Характеристика профессий и специальностей — ГБПОУ «Первомайский политехнический техникум»
Подробности
Категория: Информация для абитуриентов
Просмотров: 10812
СТАНОЧНИК (МЕТАЛЛООБРАБОТКА)
Станочник широкого профиля – это главная рабочая профессия в машиностроении. Он должен быть высококвалифицированным рабочим, т.к. создавая качественную продукцию должен уметь перестроить обслуживаемое оборудование, знать устройство, принцип действия и технологические возможности станков, технологическую оснастку и режущий инструмент, читать технологические карты и чертежи. Все операции рабочий должен спланировать самостоятельно, а это можно сделать только при хорошем знании оборудования, физики, математики, черчения.
1. Профессия Оператор станков с программным управлением
Существующие сегодня станки с программным управлением различаются по своему назначению и по степени автоматизации. По назначению выделяют сверлильные, токарные, фрезерные и расточные станки (особенность последних в том, что на них обрабатывают вращающимся режущим инструментом предварительно полученные отверстия, например, цилиндры автомобильных двигателей и т.п.).
Оператор любого типа станков с программным управлением выполняет следующие основные функции: непосредственное обслуживание станка, производство контрольно-измерительных операций и наладку его на новую партию деталей. Обслуживание станка состоит из подготовки и уборки рабочего места, установки и съема детали, ухода за станком, наблюдения за его работой. Контрольно — измерительные операции включают: осмотр заготовки детали и режущего инструмента, измерения, контроль за тем, соответствуют ли полученные результаты (например, размеры обрабатываемых деталей) предусмотренным программой, нет ли отклонений в установке инструмента.
Наладка станка в деятельности оператора заключается в подготовке рабочих органов станка, режущего инструмента и приспособлений для обработки определенной партии деталей, изделий. Такая наладка является наиболее ответственной частью работы оператора. От того, насколько правильно она произведена, зависит качество обработки всей партии деталей. В зависимости от характера обрабатываемых деталей и типа станка наладка может быть более или менее сложной.
2. Профессия Станочник широкого профиля
Станочник широкого профиля рабочий, который изготавливает различные детали из металла и других материалов для создания различных узлов и механизмов. Для этого используются токарные, фрезерные, сверлильные, шлифовальные и другие станки. Руководствуясь чертежом детали, мастер станочник определяет последовательность ее изготовления. Подбирает необходимые для этого инструменты. Использует справочники и производит необходимые расчеты. Выбирает режим резания, проводит наладку станка, устанавливает инструмент и заготовку, проводит обработку детали. Выверяет с помощью оптических приборов размеры детали и качество ее обработки. Работает на металлообрабатывающем производстве, в ремонтных мастерских, ремонтных цехах различных производств.
Основные виды работ (трудовые действия)
Состав работ, которые должен выполнять станочник широкого профиля, зависит от уровня его квалификации. Профессия имеет 2-6 разряды. На экспериментальном производстве станочникам высокой квалификации может быть присвоен 7 и 8 разряды. Рабочий более высокой квалификации должен уметь выполнять работы, предусмотренные для рабочих более низкой квалификации, а также руководить рабочими более низких разрядов этой же профессии.
Профессиональные компетенции
— выполнять обработку заготовок, деталей на сверлильных, токарных, фрезерных, шлифовальных, копировальных и шпоночных станках; — осуществлять наладку обслуживаемых станков; — проверять качество обработки деталей.
СЛЕСАРЬ
1. Слесарь-инструментальщик
Работа связана с изготовлением или ремонтом различного рода инструментов. Инструменты или приспособления, использующиеся в производстве и имеющие широкое распространение, выпускаются специализированными инструментальными заводами. Но помимо стандартного инструмента, предприятиям требуется еще и специальный инструмент, применяемый в конкретном производстве. Поэтому на предприятиях существуют специальные цехи по его изготовлению, где и работают слесари-инструментальщики. В зависимости от вида изготовляемой продукции можно выделить следующие группы слесарей-инструментальщиков: слесарь по изготовлению и ремонту обрабатывающего и измерительного инструмента, по изготовлению и ремонту приспособлений, по изготовлению и ремонту штампов для холодной и горячей штамповки, по изготовлению пресс-форм для литья под давлением. Изготовление инструмента происходит в несколько этапов. Во-первых — чтение чертежей. При чтении чертежа слесарю необходимо представить себе изделие в объеме, понять взаиморасположение всех его частей в рабочем режиме. Особую важность на этом этапе представляет учет особенностей материала, из которого будет изготавливаться инструмент. Вторым этапом в изготовлении инструмента является планирование стратегии и тактики работы: слесарь определяет для себя оптимальные способы и последовательность обработки изделия, учитывает технические характеристики, специфику выбранного пути для того, чтобы не выполнять лишней работы. Следующим этапом в работе слесаря-инструментальщика будет разметка. Необходимо перенести основные элементы чертежа на заготовку для будущего изделия. Слесарная обработка включает опиловку отверстии, вырубку углублений, шлифовку и притирку, подгонку и сборку отдельных деталей будущего изделия. Также слесарь-инструментальщик может производить доводку и сборку изделия из деталей, изготовленных на токарных и фрезерных станках. Работа слесаря-инструментальщика характеризуется комбинированием различных трудовых операций в зависимости от поставленных задач.
2. Профессия Слесарь механосборочных работ
Слесарь механосборочных работ работает в организациях машиностроения и металлообработки в цехах, где есть слесарные и слесарно — сборочные работы. Слесарь механосборочных работ из отдельных деталей собирает станки, моторы, турбины, тракторы, автомобили и другие майданы и механизмы. Профессия слесаря механосборочных работ распространяется на лиц мужского и женского пола, но в большинстве случаев, по этой профессии работают мужчины. Слесарь механосборочных работ может работать по родственным профессиям: слесарь по контрольно-измерительным приборам и автоматике, слесарь-инструментальщик.
Содержание выполняемой работы
Слесарь механосборочных работ выполняет работу в следующей последовательности:
с помощью ручного и механизированного слесарно-сборочного инструмента выполняет операции по подгонке, соединению, креплению и регулировке изделий;
на специальных стендах испытывает собираемые или собранные узлы и агрегаты, устраняет обнаруженные дефекты.
Виды работ, выполняемые слесарем механосборочных работ:
сборка, регулировка, испытания и сдача в соответствии с техническими условиями сложных и экспериментальных, уникальных машин, станков, агрегатов и аппаратов;
слесарная обработка и пригонка деталей, изделий, узлов;
сборка деталей под прихватку и сварку;
резка заготовок из прутка и листа на ручных ножницах и ножовках;
снятие фасок;
сверление отверстий по разметке, кондуктору на сверлильном станке, а также пневматическими и электрическими машинками;
нарезание резьбы метчиками и плашками;
соединение деталей и узлов пайкой, клеями, болтами и холодной клепкой;
испытания собранных узлов и механизмов на стендах и прессах гидравлического давления;
устранение дефектов, обнаруженных при сборке и испытании узлов и механизмов;
разметка, шабрение, притирка деталей и узлов средней сложности;
элементарные расчеты по определению допусков, посадок и конусности;
запрессовка деталей на гидравлических и винтовых механических прессах;
регулировка зубчатых передач с установкой заданных чертежом и техническими условиями боковых и радиальных зазоров;
пайка различными припоями;
статическая и динамическая балансировка различных деталей на специальных балансировочных станках с искровым диском, призмах и роликах;
сборка, регулировка и отладка сложных машин, контрольно-измерительной аппаратуры, пультов и приборов, уникальных и прецизионных агрегатов и машин, подборка и сборка крупногабаритных и комбинированных подшипников;
проверка сложного уникального и прецизионного металлорежущего оборудования на точность и соответствие техническим условиям;
монтаж трубопроводов, работающих под давлением воздуха и агрессивных спецпродуктов;
устранение дефектов, обнаруженных при сборке и испытании узлов, агрегатов, машин;
монтаж и демонтаж испытательных стендов;
снятие необходимых диаграмм и характеристик по результатам испытаний и сдача машин ОТК;
испытания сосудов, работающих под давлением, а также испытания на глубокий вакуум;
управление подъемно-транспортным оборудованием с пола;
строповка и увязка грузов для подъема, перемещения, установки и складирования;
участие в оформлении паспорта на собираемые и испытуемые машины.
Уровень квалификации слесаря механосборочных работ зависит от сложности выполняемых работ и определяется тарифным разрядом.
3. Профессия Слесарь–ремонтник
Характеристика работ
Разборка, ремонт, сборка и испытание простых узлов и механизмов оборудования, агрегатов и машин.
Ремонт простого оборудования, агрегатов и машин, а также средней сложности под руководством слесаря более высокой квалификации.
Слесарная обработка деталей по 12-14 квалитетам.
Промывка, чистка, смазка деталей и снятие залива.
Выполнение работ с применением пневматических, электрических инструментов и на сверлильных станках.
Шабрение деталей с помощью механизированного инструмента.
Изготовление простых приспособлений для ремонта и сборки.
Должен знать:
основные приемы выполнения работ по разборке, ремонту и сборке простых узлов и механизмов, оборудования, агрегатов и машин;
назначение и правила применения слесарного и контрольно-измерительных инструментов;
основные механические свойства обрабатываемых материалов;
систему допусков и посадок, квалитеты и параметры шероховатости;
наименование, маркировку и правила применения масел, моющих составов, металлов и смазок.
Точила наждачные и пылесосы к ним — ремонт, сборка, замена и правка абразивных кругов.
Шпонки — опиливание.
Шпулярники сновальных машин — ремонт и установка на машину.
Специальность Технология машиностроения Квалификация — техник
Машиностроение является главной отраслью народного хозяйства, которая определяет возможность развития других отраслей. Развитие машиностроительной промышленности способствует повышению благосостояния общества. Все машиностроительные отрасли и другие сферы жизнедеятельности нуждаются в специалистах машиностроительного профиля.
Технология машиностроения ХХI века – это комплексная наука, изучающая действующие при изготовлении машин закономерности для их использования в производстве новых деталей и машин заданного качества на основе применения компьютерной техники и компьютерных систем автоматизированного проектирования. Машиностроение — самая распространенная и универсальная специальность, необходимая на любых предприятиях машиностроения, приборостроения, ремонтных и многих других отраслей промышленности.
Технология машиностроения — специальность для тех, кто стремится научиться что-то делать своими руками, кто готов управлять современными станками с ЧПУ и промышленными роботами, выполнять чертежи на компьютере, точить детали на станке, организовать свое дело.
Квалификационная характеристика выпускника По специальности «Технология машиностроения» готовятся специалисты для предприятий и организаций, занимающихся проектированием, изготовлением и ремонтом машин и аппаратов, применяемых в различных отраслях промышленности, в том числе: машиностроительной, химической, нефтеперерабатывающей, пищевой и др.
Современное развитие машиностроения требует специалистов по технологии машиностроения с глубокими знаниями в области проектирования технологических процессов и технологической оснастки, новых форм организации и управления производством, комплексной автоматизации производственных процессов, современных станков с числовым программным управлением (ЧПУ) и робототехнических систем, прогрессивных способов обработки материалов, использования вычислительной техники для исследования, проектирования и управления технологическими процессами.
< Назад
ЧПУ. Все для людей и станков!
Все для людей и станков с ЧПУ
Приветствую тебя, о посетитель!
Ну раз ты уж забрел сюда, значит ищешь что то конкретное — а именно занимаешься фрезеровкой материалов на станках с ЧПУ. А раз так — то добро пожаловать!
Для начала приведу строчки одной статьи, которая очень наглядно отображает — как, что и зачем делать по этой теме. Взято отсюда.
*цитата* Первое что необходимо сделать — это создать модель. Принято называть системы создания моделей CAD системами (хотя не для всех систем это верно). Назначение этих программ создавать цифровые модели (чертеж в случае 2D). Таких систем великое множество, начиная от простых (в некоторых случаях модель можно и в paint нарисовать) заканчивая сложными, для владения которыми нужно специально учиться. Я бы разделил эти системы на 2 группы, 2D и 3D моделирования.
Групппа 2D моделирования. Позволяет создать плоский набор векторов. MS Visio – простенькая чертилка для всех случаев жизни AutoCAD – профессиональная система черчения ArtCAM – специализированная система для ЧПУ, с уклоном в создание произведений искусства Групппа 2D моделирования. Позволяет создавать полноценные 3D модели или рельефы. SolidWorks – Профессиональная система твердотельного моделирования ArtCAM — специализированная система для ЧПУ, с уклоном в создание произведений искусства 3D MAX – профессиональная система 3D моделирования
Каждая из этих систем имеет свой формат хранения, однако они умеют сохранять модели в форматах, которые необходимы для передачи модели в следующий класс систем.
Второе — это CAM система. Задача CAM системы на основе модели сделанной в CAD систем сгенерировать программу, которая управляет станком ЧПУ. Такие программы имеют название G-CODE. Язык G-CODE простой, обычно ограничивается синтаксисом, где программа состоит из последовательности строк, строка имеет номер, код G команды и расширенные параметры (например скорость). Для создание управляющей программы необходимо загрузить модель, указать размеры заготовки, размер фрезы, прочие параметры обработки, после чего система генерирует файл с G кодами. Отмечу, что хотя G коды это универсальный язык, но каждая ЧПУ система может иметь свои особенности, которые необходимо учитывать при формировании программы. Эти особенности настаиваются в POST процессоре. Обычно это файл, который содержит правила, по которым генерировать программу для вашего станка. При генерации (или в настройках программы) необходимо указать какой POST процессор нужно использовать. ArtCAM — CAM система с уклоном в создание произведений искусства SolidCAM – инженерная CAM система.
Третье – это система управления станком. Не всегда станок управляется компьютером, некоторые станки имеют встроенный котроллер, которые умеет читать G коды и двигать станком согласно управляющей программы. Там же где станком управляет компьютер используются специальные программы. У таких программ очень жесткие требования к “железу” компьютера и операционной системе, так как для управления станком требуется высокая стабильность и скорость. Вот некоторые из таких программ Mach4 – прекрасный интерфейс и гибкость настроек. Минус – ОС Windows EMC – Очень перспективный проект на базе Linux TurboCNC – Программа под DOS, интерфейс минимален
Отмечу, что многие системы смешивают в себе различные функциональности. Так ArtCam и CAD и CAM — система, а EMC сам умеет писать управляющую программу на основе графического файла. Выводы. Если вы начинающий и не имеете какого либо опыта я рекомендую начать познание мира ЧПУ с программных продуктов ArtCAM в качестве CAD – CAM системы и Mach в качестве системы управления станком. Отмечу лишь, что эти продукты не бесплатные. *конец цитаты*
1. Примеры работ. Производственный комплекс Vostok, г.Братск
2. Литература. Руководства, учебные пособия, полезные советы, секреты.
3. Видеоуроки. Подборка обучающих видеороликов по ArtCAM
4. Вспомогательное ПО. Программы, сервиспаки и прочее ПО.
5. Бесплатные модели и рельефы. Архивы моделей и рельефов
Отдельные Спасибы и ссылки.
Люди и машины: партнеры по инновациям
Темы
значок подписки Подписаться Разрешения и PDF Поделиться
Твиттер Фейсбук Линкедин
Изображение предоставлено Давиде Бонацци/theispot.com
Вдумчивое внедрение интеллектуальных технологий будет иметь важное значение для выживания многих компаний. Но просто внедрять новейшие технологии и средства автоматизации будет недостаточно. Успех будет зависеть от того, используют ли организации их для инноваций в своей деятельности, продуктах и услугах, а также от того, приобретают ли они и развивают ли они для этого человеческий капитал.
В недавнем опросе Deloitte, в котором приняли участие 250 руководителей, знакомых с тем, как их компании думают об интеллектуальных технологиях, почти трое из четырех заявили, что они ожидают, что ИИ существенно преобразит их организации в течение трех лет1. Конечно, это сильно повлияет на рабочую силу. всем этим изменением. Тем не менее, даже несмотря на то, что ИИ сократит некоторые рабочие места в ближайшее десятилетие (а это, безусловно, произойдет), он может создать столько же рабочих мест, сколько убьет, и открыть огромные новые возможности для сотрудничества между людьми и машинами. Прежние разговоры о масштабной потере рабочих мест2 несколько утихли. В опросе Deloitte, например, сокращение численности персонала за счет автоматизации было целью с самым низким рейтингом для ИИ — только 7% респондентов выбрали это в качестве своего первого приоритета. Действительно, многие наблюдатели переключают свои ожидания с потери работы на смену работы, поскольку люди находят способы работать в тесном контакте с машинами.
Учитывая вероятность того, что многие рабочие места изменятся, а не исчезнут, организациям необходимо понимать, какие новые навыки требуются. В недавнем опросе руководителей компаний с доходом более 100 миллионов долларов, проведенном McKinsey, 66% респондентов заявили, что «устранение потенциальных пробелов в навыках, связанных с автоматизацией/оцифровкой» среди их сотрудников, было «первоочередной десяткой приоритетов»; 64 % респондентов из США и 70 % респондентов из Европы заявили, что им необходимо переподготовить или заменить не менее четверти своих нынешних сотрудников3. Примечательно, что только 16 % бизнес-лидеров ответили, что они «очень готовы» к решению потенциальных проблем. пробелы в навыках, что ставит серьезные вопросы об их готовности конкурировать. Другие недавние опросы показывают, что высокие ожидания руководителей в отношении интеллектуальных технологий превышают их навыки и опыт в интеграции таких технологий в их компании4, 9. 0011
Несмотря на то, что мы наблюдали и работали со многими крупными компаниями и стартапами по вопросам ИИ, мы знаем лишь о немногих из них, которые начали масштабную реорганизацию рабочих мест, программы переподготовки или переподготовки. Более того, большинство людей не проходят адекватную переподготовку или переподготовку для работы, связанной с автоматизацией.
Темы
Об авторах
Сенен Барро (@senenbarro) — научный руководитель Центра исследований интеллектуальных технологий Singular Университета Сантьяго-де-Компостела в Галисии, Испания, а также приглашенный научный сотрудник Колледжа Бэбсона в Уэлсли, штат Массачусетс. Томас Х. Дэвенпорт (@tdav) — почетный профессор информационных технологий и управления при президенте Babson, научный сотрудник Инициативы Массачусетского технологического института по цифровой экономике и старший советник Deloitte по аналитике и когнитивным практикам. Его последняя книга Преимущество ИИ: как заставить революцию искусственного интеллекта работать (MIT Press, 2018).
Каталожные номера
1. Т.Х. Давенпорт, Дж. Лукс и Д. Шацкий, «Бычий взгляд на ценность когнитивных технологий для бизнеса: лидеры в области когнитивных технологий и искусственного интеллекта взвешивают, что работает и что будет дальше», Deloitte, 2017 г., www2.deloitte.com.
2. К. Б. Фрей и М. А. Осборн, «Будущее занятости: насколько рабочие места восприимчивы к компьютеризации?» Технологическое прогнозирование и социальные изменения 114 (январь 2013 г.): 254–280.
3. П. Илланес, С. Лунд, М. Муршед и др., «Переподготовка и повышение квалификации работников в эпоху автоматизации», Глобальный институт McKinsey, январь 2018 г., www.mckinsey.com.
4. «Как избежать неудач в гонке за интеллектуальную автоматизацию», КПМГ, по состоянию на 3 апреля 2019 г., https://advisory.kpmg.us.
5. Т.Х. Давенпорт, «Ценность цифровых рабочих процессов для бизнеса», Workflow Quarterly (весна 2019 г.), https://workflow. servicenow.com.
6. М. Бин, «Обучение в тени: создание роботизированных хирургических навыков, когда одобренные средства не работают», Административная наука Ежеквартально 64, вып. 1 (март 2019 г.): 87–123.
7. М. Кон, «Для внутренних аудиторов инновации — это незавершенная работа», Accounting Today, 12 марта 2019 г., www.accountingtoday.com.
8. С. Лаухлан, «После беспилотного автомобиля приветствуем беспилотное предприятие — и все последствия его пирамидальной организации», Diginomica, 2 мая 2018 г., https://diginomica.com.
9. Т.Х. Давенпорт и К.Дж. Дрейер, «ИИ изменит рентгенологию, но не заменит рентгенологов», Harvard Business Review, 27 марта 2018 г., https://hbr.org.
10. А. Пракаш, «Забудьте о рынках, роботы — новая проблема Китая», Forbes, 28 января 2016 г., www.forbes.com.
11. Н. Вингфилд, «По мере того, как Amazon продвигает роботов, рабочие находят новые роли», The New York Times, 10 сентября 2017 г.
12. «Таксономия и определения терминов, Системы автоматизации для дорожных транспортных средств», SAE International, J3016_201806, редакция от 15 июня 2018 г., www.sae.org.
13. Д. Сильвер, Т. Хьюберт, Дж. Шриттвизер и др., «Общий алгоритм обучения с подкреплением, который осваивает шахматы, сёги и занимается самостоятельной игрой», Science 362, no. 6419 (7 декабря 2018 г.): 1140–1144.
14. AlphaZero обучается с помощью сложных алгоритмов глубокого обучения и использует так называемый подход к обучению с подкреплением, аналогичный тому, как учатся люди и другие живые существа. Если принимается решение, которое со временем оказывается уместным, получается положительное подкрепление, подтверждающее это решение на будущее; решения, которые не работают, наказываются.
15. Х. Эдвардс и Д. Эдвардс, «Как Tesla «выстрелила себе в ногу», пытаясь гиперавтоматизировать свой завод», Quartz, 1 мая 2018 г., https://qz.com.
16. С. Шрадер, «Этот временной интервал сборки Tesla Model 3 странно успокаивает», The Drive, 5 января 2019 г., www.thedrive.com.
17. Т.Х. Интервью Д. Бернса, директора по информационным технологиям GE Aviation, в Давенпорте, 5 февраля 2018 г.
18. Э. Бриньолфссон и А. Макафи, «Бизнес искусственного интеллекта: что он может — и не может — сделать для Ваша организация», Harvard Business Review, 7 июля 2017 г., https://hbr.org.
19. К. Лесвинг, «Джефф Безос прекрасно подытожил все, что вам нужно знать об искусственном интеллекте», Business Insider, 12 апреля 2017 г., www.businessinsider.in.
я. Дж. Лоукс, Д. Шацки и Т. Давенпорт, «Состояние ИИ на предприятии, 2-е издание: первые пользователи сочетают бычий энтузиазм со стратегическими инвестициями», Deloitte Insights, 22 октября 2018 г., www2.deloitte.com.
ii. Давенпорт, «Ценность цифровых рабочих процессов для бизнеса».
Теги:
Искусственный интеллект Автоматизация Инновационная стратегия Машинное обучение Умные машины Внедрение технологии
Номер переиздания:
60407
Народная машина — CHM
Мы, народ
История американской демократии прослеживает постоянно расширяющееся определение «Мы, народ», этих первых трех слов Конституции Соединенных Штатов, слов, стоящих высоко и гордо, помимо другими словами, подчеркивая, что легитимность руководства исходит только от граждан страны. Соединенные Штаты должны были быть страной, управляемой законами, а не королями. В 1775 году английский философ и революционер Томас Пейн довольно дерзко писал из Парижа: «Одно из сильнейших естественных доказательств неразумности наследственного права королей состоит в том, что природа не одобряет его, иначе она не стала бы так часто обращать его на посмешище, выдав человечеству осла за льва».
При первом основании в 1776 году в Соединенных Штатах только белые состоятельные люди, составляющие около 8% населения, имели право голосовать. История Америки — это то, как все больше «народа» наконец-то получили право голосовать и формировать собственную демократию. Это также история о том, как систематические попытки лишить этих самых людей их права голоса были постоянной чертой американской политики; действительно, такие препятствия сохраняются и по сей день.
Предсказание выборов
С развитием электронно-вычислительных машин в 19В 50-х годах идеи об использовании таких «гигантских мозгов» для предсказания исхода национальных выборов — электронного подсчета «Народа» — начали просачиваться в умы руководителей телеканалов CBS. Предсказание результатов выборов с помощью компьютеров началось в 1952 году на президентских выборах между Эйзенхауэром и Стивенсоном. Компьютер Remington-Rand Univac-1 был звездой момента, правильно предсказав победу Эйзенхауэра, даже если дикторы дня не полностью поверили этому и лишь неохотно приняли суждение Univac в 11 часов.
Представление Univac, когда большинство американцев впервые увидели компьютер, не осталось незамеченным небольшой группой мужчин на Восточном побережье, в основном социологами и математиками по образованию, которым пришла в голову идея использовать компьютеры не только для предсказания выборов, но и для предсказания целого ряда социальных моделей поведения, от покупки кукурузных хлопьев до предсказания городских беспорядков; по существу применять методы рыночных и поведенческих исследований Мэдисон-авеню для решения социальных и политических проблем. Компания называлась Simulmatics, а ее основателем был Эд Гринфилд.
В ходе часовой беседы с профессором истории из Гарварда Джилл Лепор мы начали с вопроса, что Демократическая и Республиканская партии думают об использовании компьютерных технологий для прогнозирования выборов на этих важных выборах между Эйзенхауэром и Стивенсоном, первыми, кто использовал компьютер в прямом эфире. телевидение.
Джилл Лепор объясняет, почему демократы были против политической рекламы в 1950-х годах.
Simulmatics строит «Машину людей»
Ясно, что Республиканская партия, партия Большого Бизнеса, уже вполне усвоила методы массового маркетинга и рекламы для продвижения своего новейшего «продукта» — кандидата в президенты; в то время как демократы, партия «Большого труда», возмущались очевидными последствиями того, что технологии лишают людей работы, и ощущением того, что ими снова манипулируют, но с новыми инструментами. Были и темпераментные причины: Эйзенхауэр, хотя и не был слишком восторженным, был явно показным по сравнению со своим соперником Адлаем Стивенсоном, который играл отчужденного интеллектуала, отказывающегося даже подумать об использовании такого вульгарного метода, как компьютер.
Первое серьезное использование методологии Simulmatics и их машины поведения электората и голосования — ее «Машины людей» — было применено на практике во время президентской кампании Кеннеди в 1962 году. У Simulmatics были уникальные и опытные сотрудники во главе с основателем Эдом Гринфилдом, сочетание социолог и супер продавец. Лепор размышляет о нем и о симуляциях, которые компания создала с помощью People Machine. Есть даже уроки на сегодня.
Джилл Лепор описывает усилия по разработке компьютера для прогнозирования поведения при голосовании.
Взлет и падение Simulmatics
Когда Народная машина привлекла внимание общественности сразу после победы Кеннеди, она была встречена почти всеобщим осуждением. Считавшееся несправедливым, а возможно, даже зловещим преимуществом, согласно которому люди распределялись по категориям как вещи, компания (и кампания) столкнулась с кратковременной пиар-катастрофой. Но Гринфилд и его команда верили в использование количественных методов для понимания человеческого поведения, что могло быть полезно для широкого круга потенциальных клиентов, помимо политических кампаний. По-разному, компании, правительства и оборонное ведомство были в выигрыше. Давайте бросим быстрый взгляд на историю жизни компании, которая длилась всего около десяти лет.
Лепор описывает взлёт и падение Simulmatics Corporation.
В большинстве лет Simulmatics получала доход от контрактов Министерства обороны США через Агентство перспективных исследовательских проектов (ARPA). В 1960-е годы было много возможностей для консультаций во время набегов США на Латинскую Америку и Вьетнам. Это сложная история, такая же сложная, как земля и народы этих стран, но основные услуги, которые предоставляла Simulmatics, были связаны с двумя основными областями: борьба с повстанцами (в Латинской Америке и Вьетнаме) и предотвращение присоединения недавно деколонизированных стран к Советский Союз. Для этого они возглавили несколько проектов, в ходе которых выполнялись такие действия, как мониторинг местных и национальных СМИ в этих странах на предмет ключевых слов с помощью анализа контента, который мог указывать на надвигающуюся революцию или другие нестабильности.
По мере того, как 1970-е подходили к концу, Simulmatics столкнулась с противодействием из ряда источников, среди которых были студенты, протестовавшие против компании, и лично да Солла Пул, в то время профессор Массачусетского технологического института. Во многих отношениях компания служила подставной компанией, чтобы скрыть от общественного контроля участие коллег-академиков университета, участвующих в военных исследованиях, которые Simulmatics проводила.
Джилл Лепор объясняет, как студенческие волнения ограничили возможности правительства нанимать ученых.
Живое наследие
Да Солла Пул сделал очень интересную карьеру после симульматики, став футуристом и пророком технологий, включая компьютеры и сети. Его предсказания, вызывающие широкое восхищение, но также и противоречивые, отчасти из-за его работы по Simulmatics, предвидели большое количество существующих технологий, которые мы видим сегодня, а также их загадки и негативные аспекты.
Джилл Лепор описывает, как Simulmatics Pool предвосхитил будущее.
Были ли у сотрудников Simulmatics опасения по поводу некоторых решений компании?
Джилл Лепор рассказывает о том, как Simulmatics вызывает обеспокоенность по поводу того, что компьютеры подрывают человечество.
Социальные сети — новая машина для людей?
Есть много причин для изучения истории, и лучшие из них связаны с нашим желанием понять настоящее. Стив Джобс однажды заметил: «60-е произошли в 70-е», и, хотя Simulmatics закрылась в 1971 году, многое из того, что она и ее люди думали о будущем, в частности о ее социальных и экономических последствиях, исходило от этой замечательной группы аффилированных ученых. которые объединили усилия, чтобы попытаться применить эту захватывающую новую технологию — компьютер — в своей работе.
Ленточнопильные станки для металла — производственное оборудование, при помощи которого осуществляется распил металлических изделий. Для подобных станков свойственны высокий уровень производительности и эффективности, небольшие габариты и низкий уровень шума. Ленточнопильные станки Optimum Masсhinen не имеют конкурентов на производстве. Они обеспечивают максимально точный и ровный распил изделий при безостановочном движении. Агрегат подходит для заготовок больших размеров независимо от вида сырья.
В состав ленточного станка по металлу входит:
Вертикальный корпус
Два маховика(шкивы)
Электропривод
Систему управления
Дополнительные заслонки (на рабочей поверхности)
Направляющие планки (у некоторых моделей)
В зависимости от назначения ленточные станки по металлу подразделяются на:
Тяжелые промышленные станки
Легкие экономичные ленточнопильные станки
Промысловые (ремесленные) станки
По конструкции ленточнопильные станки по металлу можно разделить на:
Консольные. Движение консоли происходит вверх и вниз, сама модель зафиксирована на шарнире, что обеспечивает её вращение. Данный вид станков помогает производить резку фасонного профиля, труб, сплошного и сортового проката.
Одностоечные. Данная модель оснащена горизонтальной пильной рамой, которая опускается вдоль вертикальной стойки. Одним из главных достоинств является возможность выполнять резку заготовок под углом.
Двухстоечные. Данная модель оснащена горизонтальной пильной рамой, которая опускается вдоль двух вертикальных стоек. Одним из главных достоинств является высокая степень жесткости конструкции (создается более высокое давление на заготовку).
Вертикальные ручные. Подачу заготовки на этом оборудовании осуществляет сам оператор. Станки оснащены вертикальными наклоняемыми пильными рамами. Данный вид станков помогает производить резку габаритных плит, поковок, отливок и т.д. Система ЧПУ помогает контролировать работу станка.
Поворотные горизонтальные. Данный станки способны выполнять резку в наклонном режиме по отношению к оси обрабатываемого изделия.
Также различают станки по степени автоматизации: ручные, автоматические и полуавтоматические.
Ленточнопильные станки Optimum Masсhinen – лучший выбор для Вас! Их можно приобрести по доступной цене, нет высоких затрат на эксплуатацию и обслуживание, а также есть возможность резки в наклонном режиме.
Все подробности о товаре вы можете уточнить у наших менеджеров по телефону +7(495)477-33-72 или написав на почту [email protected].
Резка металла на ленточнопильном станке, цены на услугу
Резка на ленточнопильном станке – механический способ обработки металла с использованием полотна ленточной пилы, натянутого на два шкива в корпусе станка.
Ленточнопильный станок – это оборудование широкого профиля, которое используется для работы с разными материалами и дает возможность не только получить ровный срез, но и вырезать сложные фигуры. Основным режущим элементом в таком инструменте является ленточная пила с застроенными зубцами, замкнутая по кругу.
Преимущества оборудования
Данная технология может показаться устаревшей, так как предлагает метод механического воздействия, но современное оборудование демонстрирует отличные результаты. Резка с помощью пилы обладает следующими преимуществами:
Высокая точность. При выполнении среза удается добиться геометрической точности с отклонением в несколько миллиметров, такой результат важен для получения деталей высокой точности.
Качество среза. Отличительная особенность пильного метода заключается в том, чтобы срез получается ровным и идеально чистым.
Толщина реза. При использовании ленточнопильного станка толщина реза не превышает 1.5 мм, а это значительно влияет на расход металла.
Широкий диапазон материалов для резки. На станке такого типа можно обрабатывать металлические заготовки со сплошным сечением, детали с отверстиями и сортовой прокат, например, нержавеющий круг.
Отсутствие оплавления. Во время разрезания не оказывается термическое воздействие на поверхность металла, что сказывается на внешнем виде среза.
Ленточнопильный станок может работать со всеми видами металлов и в каждом случае выдает высокое качество среза. К тому же эксплуатация такого оборудования обходится значительно дешевле, чем, например, оборудования для лазерной резки, а каждый цикл работ отнимает гораздо меньше времени.
Технические особенности оборудования
Станок такого типа работает по принципу использования отдельных шкивов, между которыми движется режущая лента с зубьями. При этом, каждый инструмент такой категории обладает огромным запасом рабочего ресурса, и замена отдельных элементов потребуется только через продолжительный срок работы.
Ассортимент оборудования состоит из огромного разнообразия инструментов с разными техническими показателями. Главными характеристиками являются производительность и мощность электродвигателя, который запускает движение ленточной пилы. Следующим по важности элементов является ремень, который натянут между маховиками.
Стоит отметить, что подобное оборудование создается с учетом соблюдения всех мер безопасности для персонала. Движение режущего полотна осуществляется в сторону оператора, поэтому неожиданный выброс готовой детали невозможен. Современные станки такой категории обладают широким функционалом и могут работать как по оси, так и под углом. Для получения сложного среза используется поворотная рама, которую можно установить в любое положение.
Высокая точность реза и качество выполняемой работы стали главными достоинствами такой технологии, и ленточнопильные станки используются повсеместно для производства сложных деталей из металла любой категории.
Недостатки технологии
Несмотря на то, что использование механического способа резки пользуется такой же популярностью, что и термическое воздействие, у такой технологии отмечено несколько главных недостатков.
Цена работ на ленточнопильном оборудовании намного превышает аналогичную обработку другими методами. Высокая стоимость обусловлена тем, что запасные части для такого оборудования обходятся дорого, а для получения качественного среза необходимо использовать только полностью работоспособное оборудование. Однако для производства деталей высокой точности есть смысл доплатить и получить качественное выполнение всех работ.
Определенные неудобства доставляет и то, что заготовка перед обработкой обязательно помещается в специальные тиски. Это требует дополнительного времени на подготовительные работы и значительно сокращает скорость раскроя за счет необходимости соблюдения дополнительных отступов.
Качественная технология работы с металлом любого типа
Ленточнопильные станки – это обязательный производственный элемент любого завода, который производит металлопрокат. Такое оборудование используется в том случае, когда нужно получить срез высокой точности с минимальными отклонениями. Конечно же, для работы на таком оборудовании нужно обладать опытом и квалификацией, так как успешное выполнение любого проекта напрямую зависит от мастерства специалиста. В отличие от другого оборудования, станок требует постоянного присутствия оператора, который контролирует процесс подачи заготовки и регулирует движение ленточного элемента.
Только крупное производство может гарантировать правильное использование всех рабочих характеристик станка и использует весь возможный функционал оборудования. При этом, для выполнения разных работ используются станки разной мощности, поэтому важно выбрать исполнителя с широкой технической базой.
Наш парк ленточнопильных станков позволяет резать сортовой и трубный металлопрокат диаметром до 530 мм или сечением до 500х500 мм:
Труба D до 530 мм;
Труба профильная D до 500*500 мм;
Уголок до 400 мм;
Швеллер до 40 У/40П;
Круг D до 530 мм;
Шестигранник D до 530 мм;
Квадрат до 500*500 мм;
Балка, двутавр (балка сварная) до 30 К.
Отправьте нам запрос с чертежами в любом формате, и мы оперативно проведем расчет стоимости резки на ленточнопильном станке и времени выполнения Вашего заказа!
Руководитель: Константинов Алексей Андреевич Тел. многоканальный: (343) 278-42-18 Электронная почта: [email protected]
Компания «УТК-Сталь» имеет собственный автопарк и организует быструю доставку продукции, для предприятий Екатеринбурга, Тюмени, Челябинска, Москвы, Санкт-Петербурга, Уфы, Новосибирска, Краснодара и любых других городов России.
Бывшая в употреблении ленточная пила в Москве, штат Айдахо – Coast Machinery
Бывшая в употреблении ленточная пила в Москве, штат Айдахо – Coast Machinery
Coast Machinery Group располагает оборудованием, необходимым для комплектации вашего цеха по металлообработке, деревообработке или камнеобработке в Москве, штат Айдахо. Приобретите широкий выбор качественных бывших в употреблении станков, таких как ленточная пила, струбцина для столярных изделий, ножничный подъемник, покрасочная камера, формовочный станок, отрезная пила и радиально-консольная пила, а также любые другие машины. Независимо от вашего бюджета, Coast Machinery Group предлагает вам экономически эффективное решение.
Обладая более чем 21-летним опытом работы на этом вертикальном рынке, компания Coast Machinery Group является одним из известных в Северной Америке продавцов подержанных машин европейского качества промышленного назначения. Специализируясь на деревообработке, камнеобработке и металлообработке, у них есть из чего выбирать.
Купить подержанную ленточнопильный станок
Свяжитесь с нами
Купить ленточнопильный станок в магазине Coast Machinery для вашего магазина
Позвольте CMG упростить трудоемкий процесс поиска качественного подержанного оборудования для вашей работы. Найдите станки, которые помогут повысить производительность и качество при обработке дерева, камня или металла. Поиск по ассортименту, опираясь на 21-летний опыт.
Показаны все 5 продуктов
Сортировать по последним
Свяжитесь с нашим офисом
Обратитесь к нашему опытному персоналу за недорогими готовыми решениями для деревообрабатывающего, каменного или металлического оборудования. Если вы начинаете бизнес, вам нужно устранить узкие места в вашем магазине или вы хотите обновить его; Coast Machinery Group может найти ответ на ваши требования.
Независимо от того, хотите ли вы приобрести у нас бывшее в употреблении оборудование или хотите передать его нам, давайте свяжемся и найдем решение, которое лучше всего подходит для вас.
Контакт Нас
Вы хотите отправить свое оборудование?
Заинтересованы в передаче подержанной техники у нас? Свяжитесь с нами, чтобы продать ваши машины сегодня.
Продайте свои машины
Группа Москва, лучше, чем Мария Бринк? Мое интервью с королевой греха0003
Эндрю Катания
Когда я впервые увидел Москва на YouTube , я подумал про себя, ну вот и наступила ностальгия по лифчику пуш-ап и кожаным штанам, которые преследуют рок и металл без таланта. это вверх. После прослушивания музыки Moscow с некоторыми участниками Black Veil Brides в качестве приглашенных артистов на живом шоу в феврале, Queen of Sin — это нечто большее, чем смена костюмов. Мощный голос и сценическое обаяние! я спросил Queen Of Sin о своем музыкальном прошлом и планах на будущее.
Можете ли вы рассказать мне о вашей спине в музыке?
QOS: Мое музыкальное путешествие было довольно долгим. Я открыл для себя музыку (когда влюбился в звуки и понял, что с этого момента это будет единственная любовь в моей жизни), когда впервые увидел мюзикл Notre Dame De Paris — который по сей день является одним из моих любимое произведение искусства. Это была одна из причин, по которой я попала в музыкальный театр и в детстве выучилась на актрису музыкального театра. Но рок всегда был в моем сердце. Я никогда не хотел быть на сцене кем-то другим, кроме себя — я всегда знал, что для меня нет более подходящего персонажа, чем Москва. Хип-хоп также оказал на меня огромное влияние. На самом деле, если вы заглянете в мой iTunes (да, я олдскул и скачиваю все песни), вы найдете смесь из Yelawolf/Eminem тип хип-хопа, Die Antwoord рейв-музыка, Michael Jackson , поп и все виды рока — все от Led Zeppelin до Motley Crue до Papa Roach Александрия .
Какая у вас тренировка голоса?
QOS: Как я упоминала ранее, я училась на актрису музыкального театра, что требует очень специфического пения. Кроме того, у меня есть оперная подготовка в моем кармане. Но когда дело доходит до рычания и криков, я считаю, что нет лучшего учителя, чем ты сам. Вы должны прислушиваться к своему телу, чтобы понять, как правильно использовать свое горло (вставьте сюда секс-шутку).
Как вы пришли к созданию своей группы?
QOS: После того, как я переехал в Лос-Анджелес, я знал, что буду делать. Рок всегда был моим ответом. А я привык все делать сам, так меня воспитали, так я стал тем, кто я есть сегодня. Но я всегда хотел окружить себя такими же людьми, и идея группы была для меня более заманчивой, чем просто наличие музыкантов. После месяцев поиска нужных людей я нашел СВОИХ ребят. Просто это произошло в нужное время и в нужном месте, и теперь я очень горд объявить о каждом из них. Проверьте их профили на Instagram @mscw_band
Как до сих пор принимали ваш EP?
QOS: Все отлично. Последний сингл « Black Widow », на который мы недавно выпустили видеоклип, получает хорошие отзывы. Это, наверное, мой любимый трек на EP. Но, честно говоря, чем больше я пишу и чем больше мы записываем, тем жаднее я становлюсь к новому материалу. Ты пишешь что-то, и тебе это нравится, но потом ты пишешь что-то новое и влюбляешься в это. Я всегда жажду развития, в каком бы аспекте это ни было — звук, вокал, продюсирование, жизнь в целом.
Я слышу в вашей музыке что-то от Марии Бринк.
QOS: Спасибо. Мне кажется, с Марией у нас немного по-другому — она больше любит театральные постановки. Не поймите меня неправильно, я люблю ее шоу. На самом деле, Мария — одна из ОЧЕНЬ НЕСКОЛЬКИХ вокалисток/исполнителей, которые мне нравятся, и всех их я могу пересчитать по пальцам одной руки. На данный момент это группа, очень похожая на Элиса Купера, когда дело доходит до живых выступлений. Моими влиятельными лицами были Motley Crue, Linkin Park, Papa Roach . Я люблю энергию на сцене. Мне нравится, что ты можешь поделиться частичкой себя со зрителями.
На одном из ваших видео я вижу пару участниц Black Veil Brides.
Калибровка балансировочного станка и ошибки при работе на нём
Во время работы на балансировочном станке могут происходит различные сбои и поломки. Раскалибровка, это одна из проблем, которая может возникнуть.
Раскалибровка возникает из-за:
1) Перепада напряжения. Дабы не допустить такого, рекомендуем установить стабилизатор напряжения.
2) Удары по валу или корпусу балансировочного станка. Сильное физическое воздействие также может спровоцировать раскалибровку.
Калибровка балансировочного станка.
Калибровка тракта измерения дистанции.
Для оценки погрешности устройства ввода дистанции выдвиньте штангу ввода параметров и уприте внешнюю боковую сторону её рукоятки в задний торец фланца вала (рис 1). При этом на экране ввода геометрических параметров (рис.2) появится величина дистанции. Если величина дистанции не равна 117±5 мм, то устройство ввода дистанции требует калибровки.
Нажмите кнопку «MENU», в открывшемся окне выберите пункт 5 «Калибровка». Выберите пункт 2 «Калибровка дистанции» (рис. 3). Выдвиньте штангу ввода параметров, уприте внешнюю боковую сторону её рукоятки в задний торец фланца вала, и нажмите кнопку «Enter». В окне «Калибровка дистанции» выделится второй пункт 2. Вставьте ручку дистанции в отверстие 2. Нажмите кнопку «Enter».
Если вы хотите откалибровать только тракт измерения дистанции и не переходить к калибровке тракта измерения диаметра, нужно выйти из «Menu», «Калибровка дистанции» для этого нажмите кнопку «Start». Появится «Параметры записаны», а на экране появится изображение основного рабочего экрана.
Калибровка тракта ввода диаметра диска колеса.
Установите на вал станка шаблон для калибровки. Вставьте наконечник рукоятки выдвижной штанги в нижнее отверстие шаблона и нажмите «Enter». В окне «Калибровка дистанции» выделите пункт 3. Вставьте ручку дистанции в отверстие 4, нажмите кнопку «Enter». Выполните указание по пункту 2, в окне «Калибровка дистанции» появится фраза «Параметры записаны». Нажмите кнопку «STOP» для возврата к основному рабочему экрану.
Процесс калибровки вы можете посмотреть на видео.
Список возможных ошибок при работе на балансировочном станке
Код ошибки
Наименование ошибки и вероятная причина
Метод устранения
Err 1
Не правильное направление вращения вала либо ошибка ротационного датчика.
Поменять местами 2 фазы 380 B либо выполнить операции как при ошибках 6 и 8.
Err 2
Ошибка EEPROM. Нет контакта с D9 или она неисправна.
Заменить плату вычисления.
Err 3
Ошибки параметров станка
Произвести стирание параметров станка, если код ошибки сохранится, то нужно заменить плату вычисления.
Err 4
Ошибка усилителя сигнала пьезодатчиков. Напряжение на входах АЦП <0.8 В или >2.3 В
Проверить напряжение питания платы ±5 В и -5В. Если они в норме, возможно появление утечек из-за отсыревания. Нужно просушить станок и плату вычислителя или заменить плату вычислителя.
Err 5
Ошибка параметра балансировки вала
Если ошибка возникает при включении станка и повторяется. Произведите действия как при ошибке Err 3.
Если ошибка возникает при балансировке, это означает что сигналы с датчиков превышают допустимое значение.
Err 6
Ошибка нулевого отсчёта ротационного датчика
Отрегулировать положение ротационного датчика и проверить чистоту диска с метками на шкифе.
Err 7
Остановка вала в процессе измерения
Устранить причину остановки
Err 8
Ошибка ротационного датчика
Проверить положение ротационного датчика и чистоту диска с метками
Err 9
Замкнуты кнопки клавиатуры при включении станка
Заменить клавиатуру
Err 10
Нет сигнала с частотного преобразователя
Проверить предохранитель на частотном преобразователе.
Калибровка балансировочного оборудования Bosch | Портал Кузов
Мы продолжаем цикл статей об обслуживании автосервисного оборудования Bosch. Нашим постоянным экспертом по этому циклу материалов выступает Александр Черевко, руководитель подразделения сервиса диагностического оборудования Bosch в России, Украине и Беларуси, руководитель отдела сервиса и технической поддержки в Украине.
Подготовка балансировочного оборудования особенно необходима в преддверье «жарких» для шиномонтажных мастерских периодов работы – весной и осенью. В эти сезонные пики балансировочное оборудование работает с повышенной интенсивностью и обслуживает примерно 1 колесо в 3–4 минуты. Важнейшим этапом подготовки оборудования является процедура калибровки. Она обеспечивает точность и правильность работ по балансировке колес. Такая калибровка весьма проста и не требует больших временных затрат.
Производитель балансировочных станков Bosch серии WBE рекомендует калибровать их раз в полгода или по мере необходимости. В рамках процедуры по калибровке предусмотрены несколько работ: коррекция дисбаланса вала, калибровка измерительных линеек, калибровка датчиков дисбаланса.
«Наши клиенты часто спрашивают, есть ли возможность проверить точность работы станка самостоятельно, – рассказывает Александр Черевко.‑ Такой способ, конечно же, есть: если в процессе работы станок показывает, что в определенное место необходимо установить определенный грузик (например, 30 граммов) и если после установки грузика станок дает нулевой показатель (с точностью +/–3 гр.), то можно смело делать вывод, что оборудование работает идеально. Еще одним шагом контроля точности является проверка механической системы станка: вала, подшипников, зажимного приспособления. Метод – перепроверка уже проверенного колеса. Одним из явных признаков неточной работы механической системы является несовпадение результатов измерений колеса, снятого и вновь установленного на станок. На правильно работающем станке разница измеренного дисбаланса должна быть в пределах 3 граммов».
Для того чтобы обеспечить безупречную работу станка, производитель оснастил это оборудование специальной программой. Работа с такой программой входит в обширный круг компетенций специалистов сервисной службы Bosch, именно они должны проводить калибровку оборудования, чтобы обеспечить его правильное функционирование.
Необходимо запустить программу калибровки (она имеет интересный значок в виде мишени)и ввести пароль, который указан в инструкции.
И далее в несколько шагов провести калибровку станка. Сначала нужно определить дисбаланс вала станка. При этом программа запоминает все механические погрешности, которые уже есть у станка, и принимает их во внимание при дальнейших расчетах. В меню программы необходимо выбрать режим калибровки вала и выполнить действия, предписанные программой.
Выполнить вращение пустого вала,
после чего программа внесет в свою память измеренный дисбаланс и будет учитывать этот параметр при всех последующих измерениях .
Следующим шагом является калибровка измерительной линейки.
Для этого в программе калибровки нужно открыть соответствующее меню, а затем привести измерительную линейку на станке в нулевое положение и запомнить это значение.
От этой позиции и будут производиться все дальнейшие измерения. Следующий шаг – калибровка верхней точки измерительной линейки. Необходимо максимально выдвинуть линейку, ввести в программу значение в миллиметрах, которое нужно визуально считать с линейки, и удерживать ее в таком положении некоторое время. После этого программа автоматически внесет значение в свою память.
Следующий и последний шаг – калибровка датчиков дисбаланса. Для этого необходимо поставить тестовое колесо (стандартное колесо 14–15») на вал и тщательно ввести его размеры в программу.
Для калибровки станка используется эталонный грузик. Стоит отметить, что он входит в комплект поставки станка Bosch. Вводим фактическую массу грузика. Для станков Bosch это 60 граммов. Далее устанавливаем грузик в произвольном месте на внутренней стороне колеса.
Выполняем измерение. Этим мы калибруем датчики дисбаланса по внутренней стороне колеса. Снимаем грузик с внутренней стороны колеса и переставляем на внешнюю. Выполняем измерение. Этим мы калибруем датчики дисбаланса по внешней стороне колеса. После этого необходимо вручную довернуть колесо до положения грузика «на 12 часов». Подтверждаем эту позицию. Теперь станок «знает», где был установлен грузик с весом 60 граммов. Используя эту информацию при стандартной работе, программное обеспечение станка будет автоматически рассчитывать необходимый вес балансировочного грузика и позицию, куда он должен быть установлен.
Непосредственно сам процесс калибровки балансировочного станка настолько прост, что не вызывает проблем. Однако при этой работе необходимо исключить все факторы, которые могут повлиять на точность калибровки. Речь идет, в частности, о фиксирующих колесо на валу механических элементах станка, которые подвергаются износу в процессе работ. Притом что они рассчитаны на несколько лет эксплуатации, из-за интенсивных нагрузок в период сезонных работ они могут изнашиваться. В этом случае даже на правильно откалиброванном станке проведение балансировки колеса будет осуществляться с погрешностями. Проведению работ по балансировке может помешать изношенный вал, а также отказ электроники, однако отметим, что проблема с электроникой проявляется сразу – оборудование отказывается работать. В большинстве случаев, чаще из-за скачка напряжения, может перегореть предохранитель или выйти из строя блок питания, могут повредиться и электронные платы.
Сам по себе балансировочный станок имеет большой запас прочности, однако гарантией его продолжительной и эффективной работы является соблюдение условий эксплуатации. Они несложные, но требуют от специалиста СТО четкого соблюдения технологии проведения работ, а также регулярного внимания к оборудованию. Важным условием эффективной и продолжительной работы станка является его чистота. В случае если станок оборудован пневматической системой для отвода защитного кожуха и пневмозажимом колеса на валу, необходимо также тщательно следить за качеством подготовки сжатого воздуха. Если из воздуха не будет удалена влага, выход из строя пневмосистемы станка очень вероятен.
«Очень важно проводить работы с предварительно очищенным колесом. Так как на станке колесо плотно прижимается к поверхности опорного вала, небольшой перекос колеса из-за песчинки или кусочка ржавчины с толщиной сложенного вдвое листа бумаги приведет к возникновению погрешностей при балансировке. И прилипшая грязь на колесе может существенно изменить точность работ, ‑ отмечает Александр.– Также перед началом сезонного пика необходимо проверять износ гайки зажимного приспособления на станках, оборудованных механическим держателем колеса».
обслуживание автосервисного оборудования
балансировка
шиномонтаж
Bosch
Комментарии
Рекомендованные статьи
Что такое калибровка и почему она так важна?
Калибровка жизненно важна везде, где важны измерения, она позволяет пользователям и предприятиям быть уверенными в результатах, которые они отслеживают, записывают и впоследствии контролируют.
Если вы хотите, чтобы ваше оборудование было откалибровано в нашей лаборатории на месте, свяжитесь с нами, чтобы получить предложение.
Калибровка — это процесс сравнения показаний одной единицы оборудования или системы с другой частью оборудования, которая была откалибрована и привязана к известному набору параметров. Оборудование, используемое в качестве эталона, само должно быть напрямую связано с оборудованием, откалиброванным в соответствии с ISO/IEC 17025.
ISO/IEC 17025 — это международный стандарт аккредитации испытательных и калибровочных лабораторий. Он включает в себя требования к системе менеджмента качества наряду с техническими требованиями. В Великобритании аккредитация ISO/IEC 17025 предоставляется UKAS. Поэтому часто калибровка, выполняемая лабораторией, аккредитованной по стандарту ISO/IEC 17025, называется «калибровкой UKAS».
Как выполняется температурная калибровка
В общем случае калибровка часто рассматривается как включающая процесс регулировки выходного сигнала или показания измерительного прибора для согласования со значением применяемого эталона в пределах заданной точности, однако это фактически два процесса: калибровка и настройка. Поэтому важно точно понимать, какая услуга вам нужна. Также важно понимать, что калибруется и как выполняется калибровка.
В качестве примера рассмотрим цифровой термометр, в котором используется внешний датчик температуры; некоторые поставщики услуг по калибровке будут выполнять калибровку, используя смоделированное значение температуры, которое применяется только к термометру (т. е. без датчика температуры). Здесь к цифровому термометру присоединяется испытательный прибор, и к цифровому термометру прикладывается напряжение, эквивалентное определенной температуре. Результат записывается, после чего термометр считается откалиброванным.
Многие пользователи требуют и ожидают выполнения более тщательной калибровки, отражающей реальное использование. Здесь предпочтительным методом является совместное тестирование цифрового термометра и датчика температуры (другими словами, «тест системы») и использование реального источника тепла. Затем значение, отображаемое тестируемой системой, сравнивается с эталоном (системой с известной или назначенной точностью из первого абзаца).
Почему калибровка так важна?
Калибровка определяет точность и качество измерений, записанных с помощью оборудования. Со временем наблюдается тенденция к «дрейфующим» результатам и точности при использовании определенных технологий или измерении определенных параметров, таких как температура и влажность. Чтобы быть уверенным в измеряемых результатах, необходимо поддерживать калибровку оборудования на протяжении всего срока службы для обеспечения надежных, точных и воспроизводимых измерений.
Целью калибровки является минимизация любой неопределенности измерений путем обеспечения точности испытательного оборудования. Калибровка количественно определяет и контролирует ошибки или погрешности в процессах измерения до приемлемого уровня.
Пищевая промышленность
В сфере общественного питания или коммерческих кухнях последствия использования неоткалиброванного оборудования могут заключаться в неправильном измерении критической температуры пищи; это может привести к:
Проблема безопасности пищевых продуктов
Нарушение HACCP и заболевание клиентов
Уведомление инспектора по гигиене окружающей среды о закрытии
Судебный иск
Все это наносит ущерб деловой репутации. Возможные потери репутации по сравнению со стоимостью простой ежегодной калибровки по двум точкам означают, что часто не стоит рисковать, игнорируя калибровку.
Производство
В производственных процессах любое используемое оборудование должно быть откалибровано в нескольких точках по всему рабочему диапазону, чтобы обеспечить надежную информацию для критических сигналов тревоги и систем. Невыполнение калибровки или неправильная калибровка были причиной травм, смертей и даже крупных экологических катастроф.
Как часто проводить калибровку?
Рассматривайте стоимость калибровки как инвестиции, а потенциальные результаты неправильных показаний как затраты на отсутствие инвестиций.
Для большинства отраслей стандартом является ежегодная калибровка. Когда вы получите результаты калибровочных испытаний, вы сможете изменить частоту калибровок и/или перейти на более надежные измерительные приборы, если это необходимо. Большинство калибровочных лабораторий предоставляют заказчику распечатанный сертификат калибровки в качестве подтверждения соответствия стандартам качества.
Таким образом, калибровка жизненно важна везде, где важны измерения; это позволяет пользователям и предприятиям быть уверенными в результатах, которые они отслеживают, записывают и впоследствии контролируют.
Что такое калибровка? Смысл калибровки?
Что означает метрологическая калибровка?
Что такое калибровка? Что означает метрологическая калибровка?
Давайте обсудим очень фундаментальный вопрос — что такое калибровка?
Слово «калибровка» может использоваться (и неправильно) в различных контекстах. Здесь речь идет о метрологической калибровке в мире измерительных технологий.
Формально калибровка задокументированное сравнение измерительного устройства, подлежащего калибровке, с прослеживаемым эталонным устройством.
Эталонный стандарт также может называться «калибратором». Логически эталон более точен, чем калибруемое устройство. Эталонное устройство также должно быть прослеживаемо откалибровано, но об этом позже.
Для некоторых величин эталоном не всегда является устройство, но также может быть, например, масса, механическая часть, физический эталон, эталонная жидкость или газ.
Приведенное выше формальное определение взято из BIPM (Международного бюро мер и весов).
https://www.bipm.org/en/about-us/
Юстировка
Когда вы выполняете калибровку и сравниваете два устройства, вы можете обнаружить некоторую разницу между ними. Таким образом, вполне логично, что вы можете захотеть настроить тестируемое устройство для правильного измерения. Этот процесс часто называют настройкой или обрезкой.
Формально калибровка не включает настройку, а является отдельным процессом. В повседневном языке слово «калибровка» иногда также включает в себя возможные регулировка . Но, как уже упоминалось, согласно большинству официальных источников, корректировка — это отдельный процесс.
Международная система единиц (система СИ)
Система СИ – это международная система единиц, определяющая основные единицы измерения, используемые в науке об измерениях. Система СИ определяет 7 основных единиц (метр, килограмм, секунда, ампер, кельвин, моль и кандела) и 22 производные единицы. Основные единицы получены из констант природы.
Система СИ поддерживается BIPM (Международное бюро мер и весов).
Дополнительную информацию о системе SI можно найти на веб-сайте BIPM:
https://www.bipm.org/en/measurement-units/rev-si/
Сертификат калибровки
Определение калибровки включает слово «задокументировано». Это означает, что сравнение калибровки должно быть записано. Этот документ обычно называется сертификатом калибровки .
Сертификат калибровки включает результат сравнения и всю другую соответствующую информацию о калибровке, такую как используемое оборудование, условия окружающей среды, подписавшие лица, дату калибровки, номер сертификата, погрешность калибровки и т. д.
Прослеживаемость
Было упомянуто, что эталонный стандарт, используемый при калибровке, должен быть прослеживаемым . Эта прослеживаемость означает, что эталонный стандарт также должен быть откалиброван с использованием стандарта еще более высокого уровня. Прослеживаемость должна представлять собой непрерывную цепочку калибровок, чтобы калибровка самого высокого уровня выполнялась в национальном калибровочном центре или аналогичном центре.
Так, например, вы можете откалибровать свой измерительный прибор с помощью портативного калибратора процессов. Портативный калибратор процессов, который вы использовали, должен был быть откалиброван с использованием более точного эталонного калибратора. Эталонный калибратор должен быть откалиброван по стандарту еще более высокого уровня или отправлен в аккредитованный или национальный калибровочный центр для калибровки.
Национальные центры калибровки обеспечат надлежащий уровень прослеживаемости в этой стране, используя Международные калибровочные лаборатории или международные сличения.
Если цепочка прослеживаемости разорвана в какой-либо точке, любое измерение ниже этого не может считаться надежным.
Дополнительную информацию о метрологической прослеживаемости можно найти в следующем сообщении блога:
Метрологическая прослеживаемость при калибровке — отслеживаемы ли вы?
Неопределенность калибровки, неопределенность измерения
Когда вы калибруете прибор с помощью устройства более высокого уровня, процесс всегда включает некоторую неопределенность . Неопределенность означает количество «сомнений» в процессе калибровки, поэтому она говорит о том, насколько «хорошим» был процесс калибровки. Неопределенность может быть вызвана различными источниками, такими как тестируемое устройство, эталонный стандарт, метод калибровки или условия окружающей среды.
В худшем случае, если неопределенность процесса калибровки больше, чем точность или уровень допуска калибруемого устройства, калибровка не имеет особого смысла.
Цель состоит в том, чтобы общая неопределенность калибровки была достаточно малой по сравнению с пределом допуска калибруемого устройства. Общая неопределенность калибровки всегда должна быть задокументирована в сертификате калибровки.
Дополнительную информацию о погрешности калибровки можно найти в этом сообщении блога:
Погрешность калибровки для манекенов
TAR и TUR
Коэффициент точности теста (TAR) и Коэффициент неопределенности теста (TUR) иногда используются для обозначения разницы между тестируемым устройством и используемым эталоном. Отношение представляет собой точность (или неопределенность) испытуемого устройства по сравнению с эталонным эталоном.
Мы часто слышим об использовании отношения TAR 4 к 1, что означает, что эталонный эталон в 4 раза более точен, чем тестируемое устройство (DUT). т.е. характеристики точности эталонного эталона должны быть в 4 раза лучше (или меньше), чем у ИУ.
Идея использования определенного TAR/TUR (например, 4 к 1) состоит в том, чтобы убедиться, что эталонный стандарт достаточно хорош для этой цели.
Следует помнить, что, например, TAR учитывает только характеристики точности приборов и не включает все компоненты неопределенности процесса калибровки. В зависимости от типа калибровки иногда эти компоненты неопределенности могут быть больше, чем характеристики точности.
Рекомендуется всегда рассчитывать общую неопределенность калибровки.
Более подробную информацию о погрешности калибровки см. в соответствующем сообщении в блоге:
Погрешность калибровки для манекенов
Предел допуска, Вне допуска, Пройдено/Не пройдено
Чаще всего при калибровке прибора для калибровки заранее устанавливается предел допуска (допустимый предел). Это максимально допустимая ошибка для калибровки. Если ошибка (разница между тестируемым устройством и эталоном) в любой точке калибровки превышает допустимый предел, калибровка будет рассматриваться как «9». 0003 не удалось. ”
В случае неудачной калибровки следует предпринять корректирующие действия, чтобы калибровка прошла . Как правило, вы будете настраивать тестируемое устройство до тех пор, пока оно не станет достаточно точным.
Более подробное обсуждение допуска калибровки можно найти в следующем сообщении блога:
Калибровка вне допуска: что это значит и что делать дальше?
Зачем калибровать?
В этот момент вы можете задаться вопросом, зачем вам что-то калибровать или каковы причины для калибровки?
В условиях промышленного процесса калибровка может потребоваться по разным причинам. Примеры наиболее распространенных причин:
Деньги – перевод денег зависит от результата измерения
Качество выпускаемой продукции
Безопасность – клиентов и сотрудников
Экологические причины
Различные другие причины
Дополнительную информацию о том, «зачем калибровать», можно найти в приведенном ниже сообщении блога и соответствующем техническом документе:
Зачем калибровать?
Как часто следует проводить калибровку?
Еще один распространенный вопрос по теме: как часто следует калибровать приборы?
На этот вопрос нет единственно правильного ответа, так как он зависит от многих факторов. При установке интервала калибровки следует учитывать следующие моменты, но не ограничиваться ими:
Критичность рассматриваемого измерения
Рекомендация производителя
История стабильности прибора
Нормативные требования и системы качества
Последствия и стоимость неудачной калибровки
Другие соображения
Для более подробного обсуждения того, как часто следует калибровать приборы, пожалуйста, прочитайте сообщение в блоге по ссылке:
Как часто нужно калибровать приборы?
«Все основано на измерениях»
На технологическом предприятии система управления управляет предприятием. Система управления получает данные измерений из различных измерений на установке и управляет установкой на основе данных измерений. Таким образом, если данные измерений неверны, управление установкой также будет неправильным. Поэтому будет справедливо сказать, что на технологическом предприятии «все основано на измерениях». И поэтому калибровка всех измерений важна для системы управления, чтобы получить точную информацию, чтобы иметь возможность правильно управлять установкой.
Калибровка «как найдено» и «как осталось»
Вы можете слышать термины « как найдено » и « как слева », используемые при калибровке.
Термин «как найдено» используется для первой калибровки, которую вы делаете, т. е. как вы нашли прибор. Если обнаружены ошибки и вы делаете настройку, то после настройки вы делаете еще одну калибровку, которая называется калибровкой «Как осталось» — так, как вы оставили прибор.
Подводя итоги процесса: Выполните калибровку «Как найдено» – При необходимости отрегулируйте – Выполните калибровку «Как осталось».
Аккредитованные калибровочные лаборатории
Аккредитация калибровочной лаборатории — это признание компетентности лаборатории третьей стороной.
Аккредитация осуществляется в соответствии с едиными во всем мире принципами, и чаще всего аккредитация калибровочных лабораторий основана на международном стандарте ISO/IEC 17025.
Большинство национальных органов по аккредитации являются членами ILAC (Международное сотрудничество по аккредитации лабораторий) и MRA ( Соглашение о взаимном признании).
Соглашение о взаимном признании ILAC (ILAC MRA) подписали более 100 подписавших сторон.
Калибровочная лаборатория Beamex Oy со штаб-квартирой в Финляндии аккредитована с 1993 года.
Калибровочная терминология
Калибровочная терминология содержится в нашем калибровочном глоссарии/словаре:
Калибровочный словарь
Переход на цифровые технологии – безбумажная калибровка
Традиционно калибровка выполнялась с использованием калибровочного эталона и записи результатов вручную на листе бумаги.
В современной электронной и безбумажной системе все можно делать без бумаги. Планирование может осуществляться в системе управления техническим обслуживанием, откуда заказы на работу в электронном виде передаются в систему управления калибровкой. Система управления калибровкой может загружать рабочие задания в электронном виде на портативные документирующие калибраторы. При работе с документирующими калибраторами они автоматически сохраняют результаты в своей памяти. После завершения калибровки результаты можно загрузить из калибратора в программное обеспечение для управления калибровкой. Наконец, калибровочное программное обеспечение отправляет подтверждение в систему управления техническим обслуживанием о том, что работа завершена.
Посмотрите, как безбумажная интегрированная система Beamex работает на практике:
Калибровка технологического инструмента — это сравнение и документирование измерения устройства с прослеживаемым эталонным эталоном. Важно выполнить калибровку, чтобы вы могли быть уверены, что ваши измерения действительны. Достоверность измерения важна по многим причинам, включая безопасность и качество. Для достижения наилучших результатов и надежности убедитесь, что погрешность калибровки достаточно мала. Или используйте калибратор, характеристики точности которого в несколько раз выше, чем у тестируемого устройства. Наконец, установка допусков и частоты калибровки должна определяться несколькими факторами, включая критичность прибора.
Будьте в курсе новых статей!
Мы постоянно публикуем в нашем блоге новые образовательные статьи о калибровке.
Следите за новостями в нашем блоге и подписывайтесь на уведомления:
Посетите блог Beamex
Часто задаваемые вопросы
Что такое калибровка?
Формально калибровка представляет собой документированное сравнение калибруемого измерительного устройства с прослеживаемым эталонным эталоном/устройством.
Эталонный стандарт также может называться «калибратором». По логике эталонный стандарт должен быть более точным, чем калибруемое устройство. Эталонный стандарт также должен быть откалиброван прослеживаемым образом.
Формально калибровка не включает регулировку или подгонку, хотя в обыденном языке часто включается.
Подробнее см. Что такое калибровка
Что такое прослеживаемость при калибровке?
Формально прослеживаемость — это свойство результата измерения, полученное посредством непрерывной цепочки сравнений, каждое из которых имеет установленную погрешность.
На практике прослеживаемость означает, что эталонный стандарт также был откалиброван с использованием стандарта еще более высокого уровня. Прослеживаемость должна представлять собой непрерывную цепочку калибровок, чтобы калибровка самого высокого уровня выполнялась в национальном калибровочном центре или аналогичном центре.
Так, например, вы можете откалибровать свой измерительный прибор с помощью портативного калибратора процессов. Портативный калибратор процессов, который вы использовали, должен быть откалиброван с использованием более точного эталонного калибратора. Эталонный калибратор должен быть откалиброван по стандарту еще более высокого уровня или отправлен в аккредитованный или национальный калибровочный центр для калибровки.
Что такое погрешность калибровки?
Неопределенность калибровки — это свойство результата измерения, определяющее диапазон возможных значений измеряемой величины.
Неопределенность означает количество «сомнений» в процессе калибровки, поэтому она говорит о том, насколько «хорошим» был процесс калибровки. Неопределенность может быть вызвана различными источниками, такими как тестируемое устройство, эталонный стандарт, метод калибровки или условия окружающей среды.
В худшем случае, если неопределенность процесса калибровки больше, чем точность или уровень допуска калибруемого устройства, калибровка не имеет особого смысла.
Подробнее см. Что такое калибровка
Что такое TAR и TUR при калибровке?
В процедуре калибровки коэффициент точности испытаний (TAR) представляет собой отношение допуска точности калибруемого устройства к допуску точности используемого эталона калибровки.
В процедуре калибровки отношение неопределенности теста (TUR) представляет собой отношение допуска точности калибруемого устройства к неопределенности используемого эталона калибровки.
Мы часто слышим об использовании отношения TAR 4 к 1, что означает, что эталонный эталон в 4 раза более точен, чем тестируемое устройство (DUT). т.е. характеристики точности эталонного эталона должны быть в 4 раза лучше (или меньше), чем у ИУ.
Подробнее см. Что такое калибровка
Зачем калибровать?
В промышленных условиях калибровка может потребоваться по разным причинам. Примеры наиболее распространенных причин:
Деньги – перевод денег зависит от результата измерения
Качество выпускаемой продукции
Безопасность – клиентов и сотрудников
Экологические причины
Различные другие причины
Подробнее см. Что такое калибровка
Как часто следует проводить калибровку?
Распространенный вопрос: как часто следует калибровать приборы?
На этот вопрос нет единственно правильного ответа, так как он зависит от многих факторов. При установке интервала калибровки следует учитывать следующие моменты, но не ограничиваться ими:
Критичность рассматриваемого измерения
Рекомендация производителя
История стабильности прибора
Нормативные требования и системы качества
Последствия и стоимость неудачной калибровки
Другие соображения
Подробнее см. Что такое калибровка
Что такое калибровка «как найдено» и «как оставлено»?
Термин «как найдено» используется для первой калибровки, которую вы делаете, т. е. как вы нашли прибор. Если обнаружены ошибки и вы делаете настройку, то после настройки вы делаете еще одну калибровку, которая называется калибровкой «Как осталось» — так, как вы оставили прибор.
Подводя итоги процесса: Выполните калибровку «Как найдено» – При необходимости отрегулируйте – Выполните калибровку «Как осталось».
Что такое сертификат калибровки?
Определение калибровки включает слово «задокументировано». Это означает, что сравнение калибровки должно быть записано. Этот документ обычно называется сертификатом калибровки.
Сертификат калибровки включает результат сравнения и всю другую соответствующую информацию о калибровке, такую как используемое оборудование, условия окружающей среды, подписавшие лица, дату калибровки, номер сертификата, неопределенность калибровки и т. д.
Что такое калибровка Pass and Fail?
Чаще всего при калибровке прибора для калибровки заранее устанавливается предел допуска (допустимый предел). Это максимально допустимая ошибка для калибровки. Если ошибка (разница между тестируемым устройством и эталоном) в любой точке калибровки превышает допустимый предел, калибровка будет считаться «неудачной».
Самодельный фрезерный станок по металлу своими руками
Домашний станок для фрезерования – незаменимое оборудование для обработки металла и других материалов своими руками. Если задаться целью, можно соорудить мини-копию промышленного оборудования, значительно сэкономив на комплектующих, при этом станок можно дополнительно наделить и токарными функциями. Самодельный фрезерный станок по металлу изготавливается достаточно несложно, в процессе изготовления необходимо лишь запастись терпением и иметь под рукой подробные чертежи, свойственные серийному оборудованию.
Содержание
Самодельный фрезерный станок по металлу
Конструкция и принцип работы
Мини-фрезерный станок по металлу своими руками
ЧПУ фрезерный станок по металлу своими руками
Фрезерный станок по металлу своими руками: видео
Самодельный фрезерный станок по металлу
Самодельный фрезерный станок по металлу своими руками
Домашний фрезер является отличным помощником для обработки металлических или деревянных изделий в тех случаях, когда использование ручного инструмента не принесет желаемого результата. Можно в таком случае обратиться в мастерскую, но такие услуги не всегда стоят дешево. Обладая определенными навыками, можно собрать своими руками фрезерный станок по металлу простейшего типа или более сложную модель. Соответственно, у более простого типа станка, собранного на основе обычной дрели, функционал будет скромнее, чем у более сложного, оснащенного большим количеством комплектующих и работающего на основе электродвигателя. Если следовать инструкциям и чертежам, на основе которых собирают промышленные образцы фрезеров, для домашней мастерской можно соорудить станок, способный выполнять сложные технологические операции: вырезать изделия из металла или дерева, обрабатывать поверхности различной конфигурации, изготавливать пазы, фальцы, шлицы и т.п. При сборке станка можно опираться на видео-инструкции, которые можно найти в большом количестве в интернете.
Но перед тем, как вы приступите к сборке самодельного станка, хотели бы предупредить, что, не зная всех тонкостей сборки устройства, в итоге оно может оказаться небезопасным для эксплуатации. Поэтому если возникают сомнения в работе устройства, собранного своими руками, обратите внимание на фрезерно-гравировальные станки с ЧПУ от отечественного производителя MULTICUT, которые имеют гарантию качества и большую производительность.
Конструкция и принцип работы
Фрезерный станок по металлу своими руками чертежи
Основой фрезеровочного станка является станина, которая должна быть жестко закрепленной и достаточно прочной для того чтобы выдерживать необходимую нагрузку.
Вторым важным элементом является ручная дрель или электродвигатель, выполняющие функцию привода для рабочего инструмента, которым служит остро заточенная фреза. Для фиксации заготовок из металла или дерева, а также их размещения для обработки используется фрезеровочный стол, оснащенный специальными креплениями. Все комплектующие должны быть высокого качества, поскольку от этого будет зависеть эффективность работы станка. Мощность фрезера, так же, как и его производительность, зависят от мощности привода и максимального числа его оборотов. Минимальная мощность домашнего станка должна составлять 500 вт, а для работы с более твердыми металлами понадобится двигатель мощностью 1,2-2 квт.
Работа оборудования может осуществляться вручную или автоматически. Второй тип станка оборудован модулем ЧПУ, позволяющим свести к минимуму участие человека при обработке, заточке и прочей работе с металлом.
Мини-фрезерный станок по металлу своими руками
Мини фрезерный станок по металлу своими руками
Мини- фрезер ручной сборки состоит из электропривода из дрели, прикрепленной к станине. Чтобы собрать мини-фрезер, понадобятся следующие материалы:
Металлические уголки № 25
Швеллер
Автомобильный домкрат
Квадратная труба профилем на 20
Штырьки из металла для осей
Плотная фанера
Конус Морзе
Электропривод мощностью 400 вт
Сверлильный патрон
Первым делом необходимо изготовить станину из швеллера, в итоге должна получиться сварная конструкция в виде буквы П. Далее, из металлического уголка, который прикрепляется болтами к колонне, изготавливаются вертикальные направляющие для передвижения фрезерной консоли. Непосредственно вертикальное передвижение консоли фрезера будет осуществляться с помощью автомобильного ромбовидного домкрата по амплитуде в 10см. Направляюще консоли изготавливаются из профильной трубы, к которой прикрепляются штырьки из металла с резьбой. Амплитуда перемещения вбок составляет 13 см, а по горизонтали – примерно 9 см.
Из толстой фанеры изготавливается рабочий стол, который закрепляется к металлическому каркасу винтами. Чтобы добиться максимальной прочности рабочей поверхности, фанеру облицовывают текстолитом. Для этого вырезается заготовка в соответствии с размерами фанеры с припусками 25 мм. На текстолитовую деталь, а также на поверхность фанеры наносится клей, после склеивания процедура повторяется на оборотной стороне.
Из уголка и профильной квадратной трубы нужно сварить тиски, которые устанавливаются на столешницу, прикрепляясь саморезами. К приваренным перемычкам в станине прикрепляется дрель шпинделем книзу. К нему присоединяется конус Морзе со сверлильным или цанговым патроном. С помощью такого мини-агрегата можно обрабатывать или изготавливать изделия из мягких металлов – бронзы, алюминия.
Данная модель фрезера отличается тем, что сама дрель неподвижна, а перемещается только консоль с деталью. Существует второй вариант подобного фрезера, когда изделие находится неподвижно, а дрель перемещается с помощью лифта вдоль станка. Чтобы изготовить лифт, необходимо вырезать из текстолита опорную пластину, установить на столешницу. К пластине прикрепляется пара параллельных стоек, по которым будет передвигаться каретка (с помощью толкающего механизма) с прикрепленным мини-фрезером. Лифт должен быть устойчивым, жестким, чтобы не возникало ни малейшего люфта, который может испортить изделие при обработке.
ЧПУ фрезерный станок по металлу своими руками
Чпу фрезерный станок по металлу своими руками
Станок ЧПУ технологически является более сложным, чем мини-фрезер, инструментом, состоящим из следующих комплектующих:
Шарико-винтовая передача. Она используется для изменения вращательных движений в возвратно-поступательные и наоборот.
Вертикальные, поперечные и продольные направляющие. Они предназначены для приведения в движение портала со шпинделем по вертикали, рабочего стола вправо-влево и передвижения его по станине.
Основание для крепления всей оснастки.
Шпиндель, в котором закрепляется фреза для обработки металлических изделий.
Рабочая поверхность (стол)
Охлаждающая система для фрезы и шпиндельного узла.
ЧПУ-фрезер работает с помощью программного обеспечения, установленного на компьютер. В программе создается будущее изделие, рассчитывается в специальные коды, распознаваемые контроллером. Затем команда поступает к шаговым двигателям, которые перемещают шпиндель или фрезер в соответствии с контурами заготовки. Сам станок собирается по следующим этапам:
Первым этапом сборки чпу фрезера является сборка электропривода и станины, на которой будут располагаться комплектующие и сам станок. Она должна иметь прочную и жесткую конструкцию, располагаться на ровной поверхности. Мощность электропривода станка с чпу должна составлять 1-2 квт. В его роли можно использовать стационарный электромотор или электропривод из любого мощного ручного инструмента с большим количеством оборотов.
Устанавливается фрезеровочная консоль, колонны, все направляющие и шаговые двигатели. На этом этапе необходимо следить за тем, чтобы скольжение по направляющим производилось плавно и гладко. Кроме того, на этом этапе сборки чпу фрезера проверяется надежность крепления всех механизмов и их работоспособность. Название и точное количество необходимых элементов необходимо смотреть в точной инструкции и чертежах.
На заключительном этапе проверяется работоспособность всего станка в целом перед установкой программного обеспечения.
Элементы контроллера подсоединяются друг к другу в соответствии со схемой, подключаются к компьютеру, на котором установлено программное обеспечение и все необходимые драйверы. Когда программное обеспечение будет установлено, необходимо загрузить нужные эскизы деталей. После этого выбирается нужный материал, устанавливаемый на рабочую поверхность, а также тип фрезы для этого материала.
Работа на оборудовании должна производиться только после ознакомления с правилами техники безопасности. Это касается как чпу фрезера, так и мини-агрегата. Во-первых, необходимо использовать средства защиты глаз и открытых частей тела от попадания металлической стружки. Во-вторых, нужно следить за тем, чтобы фрезерный узел не перегревался, иначе он может разлететься на куски, причинив вред здоровью. В-третьих, вся электроника и сеть должны иметь заземление, а электрическая сеть должна быть защищена от возникновения короткого замыкания.
Фрезерный станок по металлу своими руками: видео
Самодельный фрезерный станок по металлу основные этапы
Фрезерный станок по металлу – довольно востребованное среди мастеров оборудование. К сожалению, позволить себе купить даже б/у агрегат может далеко не каждый. Но конструкция этого станка не настолько сложна, чтобы человек, способный работать руками, не был в состоянии собрать агрегат своими силами. Самодельный фрезерный станок по металлу – это более чем реально. И в этом вы убедитесь сами, ознакомившись с нижеприведенным алгоритмом его сборки.
С чего начать? В первую очередь нужно найти основные комплектующие, такие как мощный электрический мотор, рабочий стол и направляющая конструкция.
Мотор
Электрический привод – важная деталь любого мини-фрезерного станка по металлу. Первое, на что стоит обращать особое внимание, – это номинальная мощность силового агрегата. Если вы планируете осуществлять неглубокую выборку, то вам стоит ориентироваться на устройства мощностью 500-1000 Вт. К сожалению, практика показывает, что подобные электродвигатели демонстрируют проблемы с запуском, часто глохнут и, в итоге, не оправдывают инвестированные в них ресурсы.
Де-факто, все сэкономленные на покупке маломощного устройства деньги пойдут на ремонт и обслуживание этого самого агрегата, что ни для одного мастера не выгодно. Поэтому специалисты рекомендуют при создании самодельного фрезерного станка по металлу ориентироваться на силовые электромоторы номинальной мощностью в 11кВт и более. Идеальный выбор – 2-киловаттный привод, который даст возможность использовать все типы фрез и совершать качественное фрезерование любой заготовки.
Какой двигатель лучше выбирать для установки в мини-фрезерный станок по металлу? Это может быть как стационарный аппарат, так и агрегат, используемый в электрических инструментах. Также нужно обращать внимание на такой параметр как максимальная частота оборотов. Чем оно выше, тем чище и точнее будет обработка заготовки.
Подключение силового агрегата – непростая задача. Если мотор рассчитан работу в сети 220В, то задача упрощается. Но если при сборке самодельного фрезерного станка по металлу вы отдали предпочтение 3-фазному асинхронному мотору, то нужно помнить, что он подключается по специальной схеме. Использование звезды-треугольника обеспечит уверенный запуск и максимизирует мощность. Если же трехфазный двигатель подключать напрямую к однофазной сети, то он теряет до половины своей производительности.
Лифт
Простой регулируемый лифт – это конструкция, которая сделает работу за вашим самодельным станком максимально удобной, приятной и продуктивной. Его установка позволит выставлять рез фрезы на нужном уровне, причем без лишних усилий.
Подъемник можно изготовить из крепких толстых фанерных листов. Зафиксировать конструкцию можно непосредственно на столе. При этом ремни и шкивы будут отсутствовать, а фрезы установятся непосредственно на вал мотора. Вот почему стоит выбирать привод с повышенными оборотами.
Конструкция лифта включает каретку, корпус, полозья, фиксирующий винт и резьбовую ось. Двигатель и каретка перемещаются в вертикальной плоскости. Полозья выполняют функцию ограничителей. Специальный винт необходим для фиксации каретки после того, как ее высота отрегулирована мастером. Корпус блока необходим для фиксации всей конструкции. Он располагается под крышкой стола, к которой крепится снизу.
При конструировании станка нужно следить за тем, чтобы каретка с силовым агрегатом не вибрировали в корпусе. В противном случае результаты работы за фрезерным станком вас не удовлетворят из-за неравномерной неэстетичной обработки металла.
Самодельные шестерни для лифта станка – идеальное дополнительное решение, которое моментально отразится на удобстве работы. Дело в том, что расположение поворотного рычага сбоку повышает эргономичность всей конструкции.
Рабочее место
Если у вас нет отдельного рабочего стола, и вы намерены изготавливать его своими руками – помните о важности правильного выбора материала. К примеру, древесина, которая боится влаги, но при этом гасит вибрации, является идеальным выбором для стола. Некоторые элементы (в частности, направляющие для упора можно изготавливать из фанеры, что позволит сэкономить бюджет.
При проектировании рабочего места не забывайте о том, что пространство вокруг крутящейся фрезы должно закрываться, так как в противном случае работа за станком будет небезопасной. В качестве дополнительной опции можно установить прижимной механизм, который будет эффективно фиксировать заготовку.
Опытный мастер всегда заботится о порядке. А поскольку в процессе фрезерования образуется металлическая стружка, нужно заранее позаботиться о том, как вы будете удалять ее с рабочего места. Оптимальный выбор – старый б/у пылесос.
Выводы
Как видно, самостоятельное проектирование и сборка самодельного фрезерного станка – дело нетрудное, особенно если подойти к нему ответственно, ориентируясь на рекомендации специалистов. Пользуясь вышеприведенными советами, теперь вы сможете самостоятельно собрать надежный металлорежущий станок, который будет близок по эксплуатационным характеристикам к заводским аналогам.
Собери свой собственный фрезерный станок
Траян Думбрава
Новый член
#1
Привет всем Я новичок здесь и даже с веб-сайтом, но это другая история Итак, мое намерение построить цельнофрезерный станок и мне нужна информация об используемом чугуне. Я выбрал серый литой сорт 250 или sG500-7 и не я не знаю, какой из них использовать, даже для столбца, любая помощь здесь, спасибо
ddmckee54
Известный член
#2
Вы посещали форумы AlloyAvenue или Home Foundry? Они занимаются кастингом на форумах и любят получать известия от тех, кто занимается кастингом.
Дон
торнитор45
Известный член
#3
Ведите учет своих расходов и, когда ваша машина будет готова, сравните ее с новой китайской импортной машиной с сопоставимыми возможностями. Среди HSM принято тратить 200 долларов на создание инструмента, который можно купить за 50 долларов. Не спрашивайте, откуда я знаю.
Квудхендс
Известный член
#4
Траян Думбрава сказал:
Привет всем Я здесь новичок и даже с веб-сайтом, но это другая история Итак, мое намерение построить цельнофрезерный станок и мне нужна информация об используемом чугуне. Я выбрал серый литой сорт 250 или sG500-7 и не знаю ведьму, которую можно использовать для, даже для столбца, любая помощь здесь, спасибо
Нажмите, чтобы развернуть…
Я думаю, вы совершаете ошибку, строя собственную мельницу. Вероятно, есть много бывших в употреблении мельниц или даже новых, которые обойдутся дешевле, чем попытка сделать их самостоятельно. У меня есть знакомый, который купил новый токарный станок в Саут-Бенде, я полагаю, с большими карманами. Теперь он хочет накопить денег и построить собственную мельницу. Я пытался отговорить его от этого, но, видимо, он знает больше меня. Он купил новый 20-дюймовый Grizzly DP и хочет превратить его в мельницу. Он мог бы купить мельницу на деньги, которые заплатил за DP. Я прекратил попытки помочь ему, его деньгам и времени. Я восхищаюсь вашей склонностью к литью собственных инструментов, но как насчет литья чего-то вроде поворотного стола, блоков двигателя и т. д. Это было бы более эффективным использованием ваших навыков.
Ученик707
Известный член
#5
Я понимаю, что вы хотите построить что-нибудь для себя, но приходит время, когда самостоятельная работа становится рутиной, а не удовольствием. Однажды я переоборудовал небольшой сверлильный станок в фрезерную головку для использования на моем Myford Super 7. Это заняло много времени и толком не добилось того, что я искал, в итоге я нашел фрезерный станок китайского производства на подставке для продажа на eBay за 500 фунтов стерлингов, выгодная сделка и прекрасная машина. Между прочим, я до сих пор использую сверлильный станок как сверлильный станок, но с гораздо большей точностью, так как я заменил систему подшипников и переработал реечную подачу.
Удачи, но хорошенько подумайте о самодельных станках.
Джейкоббол2000
Активный член
#6
У меня есть токарный станок Sears, 6-дюймовый красивый станок. И грузовой токарный станок Harbour из Китая «мусор», мне нужно постоянно работать над ним, чтобы он продолжал работать! Я построил свою собственную горизонтальную мельницу из двух тяжелых швеллеров. Первое, что вам нужно сделать, это убедиться, что он очень квадратный у основания. Это как строить дом, если пол не квадратный, больше ничего не выровняется. Проблема, с которой я сталкивался больше всего, заключалась в том, чтобы вырезать четвертьдюймовый канал по длине шпинделя. Я нашел в местном магазине под названием «Ремни и цепи для обвязки» один дюймовый вал электродвигателя, который хорошо работал в качестве выравнивания и держателей для моих режущих дисков. Крестовину я купил за 50$, а собираю по 11$ за штуку. Шпиндель со свалки по 30 центов за фунт. Это было два фута в длину, поэтому вы можете вычислить вес. На моей большой мельнице я получил от друга насадку для вертикальной мельницы. Который я постараюсь сделать позже. В моем очень маленьком магазине пока нет места для большой мельницы.
три сиксинаров
Новый член
#7
Возможно, было бы немного менее непрактично делать что-то, что было бы трудно купить, либо потому, что оно редкое, дорогое или никогда не существовало раньше — сверлильный станок S_J_H и «Степперхед» Джекари — отличные примеры:
Строительная резьба CNCzone
Шаговая машина
Вот моя более обычная самодельная мельница, я упоминал о ней в другой ветке, посвященной самодельному токарному станку:
Я сжульничал и повторно использовал многие детали, которые у меня уже были.
БИГТРЕВ
Известный член
#8
Я рассматривал возможность фрезерования на моем токарном станке Colchester Chipmaster, но покупка всех деталей (и все равно не годилась бы для этой работы) обошлась бы мне дороже, чем я мог бы купить старый/подходящий фрезерный станок, нуждающийся в реставрации . Я купил универсальный фрезерный станок Pallas HO за 300 фунтов стерлингов. Удачи.
Питер Твиссел
Известный член
#9
Привет, Траян, Если вы строите мельницу только потому, что она вам нужна, то я согласен с другими, что было бы намного быстрее и дешевле купить подержанную машину. Если вы строите мельницу, потому что хотите построить свою собственную машину, то я уверен, что вы получите большую поддержку на этом веб-сайте. Я не построил свою собственную мельницу или токарный станок, но я сделал ряд насадок для обоих и различных других инструментов, включая большой набор гибочных валков для стальных листов и труб. Пожалуйста, опубликуйте фотографии и подробности вашего прогресса.
Джейкоббол2000
Активный член
#10
Вот что я построил. Единственная проблема, с которой я столкнулся, это притупление лезвия по стали, что забавно, учитывая, что это лезвие HHS. Единственное, чего я не знал, так это то, что опорный рычаг должен был быть сплошным стальным стержнем. Регулировка колена представляла собой старый винтовой домкрат, перевернутый и приваренный на месте, также следя за тем, чтобы он был очень прямым с опорой. С ним можно сделать больше; ), но пока работает.
Джркфиеро
Новый член
#11
jacobball2000 сказал:
Вот что я построил. Единственная проблема, с которой я столкнулся, это притупление лезвия по стали, что забавно, учитывая, что это лезвие HHS. Единственное, чего я не знал, так это то, что опорный рычаг должен был быть сплошным стальным стержнем. Регулировка колена представляла собой старый винтовой домкрат, перевернутый и приваренный на месте, также следя за тем, чтобы он был очень прямым с опорой. С ним можно сделать больше; ), но пока работает.
Нажмите, чтобы развернуть…
Глядя на размер ваших шкивов и диаметр вашего фрезы, я бы предположил, что вы затупляете свои фрезы, потому что ваша скорость слишком высока.
Джейкоббол2000
Активный член
#12
Наименьший шкив на двигателе имеет размер 1 дюйм, шкив вала шпинделя имеет размер 3 дюйма, что обеспечивает скорость вращения режущего инструмента всего 583 об/мин. Скорость вращения двигателя составляет 1750 об/мин. Так что для инструмента это должно быть достаточно медленным.
rick9345
Участник
№13
jacobball2000 сказал:
Наименьший шкив на двигателе имеет размер 1 дюйм, а шкив вала шпинделя — 3 дюйма, поэтому скорость вращения режущего инструмента составляет всего 583 об/мин. Скорость вращения двигателя составляет 1750 об/мин. Так что для инструмента это должно быть достаточно медленным.
Нажмите, чтобы развернуть…
Слишком быстро, если фреза 3 дюйма, обороты в минуту должны быть в пределах 50-100 об/мин. Справочник по машинному оборудованию получит лучшую скорость вращения. Просто моя интуиция.
Джейкоббол2000
Активный член
№14
Похоже, мне нужно достать эту книгу. Большое лезвие, которое у меня есть, имеет размер от 6 до 8 дюймов. Лезвие, которое вы видите на картинке, имеет размер 5 дюймов, я затупил его на 6 дюймов. Но я видел здесь режущие лезвия, которые выглядели так, как будто они работали со скоростью выше 1750 об / мин.
Джркфиеро
Новый член
№15
jacobball2000 сказал:
Похоже, мне нужно получить эту книгу. Большое лезвие, которое у меня есть, имеет размер от 6 до 8 дюймов. Лезвие, которое вы видите на картинке, имеет размер 5 дюймов, я затупил его на 6 дюймов. Но я видел здесь режущие лезвия, которые выглядели так, как будто они работали со скоростью выше 1750 об / мин.
Нажмите, чтобы развернуть…
Джркфиеро
Новый член
№16
Хорошей начальной скоростью для низкоуглеродистой стали является скорость 90 фут/мин. Если ваш резак 5 дюймов и ваша скорость 583, то фут/мин = 0,262 x 5 x 583 = 763 фут/мин. Слишком быстро. Этот резак должен вращаться со скоростью около 70 об/мин.
Джейкоббол2000
Активный член
# 17
Некоторые из математических расчетов, которые я делал, это 35 (sfm). Моя скорость должна быть 28 об/мин. Но это зависит от типа обрабатываемого металла. Это много шкив меняется. У меня автотрансформатор. Но я думаю, что мне придется подключить какой-нибудь тахометр. Что касается вертикальной мельницы, они работают на более высоких скоростях, верно. Я читаю книгу о том, как пользоваться фрезерным станком. В них говорится о размере стружки — стружка на зуб — зуб на дюйм. И все это закончилось до 2400 об/мин. заставляет меня думать, что мне нужно построить вертикальную мельницу.
Последнее редактирование:
проснулся
Известный член
# 18
Джейкоб, для сравнения, мой Bridgeport имеет диапазон от 60 до 3000 об/мин. Для фрезы из быстрорежущей стали диаметром 1/2 дюйма в мягкой стали правильная скорость составляет около 500 об/мин. Для фрезы 1/4 дюйма , удвоить до 1000; удвойте снова до 2000 для фрезы 1/8 дюйма. И наоборот, уменьшите вдвое это значение до 250 об / мин для фрезы 1 дюйм.
Для резки инструментальной стали, снижение скорости; для алюминия они увеличиваются. При использовании твердосплавных фрез рекомендуемая/возможная скорость намного выше, но я редко использую твердосплавные фрезы, поэтому у меня их нет на уме.
Насколько я понимаю, число оборотов в минуту полностью зависит от типа (быстрорежущая или твердосплавная) и диаметра фрезы для определенного типа материала. Загрузка стружки — это другой вопрос; это связано с количеством канавок у фрезы и скоростью движения. Или, говоря иначе, чтобы изменить нагрузку на стружку, вы меняете скорость движения, а не число оборотов в минуту. Опять же, насколько я понимаю, я не претендую на экспертность, а просто на некоторый домашний опыт.
часовой механизмшеваль
Известный член
# 19
Как бы то ни было, фрезерная приставка к токарному станку имеет явный недостаток. Ты бьешься об него головой. После того, как я три года ломал голову, я продал его кому-то, кто действительно интересовался многоцелевой машиной. Больше я о нем ничего не слышал.
MrMetric
Известный член
#20
Если вы любите строить машины, дерзайте! Если вы увлечены созданием других вещей и нуждаетесь в оборудовании для этого (другими словами, вы действительно не *хотите* строить оборудование, но *нужны* в этом, чтобы вы могли строить другие вещи), то я присоединяюсь к другим сообщениям. говоря, что есть МНОГО хорошего железа, которое, вероятно, сослужит вам хорошую службу.
Вы удивитесь, узнав, что можно найти на свалках. На самом деле, иногда это может вызвать слезы на глазах. Если бы вы были в США, то, вероятно, прямо сейчас на правительственном веб-сайте был бы красивый токарный станок Hardinge HLVH. Единственная проблема в том, что он находится в Грузии (я думаю) и последние 5 месяцев явно не попадал под дождь. Дело в одном гигантском ржавом ведре. На самом деле лоток полон воды. По иронии судьбы, в данном случае это тоже не типичный аукцион Минобороны, потому что их «стартовая ставка» составляет 1500 долларов, в то время как большинство аукционов начинаются с 5 долларов (насколько я помню). Но не все свалки такие. А иногда вам может повезти только с CraigsList
Однажды я случайно заглянул на CraigsList и увидел хороший, но старый фрезерный станок с ЧПУ. Я связался с парнем и сказал ему заранее, что на самом деле меня интересует только его размер в реальной жизни, но что у меня уже есть мельница. Я не был тем, кто мог бы оправдать избавление от моего другого и покупку его. Ну а через 6 месяцев парень позвонил мне. У него было предложение. Он не знал эту машину (но знал, что она работает, потому что его отец купил ее новой) и хотел места. Если бы я заплатил такелажнику, чтобы он вытащил его, а затем переставил две большие машины, я мог бы получить его бесплатно… с инструментами. Он даже позволил мне оставить машину там почти на 4 месяца, пока мы разобрались с логистикой и у каждого были отпуска. В конце концов, я получил действительно хорошую машину примерно за 400 долларов (а затем потратил еще 1 тысячу на то, что, как мне казалось, нужно было решить… но это был мой выбор).
Такого рода сделки настолько редки, что вы не можете дождаться их, но определенно есть много менее приятных, но все же очень хороших способов купить очень хорошее железо. И если вы готовы скрести пути, то это открывает совершенно новый путь … И не сбрасывайте со счетов стоимость шестерен в резьбовой коробке. Они дорогие. Однако на машине, которую вы покупаете, у вас, скорее всего, уже есть все это… если только вы не планируете использовать электронный ходовой винт и т. д.
Если вы действительно заинтересованы в создании собственной машины, потому что вам нравится Я мог бы добавить, что это очень жизнеспособная любовь… само по себе хобби), а также есть несколько отличных видео/сайтов, которые ведут хронику прогресса людей. Большинство из них являются станками с ЧПУ, но не все. И некоторые схемы действительно хороши. Я люблю машины, и мне часто казалось, что если бы у меня было место, я бы построил мельницу для постельного белья. Но у меня есть только так много часов (и места).
Подводя итог… На самом деле все дело в ваших мотивах. Если вы *хотите* строить, поищите в Интернете еще немного. В противном случае вам, вероятно, лучше поискать в задних углах продавцов подержанной техники. Скорее всего, у них есть небольшая ручная машина, которая простояла там годами. Конечно, они попросят за него 4000 долларов, но вполне могут взять и 500 долларов.
Arduino CNC Mini Mill: обзор
Обработка своими руками > Преобразование мини-фрезерных станков с ЧПУ > Мини-фрезерный станок с ЧПУ на Arduino: обзор
Сложность станка с ЧПУ может быть ошеломляющей, даже мини-фрезерный станок с ЧПУ Arduino. Учитывая механические, электрические, программные и инструментальные аспекты, этого достаточно, чтобы у вас закружилась голова. Было бы намного проще сдаться, даже не начав. С чего начать? Поверь мне, я был рядом с тобой. Только когда я начал разбирать системы, они начали обретать смысл. Для базового освежения ознакомьтесь с моим сообщением «Что такое станок с ЧПУ». Здесь мы остановимся подробнее. Когда я решаю проблему, мне нравится разбивать ее на управляемые части. Таким образом, я могу сосредоточиться только на одном аспекте проекта и не перегружаться более крупной задачей. Я использовал следующую разбивку
Полный список деталей, которые я использовал, см. в Руководстве по преобразованию исходного кода Mini Mill CNC, доступном здесь.
Мини-фрезерный станок с ЧПУ Arduino — Обзор системы
Часть 1 — Электрическая система — grblShield, Arduino, блок питания, ПК и шаговые двигатели Нажмите здесь, чтобы загрузить корпус для 3D-печати для Arduino и grblShield Механический — комплект мини-фрезерных станков и ЧПУ Fusion для преобразования станка в работу с шаговыми двигателями
9
Часть 4 – Полный корпус станка
Бонус – Планы на будущее
Давайте подробнее рассмотрим электрическую систему
Это то, что я бы назвал контроллером ЧПУ и сердцем мини-фрезерного станка с ЧПУ Arduino. Вы можете найти подробное руководство по публикации и краткое руководство по базовой настройке и запуску контроллера ЧПУ DIY здесь.
Контроллер ЧПУ «Сделай сам» — обзор
Я начал с загрузки программного обеспечения GRBL на Arduino с помощью Arduino IDE. Затем я загрузил программное обеспечение универсального отправителя gCode на свой нетбук Asus. Мне пришлось загрузить последнюю версию Java, чтобы приложение Universal gCode Sender заработало.
Затем я подключаю источник питания к grblShield, убедившись, что полярность подключения правильная. Положительный (+) к положительному и отрицательный (-) к отрицательному. На веб-сайте Sythetos есть всевозможные предупреждения о том, чтобы не перепутать полярность. Судя по всему, это разрушает grblShield, и вам нужно отправить его обратно на ремонт.
Я включил блок питания и убедился, что на grblShield загорелся синий индикатор питания. Пока я доволен своим прогрессом, пришло время подключить Arduino к grblShield. Теперь у меня более старый Arduino Uno, и мне нужно было переместить перемычку на grblShield, чтобы получить правильное напряжение логического уровня. Ничего страшного, и вам, возможно, не придется этого делать, если у вас более новый Arduino Uno R3.
С установленными перемычками я установил grblShield на Arduino. Я подключил свой нетбук к Arduino и включил и нетбук, и блок питания. Я запустил универсальное приложение-отправитель gCode и подтвердил подключение к файлу grblShiled.
Наконец, я подключил шаговый двигатель и проверил всю установку. Было довольно круто увидеть, как шаговый двигатель крутится в первый раз. Вы можете посмотреть видео здесь.
Нажмите здесь, чтобы посмотреть видео на YouTube.
После установки основной электрической системы я сосредоточил свое внимание на механической установке, подробно описанной в части 2.
Часть 2. Механическая система Х2. Это был естественный выбор для меня. Этот недорогой фрезерный станок имеет обширную группу пользователей со многими примерами преобразования ЧПУ. Я знал, что переход на шарико-винтовые пары был обязательным, но, учитывая, что комплект CNC Fusion стоит дороже, чем сама мельница, я решил посмотреть, смогу ли я найти подержанный комплект.
Я был счастлив найти джентльмена на CNCZone, который продавал подержанный комплект CNC Fusion для X2.
Я не собираюсь тратить ваше время на установку комплекта CNC Fusion. В интернете полно примеров. Тем не менее, вы можете найти мой пост о проблемах, с которыми я столкнулся при настройке оси Z, и о том, как их избежать. Ознакомьтесь с The Grind: A Z-Axis Problem, чтобы получить несколько советов, как избежать моих ошибок.
Ниже приводится короткое видео, в котором показана полная установка.
Нажмите здесь, чтобы посмотреть видео на YouTube.
Как вы можете видеть на видео, все детали по-прежнему лежали на столе. Это был отличный способ все настроить и запустить, но он не будет работать в качестве долгосрочного решения. Ответ: красивый корпус для электроники, подробно описанный в следующем разделе.
Часть 3. Корпус для электроники
В корпус для электроники необходимо поместить лишь несколько элементов, в том числе основной источник питания, grblShield, Arduino и вентилятор. Я выбрал действительно хороший металлический корпус от BUD Industries, доступный на Amazon. Обратите внимание, что ниже приведена партнерская ссылка, и я получу комиссию, если вы решите приобрести коробку по ссылке. BUD Industries Коробка из листового металла 10″ x 10″ x 4″
Коробка 10″ x 10″ x 4″ идеального размера. Будьте готовы просверлить собственные отверстия для кабелей. Я специально купил версию без выбивных отверстий, чтобы я мог настроить размер отверстия. Вы также можете приобрести ту же коробку с выбивными отверстиями, которые позволяют использовать молоток и отвертку, чтобы пробивать места для прокладки кабелей.
Самой важной деталью корпуса электроники является коробка, в которой находятся grblShield и Arduino. Да, я знаю, что есть коробка внутри коробки, но это очень важно. Это позволяет подключить вентилятор для охлаждения grblShield и Arduino.
Распечатанный на 3D-принтере корпус для Arduino и grblShield
Вентилятор вытягивает воздух из коробки, чтобы охлаждать драйверы шаговых двигателей на grblShield. Входное отверстие для воздуха находится на дальней стороне коробки рядом с USB-соединением. Корпус был напечатан на 3D-принтере в местной мастерской и включает монтажные приспособления на нижней стороне. Обратите внимание, что крышка сконструирована таким образом, что вентилятор остается прикрепленным к корпусу, обеспечивая легкий доступ к точкам подключения шаговых двигателей. Вентилятор подключается напрямую к источнику питания 24 В и включается с помощью grblShield. CAD-модель корпуса доступна для загрузки по ссылке.
Корпус электроники для переоборудования моего мини-фрезерного станка с ЧПУ Harbour Freight Arduino
Часть 4. Полный корпус станка
Я действительно не планировал делать полный корпус. Однако появилась возможность показать мельницу на местной ярмарке производителей.
Описание Видео обзоры (3) Характеристики (42) Сравнить цены (3) Яндекс.Маркет Отзывы (1)
Отзывы (1)
Сравнить цены (3)
Цена от 304 р. до 304 р. в 3 магазинах
Магазин
Цена
Наличие
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время Кэшбэк в 21vek BY до 3.5%
✔ 08.01.2023
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
GFX 300 — новинка в линейке лазерных нивелиров CONDTROL с тремя яркими зелеными линиями для помощи в разметке помещений при ремонте и монтаже мебели. Широкий функционал Благодаря пересечению двух вертикальных линий с углом 90 градусов и генерируемой горизонтальной линии лазерный уровень-нивелир GFX 300 можно использовать при максимально широком диапазоне работ: отделке стен, монтаже перегородок, металлических конструкций, установки мебели, заливки полов, декорирования помещений, укладке напольных покрытий и керамики.
Новый тренд рынка лазерных инструментов — зеленый цвет лазера. Спектральная чувствительность человеческого зрения воспринимает зеленый цвет в 4 раза ярче красного при одинаковой мощности излучателя. Поэтому на больших расстояниях линия видна лучше, что увеличивает диапазон работы лазерного нивелира.
В помощь профессионалам При блокировке маятника в зеленом лазерном нивелире GFX 300 доступна функция построения наклонных линий. Ее оценят специалисты при укладке напольных покрытий, монтаже лестниц, кровли, а также при декорировании помещений. Удобный инструмент GFX 300 совмещает в себе простоту и широкий функционал. С ним можно выполнять большинство строительных и ремонтных работ: укладку кафеля, установку карнизов, монтаж мебели, подвесных полок, оклейку стен обоями и т. д. Если вы планируете заняться домашним ремонтом, стоит купить лазерный нивелир. Установка прибора на штатив во время проведения замеров — лучший вариант использования лазерного нивелира.
Как упростить, ускорить и улучшить ремонт квартиры с помощью лазерного уровня? Показываю на практике
НЕ Покупай Лазерный Уровень пока не Посмотришь Это! Condtrol neo x1 360
Обзор CONDTROL NEO G200
Обзор лазерного уровня нивелира CONDTROL Omniliner 3D G (1-2-153) 360
Характеристики (42)
Параметр
Значение
Самонивелирование
есть
Цвет луча
зеленый
Класс пылевлагозащиты
IP54
Вес нетто
0. 3 кг
Выравнивание
автоматическое
Дальность
20 м
Длина волны
520 нм
Источники питания
аккумулятор
Класс защиты
IP54
Класс лазера
2
Количество лучей
3
Резьба под штатив
1/4»
Питание от аккумулятора
да
Погрешность нивелирования
0.3 мм/м
Тип компенсатора
маятниковый
Звук
да
Световая индикация
есть
Дисплей
нет
Гарантия
24 мес.
Профессиональный
нет
Отключение выравнивания
да
Цвет лазера
зеленый
Тип лазерного уровня
линейный
Штатив в комплекте
нет
Внесен в госреестр
нет
Размеры (мм)
97х50х85
Минимальная рабочая температура
-10 °C
360 градусов
нет
Дальность измерения с приемником
40 м
Лазерный отвес
нет
Поверка
нет
Количество вертикальных проекций
2 шт
Построение наклонных линий
да
Емкость аккумулятора (Ач)
3
Для укладки плитки/пола
есть
Упакован в
коробке
Коды товара производителя
1-2-220
Угол самовыравнивания (+/-)
5 °
Вес брутто
0. 625 кг
Высота коробки
14 см
Длина коробки
16.5 см
Ширина коробки
10 см
Полезные онлайн-сервисы
Компания
Предложение
Авиасейлс
Инновационный нанопоиск авиабилетов найдет для вас не только самый лучший вариант на конкретные даты, но и предложит другие даты, когда стоимость перелета может быть ещё ниже. Выбирайте самые «дешёвые даты» в специальном разделе сайта Цены на авиабилеты
Яндекс.Путешествия
Выбирайте из более чем 3 000 000 гостиниц, санаториев, турбаз, хостелов и апарт-отелей. Собираем в одном месте все доступные варианты номеров, которые предлагают агрегаторы и владельцы отелей. Сравните цены и условия и выберите, где бронировать выгоднее.
Нивелиры и лазерные уровни Condtrol в Красноярске
Интернет-магазин бытовой техники
Ваш регион: Красноярск
Пункт выдачи: Интернет магазин «Всем-Даром» ул. Березина, д. 7 , 1-й этаж
Мой заказ
товары не выбраны
Войти /
Регистрация /
Написать нам
391 286-66-52
8-800-550-57-13
Звонок по России бесплатный
Красноярск
391 286-66-52
Каталог магазина
Акции и скидки магазина !!!
Сортировать по:
Популярности
Цене
Наименованию
Показывать по:
20
40
80
Лазерный уровень Condtrol QB Green (1-2-304)
4 000 руб
в наличии
Лазерный уровень Condtrol XLiner Pento 360G (1-2-158)
17 600 руб
в наличии
Оптический нивелир Condtrol Spektra 38 (2-3-050)
19 700 руб
в наличии
Лазерный уровень самовыравнивающийся Condtrol XLiner Pento 360 (1-2-303)
15 500 руб
в наличии
Лазерный уровень самовыравнивающийся Condtrol Omniliner G3D (1-2-153) (2020)
22 800 руб
в наличии
Лазерный уровень самовыравнивающийся Condtrol Neo X1-360 Set (1-2-138) со штативом
8 900 руб
в наличии
Лазерный уровень самовыравнивающийся Condtrol Neo G1-360 (1-2-156)
8 700 руб
в наличии
Лазерный уровень самовыравнивающийся Condtrol GFX360
12 400 руб
в наличии
Лазерный уровень самовыравнивающийся Condtrol GFX300
7 200 руб
в наличии
Лазерный уровень Condtrol Neo X1-360 (1-2-127)
7 600 руб
в наличии
Лазерный нивелир Condtrol NEO X2-360 (1-2-128)
9 300 руб
в наличии
Лазерный нивелир Condtrol XLiner 360G (1-2-134)
12 400 руб
в наличии
Лазерный нивелир Condtrol Omniliner 3D (1-2-129)
20 700 руб
в наличии
Лазерный уровень Condtrol Infiniter CL360-3 (1-2-125)
10 900 руб
в наличии
Лазерный уровень Condtrol QB Promo
2 800 руб
в наличии
Лазерный уровень Condtrol Neo G220 Set
8 300 руб
в наличии
Лазерный уровень Condtrol Infiniter CL5 Pro (1-2-130)
Любое несоответствие информации о товаре на сайте интернет-магазина с фактом — лишь досадное недоразумение, звоните — уточняйте у специалистов нашего
интернет-магазина. Дополнительно, сверяйте информацию о товаре с информацией на официальном сайте производителя. Вся информация на сайте интернет-магазина носит
справочный характер и не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации.
Встречайте новинки – лазерные нивелиры GFX
Посмотреть еще
Посмотреть еще
Посмотреть еще
Посмотреть еще
Дом
Новости и акции
Встречайте новинки — лазерные нивелиры GFX
Новые лазерные нивелиры работают дольше; они более точны и надежны. Лазерные нивелиры GFX отличаются от аналогов количеством лазеров и расширенными возможностями.
Для домашних мастеров и профессионалов
Большинство лазерных нивелиров, продающихся в магазинах, как раз имеют стандартный тип крепления на штативе. Иногда не удобно пользоваться. Для некоторых применений требуется настенное крепление с отверстием для фиксации на винте. Его необходимо приобретать отдельно.
Конечно, удобнее использовать лазерный уровень вместо традиционных пузырьковых уровней. Но пользователю приходится покупать дополнительный аксессуар, чтобы обеспечить правильную работу лазерного уровня. При разработке нового семейства лазерных нивелиров все эти аспекты были учтены.
Встроенные аксессуары сэкономят время и деньги. Лазерные нивелиры серии GFX оснащены четырьмя типами крепления: штативная резьба, отверстие для крепления на винте, сильные магниты и кабельная стяжка. Последний удобен для закрепления лазерного уровня на трубе или деревянном бруске.
Не может быть выше уровня
Часто при ремонтных или строительных работах необходимо проектировать угол 90°. Лазерные нивелиры GFX проецируют точно квадратные углы на пересечении двух вертикалей с одной горизонтальной линией. Эта функция незаменима при выполнении большинства ремонтных, строительных и дизайнерских работ: укладка плитки, установка металлопрофиля, заливка пола, расстановка мебели и многое другое.
Долговечность и качество
Лазерные нивелиры GFX, поставляемые с перезаряжаемой литий-ионной батареей и адаптером для щелочных батарей, не подведут в сложных условиях работы. Прорезиненный корпус защитит лазерный нивелир от поломки в случае его падения. В отличие от мембраны, силиконовая клавиатура не трескается на морозе, не отслаивается и не изнашивается со временем. Кнопки выполнены из износостойкого материала, который защищает лазерный нивелир от попадания внутрь пыли и влаги.
Еще одним преимуществом лазерных уровней являются компактные размеры и вес. Его легко и удобно держать в одной руке. Глядя на такое маленькое устройство, сложно представить, что внутри находится сложная высокотехнологичная «начинка».
Семейство лазерных нивелиров GFX — это выдающийся прорыв в индустрии лазерных инструментов.
Каждая из представленных новинок станет надежным и удобным инструментом как для профессионалов, так и для домашних мастеров.
Характеристики лазерных нивелиров относительно лазерных линий:
Факторы, которые следует учитывать при выборе лазерного уровня
Типы лазерного уровня
Марки лазерного уровня
Принадлежности для лазерного уровня
Что такое лазерный уровень?
Применение лазерного уровня
Лазерные уровни
: купить или взять напрокат?
Ознакомьтесь с нашим ассортиментом лазерных уровней >>
1) Факторы, которые следует учитывать при выборе подходящего лазерного уровня
Существует множество различных лазерных уровней, доступных для использования, поэтому при выборе подходящего лазера необходимо учитывать множество факторов. уровень для вас. Итак, какой лазерный уровень подходит именно вам? Вот на что следует обратить внимание:
Точность — Лазерные уровни более точны, чем другие инструменты, такие как спиртовые уровни.
Manual vs Auto . Автоматические лазеры, также известные как самонивелирующиеся лазеры, по существу делают большую часть работы за вас. Как только он запустится, он в конечном итоге даст вам истинную линию уровня. Он также остановится, если его потревожить, что означает, что вы не получите никаких неточностей. Ручные лазеры не менее точны, чем автоматические лазеры, если они правильно настроены. Однако, в отличие от автоматических лазеров, если их потревожить, они продолжат работать, поэтому они лучше подходят для небольших проектов.
Green Beam vs Red Beam — Лазеры с зеленым лучом легче увидеть, потому что они кажутся намного ярче. Они используются только для крупномасштабных проектов внутри помещений, где необходимо видеть линию вместо использования детектора лазерного уровня.
Использование в помещении или на улице — Вы используете свой уровень для внутренних или наружных работ? Существуют различные типы лазерных уровней, которые лучше подходят для использования по назначению.
2) Типы лазерного уровня
Доступны различные лазерные уровни, все с различными характеристиками, подходящими для конкретных нужд. Если вам нужен лазерный уровень для внутренних работ, возможно, вам придется использовать линейный лазер или точечный лазер, которые лучше приспособлены для такого типа использования.
Возможно, вам понадобится лазер для наружного применения, в этом случае следует рассмотреть ротационный лазер. Другие типы имеют более конкретное применение, например, трубчатые лазеры. Они используются для труб и сантехники, тогда как тупые лазеры лучше подходят для съемки.
Одним из наиболее часто используемых лазерных уровней является ротационный лазер. Это связано с тем, что это более совершенный и универсальный лазер, который можно использовать для различных работ, начиная от наружных и внутренних работ.
Типы лазерных уровней включают:
Ротационные лазеры
Ротационный лазер посылает вращающийся на 360 градусов лазерный луч, создавая высокоточную «меловую линию» или линию нивелирования, по которой можно работать.
Это очень полезно для широкого спектра работ, включая укладку плитки, выравнивание стен и сантехнику, выравнивание полов, выравнивание кухонных гарнитуров, любые базовые геодезические работы, планировку участка, расчет оценок и многое другое.
После приобретения вам потребуется настроить ротационный лазер с помощью руководства. Наиболее выгодным способом установки уровня будет использование штатива, поэтому очень важно приобрести комплект или приобрести его отдельно.
Далее вам нужно будет включить устройство и начать прокачку. Лучше всего приобрести самонивелирующийся лазер, так как вам не нужно будет калибровать измерения, что позволит вам получить гораздо более точные измерения. Как только это будет завершено, вы можете начать измерение, направив лазер туда, где вам нужно.
Рекомендуемые ротационные лазеры: GPR R95, лазер с красным лучом, и GPR-G95, лазерный нивелир с зеленым лучом. Оба являются чрезвычайно быстрыми автоматическими лазерными уровнями.
Самым продаваемым ротационным лазером, на который следует обратить внимание, является TopCon RL H5A. Считается лучшим на рынке благодаря превосходным характеристикам, включая до 100 часов автономной работы, функцию электронного горизонтального самовыравнивания и многое другое. Это дорогое вложение, но оно почти наверняка сэкономит вам деньги в долгосрочной перспективе.
Посмотреть наши ротационные лазерные нивелиры »
Лучший ротационный лазерный нивелир
Победитель: комплект ротационного лазерного уровня GPR R95
Великолепный лазерный уровень по очень разумной цене.
Посмотреть лазерный нивелир GPR R95 »
Нивелирные лазеры
Нивелирные лазеры — это точные и надежные ротационные лазеры, которые можно использовать в приложениях, требующих точного нивелирования. Доступны одно- и двухуровневые лазеры, поэтому их можно использовать везде, где это необходимо.
Эти инструменты выполняют широкий спектр задач, включая планировку строительной площадки, сбор данных о высоте и угле, выравнивание бетонных форм или полную подготовку площадки и земляные работы.
Лазеры Leica Rugby Grade являются автоматическими и самовыравнивающимися для работ любого размера, больших или малых, предлагая дополнительные функции, такие как выравнивание осей и дистанционное управление на большом расстоянии.
Если покупка напрямую невозможна, мы также предлагаем услуги по аренде.
Посмотреть наши лазеры класса »
Лазерный уровень лучшего класса
Победитель: Leica Rugby CLH
Leica Rugby CLH (горизонтальный) простота позволяет без усилий использовать возможности лазерной системы.
Варианты обновления позволяют добиться максимальной производительности во всех приложениях нивелирования.
Опция обновления позволяет вам выбрать возможности класса, что делает этот первый лазерный уровень с возможностью модернизации.
Посмотреть Leica Rugby CLH »
Лазеры для труб
Подсказка кроется в названии, трубные лазеры (также известные как строительные лазеры) используются для работы в трубах. Это может быть над землей, в люках или в самих трубах.
Рекомендуемый лазер для труб — Leica Piper 100. Мощный и компактный лазер Leica Piper — единственный лазер для труб, который помещается в трубу диаметром 100 мм (четыре дюйма). Он имеет прочный литой алюминиевый корпус и оснащен функциями, повышающими производительность и сводящими к минимуму время простоя на стройплощадке.
Посмотреть наши трубные лазеры »
Лучший трубный лазерный нивелир
Победитель: Leica Piper 100
Мощный и компактный, Leica Piper — единственный трубный лазер, который помещается в трубу диаметром 100 мм (четыре дюйма).
Просмотреть Leica Piper 100 »
Линейные лазеры
Линейные лазеры позволяют пользователю установить горизонтальную или вертикальную плоскость, проецируя луч или линию света, обычно около 180 градусов по горизонтали и вертикали. Однако есть линейные лазерные уровни, которые могут проецировать луч на 360 градусов.
Это устройство особенно полезно для всего, что требует горизонтального или вертикального выравнивания.
Чтобы использовать линейный лазер, вам необходимо установить его на самой плоской/ровной поверхности. Лучше всего для этого использовать штативы. Затем вы можете убедиться, что лазер выровнен вручную или автоматически, в зависимости от того, есть ли у вас самовыравнивающийся лазер или нет. Затем можно начинать процесс измерения и маркировки, и как только у вас будет линия уровня, вы можете использовать ее для справки.
Посмотреть наши линейные и точечные лазеры. условия освещения..
Посмотреть Leica Lino L2 »
Точечные лазеры
Точечный лазер очень похож на линейный лазер, но вместо проецирования линии он создает точку.
Обычно эти лазеры проецируют точку или несколько точек, которые появляются после выравнивания лазера.
При отображении нескольких точек они видны точно под прямым углом друг к другу.
Посмотреть наши линейные и точечные лазеры »
Лучший точечный лазерный нивелир
Победитель: Leica Lino P5
Точечный лазер Leica Lino P5 очень прост в использовании. По нажатию кнопки он точно проецирует пять контрольных точек точно под прямым углом друг к другу.
Посмотреть Leica Lino L5 »
3) Марки лазерных уровней
Лазерные уровни Leica
Leica Geosystems является лидером рынка в производстве геодезического оборудования высокого стандарта. Имея почти 200-летний опыт в области сбора, анализа и отображения пространственной информации, Leica Geosystems выпустила наиболее полный ассортимент продукции; независимо от ваших потребностей.
Лазерные нивелиры являются ключевым компонентом линейки геодезического оборудования Leica Geosystems.
Выравнивание, выравнивание и выравнивание — это задачи, которые можно выполнять с невиданной ранее скоростью, сохраняя при этом 100% точность; в любых погодных условиях.
Некоторые самые продаваемые уровни Lecia, на которые следует обратить внимание, включают:
Лазерный уровень Leica Rugby 600 специально разработан для обеспечения простоты. Это быстро, жестко и очень точно. С этим диапазоном можно выполнять огромное количество геодезических задач, и доказано, что они сокращают количество ошибок и время простоя объекта.
Лазерный нивелир Leica Rugby 800 — самый прочный лазерный нивелир на объекте. Мы рекомендуем вам просмотреть видео «Leica Rugby — самый прочный лазерный уровень на объекте». В нем хорошо показано, какой вид обработки может выдержать линейка 800, сохраняя при этом 100% точность.
Серия Leica Lino – это линейка линейных и точечных лазеров по доступной цене, которые невероятно полезны для внутреннего использования. Экономьте время и деньги, устраняя ошибки!
Лазерные нивелиры TopCon
Еще одним известным поставщиком на рынке является компания TopCon. Они поставляют и предоставляют зрелые, многофункциональные и универсальные инструменты, которые просты в использовании.
Их лазеры отличаются высокой точностью и предназначены для обеспечения наилучших и наиболее точных результатов.
Лучшим лазерным нивелиром, который стоит рассмотреть из числа лучших, является Topcon RL H5A, который объединяет три функции лазера в одну и подходит для типов использования в различных условиях.
4) Какие аксессуары для лазерного уровня мне понадобятся?
Штатив — полезные инструменты в мире лазерных уровней. Это может помочь обеспечить ровный пол, делая результаты более точными.
Детектор лазерных линий — эти инструменты работают вместе с лазерными уровнями и могут подавать акустические или оптические сигналы, облегчающие поиск лазерных линий.
Батарейки – Мощные перезаряжаемые батареи полезны, особенно если на объекте будут работать лазерные нивелиры. Некоторые батареи обеспечивают до 2 дней непрерывной работы.
Зарядные устройства — Аккумуляторы лазерного уровня перезаряжаемы, поэтому очень важно иметь при себе зарядные устройства, чтобы убедиться, что вы можете использовать его на месте.
Пульты дистанционного управления — этот продукт позволит вам дистанционно регулировать такие параметры, как скорость вращения, автоматическое выравнивание, ручное выравнивание и т. д.
Выравнивающая рейка — от E-типа, со штрих-кодом, стандартной инварной до промышленной инвара. Существует множество выравнивающих рейок, которые помогут вам в выравнивании. Наша рейка NEDO из стекловолокна отличается особой прочностью и долговечностью и идеально подходит для выравнивания рядом с линиями электропередач и железными дорогами.
5) Что такое лазерный уровень?
Лазерный уровень — контрольный инструмент, используемый в геодезии и строительстве. Лазерный проектор можно закрепить на штативе, который затем выровнять в соответствии с точностью устройства. Устройство будет проецировать фиксированный зеленый или красный луч вдоль горизонтальной или вертикальной оси. Существует множество различных типов лазерных уровней, которые следует учитывать при принятии решения о покупке или аренде. Наиболее распространенными уровнями являются линейные и точечные лазеры, нивелирные лазеры и трубчатые лазеры.
Лазерные нивелиры можно использовать по нескольким причинам, и их следует рассматривать как крайне необходимый инструмент для домашнего использования, а также в различных отраслях промышленности. Использование варьируется от внутренних и наружных приложений.
Узнать больше »
6) Лазерные нивелиры
Лазерные нивелиры могут применяться внутри помещений:
Выравнивание полов
Легко проверить высоту дверей и окон
Выравнивание полок, шкафов, отделки и т. д.
Измерение расстояний между объектами
Некоторые лазерные нивелиры для наружного применения включают:
Базовая съемка
Схема сайта
Проверить высоту земли
Сантехника
Лазерные уровни были разработаны для ускорения процесса настройки на рабочем месте. Использование этого устройства быстро, легко и надежно.
Как работает 5 осевой фрезерный станок с чпу. Устройство станка с чпу 5 осей.
Содержание:
Что такое 5-осевая обработка на станке с ЧПУ?
Оси чпу станка в 5 координатной системе?
А что же насчет двух других осей?
Конфигурации 5 осевых станков
Сколько же осей обработки вам нужно?
Так сколько осей вам нужно?
Зачем использовать 5-осевую обработку?
5 осей против 3 + 2 оси станка
Сравним технологию 5-осевой обработки и 3D-печати
Как получить максимальную эффективность при 5 осевой обработки
Важность 5-осевого управления и программного обеспечения
Предотвращение аварий в 5-осевой обработке
Проверка инструмента на 5-осевом станке
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз»?
Техника обработки при 5-осевом фрезеровании
Всем привет, Друзья! С Вами 3DTool!
Каталог фрезерных станков с чпу
Каталог лазерных станков с чпу
Каталог лазерных маркеров
Это может прозвучать странно, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое программное управление (ЧПУ) и подходящие станки, у нас были бы тысячи статуй Давида, вырезанные из множества различных материалов.
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете лопасти турбиона из титана, основной принцип один и тот же: начинаете с цельного куска материала и удаляете ненужные части, пока не останется целевой объект. Конечно, этапы этого процесса намного сложнее, особенно для 5-осевой обработки на ЧПУ.
Что такое 5-осевая обработка на станке с ЧПУ?
Говоря простыми словами, 5-осевая обработка — это использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно. Такая обработка позволяет изготавливать очень сложные детали, и именно поэтому она особенно популярна, например, в аэрокосмической отрасли или машиностроении.
Однако, несколько факторов способствовали широкому применению 5-осевой обработке больше всего. Среди них:
Максимальная приближенность к принципу – одна обработка за одну установку (иногда называемой «сделано за один раз»), что сокращает время выполнения и повышает эффективность.
Удобство доступа к сложным частям геометрии изделия и возможность избежать столкновения с держателем инструмента благодаря возможности наклонять режущий инструмент или стол.
Оптимизация и улучшение срока службы инструмента станка и времени цикла обработки. Это достигается путем наклона инструмента / стола, в результате чего поддерживается оптимальное положение и траектория резки .
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Оси чпу станка в 5 координатной системе?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.
Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как по его комнате летает муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Это декартова система координат, и она используется уже больше трех столетий после смерти ученого. Таким образом, координаты X, Y и Z — это три из пяти осей в 5-осевой обработке.
А что же насчет двух других осей?
Представьте себе поближе муху Декарта в полете. Вместо того, чтобы описывать только её положение как точку в трехмерном пространстве, мы можем описать её ориентацию. Представьте себе, что муха крутиться во время движения так же, как крутится самолет во время крена. Данное вращение описывается четвертой осью A: поворотная ось (вращение вокруг оси X)
Продолжая сравнение с самолётом, тангаж (наклон) мухи описывается пятой осью, B: ось вращения вокруг Y.
Проницательные читатели, без сомнения, сделают вывод о существовании шестой оси C, которая вращается вокруг оси Z. Это рыскание (поворот) мухи в нашем примере.
Если вам сложно представить шесть осей, описанных выше, вот схема:
Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, конфигурации с 5- осью являются более распространенными, поскольку добавление шестой оси обычно дает не очень много дополнительных преимуществ.
Последнее замечание о соглашениях по маркировке осей: в вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Смотрите схему ниже:
Конфигурации 5 осевых станков
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина c цапфой с вращающимся столом работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с инструментом на шарнире работает с осью B (вращается вокруг оси Y) и оси C (вращается вокруг оси Z).
Внутренний вид цапфы 5-осевого вертикального обрабатывающего центра.
Вращение осей в станках с цапфой обеспечивается посредством движения стола, тогда как в станках шарнирного вращения, дополнительные оси обеспечиваются поворотом шпинделя. Оба вида станков имеют свои уникальные преимущества. Например, станки с цапфой вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
Видео о преимуществах станков с шарнирной головой:
Сколько же осей обработки вам нужно ?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей. Несмотря на то, что множество дополнительных осей могут показаться сложным, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы имеете дело со станками, которые имеют, скажем, более одного вращающегося шпинделя, у вас уже есть больше осей», — объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.
«Например, у нас есть станки со вторыми шпинделями и нижними револьверными головками. На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
«Детали, которые вы делаете, по-прежнему 5-осевые», — добавляет Уэйд Андерсон, специалист по продажам продукции в Okuma America.
«Такой компонент, как аэрокосмический клапан, может быть сделан на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту деталь на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам второй X и Z. Все эти модификации дают большее количество осей, но сама деталь имеет всю ту же пяти-осевую геометрию» — пояснил Андерсон.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного случая. Финн привел следующий пример:
«Лопатка турбины — это поверхность свободной формы и может она быть довольно сложной. Наиболее эффективный способ выполнить обработку лопасти, подобной этой, — использовать 5-осевую обработку инструментом по спирали вокруг аэродинамического профиля лезвия. Конечно, можно использовать и 3х-осевую обработку, если вы выставите лопасть на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».
5-осевой вертикальный обрабатывающий центр.
Однако важно помнить, что количество нужных вам осей зависит не только от детали. «Выбор конфигурации в основном диктуется самой деталью, но нужно не забывать и того, что хочет заказчик», — сказал Андерсон.
Заказчик может принести деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать: «Это идеальная деталь для 5-осевого обрабатывающего станка », но они могут планировать в будущем делать детали, которые будут работать лучше на одном из MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может предоставить заказчику возможность выполнять множество видов других работ, что является частью их долгосрочного плана».
«Еще одна вещь, которую следует учитывать, — это размер рабочей зоны», — добавил Финн.
«Какой максимальный размер детали вы можете вставить в станок и при этом выполнять смену инструмента и смену деталей? В этом заключается понимание возможностей машины и того, что она сможет и не сможет сделать».
Зачем использовать 5-осевую обработку?
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой — это то же самое, что попытаться выбрать между гамбургером из Макдональдса или стейком BBQ на косточке; если цена — ваша единственная забота, тогда, очевидно, вы выбираете первый вариант.
Однако дилемма становится намного более сложной при сравнении 5-осевой и 3 + 2-осевой.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
5 осей против 3 + 2 оси станка
Важно различать 5-осевую обработку и 3 + 2-осевую обработку.
Первая — также называемая непрерывной или одновременной 5-осевой обработкой — включает в себя постоянную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оставался оптимально перпендикулярным к детали.
Полная 5-осевая демонстрационная часть из алюминия. Время цикла: 13 минут.
Вторая – так же называемая 5-сторонней или позиционной5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Демонстрационная часть с 3 + 2 осями из алюминия. Время цикла: 7 минут.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Однако всегда есть возможность получить одинаковые результаты при использовании непрерывной или индексированной 5-осевой оси.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Сравним технологию 5-осевой обработки и 3D-печати
3D-печать или аддитивное производство — актуальная тема в мире производства сейчас, особенно в сравнении с технологиями выборки, такими как 5-осевая обработка.
Хотя иногда предполагается, что эти два метода конкурируют (поскольку фанаты 3D-печати утверждают, что данная технология скоро разрушит всю обрабатывающую промышленность), правильнее будет думать, что аддитивные и субстрактивные технологии производства дополняют друг друга.
Станок INTEGREX i-400AM от Mazak сочетает в себе аддитивное производство и 5-осевую обработку.
«Я не думаю, что аддитивное производство полностью захватит рынок, но я думаю, что теперь появилась возможность для разработки деталей, которые не могли быть созданы в прошлом», — сказал Финн.
«Конечно, есть и останутся детали, требующие обработки выборкой. Например, детали с очень жестким допуском на круглость».
«Можно напечатать почти полностью готовый элемент, но для достижения необходимого допуска этот элемент все же может потребоваться обработать на станке», — добавил Финн.
Означают ли это, что будущее производство будет представлять собой гибрид 3D — принтер / 5-осевой ЧПУ станок?
Андерсон не уверен в этом: «Реальное применение 3D-печати вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, в том, чтобы, например, 3D-принтер с технологией SLS сделал то, что он делает лучше всего, и фрезерный станок сделал то, что делает лучше всего, работая над общим результатом посредством автоматизации».
Причина существования двух отдельных машин, в данном случае, сводится к управлению порошком и стружкой внутри машины.
«Количество порошка, которое вы пропускаете при лазерном спекании, например, на 13кг детали, может составлять 70–140 кг», — сказал Андерсон.
«Если это входит в машину, где все объединено, то не существует проверенного способа заново использовать весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи 3D-печати с 5- осевой обработкой, чаще всего касаются сотрудничества технологий, нежели конкуренции. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», — заключил Финн.
Каталог 3D принтеров
Как получить максимальную эффективность при 5 осевой обработки.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь станок, но могут не понимать, что он из себя представляет в полном объеме. Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Андерсон соглашается: «Это душераздирающее зрелище для компании, подобной нашей. Когда мы видим компанию, которая идет ва-банк, получает оборудование, устанавливают его. По разным причинам они приобретают многофункциональный станок с 5 или более осями и используют его как 3-осевой станок. Это происходит постоянно».
Схема горизонтального обрабатывающего центра Okuma MU-10000H.
«Во многом это зависит от персонала», — добавил Андерсон. «Требуется обучение и понимание того, как использовать машину. Иногда трудно думать об обработке детали с верхним, нижним, главным шпинделем и вспомогательным шпинделем, и все в процессе, одновременно.»
«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но освоить его сложно», — заключил Андерсон.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие оператора с нужным набором навыков является основным фактором, позволяющим максимизировать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на станке и время отклика очень важны, чтобы избежать короткого замыкания или перерегулирования при обработке», — сказал Финн. «Контроллер в станке должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки».
Mazak’s MAZATROL SmoothX с ЧПУ.
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно», — заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашего станка.
«Если вы, например, занимаетесь аэрокосмическими деталями, вы должны работать с программными пакетами высокого класса», — сказал Андерсон.
«Если вы просто делаете небольшие алюминиевые формы компонентов для литья под давлением в автомобильной компании, или все, что вы делаете, это сверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если, же вы режете детали, которые требуют системы CAM для создания программ резки, вы должны инвестировать в систему CAM, которая дополняет возможности станка», — добавил Финн.
Предотвращение аварий в 5-осевой обработке.
Когда дело доходит до создания 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и подачами и минимизацией риска столкновений. К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа просчитает на каждое движение инструмента вероятность столкновения с чем-либо», — сказал Андерсон.
«При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет».
Система предотвращения столкновений Okuma работает в режиме реального времени.
«Существует программное обеспечение, которое будет выполнять моделирование работы станка», — прокомментировал Финн.
«Так что это важно, особенно когда дело касается дорогих запасных частей. Вам не нужно столкновение, которое может привести к тому, что вы сломаете деталь, либо кто-то получит травму или повредит станок».
«Vericut предлагает программное обеспечение для виртуального 3D-мониторинга, которое будет делать то же самое, только на автономном компьютере», — добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления станка, вы запускаете свою программу обработки деталей через Vericut, и она проверит все траектории и убедится, что станок будет делать то, что, как вы думаете, он должен сделать».
Проверка инструмента на 5-осевом станке.
Высокая производительность является преимуществом 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного или неправильного инструмента. Одним из способов минимизации этих ошибок является выбор системы проверки инструмента, например лазер BLUM, на DMG MORI DMU 50C:
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз» ?
Понятие «сделано за раз» — конечная цель в производстве: вы загружаете кусок материала в станок, запускаете программу и снимаете полностью готовую деталь.
Как и возможность минимизировать время подготовки, задача принципа «сделано за раз» — имеет смысл, даже если в конкретном случае она практически не достижима.
При этом 5-осевая обработка приближает нас к цели «сделано за раз» больше, чем любой другой процесс; даже детали после 3D-печати требуют пост-обработки. В этом контексте основным ограничением 5-осевой обработки являются зажимные приспособления.
«Большая часть движений 5-осевой работы лежит вокруг зажимного механизма», — сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое зажимное приспособление паршивое, я никогда не получу того, что задумывал».
По словам Финна, ключ к преодолению данного слабого места лежит в использовании станков с более чем пятью осями:
«Например, станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Техника обработки при 5-осевом фрезеровании
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.
Овладение искусством 5- осей требует учета множества факторов. На эту тему Андерсон сказал так:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это касается обработки детали. Как правило, проблема, которая их тормозит, заключается не в создании идеи, а в чем-то другом. Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 5-ти координатный фрезерный ЧПУ станок, 3D-принтер, или расходные материалы, задать свои вопросы и узнать статус Вашего заказа, вы можете
Отличия пятиосевого фрезерного станка от станка с конфигурацией 3 + 2
Как получить наибольшую эффективность при 5- осевой обработке
Российские производители 5- осевых станков
Ивановский завод тяжелого станкостроения, ИЗТС г. Иваново
Станкостроительная группа СТАН г. Москва
Проект «Станкостроение». Станки марки F.O.R.T.
Ульяновский станкостроительный завод, ООО (DMG MORI) г. Ульяновск
Ковровский электромеханический завод ФГУП, КЭМЗ г. Ковров
СтанкоМашСтрой, ООО г. Пенза
Московский станкостроительный завод «ДМТГ РУС» г. Москва
Станкостроение ООО СКБ, Башкортостан г. Стерлитамак
Зарубежные производители 5- осевых станков
в конце 1985 года компанией Deckel Maho впервые был представлен круглый наклонно-поворотный стол для пятиосевой обработки на фрезерных станках.
Вращение стола (четвертая ось) и поворотные движения двухопорного механизма (пятая ось) контролировались сервоприводами и «адаптированным управлением» так называлось УЧПУ в то время.
Но системы CAD не были готовы к тому времени полностью использовать все возможности 5-осевой технологии.
Спустя два года в конце 1987 года компания выпустила пятиосевой фрезерный центр MH 700 S, который сразу стал очень популярным. С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца.
Это существенно повысило производительность и рентабельность при производстве пресс-форм и инструмента.
С тех пор развитие в 5- осевой обработке шагнуло вперед и практически все станкостроительные фирмы мира производят такие станки.
Что умеет пятиосевой фрезерный станок
5-и осевой станок умеет все то же, что и обычный фрезерный 3-х осевой + имеет две дополнительные поворотные оси, которые позволяют вести обработку со всех сторон изделия, в том числе и под углом к поверхности.
Две дополнительные оси обеспечиваются, в основном, поворотом стола на 360° и его наклоном (наклонно-поворотный стол) или поворотной фрезерной головкой.
Основное требование к 5-и осевому станку — одновременное управление всеми 5-ю осями, т.е. станок должен иметь 5-и осевое ЧПУ.
Обработка изделий сложной формы: в оборонной и авиакосмической отраслях, а, также, на промышленных предприятиях, где требуется обрабатывать с высокой точностью сложные по форме изделия, применение 5-и осевых обрабатывающих центров дает максимальный эффект. Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;
Увеличение срока службы инструмента: пятиосевая обработка позволяет ориентировать детали ближе к режущему инструменту: оптимальный наклон позволяет использовать более короткий режущий инструмент, который будет меньше вибрировать, что приведет к повышению ресурса инструмента и улучшению поверхности изделия;
Готовое изделие за одну установку: обработка изделия без переустановок существенно сокращает время цикла обработки и повышает эффективность;
Оси пятиосевого фрезерного станка
Оси станков с ЧПУ маркируются согласно ГОСТ 23597-79 (СТ СЭВ 3135-81) Обозначение осей координат и направлений движений.
Ось Z — (за исключением случая, указанного в п.2.5.) определяется по отношению к шпинделю главного движения, то есть шпинделя, вращающего инструмент в станках сверлильно-фрезерно-расточной группы или шпинделя, вращающего заготовку в станках токарной группы.
Пример 1-осевой машины — сверлильный станок. Инструмент в станке движется только по оси Z вверх и вниз.
Ось X — определяет продольное движение инструмента и должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки в станках фрезерно-расточной группы. В станках токарной группы — по радиусу заготовки.
Пример 2-осевой машины — токарный станок. По оси X движется резец перпендикулярно оси вращения шпинделя. По оси Z резец движется параллельно оси вращения шпинделя.
Ось Y — образовывает вместе с осями X и Z правую прямоугольную систему координат. При использовании 3-осевого станка пользователи могут перемещать инструмент вдоль оси X и Y, используя ось Z для перемещения вверх и вниз.
Пример 3-осевой машины — подавляющее число станков фрезерно-расточной группы имеют по три оси, что позволяет обрабатывать концевым инструментам без переустановки только одну сторону изделия.
Оси A, B и C — буквами A, B и C обозначаются вращательные движения вокруг осей соответственно X, Y и Z.
5-и осевые станки дополнительно к трем осям X, Y, Z имеют две дополнительные оси вращения в зависимости от конфигурации станка.
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует:
В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси X обеспечивает поворотные оси A, C. Ось С — вращение стола, ось А — вращение опоры стола.
В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси Y обеспечивает поворотные оси B, C. Ось C — вращение стола, ось B — вращение опоры стола.
В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Двухопорный круглый стол обеспечивает поворотные оси A, B. Ось В — вращение стола, ось А — вращение опоры стола.
В станках с поворотной шпиндельной головкой наклонные подачи шпинделя обеспечивает головка. Такие станки могут использовать любую комбинацию поворотных осей AB, AC или BC
В станках с различными коминациями поворотной шпиндельной головки и поворотного стола также используется любые комбинации поворотных осей AC или BC
Все конфигурации станков имеют свои преимущества. Например, станки с поворотным столом вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины с поворотным шпинделем могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
5-осевой станок на базе вертикального обрабатывающего центра
5-осевой станок на базе горизонтального обрабатывающего центра
5-осевой станок с поворотной шпиндельной головкой
Отличия пятиосевого фрезерного станка от станка с конфигурацией 3 + 2
5-осевая машина осуществляет непрерывную одновременную обработку по всем пяти осям, чтобы фреза оставалась оптимально перпендикулярной к поверхности детали. Система ЧПУ выполняет 5-осевую программу обработки.
Конфигурация станка 3 + 2 также называемая 5-сторонней или позиционной 5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Переориентация инструмента по осям вращения между проходами резания, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Результаты при использовании непрерывной или индексированной 5-осевой оси вполне сопоставимы.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
5-осевой станок компании Haas
2х-опорный наклонно-поворотный стол для 5-осевой обработки
5-осевой станок компании Mazak
Как получить наибольшую эффективность при 5- осевой обработке
Чтобы эффективно использовать возможности 5-осевого станка (который часто используют как 3-осевой станок) необходомо следующее:
Требуется обучение и тренировка персонала, чтобы он в полном объеме представлял все возможности станка
Требуется программное обеспечение, необходимое для создания программы обработки, которое бы использовало все возможности машины. Выбор правильного пакета CAD/CAM необходим для получения максимальной отдачи от станка. Программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки. Чем сложнее обрабатываемая деталь тем выше класс программного обеспечения должен быть.
Когда создается программа обработки с помощью 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и минимизацией риска столкновений. Существует программное обеспечение, которое выполняет моделирование работы станка. При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет.
Существенным ограничением 5-осевой обработки являются зажимные приспособления. Большая часть движений 5-осевой работы лежит вокруг зажимного механизма. Неподходящее зажимное приспособление может помешать обработке даже на самом совершенном станке.
Резюме
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента.
Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра. Требуется учесть множество факторов прежде чем непосредственно начать обработку детали на станке.
CAD CAM системы
CAD (Computer-Aided Design) — программный пакет для автоматизированного проектирования (САПР), предназначенный для создания чертежей, конструкторской и/или технологической документации и/или 3D моделей. Современные системы автоматизированного проектирования (CAD) обычно используются совместно с системами CAM (Computer-aided design).
Первые системы были разработаны в 1970-х годах и умели чертить и создавать модели на плоскости. 40 лет спустя, усовершенствованные приложения могут даже создать полный пакет проектно-конструкторской документации.
CAM (Computer-aided manufacturing) — программный пакет для автоматизированного прописывания алгоритма действий станков с ЧПУ. CAM System помогают разрабатывать технологические этапы, быстро настраивают программы для станков с CNC, моделируют процессы обработки заготовок и многое другое.
CAM-системы выполняют задачи на основе трехмерного образца, который создается в CAD.
Российские производители 5- осевых станков
Ивановский завод тяжелого станкостроения, ИЗТС, г. Иваново
ИЗТС — Ивановский завод тяжелого станкостроения, основан в 1951 году. В 1976 году завод приступил к проектированию первого обрабатывающего центра ИР-500.
В настоящее время ИЗТС производит:
ИС800-ГЛОБУС — Высокоскоростной 5-координатный обрабатывающий центр, который используется для обработки сверхсложных деталей типа лопаток, крыльчаток и других изделий для аэрокосмической и авиационной промышленности, а также для изготовления сложных пресс-форм на промышленных предприятиях, где требуется обрабатывать с высокой точностью изделий сложной формы, где применение 5-и осевых обрабатывающих центров дает максимальный эффект.
Станкостроительная группа СТАН, г. Москва
Станкостроительная группа СТАН, г. Москва
СТАН — Станкостроительная группа, г. Москва — частная компания основана в 2012 году.
Предприятия группы Стан производят 5- осевые обрабатывающие центры:
СТЦ 25 (S250) Вертикальный фрезерный обрабатывающий центр
Проект «Станкостроение».
Станки марки F.O.R.T.
F.O.R.T. — торговая марка станков, производимых в рамках проекта Станкостроение
F.O.R.T. — торговая марка станков, производимых в рамках проекта Станкостроение.
Проект реализуют партнеры проекта «Станкостроение», которые производят 5- осевые обрабатывающие центры:
Серия ТМС — ОЦ с подвижной колонной
Серия ФБ — ОЦ с подвижной траверсой
Серия ФС — ОЦ с поворотной шпиндельной головкой, которые позволяют выполнять обработку с одновременным движением по всем 5-и осям
В20-5 — Наиболее бюджетный вариант 5-ти осевого обрабатывающего центра
МС-5Х — Поворотный стол имеет двухопорное жесткое крепление
МС-5Х600 — Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
МС-5Х1200 — Станок имеет жесткую конструкцию поворотного стола, типа «люлька
MC-5X800 — Станок имеет жесткую конструкцию поворотного стола, типа «люлька»
СМ-5XA — Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
СМ-5XС — Возможность выбора как горизонтального, так и вертикального расположения поворотного стола
МС-1000 — Управление всеми 5 осями происходит одновременно
МС-1600 — Управление всеми 5 осями происходит одновременно
Ульяновский станкостроительный завод, ООО (DMG MORI)
Ульяновский станкостроительный завод, ООО (DMG MORI)
Крупнейший в мире японско-немецкий станкостроительный концерн DMG MORI построил сборочный завод в Ульяновске. Завод был запущен (зарегистрирован) 04.06.2012
V300 — 5 осевой фрезерный центр. Диаметр стола — Ø300 мм
Московский станкостроительный завод «ДМТГ РУС»
DMTG Московский станкостроительный завод «ДМТГ РУС» основан в 2017 году.
На предприятии налажена крупноузловая сборка фрезерных, сверлильных, токарных станков. Они позволяют делать детали для автомобильной, авиационной промышленности, военной промышленности, а также медицинское оборудование. Это новое поколение технологий в станкостроении.
VDWA50 — Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
VDWB50 — Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
СКБ Станкостроение, ООО
ООО СКБ «Станкостроение» было образовано в августе 2012 года. На сегодняшний день ООО СКБ «Станкостроение» — активно развивающаяся компания. Оно основано выходцами из известного своими историческими традициями Стерлитамакского станкостроительного завода имени Ленина. Руководители и специалисты ООО СКБ «Станкостроение» имеют серьезный багаж новых разработок, освоили лучшие компетенции мирового станкостроения и, создавая новую мобильную компанию, пошли по европейскому пути развития малого предприятия.
Выпускаемая продукция:
S50H — Обрабатывающий центр
Краткая справка
Зарубежные производители 5- осевых станков
Пятиосевые станки производят десятки иностранных фирм. Возросшие вычислительные мощности ЧПУ позволяли осуществлять одновременную интерполяцию с перемещением по 3-м, 4-м и 5-и осям.
Признанные мировые лидеры в производстве 5- осевых обрабатывающих центров:
Mazak — японская станкостроительная корпорация
DMG Mori — немецко-японский станкостроительный концерн
DMTG — китайская станкостроительная компания Dalian Machine Tool Group
А также японские компании Okuma Corporation, Makino, германские фирмы Chiron и Hermle, итальянская фирма Breton и др.
Читайте также: Производство обрабатывающих центров в России
5-осевой станок. Видеоролик.
Полезные ссылки по теме
Что такое 5-осевая обработка с ЧПУ и как она работает
За последние пару лет технология обработки с ЧПУ эволюционировала от простых станков к более сложным. 5-осевая обработка с ЧПУ — один из самых передовых процессов, доступных на сегодняшний день. Он реализует технологию субтрактивной обработки, чтобы обеспечить бесконечные возможности в создании деталей. В этом методе используются режущие инструменты, которые работают по пяти осям, чтобы нарезать заготовки желаемой формы и размера.
5-осевая обработка обеспечивает повышенную точность, эффективность и надежность. Увеличенное количество осей также дает 5-осевым фрезерным станкам более выдающиеся возможности, чем их аналоги. Кроме того, процесс позволяет полностью автоматизировать процесс и управлять им с помощью числового программного управления (ЧПУ). В результате многие надежные станочные цеха с ЧПУ полагаются на эту технологию в течение 9 лет.0005 прецизионная обработка с ЧПУ услуги.
В этой статье рассматриваются основы 5-осевой обработки с ЧПУ. Здесь мы объясним, что такое 5-осевая обработка и как работает этот процесс, разбивая по разным осям. Вы также узнаете о плюсах и минусах использования этого процесса обработки и его общих приложений. Предоставленная нами информация поможет вам максимально эффективно использовать 5-осевую технологию.
Что такое 5-осевой станок с ЧПУ ?
Эта процедура включает перемещение режущих инструментов по пяти осям одновременно. 5-осевые станки с ЧПУ предлагают три линейные оси, работающие одновременно с двумя осями вращения, для изготовления сложных деталей. Это обычно добавляет больше наклона рабочему столу или шпинделю инструмента, позволяя увеличить вращение и движение.
5-я ось позволяет станкам обрабатывать до 5 поверхностей за одну операцию. Это делает процесс высокоэффективным и точным. Это также делает его подходящим для создания сложных структур и функций с минимальными настройками. Поскольку несколько деталей требуют последовательной обработки 5 граней, этот процесс становится все более ценным для нескольких отраслей.
Чтобы лучше понять оси в 5-осевом фрезерном станке с ЧПУ, давайте объясним, что влечет за собой подсчет осей в Обработка с ЧПУ . Количество осей обработки — это количество направлений, в которых режущий инструмент (или сырье) может перемещаться для создания желаемого продукта. Например, обычные станки с ЧПУ имеют трехосевой счет. Следовательно, их режущие инструменты могут перемещаться только по осям X, Y и Z.
Режущий инструмент перемещается:
Вбок по оси X;
Вертикально по оси Y;
Взад и вперед по оси Z.
5-осевые обрабатывающие центры расширяют функциональные возможности линейных осей за счет наклона (и вращения) рабочего стола. Есть две дополнительные оси вращения, называемые осью А и осью С. Ось A также называется осью наклона стола, а ось B — осью вращения стола. Включение этих осей позволяет обрабатывать более сложные геометрические формы, чем 2-осевые или 3-осевые станки с ЧПУ. В таблице ниже показано движение осей.
Axes
Movement
X
Left to right
Y
Front to back
Z
Сверху вниз
A
Вращение вокруг оси X (наклон вперед и назад)
B
Вращение вокруг оси Y (наклон слева направо)
Как работает 5-осевая обработка с ЧПУ ?
Как и другие станки с ЧПУ, 5-осевые фрезерные станки с ЧПУ полагаются на компьютерные инструкции. Запрограммированные инструкции станка управляют движением режущего инструмента и заготовки. Процесс 5-осевой обработки начинается с создания 3D-модели нужных компонентов в САПР.
После этого модель CAD экспортируется в программное обеспечение CAM, преобразуя ее в компьютерную программу ( G-код ). G-код содержит инструкции для станка с ЧПУ. Он содержит траектории инструмента, созданные в соответствии с геометрией желаемой детали. Инструкции управляют перемещением режущих инструментов вдоль линейных осей (X, Y и Z). Он также управляет направлением рабочего стола по осям вращения (A и B) для создания нужной детали.
Процесс позволяет обрабатывать 5 поверхностей заготовки за один установ. Таким образом, это экономит время и затраты на производство, помогая вам быстрее вывести свою продукцию на рынок. Но учтите, что скорость и направление движения зависят от типа и конфигурации 5-осевого станка.
Типы 5-осевой станок с ЧПУ Центры
5-осевые станки могут улучшить процесс обработки и улучшить масштабируемость. Эти обрабатывающие центры могут поставляться в различных типах для удовлетворения потребностей обрабатывающей промышленности.
Существует три основных типа 5-осевых станков с ЧПУ:
Головка/головка
Станки с головкой/головкой имеют оси вращения, расположенные в головке. Их 5-осевая вершина находится на платформе, которая перемещается через неподвижный рабочий стол, удерживая заготовку на месте. Таким образом, вам не нужно беспокоиться о том, что инструмент будет мешать головке шпинделя станка.
Таким образом, вершина имеет больше шансов перемещаться вокруг заготовки, что делает ее пригодной для изготовления больших и тяжелых деталей. Стол станка выдерживает большой вес без ущерба для точности вращения асов. Однако конструкция этих машин ограничивает их перемещения по осям вращения.
Головка/стол
Установка головки/стола имеет одну ось вращения в головке, а другую в поворотном столе. Ось их вращения имеет ограниченный диапазон и расположена в голове. С другой стороны, поворотный вал имеет более широкий (неограниченный) диапазон и расположен в столе.
Эта настройка выгодна, потому что она может постоянно вращать заготовку без каких-либо ограничений. Однако существует ограничение на количество деталей, которые он может производить. Это связано с тем, что заготовка опирается на ось вращения.
Стол/стол
В этой конфигурации оси вращения 5-осевых станков расположены внутри стола. Поэтому все вращения происходят на столе, а голова не двигается. Конструкция этих станков делает их пригодными для обработки поднутрений. Более того, поскольку головка не вращается, операторы могут легко увидеть, как будут происходить разрезы на этапе программирования.
Однако расположение станка менее подходит для обработки больших или тяжелых деталей. Это ограничение связано с неспособностью стола выдерживать слишком большой вес.
5-осевая обработка с ЧПУ Конфигурации | Стили операций
Как упоминалось ранее, движение осей 5-осевого производственного процесса зависит от инструкций программы ЧПУ. Существуют принципиально два стиля обработки станков с ЧПУ, которые работают с 5 осями:
Тип цапфы
Станок с цапфой работает с осью A, вращающейся вокруг оси X, и осью C, вращающейся вокруг оси Z. Движение стола указывает поворотные оси. То есть обе оси вращения находятся внутри стола, а головка остается неподвижной (стол/стол). 5-осевые станки с ЧПУ с цапфой подходят для:
больших объемов работ
удаления тяжелого металла без смещения головки из положения
Улучшенные возможности подрезки
Поворотно-вращательный тип
Поворотно-вращательный 5-осевой станок с ЧПУ работает с осью В, вращающейся вокруг оси Y, в то время как ось С вращается вокруг оси Z. Это движение отличается от стиля Trunnion, потому что стол остается в горизонтальном положении на протяжении всего процесса резки. В результате он может поддерживать более тяжелые компоненты. Поворотно-вращательные станки подходят для:
Обработки крупных деталей
Использование более коротких режущих инструментов
Преимущества 5-осевая обработка с ЧПУ
Возможность перемещать режущий инструмент и заготовку до 5 сторон одновременно дает несколько преимуществ во многих отраслях промышленности. Это позволяет экономично и эффективно изготавливать сложные детали.
Вот основные преимущества этого производственного процесса:
Простые операции настройки
5-осевой станок с ЧПУ позволяет обрабатывать пять поверхностей одновременно. Для обычной 3-осевой обработки вам может понадобиться несколько установов для обработки деталей с несколькими гранями. Но 5-осевая технология завершает обработку контурных деталей и других деталей с множеством граней в единой конструкции. Это позволяет изготавливать компоненты сложной геометрии с меньшим количеством наладок.
Сложные формы станка (выноски GD&T)
Дополнительное вращение в этом процессе обработки помогает создавать более сложные конструкции и геометрию. Станок позволяет выполнять бесшовную обработку дуг и углов, что раньше было возможно только с помощью нескольких специальных приспособлений. Процесс 5-осевого фрезерования позволяет вращать детали за одну операцию для достижения желаемой геометрии, устраняя необходимость в сложных приспособлениях.
Кроме того, этот метод отлично сочетается с вызовами GD&T для создания опорных элементов за одну операцию. 5-осевое фрезерование также подходит для Обработка с ЧПУ требующие допусков на профиль поверхности на сложных контурных поверхностях.
Высокая точность и воспроизводимость
Дополнительные настройки, связанные с ручной обработкой по сравнению с обработкой на станке с ЧПУ , приводят к тому, что операторы теряют точность выравнивания во время изготовления. Однако минимальные настройки, необходимые для 5-осевого фрезерования с ЧПУ, снижают вероятность ошибок и повышают точность, необходимую для достижения превосходного качества.
Доступные сегодня различные типы 5-осевых станков избавляют от необходимости изменять положение заготовок под разными углами во время обработки. Таким образом, вы можете быть уверены в улучшенных допусках обработки. Более того, некоторые конфигурации станков позволяют использовать более короткие режущие инструменты. Это увеличивает срок службы инструментов и обеспечивает повторяемость.
Высокая скорость резания
5-осевая обработка обеспечивает касание режущих инструментов к режущим поверхностям. Такое расположение позволяет удалять больше материала при каждом вращении инструмента. Таким образом, сокращается время цикла и общие затраты на обработку.
Гладкая поверхность
Дополнительные оси в этой технике обеспечивают правильную ориентацию заготовок, приближая их к режущему инструменту. В результате вы можете использовать более короткие режущие инструменты для создания желаемых форм. Эти более короткие инструменты могут резать на очень высоких скоростях практически без вибрации.
Меньшая вибрация еще больше снижает вероятность появления следов вибрации на готовом изделии. Процесс вертикальной обработки также улучшает использование шпинделя для обработки угловых поверхностей. Таким образом, вы можете добиться более качественной обработки поверхности с помощью этой техники и сократить затраты и время, связанные с постобработкой.
Экономия времени цикла и денег
5-осевые детали часто обрабатываются за одну операцию из-за преимущества высокой скорости процесса. Единая настройка помогает сэкономить время и деньги. Более того, использование более коротких режущих инструментов с более длительным сроком службы устраняет необходимость в постоянной замене инструмента, что экономит деньги и время.
Кроме того, процесс 5-осевого фрезерования можно автоматизировать, что снижает потребность в человеческих операциях и рабочей силе. Это снижает трудозатраты, связанные с процессом. Таким образом, 5-осевая обработка с ЧПУ — это экономически эффективное решение, которое ускоряет вывод вашей продукции на рынок.
Недостатки 5-осевая обработка с ЧПУ
Несмотря на многие преимущества 5-осевой технологии с ЧПУ, ее использование не совсем подходит для некоторых приложений.
Некоторые из неудач этого процесса включают следующее:
Высокие первоначальные затраты
Стоимость приобретения 5-осевого станка с ЧПУ и его основного программного обеспечения высока. Это намного выше, чем требуется для 3-осевых обрабатывающих центров. Точно так же требования к техническому обслуживанию машины также довольно сложны, чем у обычных станков. Этот аспект также напрямую увеличивает затраты на обработку 5-осевых деталей.
Сложное программирование
Два дополнительных вращательных движения и пространственная траектория их движения абстрактны и сложны. Например, для обработки поверхности произвольной формы вам потребуется:
Пройти несколько преобразований координат;
Пройти сложные пространственные геометрические операции;
Учитывайте координацию движения каждой оси.
Все это необходимо, чтобы избежать столкновений и интерференции и обеспечить правильное интерполяционное движение. Следовательно, получение желаемой точности обработки, аккуратности и качества поверхности сопряжено с большей сложностью программирования.
Более высокие требования к операторам
5-осевое фрезерование с ЧПУ — это передовая технология, включающая расширенное программирование, настройку станка и операции. Поэтому процесс требует высококвалифицированных технических операторов. Часто это приводит к увеличению затрат на рабочую силу.
Получите максимум от 5-осевая обработка с ЧПУ
Недостаточное использование возможностей 5-осевой обработки является обычным явлением. Некоторые операторы не понимают всех возможностей машины. У других может не быть знаний в области программирования для передовых операций.
Следующие советы помогут вам воспользоваться преимуществами этого производственного процесса:
Выберите правильные элементы управления и программное обеспечение
Прежде чем принять решение об использовании 5-осевой технологии, постарайтесь получить достаточно информации. Анализировать данные от заказчика, проверяя их на точность и правильность. Внимательно посмотрите на компонент и проверьте, есть ли необходимость в предварительном тестировании.
Программное обеспечение для моделирования будет полезно для проверки процесса перед переводом CAD-дизайн в модель CAM. Программное обеспечение поможет отслеживать длину инструмента, его интерференцию и размер детали. Необходимо инвестировать в программы и программное обеспечение, дополняющие возможности 5-осевого станка. Кроме того, было бы лучше провести анализ затрат, чтобы убедиться, что вы используете наиболее рентабельный процесс для работы.
Избегайте столкновений
Создание 5-осевых траекторий инструмента часто требует компромисса между высокой скоростью резания и снижением риска поломки. Столкновения могут привести к дефектным компонентам, повреждению машины или поломке деталей.
К счастью, с помощью определенных программных средств это можно устранить. Программное обеспечение будет смотреть вперед, чтобы проверить каждое движение инструмента, чтобы увидеть, не столкнется ли он с чем-нибудь. Пока схема обработки с ЧПУ смоделирована правильно, программное обеспечение увидит столкновение до того, как оно произойдет.
Выберите систему обнаружения инструмента
5-осевая обработка с ЧПУ обеспечивает высокую производительность, но также может увеличить риск ошибок. Это может быть в форме использования неправильного инструмента или сломанного режущего инструмента. Использование системы обнаружения инструментов может свести к минимуму такие ошибки. Эта система поможет проанализировать инструмент, который вы хотите использовать, гарантируя, что вы сделаете правильный выбор.
Запуск кинетики
Запуск кинетики позволит достичь специфики каждой функции с повышенной точностью. Это поможет вам понять правильное расположение режущих инструментов относительно точек поворота осей.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Общие области применения 5-осевая обработка с ЧПУ
Этот производственный процесс подходит для применения в нескольких отраслях промышленности, требующих высокой точности, сложных форм и жестких допусков.
Типичные области применения:
Аэрокосмические компоненты
Аэрокосмическая промышленность требует компонентов органической формы с очерченными краями и сложными формами. Детали аэрокосмической отрасли уникальны и имеют сложную геометрическую форму, поэтому 5-осевая обработка является идеальной технологией. Этот процесс обеспечивает высокий уровень детализации и снижает потребность в повторной фиксации режущей головки. Таким образом, детали для аэрокосмических приложений остаются максимально точными, отвечающими отраслевым стандартам.
Медицинское оборудование
Качество и точность не подлежат обсуждению, когда речь идет о производстве медицинского оборудования. Высокоточные возможности 5-осевого производственного процесса помогают в производстве имплантатов, устройств и другого оборудования, отвечающего строгим требованиям здравоохранения. Большинство компонентов маленькие и сложные. Другие представляют собой сложное электрическое сканирующее и контрольное оборудование. 5-осевая технология предлагает эффективные и экономичные способы производства этих компонентов.
Производство энергии
Энергетическая отрасль часто требует сложных и передовых компонентов, включая солнечные энергетические системы и электростанции. Быстрое появление 5-осевой обработки обеспечивает прецизионную обработку с ЧПУ деталей и специальных деталей для энергетического оборудования. Эти детали изготовлены таким образом, чтобы быть прочными и обеспечивать устойчивость рабочих мест.
Почему стоит выбрать 5-осевая обработка с ЧПУ По сравнению с другими методами
Выбор между 5-осевыми обрабатывающими центрами и другими технологиями может быть довольно сложным. Есть много факторов, которые следует учитывать, чтобы убедиться, что вы сделаете лучший выбор. Вот сравнение между этой технологией и другими методами.
5-осевая обработка с ЧПУ по сравнению с 3+2-осевой обработкой с ЧПУ
Многие люди склонны путать эти два метода. 5-осевая обработка с ЧПУ, также известная как непрерывная 5-осевая обработка, включает в себя непрерывное вращение режущих инструментов по пяти осям. Напротив, 3+2-осевая обработка выполняет 3-осевую программу. Во время этого процесса режущий инструмент фиксируется под углом. Две оси вращения определяют этот угол.
Основным преимуществом 5-осевой обработки с ЧПУ по сравнению с 3+2-осевой является скорость. Последнее включает постоянную остановку и запуск станка между каждой ориентацией инструмента. Однако первый завершает резку за одну операцию. Кроме того, 5-осевая обработка больше подходит для сложных поверхностей, тогда как 3+2-осевая обработка с ЧПУ подходит в основном для обработки плоскостей.
Поскольку для 5-осевых станков требуется меньше зажимов и нет специального приспособления, стоимость обработки ниже, чем для 3+2-осевых аналогов. Однако следует отметить, что программирование, связанное с 5-осевой технологией, намного сложнее, чем с 3+2-осевой обработкой.
5-осевая обработка с ЧПУ по сравнению с 3D-печатью
5-осевая 3D-печать
В отличие от 5-осевой обработки с ЧПУ, 3D-печать представляет собой процесс аддитивного производства, который включает создание компонентов по одному слою за раз. Хотя эти технологии различаются по принципу работы, в их применении больше общего. Оба они обеспечивают высокую точность, быстроту обработки, повышенную повторяемость и отличное качество поверхности.
3D-печать не требует специального приспособления или оснастка. В результате первоначальная стоимость установки также минимальна. Однако 5-осевые станки с ЧПУ обеспечивают лучшую точность размеров, чем 3D-печать. Они могут точно обрабатывать маленькие и очень большие детали. Получение чрезвычайно жестких допусков с помощью 3D-печати потребует дополнительных операций постобработки.
Работа с RapidDirect для 5-осевая обработка с ЧПУ
После объяснения 5-осевой обработки вы теперь всесторонне понимаете 5-осевую обработку с ЧПУ. Пришло время взять на себя ответственность за свой производственный опыт. 5-осевые станки с ЧПУ упрощают производственные процессы, обеспечивают более быстрое и экономичное производство, а также повышают точность и аккуратность. Однако они подходят не для всех дизайнов. Например, 3- или 4-осевые станки с ЧПУ могут быть более подходящими и экономичными для точных вырезов, отверстий и полостей.
Поэтому перед началом проекта важно связаться со специалистом по обработке с ЧПУ. RapidDirect является ведущим поставщиком услуг по обработке станков с ЧПУ по всему миру. У нас есть несколько 5-осевых станков с ЧПУ, в том числе Hermle C650, C400, C250, C42 и C22. Наши сильные 5-осевые услуги по обработке с ЧПУ могут производить высокоточные детали с ЧПУ с высоким качеством, короткими сроками выполнения и конкурентоспособными ценами.
Наши высококвалифицированные специалисты также предлагают техническую поддержку, чтобы помочь вам сделать выбор между нашими технологиями обработки и материалами промышленного класса. Свяжитесь с нами сегодня, чтобы мы могли обсудить ваш проект. Загрузите файл проекта на нашу платформу мгновенных котировок, чтобы мгновенно получить интерактивное предложение с бесплатным DFM-анализом.
Повышение скорости и точности с 5-осевой вертикальной обработкой. Скорость поворотных осей Makino сокращает время цикла, а наша динамическая точность обеспечивает более высокое качество обработки поверхности.
Более жесткие допуски, более качественные детали
Переход на 5-осевую обработку позволяет использовать более короткие инструменты, оптимизирует контакт между инструментом и деталью, обеспечивая идеальные условия резания, повышает жесткость и жесткость, обеспечивает меньшее биение и улучшает качество поверхности. Переход на 5-осевой вертикальный обрабатывающий центр Makino может повысить производительность, сократить время цикла, снизить затраты и даже устранить необходимость ручной чистовой обработки.
Наш высокоскоростной шпиндель, передовые технологии перемещения и управления обеспечивают непревзойденную скорость, высокую подачу и высочайшую точность для самых сложных операций. Кроме того, наше передовое управление движением и запатентованный Super Geometric Intelligence 5 (SGI 5) позволяют сократить время цикла на 20–60 %, повышая точность и качество поверхности.
5-осевые фрезерные станки с ЧПУ Makino постоянно превосходят отраслевые стандарты. Несмотря на то, что они поддерживают цель в 50% заявленных спецификаций, на практике они регулярно достигают от 25% до 35% допусков, предписанных промышленностью. Жесткие допуски, лучшие детали.
Серия D
D2
D2 — это большой семиосевой станок, разработанный специально для высокоскоростной получистовой и чистовой обработки крупных компонентов штампов и пресс-форм с ходом 86,61 дюйма по оси X, 90,56 дюйма по оси Y и 43,3 дюйма по оси Z. A 15 000 об/мин, HSK-A100 включает оси наклона (A) и вращения (B) для оптимального позиционирования…
Метрическая система Английский
Pallet:
1,000 mm x 1,000 mm & 1,250 mm x 1,000 mm
39.6″ x 39.6″ & 49.2″ x 39. 6″
Table:
1,600 mm x 1,200 mm
63″ x 47.24″
X:
2 200 мм
86,61 «
Y:
2 300 мм
90,56″
Z:
1,100 мм
43,3 «
. мин.
Максимальная заготовка:
2100 мм ø x 1700 мм
82,67″ ø x 66,92″
D200Z
5-осевой вертикальный обрабатывающий центр D200Z сочетает в себе экстремальные скорости для сокращения времени производства, а также точность для более жестких допусков, безупречное смешивание и согласование в заготовках сложной трехмерной формы. Благодаря своим маленьким сверхскоростным осям станок D200Z идеально подходит для изготовления небольших штампов/форм, медицинских деталей и…
Метрика English
Table:
300 mm diameter
11. 81″ diameter
X:
350 mm
13.7″
Y:
300 mm
11.8″
Z:
250 mm
9.8
Ускоренный ход:
60 м/мин
2362 дюймов в минуту
Д300
Построенный на основе традиционной конструкции наклонного/поворотного стола с приводом от двигателя DD, станок D300 обеспечивает скорость и точность для работы с широким спектром 5-осевых заготовок и материалов. D300 является универсальным устройством для изготовления штампов и пресс-форм, медицинского и оптического оборудования.
Метрическая система Английский
Стол:
Диаметр 300 мм
Диаметр 11,8″
X:
300 мм
11,8 «
Y:
500 мм
19,7″
Z:
350 мм
13,8 «
Rapid Travers:
60000 мм/мин
2002 в/мин 2
0000 мм/мин
9000 2,362 дюйма/мин 2 9000 26000 мм/мин 9000 2
262 в/мин 2
60000 мм/мин
262 в/мин 2
60000 мм/мин. Максимальная заготовка:
Диаметр 450 x 240 мм (условно)
Диаметр 17,7 дюйма x высота 10,6 дюйма (условно)
DA300
Вдохновленный лучшими конструктивными особенностями как вертикальных, так и горизонтальных станочных платформ, вертикальный обрабатывающий центр Makino DA300 обеспечивает высочайшее качество многоосевых заготовок при минимальной занимаемой площади.
Метрическая система English
Table:
300 mm x 340 mm
11.81″ x 13.38″
X:
450 mm
17.7″
Y:
620 mm
25.6″
Z:
500 мм
19,7″
Ускоренный ход:
60 000 мм/мин
2 362 дюймов/мин
Максимальное количество обрабатываемой детали:
Диаметр 450 мм x 400 мм (условно)
Диаметр 17,7″ x 10,6″ (условно)
Пакет автоматизации DA300
Добейтесь максимальной прибыльности благодаря встроенной автоматизации этого пятикоординатного вертикального обрабатывающего центра. Сократите время цикла и повысьте производительность с помощью системы из 40 паллет, уникальной многоугольной конической паллеты, встроенного магазина инструментов большой емкости и удобной для оператора системы управления паллетами.
Метрика English
Table:
Polygon taper work pallet
Polygon taper work pallet
X:
450 mm
17.7″
Y:
620 mm
25.6″
Z:
500 mm
19,7″
Ускоренный ход:
60 000 мм/мин
2 362 дюймов/мин
Максимальное количество обрабатываемых деталей:
Отдельный 360 мм в диаметре, 300 мм в высоту (верхний ряд, 08 позиций), 32 позиции в верхнем ряду, 08 позиций, 32 позиции , все остальные строки)
14,2 дюйма в диаметре, 11,2 дюйма в высоту (верхний ряд, восемь позиций), 11,8 дюйма в высоту (32 позиции, все остальные ряды)
D500
Этот среднеразмерный 5-осевой вертикальный обрабатывающий центр серии D популярен в аэрокосмической отрасли и на рынках штампов и пресс-форм. Модель D500 оснащена осями наклона и вращения с приводом от DD-двигателя и обеспечивает скорость и точность для работы с широким спектром 5-осевых заготовок и материалов.
Метрическая система English
Pallet:
400 x 400 mm
15.7″ x 15.7″
Table:
500 mm diameter
19.6″ diameter,
X:
550 mm
21.6″
Y:
1000 мм
39,4″
Z:
500 мм
19,7″
Ускоренный ход:
48000 мм/мин и Z0 м/мин (X) 50,000003
1890 дюймов/мин (X) 1970 дюймов/мин (Y и Z)
Максимальная заготовка:
650 мм x 500 мм высота (условно)
25,6″ диаметр x 19,6″ высота (условно)
D800Z (конус 40)
D800Z — самая крупная из серии D. Благодаря уникальной конструкции с усеченным шарниром станок обеспечивает высокую точность, отличное качество поверхности и быстрое время обработки. прецизионная 5-осевая обработка крупных деталей для штампов/пресс-форм и аэрокосмической…
Метрическая система English
Table:
800 mm ø
31.5″ ø
X:
1,200 mm
47.24″
Y:
1,100 mm
43.30″
Z:
650 mm
25.59 »
Ускоренный подвод:
36 000 мм/мин
1 417 дюймов/мин
Максимальная заготовка:
1 000 мм ø x 500 мм (с ограничениями)
39,4″ ø x 21,65″ (с ограничениями)
Конус шпинделя:
CAT40 (опция HSK-A63)
CAT40 (опция HSK-A63)
D800Z (конус 50)
5-осевой вертикальный обрабатывающий центр D800Z может быть оснащен шпинделем HSK-A100 со скоростью вращения 12 000 об/мин или HSK-A100 со скоростью вращения 18 000 об/мин. высокопроизводительные штампы / пресс-формы.
Метрическая система English
Table:
800 mm ø
31.5″ ø
X:
1,200 mm
47.24″
Y:
1,100 mm
43.30″
Z:
650 mm
25.59 »
Ускоренный подвод:
36 000 мм/мин
1 417 дюймов/мин
Максимальная заготовка:
1 000 мм ø x 550 мм (с ограничениями)
39,4″ ø x 21,65″ (с ограничениями)
Конус шпинделя:
CAT50 (HSK-A100)
CAT50 (HSK-A100)
F-серия
F5-5XR
Вертикальный обрабатывающий центр F5-5XR сочетает в себе скорость, точность и гибкость, необходимые для 5-осевой фрезерной обработки с жесткими допусками. Основанный на F5, F5-5XR представляет собой доступное 5-осевое решение для сложных штампов/пресс-форм, аэрокосмических и медицинских деталей.
Оснащенный наклонно-цапфовым столом диаметром 7,87 дюйма с точностью до угловой секунды, станок V33i-5XB представляет собой полное 5-осевое фрезерное решение для производителей штампов и пресс-форм, медицинских и оптических систем, детали с высокой чистотой поверхности.
Метрическая система Английский
Таблица:
Диаметр 200 мм
7,8 «Ø
x:
650 мм
25,6″
Y:
325 мм
12,7 «
Z:
350 ММ
»
Z:
3502 350 ММ
«
3503
»
«
Z:
3503
»
.
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальная заготовка:
250 мм ø x 135 мм (условно)
2 0,8 90 90 (0,8 90 90)
V33i-5XB Graphite
Вертикальный обрабатывающий центр V33i-5XB Graphite предназначен для обработки штампов и пресс-форм. Он оснащен специально разработанным наклонно-цапфовым столом с совмещенными осями B и C, чтобы обеспечить мастерские по производству штампов и пресс-форм полным 5-осевым одновременным фрезерованием сложных трехмерных форм.
Метрическая система Английский
Стол:
Диаметр 200 мм
7,8″ø
X:
650 мм
25,6 «
Y:
325 мм
12,7″
Z:
350 мм
13,7 «
дюйм/мин
Максимальная заготовка:
Диаметр 250 мм x высота 135 мм (условно)
9,8″ø x 5,31″ (условно)
V80S
Меньший из станков серии VS (5-осевой), V80S может обрабатывать заготовки до 59 мм.” X, 47,24” Y и 21,65” Z и до 5 512 фунтов. Оснащенный шпинделем HSK-A63 со скоростью вращения 20 000 об/мин, станок предназначен для высокоскоростной получистовой и чистовой обработки крупных штампов и пресс-форм.
Метрическая система Английский
Таблица:
1 300 мм x 1000 мм
51,81 «x 39,37»
x:
1,300 мм
51,2 «
Y:
1000 мм
9000. 2″0002 39,3 «
Z:
600 мм
23,6″
Rapid Traverse:
58 000 мм/мин
2,283 дюйма/мин
Максимальный проработ » х 47,42″ х 21,65″
V90S
Средний размер станков серии VS (5-осевой), V90S может обрабатывать заготовки размером до 86,61 дюйма по оси X, 59,05 дюйма по оси Y и 27,55 дюйма по оси Z и весом до 11 023 фунтов. Оснащенный шпинделем HSK-A63 со скоростью вращения 20 000 об/мин, станок предназначен для высокоскоростной получистовой и чистовой обработки крупногабаритных штампов…
Метрическая система English
Table:
2,000 mm x 1,300 mm
78.73″ x 51.18″
X:
2,000 mm
78.7″
Y:
1,300 mm
51.2″
Z:
800 мм
31,5″
Ускоренный ход:
58 000 мм/мин
2 283 дюйма/мин
Максимальное количество обрабатываемой детали:
2 200 мм x 1 500 мм x
86,61″ x 59,05″ x 27,55″
V100S
Самый большой из станков серии VS (5-осевой), V100S может обрабатывать заготовки размерами до 78,74” x 98,42” Y x 41,33” Z и весом до 33 069 фунтов. Оснащенный шпинделем HSK-A63 со скоростью вращения 20 000 об/мин, станок предназначен для высокоскоростной получистовой и чистовой обработки крупных деталей штампов и пресс-форм.
Метрическая система Английский
Table:
2,000 mm x 2,500 mm
78.73″ x 98.42″
X:
2,000 mm
78.7″
Y:
2,500 mm
98.42″
Z:
800 mm
31,5 дюйма
Ускоренный ход:
58 000 мм/мин (оси X и Z), 25 000 мм/мин (ось Y)
2 283 дюймов/мин (оси X и Z), 984 дюймов/мин (Y -Axis)
Максимальная заготовка:
2000 мм x 2500 мм x 1050 мм (с ограничением)
78,74 x 98,42 x 41,33 дюйма (с ограничением)
Избранный контент
Makino.Артикул
Производство с защитой от пандемии
Влияние COVID было широко распространено и ощущалось во всех аспектах производства. Многим компаниям пришлось значительно сократить персонал либо из-за карантина, либо из-за снижения рабочего потока. Сосредоточившись на безопасности персонала, ограничив количество сотрудников в офисе и в цехе, многие…
Новости
Makino представляет U6 H.E.A.T. Extreme Wire EDM с использованием первой в своем роде технологии проволоки с покрытием диаметром 0,016 дюйма
Новый станок удваивает скорость черновой обработки без увеличения производственных затрат
Чтобы быть конкурентоспособными на рынке, производители должны постоянно выявлять возможности для повышения эффективности и увеличения производительности, сохраняя при этом высочайший уровень качества. Makino, лидер отрасли в области низких…
Компетентность Makino
Получите максимальную отдачу от рабочей зоны вашего горизонтального обрабатывающего центра
Не существует волшебной формулы для определения оптимального количества деталей, которые можно разместить на вашем приспособлении, хотя применяются несколько общих правил.
Когда
требуется резка фанеры, часто возникает вопрос, какой способ резки лучше
применить для изготовления того или иного изделия или элемента. При
этом часто важна не высокая цена на резку фанеры. Выделить из всего многообразия
вариантов резки один – достаточно сложно. Поэтому предлагаем кратко
рассмотреть наиболее популярные, широко применяемые способы резки фанеры.
Раскрой
фанеры можно выполнить несколькими способами.
Самый простой и доступный каждому — при помощи обычной ручной
ножовки. Но поскольку фанера материал достаточно плотный, хотя бы в сравнении с
обычной еловой доской, для резки толстой фанеры придется затратить немало физических усилий. Поэтому этот способ резки фанеры можно рекомендовать только тем,
кому требуется резка относительно тонкой фанеры, и преимущественно по прямой траектории.
В место
обычной ручной ножовки можно использовать дисковую электрическую пилу. Для резки
фанеры в домашних условиях – это достаточно эффективный прием, который
позволяет без особого труда резать как тонкую, так и толстую фанеру, но и этот способ также подойдет в основном для резки фанеры по прямой, к тому же при таком способе резки скорее всего будет образовываться большое количество сколов на поверхности материала.
Если
необходимо вырезать, например полукруг или фигурный элемент, можно применить лобзик для резки листовых материалов. Он может быть как ручным, так и электрическим. Однако, при этом достаточно сложно добиться
высокого качества среза. Часто, после резки такими инструментами появляются сколы
на краях фанеры, срез может иметь неровности, а добиться высокой точности
геометрических размеров и «повторяемости» элементов не представляется
возможным.
Поэтому, если
необходимо выполнить резку качественно, особенно если необходима фигурная резка фанеры в
большом объеме, целесообразно задуматься об использовании специализированного
оборудования или выполнить резку на заказ.
Оборудование,
способное резать фанеру с высоким качеством, отличается способом резки материалов. Наиболее
распространены лазерная резка фанеры, фрезерная резка фанеры, и резка на
форматно-раскроечном станке.
Рассмотрим
эти способы немного подробнее:
Резка на
форматно-раскроечном станке является одним из наиболее простых способов резки.
Часто заказать такую резку можно даже в строительном магазине. Но резка
на таких станках может быть выполнена только по прямой, что значительно сужает
области ее применения.
Намного
более широкие возможности резки фанеры открываются при использовании
фрезерной и лазерной резки фанеры на станках с ЧПУ.
Резка фанеры лазером позволяет
изготавливать элементы, не оказывая на материал механического воздействия,
благодаря чему появление сколов или ворса на краю материла полностью исключено. Диаметр лазерного луча настолько мал, что позволяет вырезать изделия размером в несколько миллиметров, сложной
геометрической формой.
Максимальная
толщина фанеры, которую способен прорезать лазерный луч, зависит от мощности
лазерного излучателя и часто ограничивается толщиной 15-20 миллиметров.
Стоит отметить, что срез после лазерной резки меняет свой цвет (обгорает). В
зависимости от поставленной задачи – это может быть как отрицательной, так и
положительной особенностью лазерной резки.
Когда
необходимо выполнить качественную прямую или фигурную резку фанеры, но так
что бы материал в месте реза не поменял свой цвет, лучше использовать фрезерную резку фанеры. Она позволяет выполнять как сквозную резку, так и проникать в материал только на заданную глубину, фрезеровать пазы, технологические углубления и многое другое. Несмотря на то, что этот
способ резки предполагает механическое воздействие на материал, используя
специализированные фрезы для резки фанеры, можно практически полностью исключить
сколы и ворс на срезе.
Современная
фрезерная и лазерная резка выполняются на оборудовании с ЧПУ
(компьютерным управлением). Поэтому, для того чтобы запустить процесс резки,
нужен подготовленный макет в электронном виде. Если нет возможности создать макет своими силами, то можно заказать его непосредственно в
организации, предоставляющей услуги фрезерной или лазерной резки листовых
материалов.
Стоимость
резки фанеры в основном рассчитывается исходя из ее толщины и количества
погонных метров резки. Однако, резка фанеры на ЧПУ имеет свои особенности, и
при наличии большого количества раздельных элементов малого размера, цена резки может быть
увеличена. Это связано с необходимостью затрачивать время на частую
врезку в материал, а также с большим количеством «пустых» переходов между элементами.
Ниже на изображении, можно увидеть, каким получается срез на изделии когда используется лазерная и фрезерная резка фанеры.
Кромка на заготовке после резки лазером поменяла свой цвет, в отличии от заготовки, вырезанной фрезой. Стоит отметить, что потемневшая кромка фанеры, подчеркивает контуры изделия, что может быть использовано и в декоративных целях.
В заключении стоит отметить, что различаются не только способы резки фанеры,
но и ее характеристики. Фанера может быть изготовлена из шпона березы или из
шпона хвойных пород, ее поверхность бывает
шлифованной и не шлифованной. Отличается также
толщина, влагостойкость, тип склеивающего материала, наличие или отсутствие
дефектов на поверхности. Поскольку от всех вышеперечисленных параметров зависит цена фанеры, вы можете подобрать материал таким образом, чтобы не переплачивать
лишнего за ненужные, завышенные характеристики.
Ниже на видео вы можете увидеть процесс изготовления изделия из фанеры при помощи фрезерной и лазерной резки.
ВИДЕО: Резка фанеры лазером
ВИДЕО: Фрезерная резка фанеры
Купить фанеру в Санкт-Петербурге и заказать ее резку вы можете в центре резки «Профрезка«
www.profrezka.ru
Лазерная резка фанеры: Все, что нужно знать
Если вы хотите создавать сложные вырезы на фанере для своего ремесленного или художественного проекта, лазерная резка должна стать вашим основным методом. Хотя лазеры могут помочь создавать потрясающее искусство на фанере, есть и трудности, которые необходимо преодолеть.
Твердость фанеры, образование сильного дыма и перегоревшие края — вот часть проблем, которые могут возникнуть.
Обеспечение оптимальных параметров и эффективный контроль процесса может помочь преодолеть эти проблемы и получить отличные результаты при лазерной резке фанеры.
В этой статье рассматривается процесс лазерной резки фанеры и различные способы решения проблем, возникающих в ходе этого процесса.
Важные аспекты при лазерной резке фанеры
Фанера требует высокой мощности лазера для выполнения чистых разрезов с минимальными ожогами по краю. Как правило, для лазерной резки фанеры различной толщины рекомендуется CO2-лазер мощностью около 60-100 Вт. Также рекомендуется использовать несколько проходов при высокой скорости резки.
Лазерная резка — это быстрый и точный метод, который можно использовать для вырезания сложных рисунков на фанере.
Существуют различные параметры, которые влияют на качество резки при лазерной резке фанеры.
Рекомендуемые параметры для лазерной резки фанеры:
Параметр
Рекомендация
Тип лазера
CO2 или диодный лазер
Мощность лазера
Высокая мощность (60 — 100 Вт CO2 лазер)
Скорость резки
Как можно выше
Размер пятна
Как можно меньше
Обдув воздухом
Настоятельно рекомендуется
Рабочий стол
Сотовый или штыревой
Вытяжная система
Необходима для уменьшения скопления дыма
Какой лазер использовать для резки фанеры?
Фанера — это органический материал, который демонстрирует хорошую поглощаемость длин волн CO2-лазеров (9500-10600 нм) и диодных лазеров (450-950 нм).
Это означает, что энергия CO2 и диодных лазеров легко поглощается фанерой и поэтому рекомендуется для лазерной резки фанеры.
С другой стороны, длина волны волоконного лазера (950-1060 нм) не подходит для лазерной резки фанеры.
Диодные лазеры доступны в относительно более низких вариантах мощности, чем CO2-лазеры, что ограничивает применение диодных лазеров для лазерной резки тонких листов фанеры.
В то время как мощные CO2-лазеры могут выполнять гладкие разрезы в листах фанеры толщиной около 1,5 мм.
Диодный лазер с выходной мощностью более 10 Вт — отличный выбор для проектов «сделай сам» и малого бизнеса.
Мощность лазера для резки фанеры
Мощность лазера определяет его способность прожигать материал.
Лазерный резак с высокой мощностью может выполнять сквозные резы в более толстых материалах по сравнению с маломощным лазерным резаком.
Однако маломощные лазеры также могут использоваться для резки толстого материала за несколько проходов со значительным увеличением ширины пропила.
Как правило, для фанеры рекомендуются CO2-лазеры мощностью 60-100 Вт, так как они могут резать фанеру различной толщины.
Высокая мощность лазера желательна для резки фанеры, так как она может быстро прожечь материал, сокращая время выдержки и минимизируя зону термического воздействия.
Чем меньше зона термического воздействия (ЗТВ), тем меньше будет прожогов кромок вдоль реза.
Скорость резки
Скорость резки во время процесса зависит от толщины материала и мощности лазера.
При лазерной резке фанеры желательно использовать высокую скорость резки, чтобы минимизировать время пребывания лазера.
Однако толщина и прочность фанеры могут ограничить достижение лазером очень высокой скорости резки.
Например, при использовании 100-ваттного CO2-лазера для резки 5-слойной фанеры толщиной 9 мм рекомендуется использовать 85% мощности лазера со скоростью резки 24 мм/сек для достижения гладкого реза с минимальными ожогами кромок.
Для лазерной резки толстой фанеры рекомендуется использовать многопроходную технику вместе с высокой скоростью резки.
Как правило, перед выполнением фактической резки рекомендуется провести пробные проходы.
Размер пятна
Размер пятна — это диаметр лазерного луча на поверхности заготовки.
Для достижения минимально возможного размера пятна лазер должен быть сфокусирован на поверхности заготовки.
Сведение лазерного луча в узкое пятно увеличивает плотность энергии лазера, тем самым повышая способность лазера быстро сжигать, плавить и испарять материал.
Узкое пятно рекомендуется для лазерной резки фанеры, так как оно позволяет лазеру прорезать фанеру с высокой скоростью.
Обдув воздухом
Обдув воздухом помогает в процессе лазерной резки, выдувая расплавленный материал из пропила и увеличивая скорость резки.
Он также защищает фокусирующую линзу, предотвращая попадание горячих осколков на линзу и ее повреждение.
Кроме того, он помогает регулировать температуру в зоне резки и уменьшает зону термического влияния (ЗТВ).
Поэтому при лазерной резке фанеры рекомендуется использовать обдув воздухом при максимальном давлении.
Рабочий стол
При лазерной резке фанеры образуется много дыма. Этот дым задерживается между заготовкой и рабочим столом, что приводит к образованию дымовых пятен на задней стороне заготовки.
Штыревой стол приподнимает заготовку над основанием стола и обеспечивает легкое удаление дыма, образующегося при резке. Еще один эффективный рабочий стол, который позволяет легко удалять дым, — это сотовый рабочий стол.
Он состоит из сотовой структуры, которая способствует легкому выходу дыма через зазоры на поверхности рабочего стола.
Кроме того, если вы ищете лазерный резак специально для фанеры, рекомендуется выбрать лазерный резак, который предлагает самую большую рабочую зону в своей ценовой категории.
Большая рабочая зона позволяет обрабатывать большие листы фанеры без необходимости разрезать их на более мелкие куски.
Вытяжная система
Хотя хороший рабочий стол может легко удалить дым, скопление дыма вокруг зоны резки может повлиять на работу лазера и ухудшить качество резки.
Хорошая вытяжная система помогает отводить дым от зоны резки, тем самым повышая качество резки.
Проблемы при лазерной резке фанеры
Лазерная резка фанеры может дать отличные результаты с гладкими срезами и высокой точностью, чего не могут достичь другие традиционные процессы резки.
Однако при этом могут возникнуть некоторые проблемы, которых следует опасаться.
Ожоги кромок
Ожоги кромок при лазерной резке фанеры.
Ожоги кромок — одна из самых распространенных проблем при лазерной резке фанеры.
Она приводит к обугливанию по краю реза и обычно возникает из-за высокой мощности лазера или низкой скорости резки.
Чтобы избежать краевых ожогов, рекомендуется уменьшить мощность лазера или увеличить скорость резки, а также выполнять резку за несколько проходов.
Обгорание
Использование многопроходной техники помогает избежать ожогов краев, но приводит к обгоранию поверхности.
Обгорание происходит из-за избыточного тепла, выделяемого в результате многократных проходов, что увеличивает зону термического воздействия и приводит к появлению следов ожога на поверхности фанеры.
Рекомендуется использовать малярный скотч, чтобы закрыть область вокруг среза и предотвратить обгорание.
Дым
Пятна дыма на древесине, гравированной лазером.
При лазерной резке высокоэнергетический лазерный луч прожигает слои фанеры, чтобы получить желаемый срез. Фанера состоит из нескольких слоев древесины, соединенных между собой клеящим материалом. При лазерной резке слоев древесины, имеющихся в фанере, образуется сильный дым.
Клеевой материал горит с выделением вредных испарений и еще больше увеличивает количество дыма, образующегося при лазерной резке фанеры. Этот дым мешает процессу лазерной резки, окрашивая заготовку и снижая производительность лазера за счет рассеивания лазерного луча.
Образования дыма избежать невозможно, но хорошая вытяжная система может помочь в удалении этого дыма из зоны резки.
Кроме того, использование штифтового стола и использование обдува воздухом может улучшить качество резки за счет удаления дыма от заготовки.
Виды фанеры, пригодной для лазерной резки
Лазерная резка фанеры дает отличные результаты с коричневатым краем, который придает срезу некоторый контраст.
Хотя все виды фанеры можно резать лазером, некоторые виды фанеры дают лучшие результаты, чем другие.
Более того, многие производители выпустили специальные серии фанеры, известные как «лазерная фанера».
Эти фанеры предназначены исключительно для лазерной резки и дают отличные результаты при лазерной резке и гравировке.
Фанера из березы
Березовая фанера — одна из наиболее часто используемых фанер для бытовых проектов.
Это прочная фанера, которая имеет небольшой вес и обеспечивает хорошую обработку поверхности.
При лазерной резке березы получается чистый срез со светло-коричневым краем.
Возможно, из нее получаются не самые качественные срезы, но она легко режется и может использоваться для различных проектов.
Березовая фанера для лазерной резки — одна из самых простых фанер для лазерной резки и является отличным выбором для начинающих.
Бамбуковая фанера
Бамбуковая фанера хорошо известна среди мастеров благодаря своему красивому цвету и плотной текстуре древесины.
При лазерной резке бамбуковой фанеры получаются чистые срезы с красивым коричневым краем, который придает проекту контрастность и подчеркивает красоту вырезанного рисунка.
Красивый коричневый контраст делает ее идеальной для проектов лазерной гравировки.
Кроме того, бамбуковая фанера доступна в различных оттенках, и использование комбинации светлой и темной бамбуковой фанеры добавит контраста проекту.
Буковая фанера
Фанера из бука известна своим насыщенным золотисто-коричневым цветом, который выделяет ее среди других видов фанеры.
Эстетическая красота делает ее идеальной для декоративного применения и художественных работ.
Фанера из бука дает отличные результаты при лазерной резке.
Она идеально подходит для таких проектов, как вырезанные лазером визитные карточки или свадебные приглашения.
Фанера из сосны
Она имеет красивую текстуру и обычно обладает отличными водостойкими характеристиками.
Высокая степень обработки поверхности и прочная конструкция сосны делают ее идеальной для таких проектов, как мебель и ювелирные изделия.
При лазерной резке фанеры из сосны получаются чистые срезы со сравнительно меньшим контрастом, чем при лазерной резке бамбуковой фанеры.
Фанера джарра
Фанера Джарра выделяется среди других фанер благодаря своему темному и насыщенному красному цвету.
Она легко поддается лазерной резке и создает темный контраст, что повышает визуальную эстетику среза.
Ее уникальный цвет делает ее идеальным выбором для добавления контраста в деревообрабатывающие проекты.
Часто задаваемые вопросы:
Можно ли резать лазером древесину твердых пород?
Да выполнять лазерную резку древесины твердых пород можно. Для лазерной резки твердой древесины требуется умеренно мощный CO2 или диодный лазер для выполнения чистых разрезов с минимальными ожогами кромки. При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
Можно ли гравировать фотографии лазером на фанере?
Да, при лазерной гравировке фанеры получается высококачественная гравировка с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Можно ли выполнить лазерную резку МДФ?
МДФ — это прочный материал, изготовленный из древесных волокон, который дает отличные результаты при лазерной резке или гравировке. Как правило, для резки плит МДФ различной толщины рекомендуется использовать лазер CO2 мощностью более 60 Вт.
Топ-5 листов фанеры для любителей лазерной резки
Если вы уже сталкивались с Plyco, скорее всего, вы слышали, как мы рекламируем нашу продукцию Laserply. Лазерная фанера — это нечто действительно уникальное, популярность которого растет с каждым годом. Компания Plyco находится на первом этаже рынка лазерной фанеры, предлагая панели для уникальных проектов, которые без проблем работают с лазерными резаками раньше, чем кто-либо другой в основной отрасли.
Многие этого не осознают, но нельзя просто лазером вырезать фанеру и ожидать потрясающих результатов. Плотность и клеевое соединение, используемые в большинстве обычных фанерных листов, делают чрезвычайно трудным или даже невозможным создание чистого реза с помощью лазера. Понимая это, наша трудолюбивая производственная команда приступила к созданию продукта, который идеально сочетается с этим новым стилем резки.
Лазерный резак Darkly Labs Emblaser 2
Каждая панель Plyco Laserply была настроена и настроена, поэтому мы можем гарантировать чистый рез, когда вы берете ее домой. Мы предлагаем 12 совершенно разных фанерных панелей, вырезанных лазером, поэтому может быть сложно определить, какой из них подходит именно вам. Каждый лист отличается не только внешним видом; у них также есть уникальные черты, которые изначально нельзя увидеть невооруженным глазом.
Чтобы немного облегчить вам процесс принятия решения, мы составили список из 5 наших лучших фанерных листов для любителей и энтузиастов лазерной резки.
Березовая фанера для лазерной резки
Береза почти всегда рекомендуется, независимо от того, включает ли проект лазерную резку или нет. Не зря слово «береза» стало синонимом слова «фанера». Он надежный, хорошо выглядит и не ломает спину. Три ключевых столпа, на которые обращает внимание большинство людей при покупке фанеры.
Березовая фанера для лазерной резки настоятельно рекомендуется энтузиастам лазерной резки по ряду причин, первая из которых — простота использования. Береза — отличный продукт, который можно дать новичкам для общих работ по дереву, и здесь то же самое. Он режет так плавно, что это идеальная отправная точка для тех, кто только начинает заниматься лазерной резкой.
Березовая фанера Plyco Laser
Однако вам не нужно быть новичком, чтобы воспользоваться преимуществами. Возможно, вы просто ищете ресурс, который гарантированно не доставит вам хлопот в процессе творчества.
Визуально Берч является знаменосцем. Это может не сбить вас с толку (как некоторые листы Laserply, о которых мы собираемся упомянуть), но у него, несомненно, красивая отделка, которая достаточно адаптируется, чтобы соответствовать практически любому дизайну.
Бамбуковая фанера Laser
Если вы не хотите перестраховываться с листом березы, почему бы не сделать шаг в мир бамбука? Внешний вид, ощущение и атмосфера — это то, что никакая другая разновидность Laserply не может воспроизвести.
Бамбук имеет очень тонкую и плотную текстуру древесины, которая поддается лазерной резке. Из-за этого Plyco на самом деле нужно гораздо меньше адаптироваться, чтобы лист Bamboo соответствовал стандартам нашей линейки Laserply. Практически невозможно получить некрасивый разрез с одного из этих листов.
Бамбуковая фанера Plyco для лазерной печати, использованная Studio Bianco для создания обложки книги
Одна из лучших особенностей Bamboo Laser Plywood заключается в том, что она бывает разных цветов. Ищете что-то легкое и яркое? Натуральная окраска поможет вам. Есть другой проект и нужен более темный, более коричневый вид? Карбонизированный бамбук для вас.
Головы гарантированно повернутся, если вы выберете Бамбук в качестве предпочтительного лазерного материала.
Лазерная фанера из европейского бука
Следующее наше предложение от бамбуковых лесов Китая до Европы — великолепная фанера из европейского бука для лазерной печати.
Обычно неразумно судить о чем-то исключительно по внешнему виду, но европейский бук настолько выделяется, что мы не можем не рекомендовать его за его внешний вид. Как и любой продукт Laserply, он идеально подходит для самостоятельной лазерной резки фанеры. Однако богатый золотисто-коричневый цвет — это то, чего вы больше нигде не найдете.
Лазерная фанера Plyco из европейского бука
Неоднократно наши опытные клиенты полностью меняли свои дизайнерские планы, увидев лист этой великолепной древесины.
Из-за великолепных возможностей отделки Бук обычно используется для таких вещей, как визитные карточки и свадебные приглашения, и мы не можем винить этих клиентов. Европейский бук находится в своем собственном классе, когда речь идет об эстетической красоте.
Обруч Сосна
Обручная сосна — одна из самых почитаемых австралийских пород фанеры. Фанера Hoop Pine, чаще всего поставляемая с плантаций Квинсленда, заработала репутацию Rolls-Royce в морской фанерной промышленности. Несмотря на его традиционное использование, он с апломбом перешел на лазерную резку.
Лазерная фанера Plyco’s Hoop Pine
Благодаря лицевой стороне класса А он определенно привлечет внимание, но этот материал также прослужит долго. Фанера Hoop Pine Laser является одним из самых прочных вариантов в нашем ассортименте: более толстые листы используются в таких целях, как мебель, наряду с более искусными приложениями, такими как украшения для тортов и украшения.
Всесторонний, трудолюбивый характер Hoop Pine Laserply является идеальным выражением австралийского духа.
Джарра
Чтобы закончить список, мы переходим к чему-то, что может быть немного похоже на приобретенный вкус. Jarrah Laser Plywood избегает традиционного внешнего вида и цвета фанеры, вместо этого выбирая глубокий темно-красный цвет, который сразу же привлекает внимание.
Созданный из тщательно отобранного шпона, найденного в Новом Южном Уэльсе, Jarrah Laserply представляет собой фантастическую визуальную альтернативу тому, что обычно встречается в фанерной промышленности. Хотите встряхнуться? Тогда Джарра — лучший выбор для вас.
Лазерная фанера Plyco Jarrah
Команда Plyco надеется, что этот список поможет вам в вашем путешествии по Laser Plyco. Plyco является ведущим поставщиком лазерной фанеры в Мельбурне, но мы обслуживаем не только местных жителей. Наш ассортимент лазерной фанеры отгружается и доставляется по всей Австралии, а это означает, что где бы вы ни находились, вы можете получить эти удобные листы в кратчайшие сроки.
3D-печать металлами можно считать одним из наиболее заманчивых и технологически сложных направлений аддитивного производства. Попытки печати металлами предпринимались с ранних дней развития технологий 3D-печати, но в большинстве случаев упирались в технологическую несовместимость. В этом разделе мы рассмотрим технологии, опробованные для печати как композитными материалами, содержащими металлы, так и чистыми металлами и сплавами.
1 Струйная трехмерная печать (3DP)
2 Печать методом ламинирования (LOM)
3 Послойное наплавление (FDM/FFF)
4 Выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS)
5 Выборочная лазерная (SLM) и электронно-лучевая плавка (EBM)
6 Прямое лазерное аддитивное построение (CLAD)
7 Произвольная электронно-лучевая плавка (EBFȝ)
Струйная трехмерная печать (3DP)
Схема работы трехмерных струйных принтеров (3DP)
Струйная 3D-печать является не только одним из старейших методов аддитивного производства, но и одним из наиболее успешных в плане использования металлов в качестве расходных материалом. Однако необходимо сразу же пояснить, что это технология позволяет создавать лишь композитные модели ввиду технологических особенностей процесса. Фактически, этот метод позволяет создавать трехмерные модели из любых материалов, которые могут быть переработаны в порошок. Связывание же порошка осуществляется с помощью полимеров. Таким образом, готовые модели нельзя назвать полноценно «металлическими».
В то же время, существует возможность преобразования композитных моделей в цельнометаллические за счет термической обработки с целью выплавки или выжигания связующего материала и спекания металлических частиц. Получаемые таким образом модели не обладают высокой прочностью ввиду пористости. Увеличение прочности возможно за счет пропитки полученной цельнометаллической модели. Например, возможна пропитка стальной модели бронзой с получением более прочной конструкции.
Получаемые подобным образом модели, даже с металлической пропиткой, не используются в качестве механических компонентов ввиду относительно низкой прочности, но активно используются в ювелирной и сувенирной промышленности.
Печать методом ламинирования (LOM)
Схема работы 3D-принтеров, использующих технологию ламинирования (LOM)
3D-печать методом ламинирования подразумевает последовательное нанесение тонких листов материала с формированием за счет механической или лазерной резки и склеиванием для получения трехмерной модели.
В качестве расходного материала может использоваться и металлическая фольга.
Получаемые модели не являются полностью металлическими, так как их целостность основана на применении клея, связующего листы расходного материала.
Плюсом же данной технологии является относительная дешевизна производства и высокое визуальное сходство получаемых моделей с цельнометаллическими изделиями. Как правило, этот метод используется для макетирования.
Послойное наплавление (FDM/FFF)
Модель, изготовленная из BronzeFill до и после полировки
Наиболее популярный метод 3D-печати также не обошел стороной попытки использования металлов в качестве расходных материалов. К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.
Печать же легкоплавкими сплавами (например, оловом), возможна, но не дает достаточно качественной отдачи для практического применения.
Таким образом, в последнее время внимание разработчиков расходных материалов переключилось на композитные материалы по аналогии со струйной печатью. Типичным примером служит BronzeFill – композитный материал, состоящий из термопластика (детали не разглашаются, но, по всей видимости, используется PLA-пластик) и бронзового порошка. Получаемые модели имеют высокую визуальную схожесть с натуральной бронзой и даже поддаются шлифовке до глянца. К сожалению, физические и химические свойства готовых изделий ограничены параметрами связующего термопластика, что не позволяет классифицировать такие модели, как цельнометаллические.
Тем не менее, подобные материалы могут получить практическое применение не только в создании макетов, сувениров и предметов искусства, но и в промышленности. Так, эксперименты энтузиастов показали возможность создания проводников и экранирующих материалов с использованием термопластиков с металлическим наполнителем. Развитие этого направления может сделать возможной печать электронных плат.
Выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS)
Наиболее распространенный метод создания цельнометаллических трехмерных моделей подразумевает использование лазерных установок для спекания частиц металлического порошка. Данная технология именуется «выборочным лазерным спеканием» или SLS. Стоит отметить, что SLS используется не только для работы с металлами, но и с термопластиками в порошковом виде. Кроме того, металлические материалы зачастую покрываются более легкоплавкими материалами для снижения необходимой мощности лазерных излучателей. В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности.
Разновидностью технологии SLS является метод прямого лазерного спекания металлов (DMLS), ориентированный, как понятно из названия, на работу с чистыми металлическими порошками. Данные установки зачастую оснащаются герметичными рабочими камерами, наполняемыми инертным газом для работы с металлами, подверженными оксидации – например, с титаном. Кроме того, DMLS-принтеры в обязательном порядке применяют подогрев расходного материала до точки чуть ниже температуры плавления, что позволяет экономить на мощности лазерных установок и ускорять процесс печати.
Схема работы SLS, DLMS и SLM установок
Процесс лазерного спекания начинается с нанесения тонкого слоя подогретого порошка на рабочую платформу. Толщина наносимых слоев соответствует толщине одного слоя цифровой модели. Затем производится спекание частиц между собой и с предыдущим слоем. Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал.
По завершении вычерчивания слоя лишний материал не удаляется, а служит опорой для последующих слоев, что позволяет создавать модели сложной формы, включая навесные элементы, без необходимости построения дополнительных опорных структур. Такой подход вкупе с высокой точностью и разрешением позволяет получать детали, практически не требующие механической обработки, а также цельные детали уровня геометрической сложности, недосягаемого традиционными производственными методами, включая литье.
Лазерное спекание позволяет работать с широким ассортиментом металлов, включая сталь, титан, никелевые сплавы, драгоценные материалы и др. Единственным недостатком технологии можно считать пористость получаемых моделей, что ограничивает механические свойства и не позволяет добиться прочности на уровне литых аналогов.
Выборочная лазерная (SLM) и электронно-лучевая плавка (EBM)
Несмотря на высокое качество моделей, получаемых лазерным спеканием, их практическое применение ограничивается сравнительно низкой прочностью ввиду пористости. Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов.
Пример титанового имплантата, полученного с помощью технологии электронно-лучевой плавки (EBM)
Параллельным методом, достигшим прекрасных результатов, стала электронно-лучевая плавка (EBM). На данный момент существует лишь один производитель, создающий EBM-принтеры – шведская компания Arcam.
EBM позволяет достигать точности и разрешения, сравнимых с лазерной плавкой, но обладает определенными преимуществами. Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
Возможность работы с широким диапазонам металлов и сплавов позволяет создавать мелкие партии специализированных металлических деталей, практически не уступающих образцам, получаемым с помощью традиционных методов производства. При этом отсутствует необходимость создания дополнительных инструментов и инфраструктуры – таких как, литейные формы и печи. Соответственно, возможна значительная экономия при прототипировании или мелкосерийном производстве.
Установки для лазерной и электронно-лучевой плавки успешно используются для производства таких предметов, как ортопедические титановые протезы, лопатки газовых турбин и форсунки реактивных двигателей среди прочих.
Прямое лазерное аддитивное построение (CLAD)
Схема работы установок, использующих технологию CLAD
Не столько технология 3D-печати, сколько технология «3D-ремонта». Технология применяется исключительно на промышленном уровне ввиду сложности и относительно узкой специализации.
В основе CLAD лежит напыление металлического порошка на поврежденные детали с немедленной наплавкой с помощью лазера. Позиционирование «печатной головки» осуществляется по пяти осям: вдобавок к перемещению в трех плоскостях, головка обладает способностью изменять угол наклона и поворачиваться вокруг вертикальной оси, что позволяет работать под любым углом.
Подобные устройства зачастую используются для ремонта крупногабаритных изделий, включая производственный брак. Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Полноценные установки CLAD предусматривают использование герметичной рабочей камеры с инертной атмосферой для работы с титаном и другими металлами и сплавами, поддающимися оксидации.
Произвольная электронно-лучевая плавка (EBFȝ)
Схема работы EBFȝ принтеров
Технология, разрабатываемая специалистами НАСА для применения в условиях невесомости. Так как отсутствие гравитации делает работу с металлическими порошками практически невозможной, технология EBFȝ подразумевает использование металлических нитей.
Процесс построения схож с 3D-печатью методом послойного наплавления (FDM), но с использованием электронно-лучевой пушки для плавки расходного материала.
Данная технология позволит создание металлических запасных частей на орбите, что позволит существенно сократить затраты на доставку частей и обеспечит возможность быстрого реагирования на внештатные ситуации.
Перейти на главную страницу Энциклопедии 3D-печати
3Д печать металлом в Москве
3Д печать металлом
Наша компания СКАТ 3D располагает новой технологией печати металлами — SLM. Расшифровывается как селективное сплавление металлов. На данный момент широко применяется для печати деталей, изготовление которых по обычным технологиям невозможно. Плотность спекания достигает 99,5%, что вполне сопоставимо с классическим литьем в формы.
В нашем центре прототипирования находится 3Д принтер для печати на заказ порошком сплавов M2 Cusing от немецкой компании Concept Laser. Это промышленный станок с полем печати 250x250x280 миллиметров и возможностью печатать в инертной азотной или аргонной газовой среде.
Технология порошкового спекания металлов и их сплавов используется в металлургической промышленности уже много десятков лет. Способ лазерного селективного спекания в инертной среде дает гораздо больше возможностей по созданию деталей сложных форм и с внутренними полостями.
Примеры печати
Цены на 3D печать металлом
Технология
Оборудование
Область
Слой, мкм
Точность, мм
Материалы
Цена (р/см3)
SLM
Concept Laser M2
250x250x280
20-80
+-0,05
12Х18Н10Т (нерж.сталь)
03Х17Н12М2
AlSi10Mg (алюминий)
500р/см3
500р/см3
400р/см3
Ручная пост-обработка
Очистка от поддерживающего материала, шлифование и полировка поверхности, покрасочные работы
1500 руб/человеко-час
3D-моделирование
Создание трехмерных моделей по чертежам или образцу
2500 руб/человеко-час
Свяжитесь с нами и мы поможем подобрать вам подходящую по стоимости и свойствам технологию!
Быстро и качественно выполняем ваши заказы. Услуга 3Д печати предоставляется «от и до»: моделирование, печать, постобработка, приемка.
Обратная связь
Классические технологии отливки и запекания металлических изделий, применяемые в металлургической промышленности, имеют много ограничений. Рассматривать соседние технологии, типа печать песчаных форм или печать выжигаемых моделей для литья в гипсовые опоки или керамическую форму, мы сейчас не будем — это совершенно другие способы со своими плюсами и минусами. Так же как и печать металлосодержащими филаментами с последующим спеканием.
При печати порошком металла или сплава используется технология селективного плавления металла SLM, схожая с технологией прямого лазерного спекания DMLS. Отличие в том, что в SLM используется плавление, в отличие от спекания в DMLS, что делает детали сразу пригодными для использования в высоконагруженных местах. Зато в DMLS можно спекать компонентные порошки, состоящие из порошков разных металлов или даже металла и полимера.
Для 3д печати металлом на заказ используется металлический порошок с частицами 20-40 микрон. Чем мельче частицы, тем более качественная поверхность получается у деталей. В основном используется мелкодисперсный порошок нержавеющего сплава 12Х18Н10Т.
Сферы применения:
В медицинской отрасли печать металлами широко применяется в хирургии для изготовления протезов суставов, позвонков, в черепно-лицевой хирургии при повреждениях участков черепа или челюсти. В стоматологии печатаются импланты и коронки.
В ювелирном деле печатные титановые изделия произвели настоящий фурор. Технология позволяет создавать готовые украшения весьма сложных форм.
Аэрокосмическая промышленность. Список изготовляемых деталей непрерывно расширяется. Здесь и печатные ракетные двигатели, позволяющие снизить размеры и увеличить мощность. Еще в космической промышленности используются печатные антенны для спутников связи. Печатные титановые лопатки для авиационных турбин с внутренними каналами охлаждения.
Автомобильная промышленность — команды, участвующие в Formula 1 используют печать металлом для замены классических деталей. SLM позволяет при проектировании изделий использовать топологическую оптимизацию, что сильно снижает вес получаемой детали при той же расчетной прочности.
Преимущества печати металлом
Для быстрого изготовления небольших конструкционных деталей сложной формы из металлов и сплавов альтернативы технологий для SLM и DMLS просто не существует.
Прочность
Детали по технологии селективного спекания из порошкового метала получаются довольно высокой прочности, сравнимые с деталями, получаемыми методом литья. В этом огромный плюс — не все технологии печати позволяют сразу получить конструкционную деталь.
Качество печати
Учитывая, что в процессе 3D печати металлом на заказ происходит спекание/плавление частиц порошка, то получаемая деталь имеет небольшую шероховатость, которая убирается галтовкой. Чуть больше приложения сил в плане постобработки требуется местам соприкосновения со структурами поддержек. Если необходима деталь высокой точности, то необходимо закладывать при проектировании механическую обработку всех соприкасающихся поверхностей.
Сложность деталей
Технологии печати металлами позволяют работать с довольно сложными структурами, как формами, так и внутренними каналами и полостями. Никакая технология не позволит создать лопатки для турбин с внутренними каналами охлаждения, а SLM/DMLS — могут. Дополнительный плюс — получаемая прочность как у литья и возможность печатать сложные по форме детали позволяют использовать топологическую оптимизацию, что облегчает вес и уменьшает расход материала.
Услуга 3D-печати металлом для нестандартных деталей
Спинка
Материалы
Материалы по обслуживанию
Инъекционные формование. Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Загрузить
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Тематические исследования Вспомогательные средства дизайна Вебинары и выставки
Блог Ролики Часто задаваемые вопросы Педагоги и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупка
Свяжитесь с нами Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 Соединенные Штаты
P: 877.479.3680 F: 763. 479.2679 .3680. Лучшее в своем классе онлайн-предложение
После загрузки проекта детали вы получите онлайн-предложение, включающее анализ производства, помогающее улучшить технологичность детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
Получить предложениеВойти
Получите качественные металлические прототипы и серийные детали, напечатанные на 3D-принтере. Запросите онлайн цитату сегодня.
ПОЛУЧИТЬ МЕТАЛЛИЧЕСКИЕ ЧАСТИ
Сертификаты
ISO 9001:2015 | AS9100D | Регистрация ITAR
Перейти к разделу
→ Возможности → Доступные сплавы → Сравнить свойства материалов → Отделка поверхности → Постобработка → Почему 3D-печать металлом?
Прямое лазерное спекание металлов (DMLS) — это промышленный процесс 3D-печати металлов, позволяющий создавать полнофункциональные металлические прототипы и промышленные детали менее чем за 7 дней. Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
Технология 3D-печати металлом обычно используется для:
Прототипирования материалов производственного класса
Сложная геометрия
Функциональные детали конечного использования
Уменьшение металлических компонентов в сборке
Мы надеемся, что это руководство окажется для вас полезным. Если файл не скачался, его можно найти здесь.
Руководство по 3D-печати металлом
Приступите к 3D-печати металлом с помощью этого руководства, которое охватывает выбор материала, дизайн, постобработку и проверку качества.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0005
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Возможности 3D-печати металлом
Наши основные рекомендации по 3D-печати металлом включают важные аспекты проектирования, которые помогают улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
Допуски для 3D-печати металлов
Для хорошо спроектированных деталей допуски + 0,003 дюйма (0,076 мм) плюс 0,1% от номинальной длины обычно может быть достигнуто. Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Максимальные размеры
Толщина слоя
Минимальный размер элемента
Допуски
*В настоящее время Inconel 718 и алюминий являются единственными материалами, доступными для нашей широкоформатной машины X Line
Металл Варианты материалов для 3D-печати
Ниже представлены доступные металлические сплавы для 3D-печати. В зависимости от материала возможна различная термообработка.
Нержавеющая сталь (17-4 фазы)
Нержавеющая сталь 17-4 PH — это дисперсионно-твердеющая нержавеющая сталь, известная своей твердостью и коррозионной стойкостью. Если вам нужен вариант из нержавеющей стали, выберите 17-4 PH из-за ее значительно более высокой прочности на растяжение и предела текучести, но учтите, что она имеет гораздо меньшее удлинение при разрыве, чем 316L. Окончательные детали, построенные 17-4 PH, проходят термообработку в вакууме, а также H9.00 старение.
Основные преимущества
Термообработка для полной твердости и прочности
Коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Нержавеющая сталь (316L)
Нержавеющая сталь 316L — это рабочий материал, используемый для изготовления кислотостойких и коррозионностойких деталей. Выберите 316L, если требуется гибкость нержавеющей стали; 316L является более податливым материалом по сравнению с 17-4 РН. Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения.
Основные преимущества
Кислотостойкость и коррозионная стойкость
Высокая пластичность
УЗНАТЬ БОЛЬШЕ>
Алюминий (AlSi10Mg)
Алюминий (AlSi10Mg) сопоставим со сплавом серии 3000, который используется в процессах литья и литья под давлением. Он имеет хорошее отношение прочности к весу, высокую термостойкость и коррозионную стойкость, а также хорошую усталостную прочность, сопротивление ползучести и разрыву. AlSi10Mg также обладает свойствами теплопроводности и электропроводности. Окончательные детали, изготовленные из AlSi10Mg, получают приложение для снятия напряжения.
Основные преимущества
Высокая жесткость и прочность по отношению к весу
Тепловая и электрическая проводимость
УЗНАТЬ БОЛЬШЕ>
Инконель 718
Инконель — это высокопрочный, устойчивый к коррозии никель-хромовый суперсплав, идеально подходящий для деталей, подвергающихся экстремальным температурам и механическим нагрузкам. Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости.
Основные преимущества
Стойкость к окислению и коррозии
Высокая прочность на растяжение, усталостную прочность, ползучесть и прочность на разрыв
УЗНАТЬ БОЛЬШЕ>
Кобальт-хром (Co28Cr6Mo)
Хром кобальта (Co28Cr6Mo) — суперсплав, известный своим высоким отношением прочности к весу.
Основные преимущества
Высокая прочность на растяжение и ползучесть
Коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Титан (Ti6Al4V)
Титан (Ti6Al4V) — сплав для рабочих лошадей. По сравнению с отожженным Ti сорта 23 механические свойства Ti6Al4V сравнимы с кованым титаном по прочности на растяжение, относительному удлинению и твердости. Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений.
Основные преимущества
Высокая жесткость и прочность по отношению к весу
Высокая термостойкость и коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Сравнить свойства материалов
20 мкм = высокое разрешение (HR) 30, 40 и 60 мкм = нормальное разрешение (NR)
US
Метрическая
Материалы
Разрешение
Состояние
Предел прочности на растяжение (тыс.фунтов/кв.дюйм)
Предел текучести (тыс.фунтов на кв. дюйм)
Удлинение (%)
Твердость
Нержавеющая сталь (17-4 фазы)
20 мкм
Раствор и старение (H900)
199
178
10
42 HRc
30 мкм
Раствор и старение (H900)
198
179
13
42 HRc
Нержавеющая сталь (316L)
20 мкм
снятие стресса
82
56
78
90 руб
30 мкм
снятие стресса
85
55
75
88 ХРБ
Алюминий (AlSi10Mg)
20 мкм
снятие стресса
39
26
15
42 ХРБ
30 мкм
снятие стресса
50
33
8
59 ХРБ
40 мкм
снятие стресса
43
27
10
50 руб
Кобальт-хром (Co28Cr6Mo)
20 мкм
Как построено
182
112
17
39 HRc
30 мкм
Как построено
176
119
14
38 HRc
Инконель 718
20 мкм
снятие стресса
143
98
36
33 HRc
30 мкм
снятие стресса
144
91
39
30 HRC
30 мкм
Раствор и старение в соответствии с AMS 5663
208
175
18
46 HRc
60 мкм
снятие стресса
139
83
40
27 HRc
60 мкм
Раствор и старение в соответствии с AMS 5663
201
174
19
45 HRc
Титан (Ti6Al4V)
20 мкм
снятие стресса
153
138
15
35 HRc
30 мкм
Снятие стресса
144
124
18
33 HRc
Материалы
Разрешение
Состояние
Предел прочности при растяжении (МПа)
Предел текучести (МПа)
Удлинение (%)
Твердость
Нержавеющая сталь (17-4 фазы)
20 мкм
Раствор и старение (H900)
1 372
1 227
10
42 HRc
30 мкм
Раствор и старение (H900)
1 365
1 234
13
42 HRc
Нержавеющая сталь (316L)
20 мкм
снятие стресса
565
386
78
90 руб
30 мкм
снятие стресса
586
379
75
88 ХРБ
Алюминий (AlSi10Mg)
20 мкм
снятие стресса
268
180
15
46 ХРБ
30 мкм
снятие стресса
345
228
8
59 ХРБ
40 мкм
снятие стресса
296
186
10
50 руб
Кобальт-хром (Co28Cr6Mo)
20 мкм
Как построено
1255
772
17
39 HRc
30 мкм
Как построено
1213
820
14
38 HRC
Медь (CuNi2SiCr)
20 мкм
Закалка от осадков
496
434
23
87 ХРБ
Инконель 718
20 мкм
снятие стресса
986
676
36
33 HRc
30 мкм
снятие стресса
993
627
39
30 HRC
30 мкм
Раствор и старение в соответствии с AMS 5663
1434
1207
18
46 HRc
60 мкм
снятие стресса
958
572
40
27 HRc
60 мкм
Раствор и старение в соответствии с AMS 5663
1386
1200
19
45 HRc
Титан (Ti6Al4V)
20 мкм
снятие стресса
1055
951
15
35 HRc
30 мкм
снятие стресса
993
855
18
33 HRc
Эти цифры являются приблизительными и зависят от ряда факторов, включая, помимо прочего, параметры машины и процесса. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Варианты отделки поверхности
Стандартная отделка
Ожидаемые значения шероховатости от 200 до 400 микродюймов Ra (от 0,005 до 0,010 мм Ra) в зависимости от материала и разрешения. Опорные конструкции удалены, а линии слоев видны.
Индивидуальная отделка
Мы предлагаем шлифованные поверхности различной зернистости и полированные до зеркального блеска. Обязательно укажите, предназначена ли нестандартная отделка поверхности для функциональных или эстетических целей, чтобы мы могли лучше проконсультировать вас по нашим индивидуальным вариантам.
Возможности постобработки металлических деталей, напечатанных на 3D-принтере
Улучшите прочность, точность размеров и внешний вид готовых металлических компонентов с помощью DMLS для производства.
Обработка поверхности
3- и 5-осевое фрезерование
Токарная обработка
Полировка (зеркальная или матовая)
Пассивация
Проволочный электроэрозионный станок
Нарезание резьбы и развертывание
Термическая обработка
Снятие напряжения
Термическая обработка NADCAP
Горячее изостатическое прессование (HIP)
Отжиг на твердый раствор
Старение
Механические испытания
Растяжение
Твердость по Роквеллу
Анализ порошков и материалов
Прослеживаемость
Химия
Анализ размера и распределения частиц
Зачем использовать 3D-печать металлом?
Узнайте, как технология аддитивного производства металлов может использоваться для уменьшения количества компонентов в сборке, изготовления деталей сложной геометрии и, в конечном счете, для экономии времени и средств.
Нажмите, чтобы увеличить
Как работает 3D-печать металлом?
Машина DMLS начинает спекать каждый слой — сначала опорные конструкции для базовой пластины, затем саму деталь — с помощью лазера, направленного на слой металлического порошка. После микросварки поперечного слоя порошка платформа сборки смещается вниз, и лезвие устройства для повторного нанесения покрытия перемещается по платформе, чтобы поместить следующий слой порошка в инертную камеру сборки. Процесс повторяется слой за слоем, пока сборка не будет завершена.
Когда сборка завершена, сначала вручную проводится первоначальная чистка деталей щеткой для удаления большей части рассыпчатого порошка, после чего следует соответствующий цикл термообработки, пока они все еще закреплены в системах поддержки, чтобы снять любые напряжения. Детали снимаются с платформы, а опорные конструкции удаляются с деталей, а затем завершаются необходимой дробеструйной очисткой и удалением заусенцев. Конечные детали DMLS имеют почти 100-процентную плотность.
Широкоформатная 3D-печать металлом
Недавно мы добавили линию GE Additive X Line к нашему парку 3D-принтеров по металлу для изготовления крупных деталей из сплава Inconel 718 и алюминия (AlSi10Mg). У вас есть проект, который может подойти? Свяжитесь с нами, и мы сможем обсудить ваши требования.
Узнать больше >
3D-печать металлов для производства
Повышение прочности, точности размеров и внешнего вида металлических компонентов конечного использования с помощью вариантов постобработки, таких как обработка на станках с ЧПУ и термообработка.
Подробнее >
Ресурсы
Постобработка для 3D-печати металлов
Узнайте, как улучшить размерную точность, шероховатость поверхности и механические свойства металлических деталей в приложениях с высокими требованиями.
Прочтите совет по проектированию
Объединение сборок деталей с аддитивным производством для снижения затрат и повышения производительности
Как найти подходящие возможности для объединения сборок из нескольких деталей в отдельные компоненты с помощью промышленной 3D-печати
Прочитать информационный документ
Inconel 718: материал-рабочая лошадка для аддитивного производства
Inconel 718 — популярный материал для аддитивного производства металлических деталей.
Читать блог
Широкоформатная 3D-печать деталей из алюминия и инконеля
Когда вы печатаете очень большие детали из металла, здорово иметь выбор материалов. И алюминий, и инконель 718 имеют большой смысл, но какой из них лучше всего подходит для вашего применения?
Читать блог
Мгновенные расценки на детали, напечатанные на 3D-принтере
Получить предложение
Что такое 3D-печать металлом и как это работает?
Что такое 3D-печать металлом? Как работает эта аддитивная технология? В этой статье рассматриваются основные принципы SLM (селективное лазерное плавление) и DMLS (прямое лазерное спекание металлов), а также то, как они соотносятся с основными преимуществами и ограничениями 3D-печати.
Что такое 3D-печать металлом? Различия между SLM и DMLS
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) — это два процесса аддитивного производства металлов, которые относятся к семейству 3D-печати методом сплавления в порошковом слое. Эти две технологии имеют много общего: обе используют лазер для сканирования и выборочного сплавления (или плавления) частиц металлического порошка, связывая их вместе и создавая деталь слой за слоем. Кроме того, материалы, используемые в обоих процессах, представляют собой металлы в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц (а также к патентам): SLM использует металлические порошки с одной температурой плавления и полностью расплавляет частицы, тогда как в DMLS порошок состоит из материалов с переменной температуры плавления, которые плавятся на молекулярном уровне при повышенных температурах.
По существу, SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
Процесс 3D-печати металлом SLM и DMLS
Как SLM, так и DMLS используются в промышленных приложениях для создания конечных инженерных продуктов. В этой статье мы используем термин
3D печать металлом чтобы обратиться к обоим процессам в целом, и мы описываем основные механизмы производственного процесса, которые необходимы инженерам и дизайнерам для понимания преимуществ и ограничений технологии.
Существуют и другие процессы аддитивного производства, которые можно использовать для производства плотных металлических деталей, такие как электронно-лучевая плавка (EBM) и ультразвуковое аддитивное производство (UAM). Однако их доступность и применение ограничены, поэтому они не будут представлены здесь.
Хотите узнать больше о производстве металлических деталей?
Загрузите наше руководство по металлическим деталям Наши услуги 3D печати Наши услуги по обработке с ЧПУ
Как работает 3D-печать металлом?
Основной процесс изготовления одинаков для SLM и DMLS. Вот как это работает:
Камера сборки сначала заполняется инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревается до оптимальной температуры сборки.
Тонкий слой металлического порошка распределяется по строительной платформе, и мощный лазер сканирует поперечное сечение компонента, расплавляя (или сплавляя) металлические частицы вместе и создавая следующий слой. Вся площадь модели сканируется, поэтому деталь строится полностью цельной.
Когда процесс сканирования завершен, рабочая платформа перемещается вниз на один слой толщины, а устройство для повторного нанесения покрытия наносит еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока вся часть не будет завершена.
Когда процесс сборки закончен, детали полностью инкапсулируются в металлический порошок. В отличие от процесса сплавления полимерного порошкового слоя (например,
SLS или
MJF), детали крепятся к строительной платформе через опорные конструкции. Опора в 3D-печати металлом изготавливается из того же материала, что и деталь, и всегда требуется для смягчения деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда бункер остынет до комнатной температуры, излишки порошка удаляются вручную, а детали, как правило, подвергаются термообработке, пока они все еще прикреплены к платформе для сборки, чтобы снять любые остаточные напряжения. Затем компоненты отделяются от рабочей пластины с помощью резки, механической обработки или электроэрозионной обработки и готовы к использованию или дальнейшей постобработке.
Схема принтера SLM/DMLS
Хотите создавать более качественные детали для 3D-печати?
Загрузите наш плакат с правилами проектирования 3D-печати
Каковы характеристики 3D-печати металлом? Знакомство с SLM и DMLS
Параметры принтера SLM и DMLS
В SLM и DMLS почти все параметры процесса устанавливаются производителем машины. Высота слоя, используемого в 3D-печати металлом, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (сыпучести, гранулометрического состава, формы и т. д.).
Стандартный размер системы 3D-печати из металла составляет 250 x 150 x 150 мм, но также доступны машины большего размера (до 500 x 280 x 360 мм). Точность размеров, которой может достичь металлический 3D-принтер, составляет примерно ± 0,1 мм.
Металлические принтеры можно использовать для мелкосерийного производства, но возможности систем 3D-печати металлом больше напоминают возможности серийного производства
FDM или
Соглашение об уровне обслуживания машин, чем у принтеров SLS. Они ограничены доступной областью печати (направление XY), так как детали должны быть прикреплены к платформе сборки.
Металлический порошок в SLM и DMLS легко перерабатывается. Как правило, менее 5% тратится впустую. После каждого отпечатка неиспользованный порошок собирается, просеивается, а затем пополняется свежим материалом до уровня, необходимого для следующей сборки.
Отходы металлической печати имеют форму опорных конструкций, которые имеют решающее значение для успешного завершения сборки, но могут резко увеличить количество необходимого материала (и стоимость).
Мелкосерийное производство велосипедной рамы с использованием SLM. Спасибо Renishaw и Empire Cycles за фото.
Адгезия слоев
Металлические детали SLM и DMLS имеют почти изотропные механические и термические свойства. Они твердые с очень небольшой внутренней пористостью (менее 0,2–0,5% в состоянии после печати и почти нулевой после термической обработки).
Металлические печатные детали обладают более высокой прочностью и твердостью и часто более гибки, чем детали, изготовленные традиционным способом. Однако они более склонны к утомлению.
Например, взгляните на механические свойства металлического сплава AlSi10Mg EOS для 3D-печати и литого под давлением сплава A360. Эти два материала имеют очень похожий химический состав с высоким содержанием кремния и магния. Печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с кованым материалом.
Из-за гранулированной формы необработанного материала исходная шероховатость поверхности (Ra) металлической детали, напечатанной на 3D-принтере, составляет примерно 6–10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность.
AlSi10Mg (сплав для 3D-печати)
A360 (литой под давлением сплав)
Предел текучести (деформация 0,2 %) *
XY: 230 МПа Z: 230 МПа
165 МПа
__Прочность на растяжение * __
XY: 345 МПа Z: 350 МПа
317 МПа
__Модуль * __
XY: 70 ГПа Z: 60 ГПа
71 ГПа
__Удлинение при разрыве * __
XY: 12 % Z: 11 %
3,5%
__Твердость** __
119 Вес
75 HBW
__Усталостная прочность ± __
97 МПа
124 МПа
* Термическая обработка: отжиг при 300°С в течение 2 часов ± Испытано на готовых образцах
Опорные конструкции и ориентация деталей
Опорные конструкции всегда требуются при печати металлом из-за очень высокой температуры обработки, и они обычно строятся с использованием решетчатого рисунка.
Опорные конструкции в металлической 3D-печати выполняют три различные функции:
Они предлагают подходящую платформу для следующего уровня.
Они прикрепляют деталь к рабочей пластине и предотвращают деформацию.
Они действуют как радиаторы, отводя тепло от детали и позволяя ей охлаждаться с более контролируемой скоростью.
Детали часто ориентированы под углом, чтобы свести к минимуму вероятность деформации и максимизировать прочность детали в критических направлениях. Однако это увеличит объем необходимой поддержки, время сборки, потери материалов и (в конечном счете) общую стоимость.
Деформация также может быть сведена к минимуму с помощью рандомизированных шаблонов сканирования. Эта стратегия сканирования предотвращает накопление остаточных напряжений в любом конкретном направлении и придает детали характерную текстуру поверхности.
Поскольку стоимость металлической печати очень высока,
симуляции часто используются для прогнозирования поведения детали во время обработки. Алгоритмы оптимизации топологии также используются не только для максимизации механических характеристик и создания легких деталей, но и для сведения к минимуму потребности в опорной конструкции и вероятности коробления.
Металлический кронштейн перед снятием опорных конструкций ориентируют под углом 45 градусов. Фото предоставлено компанией Concept Laser.
Полые профили и легкие конструкции
В отличие от процессов плавления полимерного порошкового слоя, таких как
SLS, большие полые профили обычно не используются в металлической печати, поскольку опорные конструкции не могут быть легко удалены.
Для внутренних каналов диаметром более 8 мм мы рекомендуем использовать ромбовидные или каплевидные сечения вместо круглых, так как они не требуют опорных конструкций. Дополнительные рекомендации по проектированию SLM и DMLS можно найти в
эта статья .
В качестве альтернативы полым профилям детали могут быть выполнены с обшивкой и стержнями. Кожа и сердцевины обрабатываются с использованием лазера различной мощности и скорости сканирования, что приводит к различным свойствам материала. Использование кожи и стержней очень полезно при изготовлении деталей с большими сплошными сечениями, так как они значительно сокращают время печати и вероятность коробления и позволяют получать детали с высокой стабильностью и отличным качеством поверхности.
Использование решетчатой структуры также является распространенной стратегией в 3D-печати металлом для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органических и легких форм.
Какие материалы обычно используются для 3D-печати металлом?
SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт-хром и инконель. Эти материалы удовлетворяют потребности большинства промышленных применений, от аэрокосмической до медицины. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение в основном ограничивается изготовлением ювелирных изделий.
Порошок для 3D-печати металлом, как вы понимаете, очень дорогой. Например, килограмм
нержавеющая сталь 316L порошок стоит примерно 350-450 долларов. По этой причине минимизация объема деталей и потребность в поддержке являются ключом к максимально возможному снижению стоимости.
Основным преимуществом 3D-печати металлом является его совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые суперсплавы, которые очень трудно обрабатывать традиционными методами производства. Значительная экономия средств и времени может быть достигнута за счет использования 3D-печати металлом для создания детали почти чистой формы, которая впоследствии может быть подвергнута постобработке до очень высокого качества поверхности.
| Материал | Материал |——————————| | Алюминиевые сплавы | Хорошие механические и термические свойства; Низкая плотность; Хорошая электропроводность; Низкая твердость | | Нержавеющая сталь и инструментальная сталь | Высокая износостойкость; Большая твердость; Хорошая пластичность и свариваемость | | Титановые сплавы | Устойчивость к коррозии; Отличное соотношение прочности и веса; Низкое тепловое расширение; Биосовместимый | | Кобальт-хромовые суперсплавы | Отличная износостойкость и коррозионная стойкость; Отличные свойства при повышенных температурах; Очень высокая твердость; Биосовместимый | | Никелевые суперсплавы (Инконель) | Отличные механические свойства; Высокая коррозионная стойкость; Термостойкость до 1200 градусов Цельсия; Используется в экстремальных условиях | | Драгоценные металлы | Используется в ювелирном деле; Не широко доступен
Методы постобработки для 3D-печати металлом
Для улучшения механических свойств, точности и внешнего вида металлических печатных деталей используются различные методы постобработки.
Обязательные этапы постобработки включают удаление рыхлого порошка и опорных структур, а термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках с ЧПУ может использоваться для обработки важных по размеру элементов (таких как отверстия или резьба). Пескоструйная обработка, металлизация, полировка и микромеханическая обработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Спутниковая антенна изготовлена с использованием DMLS. Фото предоставлено компаниями Concept Laser и Optisys LLC.
Каковы преимущества и ограничения 3D-печати металлом?
Вот основные преимущества и недостатки процессов 3D-печати металлом:
Процессы 3D-печати металлом можно использовать для изготовления сложных деталей на заказ с геометрией, которую невозможно изготовить с помощью традиционных методов производства.
Металлические детали, напечатанные на 3D-принтере, можно топологически оптимизировать, чтобы максимизировать их производительность при минимальном весе и общем количестве компонентов в сборке.
Металлические детали, напечатанные на 3D-принтере, обладают превосходными физическими свойствами, а ассортимент доступных материалов включает труднообрабатываемые материалы, такие как металлические суперсплавы.
Материальные и производственные затраты, связанные с 3D-печатью металлом, высоки, поэтому эти технологии не подходят для деталей, которые можно легко изготовить традиционными методами.
Размер сборки систем 3D-печати металлом ограничен, так как требуются точные производственные условия и контроль процесса.
Уже существующие проекты могут не подходить для 3D-печати металлом и, возможно, потребуется изменить их.
Основные характеристики систем SLM и DMLS приведены в таблице ниже.
3D-печать металлом (SLM/DMLS)
__Материалы __
Металлы и металлические сплавы (алюминий, сталь, титан)
Точность размеров
± 0,1 мм
Стандартный размер сборки
250 x 150 x 150 мм (до 500 x 280 x 360 мм)
Общая толщина слоя
20 – 50 мкм
__Опорные конструкции __
Требуется всегда
Свяжитесь с [email protected] или посетите [Protolabs](https://www.protolabs.com/), чтобы начать 3D-печать металлических деталей. Для других технологий 3D-печати и обработки на станках с ЧПУ вы можете загрузить файл САПР в наш конструктор котировок, чтобы получить мгновенное бесплатное ценовое предложение.
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Изделия имеют высокую стойкость к деформации и ударам, формоустойчивый.АБС-пластик имеет хорошую химстойкость. Пластик хорошо окрашивается, поэтому доступны любые оттенки. Для придания атмосферостойкости, по запросу, в полимер вводятся светостабилизаторы, препятствующие старению изделий под воздействием солнечной радиации при эксплуатации вне помещений. По требованию заказчика возможно производство листового пластика из АБС с антибликовой (матовой) поверхностью.
Комплекс свойств АБС задается тремя компонентами, каждый из которых вносит свой вклад:
Акрилонитрил придает высокую жесткость, термостойкость и химическую стойкость.
Бутадиен обеспечивает ударную прочность и морозостойкость
Стирольный мономер придаёт АБС блестящую поверхность и технологичность
Характеристики АБС (Акрилнитрилбутадиенстирола)
Метод тестирования, ISO
Значения
Плотность, не менее, г/см3
1183
1. 05
Предел текучести при растяжении, МПа
527-2/1B/20
33
Относительное удлинение при разрыве, %
527
25
Ударная вязкость по Шарпи на образце без надреза (в ребро), кДж/м2
179/1ерА
н/р
Ударная вязкость по Шарпи на образце без надреза (в ребро), кДж/м2
179/1ерА
25
Ударная вязкость по Шарпи на образце с надрезом (в ребро), кДж/м2
179/1ер
25
ударная вязкость по Шарпи на образце с надрезом (в ребро), кДж/м2
179/1ер
13
Температура изгиба под нагрузкой, не менее, °С
75-2Ае
87
Температура размягчения по Вика, °С
306/В50
95
Область применения:
Детали интерьера и экстерьера автомобилей(агропромтехники, специальной техники ,тюнинг автомобилей(( пороги, облицовка дверей, обрамление окон, щитки панели приборов, каркасы, бампера, панели и другие детали. ))
Торговое оборудование, производство бытовой техники(бытовые и промышленные холодильники, водонагреватели)
Производство рекламного оборудования(стенды, баннеры, стойки, вывески и т.д.)
Строительная промышленность(материалы для внутренней и внешней отделки домов)
Производство товаров народного потребления(футляры чемоданов, коробки, бытовые принадлежности и т.д.)
Сантехническое оборудование
Корпуса медицинских приборов и техники
Отличительные характеристики:
Отличный баланс жесткости и ударной прочности
Хорошо подвергается вакуумной формовке
Высокая морозостойкость
УФ стабилизация для длительного периода эксплуатации на открытом воздухе.
Имеет хорошую химическую стойкостьк водным растворам кислот и щелочей, концентрированным хлорным и фосфорным кислотам, спиртам, животным, растительным и минеральным маслам,углеводородам, жирам, бензину.
Нестойкий против ацетона, эфира, этилированного бензола, этилхлорида, этиленхлорида, анилина, анизола, бензола, разбухают в ледяной уксусной кислоте.Также не обладает стойкостью к воздействию концентрированных серной и азотной кислот. Растворим в эфирах, кетонах. Непрозрачен, легко воспламеняется, горит жёлтым свечением с образованием сажи.
Электрические свойства: имеет удельное объемное сопротивление – 1013 Ом*м.
Продукция хорошо известна не только за превосходное качество,но и бережным отношением к окружающей среде, так как производится по практически безотходным технологиям. Материалы на 100% пригодны для вторичной переработки.
АБС-пластик Черный | Компания полимерных пластмасс, LC
775-283-4400 800-475-2214
Что такое АБС?
ABS представляет собой полимеризацию крилонитрила A , B утадиена и S тирольных мономеров. Химически это семейство термопластичных пластиков называется «терполимерами», поскольку они включают комбинацию трех разных мономеров для образования единого материала, в котором используются свойства всех трех.
АБС обладает выдающейся ударной вязкостью и высокой механической прочностью, что делает его подходящим для жестких потребительских товаров. Кроме того, ABS обладает хорошей размерной стабильностью и электроизоляционными свойствами.
Материалы ABS устойчивы к воздействию неорганических солей, щелочей, многих кислот, большинства спиртов и углеводородов, но растворяются в кетонах, альдегидах, сложных эфирах и некоторых хлорированных углеводородах. Длительное воздействие прямых солнечных лучей может привести к растрескиванию поверхности и обесцвечиванию.
Влага не влияет на электрические свойства ABS , которые остаются постоянными в широком диапазоне частот. Хотя марки ABS общего назначения имеют низкую скорость горения, огнестойкие марки были разработаны в ответ на все более строгие стандарты безопасности.
Простота изготовления является основным свойством этого продукта. Его можно формовать термоформованием, формованием под давлением, формованием с раздувом, резкой, распиливанием, просверливанием или даже «холодной штамповкой». Соединения могут быть сварены ультразвуком, термосваркой и химически скреплены.
» Свойства «, Применение s» и » Доступность » для Лист АБС и Стержень указаны внизу этой страницы. s) ниже и «Добавить заказ в корзину».
Лист АБС (черный)
Размер листа: Выбрать один2 фута X 4 футаПользовательский
ЗАКАЗ ПОДТВЕРЖДАЕТСЯ ПОДТВЕРЖДЕНИЕМ Минимум 75 долларов США для интернет-заказов. При заказе на сумму менее 75 долларов США взимается плата за обслуживание в размере 25 долларов США. Цена, указанная на этой странице, является исключительно ценовой. Это не включает дополнительные сборы за обработку в магазине. УСЛОВИЯ ПРОДАЖИ
Свойства, применение и наличие листов и стержней из АБС
Свойства
Приложения
Наличие
Хорошая химическая стойкость
Телефонные корпуса
Стержень: от 0,250 до 6000 дюймов
Ударопрочность
Вставки для холодильника
Лист: от 0,062 дюйма до 0,250 дюйма
Размерная стабильность
Защитные каски
Пластина: от 0,250″ до 4,000″
Обрабатываемость
Трубопровод
Стандартный цвет: Натуральный (кремовый), черный
Простота изготовления
Корпуса для телевизоров и радиоприемников
Для натурального АБС нажмите здесь
Корпуса клапанов
Погрузочно-разгрузочное оборудование
• Посмотреть паспорт безопасности АБС
• См. техпаспорт ABS
Листы АБС черного цвета, нарезанные по размеру – непревзойденная цена
Купить Листы АБС черного цвета толщиной от 1 мм до 10 мм, нарезанные по размеру, онлайн у специализированного дилера. Листы снабжены защитной пленкой с одной стороны.
Срок поставки: Отправка в течение 2-3 рабочих дней
Обрезные панели
Запросить образец
Масса
Выберите вариант…
Длина в мм
Ширина в мм
Штук
Запросите до трех бесплатных образцов.
Размеры образцов прибл. 200 мм х 100 мм
Толщина (макс. 3 образца) 1мм2мм3мм4мм5мм
Электронная почта
Имя
улица
Номер
Почтовый индекс
Город
Страна АвстрияБельгияЧехияДанияФранцияГерманияВенгрияИталияЛюксембургНидерландыПольшаПортугалияСловакияСловения
Captcha
Я подтверждаю свое согласие с Политикой конфиденциальности
Описание
Высококачественные черные полностью окрашенные панели из АБС-пластика
Наши пластиковые листы из черного АБС-пластика абсолютно непрозрачны и полностью окрашены насквозь, так что даже отпиленные и обрезанные кромки имеют глубокий черный цвет. Поверхности наших листов АБС гладкие и защищены с одной стороны защитной пленкой. Наши листы АБС доступны в черном цвете толщиной от 1 мм до 10 мм.
Листы имеют типичную для АБС-пластика высокую ударную вязкость и поэтому идеально подходят для производства стабильных, ударопрочных молдингов и подложек.
Наш калькулятор раскроя рассчитывает ваши личные условия в зависимости от формата и количества. Просто введите необходимое количество, желаемую толщину и желаемые размеры в миллиметрах в поле ввода. Желаемый разрез будет выполнен на современной панельной пиле с ЧПУ. Допуск распиловки ваших заготовок составляет всего +/- 1 мм.
Примеры применения наших листов АБС черного цвета
Идеально подходят для изготовления формованных деталей корпусов электроприборов (например, радиоприемников, телевизоров, ноутбуков, телефонов, принтеров и т. д.)
В качестве ударопрочной опоры для защиты в мастерской
Глубокая вытяжка фасонных деталей в автомобилестроении (фурнитура, внутренняя отделка, крышки и т. д.)
В качестве защиты от ударов и защиты стен в гаражах и в сфере логистики
и многие другие
Обработка наших листов АБС черного цвета
Наши листы АБС черного цвета прекрасно поддаются обработке. Их можно без проблем фрезеровать, склеивать, сверлить, пилить или подвергать глубокой вытяжке (вакуумной формовке), поэтому они идеально подходят для производства высококачественной продукции. 9№ 0004
Наши листы из АБС-пластика не устойчивы к УФ-излучению, но могут быть покрыты лаком для защиты от УФ-излучения и атмосферных воздействий, а также могут использоваться на открытом воздухе.
ПРИМЕЧАНИЕ. Мы рекомендуем снимать защитную пленку только с одной стороны после завершения обработки и во избежание нежелательных царапин на гладкой поверхности.
Дополнительная информация
Дополнительная информация
Product-ID
ABS schwarz
Weight
N/A
Thickness
1mm — 10mm
Standart Length
2000
Standard width
1000
Срок поставки
Отправка в течение 2-3 рабочих дней
EAN/GTIN
Н/Д
Пластик
Акрилнитрил-бутадиен-стирол
Material
ABS
UV resistance
not UV resistant
Color
Black
Color accuracy
Color similar to RAL color system
RAL color code
RAL9005
Обозначение цвета
Ярко-черный
отзывов
Вложения
DE 2019 — Datenblatt ABS-Platten schwarz Размер: (52,9 КБ)
Технический паспорт Листы АБС Размер: (55,63 КБ)
Поделиться продуктом? Спасибо!
Я хотел бы поделиться этим сообщением и принял к сведению политику конфиденциальности.
Лазерный уровень/нивелир USP Лазерный Нивелир, Красный луч Уровни Skil 0504
в магазин
Уровень лазерный SKIL 0560АС Уровни 0504
в магазин
Лазерный уровень/нивелир Skil 0560 AC Уровни 0504
в магазин
Лазерный уровень Skil 0510 AB (F0150510AB) со штативом Уровни 0504
в магазин
Лазерный уровень самовыравнивающийся Уровни Skil 0504
4988
5985
в магазин
Лазерный уровень SKIL 0510 AB Уровни 0504
в магазин
Лазерный уровень/нивелир Kraftool 34660-2, Красный луч Уровни Skil 0504
в магазин
Лазерный уровень/нивелир ADA нивелир№1 Уровни Skil 0504
в магазин
Лазерный уровень/нивелир Kraftool Нивелир лазерный Kraftool LL-3D, сверхъяркий, 360°, 34640, 70 м, Красный луч Уровни Skil 0504
в магазин
Лазерный уровень Skil LL0516 AB (F0150516AB) Уровни 0504
в магазин
Лазерный уровень/нивелир Kraftool 34660-2, Красный луч Уровни Skil 0504
в магазин
Лазерный уровень/нивелир Kraftool 34640-2, Красный луч Уровни Skil 0504
в магазин
Лазерный уровень/нивелир Skil 0510AB Уровни 0504
в магазин
MBBO 73395 Уровни Skil 0504
в магазин
Лазерный уровень/нивелир Skil Нивелир лазерный Skil LL0516 AD Уровни 0504
в магазин
Лазерный уровень Skil с зеленым перекрестием 360° и штативом Обзор L9322G-01
Лазерный уровень Skil с зеленым перекрестием 360° обеспечивает выдающуюся ценность
Если ваш список текущих проектов по установке выходит из-под контроля и цена премиум профессиональный лазер с перекрестными линиями недоступен, есть хорошие новости. Существует зеленый перекрестный лазер Skil 360 ° и комплект штатива, который предлагает профессиональные функции по очень доступной цене.
Прилагаемый штатив отлично подходит для проектов01 02 04 90 9 дома Минусы
Штатив мог бы быть более прочным
Skil 360° Green Cross Line Laser Level Upgrades
Skil сразу же добавляет в этот лазер два основных обновления: зеленые лучи и перезаряжаемую батарею.
Человеческий глаз улавливает зеленые лучи лучше, чем красные, и в результате вы получаете более длинный рабочий диапазон. Однако зеленые лучи потребляют больше энергии.
Это одна из причин, по которой в этом зеленом перекрестном лазере Skil для питания используется встроенный литий-ионный аккумулятор. Вам не придется беспокоиться о том, чтобы хранить кучу щелочных батареек AA в ящике стола или отложить свой проект, чтобы бежать в магазин.
Эта батарея работает до 6 часов. Мы получаем максимальную отдачу от этого, используя тот луч, который нам нужен в данный момент (вертикальный или горизонтальный), вместо того, чтобы постоянно держать их оба включенными.
Недостатком встроенных аккумуляторов является то, что их нельзя просто заменить, как в случае с лазерами, в которых используются щелочные аккумуляторы или аккумуляторы для электроинструментов. Во время нашего тестирования мы заметили, что вы можете использовать лазер, пока он подключен к сети. Если вы находитесь в затруднительном положении, вы можете использовать питание переменного тока в качестве резервного варианта.
Skil 360° Green Cross Line Laser Level Точность
Skil набрала точность этого лазерного уровня до ±3/16 дюйма на расстоянии более 30 футов. Мы протестировали лазер на подвешивании некоторых картин, установке карниза и установке полки с отличными результатами. Есть некоторые работы, на которые профессиональные подрядчики хотят более жесткого допуска, но точность Skil вполне подходит для большинства проектов по благоустройству дома.
Самовыравнивающийся лазерный диод до 4°. Если вы выйдете за пределы этого, лучи будут мигать, чтобы вы знали, что нужно установить его ближе к уровню.
Если вы намеренно хотите использовать неправильный луч, вы можете зафиксировать лучи на месте и наклонить лазер, чтобы получить нужный угол. Полезно добавить творческий интерес к серии изображений, установить плитку не под прямым углом к стене, а также множество других декоративных идей.
Штатив в комплекте
Нам нравится, что этот лазер Skil зеленого цвета с перекрестными линиями поставляется со штативом. Это то, что вам просто необходимо иметь, если вы собираетесь часто работать с лазерным уровнем. Попытка найти правильную комбинацию коробок и книг, которые можно сложить на нужной высоте, выглядит комично и разочаровывает, когда вы пытаетесь выполнить работу.
Нам очень нравится легкий вес штатива. В отличие от большинства штативов для камер (которые обычно имеют такое же резьбовое соединение 1/4 дюйма), этот штатив достигает только 3 1/2 футов. Вы можете без проблем установить его на стол или прилавок. Оттуда вертикальная регулировка штатива может помочь вам выбрать идеальную высоту. Однако мы несколько раз сталкивались с работой в шкафу, где нам нужно было больше высоты.
Несмотря на то, что штатив легкий, он не предназначен для того, чтобы каждый день возиться в кузове грузовика. Для такой работы требуется более надежная конструкция. Если вы путешествуете с ним, просто позаботьтесь о том, чтобы его ноги не повредились от ударов других предметов.
Набор функций Skil 360° Green Cross Line Laser
Горизонтальный луч 360°
Зеленые лучи, видимые на расстоянии до 100 футов в диаметре (радиус 50 футов) мигает при отклонении от уровня)
Блокируемый диод для проецирования лучей под углом, отличным от уровня
Встроенная перезаряжаемая литий-ионная батарея (шнур для зарядки micro USB входит в комплект)
Штатив в комплекте
Skil 360° Green Cross Line Laser Combo Цена
Мы очень довольны ценой Skil на этот зеленый лазер с перекрестными линиями. Весь пакет стоит всего 139,99 долларов на Amazon.
Для сравнения: хороший профессиональный красный лазер, работающий на АА с радиусом действия 50 футов, стоит около 150 долларов. Зеленые лучи обойдутся вам примерно в 180 долларов, а добавление перезаряжаемой батареи — более 200 долларов. Кроме того, ни один из них не включает штатив.
Если вы ищете лазерный луч с перекрестными линиями, чтобы помочь с проектами по дому, вы не найдете большего за свои деньги, чем этот зеленый лазерный луч Skil со штативом. В нем есть все, что вам нужно, в одной коробке с обновлениями, которые никто другой, как мы доверяем, не предлагает в том же ценовом диапазоне.
Skil 360° Green Cross Line Laser Технические характеристики
Модель: Skil L9322G-01
Срок службы батареи (часы): 6
Тип лазера (нанометр): зеленый луч, 520 нм, класс 2, точность <1 мВт 90:0011 ±3/16 дюйма на расстоянии 30 футов ±0,5 мм/м
Проекция: 360º по горизонтали и одна вертикальная линия
Стандартная видимость/рабочий диапазон лазера (футы): 100 футов 30 м
Диапазон самонивелирования (°): ±4°
Высота: 4,21 дюйма
Длина: 3,78 дюйма
Ширина: 2,87 дюйма
Вес: 0,97 фунта
Гарантия: 5 лет
Цена: $139,99
Обзор цифрового уровня SKIL — Tool Girl’s Garage
уровни являются обязательными для включения в вашу коллекцию инструментов. Прошли времена балансировки пузыря, и вместо него у нас есть новый способ прокачки, с цифровыми интерфейсами и без догадок, мы вступаем в новый период эффективных и быстрых проверок уровня, независимо от того, насколько велика работа. Бренд SKIL выделяется тем, что предлагает действительно премиальный продукт без премиальной цены. Давайте перейдем к обзору цифрового уровня SKIL и посмотрим, что делает этот инструмент таким обязательным для меня!
Об инструменте
Обзор цифровых нивелиров SKIL
Цифровые нивелиры — один из самых крутых инструментов для перехода на цифровые технологии за долгое время. Если вы думали, что их родственники LDM и лазерные уровни были действительно полезными, будьте готовы удивиться, потому что цифровой уровень может просто взять верх с точки зрения практичности и общей полезности. Если вы когда-либо сталкивались с нечеткими пузырями на уровне или странным углом, который вы пытаетесь выровнять, бликами, странным расположением, это требует много догадок и определенно меняет правила игры.
Выдающиеся функции
Обзор цифрового уровня
Цифровое чтение является ясным и заканчивается, с опциями с смещения в градуса.
Стрелки вверх и вниз появляются сбоку от показаний, чтобы помочь пользователю отрегулировать заготовку для достижения уровня.
Яркий и четкий дисплей с подсветкой обеспечивает превосходную видимость в любых условиях освещения.
Резиновые бамперы добавляют уровень прочности и защиты, что невероятно важно для уровня.
Синие пузырьки улучшают видимость, а горизонтальные и вертикальные пузырьки на уровне делают его универсальность безграничной.
Индикация размеров с обеих сторон, один дюйм и один сантиметр позволяют быстро снимать мерки и отмечать расстояния без использования дополнительного инструмента.
Простые в использовании элементы управления и регулировки обеспечивают надежную работу и манипуляции.
Магнитный край добавляет дополнительный уровень удобства при использовании уровня одной рукой.
Батарея Замены с обратной стороны уровня просты и требуют 3 батарей AAA.
Значение
Обзор цифрового уровня. Для меня это действительно разумно для того, что вы получаете. С аналогичными моделями по цене в 2, а иногда и в 3 раза выше этой цены, SKIL является явным победителем за солидную стоимость и убийственный набор функций.
Мои мысли
Обзор цифрового уровня SKIL
Я использовал 12-дюймовый цифровой уровень SKIL почти постоянно в течение последних 4 или 5 месяцев. От шкафов до прилавков, дверей сарая, фасадов ящиков и т. д., он быстро стал инструментом, на который я действительно полагаюсь, чтобы выполнить практически любую работу.
Несколько вещей, которые мне действительно нравятся в этом уровне, это простота его использования. Без особых усилий вы можете легко управлять инструментом, что я всегда ценю в процессе утомительной работы. Мне могут нравиться технические достижения в инструментах сегодня, но я, конечно, не хочу дополнительного разочарования, которым они печально известны, и SKIL проделала большую работу, чтобы принести преимущества технологий без хлопот.
Компания SKIL разработала прочный интерфейс, обеспечивающий кристально чистое изображение на дисплее. Благодаря яркой задней подсветке видимость великолепна, что очень удобно в условиях слабого освещения. Мне нравится, как они предложили варианты изменения единицы измерения с углов на пошаговые измерения, чтобы точно направить пользователя на коррекцию в соответствии с его потребностями.
Мне нравится, что SKIL упростила блок питания. Две батарейки типа ААА питают цифровой нивелир и обладают действительно исключительной продолжительной мощностью. При почти постоянном использовании я только один раз поменял батареи с тех пор, как он у меня был.
 По назначению выделяют сверлильные, токарные, фрезерные и расточные станки (особенность последних в том, что на них обрабатывают вращающимся режущим инструментом предварительно полученные отверстия, например, цилиндры автомобильных двигателей и т.п.).
По назначению выделяют сверлильные, токарные, фрезерные и расточные станки (особенность последних в том, что на них обрабатывают вращающимся режущим инструментом предварительно полученные отверстия, например, цилиндры автомобильных двигателей и т.п.). Такая наладка является наиболее ответственной частью работы оператора. От того, насколько правильно она произведена, зависит качество обработки всей партии деталей. В зависимости от характера обрабатываемых деталей и типа станка наладка может быть более или менее сложной.
Такая наладка является наиболее ответственной частью работы оператора. От того, насколько правильно она произведена, зависит качество обработки всей партии деталей. В зависимости от характера обрабатываемых деталей и типа станка наладка может быть более или менее сложной.
 Но помимо стандартного инструмента, предприятиям требуется еще и специальный инструмент, применяемый в конкретном производстве. Поэтому на предприятиях существуют специальные цехи по его изготовлению, где и работают слесари-инструментальщики. В зависимости от вида изготовляемой продукции можно выделить следующие группы слесарей-инструментальщиков: слесарь по изготовлению и ремонту обрабатывающего и измерительного инструмента, по изготовлению и ремонту приспособлений, по изготовлению и ремонту штампов для холодной и горячей штамповки, по изготовлению пресс-форм для литья под давлением.
Но помимо стандартного инструмента, предприятиям требуется еще и специальный инструмент, применяемый в конкретном производстве. Поэтому на предприятиях существуют специальные цехи по его изготовлению, где и работают слесари-инструментальщики. В зависимости от вида изготовляемой продукции можно выделить следующие группы слесарей-инструментальщиков: слесарь по изготовлению и ремонту обрабатывающего и измерительного инструмента, по изготовлению и ремонту приспособлений, по изготовлению и ремонту штампов для холодной и горячей штамповки, по изготовлению пресс-форм для литья под давлением. Следующим этапом в работе слесаря-инструментальщика будет разметка. Необходимо перенести основные элементы чертежа на заготовку для будущего изделия. Слесарная обработка включает опиловку отверстии, вырубку углублений, шлифовку и притирку, подгонку и сборку отдельных деталей будущего изделия. Также слесарь-инструментальщик может производить доводку и сборку изделия из деталей, изготовленных на токарных и фрезерных станках. Работа слесаря-инструментальщика характеризуется комбинированием различных трудовых операций в зависимости от поставленных задач.
Следующим этапом в работе слесаря-инструментальщика будет разметка. Необходимо перенести основные элементы чертежа на заготовку для будущего изделия. Слесарная обработка включает опиловку отверстии, вырубку углублений, шлифовку и притирку, подгонку и сборку отдельных деталей будущего изделия. Также слесарь-инструментальщик может производить доводку и сборку изделия из деталей, изготовленных на токарных и фрезерных станках. Работа слесаря-инструментальщика характеризуется комбинированием различных трудовых операций в зависимости от поставленных задач..jpg)




 Вставьте ручку дистанции в отверстие 4, нажмите кнопку «Enter». Выполните указание по пункту 2, в окне «Калибровка дистанции» появится фраза «Параметры записаны». Нажмите кнопку «STOP» для возврата к основному рабочему экрану.
Вставьте ручку дистанции в отверстие 4, нажмите кнопку «Enter». Выполните указание по пункту 2, в окне «Калибровка дистанции» появится фраза «Параметры записаны». Нажмите кнопку «STOP» для возврата к основному рабочему экрану.

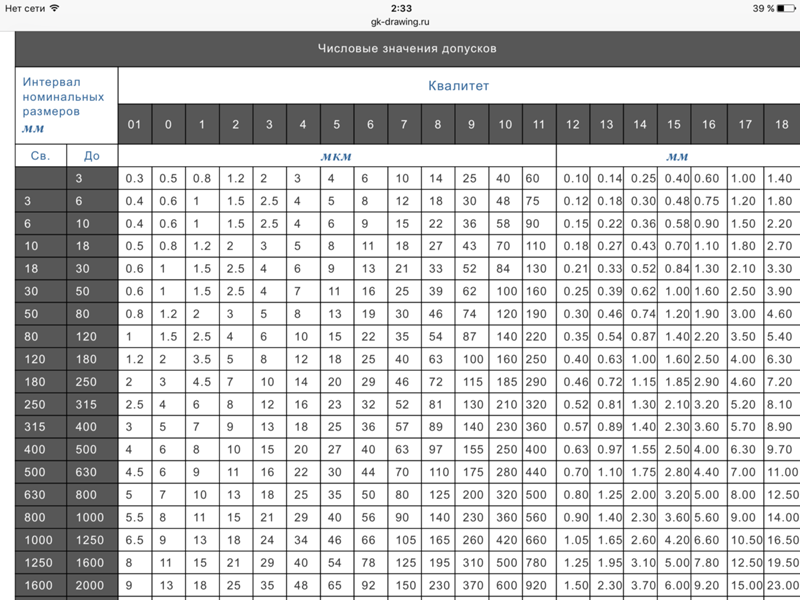 Если они в норме, возможно появление утечек из-за отсыревания. Нужно просушить станок и плату вычислителя или заменить плату вычислителя.
Если они в норме, возможно появление утечек из-за отсыревания. Нужно просушить станок и плату вычислителя или заменить плату вычислителя.

 В рамках процедуры по калибровке предусмотрены несколько работ: коррекция дисбаланса вала, калибровка измерительных линеек, калибровка датчиков дисбаланса.
В рамках процедуры по калибровке предусмотрены несколько работ: коррекция дисбаланса вала, калибровка измерительных линеек, калибровка датчиков дисбаланса.

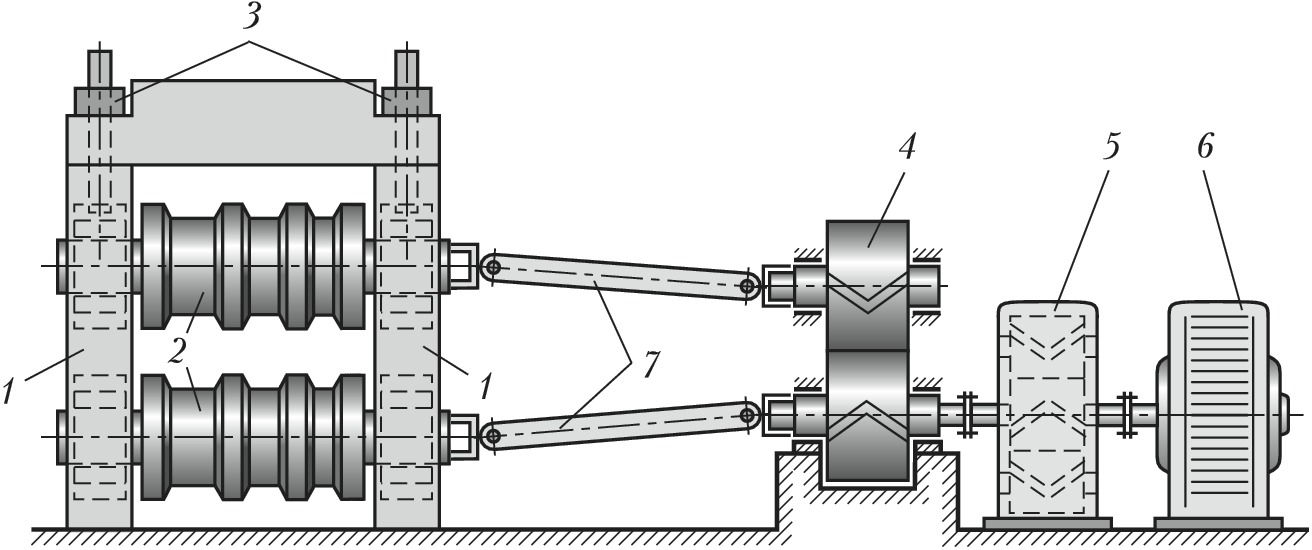
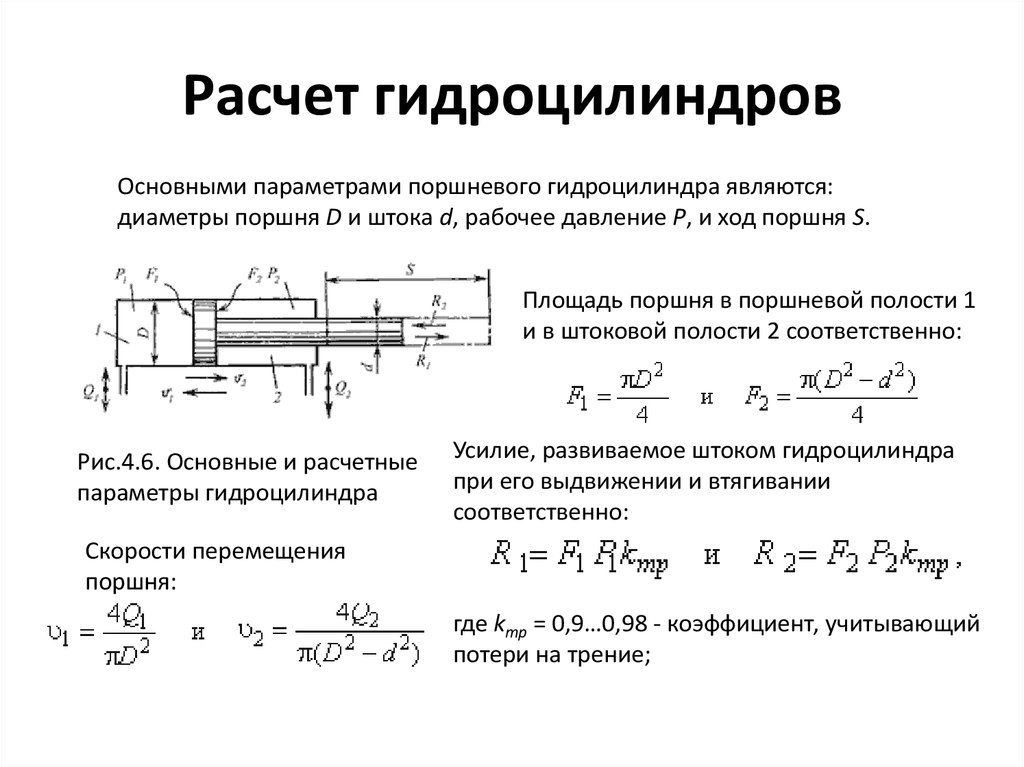 Стоит отметить, что он входит в комплект поставки станка Bosch. Вводим фактическую массу грузика. Для станков Bosch это 60 граммов. Далее устанавливаем грузик в произвольном месте на внутренней стороне колеса.
Стоит отметить, что он входит в комплект поставки станка Bosch. Вводим фактическую массу грузика. Для станков Bosch это 60 граммов. Далее устанавливаем грузик в произвольном месте на внутренней стороне колеса. Речь идет, в частности, о фиксирующих колесо на валу механических элементах станка, которые подвергаются износу в процессе работ. Притом что они рассчитаны на несколько лет эксплуатации, из-за интенсивных нагрузок в период сезонных работ они могут изнашиваться. В этом случае даже на правильно откалиброванном станке проведение балансировки колеса будет осуществляться с погрешностями. Проведению работ по балансировке может помешать изношенный вал, а также отказ электроники, однако отметим, что проблема с электроникой проявляется сразу – оборудование отказывается работать. В большинстве случаев, чаще из-за скачка напряжения, может перегореть предохранитель или выйти из строя блок питания, могут повредиться и электронные платы.
Речь идет, в частности, о фиксирующих колесо на валу механических элементах станка, которые подвергаются износу в процессе работ. Притом что они рассчитаны на несколько лет эксплуатации, из-за интенсивных нагрузок в период сезонных работ они могут изнашиваться. В этом случае даже на правильно откалиброванном станке проведение балансировки колеса будет осуществляться с погрешностями. Проведению работ по балансировке может помешать изношенный вал, а также отказ электроники, однако отметим, что проблема с электроникой проявляется сразу – оборудование отказывается работать. В большинстве случаев, чаще из-за скачка напряжения, может перегореть предохранитель или выйти из строя блок питания, могут повредиться и электронные платы.
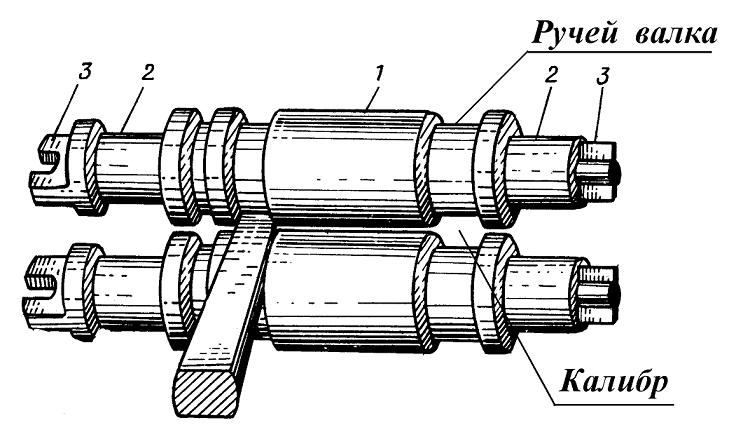 Важным условием эффективной и продолжительной работы станка является его чистота. В случае если станок оборудован пневматической системой для отвода защитного кожуха и пневмозажимом колеса на валу, необходимо также тщательно следить за качеством подготовки сжатого воздуха. Если из воздуха не будет удалена влага, выход из строя пневмосистемы станка очень вероятен.
Важным условием эффективной и продолжительной работы станка является его чистота. В случае если станок оборудован пневматической системой для отвода защитного кожуха и пневмозажимом колеса на валу, необходимо также тщательно следить за качеством подготовки сжатого воздуха. Если из воздуха не будет удалена влага, выход из строя пневмосистемы станка очень вероятен.

 Поэтому важно точно понимать, какая услуга вам нужна. Также важно понимать, что калибруется и как выполняется калибровка.
Поэтому важно точно понимать, какая услуга вам нужна. Также важно понимать, что калибруется и как выполняется калибровка.
 Возможные потери репутации по сравнению со стоимостью простой ежегодной калибровки по двум точкам означают, что часто не стоит рисковать, игнорируя калибровку.
Возможные потери репутации по сравнению со стоимостью простой ежегодной калибровки по двум точкам означают, что часто не стоит рисковать, игнорируя калибровку.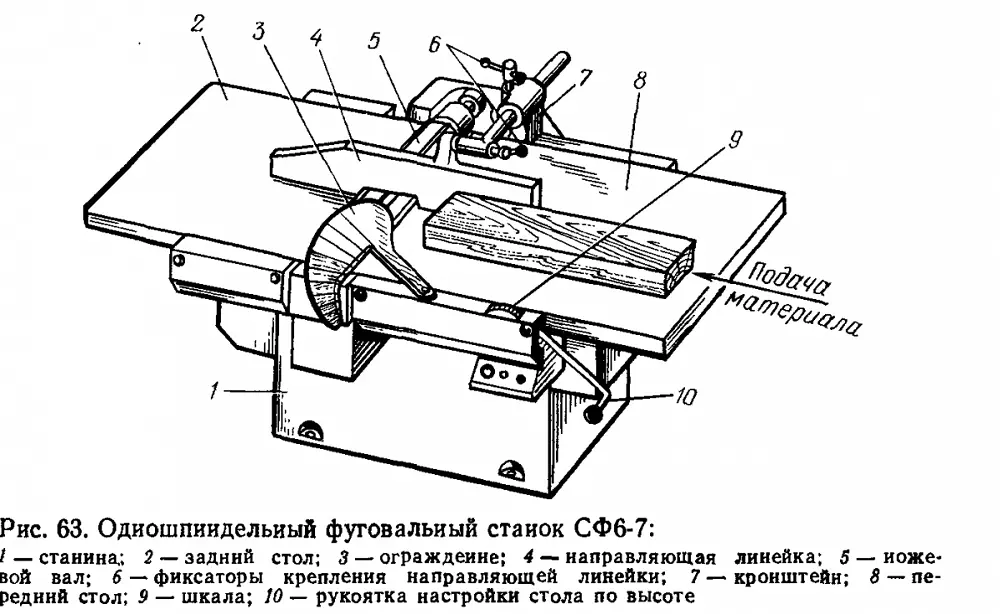 Большинство калибровочных лабораторий предоставляют заказчику распечатанный сертификат калибровки в качестве подтверждения соответствия стандартам качества.
Большинство калибровочных лабораторий предоставляют заказчику распечатанный сертификат калибровки в качестве подтверждения соответствия стандартам качества. Логически эталон более точен, чем калибруемое устройство. Эталонное устройство также должно быть прослеживаемо откалибровано, но об этом позже.
Логически эталон более точен, чем калибруемое устройство. Эталонное устройство также должно быть прослеживаемо откалибровано, но об этом позже.
 д.
д.

 0003 не удалось. ”
0003 не удалось. ” При установке интервала калибровки следует учитывать следующие моменты, но не ограничиваться ими:
При установке интервала калибровки следует учитывать следующие моменты, но не ограничиваться ими: И поэтому калибровка всех измерений важна для системы управления, чтобы получить точную информацию, чтобы иметь возможность правильно управлять установкой.
И поэтому калибровка всех измерений важна для системы управления, чтобы получить точную информацию, чтобы иметь возможность правильно управлять установкой.
 Система управления калибровкой может загружать рабочие задания в электронном виде на портативные документирующие калибраторы. При работе с документирующими калибраторами они автоматически сохраняют результаты в своей памяти. После завершения калибровки результаты можно загрузить из калибратора в программное обеспечение для управления калибровкой. Наконец, калибровочное программное обеспечение отправляет подтверждение в систему управления техническим обслуживанием о том, что работа завершена.
Система управления калибровкой может загружать рабочие задания в электронном виде на портативные документирующие калибраторы. При работе с документирующими калибраторами они автоматически сохраняют результаты в своей памяти. После завершения калибровки результаты можно загрузить из калибратора в программное обеспечение для управления калибровкой. Наконец, калибровочное программное обеспечение отправляет подтверждение в систему управления техническим обслуживанием о том, что работа завершена.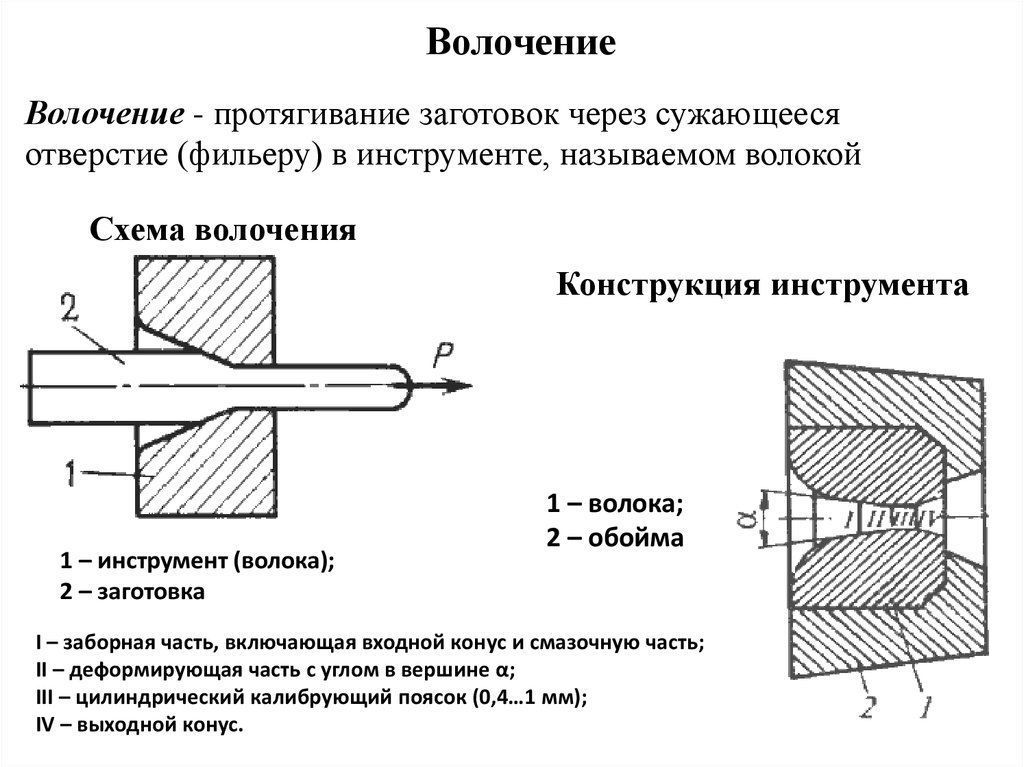 Или используйте калибратор, характеристики точности которого в несколько раз выше, чем у тестируемого устройства. Наконец, установка допусков и частоты калибровки должна определяться несколькими факторами, включая критичность прибора.
Или используйте калибратор, характеристики точности которого в несколько раз выше, чем у тестируемого устройства. Наконец, установка допусков и частоты калибровки должна определяться несколькими факторами, включая критичность прибора.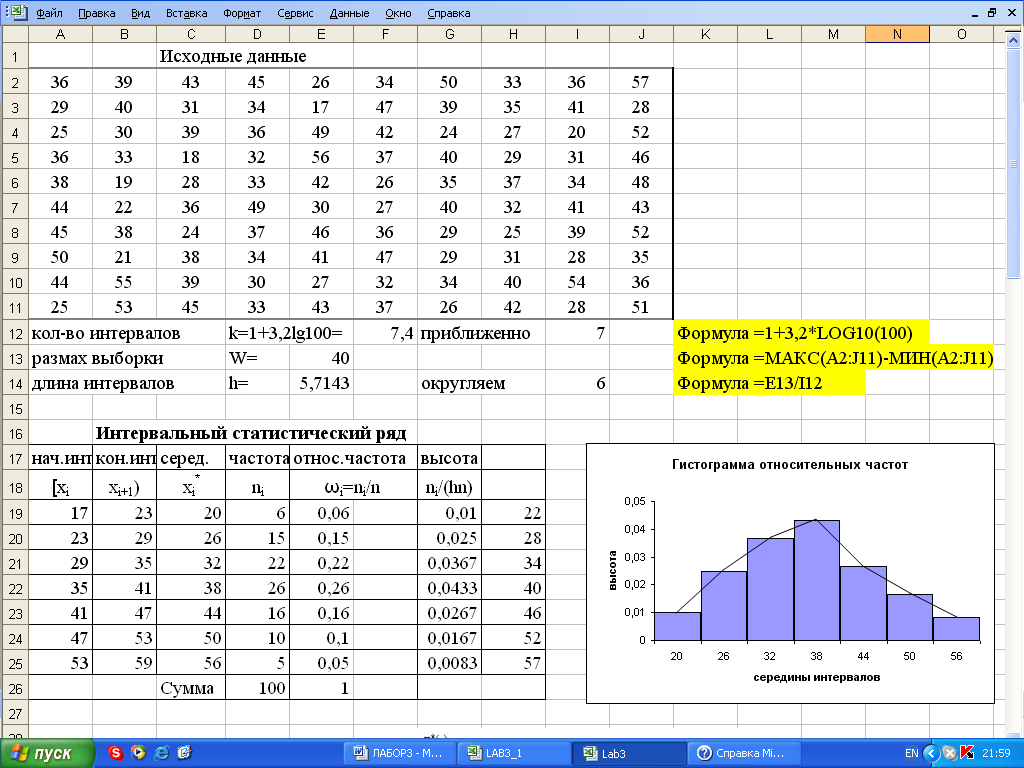


 Что такое калибровка
Что такое калибровка

 С ним можно выполнять большинство строительных и ремонтных работ: укладку кафеля, установку карнизов, монтаж мебели, подвесных полок, оклейку стен обоями и т. д. Если вы планируете заняться домашним ремонтом, стоит купить лазерный нивелир. Установка прибора на штатив во время проведения замеров — лучший вариант использования лазерного нивелира.
С ним можно выполнять большинство строительных и ремонтных работ: укладку кафеля, установку карнизов, монтаж мебели, подвесных полок, оклейку стен обоями и т. д. Если вы планируете заняться домашним ремонтом, стоит купить лазерный нивелир. Установка прибора на штатив во время проведения замеров — лучший вариант использования лазерного нивелира. 3 кг
3 кг 625 кг
625 кг Березина, д. 7 , 1-й этаж
Березина, д. 7 , 1-й этаж
 Дополнительно, сверяйте информацию о товаре с информацией на официальном сайте производителя. Вся информация на сайте интернет-магазина носит
Дополнительно, сверяйте информацию о товаре с информацией на официальном сайте производителя. Вся информация на сайте интернет-магазина носит



 уровень для вас. Итак, какой лазерный уровень подходит именно вам? Вот на что следует обратить внимание:
уровень для вас. Итак, какой лазерный уровень подходит именно вам? Вот на что следует обратить внимание:


 Доступны одно- и двухуровневые лазеры, поэтому их можно использовать везде, где это необходимо.
Доступны одно- и двухуровневые лазеры, поэтому их можно использовать везде, где это необходимо.
 Однако есть линейные лазерные уровни, которые могут проецировать луч на 360 градусов.
Однако есть линейные лазерные уровни, которые могут проецировать луч на 360 градусов.



 Наиболее распространенными уровнями являются линейные и точечные лазеры, нивелирные лазеры и трубчатые лазеры.
Наиболее распространенными уровнями являются линейные и точечные лазеры, нивелирные лазеры и трубчатые лазеры.

 Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
 Это рыскание (поворот) мухи в нашем примере.
Это рыскание (поворот) мухи в нашем примере.

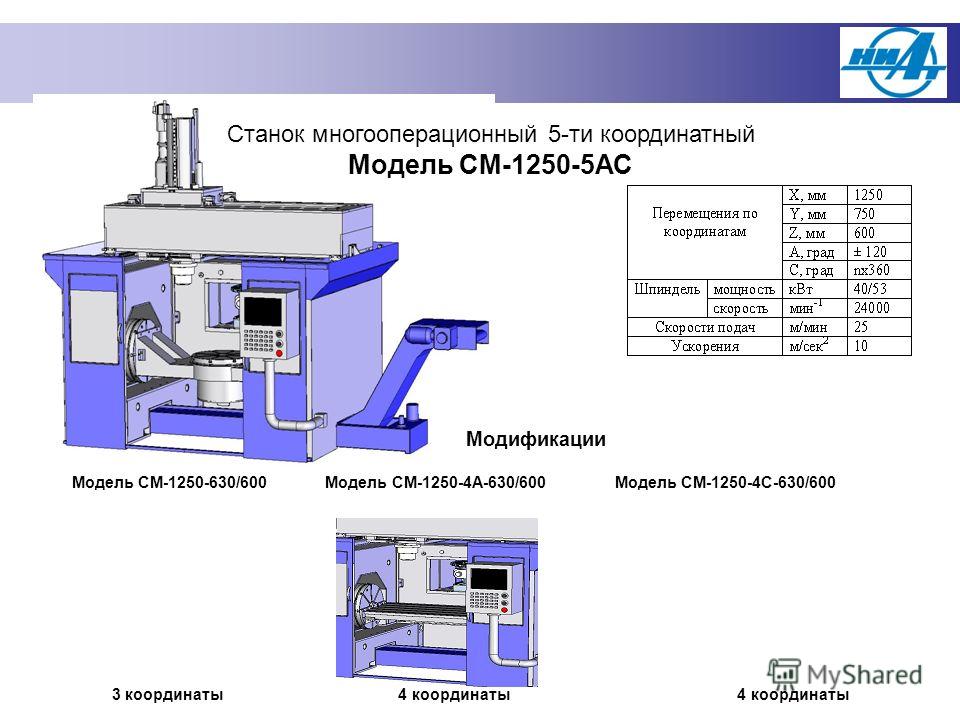 С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
 На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
 Финн привел следующий пример:
Финн привел следующий пример:


 Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
 Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.


 Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.


 К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
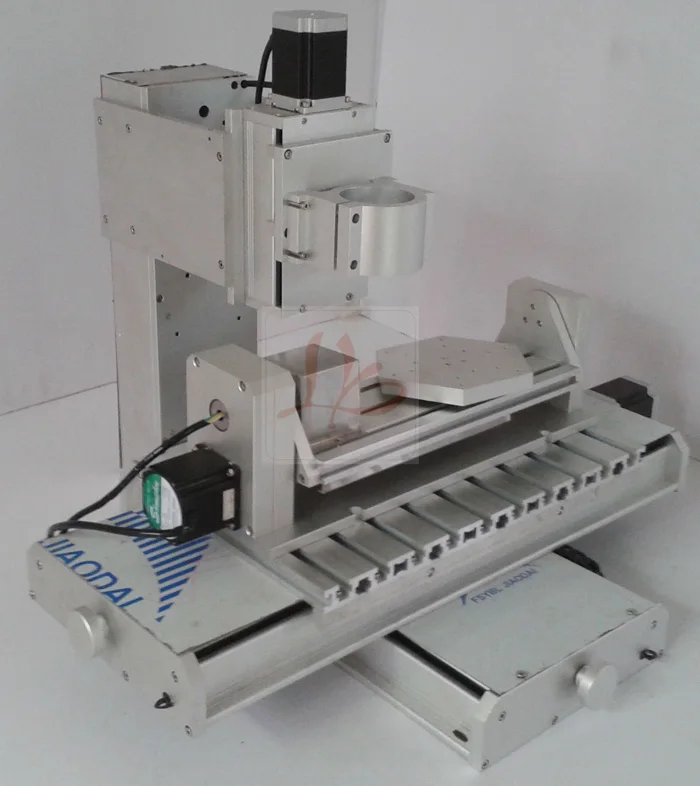

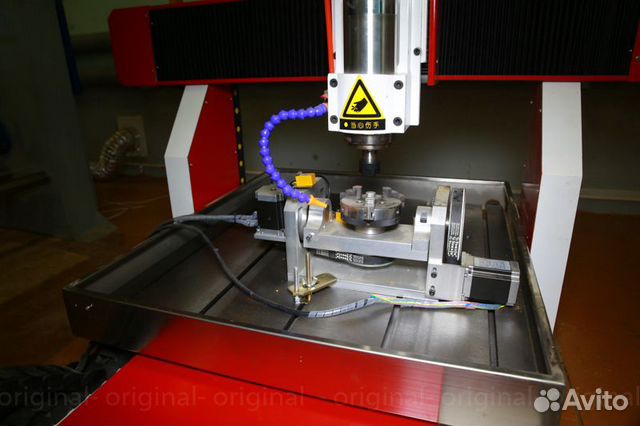 Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
 Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
 Иваново
Иваново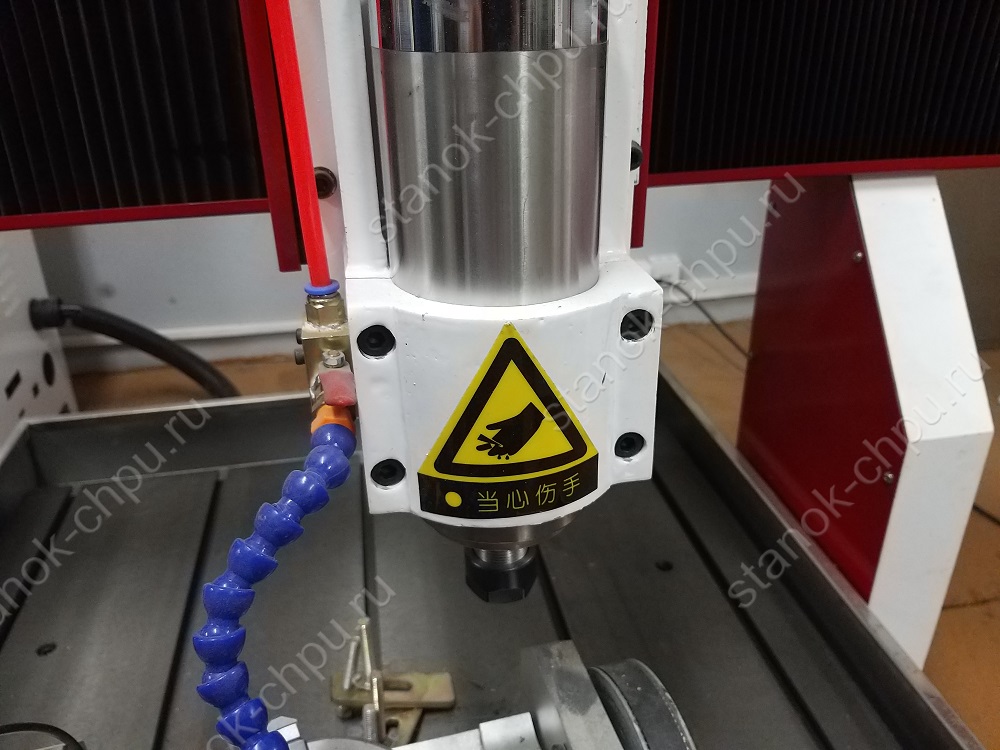 С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца.
С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца. Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;
Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;


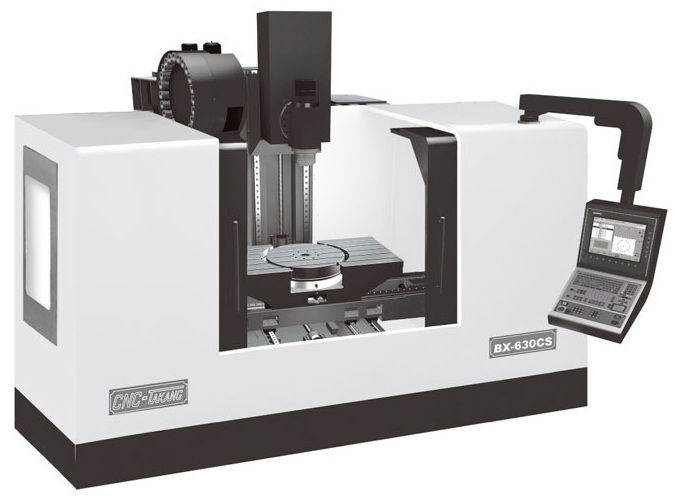
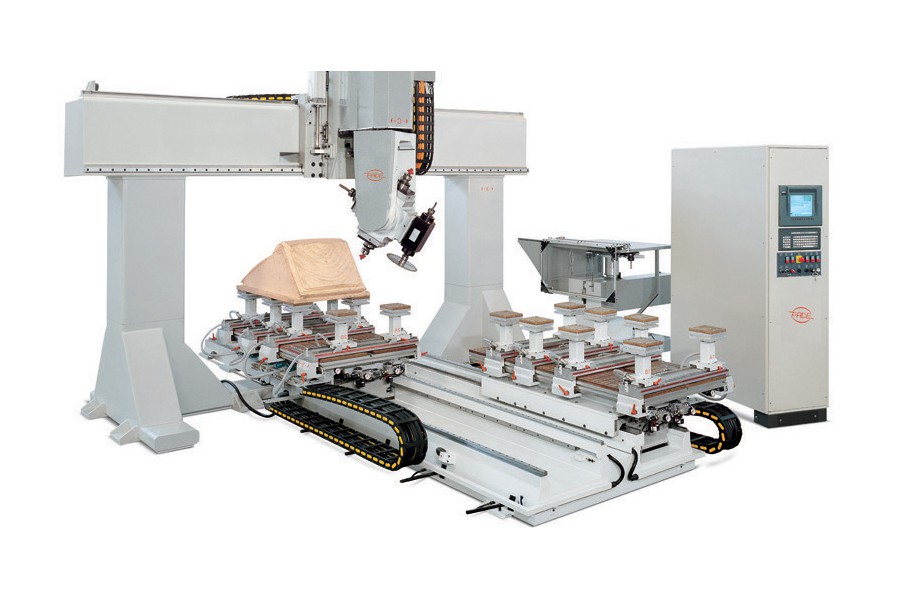 Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.












 При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
При обжиге древесины образуется коричневатый край, который придает проекту контрастность.

 Это может не сбить вас с толку (как некоторые листы Laserply, о которых мы собираемся упомянуть), но у него, несомненно, красивая отделка, которая достаточно адаптируется, чтобы соответствовать практически любому дизайну.
Это может не сбить вас с толку (как некоторые листы Laserply, о которых мы собираемся упомянуть), но у него, несомненно, красивая отделка, которая достаточно адаптируется, чтобы соответствовать практически любому дизайну. Ищете что-то легкое и яркое? Натуральная окраска поможет вам. Есть другой проект и нужен более темный, более коричневый вид? Карбонизированный бамбук для вас.
Ищете что-то легкое и яркое? Натуральная окраска поможет вам. Есть другой проект и нужен более темный, более коричневый вид? Карбонизированный бамбук для вас.

 К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.
К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.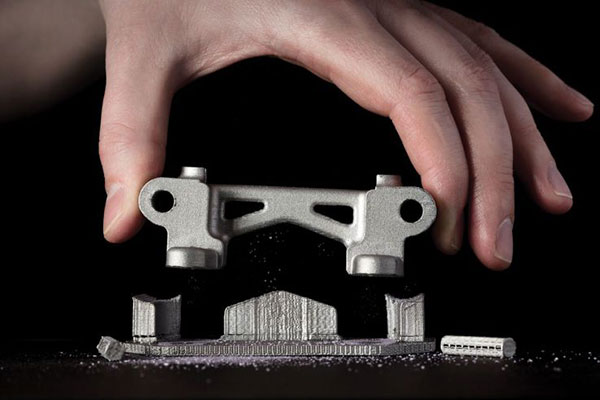
 В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности.
В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности. Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал.
Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал. Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов.
Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов. Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
 Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
 Услуга 3Д печати предоставляется «от и до»: моделирование, печать, постобработка, приемка.
Услуга 3Д печати предоставляется «от и до»: моделирование, печать, постобработка, приемка.

 Чуть больше приложения сил в плане постобработки требуется местам соприкосновения со структурами поддержек. Если необходима деталь высокой точности, то необходимо закладывать при проектировании механическую обработку всех соприкасающихся поверхностей.
Чуть больше приложения сил в плане постобработки требуется местам соприкосновения со структурами поддержек. Если необходима деталь высокой точности, то необходимо закладывать при проектировании механическую обработку всех соприкасающихся поверхностей. Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов. 479.2679
479.2679 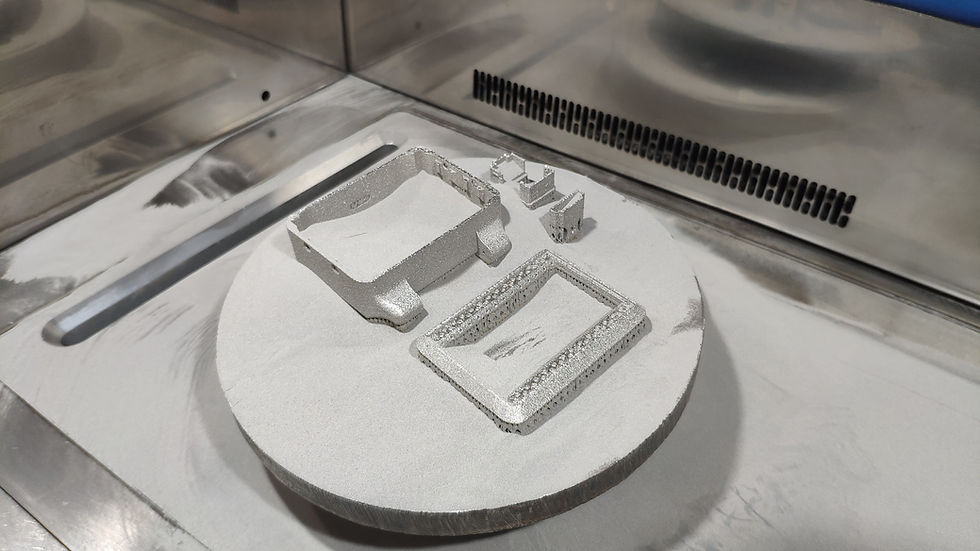 Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
Ряд металлов производят конечные детали, которые можно использовать для конечных применений.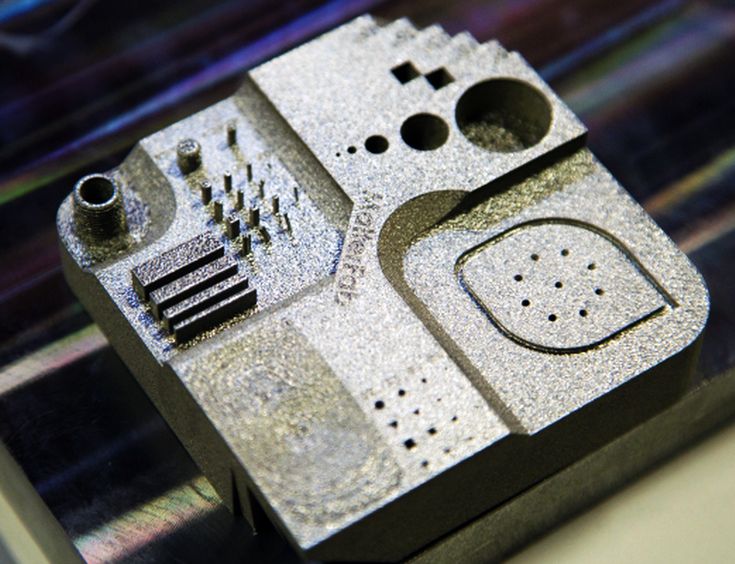
 В зависимости от материала возможна различная термообработка.
В зависимости от материала возможна различная термообработка. Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения.
Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения. Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости.
Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости. Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений.
Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей. 



 05
05 ))
))

 Соединения могут быть сварены ультразвуком, термосваркой и химически скреплены.
Соединения могут быть сварены ультразвуком, термосваркой и химически скреплены. 010-.029+/-.030-.059+/-.060- Круглые заготовки
010-.029+/-.030-.059+/-.060- Круглые заготовки  При заказе на сумму менее 75 долларов США взимается плата за обслуживание в размере 25 долларов США.
При заказе на сумму менее 75 долларов США взимается плата за обслуживание в размере 25 долларов США.  техпаспорт ABS
техпаспорт ABS Поверхности наших листов АБС гладкие и защищены с одной стороны защитной пленкой. Наши листы АБС доступны в черном цвете толщиной от 1 мм до 10 мм.
Поверхности наших листов АБС гладкие и защищены с одной стороны защитной пленкой. Наши листы АБС доступны в черном цвете толщиной от 1 мм до 10 мм. д.)
д.)
 Вам не придется беспокоиться о том, чтобы хранить кучу щелочных батареек AA в ящике стола или отложить свой проект, чтобы бежать в магазин.
Вам не придется беспокоиться о том, чтобы хранить кучу щелочных батареек AA в ящике стола или отложить свой проект, чтобы бежать в магазин. Есть некоторые работы, на которые профессиональные подрядчики хотят более жесткого допуска, но точность Skil вполне подходит для большинства проектов по благоустройству дома.
Есть некоторые работы, на которые профессиональные подрядчики хотят более жесткого допуска, но точность Skil вполне подходит для большинства проектов по благоустройству дома.
 Весь пакет стоит всего 139,99 долларов на Amazon.
Весь пакет стоит всего 139,99 долларов на Amazon. Прошли времена балансировки пузыря, и вместо него у нас есть новый способ прокачки, с цифровыми интерфейсами и без догадок, мы вступаем в новый период эффективных и быстрых проверок уровня, независимо от того, насколько велика работа. Бренд SKIL выделяется тем, что предлагает действительно премиальный продукт без премиальной цены. Давайте перейдем к обзору цифрового уровня SKIL и посмотрим, что делает этот инструмент таким обязательным для меня!
Прошли времена балансировки пузыря, и вместо него у нас есть новый способ прокачки, с цифровыми интерфейсами и без догадок, мы вступаем в новый период эффективных и быстрых проверок уровня, независимо от того, насколько велика работа. Бренд SKIL выделяется тем, что предлагает действительно премиальный продукт без премиальной цены. Давайте перейдем к обзору цифрового уровня SKIL и посмотрим, что делает этот инструмент таким обязательным для меня!

 Без особых усилий вы можете легко управлять инструментом, что я всегда ценю в процессе утомительной работы. Мне могут нравиться технические достижения в инструментах сегодня, но я, конечно, не хочу дополнительного разочарования, которым они печально известны, и SKIL проделала большую работу, чтобы принести преимущества технологий без хлопот.
Без особых усилий вы можете легко управлять инструментом, что я всегда ценю в процессе утомительной работы. Мне могут нравиться технические достижения в инструментах сегодня, но я, конечно, не хочу дополнительного разочарования, которым они печально известны, и SKIL проделала большую работу, чтобы принести преимущества технологий без хлопот.