги и патроны являются обычными приспособлениями для токарных станков по металлу, токарные станки по дереву используют такие варианты зажима, как планшайбы, шпиндель и т. д.
Наиболее распространены 3-х или 4-х кулачковые патроны используется технология зажима в большинстве токарных станков по металлу, таких как револьверный токарный станок, оружейный токарный станок и т. д., где на заготовку должны быть возложены большие усилия резания.
Цанговые патроны, напротив, используются на токарных станках из легких металлов, таких как токарные станки с токарным станком.
Аналогичным образом, при работе с деревянными заготовками рекомендуется использовать планшайбы для тяжелых заготовок, поскольку они обеспечивают большую удерживающую силу для преодоления центробежного натяжения, действующего на заготовку.
Слабое удерживающее устройство, такое как шпиндель шпинделя, подходит для небольших заготовок, поскольку оно обеспечивает сравнительно более слабое удерживающее усилие, которое не может преодолеть центробежное притяжение на больших заготовках.
Это сильное центробежное усилие может снять заготовку с зажимного приспособления и отбросить тяжелую заготовку к оператору, что приведет к серьезным несчастным случаям.
Поэтому рекомендуется всегда задействовать заднюю бабку токарного станка, чтобы обеспечить дополнительную удерживающую силу и минимизировать вибрации.
Сильные вибрации
Высокие скорости токарного станка приводят к сильным вибрациям, что приводит к плохому качеству поверхности.
Эти вибрации вызывают нежелательное трение инструмента о заготовку и иногда могут создавать большую ударную нагрузку, повышая риск несчастных случаев.
Основной причиной этих вибраций может быть легкое шасси токарного станка, несбалансированная заготовка или биение шпинделя.
Поэтому важно обеспечить идеальное выравнивание заготовки и помнить о физических ограничениях вашего токарного станка при настройке скорости токарного станка.
Заключительные мысли
Скорость токарного станка играет решающую роль в определении безопасности процесса и качества поверхности обрабатываемой детали.
Увеличение скорости вращения шпинделя выше определенного предела может привести к чрезмерной центробежной силе, что поставит под угрозу безопасность процесса.
С другой стороны, увеличение скорости резания (SFM) приводит к более гладкому резу с высоким качеством поверхности.
Кроме того, снижение скорости резания ниже оптимального диапазона повлияет на процесс резания за счет снижения силы резания, прилагаемой для удаления материала с заготовки, что ухудшит качество резки.
Обе скорости взаимозависимы друг от друга, поэтому важно установить идеальный баланс, обеспечивающий качественный рез при безопасной работе.
Часто задаваемые вопросы (FAQ)
Какая скорость токарного станка рекомендуется для токарной обработки дерева?
Как правило, для точения по дереву рекомендуется скорость около 1000 об/мин. Это считается безопасной скоростью, при которой можно производить пропилы хорошего качества с минимальным износом инструмента для большинства типов древесины. Тем не менее, рекомендуется понимать поведение типа обрабатываемой древесины и соответствующим образом изменять настройку скорости.
Можно ли выполнять поворот со скоростью ниже рекомендованной?
Да, токарные операции можно выполнять на скорости ниже рекомендуемой. Особенно при работе на токарных станках по дереву, где вам приходится манипулировать режущим инструментом вручную, рекомендуется установить скорость, которая позволяет вам чувствовать себя комфортно, обеспечивая при этом желаемую чистоту поверхности.
Какова предпочтительная скорость настольного токарного станка по дереву?
Как правило, большинство настольных токарных станков по дереву имеют максимальную скорость вращения шпинделя от 4000 до 6000 об/мин с регулируемой скоростью. Это обеспечивает возможность обработки различных пород дерева с высокой чистотой поверхности.
Скорость токарного станка по дереву — Как определить правильную скорость
Многие начинающие токари задают вопрос: «Как быстро я должен работать на токарном станке?». Читайте дальше и, надеюсь, вы поймете, как ответить на вопрос. Удивительно, но многие токари не могут дать прямого ответа и прибегают к комментариям типа «как кажется правильным» или «включите, пока не завибрирует». Первый из этих ответов на самом деле не помогает новичку-токарю, потому что ему еще предстоит развить чувство того, что кажется правильным, а второй таит в себе опасность, если заготовка хорошо сбалансирована, потому что вы можете не получить какой-либо значительной вибрации до тех пор, пока не будет безопасно. рабочая скорость значительно превышена.
Имеет ли значение скорость?
Зачем нужно ограничивать скорость токарного станка? На этот вопрос есть два ответа: первый — ограничить вибрацию разбалансированной детали, и это может быть решающим фактором, если баланс значителен. Второй ответ заключается в том, что вращение чего-либо создает центробежную силу, которая пытается разорвать объект на части. Если в древесине есть какие-либо дефекты (заметные или иные), чрезмерная скорость может вызвать центробежную силу, достаточную для разрушения заготовки. Это может привести к тому, что потенциально большие и тяжелые куски дерева станут снарядами, нанося урон всем и каждому на своем пути, так что будьте осторожны! Также стоит помнить, что центробежная сила, создаваемая вращением заготовки, пропорциональна квадрату скорости (об/мин). Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии.
Рассчитать правильную скорость
Как рассчитать безопасную скорость для запуска токарного станка? Ответ на этот вопрос довольно прост: если вы работаете в имперских единицах измерения, разделите 6000 на диаметр заготовки в дюймах, чтобы рассчитать низкую скорость вращения, и разделите 9000 на высокую скорость вращения. Например, для заготовки диаметром 3 дюйма скорость будет составлять от 2000 до 3000 об/мин, а для заготовки диаметром 10 дюймов — от 600 до 900 об/мин. Если вы хотите, чтобы это было просто, просто используйте деление на 6000 (игнорируйте 9).000 бит!).
Если вы работаете с метрическими единицами измерения, разделите 15000 на диаметр заготовки в сантиметрах, чтобы вычислить число оборотов в минуту. Ниже приведены примеры скоростей для диапазона диаметров до 24 дюймов.
Диаметр заготовки (дюймы)
Скорость (об/мин)
Скорость 2 (об/мин)
1
6000
2
3000
4500
3
2000
3000
4
1500
2250
5
1200
1800
6
1000
1500
7
857
1286
8
750
1125
9
667
1000
10
600
900
11
545
818
12
500
750
13
462
692
14
429
643
15
400
600
16
375
562
17
353
529
18
333
500
19
316
474
20
300
450
21
286
429
22
273
409
23
261
391
24
250
375
График показывает зависимость скорости от диаметра (в дюймах).
Сверлильный станок JET JDP-10L-M — цена, отзывы, характеристики с фото, инструкция, видео
JET JDP-10L-M — универсальный сверлильный станок для работы с металлом, древесиной и другими материалами. Предназначен для любительской эксплуатации. Укомплектован надежным асинхронным (индукционным) двигателем и двухступенчатым ременным редуктором, который позволяет задать нужную скорость вращения шпинделя в интервале от 220 до 2450 об/мин. Передачи меняются переустановкой одного или двух клиновых ремней на ступенчатых металлических шкивах (всего их три).
Подача пиноли шпинделя производится штурвалом, на его оси установлена муфта стопора с миллиметровой шкалой. С её помощью можно задать ограничение глубины сверления. Посадка патрона в шпиндель через конус МК-2, что позволяет применять любую другую оснастку с соответствующим хвостовиком.
Рабочий стол выполнен из чугуна и оборудован зубчато-реечным механизмом для регулировки высоты установки, кроме этого регулируется и наклон. Тиски (входят в комплект) закрепляют через пазы к столу или, если заготовка большая, к основанию.
Особенности
Контроль глубины сверления по лимбу
Регулировка скорости вращения шпинделя переустановкой ремней
Рабочий стол из чугунного литья
Регулировка высоты установки рабочего стола при помощи вращающейся рукоятки
Регулировка наклона рабочего стола
Характеристика
Значение
Потребляемая мощность, кВт
0,45
Напряжение, В
230
Ход пиноли шпинделя, мм
60
Вылет шпинделя, мм
126
Число скоростей
12
Частота вращения шпинделя на холостом ходу, об/мин
220-2450
Угол наклона рабочего стола
±0-45°
Максимальный диаметр зажима для сверл, мм
16
Конус шпинделя/ посадка патрона
МК2/ В16
Размер стола, мм
200×195
Максимальное расстояние шпиндель-стол, мм
400
Расстояние шпиндель основание, мм
520
Габариты (ДхШхВ), мм
530х300х820
Масса JET JDP-10L-M , кг
32,5
Длина в упаковке, см
71
Ширина в упаковке, см
47
Высота в упаковке, см
29
Масса в упаковке, кг
37
Комплектация
Сверлильный патрон с оправкой
Станочные тиски
Комплектация за дополнительную плату
DPV/CI-80 Тиски сверлильные, ширина губок 80 мм GR35191 ( арт. GR35191 )
Думал сэкономить и взять восьмерку, но возможность использовать конические сверла перевесила. Хороший станок бытового уровня, для чего-то серьезного брать не стоит. Для металла даже не пытайтесь – жесткость здесь отсутствует.
.Регулировка скорости вращения шпинделя переустановка ремней
. Письменный стол из чугуна
.Регулировка высоты рабочего стола с помощью поворотной ручки
.Наклоните рабочий стол
JDP-10L Струйно-сверлильный станок, предназначенный для любителей работы с деревом и другими материалами. Несмотря на ограничения по частоте использования, обладает всеми функциями и системами, присущими профессиональным аналогам. Для управления движением пиноли шпинделя предусмотрен циферблат (циферблат), рабочий стол имеет регулировку наклона и высоты (для перемещения поворотной рукояткой). Стол изготовлен из чугуна и снимается, что позволяет пользователям работать с крупногабаритными заготовками. Роль опоры при станке выполняет основание, поверхность которого так же обработана и имеет прорези для крепления захвата (входит в комплект).
Важное преимущество — надежная конструкция с металлическими шкивами приводных ремней и качество и наличие конусного шпинделя МК2, что позволяет использовать сверла с коническим хвостовиком.
Обращаем Ваше внимание на то, что приведенные цены и характеристики товаров носят исключительно ознакомительный характер и не являются публичной офертой, определяемой пунктом 2 статьи 437 Гражданского кодекса Российской Федерации.
Наличный и безналичный расчет
Доставка по всей России
Гарантия качества всех товаров
Бесплатный звонок 8 800 333-11-72
Новинки
Хиты продаж
Быстрый просмотр
PipeMAB 525
Наличие уточняйте
193 769 ₽
Быстрый просмотр
PipeMAB 200
Наличие уточняйте
139 394 ₽
Быстрый просмотр
GW50 с ЧПУ
Наличие уточняйте
165 000 ₽
Быстрый просмотр
OPTIdrill DQ 20V
Наличие уточняйте
62 900 ₽
Быстрый просмотр
Alztronic i6
Наличие уточняйте
397 364 ₽
Быстрый просмотр
ТШ-2Д
Наличие уточняйте
63 000 ₽
Быстрый просмотр
OPTIturn TU 3008V
Наличие уточняйте
448 800 ₽
Быстрый просмотр
PM2014
Наличие уточняйте
Быстрый просмотр
МС-36
Наличие уточняйте
61 071 ₽
Быстрый просмотр
2С132
Наличие уточняйте
650 000 ₽
Быстрый просмотр
2М112
Наличие уточняйте
120 000 ₽
Быстрый просмотр
ЗСВ-20
Наличие уточняйте
116 000 ₽
Быстрый просмотр
ТШ-2. 10
Наличие уточняйте
72 000 ₽
Быстрый просмотр
FVV-30
Наличие уточняйте
164 081 ₽
Быстрый просмотр
8725
Наличие уточняйте
400 000 ₽
Быстрый просмотр
GW50
Наличие уточняйте
160 000 ₽
Акции
Все акции
О компании
Компания «Промышленное Оборудование Интернет портал» предлагает предприятиям и организациям свои услуги по комплексному снабжению, поставкам и продаже промышленного оборудования.
23614
Клиентов
7205
Успешных проектов
34
Торги и госконтракты
12
Лет на рынке
Металлорежущие станки и оборудование по металлу
Каталог станков по металлу
Токарные станки
от 1 362 728 ₽
Токарные станки с наклонной станиной
Токарно-винторезные станки
Токарные станки с горизонтальной станиной
Фрезерные станки с ЧПУ
от 2 574 999 ₽
Вертикальные фрезерные центры
Горизонтальные фрезерные центры
Портальные фрезерные центры
Установки лазерного раскроя
от 2 256 096 ₽
Листогибочные прессы
от 675 391 ₽
Гильотинные ножницы
от 790 669 ₽
Сверлильные станки
от 1 329 756 ₽
Радиально-сверлильные станки
Все станки
Выгодные предложения
Токарный станок с наклонной станиной серии KTL-D. Линейные направляющие
В наличии
Быстрый просмотр
Лизинг
от 58 326 ₽/мес
Цена станка
от 4 402 973 ₽
Модельный ряд
Максимальный диаметр обработки над станиной, мм
Мощность главного привода, кВт
Максимальная длина обработки, мм
Устанавливаемый диаметр над суппортом, мм
Вес, кг
KTL 40 D
В наличии
KTL 44/500 D
KTL 44 D
KTL 62 D
200
300
380
570
5,5 /  7,5
11 /  15
15 /  18,5
18,5 /  22
250 /  330
450
600 /  1000
1000 /  1500
400
440
440
625
2700
5000
4000
8500
Токарный станок с ЧПУ KMT серии KE
В наличии
Быстрый просмотр
Лизинг
от 21 871 ₽/мес
Цена станка
от 1 651 024 ₽
Модельный ряд
Максимальный диаметр обработки над станиной, мм
Мощность главного привода, кВт
Вес, кг
KE36 750/1000/1500
KE50 1000/1500/2000
KE56 1000
KE80 1500/2000/3000
В наличии
KE80/2000
400
500
560
800
800
5,5
7,5
11,0
15,0
15,0
1400 /  1550 /  1750
2750 /  3100 /  3450
2800 /  3150 /  3500
4100 /  4600 /  5400
4600
Токарно-винторезный станок KMT серии KC
В наличии
Быстрый просмотр
Лизинг
от 18 056 ₽/мес
Цена станка
от 1 362 728 ₽
Модельный ряд
Максимальный диаметр обработки над станиной, мм
Мощность главного привода, кВт
Вес, кг
KC51B x 1000 / 1500 / 2000 / 3000
В наличии
KC56B x 1000 / 1500 / 2000 / 3000
KC66С x 1500 / 2000 / 3000
KC80C x 1500 / 2000 / 3000
KC80С/2000
510
560
660
800
800
7,5
7,5
7,5 кВт (* 11 кВт)
7,5 кВт (* 11 кВт)
7,5 кВт (* 11 кВт)
2025 — 3970
2040 — 4000
3065 — 4310
3175 — 4495
3175 — 4495
Радиально сверлильный станок серии KR
В наличии
Быстрый просмотр
Лизинг
от 17 618 ₽/мес
Цена станка
от 1 329 756 ₽
Модельный ряд
Мощность двигателя шпинделя, кВт
Максимальный диаметр сверления, мм
Вес, кг
KR40
В наличии
3
4
5,5
7,5
15
18,5
18,5
40
50
63
80
100
125
132
3000
3500
7000
11 000
20 000
28 500
29 000
Преимущества КМТ
Качественная номенклатура
Бесплатная замена станка
Оперативный сервис в 17 регионах
Финансовые программы
Станки всегда в наличии на складе
Новости
Приглашаем на домашнюю выставку «Технологии. ..
Программа выставки будет включать демонстрацию в работе 20 станков, а также 700 моделей оборудования на складских…
06.10.2022
Новая модель токарного центра КМТ KTL52M/500 на выставке…
На прошедшей в конце мая выставке Металлообработка-2022 компания КМТ представила новую модель токарного центра…
18.07.2022
Специальное предложение от ЛК «Сименс Финанс»
Лизинг 5×5 на определенные серии станков.
29.07.2021
Больше новостей
Наши клиенты
Бренд КМТ предлагает станки по металлу мировых производителей с лучшим соотношением цены и качества. Продукция марки отвечает международным стандартам ISO и T?V благодаря строгому контролю качества на предприятиях и использованию высокоточного оборудования для производства станков. Сегодня бренд выступает одним из востребованных международных проектов на рынке России.
Наша продукция
Для малого и крупного бизнеса компания КМТ предлагает:
Фрезерный станок с ЧПУ по металлу – обрабатывает прочные материалы, в том числе металлы и сплавы. Управление процессами осуществляется при помощи программного модуля ЧПУ. Он сохраняет в памяти данные обработки, чтобы в дальнейшем фрезерование можно было провести с минимальным участием оператора. Позволяет быстро изготовить большое количество однотипных деталей.
Токарный– предназначен для точения конусных, цилиндрических и фигурных деталей, нарезки резьбы и торцевания, а также сверления, развертывания отверстий и проч. Может обрабатывать максимальное количество заготовок.
Универсальный горизонтально-расточной для создания крупных тяжелых деталей – турбин, редукторов, блоков цилиндров, частей электродвигателей, корпусов военной техники.
Сверлильный – для создания отверстий и проушин, нарезания резьбы, рассверливания, расточки, подрезки торцов металлических изделий.
Специальные предложения
В компании доступна услуга комплексной поставки станков по металлу в формате «единого окна»: доставка, шефмонтаж, расширенное обучение операторов и инженеров-наладчиков, подготовка технологии и изготовление первой детали-представителя бесплатно, а также подбор инструментальной и крепёжной дополнительной оснастки. Таким образом сокращается время на ожидание, установку станка и начала производства готовых деталей. При подобном формате оборудование окупается быстрее и предприятие получает ощутимую прибыль.
Преимущества компании
Доступная стоимость станков по металлу.
Скидки и акции, которые позволяют клиентам компании купить продукцию дешевле.
Доставка по Москве и регионам РФ.
Сервисная поддержка – выезд на объект в течение 48 часов.
Большое количество оборудования на складе в наличии.
Покупайте оборудование в КМТ!
20-дюймовый, 24-дюймовый и 28-дюймовый токарный станок для обработки металла
Станкостроение | Ассоциированный специалист по прикладным наукам (AAS)
Ассоциированный специалист в области прикладных наук (A.A.S.)
Подать заявку сегодняПодать заявку
Запланировать посещениеПосетить
Запрос информацииInfo
Об этой программе
Малые и средние производственные предприятия нуждаются в квалифицированных механиках и инструментальщиках, чтобы обеспечить бесперебойную работу производственных линий. Изучая технологию станкостроения, вы узнаете, что нужно, чтобы играть жизненно важную роль в этой востребованной области. Курсовая работа охватывает все аспекты работы станков от теории и проектирования до программирования ЧПУ. Узнайте, как настраивать фрезерные и токарные операции и управлять ими. Используйте специализированное программное обеспечение для создания деталей, изготовленных по индивидуальному заказу. Благодаря практическому обучению в ультрасовременных лабораториях вы приобретете передовые навыки, которые позволят вам работать в самых разных сферах деятельности в механических мастерских и производственных отраслях, столь же разнообразных, как и ваши интересы.
Следующие шаги…
Вы на пути к тому, чтобы стать создателем завтрашнего дня.
Бесшовный путь от младшего специалиста до степени бакалавра
95%
Общее место pct.edu/academics/assessment-research-planning">Assessment, Research, and Planning Office</a> (2014-2020)</p>
»/>
Обширный практический опыт
Карьера
Инструментальщик
Машинист
Техник ЧПУ
Помощник производителя
Курсы
В Penn College мы считаем, что ваш образовательный опыт должен выходить за рамки специальных навыков. Готовность к реальному миру означает использование более широкого подхода, который развивает коммуникативные навыки, вдохновляет на сотрудничество и поощряет знакомство с искусством, историей и наукой.
Специализация требует глубоких знаний и высокого уровня владения языком. Студенты учатся и применять основные концепции, навыки и методы.
Мельничные приложения (MTT128)
Токарные станки (MTT129)
Введение в CAD/CAM (CIM102)
Обработка и программирование с ЧПУ I (CIM104)
Обработка и программирование с ЧПУ II (CIM124)
CAD/CAM (CIM220)
Контроль качества с помощью GD&T (MTT131)
Применение станков (MTT213)
Проектирование и изготовление светильников (MTT222)
Электроэрозионная обработка (CIM205)
Абразивная обработка и термообработка (MTT216)
Введение в металлургию (MSC106)
Точки зрения — это точки зрения, предлагающие различные способы понимания, взаимодействия и влияющие на мир. Учащиеся определяют, объясняют и используют подходы, используемые учеными и профессионалов для изучения, анализа или понимания проблем и предложения решений.
Физика с технологическими приложениями (PHS114)
Core Applied Arts Perspective (AAP) или
Core Arts Perspective (ARP) или
Core Global & Cultural Diversity Perspective (CDP) или
Основная историческая перспектива (HIP) или
Основная перспектива социальных наук (SSP)
Основы практических, интеллектуальных и социальных навыков: общение, сотрудничество, критическое и этическое мышление, количественное мышление и технологическая грамотность которые имеют решающее значение для каждого учащегося на каждом этапе образования и на каждом этапе жизни.
Высшая алгебра и тригонометрия I (MTh281)
Английский состав I (ENL111)
Информация, технологии и общество (CSC124)
Технические и профессиональные коммуникации (ENL201)
Посмотреть список целей и курсов
Избранное видео
Центр технологий обработки Ларри А. Уорда
Благодаря щедрому пожертвованию выпускника Ларри Уорда в размере более 1 миллиона долларов в лаборатории механической обработки была проведена обширная реконструкция, включая 50 новых станков для лаборатории площадью 14 299 квадратных футов. Проверьте это!
Профили производителя
Расписание туров
Верить надо видеть.
Думаешь, Пенсильванский колледж тебе подойдет? Запланируйте посещение и узнайте, что такое практическое обучение.
янв 27
День открытых дверей
Пятница, 27 января
8:30 – 2 :30 вечера
фев 25
День открытых дверей
Суббота, 25 февраля
8:30 – 2 :30 вечера
март 17
День открытых дверей
Пятница, 17 марта
8:30 – 2 :30 PM
другие даты
март 26
День открытых дверей
Воскресенье, 26 марта
8:30 – 2 :30 вечера
апр 14
День открытых дверей
Пятница, 14 апреля
8:30 – 2 :30 вечера
апр 29
День открытых дверей
Суббота, 29 апреля
8:30 – 2 :30 PM
Другие даты тура уже в пути.
А теперь давайте подберем для вас экскурсию. Позвоните, пообщайтесь или напишите по электронной почте для вариантов.
Нужна другая дата?
Давайте сейчас подберем для вас тур. Позвоните, пообщайтесь или напишите по электронной почте для вариантов.
Если вы не можете посетить ни одну из этих дат Свяжитесь с приемной по телефону 570.320.2400
Отраслевые партнеры
Работайте с экспертами, чтобы стать экспертом
Прочные корпоративные партнерские отношения Пенсильванского колледжа влияют на каждый шаг вашего пути — от первого дня в классе и лаборатории до трудоустройства (часто до выпуска) и далее.
Стажировка
Ваши знания на практике
Стажировки имеют ключевое значение для подготовки к карьере. Примените свои знания на рабочем месте и узнайте об отрасли из первых рук.
Узнать больше
Студенческий опыт
Сообщество как класс
Команда Baja SAE безраздельно властвует… снова
Команда Penn College недавно зарекомендовала себя как лучшая в мире, одержав две победы!
Подробнее
Связанные программы
Следуй своей страсти
Студенческая жизнь
Станьте лидером и проверьте свои навыки
Baja SAE
Присоединяйтесь к другим учащимся разных специальностей и применяйте свои навыки для создания автомобиля, который будет участвовать в регулярных соревнованиях Baja SAE.
SkillsUSA
Участие в SkillsUSA дает студентам возможность участвовать в более чем 80 национальных соревнованиях.
Студенческие организации Пенсильванского колледжа
Учеба в колледже — это больше, чем просто занятия в классе. Присоединяйтесь к одному из 65+ клубов и организаций или создайте свой собственный.
Новости
13.01.2023
Амбассадор проявляет гордость и страсть во время повторного посещения школы vo-tech
Перед началом последнего семестра на прошлой неделе Лорин А. Штауффер вернулась в Профессионально-техническую школу Bethlehem Area …
01.12.2023
Глобальная компания жертвует промышленные товары Penn College
Щедрость глобальной производственной компании повысит практическое образование студентов Пенсильванского технологического колледжа. …
01.05.2023
Пятница Массовый набор для давнего инструктора по механообработке
Похороны Кеннета С. Экка, 60 лет, давнего преподавателя механообработки, умершего 3 января, состоятся в пятницу. Вспомогательный …
Посмотреть все
Учеба за границей
Получите международный опыт
Посмотрите на мир через Williamsport. Получите образование за границей и получите практический опыт изучения своей отрасли в глобальном масштабе.
Узнать больше
Дополнительная информация
Аккредитованный испытательный/сертификационный институт Национального института металлообработки (NIMS).
На эту специальность распространяются стандарты перевода, установленные Колледжем (см. http://www.pct.edu/catalog/TransferringCredits). Исключения должны быть одобрены деканом школы.
Просмотр общей информации о передаче
Инструменты
Предполагается, что учащиеся имеют по крайней мере рекомендованные инструменты. Это сведет к минимуму время, затрачиваемое на ожидание в очереди, чтобы получить или вернуть основные инструменты в комнату. Инструкторы помогут определить, какие инструменты необходимы в течение первого дня занятий. Бесплатные шкафчики расположены в лабораторной зоне. Студенты должны предоставить свои собственные замки. В конце весеннего семестра шкафчики должны быть очищены, а замки сняты, иначе персонал колледжа уберет и выбросит эти предметы.
Необходимые инструменты для автоматизированного производства и обработки
Униформа
Не носите свободную одежду, которая может попасть в машину; Рекомендуются короткие рукава или туго закатанные рукава. Длинные волосы должны быть убраны назад и надежно закреплены. Магазинные фартуки следует носить, чтобы уменьшить износ одежды. Во время пребывания в лаборатории следует носить защитные очки и защитную обувь.
Униформа и инструменты можно приобрести в магазине The College Store.
Альтернативный кредит относится к академическим кредитам, полученным другими способами, помимо традиционного завершения курса колледжа, в том числе: кредит на экзамене, артикуляция, подтверждение компетентности, полученной в старшей школе, опыт работы/жизни и продвижение по службе.
Посетите страницу «Альтернативные варианты кредита» для ознакомления с требованиями и процедурами, а также для получения информации о кредите через Advanced Placement.
Г-н Кит Блер, 86 лет, Инженер-технолог , L-3 Communications
Г-н Уолтер Богуслав, Инженер-технолог , Harold Beck & Sons
Г-н Майкл Браун, ’89, ’96, Инженер-технолог , Keystone Friction Hinge
Самодельный миниатюрный лазерный гравер на Arduino Uno / Хабр
Полагаю, что проект, о котором я хочу рассказать, будет интересен всем, кто занимается электроникой. А именно, речь идёт о миниатюрном лазерном гравере, с помощью которого можно наносить изображения на картон, на дерево, на виниловые наклейки и на прочие подобные материалы. Идею проекта я почерпнул из этого руководства, сделав кое-что по-своему.
Лазерный гравер в действии и процесс сборки устройства
Материалы и инструменты
Для создания гравера вам понадобятся следующие основные компоненты:
Arduino UNO (с USB-кабелем).
2 шаговых двигателя от DVD-приводов.
2 контроллера для шаговых двигателей A4988 и соответствующая плата расширения для Arduino.
Лазер мощностью 250 мВт с настраиваемой оптикой.
Блок питания (минимум — 12В, 2А).
1 N-канальный полевой транзистор IRFZ44N.
Вот список необходимых инструментов:
Паяльник.
Дрель.
Напильник по металлу.
Наждачная бумага.
Кусачки.
Клеевой пистолет.
Шаг 1. Шаговый двигатель
В нашем проекте понадобится два шаговых двигателя из DVD-приводов. Один нужен для перемещения стола гравера по оси X, а второй — по оси Y. Поискать подходящие приводы можно в нерабочих компьютерах или в местном магазине подержанной электроники. Я нашёл то, что мне было нужно, очень дёшево, именно в таком магазине.
Винты на корпусе DVD-привода
DVD-привод со снятой крышкой
Необходимые нам части DVD-приводов
DVD-приводы нужно разобрать. Последовательность действий по «добыванию» из привода того, что нам нужно, выглядит так:
Откручиваем все винты, воспользовавшись отвёрткой с профилем Phillips.
Отключаем все кабели.
Открываем корпус и откручиваем винты, крепящие шаговый двигатель и соответствующий механизм.
Извлекаем двигатель и присоединённый к нему механизм.
В результате в нашем распоряжении окажется два 4-пиновых биполярных шаговых двигателя.
Шаг 2. Изучаем шаговый двигатель
Шаговый двигатель
Шаговый двигатель — это электромеханическое устройство, которое преобразует последовательности электрических импульсов в дискретные угловые перемещения ротора. То есть — ротор такого двигателя может, реагируя на поступающий на него сигнал, выполнить определённое количество шагов. Шаговые двигатели можно сравнить с цифро-аналоговыми преобразователями, превращающими цифровые сигналы от управляющих схем в нечто, имеющее отношение к физическому миру. Такие двигатели применяются в самых разных электронных устройствах. Например — в компьютерной периферии, в приводах дисководов, в робототехнике.
Шаг 3. Подготовка шаговых двигателей
Кабель для подключения шагового двигателя к контроллеру
Кабель для подключения шагового двигателя к контроллеру
Для начала, используя мультиметр в режиме проверки целостности цепи, найдём контакты, подключённые к двум катушкам двигателя — к катушке A, и к катушке B.
Я подготовил 2 пары проводов разного цвета, одну пару для подключения к катушке А, вторую — для подключения к катушке B.
Шаг 4. Сборка стола гравера
Сборка стола гравера
Для сборки подвижного стола гравера я склеил механизмы шаговых двигателей, разместив их перпендикулярно друг другу. Основание стола сделано из ДСП.
Шаг 5. Сборка держателя для лазера
Сборка держателя для лазера
Установка держателя
Держатель для лазера собран из дерева. Модуль лазера крепится к нему кабельной стяжкой.
Шаг 6. Прикрепление лазера к держателю
Лазер, стол гравера и лазер, закреплённый на держателе
В этом проекте используется лазерный модуль мощностью 200-250 мВт (длина волны — 650 нм). Оптическая система этого модуля позволяет сфокусировать лазер на нужном расстоянии.
Для того чтобы обеспечить охлаждение гравера при его длительной работе — можно воспользоваться радиатором. Его можно купить или снять со старой материнской платы.
Шаг 7. Подключение электронных компонентов
Подключение электронных компонентов
Теперь нужно подключить к Arduino плату расширения. К ней надо подключить контроллеры шаговых двигателей, шаговые двигатели, лазер и блок питания.
Шаг 8. Загрузка и установка Benbox Laser Engraver, Arduino IDE и драйвера Ch440
Материалы Benbox Laser Engraver
Теперь пришло время загрузить и установить необходимое ПО. В частности, нам нужны следующие программы:
Benbox Laser Engraver 3.7.99.
Arduino IDE.
Драйвер Ch440 для Arduino (входит в состав дистрибутива Benbox Laser Engraver).
После установки программного обеспечения нужно перезагрузить компьютер и подключить Arduino к компьютеру по USB.
Шаг 9. Установка прошивки для Arduino Nano
Окно обновления прошивки
Теперь в окне Benbox Laser Engraver нужно нажать на кнопку с изображением молнии (она находится в верхнем ряду кнопок, справа). Далее, в появившемся окне надо выбрать подходящий COM-порт, выбрать устройство (UNO(328p)) и указать путь к .hex-файлу прошивки. Теперь надо нажать на кнопку с галочкой. После успешного завершения прошивки Arduino в заголовке окна появится зелёная галочка.
Теперь нужно настроить параметры гравера. Для этого надо нажать на синюю кнопку меню, которая находится в правом верхнем углу окна программы. Потом, для открытия списка параметров, надо щёлкнуть по кнопке с изображением стрелки, направленной вправо. Далее, надо заполнить список параметров так, как показано на предыдущем рисунке.
После этого надо щёлкнуть по кнопке со стрелкой, направленной влево, и выбрать порт, к которому подключён гравер.
Выбор порта
Шаг 11. Первый сеанс гравировки
Создание простого изображения для проверки работы системы
Начальная точка гравировки (0, 0) отмечена маркером, который выглядит на рисунке как красная дуга. Он находится в левом верхнем углу рабочего поля программы. При проверке правильности работы системы можно нарисовать в рабочем поле какую-нибудь простую фигуру, воспользовавшись инструментами, находящимися в левой части окна программы. После того, как изображение готово, запустить гравировку можно, нажав на зелёную кнопку со стрелкой, расположенную в верхней панели инструментов. Но перед этим надо сфокусировать луч лазера.
Шаг 12. Работа с гравером
Если у вас получилось всё то, о чём мы говорили выше, это значит, что теперь у вас есть собственный лазерный гравер.
Процесс гравировки изображения
Планируете ли вы сделать лазерный гравер?
Мини лазерный гравер на деталях от DVD приводов и сканеров, с рабочей зоной 100х100 мм
Мини лазерный гравер на деталях от DVD приводов и сканеров, с рабочей зоной 100х100 мм
Дома есть коробка деталей от ДВД, сканеров, принтеров и хочется чего-нибудь заваять из этого. Тем более стартовал в этой тематике именно с лазерного выжигателя из ДВД.
Вот и подумалось сотворить чего-нибудь с текущим опытом и наличием 3D-принтера.
Проблем у лазерного выжигателя из DVD-rom много: это в первую очередь маленькая рабочая зона 40мм на 40 мм, низкое разрешение, слабый лазер и т. д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
Вот прикинул, что есть вналичие и какое надо разрешение. Сделал несколько прикидочных вариантов и вот такое получилось.
Пример выжженной картинки на гофрокартоне.
Рабочая зона 105 мм на 110 мм. Разрешение 6 линий на мм. Но лучшее качество получается на разрешении 4 линии на 1 мм. Скорость прожига 300 мм/мин (5 мм/сек). Скорость прожига определяется мощностью лазера и качеством его фокусирующей системы.
Лазер синий (450 нм) 2500 миллиВатта (2,5 ватта) на 12 вольт. Валы не стандарт — 5,75 мм и 5,9 мм. Шаговые двигатели от компьютерных струйных принтеров — 48 шагов на оборот — 7,5 градусов на шаг. Плата управления — шилд для ЧПУ -CNC shield 111330 v. 4.0 на Arduino NANO. Прошивка GRBL 1.1. Блок питания 12 вольт 4,5 ампера для запитки светодиодных лент. Программа для подготовки G-кодов для выжигания — бесплатная LaserGRBL .
Работает и без подключения к компьютеру, если подключить экран с кардридером MKS TFT 24.
Можно не только выжигать, но резать насквозь ватман, картон 0,5 мм (гофрокартон не прорезает), пенопласт, тонкий цветной пластик.
Всё началось с линейных осей и двигателей. Валялись без дела круглые шаговые двигатели от струйных принтеров. Но для 3D принтера они не подходят — слабые, мало шагов на оборот — всего 48 шагов, большой угол поворота на шаг 7,5 градуса. Поэтому если их ставить то только с редуктором.
Достал коробку с б.у. пластиковыми шестернями с принтеров и сканеров и нарисовал редуктор в солидворксе.
Напечатал……. Снова нарисовал, снова напечатал…….. и так пока не заработало.
Потом нарисовал оси. Так как валы разного диаметра и полный не стандарт и редукторы получились разные на оси. То есть повторяемости- ни какой. Даже для себя , даже хотя бы одинаковое для двух осей не получилось.
Далее берём корпус от ДВД привода, и прикручиваем с боков две прямоугольных трубы 15*30мм. У ДВД привода с боков есть отверстия с резьбой 3мм — с двух сторон, в два ряда, для крепления привода в корпусе компьютера. Очень удобно, к этим отверстиям, приделать вертикальные стойки.
Сваял из лазерного диода от ДВД привода — лазерный тракт.
Тракт для лазерного диода — DC-DC преобразователь — 12 вольт -5 вольт. Плата стабилизации регулируемого тока и TTL-включения и сам лазерный диод. Я выставил ток на 250 мА.
Объектив сделан из линзы от головки каретки ДВД привода. Линза вставлена в резиновую втулку. Резиновая втулка в трубку с резьбой. Фокусное расстояние меняется вывинчиванием трубки из стопорной гайки — штуцера .
Вот так светит без фокусирующего объектива
А вот так с фокусирующим объективом. Но получился лазер слабым. Пенопласт выжигает, а на картоне или фанере не получается в приемлемое время получить прожиг.
Поэтому поставил китайский фабричный лазер на 2,5 ватта на 12 вольт -синий (450нм)
Плата управление CNC shield 111330 + ARDUINO NANO
Всю управляющую.электронику прикрутил сзади -за осью Х.
Питание от блока питания светодиодных лент на 12 вольт 4,5 ампера. Но лазер сильно просаживает линию питания в момент включение, хотя общее стабильное потребление при включённом лазере не превышает 1,5 амперов. Поэтому пришлось повесить дополнительных конденсаторов на линию питания.
Прошивка GRBL 1.1. Сперва стояла GRBL 0.9 , но в 1.1 добавили функционал для управления лазером. Чтобы прошить GRBL 1.1f через ARDUINO Ide требуется добавить GRBL.zip в библиотеку. А саму GRBL 1.1f открыть через ‘пример’ скетча GRBL .
В этом примере только одна строчка — ‘используем библиотеку GRBL ‘. И всё. Если открывать по другому, то ARDUINO Ide ругается, что чего то там не находит. А параметры GRBL 1.1f забиваем через сервисную программу управления. Я использовал для этого LaserGRBL.
Мои настройки GRBL 1.1.
Коды для выжигания формируются очень просто из обычной картинки в бесплатной программе LaserGRBL. Скачать её можно с официального сайта. Как с ней работать есть несколько видео на ю-тубе.
Сперва обрабатываем картинку
Потом запускаем прожиг или сохраняем файл на СД-карту.
В итоге получаем вот такой результат.
Для удаленной работы прикрутил MKS TFT 24 .
GRBL не умеет работать с экраном, кардридером. Да и Ардуино НАНО ног имеет мало. Подключить, конечно можно было бы, но в прошивке нет этого функционала. По крайней мере в старых версиях не было. Да и в настройках нет ничего по подключению экрана ,энкодера, карты памяти.
Но хочется иметь возможность печати отдельно от компьютера.
А вот у MKS TFT 24 есть специализированная прошивка для управления лазерным гравёром, только она заточены под свою плату MKS DLC GRBL CNC Shield controller . Но процессор совпадает с Ардуино НАНО и прошивка тоже совпадает. Значит берём и разбираемся как подключить и подключаем. А на шилде 111330 есть даже специальный разъём для подключения ‘RX TX +5v GND’. И питания и тока вполне хватило с этого разъёма для работы экрана.
Вот такой забавный выжигатель получился .
Как сделать мини-лазерный гравер из DVD-диска?
Вы собираете собственный мини-гравировальный станок для лазерной резки? Просмотрите это руководство «Сделай сам» о том, как сделать небольшой комплект лазерного гравера из DVD-ROM, включая сборку деталей, установку и отладку программного обеспечения, а также операции механической обработки.
Введение
Я скептически отношусь к тому, что кто-то может собрать комплект для настольного лазерного гравера с двумя использованными DVD-ROM (CD-ROM и DVD-RW на выбор) и несколькими мелкими деталями. Итак, я сделал это сам, что длилось 5 дней (включая время на покупку вещей и прочую экспресс-доставку), и, наконец, сделал набор для лазерного гравера своими руками. Вполне чувство достижения, теперь я научу вас на практике.
В Интернете есть различные статьи об использовании отработанных оптических приводов для модификации лазерных граверов и лазерных резаков, но существующие статьи либо неясны, либо стоимость высока, а инструментов много. В этой статье объединены ресурсы, выбрано лучшее решение и используется простой и недорогой метод модификации только для справки.
Здесь я собираюсь показать, как сделать простой лазерный гравировальный станок, используя DVD-ROM, снятый со старого настольного компьютера, который использует Arduino в качестве основного контроллера и программное обеспечение GRBL для управления движением шаговых двигателей и работой лазерного модуля можно использовать для гравировки и резки дерева, бумаги, кожи, акрила и пластика.
Список предметов
Все предметы, которые могут понадобиться, были рассмотрены здесь в максимально возможной степени. Кроме очков, другие инструменты не нужны. Они используются в процессе строительства, поэтому они перечислены кстати.
Некоторые люди также используют DVD-RW для замены лазерной головки, но это требует сильных практических навыков. Не рекомендуется его использовать новичкам.
250mV 650nm Laser
1
12mm Laser Radiator
1
MOS Trigger Switch Driver Module
1
Преобразование сигнала ШИМ в напряжение лазера.
Питание 12 В
1
Можно использовать литиевую батарею или блок питания 12 В.
Необходимые инструменты
1. Мультиметр.
2.Паяльник.
3. Клеевой пистолет.
4.Мини электрическая шлифовальная машина.
Лазерные очки 5,650 нм (Лазер может вызвать необратимое повреждение глаз, убедитесь, что все надевают лазерные очки, прежде чем включать лазер, и убедитесь, что очки могут защитить лазер с длиной волны 650 нм).
Пошаговые инструкции
Шаг 1. Разберите DVD-Rom
1.1. Все, что вам нужно для привода DVD-Rom, — это шаговый двигатель в сборе и лазерный диод. Мне не повезло узнать, что мой DVD-Rom поставляется с очень сложными для работы пластиковыми компонентами. Поэтому я разобрал три привода DVD-Rom и использовал только детали из двух. Процесс разборки довольно сложен, и это в значительной степени относится к большинству дисководов DVD-Rom, которые я когда-либо открывал.
1.2. После удаления винтов в нижней части диска вы можете снять его, как крышку. Скорее всего, под нижней крышкой вы увидите две печатные платы, обе из которых нам не нужны. Но не забудьте сохранить другие полезные детали для других проектов крафта. Например, под передней печатной платой стоит разместить небольшой двигатель постоянного тока.
1.3. Теперь следует снять переднюю панель вместе с передним лотком. Передняя панель отсоединяется, когда вы вытаскиваете лоток (просто используйте шпильку и маленькое отверстие на передней панели).
1.4. Следующие шаги потребуют удаления винтов и, возможно, некоторой грубой силы. Снимите обе печатные платы. Будьте осторожны с кабелями, подключенными к шаговым двигателям. Этот мотор нужно снять.
1.5. Если вы поместите привод DVD-Rom правой стороной вверх и снимите верхнюю крышку, вы должны найти то, что мы ищем, — шаговый двигатель в сборе. Отвинтите винт и просто снимите его.
1.6. Теперь, когда у нас есть шаговый двигатель в сборе, пришло время почистить его. Снимите шпиндельный двигатель, он может быть полезен, но мне он показался слишком громоздким, поэтому я его выбросил. Обычно они удерживаются на месте тремя очень маленькими винтами, хотя иногда они являются частью более крупного узла, поэтому будьте осторожны, чтобы не сломать два стержня, поддерживающих объектив, при их снятии.
1.7. Что касается линзы, просто используйте наиболее подходящий метод для ее удаления, нам нужно оставить гладкую поверхность, а затем соединить на ней некоторые другие детали. Будьте осторожны, чтобы не повредить лазерный диод DVDR-привода.
Шаг 2. Припаяйте кабель шагового двигателя
В разобранной конструкции положение шагового двигателя показано на рисунке:
Шаговые двигатели разных оптических приводов разные, поэтому последовательность строк непростая. чтобы определить, но мы можем наблюдать кабели, протянутые от шаговых двигателей, просто следуйте последовательности сварки кабелей. (Проблема проводки не рассматривается в первую очередь)
Шаг 3.
Подключение цепи
Схема подключения показана на рисунке:
Настройте мультиметр на двухпозиционную передачу и подключите положительный и отрицательный полюсы мультиметра к двум соседним контактам. Звук мультиметра — это канал, то есть та же катушка. Этот шаговый двигатель представляет собой четырехпроводной двухфазный шаговый двигатель с двумя наборами катушек, нам просто нужно убедиться.
Модуль драйвера шагового двигателя A4988, который необходимо использовать в проекте.
Конфигурация определения контактов и разрешения подразделения.
A4988 типовая схема применения.
Определения контактов для функций, связанных с CNC Shield V3.
Определение контактов Arduino UNO R3. Зеленые маркеры — это определения контактов для Arduino, а фиолетовые — для CNC Shield V3.
Далее следует использовать Arduino UNO R3, CNC Shield V3 и релейные модули. При установке просто подключите CNC Shield V3 к соответствующему разъему интерфейса Arduino UNO R3.
Установите механизм перемещения шагового двигателя осей X, Y и лазерный модуль на предварительно подготовленный кронштейн.
Шаг 4. Запись прошивки GRBL
Прошивку можно записать с помощью XLoader или скомпилировать и загрузить с помощью Arduino IDE.
В этой работе для записи используется XLoader, номер версии прошивки GRBL — grbl_v0_9j, другие версии прошивки аналогичны, пожалуйста, проверьте сами.
Метод 1: Запись XLoader
1. Подготовить программу записи XLoader, grbl_v0_9j.hex.
2. Плата управления Arduino подключается к последовательному порту USB компьютера.
3. Откройте программу записи XLoader, выберите grbl_v0_9j.hex и нажмите «Загрузить для записи».
4. После того, как программное обеспечение будет успешно запрограммировано и снова включено, следующая информация будет выводиться через последовательный порт. Обратите внимание, что скорость передачи данных должна быть установлена на 115200.
Метод 2: Компиляция Arduino IDE
1. Загрузите архив grbl_v1_1h.zip на Github (https://github.com/gnea/grbl).
2. Откройте среду разработки Arduino, выберите «Проект» -> «Загрузить библиотеку» -> «Добавить библиотеку .ZIP» и выберите загруженный сжатый пакет.
3.Выберите File->Examples->grbl->grblUpload
4.Нажмите кнопку загрузки для загрузки, файл конфигурации находится в config.h, здесь нет необходимости изменять его, просто используйте конфигурацию по умолчанию.
Шаг 5. Проверка прошивки
После того, как прошивка успешно загружена, вы можете установить прошивку и открыть программное обеспечение хост-компьютера GRBL CNCjs (CNCjs используется здесь в качестве тестового программного обеспечения, другое программное обеспечение управления GRBL используется таким же образом, цель состоит в том, чтобы отправить g- код или инструкции по настройке Arduino, вы можете обратиться к обучению использованию).
5. 1. Подключить Ардуино.
5.2. Настройка прошивки GRBL.
Введите в консоли следующие команды:
$100 = 106,666 (x, шаг/мм) // Установите скорость оси X.
$101 = 106,666 (г, шаг/мм) // Установите скорость оси Y.
130 $ = 36 000 (x макс. ход, мм) // Установите максимальный ход по оси X.
$131 = 36.000 (макс. ход по оси Y, мм) // Установите максимальный ход по оси Y.
5.3. Протестируйте прошивку.
Используйте кнопку перемещения в компоненте оси координат, чтобы проверить правильность хода перемещения. Если ход перемещения неправильный, отрегулируйте скорость перемещения по осям X и Y.
Используйте [Laser Test] и [Laser Off] в блоке лазера, чтобы проверить, можно ли успешно включать и выключать лазер (перед включением лазера обязательно наденьте защитные очки).
Этап 6. Структура рамы
Никакие другие материалы в производстве не используются, и все они построены с использованием выброшенных корпусов оптических приводов, поэтому рама станка для лазерной гравировки несложна, а для соединения используется клей-расплав. Пока реализуется гибкое движение по оси X и оси Y.
Подготовьте опорную пластину подходящего размера (здесь используется корпус оптического привода) и наклейте ее на нижний ползунок, с помощью кабельной стяжки свяжите лазерную головку в сборе с радиатором слева и правый ползунок, ось Y здесь приводит в движение опорную пластину, двигающуюся вперед и назад, ось X заставляет лазерную головку двигаться влево и вправо.
На этом этапе все аппаратные части подключены. Если нет аварий, система лазерной гравировки может работать нормально.
Шаг 7. Гравировка и отладка
Для гравировки вам нужно только загрузить файл G-кода в программное обеспечение верхнего уровня (CNCjs) и нажать кнопку для запуска. Есть много способов сгенерировать G-код, вы можете поискать самостоятельно.
Затем наступает захватывающее время, когда вы можете печатать свой любимый текст или графику на дереве, МДФ, фанере, акриле, пластике и других материалах.
На что следует обратить внимание
1. Прежде чем принять решение уйти, вы должны четко понимать, что мощность этого лазерного гравировального станка позволяет гравировать только акрил, кожу и мелкую древесную стружку, не отражающую красный свет, такой как синий, зеленый или черный. Ход 37ммХ37мм. Его можно использовать только для обучения и тестирования, а не для коммерческого использования.
2. Трижды произнесите важную вещь: обязательно наденьте защитные очки перед включением питания лазера и напомните окружающим, чтобы они обращали внимание на опасность лазерной гравировки и резки.
3. Если шаговый двигатель очень горячий, необходимо использовать крестообразную отвертку, чтобы повернуть потенциометр на драйвере A4988, чтобы уменьшить рабочий ток.
Прочитав вышеизложенное, вы думаете, что сделать такой лазерный гравер самостоятельно очень просто? Если вам это интересно, поторопитесь и сделайте его тоже.
Вт — Какова мощность лазерного диода DVD
спросил
Изменено 6 лет, 5 месяцев назад
Просмотрено 9к раз
\$\начало группы\$
Я делаю «Карманный лазерный гравер» по инструкциям, но мне нужно найти замену лазерному диоду DVD-привода. (Уже сломал оба моих)
В сети Я мог бы захотеть получить лазерный диод 12×20 мм, 5 мВт, 650 нм и корпус от AixiZ.
Однако мне нужно знать мощность лазерного диода в 5,25-дюймовом DVD-приводе IDE, чтобы я мог получить точно такой же. Я довольно долго искал точный ответ, но пока безуспешно. Я уверен, что кто-то знает, каков на самом деле ответ!
лазер
Вт
\$\конечная группа\$
1
\$\начало группы\$
Лазерный диод, к которому вы подключились, — это считывает диод , а не записывает диод . Считывающие диоды (обычно) красные и, как правило, ужасны даже для маломощных лазерных указок. Однако он имеет высочайшую стабильность и очень чистый луч.
Большинство записывающих устройств DVD используют фиолетовый лазер с длиной волны 405 нм для записи дисков. Лазеры с длиной волны 405 нм отлично подходят для гравировки, так как они являются наиболее фокусируемой длиной волны лазера, которую вы найдете на рынке сегодня.
Мощность — еще одна проблема. Вам НЕОБХОДИМА защита для глаз, особенно при использовании лазеров с длиной волны 405 нм. Пока вы не смотрите прямо на точку, вы не повредите глаза (но возможен случайный взгляд на точку). Однако вам понадобится защита, чтобы сфокусировать точку. Как правило, вам понадобится что-то, что можно использовать постоянно без перегрева, насколько это возможно.
При мощности 120 мВт вы можете сжигать предметы, а гравировка легко стирается.
При мощности 300 мВт вы можете начать гравировать нечерные объекты, причем гравировка несколько текстурируется, и вы ее почти не чувствуете.
При мощности 500 мВт вам потребуется установить 3 НЕЗАВИСИМЫХ предохранительных механизма на ваш гравер, чтобы он был законным в Великобритании и США. у вас будет широкий спектр вещей, на которых вы можете гравировать на этом уровне мощности, вы можете захотеть, чтобы вентилятор работал для охлаждения материала.
Тонкости установки металлообрабатывающего оборудования в цех предприятия: от транспортировки и установки станка на фундамент, до введения эксплуатацию.
1. Выгрузка станка с транспорта.
2. Снятие станка с транспортировочного поддона
3. Транспортировка станка на место установки
4. Установка станка на фундамент
4.1. Что такое фундамент?
4.2. Виды фундаментов
5. Установка станка на фундамент на анкерные колодцы
6. Установка станка на фундамент на химические анкера
7. Безанкерная установка станка
8. Пусконаладочные работы (ПНР).
Автор: Устюгов Юрий Николаевич, Ведущий инженер — механик ООО “Инкор”
Для кого: для главных инженеров, главных механиков промышленных производств.
1. Выгрузка станка с транспорта.
Начнем с доставки оборудования на территорию, где предполагается его эксплуатация. Разгрузка оборудования требует достаточной квалификации персонала, занимающегося разгрузочными работами. Грузоподъемные механизмы (погрузчики, краны, стропы, траверсы) должны иметь более высокую грузоподъемность по сравнению с весом оборудования. Использование механизмов, грузоподъемность которых ниже веса оборудования может привести к возникновению аварийных ситуаций, порче оборудования, причинению вреда здоровью персонала. По этой причине грузоподъемные механизмы всегда выбирают, так сказать, “с запасом”. Говоря о кране, необходимо отметить, что существует зависимость грузоподъемности крана от вылета стрелы.
Рис 1: Стропа грузоподъемного механизма
Рис. 2 Погрузка станка подъемным краном
Если используются стропы, то текстильные. Здесь мы не говорим о том, что следует отдавать предпочтение текстильным стропам, а подчеркиваем, что должны использоваться исключительно они.
Транспортировка станка с места выгрузки до места установки иногда вызывает существенные сложности. Необходимо учитывать ровный ли пол, есть ли приспособления для перемещения станка по цеху и т.п. Для такой транспортировки используются:
Лебедка
Тележка
Вилочный погрузчик
Рис 4: Лебедка для транспортировки станка
Рис 5: Тележка для транспортировки станка
Рис 6: Вилочный погрузчик для транспортировки станка
2. Снятие станка с транспортировочного поддона
С транспортировочного поддона снимаются все сопутствующие узлы и механизмы станка, такие как: бак сож, транспортер стружки, трансформатор и т.д.
Рис 7, 8: Специалисты ООО “Инкор” выгружают и снимают станок с транспортировочного поддона
Далее станок открепляется от поддона, стропы закрепляются в точках согласно схеме строповки.
Рис 9: Транспортировка станка без поддона
3. Транспортировка станка на место установки
Далее оборудование необходимо переместить, скажем так, в место постоянной дислокации. Осуществляется это обычно следующим образом: после снятия станка с транспортировочного поддона (если это осуществляется не на месте непосредственной установки), он ставится на транспортировочные тележки и транспортируется в место установки (на фундамент).
Для подобной транспортировки важно, чтобы пол был ровным и присутствовало достаточно большое пространство (при наличии поворотов).
4. Установка станка на фундамент
Правильно выполненная установка станка на территории цеха является одним из важнейших стадий подготовки оборудования к использованию. Этот этап может показаться рядовым и стандартным, однако здесь присутствует множество нюансов и тонкостей, о которых поговорим ниже.
Рис 10: Подготовка фундамент под станок в проекте ООО “Инкор” на предприятии ООО “Сиб — Дамель”
В первую очередь намечают место, где в будущем будет расположен станок и подбирают самый подходящий тип фундамента.
Область, где будет располагаться станок, должна определяться в соответствии с учётом общей цеховой планировки и существующего на предприятии принципа расстановки. Имеется в виду в первую очередь расстановка оборудования потоком по ходу технологического процесса обработки или по типам машин.
Желательно позаботиться о достаточной освещённости. Необходимо выбирать область, куда поступает достаточное количество солнечного света в светлое время суток. Немаловажным является практичность организации рабочего пространства (наличие тумбочки, отдельного места для заготовок и обработанных деталей, возможность обслуживания краном, сообщение с областью прохода или проезда). Обязательно необходимо соблюдать нормативный интервал между техническими машинами, соседствующими друг с другом, и поддерживающими колоннами.
4.1. Что такое фундамент?
Первоочередная функция фундамента в нашем случае — опорная. Он передаёт поверхности грунта давление, вызываемое весом самого оборудования и силами, создающимися при его эксплуатации. Также фундамент способен придавать дополнительную жёсткость.
Благодаря качественному фундаменту обеспечивается:
Равномерное распределение по грунту сил в соответствии с несущей способностью.
Положительное влияние грунта как фактора демпфирования вибраций.
Сохранение строго первоначально заданного положения.
Жёсткость станины оборудования за счёт включения фундамента в общую систему.
Достаточная устойчивость. Это достигается за счёт понижения центра тяжести всей установки.
Защищённость от всевозможных внешних воздействий, возникающий при активном функционировании окружающих машин и механизмов.
Снижение амплитуд смещения, которые вызываются ударным и вибрационным воздействием.
В свою очередь, выбрав неподходящую фундаментную конструкцию, Вы возможно столкнетесь с такими проблемами:
нежелательные вибрации;
высокая вероятность преждевременного износа;
неточность обработки и ухудшение качества обрабатываемых поверхностей;
смещение оборудования с первоначального места расположения;
износ станины и сбой установленных регулировок.
4.2. Виды фундаментов
Фундамент можно разделить на два наиболее распространённых вида в соответствии с конструктивными свойствами:
Вид фундамента, выполняющий только функцию основания.
Вид фундаментной конструкции, дополнительно придающий станине жёсткость и устойчивость. Это достигается путём жесткой связки фундамента с оборудованием при помощи фундаментных болтов.
5. Установка станка на фундамент на анкерные колодцы
Станок устанавливается над анкерными колодцами на заранее подготовленный фундамент, согласно документации.
Рис 11: Анкерные колодцы для установки станка на фундамент
Приведем фото установки из наших проектов. Не для саморекламы, а для того, чтобы Вы смогли оценить, насколько работы фундаментальны во всех смыслах.
Далее заводим анкерные болты и регулировочные опоры. Станок опускается на промежуточные опоры. Анкерные болты опускаем в анкерные колодцы.
Рис 12: Анкерные колодцы для установки станка на фундамент в проекте ООО “Инкор”
Производится предварительное выставление станка по уровню с помощью предварительных опор. Регулировочные опоры крепятся к анкеру и регулируются в уровень с фундаментом. Производится заливка анкерных колодцев. Через семь дней после заливки можно будет производить затяжку анкерных болтов.
6. Установка станка на фундамент на химические анкера
На подготовленный фундамент устанавливаем станок.
Рис 13: Анкерные колодцы для установки станка глубокой расточки и раскатывания на фундамент в проекте ООО “Инкор”.
Далее производим разметку отверстий под анкера. Чем точнее производится разметка, тем ровнее будет установлен станок. Далее убираем станок с фундамента.
Рис 14: Разметка отверстий для анкеров в проекте ООО “Инкор”.
После этого происходит бурение отверстий под анкерный болт. Этот болт под заливку нужно будет дополнительно доработать (срезать петлю и нарезать резьбу).
Бурение отверстий можно произвести несколькими способами:
1. Алмазное бурение.
Рис 15: Алмазное бурение отверстий для анкеров в проекте ООО “Инкор”.
2. Перфоратором и буром.
Алмазное бурение является более предпочтительным, чем использование перфоратора и обычного бура. Алмазный бур просверливает любую поверхность даже при попадании арматуры. Простой бур, в свою очередь, просто упрется в арматуру, и глубина отверстия будет недостаточной. Это может привести к плохому креплению анкера.
После того, как отверстия пробурены, из них нужно удалить все остатки бетона и пыли, вызванной бурением.
Далее закачивается химический состав и вставляется анкерный болт. Необходимо выровнять его перпендикулярно плоскости фундамента и поставить регулировочные опоры. После происходит опускание станка на анкерные болты. Предварительно нужно выставить станок. Через сутки после заливки можно будет производить затяжку анкерных болтов.
Рис 16: Затяжка анкерных болтов.
Крепление с помощью химического анкера является более быстрым, чем установка на анкерные колодцы, но для установки станка на химические анкера потребуются грузоподъемные механизмы соответствующего веса.
Рис 17: Подготовка фундамента на ООО “Сиб-Дамель” в проекте ООО “Инкор”.
7. Безанкерная установка станка
Иногда станки устанавливают без анкеров, на опоры. Такой способ монтажа обычно выбирается для станков, которые устанавливаются временно и в дальнейшем будут перемещены в другое место цеха. Кроме того, установка без анкеров подойдет для операций, не требующих особой точности.
Рис 18: Опора для станка
8. Пусконаладочные работы (ПНР).
Когда установка станка полностью завершена и прошло время, необходимое застывания анкеров, можно приступать к проведению ПНР, которые состоят из следующих работ:
Визуальное обследование. Электрическая и механическая конструктивные части тщательно осматриваются, выполняется поиск неисправностей, которые могли появиться в период доставки станка к месту назначения или при монтаже на месте.
Проверяется правильность установки станка по уровню.
Проверяется наличие заземления и его надёжное крепление.
Осуществление проверки заправки масляных баков станций смазки. Производится доведение заправки до уровня, если выяснено, что оно необходимо.
Проверяется подключение электропитания.
Ручное выполнение работ по смазке. Это осуществляется согласно смазочной карте станка, указанной в Руководстве по эксплуатации. Проводится инструктаж персонала предприятия Заказчика.
Первый запуск станка, осуществление функциональной проверки соответствия работы каждого узла, блокировок и цифровой индикации.
Проверка геометрической точности. Данные работы выполняются по согласованию с Заказчиком или же осуществляется стандартная проверка.
Ввод оборудования в эксплуатацию.
После осуществления всех пуско-наладочных работ оборудование вводится в эксплуатацию.
Рис 19: Приемка работ по установке станка глубокой расточки и раскатывания
О проекте: см.по ссылке
Более подробно о ходе и особенностях пуско-наладочных работ мы расскажем в одной из следующих статей. Целью данной статьи было ознакомить вас именно с особенностями установки оборудования в цехе. Надеемся что данный материал, созданный с учетом многолетнего опыта наших инженеров, будет для вас полезным.
Такелаж и перемещение станков: погрузка и разгрузка по выгодным ценам
Если монтаж новых станков, как правило, осуществляется при помощи шеф-монтажников компании производителя оборудования (или при помощи подробной инструкции), то демонтаж станков старых (или отслужившего свой срок) для утилизации или перемещения всегда сопряжен с большим количеством сложностей.
Основные проблемы перемещения станков связаны с тремя аспектами:
1. Отсутствие точных чертежей демонтируемых станков.Зачастую работы осложняются тем, что они эксплуатируется на данном участке уже много десятилетий, многократно переходя от одного собственника к другому. В такой ситуации чертежи с указанием весовых параметров, особенностей крепежа, структурой скрытых анкерных болтов и. т.д. часто бывают утеряны. В практике компании «Техно-Марк» случались такие работы, когда фактический вес демонтируемого оборудования отличался от предполагаемого на 30-40%.
2. Крайне стесненные условия работ. Часто тяжеловесные станки устанавливается в проектное место еще во время строительства самого завода. В этом случае присутствует возможность работы автокранами большой грузоподъемности, так как отсутствует часть стен, перекрытий и потолков. Так же на своих местах не находится еще большое количество другого, более легкого в установке оборудования. При демонтаже станков зачастую свободное место для развертывания автокранов отсутствует. В этих случаев перемещение станков удобно выполнять при помощи гидропорталов.
3. Кран-балки, существующие в цехах, устарели и не способны нести былые нагрузки.
В связи с этим при монтаже (и демонтаже) станков часто используются различное такелажное оборудование, такое как гидравлические портальные системы. При этом круг монтируемых станков достаточно широк. Чаще всего это пресса, прокатные станы, фрезерные, токарные комплексы, многофункциональные обрабатывающие центры и многие другие. Зачастую, задача по установке оборудования на фундамент является лишь частью большого комплекса работ по монтажу станка, включающего в себя как такелажные работы (например, установку на фундамент или приямок), но и пуско-наладочные работы.
При планировании работ по установке станков в цехе необходимо четко спланировать предстоящие работы. Схематично данный процесс можно разделить на несколько этапов.
1. Подготовка схемы монтажа. На этом этапе необходимо (зачастую, при помощи подрядной организации) определить, какими силами и какими методами будет осуществлено перемещение основных тяжеловесных частей станков в цех. От этого зависит, какого размера рабочая площадка Вам потребуется. Особенно это важно в условиях действующего производства, когда необходимо минимизировать объем временно демонтируемого производства.
2. Логистика. Этот пункт необходимо учитывать, если станок еще не находится на территории предприятия (допустим, стоит в другом цехе), о должен быть доставлен. В этом случае наиболее выгодным будет организовать монтаж станка (если это возможно) прямо с «колес». В данном случае у Вас, во-первых, не возникнет проблем с временным хранением и, во-вторых, удастся минимизировать расходы на погрузо-разгрузочных работах.
3. Подготовка фундамента. Понятно, что, в оптимальном случае, фундамент должен быть готов к моменту прихода груза.
4. Взаимодействие между подрядчиками. Если работа комплексная, то возможно участие представителей нескольких компаний: транспортной, такелажной, компании наладчика (возможно, под руководством шеф-инженера компании производителя). От их грамотного взаимодействия во многом будет зависеть исход всего процесса.
Монтаж станков и такелаж
Компания «Кин-Марк» обладает всем необходимым оборудованием для решения задач по монтажу или демонтажу станочного парка (установке станков, такелажу, разгрузке, выгрузке, перегрузке, погрузке). При помощи самоходных модулей грузоподъемности от 140 тонн мы осуществляем завоз и позиционирование тяжеловесных узлов различного оборудования в цехах и строительных площадках. Применение данной техники требует минимум места для разворота и перемещения. Гидравлическими порталами или домкратами мы производим кантовку и установку на фундаменты тяжеловесных узлов всех типов оборудования. Применение данной технологии позволяет значительно сократить расходы на осуществление такелажных работ.
ВИДЕО
Проекты по установке станков в цехе, перемещению, погрузке, выгрузке станков:
Смотреть все проекты по станкам. ..
Что такое установка оборудования и почему это важно?
Что такое установка машин?
Установка оборудования является важным этапом в жизненном цикле любого оборудования. Это первый момент запуска оборудования в производство.
Почему необходима правильная установка?
Процесс установки напрямую влияет на оборудование. Это будет определять условия эксплуатации в производительности и стоимости жизненного цикла. То, как машина будет установлена, определяет, как она будет себя вести. Таким образом, это помогает свести к минимуму преждевременные отказы после установки.
Элементы правильной программы установки оборудования:
Правильную установку можно разделить на три основных элемента. Это:
Целостность
Стратегия
Планирование
На этом занятии мы сосредоточимся на честности.
Что такое честность?
Честность показывает последовательное соблюдение моральных и этических норм. Это когда вы придерживаетесь того, что говорите, что делаете. Обычно на площадке много стресса, дедлайнов и много оборудования. У вас смешались разные культуры. Потому что все привыкли работать по-своему.
Таким образом, честность помогает создать доверие к процедурам, которые вы хотите предпринять. Это также гарантирует, что люди, с которыми вы работаете, серьезно относятся к своим обязанностям. Честность распространяется на всех участников, от монтажников до менеджера проекта.
Как вы используете честность?
Целостность должна быть решена с самого начала проекта. После этого вам нужно дать вашей команде время и пространство для выполнения своих конкретных обязанностей. Рекомендуемая практика API 686 предлагает рекомендации по установке компьютера. Это означает, что вам нужно только собрать необходимые данные, поскольку вы ничего не изобретаете.
Существует множество стандартов, которым необходимо следовать, чтобы иметь правильные процедуры. К ним относятся стандарты ANSI, стандарты ISO и стандарты API, определяющие надлежащие процедуры.
Но вы можете столкнуться с машинами или макетом, который не был разработан должным образом. Такая проблема затрудняет его правильную установку. Для этого вам необходимо проинформировать всех участников, чтобы вы могли повысить их уровень осведомленности. Те, кто участвует в установке, смогут рассказать вам, как двигаться дальше. Это помогает снизить возможные риски.
Узнайте больше от Романа Мегала с Easy-Laser в этом подкасте Джеймса Ковачевича и узнайте больше о том, как улучшить процесс установки вашего оборудования!
Загрузите нашу инфографику 5 Element Machine Installation Infographic , которая поможет вам выделить 5 важных элементов установки машины, включая фундамент, анкерное крепление, изоляцию, уровень опорной плиты и плоскость плюс выравнивание. Вместе с нашей системой центровки валов Easy-laser XT770G , а также нашим универсальным Лазерный преобразователь XT20 , измеряйте прямолинейность и плоскостность фундаментов и оснований машин с точностью и надежностью!
Связанный блог: 10 основных проблем при установке оборудования
Установка машины — Convoi
Установка машины — Convoi
Для просмотра этой страницы необходим современный браузер. JavaScript также должен быть включен.
Когда новые машины или детали из производства заменяются новыми установками, Convoi является подходящей стороной для внедрения этих инноваций для вас. Внедрение и подключение машин к существующей линии требует определенных знаний и опыта. Многие машины устанавливаются в новых заводских цехах. Проекты выполняются на предприятиях с производственными мощностями, техническими установками и производственными линиями в любой форме. Электрическое и гидравлическое подключение новой установки от соединений здания является работой Convoi, а также выступает в качестве основного подрядчика для любых субподрядчиков. И это от относительно небольших машин до полных установок.
Что предлагает Convoi?
Станочная установка состоит из нескольких частей. Convoi предлагает эти услуги как по отдельности, так и в комплексе. Вы выбираете, сколько удобства вы хотите. Вы можете придумать:
внутренний — внешний транспорт
монтаж
Выровнять
электрическое подключение
гидравлическое соединение
пневматическое соединение
тестирование и ввод в эксплуатацию
Для конечного пользователя
Новая машина или установка часто состоит из частей. Он должен быть правильно собран и установлен. Вы можете подумать сейчас: OEM делает это, верно? Это, конечно, возможно, но Convoi может позаботиться обо всем процессе за вас, в том числе по согласованию с OEM-производителем. Затем Convoi выступает в качестве основного подрядчика и организует все, от транспортировки до ввода в эксплуатацию. Даже когда задействованы различные OEM-производители или субподрядчики. У вас есть одна точка контакта, и это очень практично в общении и реализации.
Для поставщика машин
Вы продали новую машину или установку. Вы не рискуете и хотите, чтобы компания обладала ноу-хау, людьми и оборудованием для транспортировки, разгрузки, установки, сборки, юстировки и ввода в эксплуатацию машин. Безошибочно и безопасно. Механические, электрические, гидравлические и пневматические. Во всем мире. Convoi знает и понимает это.
Филиалы
Convoi выполняет для вас монтаж машин в различных отраслях промышленности:
Автомобильная промышленность
Хеми
Электроника
Энергия
Лекарства
Полупроводники
Деревообработка
Лаборатории
Металл
Бумага
Продукты питания
Почему Конвой?
Convoi имеет многолетний опыт сборки, сборки и установки новых машин и установок. Полностью независимо или в сотрудничестве с оригинальным производителем или от его имени. Для получения дополнительной информации или бесплатной цитаты, пожалуйста, свяжитесь с нами по контактной информации ниже.
Нужна дополнительная информация? Поговорить со специалистом?
Это обязательное поле
Это обязательное поле
Это обязательное поле
Это обязательное поле
Узнайте больше!
ПРОМЫШЛЕННЫЙ ПЕРЕЕЗД
Изменения в производственном процессе можно измерить непосредственно в вашем товарообороте.
✅ Лазерный станок MCLaser 1390 mini Выгодные условия ОТСРОЧКА платежа
Недорогой промышленный лазерный станок настольного типа с высокой точностью обработки. Идеально подходит для раскроя и гравировки фанеры, оргстекла, ткани, кожи и других листовых материалов в больших объемах, а также для гравировки памятников. Только успевай подкладывать материал! С пожизненной технической поддержкой.
В корзину
Консультация
Кредит
Технические
характеристики
Электропитание
220 ±10% 50Hz
Система управления
RuiDa 6445G
Программное обеспечение
RDWorks
Мощность лазерного источника
RECI W2 90 Вт
Тип излучателя
СО2
Количество рабочих лазеров
1 шт
Рабочий стол
Ламели / Соты
Высота подъема стола
нет мм
Привод подъема стола
Нет
Сквозной стол
Да
Система перемещений / направляющие
Рельсы квадратные — 15 мм
Привод перемещений / ремни
3М
Разрешение
0,025 мм
Точность позиционирования
0,01 мм
Скорость гравировки
800 мм/сек
Рабочая температура
15-35 °C
Поддерживаемые графические форматы
BMP, PLT, CDR, DXF, AI, SVG и другие
Операционная система ПК
Windows XP/7/8/10
Поддерживаемое ПО
Любые векторные редакторы
Подключение к ПК
USB / LAN
Охлаждение лазера
Водяное
Потребляемая мощность
2 кВт
Корпус станка
Цельносварной
Габаритные размеры станка
1950/1350/390 мм
Габаритные размеры упаковки
2200/1520/560 мм
Масса брутто
270 кг
Масса нетто
240 кг
Количество фаз двигателя
3 (57-я серия)
Максимальная толщина резки неметаллов
10 мм
Максимальная толщина резки металлов
мм
Габаритные размеры упаковки
мм
Ресурс излучателя
8000-12000 часов
Ресурс лазерного источника
8000-12000 часов
Система охлаждения
Рабочее поле
1300×900 мм
Описание
Недорогой промышленный лазерный станок настольного типа с высокой точностью обработки. Идеально подходит для раскроя и гравировки фанеры, оргстекла, ткани, кожи и других листовых материалов в больших объемах, а также для гравировки памятников. Только успевай подкладывать материал!
Благодаря отсутствию нижней части с механизмом подъема-опускания рабочего стола и контейнера для сбора мелких изделий и отходов, MCLaser 1390 mini весит меньше полноценной версии и легко переносится. Его можно установить либо на рабочий стол, либо на раму с роликами для мобильности. Помимо этого отсутствие нижней части позволит вам подкатывать под этот лазерный станок крупногабаритные тяжелые заготовки, которыми могут быть гранитные плиты. Данная опция очень полезна для тех, кто занимается гравировкой памятников.
Рабочее поле станка позволяет обрабатывать материалы шириной до 130 см, а сквозной стол MCLaser 1390 mini дает возможность протаскивать длинные заготовки. Лазерная трубка RECI W2 мощностью 90 Вт, установленная в базовой версии, справится с резкой фанеры или оргстекла толщиной до 1 см. Комплектуется как ламельным, так и сотовым рабочим столом.
Многозадачная система управления RuiDa RDC6445G, износостойкая механика, двигатели Leadshine 57-й серии по осям X и Y обеспечивают лазерному станку MCLaser 1390 mini высокую надежность и выносливость, позволяя эксплуатировать его хоть 24 часа в сутки.
Комплектация
Лазерный станок — 1 шт.
Программное обеспечение на русском языке — 1 шт.
Чиллер CW-3000 — 1 шт.
Лазерный целеуказатель — 1 шт.
Воздушный компрессор — 1 шт.
Вытяжка — 1 шт.
USB кабель — 1 шт.
LAN кабель — 1 шт.
Силовой кабель — 1 шт.
Силиконовые трубки — 3 шт.
Гофры (ПВХ армированные) — 1 шт.
ЗИП — 1 шт.
Сотовый рабочий стол — 1 шт.
Набор ламелей — 1 шт.
Дополнительное
оснащение
Чиллер CW-5000
Чиллер CW-5200
Увеличение мощности до 130, 150, 180 или 280 Вт
Камера сканирования материала для резки по контуру
Система фильтрации дыма
Поворотное устройство
Стабилизатор напряжения
Сервоприводы с обратной связью
Дополнительные режущие головы (до 4-х штук)
Доставка, оплата,
гарантии
Гарантия 18 меяцев
Предоставляется при условии правильной эксплуатации оборудования.
Доставка
На условиях СО СКЛАДА сроки зависят от выбранного вами перевозчика + 3 рабочих дня на предпродажную подготовку.
На условиях ПОД ЗАКАЗ доставка с завода до нашего склада 60 рабочих дней + 3 рабочих дня на предпродажную подготовку + время доставки до вашего адреса, которое зависит от выбранного вами перевозчика.
На условиях ПО АКЦИИ доставка с завода до нашего склада 60 рабочих дней + 3 рабочих дня на предпродажную подготовку + время доставки до вашего адреса, которое зависит от выбранного вами перевозчика.
Доставляем ПЭК, Деловые линии и другими. Точную стоимость доставки узнавайте у менеджеров.
Самовывоз со склада в Санкт-Петербурге.
Оплата
Строго по договору БЕЗ СКРЫТЫХ ПЛАТЕЖЕЙ.
СО СКЛАДА — 100% предоплата.
ПОД ЗАКАЗ — предоплата 50%, оставшиеся 50% вы оплачиваете после поступления оборудования на наш склад.
ПО АКЦИИ — экономия до 25% — 100% предоплата.
Пусконаладка, обучение
и сервис
Поможем вам запустить оборудование, настроить его, а главное, обучим правильно с ним обращаться. Расскажем, как лучше резать, гравировать или маркировать.
Вы можете консультироваться у наших инженеров по всем вопросам эксплуатации станка, а также заказать сервисное обслуживание.
Да, с нами удобно и легко.
Лазерный станок MCLaser 1390 mini подходит
для работы с материалами
Картон и бумага
резка и гравировка
Дерево
резка и гравировка
Фанера
резка и гравировка
МДФ и ДСП
резка и гравировка
Паронит
резка
Резина
резка
Акрил и оргстекло ПЭТ, полистирол
резка и гравировка
Двухслойные пластики
резка и гравировка
Монолитный поликарбонат
резка и гравировка
Мех, ткани, кожа, кожзам
резка и гравировка
Камень, гранит, мрамор
гравировка
Не нашли материал в списке? Задайте вопрос нашему инженеру
Не нашли материал в списке?
Задайте вопрос нашему инженеру
Мощный сервис и выгодные условия поставки
Мощный сервис и выгодные условия поставки
Полная техническая поддержка
От производителя и представительства в России. Настраиваем, консультируем, обслуживаем.
Профессиональное обучение
Показываем, как правильно обращаться с оборудованием, резать, гравировать и маркировать.
Демонстрация перед покупкой
Приходите и тестируйте оборудование на ваших материалах, пытайте инженеров каверзными вопросами.
Доступная цена
За счет прямых поставок с завода, снижения расходов на доставку и отсутствия посредников.
Отсрочка платежа и скидки
Хотите сэкономить на покупке до 25% или оплачивать оборудование частями? У нас есть для вас предложения.
Гарантия 18 месяцев
Предоставляется производителем и официальным представителем в России. Мы всегда рядом.
Оперативная надежная доставка
Отработанная схема поставки по всей России и странам ближнего зарубежья. Оборудование страхуется.
Запчасти в наличии и на заказ
Быстрая доставка. Доступные цены. Установка нашими специалистами. Гарантия.
Мини станок для лазерной гравировки в категории «Промышленное оборудование и станки»
Лазерный станок СО2 LM9060-75R 75 Вт, оборудование для лазерной резки и гравировки, лазерный гравер с ЧПУ
На складе в г. Ровно
Доставка по Украине
156 390 грн
Купить
CNCPROM
Лазерный станок гравер S1 4030 ЧПУ станок для лазерной гравировки
Доставка по Украине
7 292 грн
Купить
Магазин «Шок»
Лазерный станок CO2 100W 900×600
Под заказ
Доставка по Украине
172 000 грн
Купить
EKOSTAR
В наличии Оптоволоконный лазер для маркировки, гравировки Raycus 50W(Вт) Новый (лазерный маркировочный станок)
Доставка по Украине
Цену уточняйте
ФОП Сторожук В.И.
В наличии Б/У Оптоволоконный лазер для маркировки гравировки Raycus 50W Вт Новый лазерный маркировочный станок
Доставка по Украине
Цену уточняйте
ФОП Сторожук В.И.
Лазерный станок СО2 для раскроя и гравировки неметаллических материалов LSEL-C 1325g
Мини-Чиллер, Система охлаждения для лазерных станков CW-5000
Доставка по Украине
18 284.30 грн
Купить
ТЕХНОІМПОРТ
Мини-Чиллер, Система охлаждения для лазерных станков CW-5200
Доставка по Украине
23 769.59 грн
Купить
ТЕХНОІМПОРТ
Мини-Чиллер, Система охлаждения для лазерных станков CW-5202
Доставка по Украине
21 209. 79 грн
Купить
ТЕХНОІМПОРТ
Мини-Чиллеры для ЧПУ станков, лазерных гравёров CW-5000
Доставка по Украине
18 284.30 грн
Купить
ТЕХНОІМПОРТ
Смотрите также
Мини-Чиллер для охлаждения ЧПУ станков, лазерных гравёров — CW-5200
Доставка по Украине
19 198.52 грн
Купить
ТЕХНОІМПОРТ
Мини-Чиллеры S&A для ЧПУ станков, лазерных гравёров CW-5000
Доставка по Украине
18 284.30 грн
Купить
ТЕХНОІМПОРТ
Стандартный Мини-Чиллер, Система охлаждения для лазерных станков CW-5202
Доставка по Украине
21 209.79 грн
Купить
ТЕХНОІМПОРТ
Thunder Laser NOVA24 40Вт 60х40см. Лазерный станок для гравировки
Недоступен
311 250 грн
Смотреть
ПРОКОМПАКТ
Лазерный станок 60*40 Ruida с ЧПУ гравер CO2 600*400, 80Вт Reci, 80w Лазерные станки для резки и гравировки
Недоступен
74 498 грн
Смотреть
ArduinoKit обучающие наборы
Станок лазерный 90*60 (100Вт) Ruida гравер CO2 600*900, Reci, 100w для резки и гравировки (Руида/Реси)
Недоступен
107 992 грн
Смотреть
ArduinoKit обучающие наборы
Лазер для резки и гравировки 100w лазерные станки с чиллером охлаждения 3200W и вытяжкой
Недоступен
167 706 грн
Смотреть
Wroom — фурнитура и товары для творчества
Лазер для резки и гравировки 100w лазерные станки с чиллером охлаждения 3200W и вытяжкой
Недоступен
317 625 грн
Смотреть
Suvenirсhik
Лазер для резки и гравировки 100w лазерные станки с чиллером охлаждения 3200W и вытяжкой
Недоступен
190 575 грн
Смотреть
ХендМейдер
Лазер для резки и гравировки 100w лазерные станки с чиллером охлаждения 3200W и вытяжкой
Недоступен
127 050 грн
Смотреть
Интернет-магазин товаров для творчества «Фурнитура»
Электрическая мини-дрель HILDA, шлифовальный станок Dremel, ручка для гравировки, мини-дрель, полный набор
Недоступен
1 490 грн
Смотреть
MEGA-PARTS. COM.UA
Мини гравер Zeodo ZD6000 с насадками
Недоступен
623 грн
Смотреть
Интернет магазин «Morpix»
Лазер для резки и гравировки 100w лазерные станки с чиллером охлаждения 3200W и вытяжкой
Недоступен
149 919 грн
Смотреть
holidey
Оптоволоконный лазер для маркировки, гравировки, Raycus 30W(Вт) Новый (лазерный станок)
Недоступен
Цену уточняйте
Смотреть
ФОП Сторожук В.И.
Mini 18/24 и Helix 24 Технические характеристики
Зона гравировки
18″ x 12″ (457 x 305 мм)
24 x 12 дюймов (610 x 305 мм)
24 x 18 дюймов (610 x 457 мм)
Максимальная толщина материала
4 дюйма (102 мм)
5,5 дюйма (140 мм)
8,5″ (216 мм)
Максимальная толщина материала со снятым столом
6 дюймов (152 мм) с областью гравировки 17,5 x 10 дюймов (445 x 254 мм).
8 дюймов (203 мм) с областью гравировки 23,5 x 11,75 дюймов (597 x 298 мм).
11 дюймов (279 мм) с областью гравировки 23,5 x 17 дюймов (597 x 432 мм).
Мощность лазера
30 или 40 Вт
30, 40, 50 или 60 Вт
30, 40, 50, 60 или 80 Вт
Лазерный источник
Современные лазерные трубки CO2 с цифровым управлением и воздушным охлаждением являются полностью модульными, постоянно юстируемыми и заменяемыми в полевых условиях.
Емкость интеллектуальной памяти
Хранение нескольких файлов до 64 МБ. Роллинг-буфер позволяет гравировать файлы любого размера.
Подача воздуха
Прикрепите воздушный компрессор к нашей системе Air Assist, входящей в комплект поставки, для удаления тепла и горючих газов с режущей поверхности путем направления постоянного потока сжатого воздуха на режущую поверхность.
Лазерная приборная панель
Laser Dashboard™ управляет настройками вашего Epilog Laser из широкого спектра программных пакетов — от программ проектирования до приложений для работы с электронными таблицами и пакетов чертежей САПР.
Стрелка с красной точкой
Поскольку лазерный луч невидим, красная точка-указатель на мини-лазерах и лазерах Helix Эпилога позволяет вам иметь визуальный ориентир для определения места выстрела лазера.
Передвижной дом
При гравировке предметов, которые нелегко разместить в верхнем углу лазера, вы можете установить новое исходное положение вручную с помощью удобной функции Movable Home Position на лазерах серии Legend.
Режимы работы
Оптимизированный растровый, векторный или комбинированный режимы.
Система управления движением
Высокоскоростные серводвигатели постоянного тока с непрерывным контуром, использующие технологию линейного и углового энкодера для точного позиционирования.
Подшипники оси X
Подшипниковая система NeverWear из шлифованной и полированной нержавеющей стали.
Ремни
Усовершенствованные кевларовые ремни типа B.
Разрешение
Пользователь контролирует от 75 до 1200 точек на дюйм.
Регулятор скорости и мощности
Компьютерное или ручное управление скоростью и мощностью с шагом 1% до 100%. Векторное сопоставление цветов связывает скорость, мощность и фокусировку с любым цветом RGB.
Интерфейс печати
10 Base-T Ethernet или USB-соединение. Совместимость с Windows® XP/Vista/7/8/10.
Размер (Ш x Г x В)
27,8 x 26 x 13,5 дюймов (706 x 660 x 343 мм)
34,5 x 26 x 16 дюймов (876 x 660 x 406 мм)
36,5″ x 32″ x 39,8″ (927 x 813 x 1011 мм)
Вес
70 фунтов (32 кг) 100 фунтов (45,5 кг) с подставкой
90 фунтов (41 кг) 120 фунтов (55 кг) с подставкой
180 фунтов (82 кг)
Электрические требования
Блок питания с автоматическим переключением рассчитан на однофазное напряжение от 110 до 240 В, 50 или 60 Гц.
Максимальный вес стола
Мини 18 и 24 имеют статический вес стола 50 фунтов (22,7 кг) и вес подъемного стола 25 фунтов (11,5 кг).
Helix 24 имеет статический вес стола 70 фунтов (32 кг) и вес подъемного стола 30 фунтов (14 кг).
Нормальный уровень звука
59 дБ
59 дБ
62 дБ
Система вентиляции
350–400 кубических футов в минуту (595–680 м3/ч), требуется внешняя вытяжка наружу или внутренняя система фильтрации. Имеется один выходной порт диаметром 4 дюйма.
350–400 кубических футов в минуту (595–680 м3/ч), требуется внешняя вытяжка наружу или внутренняя система фильтрации. Имеется один выходной порт диаметром 4 дюйма.
Серия лазеров Fusion Edge — лазер Epilog
Лазерный станок:
Рабочая зона:
24 x 12 дюймов (610 x 305 мм)
24 x 24 дюйма (610 x 610 мм)
36 x 24 дюйма (914 x 610 мм)
Толщина материала:
7 дюймов (178 мм)
10 дюймов (254 мм)
10 дюймов (254 мм)
Типы лазерных трубок:
CO 2 — с воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
Волокно — с воздушным охлаждением, включает коллиматор, 1065 нм, Качество луча: M2 < 1,1
CO 2 — с воздушным охлаждением, металл/керамика Волноводная трубка, 10,6 мкм
CO 2 — с воздушным охлаждением, металлическая волноводная трубка, 10,6 мкм
Мощность лазерной трубки:
CO 2 : 30, 40, 50 или 60 Вт
Волокно: 30 Вт
CO 2 : 40, 50 или 60 Вт
CO 2 : 50 или 60 Вт
Система камер IRIS™:
1 накладные расходы
2 накладных
2 накладных
Беспроводное подключение:
В комплекте
В комплекте
В комплекте
Объективы в комплекте:
2″ — CO 2
3″ — оптоволокно и двойной источник
2″ — CO 2
2″ — CO 2
Дополнительные линзы:
1,5″ или 4″ — CO 2
1,5″ или 4″ — CO 2
1,5″ или 4″ — CO 2
Разрешение:
Полностью гибкие и управляемые пользователем разрешения от 75 до 1200 dpi
Полностью гибкий и управляемый пользователем от 75 до 1200 dpi
Полностью гибкий и управляемый пользователем от 75 до 1200 dpi
Максимальная скорость гравировки (дюймы/метры в секунду):
120 кадров в секунду (3,05 м/с) с ускорением 5G. Компьютерное управление с шагом 0,001 до 100%. Функция сопоставления цветов связывает скорость, мощность, частоту и растровый/векторный режим.
Драйвер принтера и программное обеспечение:
Laser Dashboard™, диспетчер заданий Epilog™
Laser Dashboard™, диспетчер заданий Epilog™
Laser Dashboard™, диспетчер заданий Epilog™
Внутренняя память:
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Храните несколько файлов размером до 1 ГБ. Гравировка файлов любого размера.
Режимы работы:
Оптимизированный растровый, векторный и комбинированный режимы.
Оптимизированный растровый, векторный и комбинированный режимы.
Оптимизированный растровый, векторный и комбинированный режимы.
Сверхтихие вентиляторы охлаждения:
В комплекте
В комплекте
В комплекте
Система движения:
Бесщеточные серводвигатели постоянного тока
Бесщеточные серводвигатели постоянного тока
Бесщеточные серводвигатели постоянного тока
Подшипники оси X:
Шлифованная и полированная нержавеющая сталь, самосмазывающиеся подшипники с тефлоновым покрытием. Двойные блоки по оси X для большей жесткости
Ремни:
Усовершенствованные прецизионные приводные ремни двойной ширины из кевлара типа B.
Усовершенствованные прецизионные приводные ремни двойной ширины из кевлара типа B.
Усовершенствованные прецизионные приводные ремни двойной ширины из кевлара типа B.
Отслеживание работы:
В комплекте
В комплекте
В комплекте
Автофокус:
В комплекте
В комплекте
В комплекте
Сенсорный экран:
В комплекте
В комплекте
В комплекте
Включена таблица:
Сотовый стол для резки
Сотовый стол для резки
Сотовый стол для резки
Вспомогательный пневматический насос:
Дополнительно
Дополнительно
Дополнительно
Размер (Ш x Г x В):
39,5″ x 26,5″ x 17,9″ 1003 x 673 x 455 мм
41,52″ x 32,81″ x 38,04″ 1055 x 834 x 967 мм
53,52″ x 32,81″ x 38,04″ 1359 x 834 x 967 мм
Вес:
138 фунтов (63 кг)
225 фунтов (102 кг)
260 фунтов (117 кг)
Электрика:
110–240 В, 50 или 60 Гц, одна фаза
110–240 В, 50 или 60 Гц, одна фаза
110–240 В, 50 или 60 Гц, одна фаза
Вентиляция:
350-400 кубических футов в минуту (595-680 м3/ч) требуется внешний выхлоп наружу или внутренний блок фильтрации.
Наши сотрудники отдела продаж будут рады ответить на любые Ваши вопросы
Тел. +7 (495) 602-02-85
Контакты офисов и шоурумов
Сервисная линия
Мы обслуживаем все станки брендов Hammer®, Felder®, Format-4®, Mayer® вне зависимости от года выпуска и места приобретения.
Тел. +7 (495) 215-14-70
Заявка онлайн
Гарантия
Ниже представлены основные положения Felder Group по гарантийным обязательствам.
рекомендации по гарантийным обязательствам
Регистрация на сайте
Получите доступ к ценам на продукцию, полезным материалам, а также актуальным новостям в мире деревообработки!
Зарегистрироваться
Последние новости в Вашем мобильном!
Узнавайте первыми о новинках и акциях Felder Group!
iTunes Download Google Play Download
Станки для обработки массива, плитного материала, пластиков и алюминия
Бескомпромиссное качество для любых требований
Не имеющий равных
Профессиональная деревообработка теперь доступна для каждого
Высокотехнологичные, точные и надежные
Компания Felder Group Россия имеет действующую аккредитацию в реестре организаций, осуществляющих деятельность в области информационных технологий от Министерства цифрового развития, связи и массовых коммуникаций Российской Федерации (АО-20220526-4837491876-3) Номер в реестре: 28146, решение от 26. 05.2022 г.
Вот уже 70 лет мы занимается разработкой комплексных решений для мебельной, деревообрабатывающей и других индустрий. Сегодня FELDER GROUP предлагает весь комплект решений: от программного обеспечения, решений индустрии 4.0, оборудования с числовым программным управлением (ЧПУ) и автоматизированных систем, до классических решений.
Программные обеспечения F4®Solutions 4.0
Роботизированные решения для цеха
Индустрия 4.0 программные решения и промышленное оборудование
Программные решения, системы автоматизации и станки для обработки массива, плитного материала, пластиков и алюминия,
Уникальное оборудование для самых высоких требований
Мы разрабатываем, производим и реализуем станки для деревообработки.
От ленточнопильных и комбинированных станков, циркулярных пил, строгальных и фрезерных станков до обрабатывающих центров с ЧПУ или кромкооблицовочных станков с новейшими системами автоматического складирования и роботизированными решениями — Felder Group Россия поставляет оборудование, идеально подходящее для любых задач в индустрии, таких же уникальных, как и Ваши требования.
Подробнее о нас
Felder Group Россия — лучшая австрийская компания в СНГ
16-17 сентября в Москве проходила конференция австрийских менеджеров и инвесторов в СНГ «Austria Connect CIS», организованная посольством Австрии в России, где были выбраны лучшие австрийские компании в СНГ. В сфере «Торговля» мы стали лучшими из лучших!
подробнее
Silent-Power®
Инновационный строгальный вал Silent-Power создан для бесшумной и безупречной работы.
Узнать больше
Первая в мире: система PCS
® |Preventive Contact System
На сегодняшний день PCS является самым быстрым в мире бесконтактным защитным устройством.
Узнать больше
Format4 kappa 590
Уникальный форматно-раскроечный станок с двойным наклоном для угловых резов
Узнать больше
Массив дерева
Уникальная обработка цельной древесины на деревообрабатывающих станках Felder Group.
Плитные материалы
Станки для высокоточной и эффективной обработки плитных материалов.
Пластики и композиты
Обработка пластиков и композитных материалов требует использования специально разработанного и укомплектованного оборудования.
О Felder Group
Традиция — Инновация — Совершенство:
Решение без рисков
Вот уже 65 лет мы разрабатываем, производим и реализуем станки для деревообработки.
Для нас ответ очевиден: решительность, страсть и преданность своему делу необходимы для достижения нашей цели — создания лучшего деревообрабатывающего оборудования. Наша общая цель в Felder Group в настоящем и в будущем — создавать лучшие деревообрабатывающие станки с уважением к нашим клиентам и окружающей среде. Это правило крепнет с каждым станком, который мы производим на заводе нашей компании Felder Group в Халль-ин-Тироле.
С системой непрерывного внедрения инноваций и разработкой новых технологий, мы постоянно устанавливаем новые стандарты. Предлагая нашим клиентам оборудование под марками Felder, Format4, Hammer и Mayer, нам удается максимально и без каких-либо компромиссов соответствовать индивидуальным запросам, поступающим как от представителей малого бизнеса, так и крупных промышленных предприятий. От ленточнопильных и комбинированных станков, циркулярных пил, строгальных и ферезерных станков, до обрабатывающих центров с ЧПУ или кромкооблицовочных станков, с новейшими системами автоматического складирования и роботизированными решениями — Felder Group поставляет оборудование, идеально подходящее для любых задач в индустрии, таких же уникальных, как и Ваши требования.
JEB-1 -> Кромкооблицовочное устройство -> Деревообрабатывающие станки JET
JEB-1 -> Кромкооблицовочное устройство -> Деревообрабатывающие станки JET
Главная -> Деревообрабатывающие станки JET -> Кромкооблицовочное устройство -> JEB-1
Станок для облицовки кромок JEB-1
Описание
JEB-1 — это одно из простейших устройств для облицовки кромок
Температуру 2000-ваттного пистолета горячего воздуха (STEINEL) можно регулировать от 100°С до 200°С
Большой стол позволяет работать с помощью ролика
Станок весом всего 12 кг, легко переносится туда, где он нужен
Двухстороннее кромкообрезное утсройство входит в комплект (стриммер)
Запасной нож для обрезки ленты
Рабочая поверхность стола пористая, что облегчает плавное прохождение плоскости детали, при этом высокий крепкий упор с обеих сторон прижимного ролика кромки, улучшает качество работы со склеиваемыми поверхностями. Ограничители и направляющие полностью регулируются, ширина кромки может достигать 50 мм. Кромкооблицовочный станок оснащён специальным ножом, который обрезает кромочную ленту по длине.
Фрезерные столы от производителя: американская компания Kreg
Набор предложений Kreg Routing Solutions предоставляет возможности, универсальность и надежность, необходимые для выполнения точного фрезерования. Мы предлагаем все, что необходимо, от комплектов фрезерных столов для мастерской, до портативных фрезеров, которые можно использовать в любом месте. Вы также можете выбрать любые компоненты и принадлежности, и самостоятельно собрать фрезерный стол.
Фрезерные столы и их разновидности
Сложно представить современную столярную мастерскую без фрезера. Если же закрепить его на специальном столе, то можно выполнять работы, которые вручную осуществлять весьма проблематично. В частности, появляется возможность обрабатывать разнообразные профили, заготовки всевозможной ширины, изготавливать панели, а также производить детали по шаблону — и все это с повышенной безопасностью для мастера. Крупные фрезы рекомендуется использовать исключительно с агрегатом, установленным стационарно.
Особенности и возможности конструкций
Дополнительные комплектующие позволяют фрезерному оборудованию выполнять даже нехарактерные для него функции. К примеру, можно изготавливать небольшие по размерам заготовки. Возможности зависят от мощности применяемого агрегата. Существует две разновидности исполнения фрезерных столов: они бывают напольными и настольными. Последние отличаются компактностью, следовательно, повышается мобильность приспособления. Его можно в течение нескольких минут установить на рабочей поверхности. К преимуществам напольных столов относят большие размеры столешницы, что позволяет обрабатывать крупные детали. Кроме того, устойчивость у них также выше, чем у настольных.
О конфигурациях фрезерных столов
Чтобы обработка была максимально точной и чистой, к конструкциям установок предъявляются определенные требования. К основным составляющим фрезерного стола относится подставка (основание), столешница и параллельный упор. Все эти компоненты определяют качество конструкции.
Столешница должна отличаться жесткостью, чтобы не прогнуться под весом самого фреза и рабочей детали. Ее разрабатывают с шириной, которая позволит поддерживать панели для мебели и другие заготовки крупных размеров. Фрезер закрепляется на столешнице через специальную пластину.
Параллельный упор призван выполнять сразу несколько опций. Прежде всего, он позволяет фрезеровать детали продольно без применения шаблонов. К нему можно крепить дополнительные комплектующие и упоры. Также, в некоторых случаях, он является одной из составляющих пылеудалителя.
Основание стола под фрезер может быть закрытым и открытым. В первом варианте установки отличаются большим весом, позволяя понизить уровень вибрации. Внутри конструкции закрытого типа размещены выдвижные ящики для удобства хранения инструментов. Пылеудаление в таких установках осуществляется намного быстрее. Преимущества открытого основания заключаются в другом. Прежде всего, основание намного легче, что повышает его мобильность. Оно гораздо лучше вентилируется, а доступ к настройкам фрезы более удобен.
Вспомогательные комплектующие для универсальных столов отличаются разнообразием. Они облегчают мастеру осуществление определенных операций, обеспечивают безопасность и удобство при выполнении работ. К ним относятся каретки, то есть угловые упоры, фрезерные лифты, электровключатели, всевозможные ограждения и щитки, гребенки и толкатели. Зачастую подобные приспособления нужно приобретать отдельно.
Преимущества фрезерных столов и комплектующих от Kreg
Начав свою историю в далеком 1986 году, за время своего развития компания Kreg достигла признания по всему миру. Фрезерные столы от этого производителя отличаются безупречным качеством, удобством и надежностью. Каждая установка производится из высокопрочных материалов, с использованием передовых технологий. Американская компания предлагает в ассортименте не только столы, но и сами фрезы, а также дополнительные комплектующие и принадлежности, существенно облегчающие работу мастера.
Преимущества сотрудничества с нами
Мы, Kreg Shop, являемся представителями компании на отечественном рынке. Мы предлагаем вам оригинальные фрезерные столы и дополнительные комплектующие от производителя. Вы можете расплатиться любым удобным способом: наличными, по счету, по квитанции Сбербанка, при помощи кредитной карты или электронных денег. Доставка осуществляется курьером, Почтой России и посредством самовывоза. Стоимость услуг оговаривается в зависимости от размера заказа и других факторов. Вы можете уточнить подробную информацию у наших специалистов. Контактную информацию ищите на сайте.
Стол фрезерный FESTOOL TF 1400-Set 570269
Характеристики
Описание
Документация
Отзывы (0)
Оснастка
Технические характеристики
Высота стола без ножек, мм
316
Высота стола на ножках, мм
900
Диаметр разъема пылеудаления, мм
27/36
Максимальный диаметр фрезы, мм
60
Масса (комплект), кг
25,4
Масса базового модуля, кг
10,8
Масса модульного кронштейна, кг
10,1
Потребляемая мощность, Вт
1400
Рабочая высота стола, мм
900
Размеры модульного кронштейна, мм
578 x 320
Размеры стола, мм
585 x 400
Число оборотов холостого хода, об/мин
10000 — 22500
Масса, кг
4,5
Уровень шума и вибрации
Фрезерование: A-скоррект. уровень звук. давл. LpA, дБ(A)
82
Фрезерование: A-скоррект. уровень мощн звук. колеб LWA, дБ(A)
93
Фрезерование: Общее среднее значение вибрации ah, м/с²
3,5
Фрезерование: Погрешность (вибрация) K, м/с²
2
Фрезерование: Погрешность (шум) K, дБ
3
Применение
Фрезерные работы всех видов: фрезерование пазов, закруглений, радиусов и различных фигур
Фрезерование с контактным подшипником различных кривых и радиусов
Стыковочные работы с упором
Фрезерный стол.
От ручного к стационарному инструменту одним движением руки. При установке на CMS вертикальные фрезеры превращаются в стационарные фрезерные столы. Небольшие размеры, мощность и точность делают фрезерный стол незаменимым для серийного производства. Он позволяет быстро изготавливать фальцы, скругления или радиусы. Кроме того, за счёт устойчивости фрезерных станков облегчается подача и обработка даже больших заготовок.
Комплект из основания, модульного кронштейна и вертикального фрезера
Вертикальный фрезер можно использовать не только стационарно, но и вручную
Простая регулировка рабочей высоты фрезы при помощи подъёмного механизма
Возможности дооснащения для ещё большего удобства в работе
Двойной разъем для подсоединения шлангов пылеудаления
Защитный кожух для безопасного фрезерования и оптимального пылеудаления
Возможна замена фрезерного модуля другими модулями системы CMS
Точная регулировка
Простая регулировка рабочей высоты фрезы при помощи кривошипной рукоятки с точностью до 1/10 мм без дополнительных проверок.
Система быстрого торможения
Система быстрого торможения останавливает TF 1400 после выключения за считанные секунд, обеспечивая безопасность при фрезеровании.
Ход 70 мм
Благодаря ходу 70 мм работа с большой глубиной фрезерования и по шаблону или врезка фурнитуры больше не составят труда.
Оптимальное пылеудаление
Вместе с вытяжным кожухом уникальный пылеулавливатель делает невозможное возможным. При обработке кромочным фрезером удаляется до 99 % стружки.
Смена копировального кольца без инструмента
Смена копировального кольца у TF 1400 производится без дополнительного инструмента. Просто расфиксируйте и выньте старое кольцо, установите и нажмите на новое кольцо, и оно сядет точно по центру.
Мгновенное запирание и отпирание
С помощью всего одного винта-барашка можно зафиксировать и расфиксировать направляющие параллельного упора или другой оснастки.
Быстрая смена фрезы
Благодаря удобной системе блокировки шпинделя с балансиром и храповиком фреза меняется без перестановки ключа.
Нет отзывов о данном товаре.
Ваше имя:
E-mail
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Составные фрезерные столы Palmgren являются полезными аксессуарами для многих станков, особенно для расширения области применения вертикально-сверлильных станков. Они обеспечивают быстрое и точное позиционирование заготовок, что приводит к получению качественной готовой продукции.
Основные характеристики составных фрезерных столов Palmgren:
* Направляющие типа «ласточкин хвост» с регулируемыми стальными клиньями для компенсации износа
* Маховик на каждом конце столешницы; позволяет позиционировать с любой стороны
* Циферблаты градуированы с шагом 0,001 дюйма.
* Два продольных Т-образных паза 14 мм
* Набор U-образных зажимов для крепления заготовок и тисков к столешнице
Рекомендуется для вас
Вопросы и ответы
Задать вопрос о продукте
Задать вопрос
Вопрос какого типа вы хотите задать?
У меня есть вопрос службы поддержки клиентов (заказ, доставка, возврат и т. д.). Вопрос по обслуживанию клиентов
— ИЛИ ЖЕ —
Я хотел бы задать другим клиентам вопрос об этом продукте . Вопрос, связанный с продуктом
отзывов
Написать обзор
Некоторые детали не разрешены к использованию в Калифорнии или других штатах с аналогичными законами/правилами.
Позвоните для заказа
Это заказная часть. Вы можете заказать эту деталь, связавшись с нами.
Варианты для международных клиентов
Варианты доставки
Если вы являетесь международным покупателем и отправляете товар на адрес в США, выберите «Доставка по США», и мы соответствующим образом оценим даты доставки.
Международный доставка
Доставка в США
Валютные опционы
Если вы являетесь международным клиентом и хотите изменить валюту, в которой отображаются цены, вы можете сделать это здесь. Обратите внимание, что расчетные цены будут указаны в долларах США.
VEVOR Рабочий стол для фрезерных станков Фрезерный рабочий стол для станков Составной фрезерный стол для прецизионных фрезерных станковПоперечный рабочий стол для прецизионных фрезерных работ (7,3 x 4 дюйма)
Рекомендуемые товары, которые могут вам понравиться
MX-75GZT000000001V0
Цена с НДСПодробнее
Часто покупают Люди, которые купили этот товар, также купили
Описание Спецификация Вопросы и ответы Отзывы
Рабочий стол фрезерного станка
Высокоточный и удлиненный рабочий стол и плавная работа
Этот рабочий стол фрезерного станка подходит для всех сверлильных станков, сверлильных и фрезерных станков и совместим со всеми типами позиционирования, фрезерования, сверления, оптического просмотра и постановки. Простые в использовании кривошипы, расширенный стол, Т-образные пазы, подвижный стол и устойчивое основание — все это делает его идеальным.
Эргономика и точность
Усиление и надежность
Простота регулировки
Повышенная точность обработки
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
надежда на лучшее улучшение пользовательского опыта. При этом для максимально точной настройки была предусмотрена самая точная шкала.
Увеличенный стол
Столешница увеличена до 100 мм, чтобы лучше удовлетворять различные потребности в обработке, избавляя вас от ненужных опасений по поводу совместимости.
Т-образные канавки
Изделие имеет три канавки длиной 10 мм (2/5 дюйма) и шириной интервала 35 мм (1,3 дюйма), плотно зажимающие обрабатываемые объекты.
Передвижной стол с помощью винтов
Стол можно перемещать в любом направлении, просто повернув три винта. Всего 6 винтов, 3 для движения вперед и назад, 3 для движения влево и вправо.
Стабильное основание
Основание из чугуна было прочным и достаточно прочным, чтобы оставаться устойчивым в работе и вносить большой вклад в повышение точности обработки.
Широкое применение
Подходит для всех сверлильных станков, сверлильных и фрезерных станков; совместим со всеми типами позиционирования, фрезерования, сверления, оптического просмотра и постановки.
Технические характеристики
Рабочая таблица: 185 × 100 мм/4 × 7,3 дюйма
Длина движения: 80 мм/3 дюйма
Вертикальный путь: 75 мм/3 дюйма
THAPED: 75 мм/3 дюйма
THAP Длина паза: 10 мм/2/5 дюйма
Ширина интервала паза: 35 мм/1,3 дюйма
Продолжительность расстояния между шпинделями: 2 мм/0,08 дюйма
Длина расстояния набора: 0,01 мм
Высота работы: 102 мм/4 дюйма
Максимум. Нижний размер: 170 × 130 мм/6,7 × 5 дюймов
Вес брутто: 10,1 кг
Содержимое упаковки
Прочное оборудование и инструменты, оплата меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество. Этот рабочий стол фрезерного станка подходит для всех сверлильных станков, сверлильных и фрезерных станков и совместим со всеми типами позиционирования, фрезерования, сверления, оптического просмотра и постановки. Простые в использовании кривошипы, расширенный стол, Т-образные пазы, подвижный стол и устойчивое основание — все это делает его идеальным.
Эргономика и точность
Усиление и надежность
Простота регулировки
Улучшенная точность обработки
Простые в использовании шатуны
Мы внедрили эргономику в дизайн шатунов в надежде на лучшее удобство для пользователя. При этом для максимально точной настройки была предусмотрена самая точная шкала.
Увеличенный стол
Столешница увеличена до 100 мм, чтобы лучше удовлетворять различные потребности в обработке, избавляя вас от ненужных опасений по поводу совместимости.
Т-образные канавки
Изделие имеет три канавки длиной 10 мм (2/5 дюйма) и шириной интервала 35 мм (1,3 дюйма), плотно зажимающие обрабатываемые объекты.
Передвижной стол с помощью винтов
Стол можно перемещать в любом направлении, просто повернув три винта. Всего 6 винтов, 3 для движения вперед и назад, 3 для движения влево и вправо.
Стабильное основание
Основание из чугуна было прочным и достаточно прочным, чтобы оставаться устойчивым в работе и вносить большой вклад в повышение точности обработки.
Широкое применение
Подходит для всех сверлильных станков, сверлильных и фрезерных станков; совместим со всеми типами позиционирования, фрезерования, сверления, оптического просмотра и постановки.
Содержимое упаковки
1× MX-75 Многофункциональный опорный стол для фрезерных станков Рабочий стол
Типичные вопросы о продуктах: Долговечен ли продукт? …
Задайте первый вопрос
Отзывы клиентов
Цена 4. 8
Качество 4.6
Функции 4.6
Легко использовать 4,7
33 Отзыв(а)
Сортировать:
Все
Все
Только фотографии
Только видео
Все звезды
Все звезды
Только 5 звезд
Только 4 звезды
Только 3 звезды
Только 2 звезды
Только 1 звезда
Самые последние
Самые последние
Самый полезный
Прозрачные фильтры
VEVOR CUSTORN
T-GROOVE Размер: 10 мм Размер рабочей палочки: 450 x 170 мм Канал. как и большинству других рецензентов, вам нужно будет очистить эту таблицу, когда она будет доставлена. он отлично работает для легкой нагрузки, которую он получит в моем гараже. Первый проект состоял в том, чтобы сделать мои собственные зажимы для траков, так как те, которые я заказал в Genmitsu, немного светятся. стол работал нормально
See more See less
0
Don G
T-groove Size: 10 mm Workbench Size: 185 x 100 mm Channel: 3
Good quality
вау, HD, ручки кажутся тонковатыми, но посмотрим. Я только что получил его, и он выглядит хорошо, я обновлю его после использования.0477 10 мм Размер верстака: 450 x 170 мм Канал: 3
Сверхмощный, как вы и предполагали
Этот предмет настолько тяжелый, что ваш почтальон вас возненавидит, но когда вы его достанете из коробки и в собранном виде, вы будете очень счастливы, что купили его. Моя единственная жалоба заключается в том, что когда вы используете его на своем сверлильном станке, вам почти нужно 3 руки, так как вибрация от вращения / резки дрели заставит рычаги регулировки x-y поворачиваться, когда вы опускаете сверло. Было бы неплохо, если бы были регулировочные замки.
See more See less
0
Kevin E. Cherry
T-groove Size: 10 mm Workbench Size: 450 x 170 mm Channel: 3
Glorious Example of Дешевые китайские инструменты
Необходимы для фрезерования/укоса прорезей для дверных петель на некоторых дверях из кремниевой бронзы, которые я делаю. Этот инструмент является удивительным примером дешевых китайских инструментов, я предвзят, потому что большинство китайских инструментов, подобных этому, нуждаются в некоторой настройке, чтобы заставить их работать, на что я не возражаю. Пример; маховик «X» справа слишком большой или слишком высокий, если вы работаете с длинными деталями, как я, вам нужно будет поднять его как минимум на 3/8 дюйма над столом с помощью какой-либо плоской планки. так что ваша работа не ударит по ручке, ничего страшного.Мой стол появился без запасов ключей для ручек, достаточно легко сделать или получить.Как описано в других 5-звездочных обзорах, вам нужно будет разобрать его и почистить это, а также убедитесь, что внутренние винты X и Y затянуты так, чтобы ваш стол не прыгал. В целом, именно то, что я ожидал за такую цену.0008
См. Подробнее см. Меньше
0
VEVOR CUSTORN
T-GROOVE Размер: 10 мм Работа.
Нужно поработать над настройками. Но в целом хороший инструмент.0477 450 x 170 мм Канал: 3
Грязный, липкий, плохо собран, но выгодно
Пришло за 3 дня. Все части были на месте. Упаковка была неповрежденной. Это красное и зеленое Рождество. Да, оно грязное и липкое. У меня не было бы этого по-другому. Пересекая океан, это могло бы стать ржавым разочарованием. Если это китайские станкостроительные заводы, в основном вы покупаете плохо собранные отливки и детали по той цене, которую они берут. Но это нормально, потому что, будучи слесарем на пенсии, я бы все равно почистил и осмотрел его. Взял старую головку сверлильного станка, модифицировал шпиндель и подшипники, стальную пластину 1/2 дюйма для колонны и основания и этот координатный стол. Домашняя мельница для хобби! Разберите все это, очистите все, удалите заусенцы, отшлифуйте / соскребите все, распылите выбранную вами защиту металла / смазку, соберите, закрепите очень надежно и наслаждайтесь!
См. Подробнее см. Меньше
0
Shawn M.
T-Grove Размер: 10 мм Размер работы: 185 x 100 мм .
Удивительно, но после первой полной разборки и очистки удалось сделать его достаточно затянутым и гладким. Точность удовлетворительная, особенно при небольшом натяжении стопорных винтов. Это не быстрый фидер, но он делает то, что мне нужно для небольшой работы.
See more See less
1
Craft Fam
T-groove Size: 10 mm Workbench Size: 185 x 100 mm Channel: 3
90% there, needs последние штрихи. ..
Хорошие отливки, однако требуется опиловка, окончательная сборка была плохой, а маховики нуждаются в доработке для плавной работы. Я заменил нижние винты крепления на более длинные и добавил за ними плоские шайбы. В целом хорошая ценность после выполнения дополнительной работы.
See more See less
0
Allen
T-groove Size: 10 mm Workbench Size: 450 x 170 mm Channel: 3
17.7 x 6.7 2 axis cross слайд
Цена была отличной, а качество соответствовало моим ожиданиям. Разберите, очистите, удалите заусенцы и отрегулируйте выступы, чтобы добиться плавного хода стола практически без люфта. Будет хорошо работать на сверлильном станке для позиционирования.
См. Подробнее См. Меньше
0
RAMA
T-Grove Размер: 10 мм Размер Workbench: 450 x 170 мм .
 Запускаем программу ArtCAM, в меню выбираем Файл -> Новый -> Модель…(клавиши быстрого вызова для Ctrl+N). В открывшемся окне задаем размер нашей заготовки, в полях «Высота (Y)» и «Ширина (Х)» и нажимаем «ОК».
Запускаем программу ArtCAM, в меню выбираем Файл -> Новый -> Модель…(клавиши быстрого вызова для Ctrl+N). В открывшемся окне задаем размер нашей заготовки, в полях «Высота (Y)» и «Ширина (Х)» и нажимаем «ОК». Выбор стратегии обработки, рисунок 5, в этом случае гравировка будет всей поверхности внутри вектора.
Выбор стратегии обработки, рисунок 5, в этом случае гравировка будет всей поверхности внутри вектора. На фото несколько примеров гравировки с заполнение внутри вектора и без.
На фото несколько примеров гравировки с заполнение внутри вектора и без. Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.
Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.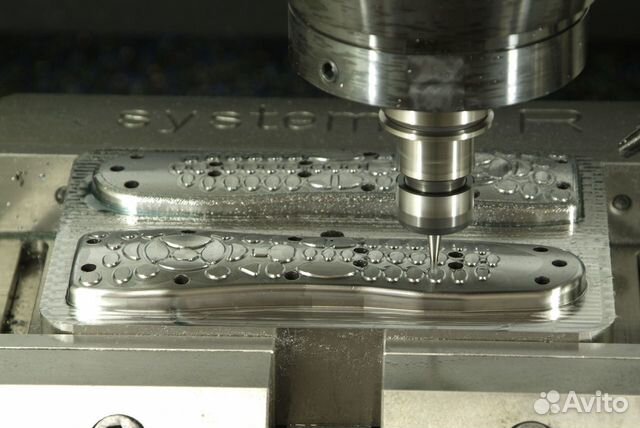 Поэтому их популярность с каждым днем стремительно возрастает.
Поэтому их популярность с каждым днем стремительно возрастает.
 Во время работы на фрезерном станке с ЧПУ этот факт необходимо учесть, иначе при превышении глубины есть риск, что при раскрое поперек слоев края реза обуглятся, что для любого предприятия недопустимо. Однако оператор такого станка очень быстро научится им управлять, ведь фрезерный станок с ЧПУ является одним из самых простых в управлении деревообрабатывающего оборудования.
Во время работы на фрезерном станке с ЧПУ этот факт необходимо учесть, иначе при превышении глубины есть риск, что при раскрое поперек слоев края реза обуглятся, что для любого предприятия недопустимо. Однако оператор такого станка очень быстро научится им управлять, ведь фрезерный станок с ЧПУ является одним из самых простых в управлении деревообрабатывающего оборудования.

 Вся гравировка выполняется на компьютере и менее подвержена ошибкам, чем ручная гравировка. Репродукция на станке с ЧПУ выполняется быстрее и точнее, чем с использованием ручного гравировального устройства. Также стоит отметить, что вам не нужно стоять рядом с заготовкой во время гравировки. Тем временем вы можете заняться другой работой, важной для увеличения вашего производства.
Вся гравировка выполняется на компьютере и менее подвержена ошибкам, чем ручная гравировка. Репродукция на станке с ЧПУ выполняется быстрее и точнее, чем с использованием ручного гравировального устройства. Также стоит отметить, что вам не нужно стоять рядом с заготовкой во время гравировки. Тем временем вы можете заняться другой работой, важной для увеличения вашего производства.
 Катод здесь представляет собой материал, который также подключен к модулю гравировки. Ток, протекающий между катодом и анодом, сжигает материал в месте гравировки. Колебания гравировального штифта вызваны взаимодействием между якорем магнита и электромагнитом. Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты.
Катод здесь представляет собой материал, который также подключен к модулю гравировки. Ток, протекающий между катодом и анодом, сжигает материал в месте гравировки. Колебания гравировального штифта вызваны взаимодействием между якорем магнита и электромагнитом. Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты. В этом руководстве вы узнаете все, что вам нужно знать, чтобы справиться с собственной работой по гравировке с ЧПУ.
В этом руководстве вы узнаете все, что вам нужно знать, чтобы справиться с собственной работой по гравировке с ЧПУ. Во-первых, если лазерный гравер достаточно мощный, он может резать материал. Во-вторых, даже если его мощности недостаточно для резки материала, он может обесцветить его визуально отличительным образом с помощью процесса, называемого лазерной маркировкой.
Во-первых, если лазерный гравер достаточно мощный, он может резать материал. Во-вторых, даже если его мощности недостаточно для резки материала, он может обесцветить его визуально отличительным образом с помощью процесса, называемого лазерной маркировкой.
 Они лучше всего подходят для обработки неметаллических материалов. Лазерные граверы CO2 стали довольно недорогими и общедоступными. Вы можете приобрести лазерный гравировальный станок мощностью 40 Вт на Amazon чуть более чем за 400 долларов.
Они лучше всего подходят для обработки неметаллических материалов. Лазерные граверы CO2 стали довольно недорогими и общедоступными. Вы можете приобрести лазерный гравировальный станок мощностью 40 Вт на Amazon чуть более чем за 400 долларов. Вы можете использовать лазер меньшей мощности для резки любой толщины, но для этого требуется больше одного прохода, чем предполагают эти оценки.
Вы можете использовать лазер меньшей мощности для резки любой толщины, но для этого требуется больше одного прохода, чем предполагают эти оценки. Инструменты для гравировки, как правило, имеют довольно маленький диаметр, а многие гравируемые материалы довольно мягкие.
Инструменты для гравировки, как правило, имеют довольно маленький диаметр, а многие гравируемые материалы довольно мягкие.
 Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно.
Самыми сложными примерами этого являются 4-я ось и крепежные пластины, которые могут даже комбинировать разные виды деталей и использовать различные рабочие смещения, чтобы все было ровно. Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе.
Вернемся к нашей настройке с четырьмя тисками. Вы можете задать 4 рабочих смещения, которые будут координатами левого угла задней губки в каждых тисках. Лучше выбирать неподвижную губку, потому что ее положение более точное. Используйте кромкоискатель или щуп, чтобы определить положение угла губок тисков, а затем установите это рабочее смещение в зависимости от того, как контроллер вашего станка устанавливает смещения. После того, как вы установили G54 — G57 на четыре положения губок тисков, вы готовы к работе. В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями:
В качестве примера, вот как может выглядеть настройка подпрограммы для создания 4 идентичных деталей с рабочими смещениями: На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом.
На большой крепежной плите может быть место для десятков мелких деталей для машины с большим ходом. Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
Есть много способов добиться этого, но один из проверенных и верных — использовать G92. G92 устанавливает рабочее смещение на основе предоставленных вами координат смещения. Итак, если этот угол губок тисков, о котором мы говорили, расположен от текущего положения инструмента со смещением X10Y10Z0, вы можете выполнить следующее:
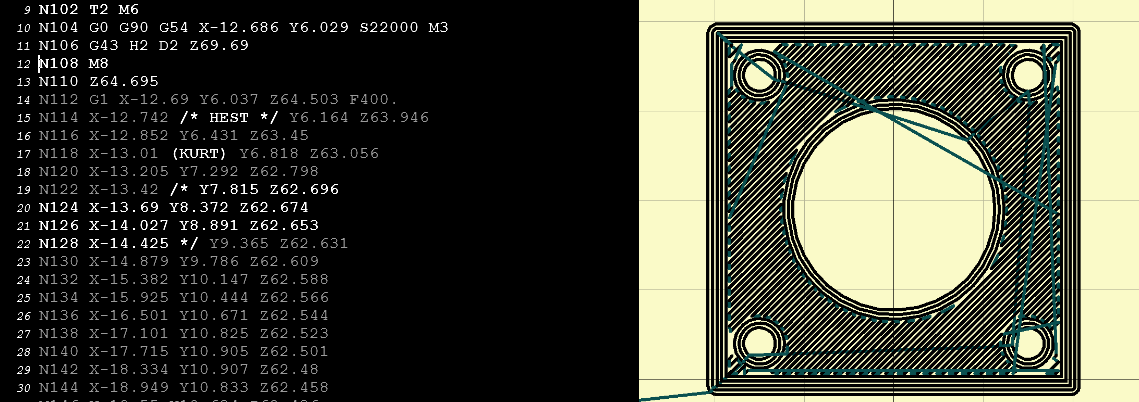 Это может выглядеть так:
Это может выглядеть так: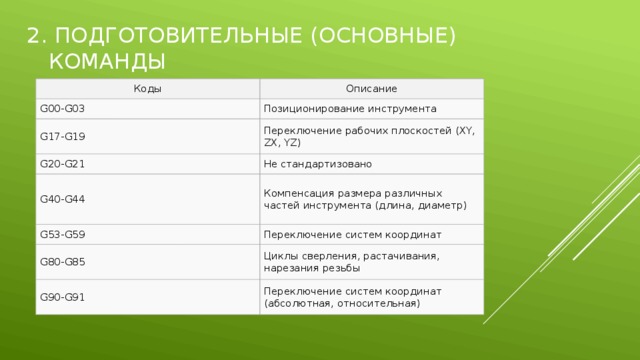
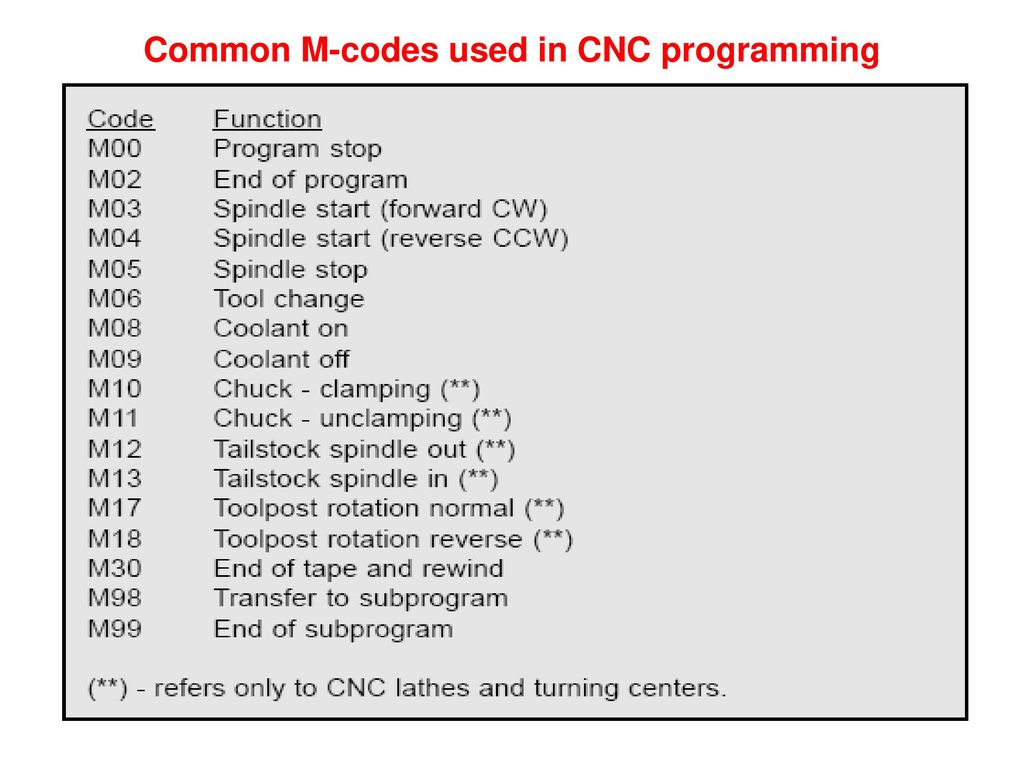 Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.
Идея состоит в том, чтобы позиционировать операцию в абсолютных координатах, а затем переключиться на относительные координаты в коде, который использовал бы смещение. Вы можете узнать больше об относительных координатах в нашей главе о кодах g90 g и g91 g.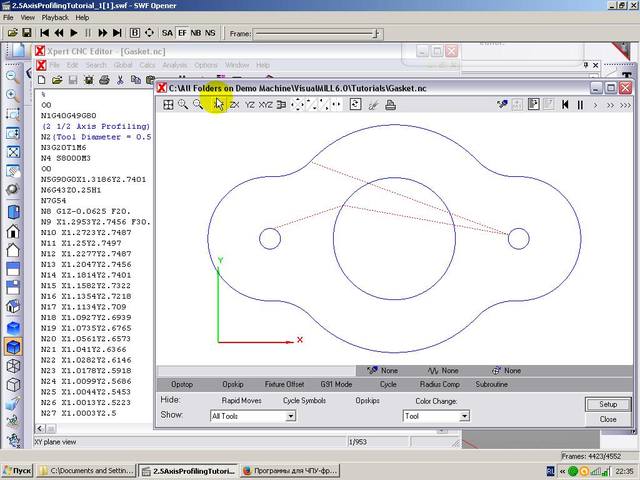 Существует два типа функций G:
Существует два типа функций G: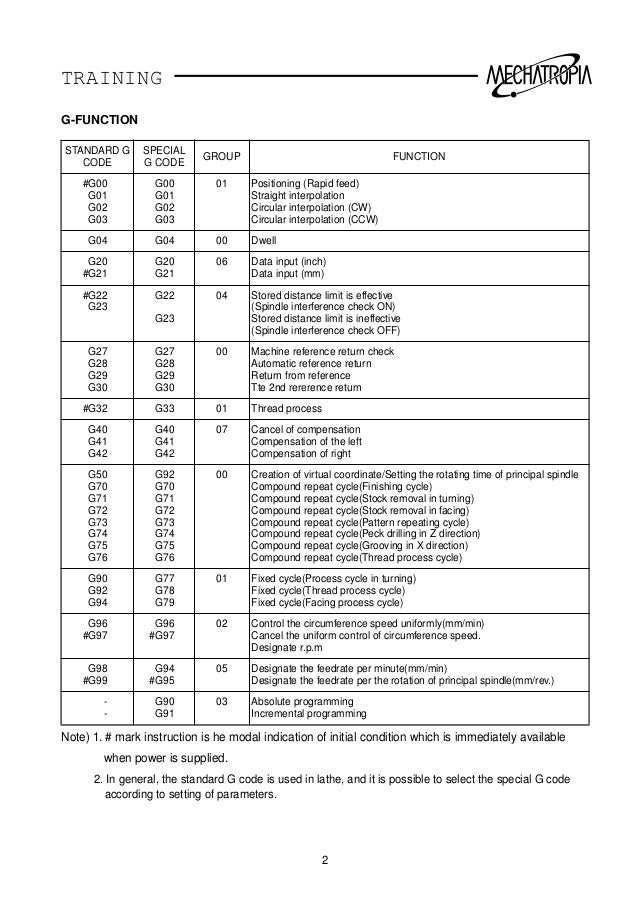 Вид перемещения инструмента может определяться параметром станка.
Вид перемещения инструмента может определяться параметром станка.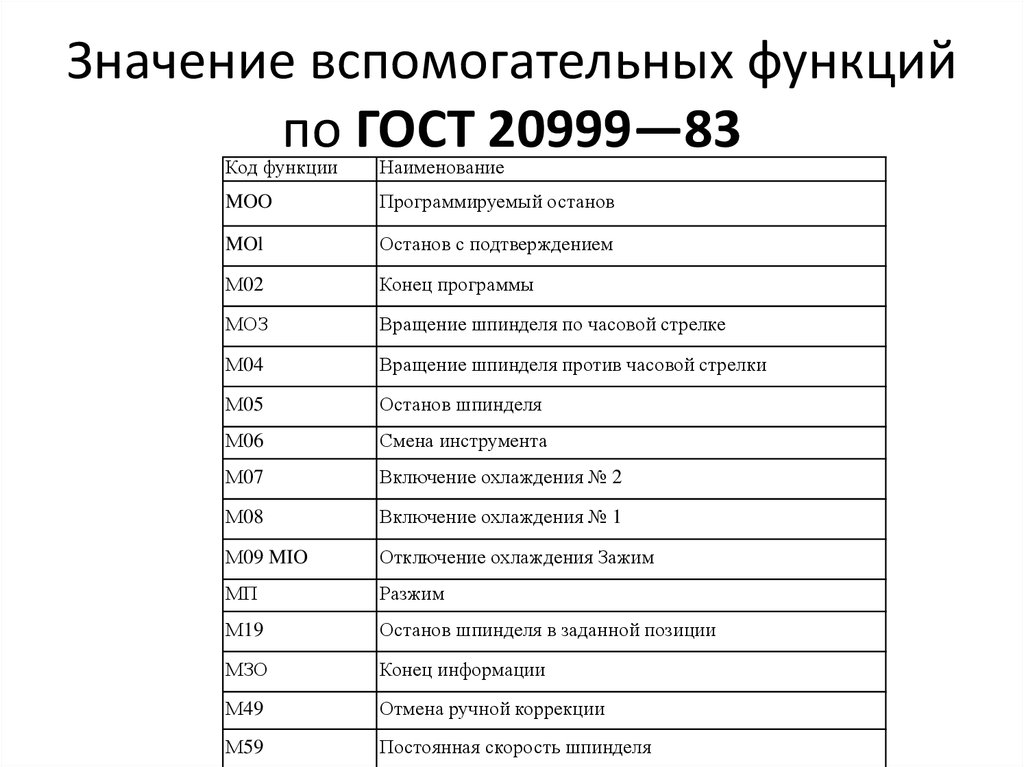
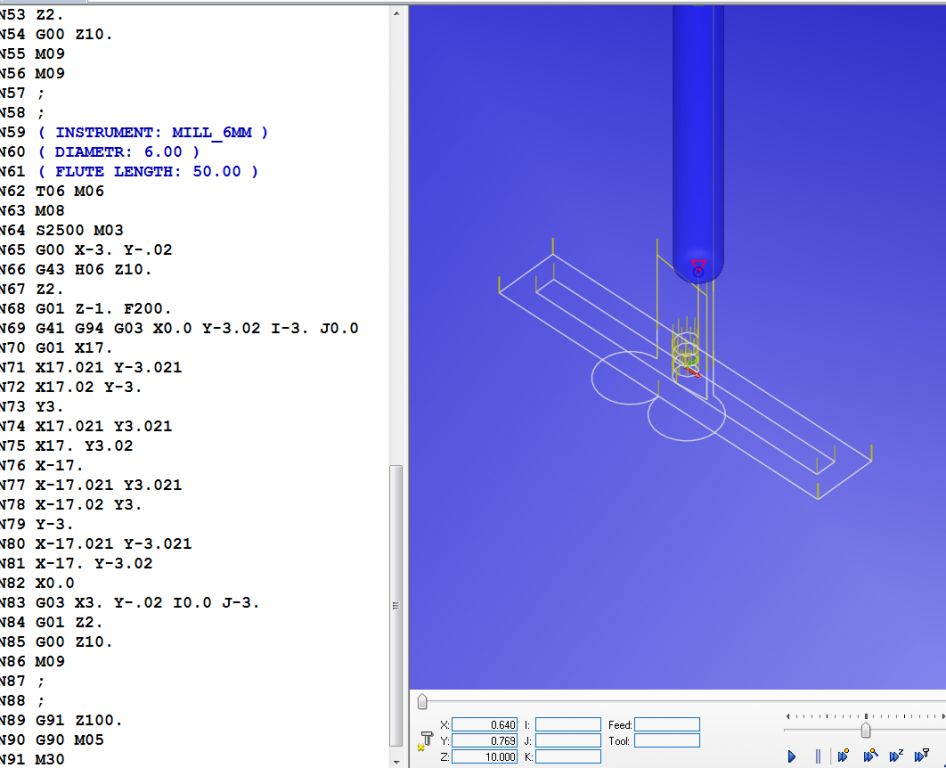

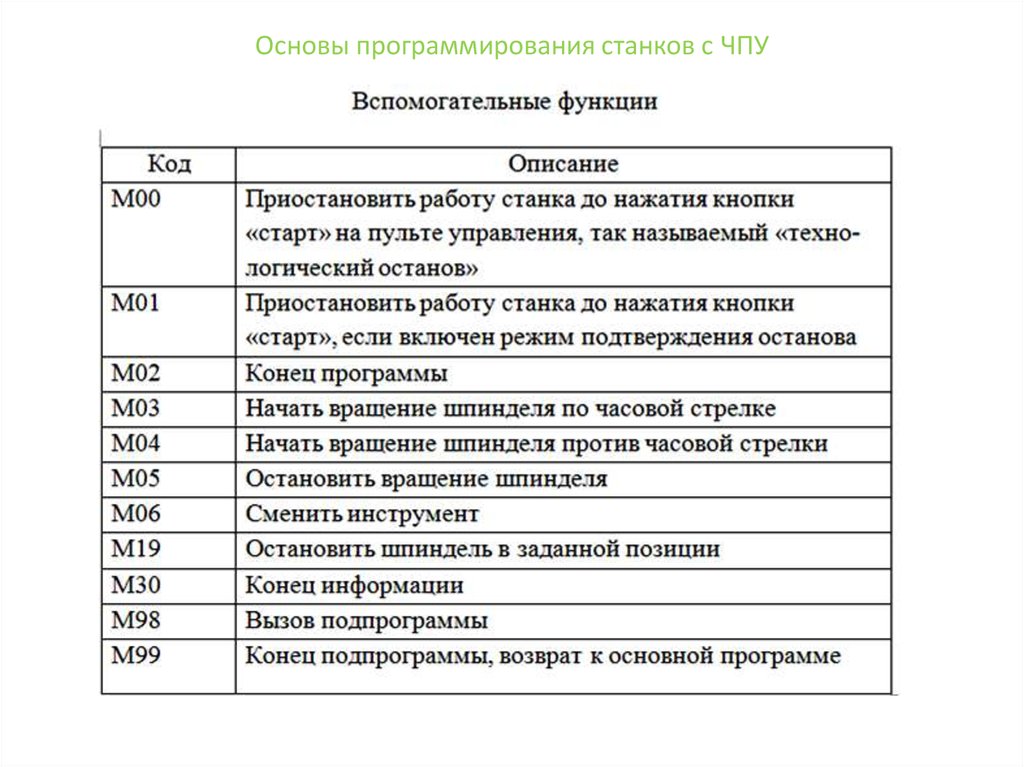 С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.
С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.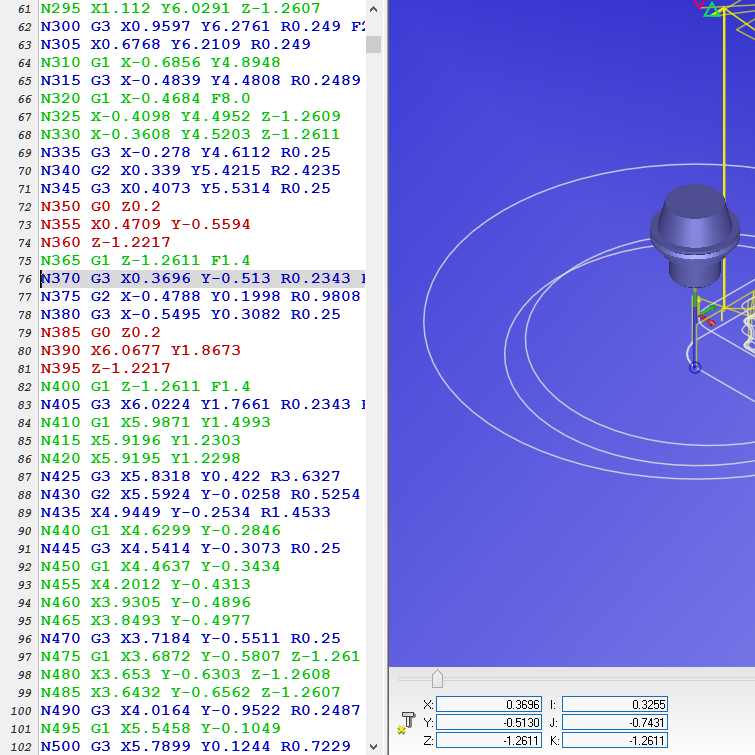
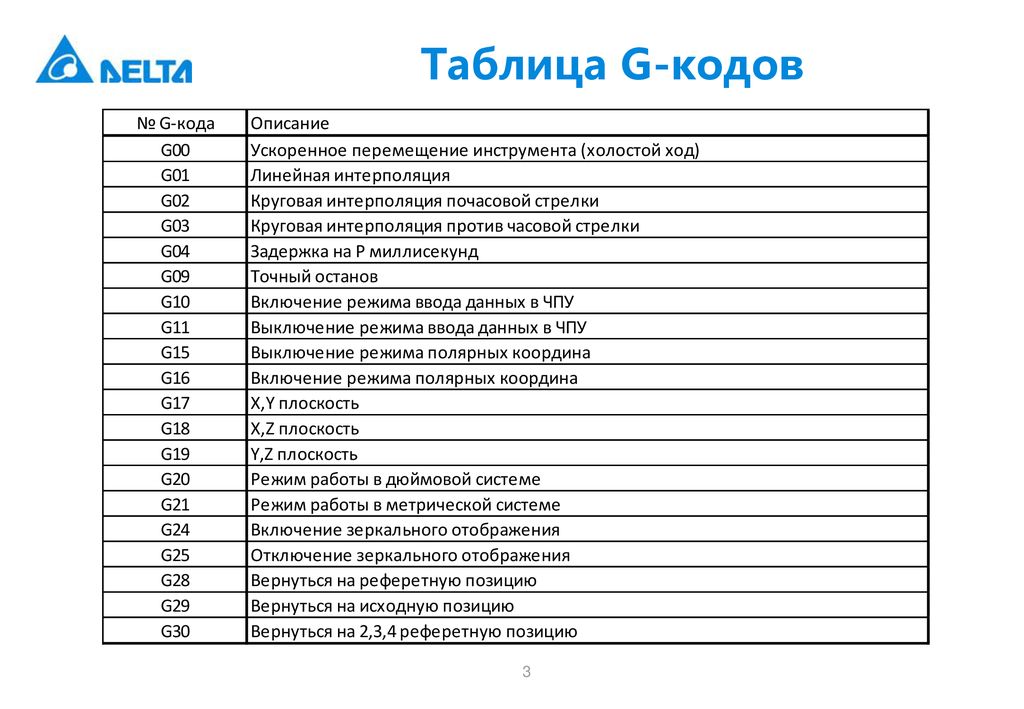

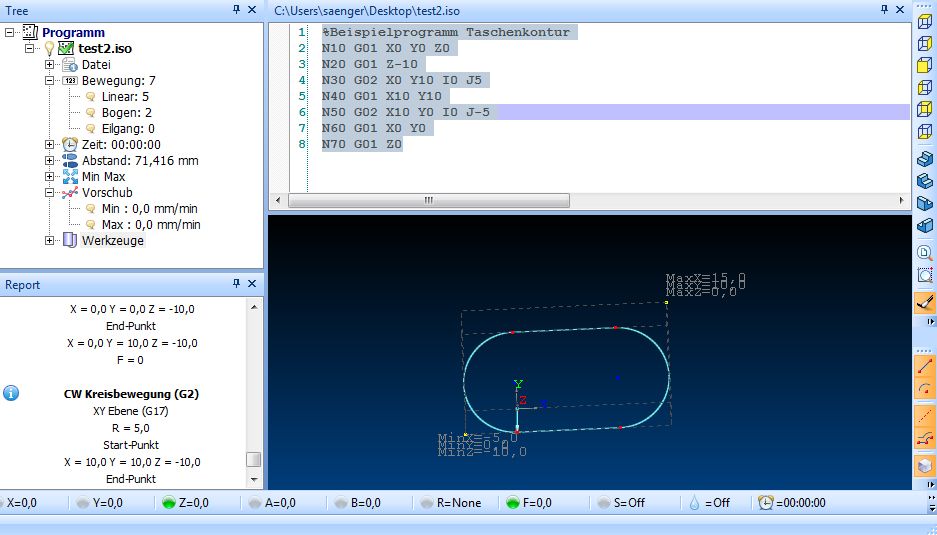
 С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.
С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.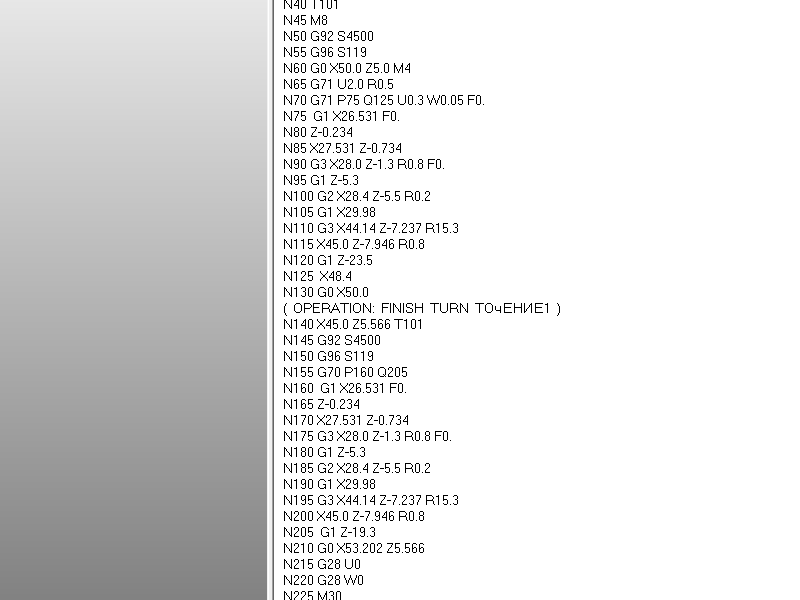
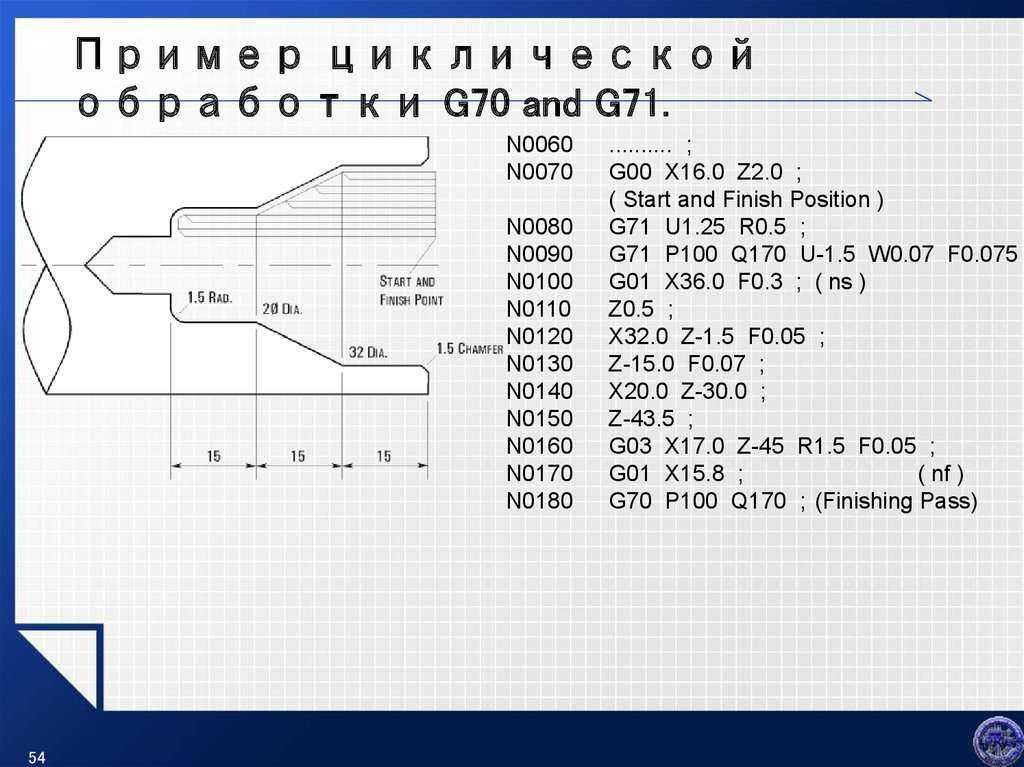 Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.
Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.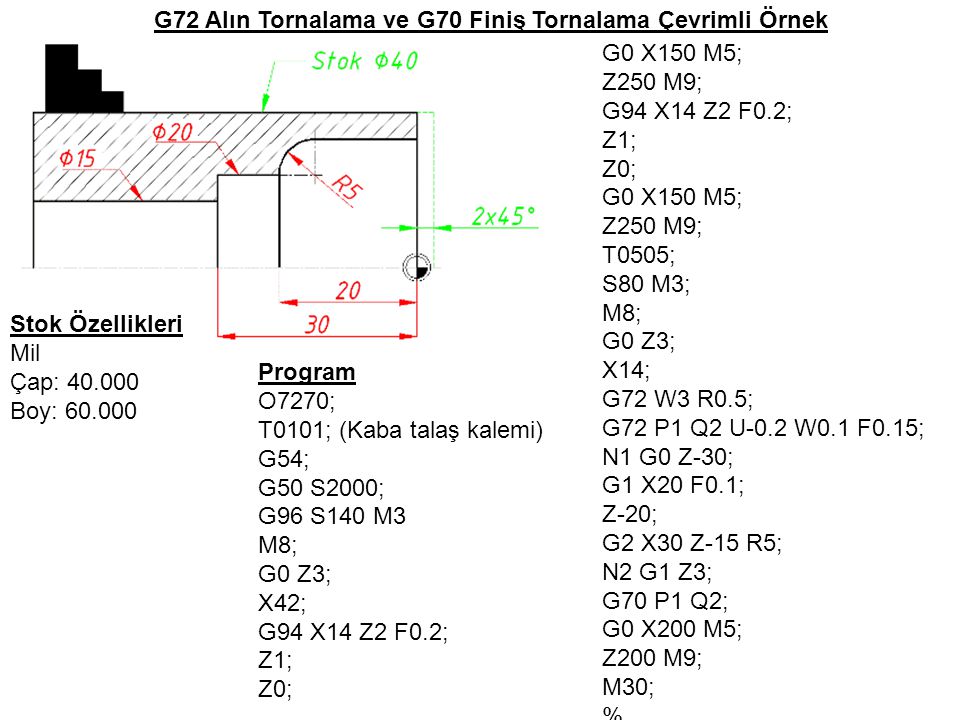 У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
 Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.
Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в M-коде.
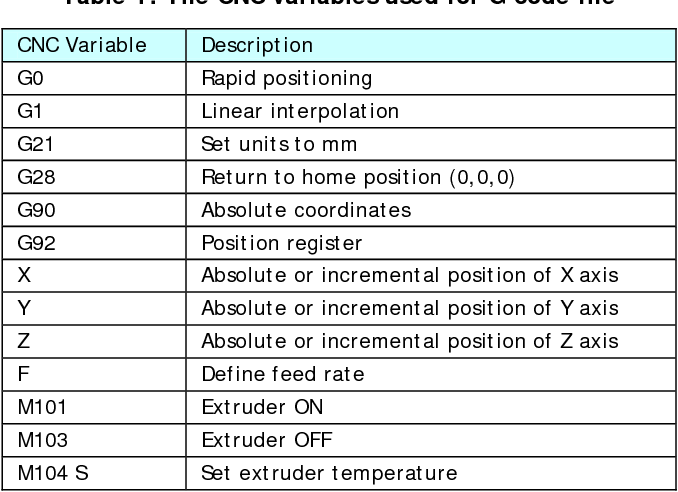
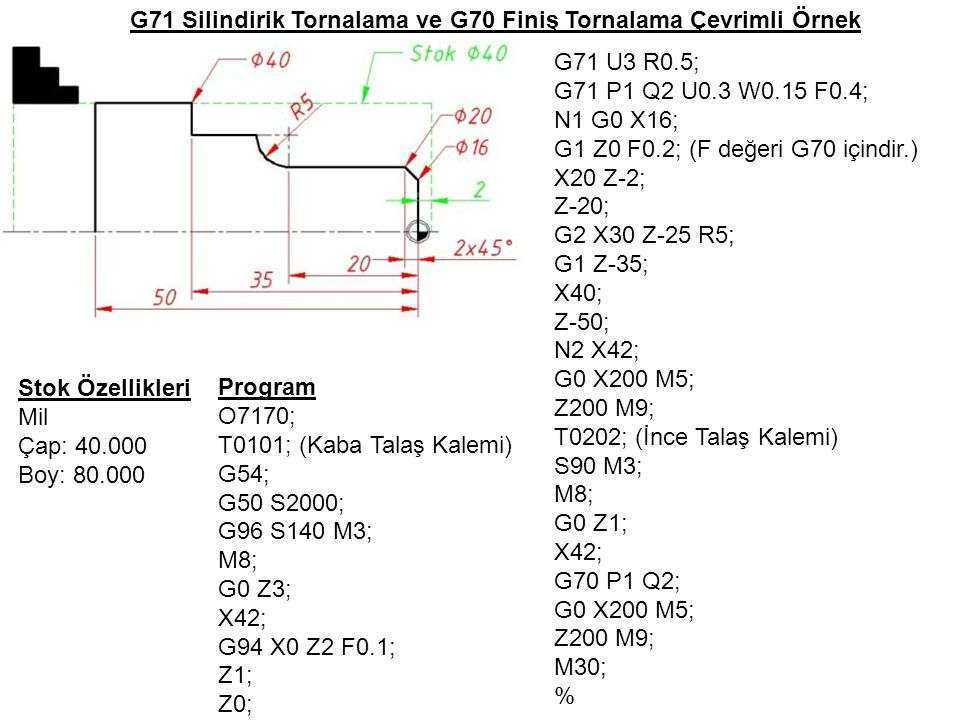
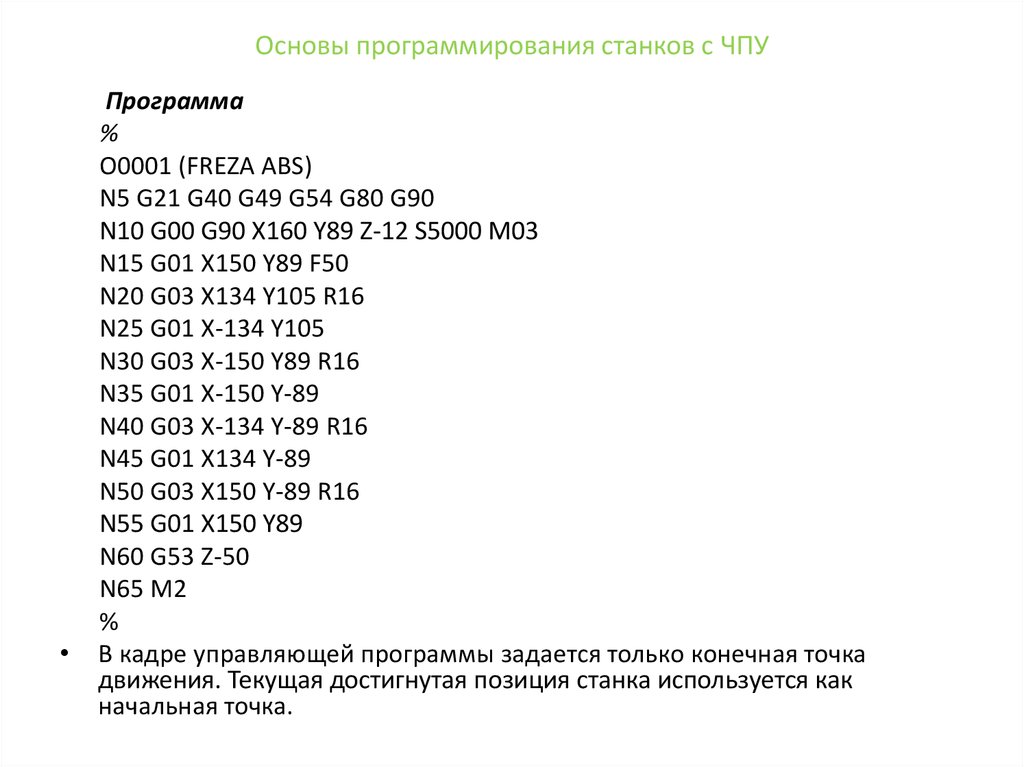
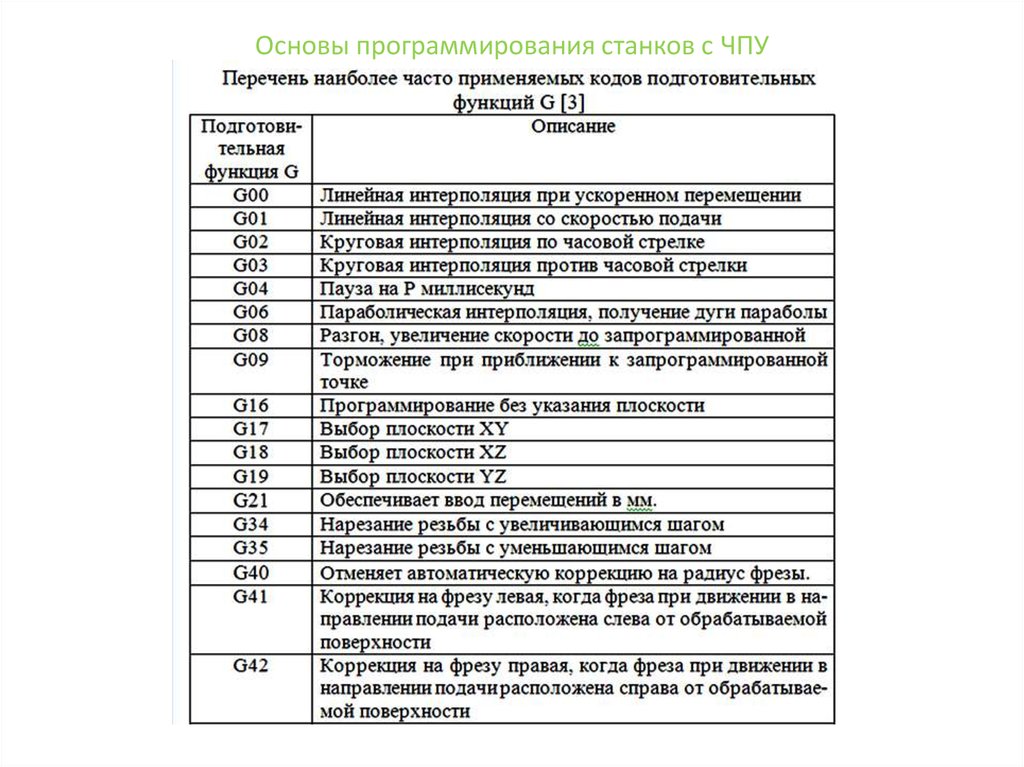 Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.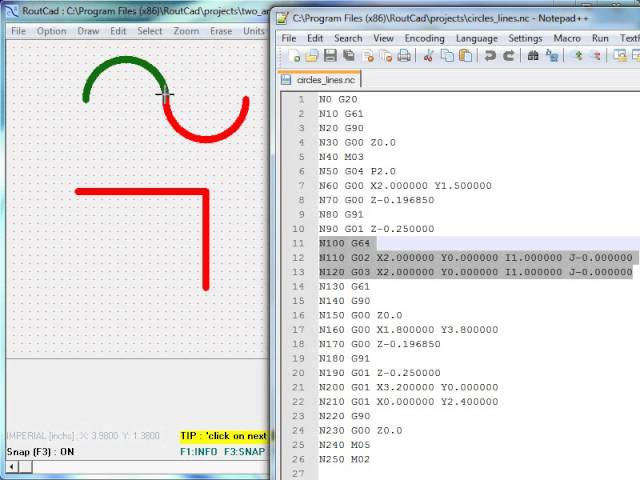
 Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.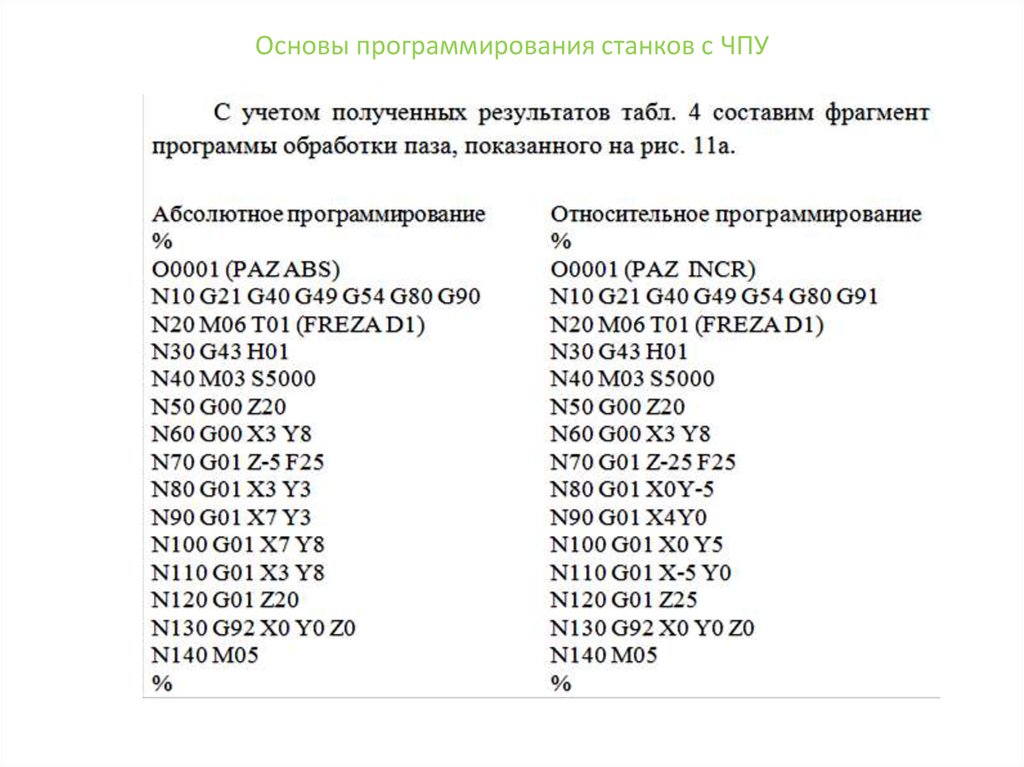 Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.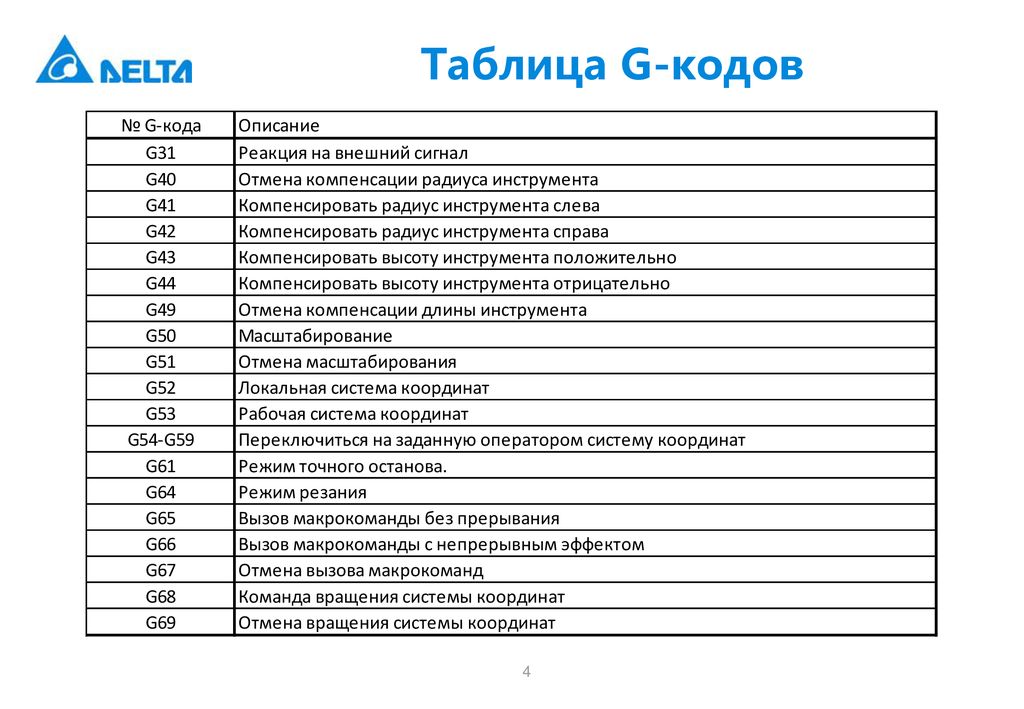 Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.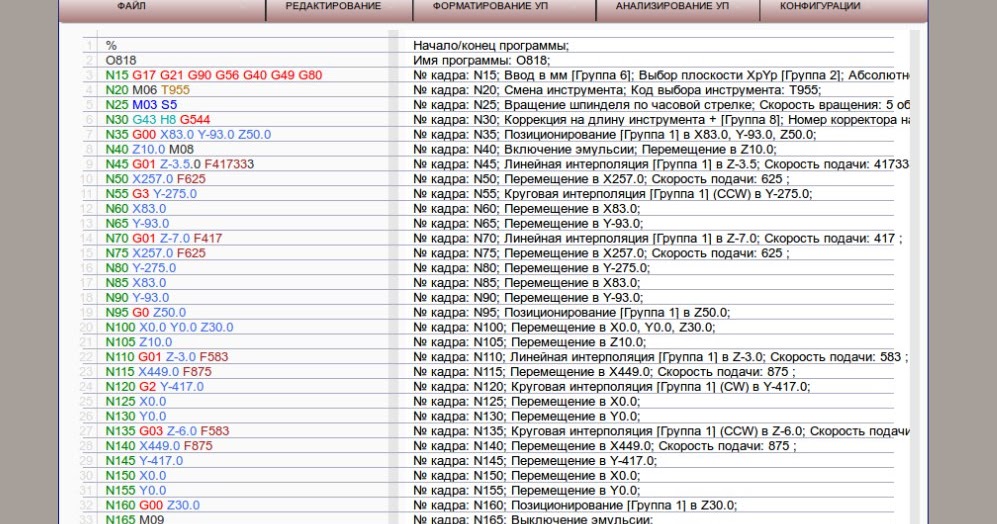 Миллисекунды
Миллисекунды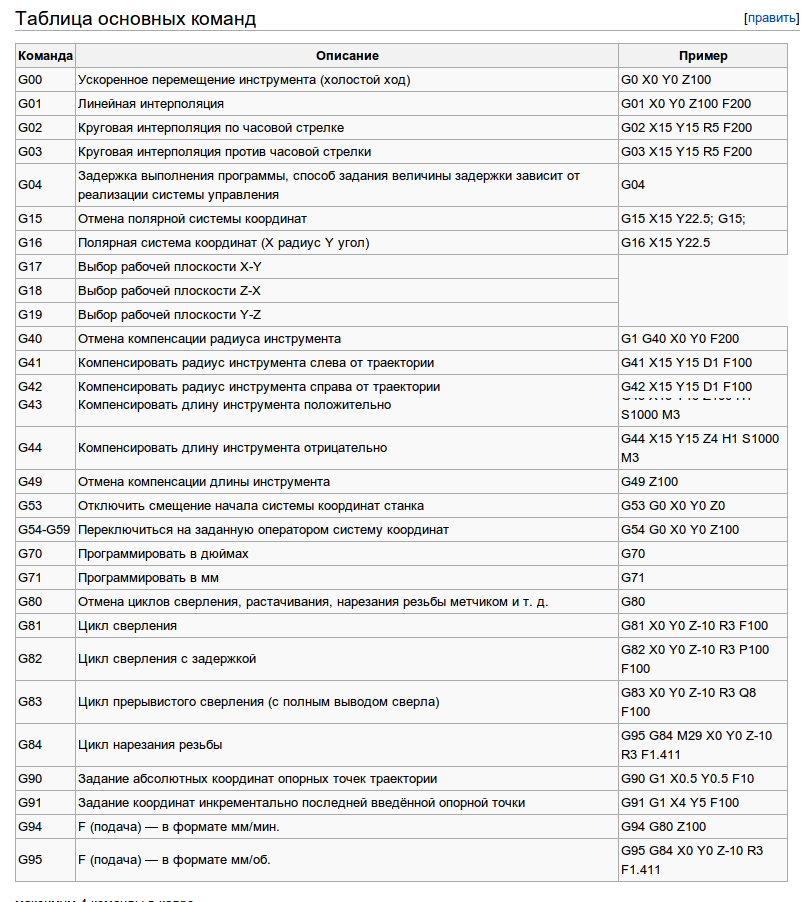 (настройка 32)
(настройка 32)

 2).
2). Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей.
Он указывает на отрицательную роль нароста металла на передней поверхности инструмента на качество обработанной поверхности в диапазоне низких скоростей. Однако, полученные экспериментальные зависимости высоты микронеровностей в низком диапазоне скоростей токарной обработки нержавеющих сталей нельзя объяснить влиянием классического нароста хотя бы потому, что одинаковое значение величины шероховатости поверхности детали (4 мкм) при обработке, например, стали 14Х17Н2 (рис. 3) получено и на скорости 15 м/мин, что можно предположительно объяснить влиянием классического нароста и на скорости 50 м/мин, где нароста по условиям обработки нет. Такие же «парадоксы» наблюдаются и при обработке других марок коррозионностойких сталей. В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.
В. Талантова объясняется наличием в зоне контактных пластических деформаций так называемой зоны относительного застоя (см. «Сила резания при токарной обработке нержавеющей стали«, рис. 8), изменяющей по аналогии с наростом передний угол резца γ в пределах его отрицательного значения.
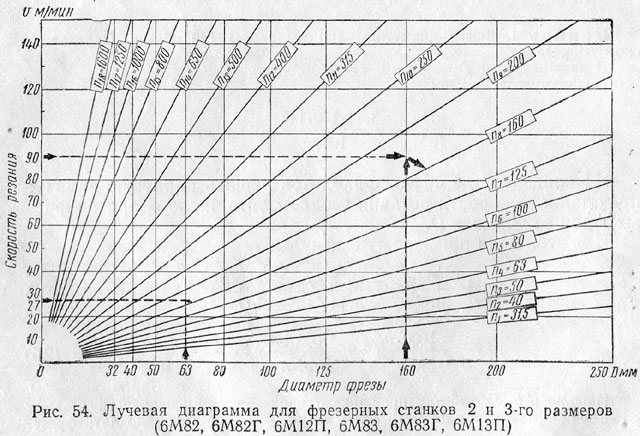
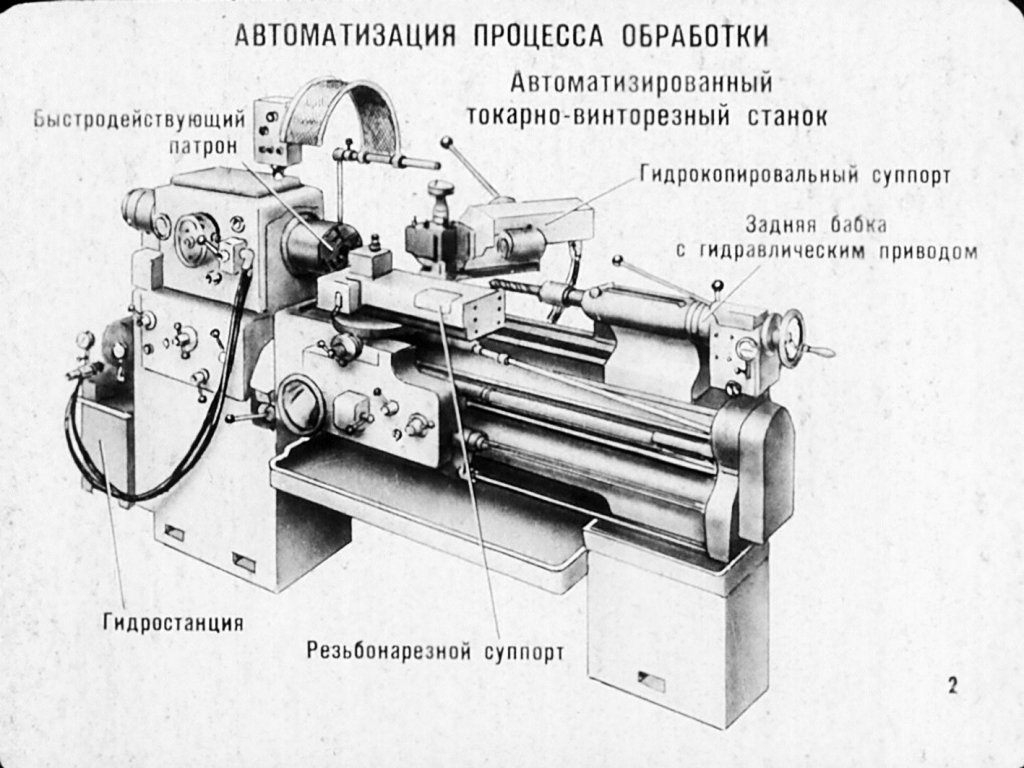

 Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
 И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.

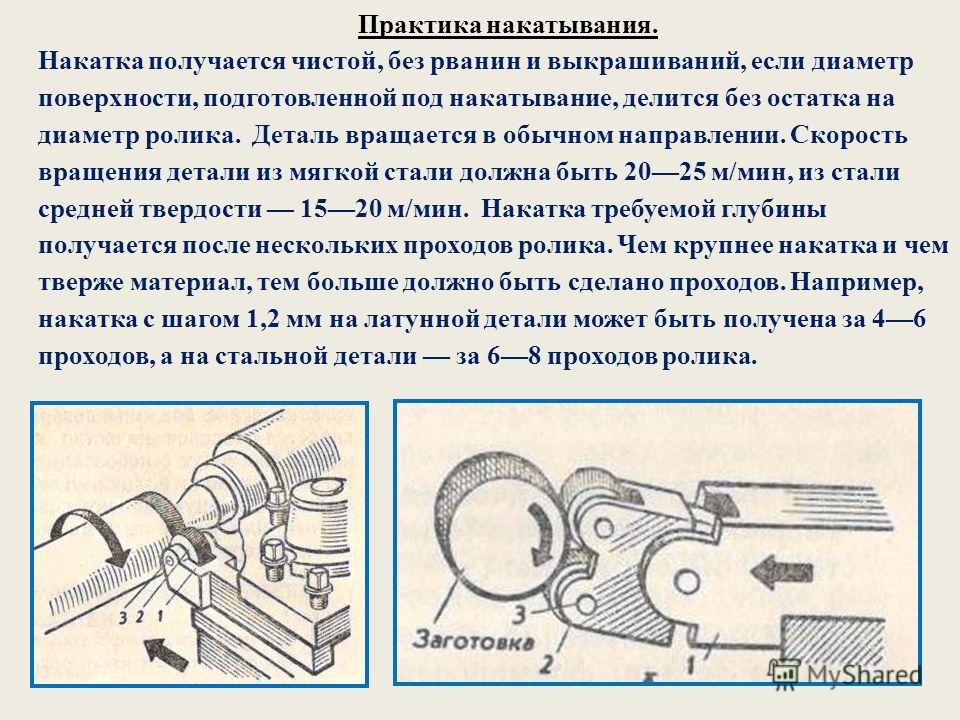 Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.
Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.

 Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.



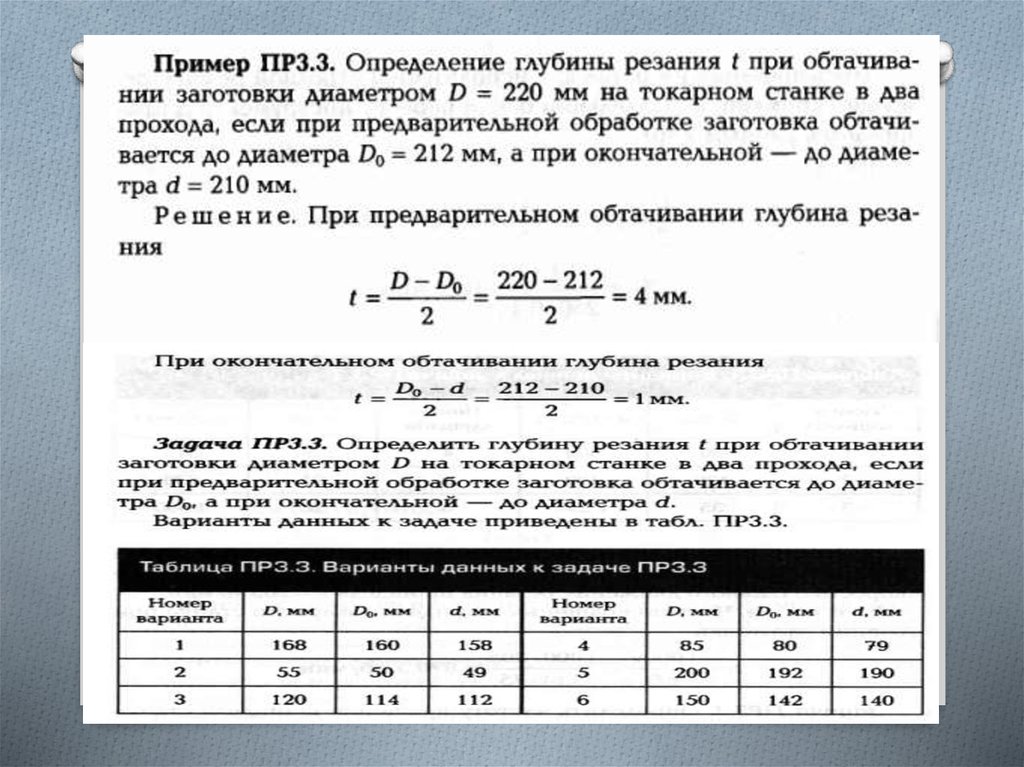

 Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
 Поддержание скорости токарного станка ниже 1000 об/мин считается безопасным и снижает риск несчастных случаев.
Поддержание скорости токарного станка ниже 1000 об/мин считается безопасным и снижает риск несчастных случаев. 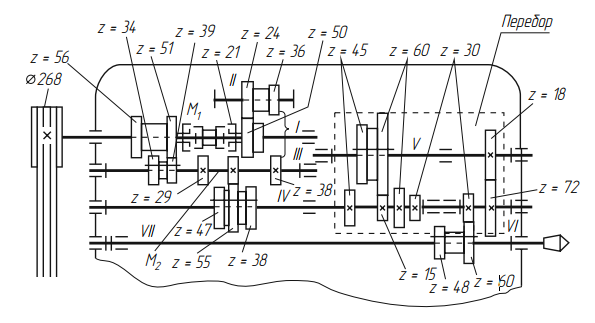 Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас. 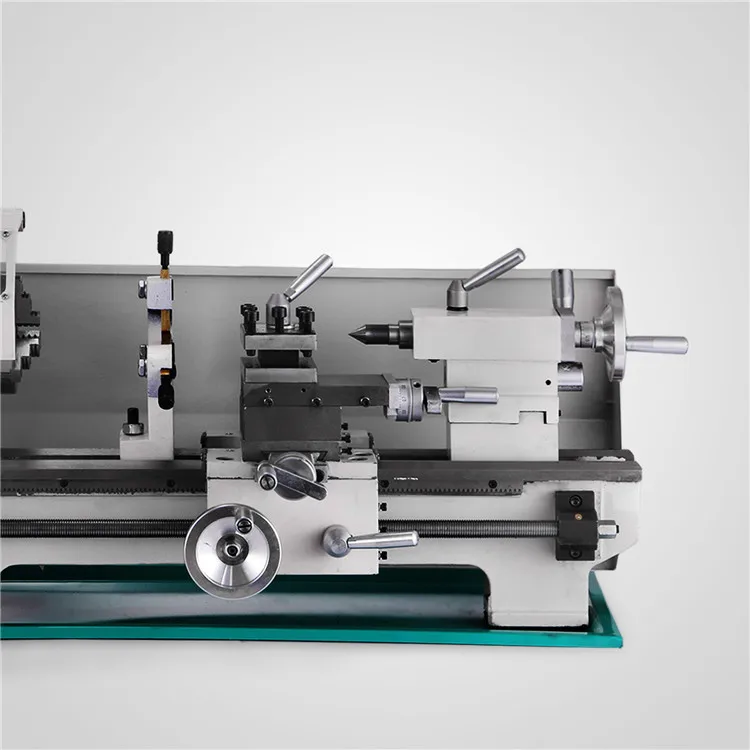
 0064
0064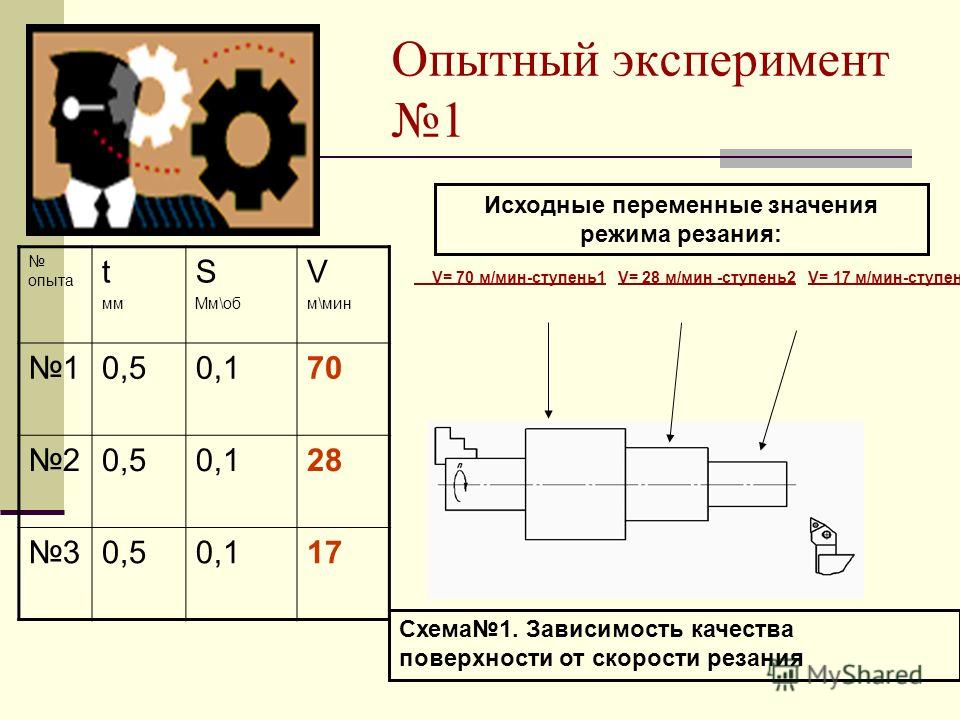
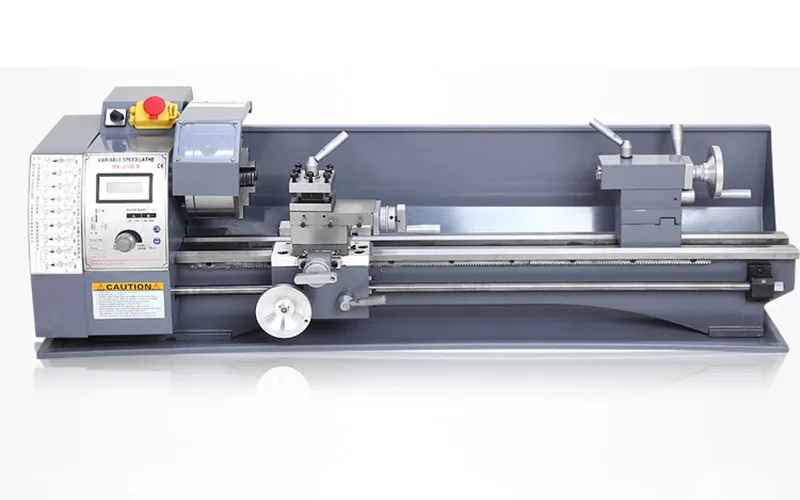
 Это делает его подходящим для небольших настольных токарных станков.
Это делает его подходящим для небольших настольных токарных станков.

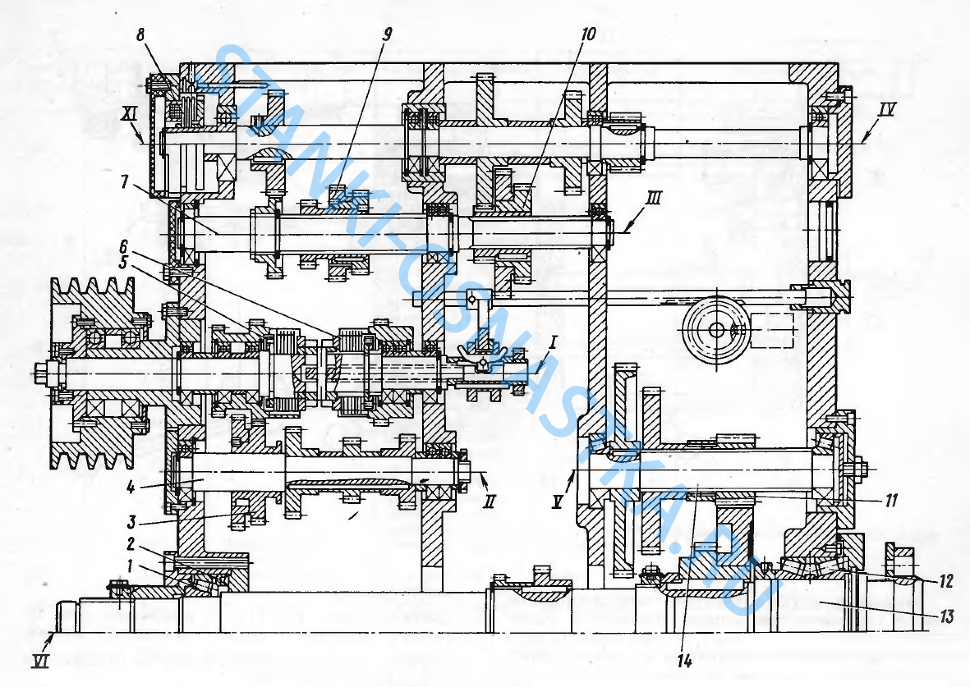





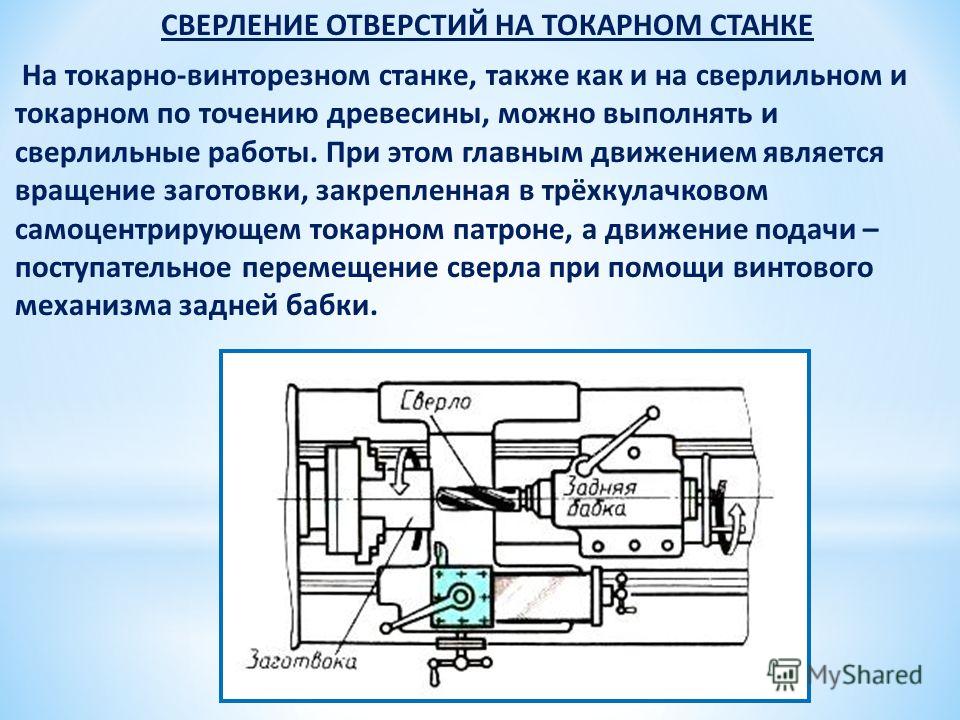

 Это считается безопасной скоростью, при которой можно производить пропилы хорошего качества с минимальным износом инструмента для большинства типов древесины. Тем не менее, рекомендуется понимать поведение типа обрабатываемой древесины и соответствующим образом изменять настройку скорости.
Это считается безопасной скоростью, при которой можно производить пропилы хорошего качества с минимальным износом инструмента для большинства типов древесины. Тем не менее, рекомендуется понимать поведение типа обрабатываемой древесины и соответствующим образом изменять настройку скорости.
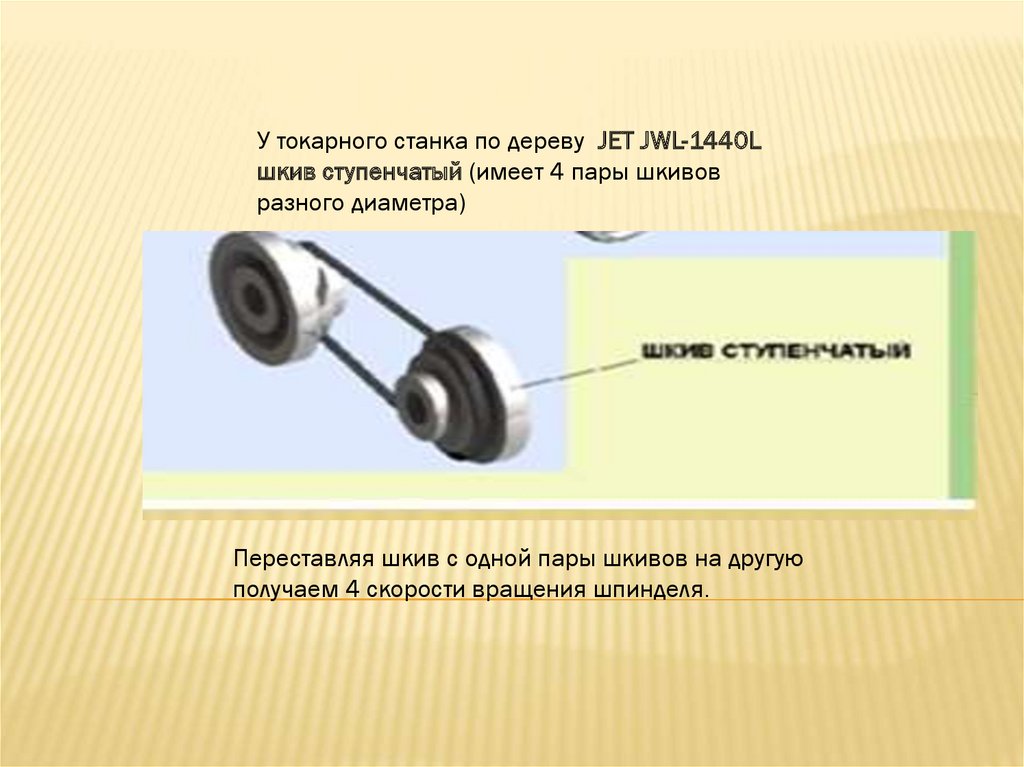 Второй ответ заключается в том, что вращение чего-либо создает центробежную силу, которая пытается разорвать объект на части. Если в древесине есть какие-либо дефекты (заметные или иные), чрезмерная скорость может вызвать центробежную силу, достаточную для разрушения заготовки. Это может привести к тому, что потенциально большие и тяжелые куски дерева станут снарядами, нанося урон всем и каждому на своем пути, так что будьте осторожны! Также стоит помнить, что центробежная сила, создаваемая вращением заготовки, пропорциональна квадрату скорости (об/мин). Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии.
Второй ответ заключается в том, что вращение чего-либо создает центробежную силу, которая пытается разорвать объект на части. Если в древесине есть какие-либо дефекты (заметные или иные), чрезмерная скорость может вызвать центробежную силу, достаточную для разрушения заготовки. Это может привести к тому, что потенциально большие и тяжелые куски дерева станут снарядами, нанося урон всем и каждому на своем пути, так что будьте осторожны! Также стоит помнить, что центробежная сила, создаваемая вращением заготовки, пропорциональна квадрату скорости (об/мин). Это означает, что удвоение скорости приведет к четырехкратному увеличению центробежной силы; утроение скорости приведет к девятикратному увеличению центробежной силы и так далее. Легко понять, как превышение скорости может привести к аварии. Например, для заготовки диаметром 3 дюйма скорость будет составлять от 2000 до 3000 об/мин, а для заготовки диаметром 10 дюймов — от 600 до 900 об/мин. Если вы хотите, чтобы это было просто, просто используйте деление на 6000 (игнорируйте 9).000 бит!).
Например, для заготовки диаметром 3 дюйма скорость будет составлять от 2000 до 3000 об/мин, а для заготовки диаметром 10 дюймов — от 600 до 900 об/мин. Если вы хотите, чтобы это было просто, просто используйте деление на 6000 (игнорируйте 9).000 бит!).
 GR35191 )
GR35191 )
 gif»/>
gif»/> gif»/>
gif»/> gif» bgcolor=»#272727″/>
gif» bgcolor=»#272727″/> Письменный стол из чугуна
Письменный стол из чугуна
 Линейные направляющие
Линейные направляющие ..
.. Управление процессами осуществляется при помощи программного модуля ЧПУ. Он сохраняет в памяти данные обработки, чтобы в дальнейшем фрезерование можно было провести с минимальным участием оператора. Позволяет быстро изготовить большое количество однотипных деталей.
Управление процессами осуществляется при помощи программного модуля ЧПУ. Он сохраняет в памяти данные обработки, чтобы в дальнейшем фрезерование можно было провести с минимальным участием оператора. Позволяет быстро изготовить большое количество однотипных деталей. Таким образом сокращается время на ожидание, установку станка и начала производства готовых деталей. При подобном формате оборудование окупается быстрее и предприятие получает ощутимую прибыль.
Таким образом сокращается время на ожидание, установку станка и начала производства готовых деталей. При подобном формате оборудование окупается быстрее и предприятие получает ощутимую прибыль. 5 – 120
5 – 120
 5 – 120
5 – 120 5 – 120
5 – 120 5 – 120
5 – 120
 Изучая технологию станкостроения, вы узнаете, что нужно, чтобы играть жизненно важную роль в этой востребованной области. Курсовая работа охватывает все аспекты работы станков от теории и проектирования до программирования ЧПУ. Узнайте, как настраивать фрезерные и токарные операции и управлять ими. Используйте специализированное программное обеспечение для создания деталей, изготовленных по индивидуальному заказу. Благодаря практическому обучению в ультрасовременных лабораториях вы приобретете передовые навыки, которые позволят вам работать в самых разных сферах деятельности в механических мастерских и производственных отраслях, столь же разнообразных, как и ваши интересы.
Изучая технологию станкостроения, вы узнаете, что нужно, чтобы играть жизненно важную роль в этой востребованной области. Курсовая работа охватывает все аспекты работы станков от теории и проектирования до программирования ЧПУ. Узнайте, как настраивать фрезерные и токарные операции и управлять ими. Используйте специализированное программное обеспечение для создания деталей, изготовленных по индивидуальному заказу. Благодаря практическому обучению в ультрасовременных лабораториях вы приобретете передовые навыки, которые позволят вам работать в самых разных сферах деятельности в механических мастерских и производственных отраслях, столь же разнообразных, как и ваши интересы. pct.edu/academics/assessment-research-planning">Assessment, Research, and Planning Office</a> (2014-2020)</p>
»/>
pct.edu/academics/assessment-research-planning">Assessment, Research, and Planning Office</a> (2014-2020)</p>
»/> Учащиеся определяют, объясняют и используют подходы, используемые учеными и
Учащиеся определяют, объясняют и используют подходы, используемые учеными и
 Проверьте это!
Проверьте это!
 Модуль лазера крепится к нему кабельной стяжкой.
Модуль лазера крепится к нему кабельной стяжкой. В частности, нам нужны следующие программы:
В частности, нам нужны следующие программы: Для этого надо нажать на синюю кнопку меню, которая находится в правом верхнем углу окна программы. Потом, для открытия списка параметров, надо щёлкнуть по кнопке с изображением стрелки, направленной вправо. Далее, надо заполнить список параметров так, как показано на предыдущем рисунке.
Для этого надо нажать на синюю кнопку меню, которая находится в правом верхнем углу окна программы. Потом, для открытия списка параметров, надо щёлкнуть по кнопке с изображением стрелки, направленной вправо. Далее, надо заполнить список параметров так, как показано на предыдущем рисунке. Но перед этим надо сфокусировать луч лазера.
Но перед этим надо сфокусировать луч лазера. д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
 То есть повторяемости- ни какой. Даже для себя , даже хотя бы одинаковое для двух осей не получилось.
То есть повторяемости- ни какой. Даже для себя , даже хотя бы одинаковое для двух осей не получилось.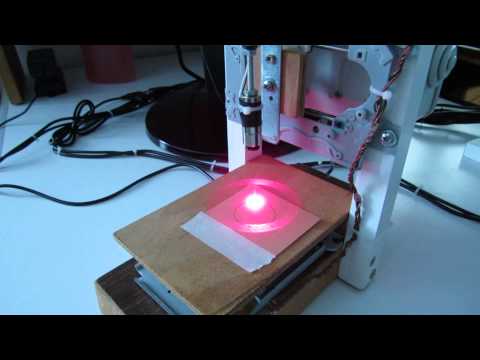 Но получился лазер слабым. Пенопласт выжигает, а на картоне или фанере не получается в приемлемое время получить прожиг.
Но получился лазер слабым. Пенопласт выжигает, а на картоне или фанере не получается в приемлемое время получить прожиг.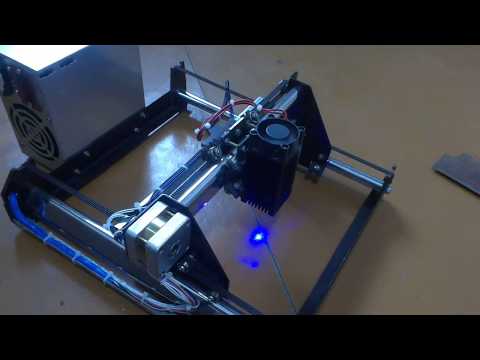 И всё. Если открывать по другому, то ARDUINO Ide ругается, что чего то там не находит. А параметры GRBL 1.1f забиваем через сервисную программу управления. Я использовал для этого LaserGRBL.
И всё. Если открывать по другому, то ARDUINO Ide ругается, что чего то там не находит. А параметры GRBL 1.1f забиваем через сервисную программу управления. Я использовал для этого LaserGRBL.
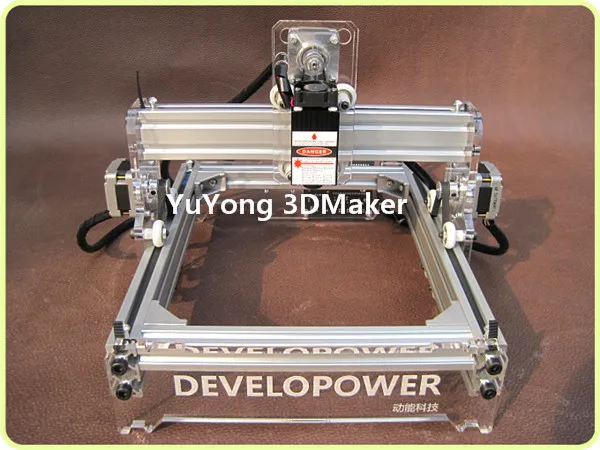 Итак, я сделал это сам, что длилось 5 дней (включая время на покупку вещей и прочую экспресс-доставку), и, наконец, сделал набор для лазерного гравера своими руками. Вполне чувство достижения, теперь я научу вас на практике.
Итак, я сделал это сам, что длилось 5 дней (включая время на покупку вещей и прочую экспресс-доставку), и, наконец, сделал набор для лазерного гравера своими руками. Вполне чувство достижения, теперь я научу вас на практике.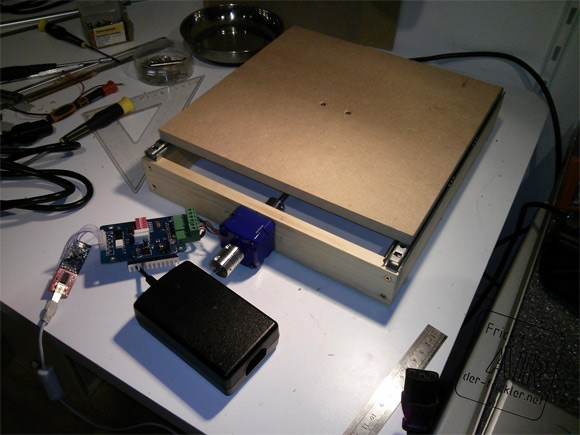 Кроме очков, другие инструменты не нужны. Они используются в процессе строительства, поэтому они перечислены кстати.
Кроме очков, другие инструменты не нужны. Они используются в процессе строительства, поэтому они перечислены кстати.
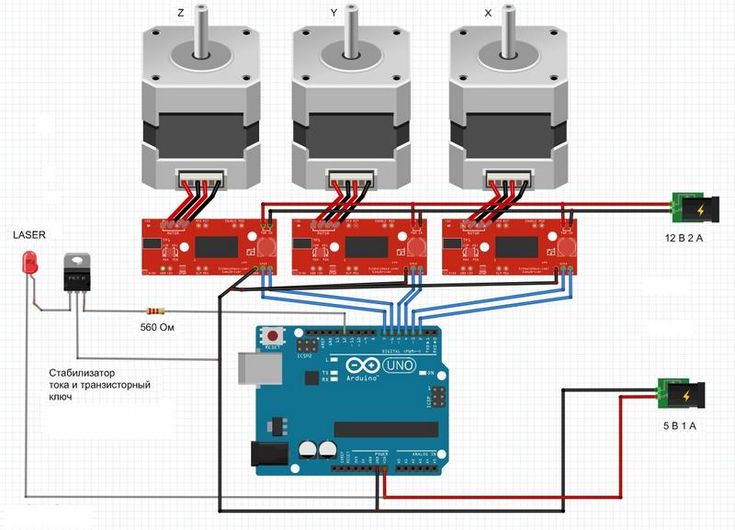 Снимите шпиндельный двигатель, он может быть полезен, но мне он показался слишком громоздким, поэтому я его выбросил. Обычно они удерживаются на месте тремя очень маленькими винтами, хотя иногда они являются частью более крупного узла, поэтому будьте осторожны, чтобы не сломать два стержня, поддерживающих объектив, при их снятии.
Снимите шпиндельный двигатель, он может быть полезен, но мне он показался слишком громоздким, поэтому я его выбросил. Обычно они удерживаются на месте тремя очень маленькими винтами, хотя иногда они являются частью более крупного узла, поэтому будьте осторожны, чтобы не сломать два стержня, поддерживающих объектив, при их снятии. Подключение цепи
Подключение цепи

 1. Подключить Ардуино.
1. Подключить Ардуино. Пока реализуется гибкое движение по оси X и оси Y.
Пока реализуется гибкое движение по оси X и оси Y.
 (Уже сломал оба моих)
(Уже сломал оба моих) Лазеры с длиной волны 405 нм отлично подходят для гравировки, так как они являются наиболее фокусируемой длиной волны лазера, которую вы найдете на рынке сегодня.
Лазеры с длиной волны 405 нм отлично подходят для гравировки, так как они являются наиболее фокусируемой длиной волны лазера, которую вы найдете на рынке сегодня.
 По этой причине грузоподъемные механизмы всегда выбирают, так сказать, “с запасом”. Говоря о кране, необходимо отметить, что существует зависимость грузоподъемности крана от вылета стрелы.
По этой причине грузоподъемные механизмы всегда выбирают, так сказать, “с запасом”. Говоря о кране, необходимо отметить, что существует зависимость грузоподъемности крана от вылета стрелы.
 Снятие станка с транспортировочного поддона
Снятие станка с транспортировочного поддона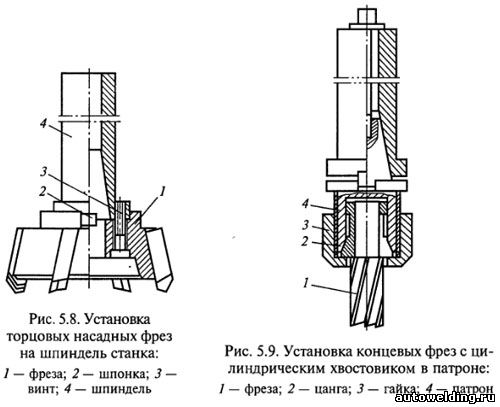
 Необходимо выбирать область, куда поступает достаточное количество солнечного света в светлое время суток. Немаловажным является практичность организации рабочего пространства (наличие тумбочки, отдельного места для заготовок и обработанных деталей, возможность обслуживания краном, сообщение с областью прохода или проезда). Обязательно необходимо соблюдать нормативный интервал между техническими машинами, соседствующими друг с другом, и поддерживающими колоннами.
Необходимо выбирать область, куда поступает достаточное количество солнечного света в светлое время суток. Немаловажным является практичность организации рабочего пространства (наличие тумбочки, отдельного места для заготовок и обработанных деталей, возможность обслуживания краном, сообщение с областью прохода или проезда). Обязательно необходимо соблюдать нормативный интервал между техническими машинами, соседствующими друг с другом, и поддерживающими колоннами.





 Кроме того, установка без анкеров подойдет для операций, не требующих особой точности.
Кроме того, установка без анкеров подойдет для операций, не требующих особой точности.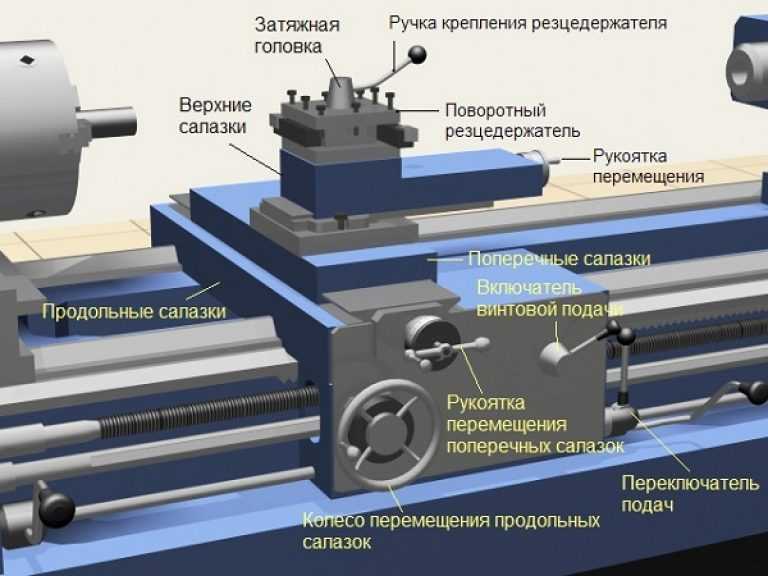 Производится доведение заправки до уровня, если выяснено, что оно необходимо.
Производится доведение заправки до уровня, если выяснено, что оно необходимо.

 Зачастую работы осложняются тем, что они эксплуатируется на данном участке уже много десятилетий, многократно переходя от одного собственника к другому. В такой ситуации чертежи с указанием весовых параметров, особенностей крепежа, структурой скрытых анкерных болтов и. т.д. часто бывают утеряны. В практике компании «Техно-Марк» случались такие работы, когда фактический вес демонтируемого оборудования отличался от предполагаемого на 30-40%.
Зачастую работы осложняются тем, что они эксплуатируется на данном участке уже много десятилетий, многократно переходя от одного собственника к другому. В такой ситуации чертежи с указанием весовых параметров, особенностей крепежа, структурой скрытых анкерных болтов и. т.д. часто бывают утеряны. В практике компании «Техно-Марк» случались такие работы, когда фактический вес демонтируемого оборудования отличался от предполагаемого на 30-40%.
 От этого зависит, какого размера рабочая площадка Вам потребуется. Особенно это важно в условиях действующего производства, когда необходимо минимизировать объем временно демонтируемого производства.
От этого зависит, какого размера рабочая площадка Вам потребуется. Особенно это важно в условиях действующего производства, когда необходимо минимизировать объем временно демонтируемого производства. От их грамотного взаимодействия во многом будет зависеть исход всего процесса.
От их грамотного взаимодействия во многом будет зависеть исход всего процесса. ..
.. Это когда вы придерживаетесь того, что говорите, что делаете. Обычно на площадке много стресса, дедлайнов и много оборудования. У вас смешались разные культуры. Потому что все привыкли работать по-своему.
Это когда вы придерживаетесь того, что говорите, что делаете. Обычно на площадке много стресса, дедлайнов и много оборудования. У вас смешались разные культуры. Потому что все привыкли работать по-своему.
 JavaScript также должен быть включен.
JavaScript также должен быть включен. Вы можете придумать:
Вы можете придумать: Безошибочно и безопасно. Механические, электрические, гидравлические и пневматические. Во всем мире. Convoi знает и понимает это.
Безошибочно и безопасно. Механические, электрические, гидравлические и пневматические. Во всем мире. Convoi знает и понимает это.
 Комплектуется как ламельным, так и сотовым рабочим столом.
Комплектуется как ламельным, так и сотовым рабочим столом.
 Расскажем, как лучше резать, гравировать или маркировать.
Расскажем, как лучше резать, гравировать или маркировать. Настраиваем, консультируем, обслуживаем.
Настраиваем, консультируем, обслуживаем. Ровно
Ровно 130х90см.
130х90см. 79 грн
79 грн COM.UA
COM.UA


 Компьютерное управление с шагом 0,001 до 100%. Функция сопоставления цветов связывает скорость, мощность, частоту и растровый/векторный режим.
Компьютерное управление с шагом 0,001 до 100%. Функция сопоставления цветов связывает скорость, мощность, частоту и растровый/векторный режим. Двойные блоки по оси X для большей жесткости
Двойные блоки по оси X для большей жесткости
 05.2022 г.
05.2022 г.


 : (495) 741-84-29
: (495) 741-84-29 Ограничители и направляющие полностью регулируются, ширина кромки может достигать 50 мм. Кромкооблицовочный станок оснащён специальным ножом, который обрезает кромочную ленту по длине.
Ограничители и направляющие полностью регулируются, ширина кромки может достигать 50 мм. Кромкооблицовочный станок оснащён специальным ножом, который обрезает кромочную ленту по длине.
 gif»/>
gif»/>
 Все эти компоненты определяют качество конструкции.
Все эти компоненты определяют качество конструкции. Прежде всего, основание намного легче, что повышает его мобильность. Оно гораздо лучше вентилируется, а доступ к настройкам фрезы более удобен.
Прежде всего, основание намного легче, что повышает его мобильность. Оно гораздо лучше вентилируется, а доступ к настройкам фрезы более удобен.
 уровень звук. давл. LpA, дБ(A)
уровень звук. давл. LpA, дБ(A) При установке на CMS вертикальные фрезеры превращаются в стационарные фрезерные столы. Небольшие размеры, мощность и точность делают фрезерный стол незаменимым для серийного производства. Он позволяет быстро изготавливать фальцы, скругления или радиусы. Кроме того, за счёт устойчивости фрезерных станков облегчается подача и обработка даже больших заготовок.
При установке на CMS вертикальные фрезеры превращаются в стационарные фрезерные столы. Небольшие размеры, мощность и точность делают фрезерный стол незаменимым для серийного производства. Он позволяет быстро изготавливать фальцы, скругления или радиусы. Кроме того, за счёт устойчивости фрезерных станков облегчается подача и обработка даже больших заготовок.

 Они обеспечивают быстрое и точное позиционирование заготовок, что приводит к получению качественной готовой продукции.
Они обеспечивают быстрое и точное позиционирование заготовок, что приводит к получению качественной готовой продукции.
 Обратите внимание, что расчетные цены будут указаны в долларах США.
Обратите внимание, что расчетные цены будут указаны в долларах США. Простые в использовании кривошипы, расширенный стол, Т-образные пазы, подвижный стол и устойчивое основание — все это делает его идеальным.
Простые в использовании кривошипы, расширенный стол, Т-образные пазы, подвижный стол и устойчивое основание — все это делает его идеальным. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Всего 6 винтов, 3 для движения вперед и назад, 3 для движения влево и вправо.
Всего 6 винтов, 3 для движения вперед и назад, 3 для движения влево и вправо. Нижний размер: 170 × 130 мм/6,7 × 5 дюймов
Нижний размер: 170 × 130 мм/6,7 × 5 дюймов

 7×5 inch
7×5 inch 8
8 как и большинству других рецензентов, вам нужно будет очистить эту таблицу, когда она будет доставлена. он отлично работает для легкой нагрузки, которую он получит в моем гараже. Первый проект состоял в том, чтобы сделать мои собственные зажимы для траков, так как те, которые я заказал в Genmitsu, немного светятся. стол работал нормально
как и большинству других рецензентов, вам нужно будет очистить эту таблицу, когда она будет доставлена. он отлично работает для легкой нагрузки, которую он получит в моем гараже. Первый проект состоял в том, чтобы сделать мои собственные зажимы для траков, так как те, которые я заказал в Genmitsu, немного светятся. стол работал нормально Моя единственная жалоба заключается в том, что когда вы используете его на своем сверлильном станке, вам почти нужно 3 руки, так как вибрация от вращения / резки дрели заставит рычаги регулировки x-y поворачиваться, когда вы опускаете сверло. Было бы неплохо, если бы были регулировочные замки.
Моя единственная жалоба заключается в том, что когда вы используете его на своем сверлильном станке, вам почти нужно 3 руки, так как вибрация от вращения / резки дрели заставит рычаги регулировки x-y поворачиваться, когда вы опускаете сверло. Было бы неплохо, если бы были регулировочные замки. так что ваша работа не ударит по ручке, ничего страшного.Мой стол появился без запасов ключей для ручек, достаточно легко сделать или получить.Как описано в других 5-звездочных обзорах, вам нужно будет разобрать его и почистить это, а также убедитесь, что внутренние винты X и Y затянуты так, чтобы ваш стол не прыгал. В целом, именно то, что я ожидал за такую цену.0008
так что ваша работа не ударит по ручке, ничего страшного.Мой стол появился без запасов ключей для ручек, достаточно легко сделать или получить.Как описано в других 5-звездочных обзорах, вам нужно будет разобрать его и почистить это, а также убедитесь, что внутренние винты X и Y затянуты так, чтобы ваш стол не прыгал. В целом, именно то, что я ожидал за такую цену.0008 Но это нормально, потому что, будучи слесарем на пенсии, я бы все равно почистил и осмотрел его. Взял старую головку сверлильного станка, модифицировал шпиндель и подшипники, стальную пластину 1/2 дюйма для колонны и основания и этот координатный стол. Домашняя мельница для хобби! Разберите все это, очистите все, удалите заусенцы, отшлифуйте / соскребите все, распылите выбранную вами защиту металла / смазку, соберите, закрепите очень надежно и наслаждайтесь!
Но это нормально, потому что, будучи слесарем на пенсии, я бы все равно почистил и осмотрел его. Взял старую головку сверлильного станка, модифицировал шпиндель и подшипники, стальную пластину 1/2 дюйма для колонны и основания и этот координатный стол. Домашняя мельница для хобби! Разберите все это, очистите все, удалите заусенцы, отшлифуйте / соскребите все, распылите выбранную вами защиту металла / смазку, соберите, закрепите очень надежно и наслаждайтесь! ..
.. 