В этой статье мы рассмотрим основные характеристики выбора фрез под разные задачи.
Для выполнения различного рода задач необходимо выбирать фрезерный инструмент, исходя из следующих характеристик:
Диаметр хвостовика.
Для каждого из размеров изготавливаются соответствующие зажимные цанги. При выборе фрез, необходимо обратить внимание на единицы измерения диаметра хвостовика — дюймы или миллиметры. Это зависит от того, какие в комплекте с фрезером идут втулки, в которых зажимается хвостовик. Несмотря на незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой, и наоборот. Вал станка вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой возникновение вибраций, которые сокращают срок работы фрезера, разрушают подшипники, фундаменты и понижают качество обработки.
Длина фрезы и режущей основы.
Бывают как длинные, так и короткие фрезы.
Стандартная длина фрезы может быть от 60 до 210 мм, режущей основы — от 15 до 125 мм. Длинные фрезы могут иметь, как укороченную режущую часть, так и сравнимую с длиной хвостовика. Такие фрезы применяют, как правило, для черновой обработки. Длина этой фрезы — от 105 до 250 мм, режущей основы — от 55 до 140 мм.
Короткие фрезы могут обрабатывать различные материалы, в зависимости от поставленной задачи, но, как правило, используются для черновой обработки. Длина короткой фрезы составляет от 60 до 205 мм, режущей основы — от 15 до 120 мм.
Сплав.
Фрезы бывают из цельного твёрдого сплава (или быстрорежущей стали) или с твердосплавными напайками. Первые имеют предельную точность при обработке материала и гарантируют высокое качество исполнения (наиболее распространенный вид). Вторые воспроизводят различные геометрии режущей кромки. Металлические напайки способны достойно справляться с большинством работ по фрезерованию. Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
Отвод стружки.
По данной характеристике фрезы подразделяются на:
Однозаходные с удалением стружки вверх – благодаря единственной кромке и вместимой канавке, стружка при фрезеровании не плавится и не налипает на фрезу. Данный вид обеспечивает получение длинной стружки.
Двухзаходные с удалением стружки вверх – применяются для отделки заготовок с образованием тонкой стружки в пазухе канавок. Масштабно используются для высокоточной отделки поверхности изделия с получением более четкого и ровного среза, за счет предельной жесткости конструкции.
Трёхзаходные и четырёхзаходные с удалением стружки вверх — обеспечивают максимальную скорость обработки изделия за счет большого количества рабочих кромок.
С удалением стружки вниз – используются при обработке однослойного материала. Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.
С прямыми ножами – используются для многослойных поверхностей. Прекрасно работают для пробивки желобков в полости материала, поэтому фрезы этого типа часто называют пазовыми.
Советы по выбору фрез
Чтобы фрезы заблаговременно не изнашивались, необходимо использовать их правильно и в соответствии с поставленными задачами. Например, для отделки мягких пород дерева подойдут фрезы из быстрорежущей стали. Также стоит обратить внимание на вид материала фрез – твердость фрезы должна быть выше твердости обрабатываемого материала. Например, для твердой древесины требуются фрезы из твердого сплава.
Также важен материал напайки фрезы. Латунь является самым дешевым из всех сплавов, поэтому и менее износостойким, в противовес бронзе, либо сплаву, содержащему серебро.
Технические характеристики дорожных фрез
В сфере дорожного строительства и ремонта используется множество специальных средств механизации. Одной из ключевых машин являются дорожные фрезы. Эти машины предназначены для выборочного или полного вскрытия, послойного снятия и замены асфальтобетонного покрытия, а также для стабилизации земляного полотна нижних слоев основания. Машины широко применяются при решении различных задач как на больших, так и локальных объектах в дорожно-строительной отрасли, а также в сфере ландшафтного дизайна и при прокладке трубопроводов.
На рынке в настоящее время представлен широкий выбор различающихся по ряду параметров дорожных фрез разных производителей.
Так, по принципу работы все дорожные фрезы делятся на самоходные, навесные и полунавесные, а также прицепные. Навесные, полунавесные и прицепные версии способны работать как от двигателя базовой машины, так и от собственного привода.
Самоходные фрезы становятся все более популярными и востребованными, так как за счет мобильности при их использовании не требуется привлекать дополнительные транспортные единицы. Машины этого класса в свою очередь по типу ходовой части делят на колесные и гусеничные.
Чтобы правильно выбрать дорожную фрезу, важно учитывать технические характеристики самой машины, ориентируясь на сферу деятельности, условия объекта, производственные задачи. Рассмотрим характеристики дорожных фрез на примере оборудования BOMAG.
BOMAG – мировой лидер и законодатель стандартов на рынке уплотнительной техники. В продуктовом портфеле бренда представлен широкий модельный ряд самоходных холодных дорожных фрез на гусеничном и колесном ходу, включая как компактные модели мощностью 150 л.с. с рабочей шириной 500 мм, так и мощные образцы мощностью 750 л.с. и рабочей шириной 2200 мм. Такая вариативность позволяет клиентам подбирать эффективные рабочие инструменты в соответствии с запросами и потребностями.
Все дорожные фрезы BOMAG характеризуются универсальностью, производительностью, эксплуатационным удобством, неприхотливостью в обслуживании и экономичностью.
Маневренность фрез BOMAG позволяет использовать их для обработки узких дорог, бордюров без повреждения прилегающих территорий.
Ключевыми показателями, напрямую влияющими на способности, функционал и сферы применения машин, являются ширина и глубина фрезерования, рабочая скорость, эксплуатационная масса машины, мощность двигателя, транспортная скорость.
BOMAG выпускает фрезы, обладающие собственной массой от 7500 до 30300 кг. Компактные и легкие модели подходят для применения в условиях ограниченного пространства, в черте города или на объездных дорогах, для проведения ямочного ремонта. Модели тяжелого класса задействуются при прокладке теплотрасс, а также при ремонте и отделке дорожного полотна на масштабных площадках.
машины легкого класса
Масса от 7500 кг
Ширина фрезерования 600 мм
МАХ глубина фрезерования 210 мм
машины тяжелого класса
Масса до 30300 кг
Ширина фрезерования 2000 мм
МАХ глубина фрезерования 320 мм
Целесообразность применения конкретной модели дорожной фрезы обуславливается также шириной и глубиной фрезерования. Фрезы BOMAG обладают шириной фрезерования от 500 до 2000 мм, а максимальная глубина составляет от 40 до 330 мм. Соответственно, для работы в условиях ограниченного пространства и на маленьких площадках больше подходят модели с минимальной шириной фрезерования. При использовании машин с увеличенными показателями, к примеру, модели Bomag BM 2000/60-2 с рабочей шириной 2000 мм и максимальной глубиной фрезерования 320 мм, можно за один этап срезать большие площади покрытия автомобильных дорог и трасс федерального назначения, что помогает сократить время рабочего цикла.
Транспортная скорость у фрез BOMAG составляет 5 – 6 км/ч.
Мощность фрез BOMAG варьируется от 92 кВт до 440 кВт. При этом все модели оснащаются современными, экологичными силовыми установками с жидкостным охлаждением, высоким крутящим моментом и экономичным расходом топлива. В сочетании с высоким КПД фрезерного барабана эти параметры двигателя гарантируют исключительную производительность, выносливость техники при интенсивной эксплуатации, а также качество и точность работы с асфальтовым покрытием.
Фрезерный барабан является основным рабочим органом техники. По конструкции барабанов, используемых резцов и назначению все фрезы делят на черновые, стандартные, чистовые, профилирующие, стабилизирующие, микрофрезерные (для повышения шероховатости основания), специальные (узкие, круглые, V-образные для канав) и другие.
У моделей BOMAG фрезерный барабан имеет возможность бокового смещения, что позволяет выполнять фрезерование вплотную к бордюру или стене.
Также на машинах реализована запатентованная технология смены резцедержателей BMS, благодаря которой для замены требуется только открутить один болт и усилие 100 Нм для крепления к ротору. Инновационная конструкции фрезерного аппарата, системы держаталей и резцов гарантирует полное и быстрое снятие асфальтового покрытия с дороги.
Также в комплектацию техники включается шасси или рамы, привод фрезы и механизмы управления. Привод фрезы в свою очередь может быть, как механическим, так и гидравлическим.
Ленточный конвейер на фрезах BOMAG поворачивается вправо и влево на 45 градусов, а на его демонтаж не нужно тратить много времени. Еще одной конструктивной особенностью фрез BOMAG является наличие гидравлического устройства складывания, что помогает упростить транспортировку техники и гарантировать повышенные показатели маневренности при снятии асфальта без погрузки.
Еще одна важная характеристика дорожных фрез – организация рабочего места оператора. Дорожные фрезы BOMAG комплектуются просторными кабинами с отличной обзорностью, регулируемым креслом с функцией поворота на 45 градусов, интуитивно-понятными, эргономичными органами управления, информативной приборной панелью и другими полезными опциями. За счет этого создаются комфортные, безопасные условия труда, снижается нагрузка на водителя, повышается скорость и продуктивность выполнения рабочих операций.
Также при выборе дорожной фрезы стоит обращать внимание на удобство проведения плановых проверок и обслуживания. Конструкторы обеспечили быстрый, беспрепятственный доступ к узлам, что позволяет сократить время простоя, меньше сил и ресурсов затрачивать на ТО, благодаря чему снижаются эксплуатационные расходы.
Дорожные фрезы в силу специфики работы регулярно подвергаются серьезным нагрузкам, поэтому, чтобы машина не вышла из строя через месяц, крайне важно качество сборки. Фрезы BOMAG создаются с использованием долговечных комплектующих, износостойких материалов, что в сочетании с прочной конструкцией и с системами безопасности барабана, двигателя и других ключевых органов гарантирует увеличенный срок службы техники без необходимости в частых дорогостоящих ремонтах и замене компонентов.
Само собой, есть еще ряд характеристик фрезы, на которые стоит обращать внимание при выборе. Это характеристики шасси, диаметр, ширина, типы резцов фрезы, расположение корпуса фрезы, кабины относительно шасси и не только.
В любом случае при покупке всегда стоит опираться на задачи и цели, а подобрать фрезу в соответствии с вашими запросами, бюджетом, предпочтениями готовы менеджеры «НАК Машинери».
Режущие инструменты (классификация типов и характеристики)
24 декабря 2020 г.
Режущие инструменты (классификация типов и характеристики)
Режущий инструмент представляет собой устройство с лезвием на конце хвостовика для резки материала. Алмаз/CBN, быстрорежущая инструментальная сталь, цементированный карбид, керамика и керамика входят в состав материала лезвия.
Механическая обработка – это процесс, используемый в производственной деятельности. В этом процессе путем срезания предварительно отформованной заготовки в виде стружки постепенно удаляется лишняя часть материала. При механической обработке тяжелый, прочный и наклонный или клиновидный инструмент, называемый режущим инструментом, используется для сжатия материала и срезания лишнего слоя.
Конечной целью режущего инструмента является отклинивание определенного слоя обрабатываемого материала для придания ему определенной формы в виде готового изделия. Чтобы облегчить удаление нежелательного слоя вещества с минимальными усилиями, инструмент имеет клиновидную форму с тонким кончиком.
Для ознакомления с видами, классификацией и характеристиками режущего инструмента перейдем к статье.
Что такое режущий инструмент?
Режущий инструмент представляет собой остроконечное устройство клинового типа, которое используется для срезания заготовки с лишнего слоя материала для придания ей определенного масштаба, формы и точности. Станок тесно ориентирован на это. Относительной скорости работы режущего инструмента и заготовки способствуют различные механические приспособления для выполнения режущего действия.
Типы режущих инструментов в мастерской
Режущий инструмент, как следует из названия, используется в технологии механической обработки для операций резания. Фрезы можно использовать в различных видах механической обработки. Поэтому, исходя из их соответствующих позиций в обработке, фрезы были названы соответственно.
Вот список часто используемых режущих инструментов :
Пильные полотна для пневматической пилы
Пильные полотна для пневматической пилы — мощная пневматическая сабельная пила, которая может легко резать плоские и криволинейные поверхности. Эти пневматические пилы предназначены для высокоскоростной резки металла. Его корпус изготовлен из авиационного алюминия, что делает его очень прочным и устойчивым к коррозии и другим химическим воздействиям.
Буровые коронки
Буровые коронки имеют винтовые наконечники, которые легко вкручиваются в древесину и закручиваются по всей длине, чтобы сделать отверстие чистым и удалить как можно больше стружки и пыли, образующихся во время сверления.
Буровая коронка оснащена двойными режущими лезвиями, которые облегчают сбалансированное сверление и обрезку гвоздей.
Ножовки
Ножовка – это тип ручного инструмента, специально предназначенный для резки таких материалов, как пластик, сталь и другие металлы. Эти Bi-Metal Hacksaw представляет собой вариант традиционной ручной пилы, обычно используемой для резки дерева, и стал основным инструментом как для профессионалов, так и для любителей.
Полотна для ножовки доступны в размерах 12 дюймов и с различными зубьями для резки материалов.
Кольцевые пилы
A Bi-Metal Cobalt Кольцевые пилы представляют собой тип ручного инструмента с переменным шагом зубьев 4/6 и глубиной пропила 1-1/2 дюйма, специально предназначенный для резки таких материалов, как пластик, сталь , и другие металлы.
Оправки для кольцевой пилы
Оправка для кольцевой пилы — это разновидность ручной дрели, которая соединяет сверлильный патрон с самой пилой. Также известен как мандрен. Оправка кольцевой пилы универсальна и может использоваться с несколькими диаметрами кольцевой пилы.
Позволяет легко и эффективно менять пилы, так как нет необходимости снимать оправку с устройства.
Ресиверы
Ресиверы изготовлены из высококачественной стали, комбинированный набор обеспечивает выбор лезвий для обычных применений. Металл 9Полотна для сабельных пил 0005 совместимы со всеми марками сабельных пил.
Эти биметаллические полотна для сабельных пил СДЕЛАНЫ В США. Этот отрезной круг является прекрасным дополнением к любому набору пил и идеально подходит для работы с металлом, пластиком, деревом и гипсокартоном.
Лопастные насадки
Широкий ассортимент лопаточных насадок с плоскими лезвиями на рынке. Эти лопаточные биты обычно используются розничными торговцами, такими как электрики и сантехники, для сверления отверстий в шпильках в стенах для прокладки проводки или труб.
Плоская лопатка с острой режущей кромкой обеспечивает чистоту отверстия.
Отверстия для отверстий TCT
Отверстия для отверстий TCT с легкостью режут листовой металл, дерево и другие материалы. Как фрезы, они эффективны, поскольку режут отверстие по окружности. В комплект входят фрезы для отверстий, шестигранный ключ и пилотное сверло.
Эти сверлильные станки стали незаменимым помощником при резке металла. Эти кольцевые пилы делают точные, точные, чистые круглые отверстия в металлических и стальных листах. Он используется экспертами по обработке металлов и теми, кто предпочитает самые высокие стандарты для своих инструментов.
Пильные полотна TCT (алюминий, сталь, дерево)
Пильные полотна с твердосплавными напайками (TCT) специально разработаны для резки алюминия, дерева, стали и других металлов, включая прутки, отливки под давлением, экструзии и листы. Эти W ood режущие инструменты идеально подходят для алюминия и цветных металлов.
Сверло
Эта фреза выполняет операцию сверления и поэтому связана со сверлильным, фрезерным или токарным станком.
Отрезная пила
Отрезная пила — это стационарный инструмент для грубой резки, который можно использовать для обрезки материалов по длине. Отрезная пила имеет вращающееся абразивное или заостренное лезвие, подвешенное к рычагу над неподвижным основанием.
Фреза (или фреза)
Этот инструмент используется для фрезерных работ на фрезерном станке.
Летучая фреза
Этот инструмент выполняет задачу фрезерования мух на фрезерном станке.
Формирователь
Эта фреза предназначена для придания заготовке точной формы и точности и выполняется на формовочном блоке.
Строгальный станок
Аналогичен строгальному станку. Однако в этом методе используются более крупные заготовки, которые перемещаются во время процесса, а фреза перемещается по форме.
Буровая оправка
Для выполнения процесса растачивания эта режущая система выполняется на буровой или буровой установке.
Развертка
Для выполнения процедуры развертывания на сверлильном станке.
Протяжка
Для выполнения процедуры развертывания на сверлильном станке.
Варочная панель
Эта фреза выполняет зубофрезерную операцию на зубофрезерном станке.
Шлифовальный круг
Этот шлифовальный инструмент представляет собой абразивное устройство, используемое на шлифовальном станке для операции шлифования.
Сварщики
Для разрезания стали в сварочных инструментах используется сверхгорячее интенсивное пламя. Без физического сопротивления пламя сварщика проплавит твердые и плотные материалы. Однако обычно это приводит к неровным или грязным краям.
Классификация режущих инструментов
Режущие инструменты можно классифицировать разными способами. Однако наиболее общий метод зависит от количества клиньев для резки сердцевины, задействованных одновременно в процессе резки.
На основании этого, как описано ниже, фрезы подразделяются на три секции:
Однолезвийный режущий инструмент
Этот тип режущего инструмента имеет одну основную режущую кромку, которая выполняет одновременное режущее действие. Сверлильный инструмент, инструменты для прорезания пазов, токарные инструменты, инструменты для резки на лету и многое другое — вот некоторые из случаев однолезвийной фрезы.
Режущий инструмент с двойным острием
Как следует из названия, этот режущий инструмент состоит из двойных режущих кромок, которые одновременно участвуют в одном проходе процесса резки. Инструмент для сверления является примером двухлезвийной фрезы.
Многолезвийный режущий инструмент
Этот режущий инструмент имеет более двух основных канавок (режущих кромок), которые могут одновременно срезать лишний слой материала с заготовки за один проход. Протяжка, фрезерный круг, фреза, зубофрезерная фреза и другие — вот некоторые примеры многогранной фрезы.
Характеристики материалов режущего инструмента:
При выборе или изготовлении режущего инструмента необходимо учитывать свойства, прочность и качество материала: Ниже приведены некоторые характеристики режущего инструмента:
Даже при более высоких или более низких температурах режущие инструменты должны иметь повышенную прочность и твердость.
Ни одно из свойств материала (пластичность, твердость, прочность) длинной перекладины не должно изменяться.
Он должен обладать высокой прочностью и должен выдерживать удары и вибрацию.
Цена инструмента должна быть дешевой.
Изготавливается быстро.
Должен иметь низкий коэффициент трения.
Заключение
Это все, что касается стилей и классификаций методов стрижки. Если вы новичок в технологии обработки, то эта статья может помочь вам узнать больше о режущих инструментах из центра, которые необходимы для основного инструмента обработки.
Оставить комментарий
Характеристики саморезов среди заключенных-мужчин: связь с булимией и диссоциация
1 Отдел судебной психиатрии, Национальный институт психического здоровья, Национальный центр неврологии и психиатрии, Итикава, Япония.[email protected]
1 Отдел судебной психиатрии, Национальный институт психического здоровья, Национальный центр неврологии и психиатрии, Итикава, Япония.[email protected]
PMID:
15896226
DOI:
10.1111/j.1440-1819.2005.01377.x
Абстрактный
Было исследовано, распространены ли булимия и диссоциация у мужчин, занимающихся саморезами, как это было обнаружено у женщин, занимающихся саморезами. Испытуемыми были 796 заключенных мужского пола в тюрьме для несовершеннолетних. Анкета самоотчета использовалась для оценки случаев самопорезов, истории употребления психоактивных веществ, проблемного поведения и травмирующих жизненных событий у испытуемых. Также использовались Шкала диссоциативных переживаний подростков и Эдинбургский исследовательский тест на булимию. Испытуемые были разделены на две группы: саморежущие и нережущие. Между группами сравнивались ответы на вопросы анкеты и оценки диссоциации и булимии. Саморезы раньше начали курить (P < 0,001) и пить (P < 0,001), чаще употребляли запрещенные психоактивные вещества (P < 0,001), подвергались физическому насилию в детстве (P < 0,001) и сообщали о попытках самоубийства (P < 0,001). ), суицидальные мысли (P < 0,001) и внешнее насилие по отношению к человеку (P < 0,001) или объекту (P < 0,001), чем у нерезаков. Саморезы также набрали значительно более высокие баллы по тестам на булимию (P <0,001) и диссоциацию (P <0,001). Логистический регрессионный анализ показал, что попытки самоубийства (отношение шансов 4,311) и суицидальные мысли (отношение шансов 2,336) могут различать заключенных-мужчин с нанесением себе порезов и без них. Мужчины, занимающиеся саморезами, демонстрировали склонность к «полиимпульсивной булимии», напоминающую склонность женщин к саморезам, хотя и в меньшей степени. На клинические особенности мужских саморезов в отличие от женских повлияли половые различия.
Похожие статьи
Типы самопорезов: предварительное исследование различий в клинических последствиях порезов запястий и рук с использованием образца японского центра содержания под стражей для несовершеннолетних.
Мацумото Т., Ямагути А., Чиба Ю., Асами Т., Исэки Э., Хираясу Ю. Мацумото Т. и др. Психиатрия Clin Neurosci. 2004 г., август; 58 (4): 377-82. doi: 10.1111/j.1440-1819.2004.01271.x. Психиатрия Clin Neurosci. 2004.
PMID: 15298650
Привычное членовредительство в Японии.
Мацумото Т., Азекава Т., Ямагучи А., Асами Т., Исэки Э. Мацумото Т. и др. Психиатрия Clin Neurosci. 2004 г., апрель; 58 (2): 191-8. doi: 10.1111/j.1440-1819.2003.01216.x. Психиатрия Clin Neurosci. 2004.
PMID: 15009826
Обезболивание во время самонарезания: клинические проявления и связь с суицидальными мыслями.
Мацумото Т., Имамура Ф., Чиба Ю., Кацумата Ю., Китани М., Такэсима Т. Мацумото Т. и др. Психиатрия Clin Neurosci. 2008 г., июнь; 62 (3): 355-8. doi: 10.1111/j.1440-1819.2008.01805.x. Психиатрия Clin Neurosci. 2008.
PMID: 18588599
Профилактика самоубийств и попыток самоубийства в Дании. Эпидемиологические исследования самоубийств и интервенционные исследования в отдельных группах риска.
Нордентофт М. Нордентофт М. Дэн Мед Булл. 2007 ноябрь; 54 (4): 306-69. Дэн Мед Булл. 2007.
PMID: 18208680
Рассмотрение.
[Пограничное расстройство личности, членовредительство и самоубийство: обзор литературы].
Умая М., Фридман С., Фам А., Абу Абдаллах Т., Гвельфи Д.Д., Руйон Ф. Умая М. и соавт. Энцефал. 2008 г., 34 октября (5): 452-8. doi: 10.1016/j.encep.2007.10.007. Epub 2008 20 февраля. Энцефал. 2008.
PMID: 19068333
Рассмотрение. Французский.
Посмотреть все похожие статьи
Цитируется
Ассоциации между несуицидальным самоповреждением и негативными жизненными событиями в романтических отношениях у подростков-мужчин, вовлеченных в правосудие.
Друбина Б., Кёкёней Г., Рейнхардт М. Друбина Б и др. БМС Психиатрия. 2021 13 августа; 21 (1): 401. doi: 10.1186/s12888-021-03408-7. БМС Психиатрия. 2021.
PMID: 34388998 Бесплатная статья ЧВК.
Социогеномный подход к лечению ран: новая парадигма, ориентированная на пациента.
Сен К. К., Рой С. Сен С.К. и др. Adv Wound Care (Нью-Рошель). 2019 1 ноября; 8 (11): 523-526. doi: 10.1089/ранение.2019.1101. Epub 2019 16 октября. Adv Wound Care (Нью-Рошель). 2019.
PMID: 31637098 Бесплатная статья ЧВК.
Самоповреждения и попытки самоубийства в связи с травмой и диссоциацией среди подростков с диссоциативными и недиссоциативными расстройствами.
Кылыч Ф., Джошкун М., Бозкурт Х., Кая И., Зороглу С. Килич Ф. и др. Психиатрическое расследование. 2017 март; 14(2):172-178. doi: 10.4306/pi.2017.14.2.172. Epub 2017 6 марта. Психиатрическое расследование. 2017.
PMID: 28326115 Бесплатная статья ЧВК.
Катастрофизация страха смерти и боли среди заключенных-мужчин с несуицидальным самоповреждающим поведением: сравнительное исследование.
ВС-1 Верстак-стол Столешница: Оц. лист 1.5 мм + МДФ 24 мм, Экран: Опция, Назначение верстака: Для
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Верстак слесарный однотумбовый с защитным экраном ВС-1
Главная
Мебель для СТО и производств
Столы для СТО
Верстак слесарный однотумбовый с защитным экраном АСО Псков ВС-1
Характеристики
Модель: Верстак слесарный однотумбовый с защитным экраном ВС-1
Производитель: АСО Псков
Предназначен для выполнения любых слесарных работ. Надёжная столешница позволяет производить на верстаке любые слесарные работы, в том числе и рихтовку, устанавливать на верстаки любое оборудование обшей массой до 350 кг.
наличие и цену уточняйте
Тип
однотумбовый
Количество ящиков
3
Масса, кг
140
Габаритные размеры, мм
1250х800х1370
Похожие товары
Стол металлический KronVuz LT-000
наличие и цену уточняйте
Слесарный стол верстак KronVuz LT-001
наличие и цену уточняйте
Стол для слесарных работ KronVuz LT-100
наличие и цену уточняйте
Стол промышленный KronVuz LT-101
наличие и цену уточняйте
Стол промышленный KronVuz LT-103
наличие и цену уточняйте
Слесарно сборочный стол KronVuz LT-003
наличие и цену уточняйте
Слесарный стол для гаража KronVuz LT-300
наличие и цену уточняйте
Стол слесарный металлический KronVuz LT-301
наличие и цену уточняйте
Слесарный стол KronVuz LT-303
наличие и цену уточняйте
Стол-верстак для дома КРОН ГЕФЕСТ-ВС-0
наличие и цену уточняйте
Оформить заказ
Верстак слесарный однотумбовый с защитным экраном АСО Псков ВС-1
ROVSUN Кухонный верстак из нержавеющей стали
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сэкономьте $-112,99
RovsunSKU: G47000044
Размер: Стол 30» x 24»
Стол 30 x 24 дюйма
Стол 36 x 24 дюйма
Стол 48 x 24 дюйма
30 x 24 дюйма с задней панелью
36 x 24 дюйма с задней панелью
48 x 24 дюйма с задней панелью
60 x 24 дюйма с задней панелью
72 x 24 дюйма с задней панелью
30 »x 24» с задней панелью и роликом
36 дюймов x 24 дюйма с задней панелью и роликом
48 x 24 дюйма с задней панелью и роликом
Стол 24 х 24 дюйма
Вариант
Стол 30 дюймов x 24 дюйма — 112,9936 дюйма x 24 дюйма Стол — 119,9948 дюйма x 24 дюйма Стол — 155,9930 дюйма x 24 дюйма с задней панелью — 119,9936 дюйма x 24 дюйма с Щиток — $129,9948 x 24 дюйма с фартуком — $1590,9960 x 24 дюйма с задней панелью — $188,9972 x 24 дюйма с задней панелью — $249,9930 x 24 дюйма с задней панелью и роликом — $129,9936 дюйма x 24 дюйма с задней панелью и роликом — $149,9948 дюйма x 24 Стол с задней панелью и роликом — 159,9924 долл. США x 24 дюйма — 103,99 долл. США
Поделитесь этим продуктом
Введение:
Кухонный верстак ROVSUN очень прост в сборке. Установить верстак можно по письменной инструкции или видеоинструкции. Его можно разместить на кухне, в ресторане, гостинице, гараже, баре, прачечной, школе, больнице, складе или любом другом общественном месте, как ремонтный или лабораторный стол. Наш кухонный верстак изготовлен из высококачественной нержавеющей стали, которая безопасна для здоровья, устойчива к ржавчине и не удобна в носке.
Характеристики:
1. Столешница и ножки поставляются отдельно: чтобы предотвратить повреждение предмета во время транспортировки, товар будет отправлен в двух упаковках (столешница и ножки), иногда не доставляется в в то же время. Если вы не получили две посылки после истечения срока доставки, свяжитесь с нами, и мы немедленно разберемся с этим.
2. Простота сборки: сборка кухонного рабочего стола очень проста. Вы можете установить рабочий стол по бумажной инструкции или видео инструкции.
3. Регулируемая нижняя полка и большое место для хранения. Наш кухонный рабочий стол размером 48×24 дюйма с регулируемой нижней полкой предоставляет вам больше места для хранения. Нижняя полка может быть полностью отрегулирована от пола до столешницы, предлагает достаточно места для хранения всех ваших принадлежностей или других инструментов.
4. Безопасный материал и долговечность: наш подготовительный стол изготовлен из высококачественной нержавеющей стали, безопасен для здоровья, защищен от ржавчины и не легко изнашивается. Но мы все же хотим напомнить, что после использования рабочий стол необходимо убирать, чтобы избежать ненужных повреждений.
5. Многоцелевое использование: Этот рабочий стол можно установить в кухонном, ресторанном, гостиничном, гаражном, прачечном, школьном, больничном складе или любой другой коммерческой установке, в качестве ремонтного или экспериментального стенда.
Спецификация:
1. Материал верхней панели: нержавеющая сталь
2. Размеры: (30 x 24 x 34)» / (76,2 x 61 x 86,4) см (Д x Ш x В)
900 0 4 36 x 24x 34)» / (91,4 x 61 x 86,4) см (Д x Ш x В)
(48 x 24 x 34)» / (121,9x 61 x 86,4) см (Д x Ш x В)
(24 x 24 x 34)» / (61 x 61 x 86,4) см (Д x Ш x В)
3. Цвет: серебристый
Получите:
1 x Рабочий стол из нержавеющей стали
Отлично
Очень впечатлен. Прочный и отличный дизайн за такую цену. Сейчас собираюсь купить еще один.
Выглядит великолепно! вовремя и в использовании.Хорошо упаковано и прибыло совершенно невредимым.Чрезвычайно быстрая доставка.
Люблю это.
Люблю это. Хорошее качество. Так легко собрать. И отлично подходит для приготовления пищи.
AAAAAAA++++++ ХОРОШО РЕКОМЕНДУЕТСЯ
AAAAAAA+++++++ ХОРОШО РЕКОМЕНДУЕТСЯ
Отлично Стол общего назначения
Отличный стол, во время сборки я не был уверен, как он выдержит использование, но нам нравится этот стол. Используем в гараже как стол для уборки продуктов.
PayPal
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Возврат/отмена Наша политика возврата/обмена действует в течение 30 дней. Если с момента доставки вашей покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки. Пожалуйста, свяжитесь с нами по любому вопросу возврата в течение 30 дней.
Для оформления возврата нам потребуется номер заказа и адрес электронной почты для подтверждения покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для возврата (с предоплатой), а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Процедура возврата 1. Свяжитесь со службой поддержки Rovsun, объяснив, почему вы хотите вернуть товары. нас с соответствующими видео или фотографиями, если вы считаете, что это неудовлетворительный продукт.) 2. Наш специалист по обслуживанию клиентов отправит RL на ваш адрес электронной почты. 3. Распечатайте RL и отправьте оригинальную упаковку в течение 30 дней. В противном случае RL станет недействительным. 4. Ровсун обработает возврат в течение 2 дней. Для получения возмещения от банка может потребоваться 5-7 рабочих дней.
Повреждения и проблемы Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Когда мы будем обрабатывать возврат 1. Мы вернем вам деньги в течение 2 дней, если товары не были отправлены; если товары уже находятся в транспортировке, мы не начнем возвращать деньги, пока не получим и не изучим возвращенные товары. 2. Возврат будет автоматически применен к вашей кредитной карте или оригинальному способу оплаты в течение определенного количества дней.
Сколько мы вернем 1. Мы полностью вернем деньги, если возникнут проблемы с качеством или ошибки, вызванные нами, такие как отправка не того товара, повреждение и т. д. 2. Мы вернем 80% только в том случае, если вы вернете его по личным причинам, например, вы выбрали не тот товар, товар вам больше не нужен и т. д. 3. Заказ можно отменить бесплатно, если он не был был отправлен.
В следующих случаях при возврате и повторной отправке взимается плата за доставку: 1. Вы отменяете заказ, когда посылка отправлена. 2. Вы отказываетесь от получения посылки по прибытии по той причине, что посылка серьезно повреждена во время доставки.
Верстак Ultimate Roll Away с подставкой для торцовочной пилы
Сложность
Средняя
|
Лучший верстак, который только можно построить! Этот верстак оснащен стойкой для торцовочной пилы с выдвижными тележками для хранения всех ваших инструментов и создания рабочих мест. Его легко настроить, и, что самое приятное, все это можно убрать, когда закончите!
Бесплатные пошаговые планы от Ana-White.com
Это один из моих самых любимых верстаков, которые я когда-либо проектировал и строил!
Подставка для торцовочной пилы
Основой этого верстака является подставка для торцовочной пилы —
Но вот большая проблема со скользящей торцовочной пилой: для скольжения требуется 32 дюйма (или больше, в зависимости от вашей пилы).
Так что же делать с пространством под верстаками, глубина которого должна быть 32 дюйма? Я знал, что полки глубиной 32 дюйма были бы ужасной идеей, так как вещи просто потерялись бы там (кухонные шкафы имеют глубину 24 дюйма, а это примерно такая глубина, какую вы хотите).
Поэтому вместо стеллажей глубиной 32 дюйма, куда вещи отправляются умирать, я решил поставить выдвижные тележки, которые одновременно служат и местом для хранения, и рабочей поверхностью.
0004
Это может показаться сложным, но я обещаю, это просто. Он большой, но его несложно построить, и вы будете поражены тем, как быстро он собирается.
Настройка хранилища инструментов и тележек
После того, как вы построили идеальный верстак, пришло время приступить к его настройке в соответствии с вашими потребностями. Под циркулярной пилой есть место для пылесоса, чтобы вам было легче убирать опилки.
Затем на одной из тележек вырезаем часть верха и прикрепляем к ней слесарный инструмент. Мы сделали это для всех слесарных инструментов, которым нужен был дом.
Итак, когда вам нужен слесарный инструмент, такой как этот Kreg Jig, все, что вам нужно сделать, это вставить его в вырез, использовать и хранить. Деталь Kreg Jig легкая, поэтому ее можно хранить в пространстве вверх ногами.
Насколько это круто?
Сбоку этой тележки мы добавили зажимную планку, чтобы зажимы были в пределах легкой досягаемости, но всегда было куда вернуться.
На второй тележке мы установили настольную пилу. Когда он не используется, это просто плоская поверхность, но когда он используется, настольная пила значительно больше и с ней легче работать. Вырезанная область помогает удерживать опилки, и у вас есть хорошее место для хранения настольной пилы.
Вторая тележка также служит разгрузочным столом для настольной пилы. Это особенно удобно при самостоятельном использовании настольной пилы.
Мы очень гордимся тем, каким получился этот верстак. Это результат многочасовых размышлений о том, как используется домашняя столярная мастерская, сбалансированных с попыткой свести к минимуму сложность и стоимость материалов. Я хотел, чтобы этот проект был доступен начинающим плотникам, но не был чем-то, что они перерастут по мере роста своих навыков.
Надеемся, вам это понравится так же, как и нам.
Верстак с откатными тележками и чертежами стоек для торцовочной пилы
Размеры
Около 12 футов в длину и 32 дюйма в глубину — подходит для стандартной 12-дюймовой раздвижной торцовочной пилы (сначала обязательно измерьте свою) Тележки имеют противовес, режущую поверхность высота бара.
Подготовка
Список покупок
• 4 листа фанеры 3/4”
• 2 листа фанеры 1/4”
• 8 – 3-дюймовые ролики с тормозами
• Винты 3/4” для крепления роликов
• 11 – 2×4 @ 8 футов длиной
• 8 – 1×2 @ 8 футов длиной
• Саморезы 3” для дерева
• 2” и 1-1 /4” скобы 18 калибра
• 4 ручки для тележек
Список вырезов
Список вырезов верстака
• 6 – 2×4 @ 49 дюймов
• 4 – 2×4 @ 28 дюймов 90 -1/2”
• 2 – 1/4” фанера @ 39-1/2” x 31” (см. схемы раскроя фанеры)
• 2 – 3/4” фанера @ 52-1/4” x 31 (см. схемы раскроя фанеры)
• 4 – 2×4 @ 29-1/2”
• 2 – 2×4 @ ширина пилы (показана на 24”)
• 2 – 3/4” фанера @ ширина пилы x 31” (показана на 24 ”)
Перечень раскроя тележки
• Фанера 2–3/4” @ 48” x 30” (см. схемы раскроя фанеры)
• Фанера 4–3/4” @ 8-1/4” x 30 (вырезать из обрезков, см. схемы резки фанеры)
• 24 – 1×2 @ 28 дюймов
• 8 – 3/4” фанеры @ 8-1/4” x 28” (вырезать из обрезков, см. схемы резки фанеры)
• Фанера 4 – 1/4” @ 30” x 28-3/4”
• Фанера 4–3/4” @ 48” x 29-1/2” (см. схемы раскроя фанеры)
Инструкции по раскрою
Рекомендуемые схемы раскроя фанеры
3
3
Инструкции
Шаг 1
Верстак Шаг 1: Сборка каркасов верстака
Прикрепите с помощью 3-дюймовых шурупов и приклейте по углам. Проверьте квадратность и при необходимости отрегулируйте.
Шаг 2
Верстак Шаг 2: Ножки
Прикрепите ножки к раме четырьмя 3-дюймовыми винтами и клеем. Убедитесь, что ножки установлены под прямым углом к раме.
Этап 3
Верстак Этап 3: Нижняя опора
Прикрепите нижнюю опору к задним ножкам скамьи на расстоянии 4 дюйма от нижней части ножек. Используйте 3-дюймовые шурупы и клей.
Шаг 4
Верстак Шаг 4: Фанерная сторона
Используйте клей и скобы 1-1/4 дюйма, чтобы прикрепить фанеру толщиной 1/4 дюйма к стороне верстака. Не забудьте обклеить скамейку снаружи фанерой, как показано на схеме ниже:
Этап 5
Верстак Этап 5: Верхняя часть верстака
Прикрепите верхнюю часть верстака к раме с помощью 2-дюймовых скоб и столярного клея.
Шаг 6
Полка для торцовочной пилы Шаг 1: Шипы
Измерьте высоту платформы торцовочной пилы. Добавьте 3/4 дюйма к этому измерению. Прикрепите верхние планки к сторонам верстака на этом расстоянии от верха верстака. Шипы заподлицо сзади, на 1-1/2 дюйма меньше спереди. Используйте 3-дюймовые винты.
Прикрепите планки нижней полки с 4-дюймовым пространством под ними.
Шаг 7
Полка для торцовочной пилы Шаг 2: Передняя накладка
Прикрепите переднюю накладку к ножкам верстака и планкам с помощью 3-дюймовых винтов.
Ступень 8
Полка для торцовочной пилы Ступень 3: Стеллаж
Поместите полку из фанеры на планки и прикрепите ее с помощью скоб 1-1/4 дюйма и клея
Измерьте общую высоту самоустанавливающихся колес. Максимальный зазор под верстаком составляет 36 дюймов, но необходимо оставить некоторое пространство, чтобы тележка могла заехать внутрь. Показанный список вырезов предназначен для роликов с зазором 3-3/4 дюйма — отрегулируйте вырезы, если ваши ролики имеют разную высоту.
Также дважды проверьте окончательное расположение вашего верстака на наклонных полах гаража и дайте дополнительное место, если сомневаетесь.
Шаг 10
Тележка Шаг 2: Рама тележки
Используйте 2-дюймовые винты, чтобы прикрепить переднюю часть тележки к концу полки тележки с помощью 1x2s. Соберите две рамы тележки.
Шаг 11
Тележка Шаг 3: Полки
Прикрепите оставшиеся 1×2 к полкам с помощью скоб 1-1/4 дюйма снизу. Затем прикрепите полки к раме тележки с помощью 2-дюймовых винтов или скоб и клея.
СОВЕТ: Вырежьте два 9-дюймовых деревянных бруска и используйте их в качестве прокладок при установке полок.
ПРИМЕЧАНИЕ. Полки можно размещать на любой высоте — настраивайте их в соответствии с вашими потребностями и набором инструментов.
Шаг 12
Тележка Шаг 4: Задние части полок
Прикрепите задние части к полкам с помощью скоб 1-1/4 дюйма и клея.
Шаг 13
Тележка Шаг 5: Верх и низ
Прикрепите верх и низ к раме тележки с помощью 2-дюймовых скоб и клея
Шаг 14
Тележка Шаг 6: Ролики
Установите ролики на дно тележки с помощью винтов ¾”.
Шаг 15
Шаг 1: Вырез в столешнице
С помощью циркулярной пилы или лобзика аккуратно вырежьте верхнюю часть тележки верстака, следуя задней части полок и вырезав глубину, необходимую для ваших настольных инструментов. Убедитесь, что вы оставили около 2 дюймов лишнего для добавления шипа на шаге 3.
Шаг 16
Шаг 2: Настольные шипы
Отрежьте планки 1×2 на 1-1/2 дюйма меньше, чем глубина отверстия. Прикрутите внутреннюю часть тележки верстака так, чтобы верхняя часть 1×2 была на одном уровне с нижним краем фанерной столешницы верстака.
Шаг 17
Шаг 3: Настольная полка для инструментов
Прикрепите плоскую планку 1×2 к фанере толщиной 3/4 дюйма, чтобы она соответствовала отверстию столешницы. Проверьте посадку и при необходимости отрегулируйте.
Шаг 18
Шаг 4: Настольный инструмент
Прикрепите настольный инструмент к съемной части столешницы, как рекомендовано в руководстве по инструменту.
Юстировка — это настройка объектива или тушки фотоаппарата, так , чтобы снимки выходили резкими и качественными. Сама процедура состоит в оценке состояния объектива и подборе констант, которые устраняют нарушения.
Юстировка современных объективов — это, по сути, внесение правок в прошивку. А вот советских “старичков” могут юстировать как в 90-е: с напильником.
О юстировке на форумах:
Почему эта манипуляция на слуху?
Потому что 99% объективов изначально или со временем теряют резкость, не выходят на бесконечность. Еще — бывает неадекватность тушки — когда в видоискателе видим одно, а на готовом снимке другое. Идеальное решение — юстировка тушки и объектива (объективов) друг под друга. Таким образом, именно эти стекла и именно этот фотоаппарата будут снимать идеально.
Что означает “правильно отъюстированная камера и объектив”?
Это такие фотоаппарат и объектив, при работе с которыми снимки:
Резкие
Без недолетов и перелетов
Вид в видоискателе и снимок не отличаются
При этом тушку юстируют “под эталон”, а объектив — под нее.
По каким причинам нужно юстировать объектив?
К нарушению юстировки приводит:
Заводской брак (бывают изначально “кривые” объективы или тушки.
Появились люфты, зазоры, объектив “разболтался” — это возрастное.
Сбой из-за падения, удара и т. п.
Какие признаки?
О нарушении юстировки сигнализирует то, что :
Нарушилась механика фокусировки.
Появились хроматические аберрации (искажение цвета).
Резкость объектива стала неэталонной (для этого вида объективов).
Резкость самого кадра стала неравномерная.
Объектив не выходит на бесконечность.
Мылит в зоне фокуса.
Всегда ли возможно отъюстировать объектив или тушку? Почему?
Нет. Тушку невозможно отъюстировать, если фазовые дачтчики вышли из строя. Их можно только заменить, а только потом юстировать.
Объектив не юстируется, если в результате падения нарушились оптические оси. Это можно выявить только в процессе диагностики.
А в чем состоит юстировка тушки?
В том, чтобы видоискатель, зеркало фазных датчиков и матрица ловили одну и ту же зону резкости. В каких случаях ее применяют? Если в видоискателе видим одно, а на снимке — другое. Какие проблемы тушки устраняет? Убирает бэк и фронт-фокус.
В чем состоит юстировка объектива?
Это введение констант(цифровая) и механическая — путем регулировки байонета. Механическая юстировка применяется, если объектив промахивается мимо бесконечности. В каких случаях ее применяют? Если объектив промахивается. Какие проблемы объектива устраняет? Невыход на бесконечность, промахи.
Обязательно ли юстируемые тушка и объектив должн быть одной марки?
Нет. Юстировка — это соответствиепараметров, а не марок.
Если у вас несколько объективов (парк объективов), которые используете только вы, никому не даете, можно отъюстировать их по принципу “парк объективов — тушка”.
Заключение: юстировка — это востребованная процедура, которая позволяет настроить пару “объектив -тушка” или “несколько объективов — тушка” для идеальной или насколько возможно качественной съемки.
Юстировать можно объективы и фотоаппараты разных марок.
Самостоятельная цифровая или механическая юстировка — миф и опасное дело,которое может стоить объектива или камеры.
Что такое юстировка объектива камеры
Юстировка объектива камеры — это специальная настройка, благодаря которой снимки, сделанные фотоаппаратом, получаются резкими и качественными. Если рассматривать современную цифровую фототехнику, то это процесс настройки как объектива, так и самого фотоаппарата. Производится оценка состояния объектива и вносятся изменения параметров, благодаря которым нарушения в работе должны быть устранены. Если Вы пользуетесь фотоаппаратом иногда и чаще он лежит без дела, то юстировка скорее всего не потребуется. Чаще всего к ней прибегают профессиональные фотографы, которые активно используют свою аппаратуру.
Содержание
Почему возникает необходимость в юстировки объектива
По мере использования фототехники, практически все объективы со временем теряют свою резкость и качество снимков падает. Кроме этого, привести к возникновению необходимости в юстировке камеры могут следующие причины:
Механические удары и повреждение;
Механический износ объектива из-за чего появляются зазоры и люфты в системе крепления;
Заводской брак объектива или камеры, из-за чего снимки отличаются от той картины, что можно увидеть в видоискателе. Очень часто проблемами с фокусировкой страдают недорогие объективы, в частности Tamron.
Есть несколько признаков по которым можно определить нужна ли юстировка объектива Вашей камеры.
— снимок не в фокусе вне зависимости от режима съёмки; — несимметричная и неравномерная фокусировка кадра — одна часть в фокусе, а другая — нет; — при явном указанной точке фокусировки, камера фокусируется на другой точке, находящейся ближе или дальше объекта; — нарушена механика фокусировки; — замыленность в зоне фокуса.
В чем заключается процесс юстировка объектива
Для юстировки современного объектива используется специальный прибор, который подключается к объективу и вносит изменения в специальные переменные настройки.
Примечание: иногда приходится выполнять юстировку не объектива, а самого фотоаппарата. Это обычно делается в тех случаях, когда в видоискатель Вы видите одно, а на снимке получается совсем другое. Тогда изменения вносятся в микропрограмму камеры с той целью, чтобы видоискатель, зеркало фазных датчиков и матрица ловили одну и ту же зону резкости.
Юстировка объектива своими руками в домашних условиях
В Интернете можно встретить море инструкций как сделать юстировку в домашних условиях. Своими руками без наличия специальной аппаратуры и инструмента (микроскоп, коллиматор и т.п.), у Вас ничего не получится. Одной отвёрткой тут ничего не сделать! Вы не просто бестолку потратите кучу времени, а ещё имеете все шансы угробить дорогую фототехнику. Поэтому сразу хочу отговорить Вас от подобной затеи. Даже в профессиональном сервисном центре специалисту не всегда с первого раза удаётся правильно отъюстировать объектив или камеру. Часто фотографам приходится снова и снова обращаться чтобы в итоге получить желаемый результат.
Почему правильная развал-схождение важна для ваших шин
Ваш механик часто может порекомендовать провести развал-схождение на вашем автомобиле, и рекомендуется делать это каждые шесть месяцев или немедленно, если вы столкнулись с чем-то, что могло вызвать наносить ущерб.
Что такое выравнивание? Это важный инструмент настройки подвески, который влияет на работу шин вашего автомобиля. Развал-схождение вашего автомобиля описывает сложную систему измеряемых углов подвески и различных компонентов подвески, которые регулируются.
Правильная развал-схождение является ключом к износу шин, комфорту и экономии топлива.
Как меняется регулировка подвески? Нормальный износ. Горшечные отверстия. Бордюры. Мелкие аварии.
По мере износа деталей подвески или в любой момент, когда подвеска подвергается ударам, будь то выбоина, бордюр или что-то еще при незначительной аварии, это может привести к смещению выравнивания. Важно, чтобы колеса и шины были соосны. Если это не так, вы можете повредить шины и повлиять на характеристики управляемости автомобиля.
Характеристики шин Если подвеска не отрегулирована, давление на шины неравномерно, что может привести к тому, что автомобиль будет работать с шинами сильнее, чем нужно. Это происходит из-за большего сопротивления между шиной и поверхностью дороги.
Это сопротивление может привести к неравномерному износу шин, при этом шины в конечном итоге изнашиваются с одной стороны. Ездить на неровных шинах опасно, и это может вынудить вас купить шины раньше, чем это было бы необходимо при правильном развале.
Комфорт Когда шины начинают изнашиваться неравномерно, вы можете почувствовать вибрацию рулевого колеса. Шины также могут создавать больше дорожного шума, когда протектор неровный.
Топливная экономичность Ваш автомобиль работает усерднее, когда шины изнашиваются неравномерно. Чем больше работает машина, тем больше топлива она сжигает. Поэтому, когда шины смещены и начинают изнашиваться неравномерно, тем больше денег вы в конечном итоге платите за бензин.
Система проверки сход-развала Технология Continental Continental Verification System (AVS) придает уверенности за рулем и помогает сэкономить деньги в дороге.
Вибрация в рулевом колесе или свободный ход рулевого колеса являются явным признаком того, что необходимо проверить развал-схождение автомобиля. Однако небольшие перекосы колес часто остаются незамеченными, что может привести к ненужным затратам из-за износа шин и повышенного расхода топлива.
К счастью, инновационная система проверки сход-развала (AVS) от Continental, которая предоставляет водителям систему раннего предупреждения, когда пришло время выровнять их автомобиль, помогает достичь самых низких общих затрат на вождение.
Следите за выравниванием для уверенной и комфортной езды. Не говоря уже о том, что вы сэкономите деньги в будущем!
Щелкните здесь, чтобы получить дополнительные советы по уходу за шинами!
Мне действительно нужно мировоззрение?
Вам не нужно ехать по бездорожью или наезжать на сотни выбоин и лежачих полицейских, чтобы вызвать проблемы с выравниванием. Ежедневная езда может вывести ваши колеса из строя. Со временем эти несоосные шины и колеса в сборе повлияют на расход топлива (MPG), заставят шины изнашиваться быстрее и ухудшат управляемость. Вот почему вам нужна регулярная развал-схождение и чем может помочь Les Schwab.
Что такое развал-схождение?
Развал-схождение — это процесс регулировки углов рулевого управления и компонентов подвески вашего автомобиля до исходных характеристик. Это означает, что передние и задние колеса находятся на одной линии с центральной линией автомобиля, что оптимизирует управляемость и эффективность использования топлива. Развал-схождение выполняется с помощью специальной машины, которая измеряет углы колес в соответствии с оригинальными характеристиками вашего автомобиля. Затем техник вносит необходимые коррективы.
Если вашему автомобилю необходимо провести повторную настройку, специалисты Les Schwab проведут настройку, наиболее подходящую для вашего автомобиля. Они могут включать выравнивание 4-х колес для переднеприводных, полноприводных и большинства легковых автомобилей, а также выравнивание тяги для многих более крупных грузовиков и внедорожников.
Почему важна развал-схождение
Регулярная развал-схождение должна выполняться два раза в год в рамках основного технического обслуживания автомобиля. Почему? Поскольку несоосность шин и колес в сборе повлияет на расход топлива, приведет к более быстрому износу шин и ухудшит управляемость.
Когда ваш автомобиль выровнен, все четыре колеса будут направлены в одном направлении, выровнены спереди назад и соприкасаются с дорогой под правильным углом.
Как ваш автомобиль выходит из равновесия
Грязные дороги, ухабистые дороги, выбоины, а также наезды на бордюры и лежачие полицейские могут вывести ваш автомобиль из равновесия. Кроме того, проблемы с выравниванием будут возникать медленно с течением времени из-за нормального износа.
Чтобы быстро проанализировать развал-схождение вашего автомобиля, во время следующей поездки задайте себе следующие вопросы:
Ваш автомобиль или грузовик тянет в сторону во время движения?
Рулевое колесо слегка повернуто в одну сторону при движении прямо?
Легко ли рулевое колесо возвращается в исходное положение при выходе из поворота? Другими словами, возвращается ли он к центру (или почти к центру) без особых усилий с вашей стороны.
Вы постоянно делаете небольшие корректировки рулевого управления на шоссе или автостраде?
Есть ли у вас чрезмерный износ внутри или снаружи одной или нескольких шин?
Ответ «да» на любой из вышеперечисленных вопросов может означать, что вашему легковому или грузовому автомобилю требуется развал-схождение. Однако, поскольку проблемы с выравниванием бывает сложно обнаружить, рекомендуется проверять их дважды в год , даже если вы не замечаете никаких проблем .
Совет Les Schwab: Существует распространенное заблуждение, что развал-схождение требуется только при неправильном управлении автомобилем. Часто это не так. Проверка сход-развала два раза в год может предотвратить неожиданный износ шин и/или экономию топлива.
Общие признаки и симптомы несоосности колес
Важно поддерживать правильную установку колес на вашем автомобиле. Хотя рекомендуется проводить развал-схождение один или два раза в год, бывают и другие случаи, когда развал-схождение может потребоваться, чтобы избежать потери расхода топлива и чрезмерного износа шин.
Это может включать любое из следующего:
Вы получаете новые шины:
Мы рекомендуем развал-схождение после установки новых шин. Это поможет вам максимально продлить срок службы ваших новых шин. После сильного удара или неравномерного износа шин всегда рекомендуется проводить проверку сход-развала.
Вы опускаете или поднимаете свой автомобиль:
Подъем или опускание автомобиля влияет на углы схождения, развала или кастера. Так же будет ремонт или замена деталей подвески и рулевого управления — стоек, амортизаторов, шаровых опор, рулевых тяг, втулок или рычагов. Если один из этих компонентов поврежден, вполне вероятно, что выравнивание вашего автомобиля не соответствует техническим требованиям.
Регулировка или замена деталей подвески:
Это может повлиять на угол установки шин и колес.
У вас был изгиб крыла или сильный удар о бордюр или дорожный мусор:
Сюда могут входить выбоины и другие опасности. Зайдите в Les Schwab, и мы проведем бесплатный визуальный осмотр.
Прошел год с момента вашего последнего визита:
Ежегодная регулировка поможет вам сэкономить деньги и повысить безопасность ваших прогулок и ежедневных поездок на работу.
Вы заметили неравномерный износ шин или неровности рулевого колеса:
Наиболее распространенными признаками несоосности являются увод в одну сторону во время движения, необычный износ шин и/или смещение рулевого колеса от центра, даже если автомобиль направлен в сторону прямой. Но эти симптомы могут иметь и другие причины, иногда более простые, а иногда и нет.
Смещение рулевого колеса от центра может быть вызвано износом деталей рулевого управления или подвески. Простое выравнивание может не устранить основную причину.
Неравномерный износ шин не ограничивается только деталями подвески, изгибами крыльев или проблемами схождения, но это хорошее место для начала. Загляните в Les Schwab для бесплатной предрейсовой проверки безопасности, которая включает в себя визуальный осмотр выравнивания и соответствующих компонентов рулевого управления и подвески, обеспечивающих вашу безопасность на дороге.
Les Schwab Подсказка: У проверки центровки в Les Schwab нет недостатков. Если мы проверим ваше выравнивание и это не потребует никаких действий, вы ничего не заплатите.
Тяга на рулевом колесе также может быть вызвана дорожными условиями
Если на асфальте есть канавки, расположенные немного дальше, чем оси автомобиля, вы можете почувствовать тягу, поскольку шины с одной стороны поднимаются немного выше. Если дорога заметно выше в центре, автомобиль может отклониться, поскольку шины пытаются найти ровную поверхность.
Les Schwab Совет: Вибрация во время движения часто является признаком дисбаланса шин, а не плохого выравнивания.
На что обращает внимание ваш техник во время услуги по регулировке
Когда вы сделаете регулировку в Les Schwab, вы получите наше обещание наилучшего качества выравнивания и подвески, а также работу, выполненную правильно с первого раза. Вы также получите всестороннее внимание одного из наших профессиональных сертифицированных техников, использующих лучшие в своем классе лазерные технологии.
Когда они закончат, они вернут ваш автомобиль в выравнивание, включая развал, кастер и схождение.
Развал влияет на износ шин
Наклон шины и колеса внутрь и наружу (если смотреть спереди автомобиля) называется развалом. Когда верхняя часть шины наклонена внутрь, это отрицательный развал. Положительный развал означает, что верхняя часть шины наклонена наружу. Каждый производитель устанавливает определенный развал для каждого автомобиля, который он производит, который может быть положительным, отрицательным или нулевым (0º). Когда развал находится под правильным углом, шина и колесо катятся прямо.
Как правило, развал играет ключевую роль в прохождении поворотов. Если развал выходит за пределы диапазона производителя, это может вызвать проблемы с управлением и чрезмерный износ шин, что будет стоить вам денег. Если автомобиль имеет регулировку заднего развала, регулировка заднего развала, в дополнение к переднему, играет большую роль в устойчивости на прямой и в поворотах.
Изображение: Hunter Engineering Company
Кастер влияет на управляемость
Вы когда-нибудь пробовали ездить на велосипеде без помощи рук? Тот факт, что вы смогли, означал, что у вашего велосипеда положительный кастер. Если бы кастер был нулевым (0º) или отрицательным, ездить таким образом было бы почти невозможно. То же самое можно сказать и о вашем автомобиле.
Современные автомобили имеют определенный положительный кастер, при этом ось рулевого управления наклонена назад к водителю. Хотя кастер не влияет на износ шин, как развал, он оказывает большое влияние на рулевое управление и управляемость.
Чем выше кастер, тем выше устойчивость транспортного средства на высоких скоростях. Меньший кастер означает более отзывчивое управление.
Изображение: Hunter Engineering Company
Схождение – самый важный угол для срока службы шины
Из всех углов схождение может выйти из строя легче всего. Схождение, правильно откалиброванное в соответствии со спецификациями производителя (которое может быть как слегка положительным, так и отрицательным), будет равно нулю (0º) на дороге. Это означает, что все шины и колеса в сборе (передние и задние) направлены в одном направлении.
Что значит, если схождение не выровнено? Это означает, что ваши шины изнашиваются быстрее, чем должны, и вы сжигаете больше топлива, чем необходимо. Когда схождение находится под правильным углом, трение шин меньше при качении. Когда они обращены друг к другу (схождение наружу) или друг к другу (схождение внутрь), они, по сути, слегка царапают дорогу с каждой пройденной милей.
Изображение: Hunter Engineering Company
Измерения до и после центровки
Советы перед обращением в сервисный центр
Поскольку измерения очень точны, несоосность нельзя увидеть, просто взглянув на колеса и углы установки шин. Но опытный шиномонтажник, как правило, узнает, что вы просрочили развал-схождение, просто взглянув на износ ваших шин.
Вот что нужно знать, если обслуживание рекомендовано:
Если у вас повреждена деталь подвески, сначала замените ее. Изношенные или неисправные детали вернут вашему автомобилю неудовлетворительные характеристики.
Технический специалист может порекомендовать выравнивание тяги или выравнивание четырех колес. Вот учебник, чтобы понять, о чем они говорят.
Перед обслуживанием сообщите техническому специалисту, что вам нужна распечатка, показывающая ваши измерения выравнивания до выполнения работы и окончательные настройки для ваших записей.
Мы бесплатно проверим развал-схождение
Регулярная развал-схождение является частью базового технического обслуживания, которое поможет вам продлить срок службы ваших шин. Профессионалы в вашем местном Les Schwab могут взглянуть на компоненты подвески и развал-схождения вашего автомобиля и сообщить вам, если вам нужен какой-либо ремонт. Если все в порядке, это не будет стоить вам ничего.
Каталог / Сварочное оборудование / Сварочные выпрямители / Полуавтоматической и автоматической сварки / ВДУ-1000
Универсальный сварочный выпрямитель ВДУ-1000 используется как источник тока при комплектации сварочных автоматов. ВДУ-1000 (сварочный выпрямитель) вместе со сварочным автоматом используются для наплавки и сварки под флюсом на постоянном токе.
Основные преимущества выпрямителя ВДУ-1000:
— Надежное зажигание и устойчивое горение сварочной дуги
— Функция защиты от перегрева
— Возможна местная и дистанционная регулировка сварочных параметров
— Небольшой вес и энергопотребление источника в сравнении с аналогами
— ВДУ-1000 имеет 2 вида внешних жестких вольт-амперных характеристик для наплавки и сварки под слоем флюса
— Класс изоляции Н (ГОСТ 8865-70)
Наименование параметра
ВДУ-1000
Питание сети
380 В, 50 Гц, 3 фазы
Номинальный сварочный ток, А (при ПВ, %)
1000 (60%)
800 (100%)
Пределы регулирования сварочного тока, А
150 — 1000
Пределы регулирования сварочного напряжения, В
24-45
Номинальное рабочее напряжение, В
45
Напряжение холостого хода, В, не более
55
Потребляемая мощность при номинальном токе, кВА, не более
57
Масса, кг, не более
360
Габариты, мм, не более
695х61 0х1105
Смотрите также Источники и выпрямители для полуавтоматической и автоматической сварки:
ВДГ-303
ВС-300 Б
ВД-320КС
ВС-350
ВДГ-401
ВДУ-506
ВДУ-506С
ВДУ-511
ВС-500
ВДУ-601 УЗ
ВС-600 С
ВДУ-1001
ВДУ-1202
ВДУ-1250
ВДУ-1601
ВДУ-2001
Обращаем ваше внимание на то, что вся предоставленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также цены носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.
ГлавнаяРемонт и запчастиСделать заказКонтактыВакансии
Универсальный сварочный выпрямитель ВДУ-1000 используется как источник тока при комплектации сварочных автоматов. ВДУ-1000 (сварочный выпрямитель) вместе со сварочным автоматом используются для наплавки и сварки под флюсом на постоянном токе.
Основные преимущества выпрямителя ВДУ-1000:
— Надежное зажигание и устойчивое горение сварочной дуги
— Функция защиты от перегрева
— Возможна местная и дистанционная регулировка сварочных параметров
— Небольшой вес и энергопотребление источника в сравнении с аналогами
— ВДУ-1000 имеет 2 вида внешних жестких вольт-амперных характеристик для наплавки и сварки под слоем флюса
— Класс изоляции Н (ГОСТ 8865-70)
Технические характеристики выпрямителя сварочного ВДУ-1000
Наименование параметра
ВДУ-1000
Питание сети
380 В, 50 Гц, 3 фазы
Номинальный сварочный ток, А (при ПВ, %)
1000 (60%)
800 (100%)
Пределы регулирования сварочного тока, А
150 — 1000
Пределы регулирования сварочного напряжения, В
24-45
Номинальное рабочее напряжение, В
45
Напряжение холостого хода, В, не более
55
Потребляемая мощность при номинальном токе, кВА, не более
57
Масса, кг, не более
360
Габариты, мм, не более
695х61 0х1105
www. btsm-weld.ru
Сварочный аппарат ВДУ-1000
Выпрямитель сварочный ВДУ-1000 предназначен для комплектации сварочных автоматов. В комплекте со сварочным выпрямителем ВДУ-1000 автоматом предназначены для сварки и наплавки под слоем флюса на постоянном токе. Выпрямители ВДУ-1000 так же могут быть использованы для воздушно-дуговой резки (срожки) угольным электродом.
Преимущества выпрямителя ВДУ-1000
Надежное зажигание и устойчивое горение дуги;
Наличие термозащиты от перегрузки;
Возможность как местного, так и дистанционного регулирования сварочных параметров;
Обладают двумя видами жестких внешних вольтамперных характеристиках для сварки и наплавки под слоем флюса.
Высокая надежность обмоточных узлов.
Класс изоляции Н.
Технические характеристики сварочного аппарата ВДУ-1000
Напряжение питающей сети, В
380
Частота питающей сети, Гц
50
Номинальный сварочный ток, А
1000
Номинальное рабочее напряжение, В
44
Номинальный режим работы (ПВ) при цикле 10 мин. , %
100
Наименьший сварочный ток, А
250
Наибольший сварочный ток, А
1250
Пределы регулирования рабочего напряжения, В
24-44
Напряжение холостого хода, В, не более
80
Регулирование сварочного тока
плавное
Коэффициент полезного действия, не менее, %
85
Потребляемая мощность, при номинальном токе, кВА, не более
108
Масса, кг, не более
460
Габаритные размеры, мм
1030х720х910
proinstrument-shop.ru
Выпрямитель сварочный ВДУ-1000
Акция!
При покупке инвертора Pico162 дарим маску хамелеон КОРУНД-1 в подарок!!!!
Все акции здесь>>
Артикул: нет
Выпрямитель сварочный ВДУ-1000 предназначен для комплектации сварочных автоматов. В комплекте со сварочным автоматом предназначены для сварки и наплавки под слоем флюса на постоянном токе.
Основные особенности ВДУ -1000
• Надежное зажигание и устойчивое горение дуги;
• Наличие термозащиты от перегрузки;
• Возможность как местного, так и дистанционного регулирования сварочных параметров;
• Обладают двумя видами жестких внешних вольтамперных характеристиках для сварки и наплавки под слоем флюса;
• Высокая надежность обмоточных узлов;
• Класс изоляции Н;
Технические характеристики
Наименование параметра
Значение
Напряжение питающей сети, В
380
Частота питающей сети, Гц
50
Номинальный сварочный ток, А
1000
Номинальное рабочее напряжение, В
44
Номинальный режим работы (ПВ) при цикле 10 мин., %
100
Наименьший сварочный ток, А
250
Наибольший сварочный ток, А
1250
Пределы регулирования рабочего напряжения, В
24-44
Напряжение холостого хода, В, не более
80
Регулирование сварочного тока
плавное
Коэффициент полезного действия, не менее, %
85
Потребляемая мощность, при номинальном токе, кВА, не более
108
Масса, кг, не более
460
Габаритные размеры, мм
1030х720х91
Заполните обязательные поля *.
svardom.ru
Сварочный выпрямитель ВДУ-1000.
Продажа электросварочного оборудования со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.Прайс-листы с ценами на выпрямители ВДУ-1000 запрашивайте в отделе сварочного оборудования.
Производитель:
Selma
Пределы регулир. свар. тока, А:
150-1000
Напряжение питания, В:
380
Кол-во постов:
1
Вес, кг:
460
Потребляемая мощность, кВт :
45
ПВ, %:
100
Напр. холостого хода, В:
80
Номин. раб. напряжение, В:
24-44
КПД, %:
85
Габаритные размеры, мм:
700х600х1100
Cварочный выпрямитель ВДУ-1000 разработан для комплектации сварочных автоматов. В комплекте со сварочным автоматом предназначены для сварки и наплавки под слоем флюса на постоянном токе. Рекомендуется для выполнения воздушно-дуговой резки (строжки) угольным электродом.
Отличительные преимущества:
Надежное зажигание и устойчивое горение дуги;
Наличие термозащиты от перегрузки;
Возможность как местного, так и дистанционного регулирования сварочных параметров;
Наличие двух видов жестких внешних вольтамперных характеристик для сварки и наплавки под слоем флюса;
Высокая надежность обмоточных узлов.
Заказать и купить ВДУ-1000 вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
kpsk.ru
Смотрите также
Инструмент для сварки пластика
Рыбаков сварка и резка металлов
Сущность ручной дуговой сварки
Свидетельства накс на сварочные материалы
Аренда полуавтомата сварочного
Ожог глаз сваркой лечение
Холодна сварка
Оборудование для газовой сварки
Сварочный аппарат или инвертор что лучше
Техника безопасности сварочных работ
Технология сварки низкоуглеродистых сталей
Vdu: Система компьютерного мониторинга
ВВЕДЕНИЕ Блок визуального отображения (VDU) в соответствии с Международным бюро труда (1989 г. ) определил VDU как электрический инструмент, который используется для отображения информации, полученной от компьютерной системы, в очень короткий период времени появился из сравнительной безвестности в научных лабораториях, чтобы стать неотъемлемой и неотъемлемой частью нормальной трудовой жизни для миллионов людей как дома, так и на рабочем месте. По мере того, как технологическая революция продолжается, использование компьютеров с устройством вывода на экран или УВО растет с возрастающей скоростью. Во всем мире в настоящее время используются миллионы дисплеев, получающих и обрабатывающих информацию на телевизионных экранах или мониторах. Кроме того, это монитор телевизионного типа, который отображает информацию, полученную от текстового процессора компьютерной системы, а не от сигнала, передаваемого по телевидению. VDU вносит интерактивный элемент между оператором и компьютерной системой. VDU может быть ограничен основным компьютером, как в случае с терминалом, или физический объект, составляющий VDU, может также включать в себя компьютерную систему, как в случае с персональным компьютером (ПК). Основной принцип работы большинства используемых дисплеев аналогичен принципу работы телевизоров. Они содержат большую вакуумированную стеклянную трубку, называемую электронно-лучевой трубкой (ЭЛТ), которая включает в себя источник электронов (катод) и люминофорное покрытие на поверхности. внутри видного лица экрана. Высокое напряжение (обычно) в диапазоне 10-25 кВ ускоряет электроны, высвобождаемые из катода по направлению ко второму электроду, называемому катодом. Они проходят через отверстие в аноде на люминофорные материалы. Тем не менее, компьютеры очень важны, и, несмотря на всю кажущуюся сложность, они, по-видимому, имеют широкий спектр применения и играют все возрастающую роль в нашем обществе, например, в офисе, торговле и промышленности, коммунальных услугах и, конечно же, в школах и дома. можно видеть, что важность компьютерного монитора не может быть переоценена.
ПОСТАНОВКА ЗАДАЧИ Исследование направлено на определение влияния компьютерного монитора (ВДУ) на компьютерную систему организации и указано ниже: 1. Каково влияние ВДУ на человека и здоровье? 2. Каковы меры контроля и предотвращения воздействия УВО? 3.Каковы измерения и уровень контроля радиационного излучения УВО?
ЦЕЛЬ ИССЛЕДОВАНИЯ Целью данного семинара является предоставление информации о компьютерном мониторе, основанной на влиянии, важности и использовании компьютерного монитора в компьютерной системе организации.
ОБЛАСТЬ ИССЛЕДОВАНИЯ Эта проектная работа будет основываться главным образом на использовании, важности и конфигурации компьютерного монитора
МЕТОДОЛОГИЯ периодические издания, учебники, программное обеспечение encarta и результаты исследований. Кроме того, в ходе работы над проектом будут поддерживаться поисковые системы, такие как www.google.com, www.devilfinder.com, www.mamma.com и другие.
ОГРАНИЧЕНИЕ ИССЛЕДОВАНИЯ Предполагается, что эта исследовательская работа будет углубленной, но из-за сбоя питания нет денег, чтобы переехать из одного места в другое, недостаточно времени, а исследование также дорого для проведения.
АНАЛИЗ ИССЛЕДОВАНИЯ В первом поколении компьютеров, которое было между 1945-1958 годами, одним из первых цифровых компьютеров в этом поколении была машина под названием ENIAC (электрический числовой интегратор и калькулятор), разработанная группой, созданной в школе Мура Электротехника в Пенсильванском университете в 19 г.56. Этот ENIAC содержал более 18 000 вакуумных ламп весом более 30 тонн и занимал площадь в 1500 квадратных фактов. Он был запрограммирован путем установки до 6000 переключателей и соединительных кабелей между различными блоками компьютера. Второе поколение представило компьютер для проектирования, который был между (1958-1964) машиной, основанной на концепции магазина с использованием дискретных полупроводниковых диодов, транслятора и так далее. Вакуумная труба была уменьшена до веса около 25 тонн и требовала 1000 квадратных метров площади пола, а также снижения тепловыделения. Уменьшение размера за счет использования полупроводниковых элементов. В период с 1964 по 1971 год это было третье поколение компьютеров, которые были третьим поколением компьютеров, которые характеризовались дальнейшим сокращением шести ВДу с низким литьем и низким тепловыделением. Внедрение усовершенствованного метода хранения данных и применение интегральных схем (ИС), они принимали свои входные данные через магнитную ленту и магнитный диск, которые они также принимали для вторичного хранения. В 1971-1975 гг. здесь были впервые разработаны компьютеры на основе крупногабаритной интегральной схемы, а также вакуумной трехтрубной лампы и транзистора. Каждое электронное устройство имеет свой собственный набор характеристик, включая надежность, плотность упаковки, рассеивание тепла, скорость и стоимость всего, что разработчик должен сбалансировать, тогда размер дисплея был значительно уменьшен по сравнению с первым поколением и стоил очень дешево. Эта четвертая часть компьютера также известна как микропроцессор на кристалле и характеризуется мощностью персонального компьютера (ПК), так называемого языка программирования четвертого поколения, такого как электронные таблицы, Dbase III, диалоговое окно оконного меню и другие атрибуты. Пятое поколение компьютеров (1975-1995 гг.) является родным языком или языковым франка каждого пользователя. Следовательно, в пятом поколении были задействованы следующие теологии; (1) микроэлектроника (2) компьютерная архитектура (3) искусственный интеллект (4) языковая обработка (5) управление базами данных. Логическое воздействие — это элементарный индуктивный метод рассуждения, и каждое слово эквивалентно примерно 300 инструкциям на обычном компьютере. Шестое поколение компьютерных мониторов было поколением, инновация которого называлась Optic Computer, компьютер этого поколения с 19 года.95 до настоящего времени, и компьютеры этого поколения представляют собой портативные компьютеры, карманные компьютеры, плазменные компьютеры, все из которых используются с плоским экраном. Вот компьютерный монитор, появившийся в этом поколении MDA (адаптер дисплея Monocrono), HA (адаптер Hercules). CGA (цветной графический адаптер), ЖК-дисплей (жидкокристаллический дисплей), карманный плазменный телевизор и так далее.
КОНСТРУКЦИЯ МОНИТОРА Монитор может быть связан с главным компьютером, как с терминалом, или физический объект, составляющий УВО, может также включать компьютерную систему, как с персональным компьютером (ПК). Основной принцип работы большинства используемых дисплеев аналогичен принципу работы телевизоров. Они содержат большую вакуумированную стеклянную трубку, называемую электронно-лучевой трубкой (ЭЛТ), которая включает в себя источник электронов (катод) и люминофорное покрытие на внутренней стороне смотровой поверхности экрана. Высокое напряжение (обычно в диапазоне 10-25 кВ) ускоряет высвобождение электронов с катода по направлению ко второму электроду в направлении, и, таким образом, воздействие точек электронов на люминофор контролируется магнитным полем, создаваемым путем отклонения установленных катушек. ближе к задней части трубы. Таким образом, электронный луч проходит по горизонтали и вертикали по смотровой поверхности — все лицо обычно покрывается примерно за 1/70 секунды. Модулируя интенсивность электронного луча в каждом положении, результирующий узор из светлых и темных точек может быть преобразован в изображение. Электронная схема, используемая для управления этими процессами, порождает как радиочастотное (РЧ) поле, так и электрические и магнитные поля более низких частот. В последнее время для замены электронно-лучевой трубки используются твердотельные схемы в сочетании с жидкокристаллическими, газоплазменными или аналогичными технологиями отображения. Однако в довольно ограниченной степени.
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ Компьютер: электронное устройство, способное хранить и обрабатывать информацию в соответствии с набором инструкций. Электронно-лучевая трубка: вакуумная трубка, в которой пучок электронов создает светящееся изображение на флуоресцентном экране, используемая в телевизорах и устройствах отображения (УВО). Монитор: телевизор, используемый для просмотра изображения с определенной камеры или дисплея компьютера. Монохромный: состоящий или отображающий изображение в черно-белом цвете или в различных тонах одного цвета. Геркулес: требует или имеет большую силу или воздействие. Вспышка:- светит ярким, но кратким или неравномерным светом. пикселей (элемент изображения): любой крошечный луч света на экране дисплея, состоящий из изображения. Поддон: тонкая доска, на которую художник кладет и смешивает пинты и диапазон цветов, используемых художниками.
ЗАКЛЮЧЕНИЕ В заключение, радиация, графический адаптер и поле от дисплеев не представляют опасности для здоровья. Тем не менее, поскольку в работе с УВО задействовано большое количество людей, необходимо принять меры для обеспечения того, чтобы рабочее место УВО было спроектировано с экономической точки зрения. Это включает в себя аспекты VDU, рабочей станции и рабочей среды, а также организации труда.
ССЫЛКИ Bergqiust, U. (1984), «Терминалы видеодисплея и здоровье», в Скандинавии через журнал рабочей среды и здоровья (Хельсинкин), том 10. Health and Welfare (Канада). 1993 г., Исследования радиационного излучения от видеотерминалов, Reporter 83- -91 (Оттава, Управление охраны окружающей среды). Международное бюро труда (МОТ), 1989 г. Работа с визуальным дисплеем, Серия по безопасности и гигиене труда, № 61. Локсли Э.А. и др. (2006). Введение в компьютерные исследования 1, Безупречная концепция, Огбомошо, штат Ойо Стр. 3-7. Майкл Тули (1997), Карманный справочник по устранению неполадок ПК, пресс для ванн, стр. 150.
Аппаратное обеспечение
Добро пожаловать в Hobbypcbs
.
Добро пожаловать в HobbyPCBs.
Что это?
Это печатная плата для 32 строки по 64 символа VDU. Он рассчитан на 2к х 8 Sram и 2к х 8 EPROM для генератора символов.
Почему ты это сделал?
Я построил много проектов 65C02 и хотел универсальный VDU, который я мог бы легко прикрепить. Эта печатная плата, когда она заполнена, будет подключаться к любому SBC 65C02, поскольку шина данных буферизована, а адрес местоположение может быть декодировано как любые 2k в окне 64K,
Что делает его особенным?
Вы не можете купить этот интерфейс в другом месте, поэтому Мне пришлось исследовать и спроектировать печатную плату, которую я мог бы использовать.
Снимок экрана CEGMON, сброшенный в Память дисплея
Спецификация для 32 X 64 символов 2kB Ram VDU PCB
IC1
74LS245
Восьмичный шинный трансивер.
IC2, IC3, IC4
74LS157
Селектор данных Quad 2 to 1.
IC5, IC6, IC7
74LS393
Двойной 4-битный двоичный счетчик.
IC8
74LS139
Двойной 2-строчный декодер на 4-строчный.
IC9, IC10
74123
Двойной перезапускаемый моностабильный мультивибратор * См. примечание 1).
IC11
74LS165
8-битный сдвиговый регистр с параллельной загрузкой и последовательным выходом.
IC12
2716
2K x 8 Eprom или эквивалент. Скачать зарядку здесь
Стрічкова пила по металу купити в Україні, замовити Стрічкова пила по металу
Ленточная пила по металлу незаменимая вещь в производстве
Ленточная пила особенно по металлу — важный элемент не только на деревообрабатывающем производстве, но и в том случае, если нужно получать заготовки точного размера из металла. Работа с металлом порядком сложнее и опаснее, чем с деревом, поэтому станки должны соответствовать некоторым требованиям. Рама должна плавно опускаться, в зону резания должна поступать смазывающе-охлаждающая жидкость. Точность резания должна соблюдаться вне зависимости от материала. Также станок должен быть с бесступенчатым регулированием скорости.
Среди преимуществ ленточных пил по металлу:
высокая производительность
экономичное потребление энергии
простота эксплуатации и ремонта
высокоточный пропил металлов
быстрая окупаемость
снижение брака.
Чтобы правильно выбрать ленточный станок, нужно точно знать какой материал вы будете им обрабатывать. Металлы также бывают разными. Это может быть сплав титана с никелем, легированная сталь, конструкционная сталь, алюминий и другие мягкие металлы. Также многое зависит от формы разреза полотна:
листовой материал
сплошной прокат
трубы
фасонный профиль.
У ленточнопильных станков по металлу есть свои преимущества, такие как, например, довольно высокая производительность. Также нет особых ограничений по разрезу проката, будь он фасонным или сплошным. Пилы производятся такой толщины, чтобы не использовать слишком много материала на сам пропил. За счет этого расход можно снизить до 5-6 раз. В виду того, что после обработки пилой торцевание можно в принципе исключать, снижается время на обработку и трудозатраты на заготовку.
Ленточные пилы по металлу большой выбор.
В интернет-магазине СМ-ТУЛС вы можете купить ленточный станок по металлу по выгодной цене. Здесь вы найдете станки мировых брендов, высокого качества и нужного вам функционала. У нас довольно большой ассортимент товаров, что позволит вам выбрать модель ленточного станки для своих потребностей.
Стрічкові пили по металу
Дмитрий Миш
Стрічкова пила по металу FDB Maschinen SG125T
Отличный станок. Люфтов нет, рез ровный, направление реза держит отлично. Родное полотно продержалось достаточно долго, но лучше сразу брать запасное, т.к. лопнуть может в самый неподходящий момент. В одиночку собирать было тяжеловато, лучше в двоем. Инструкция по сборке — дрянь, но ктож их читает. Для небольшой мастерской отличный аппарат.
Леонид
Стрічкова пила по металу PROMA PPK-90U
Ножки устойчивые. Срез чистый, нет вибрации. Вчера купил, собрал, отпилил уголок 45 градусов, все отлично.
Гость
Стрічкова пила по металу PROMA РРК-115U
Работаем на станке уже почти год, полотно меняли один раз. Специфика работы — нарезка заготовок из меди для электродов к электроэрозионному станку. Желательно почаще чистить станок и снимать полотно после работы, иначе ленточка быстро вытягивается и слетает. А так, хороший станок, на совесть сделан.
Алексей
Стрічкова пила по металу FDB Maschinen SG125T
Сделан нормально, выглядит надёжно. Скоростью реза не блещет, но рез качественный, в сравнении с дисковой тихоходной пилой гуманная стоимость расходки.
Никола Шеремет
Стрічкова пила по металу FDB Maschinen SGA400G
Брали по договору. Пила стоит своих денег. При резке не вибрирует, достаточно жесткая, режем пакетами трубы. Режет четко. Сож работает отлично, не забивается.
Александр Митченко
Стрічкова пила по металу FDB Maschinen SGA 370G
Ленточная пила FDB Maschinen SGA 370G идет сразу с тумбой, что упрощает монтаж. Доставка действительно бесплатна. Ехала 4 дня после оплаты. Пуско-наладочные работы делали самостоятельно. Впринципе за пару часов справились. Полотно в комплекте, но под разные материалы лучше иметь разные пилы, так сплошняк и тонкостен мы режем разными пилами. Рез держит отлично. Аналоги стоят дороже. Этот отзыв благодарность сотрудника смтулса Олега за грамотную консультацию и помощь в выборе. Можно выдать ему премию.
Семен
Стрічкова пила по металу FDB Maschinen SGA 370G
Забирав особисто, з пункту самовивозу. Для мене важливо було перевірити все на місці, оскільки обладнання дороге і купувати всліпу не має жодного бажання. Єдина незручність, що при самовивозі оплата лише готівкою. Але вона не перекриває той факт, що я особисто побачив, що купую.
Онуфрій
Стрічкова пила по металу FDB Maschinen SG 270HD
Дякую за можливість оформити кредит на обладнання. Це дало мені можливість запустити цех на чотири місяці раніше, ніж планувалося. Умови вигідні, якщо погашу раніше, то і переплати не буде. Зате бізнес вже працює.
Василь
Стрічкова пила по металу FDB Maschinen SG240HD
Це станок для бізнесу, саме такий, як я і шукав, дома такий недоцільно ставити. Функції виконує гарно, але встановив лише тиждень тому. Основне навантаження буде за місяць, тоді і розгорнутий відгук напишу. Поки покупка відповідає очікуванням.
Єгор
Стрічкова пила по металу FDB Maschinen SG 220HD
Точність і акуратність обробки приємно вражає. Всі вимоги до пилки такого типу FDB Maschinen SG 220HD виконує. Доставляв Новою поштою, упаковано було надійно, нічого не пошкодилося, все працює ідеально.
Гость
Стрічкова пила по металу PROMA PPK-175
PROMA PPK-175 легкий в управлінні, не потребує надмірних зусиль для роботи. Великий плюс — це широкий діапазон швидкостей. Ця особливість робить пилу більш універсальною. Замовляв на цьому сайті, не прогадав, прислали якісний товар.
Петро
Стрічкова пила по металу FDB Maschinen SG 200G
Хотів спочатку купити універсальний станок для різки дерева та металу, але майстри вчасно відмовили, кажуть, що краще хороший по дереву і хороший по металу, а не щось середнє. По дереву ще не обрав, а от пилу по металу вже сьогодні доставили. По дереву теж, напевно, тут купуватиму.
Подбор шага зуба в зависимости от габаритов разрезаемой заготовки
Подбор режима резания
Притирка (обкатка) пилы
Тензометры и СОЖ
Ленточные пилы wікus
ТИПЫ ПИЛ
Ленточные полотна Honsberg (Германия) сваренные в кольцо
М42 — Предназначена для резки черных и низколегированных сталей а также цветных металлов.
Универсальные производительные ленточные полотна c зубьями из
быстрорежущей инструментальной стали (HSS) содержащей 8%
кобальта и 10% молибдена. Твердость зуба ~ 68HRС, что
позволяет резать конструкционные, среднелегированные стали с
твердостью до 45 НRс.
— Добавление кобальта обеспечивает высокую износостойкость ленточного
полотна.
— Стабильное качество и отличная шероховатость поверхности
достигаются при помощи уникальной высокоточной разводки зубьев
полотна.
Ленточные пилы bomar
Размер, мм
0,75/1,25
1,4/2
2/3
3/4
4/6
5/8
6/10
8/12
10/14
13х0,65
N
N
N
20×0,9
CS
N
N
N
N
27×0,9
DCS
DCS
CS/N
N
N
N
N
34×1,1
DCS
DCS
CS/N
N
N
N
41×1,3
DCS
DCS
DCS
CS/N
N
54×1,6
DCS
DCS
DCS
CS
67×1,6
DCS
DCS
DCS
80×1,6
DCS
DCS
DCS
N — Стандартная форма зуба с передним углом 0°. Для
пиления тонкостенных труб, профилей и материалов с
высоким содержанием углерода (чугун).
CS — Стандартная форма зуба с передним углом 10°. Для
пиления толстостенных материалов и сплошных материалов
маленького и среднего диаметра сечения.
DCS — Форма зуба с упрочненной спинкой и с передним
углом 10°.Для серийного производства. Для пиления
материалов большого и среднего диаметров сечения.
М51 — Предназначена для резки высоколегированных, инструментальных, нержавеющих сталей.
Специальные биметаллические ленточные полотна c зубьями из быстрорежущей инструментальной стали (HSS) с более высокой стойкостью и производительностью по сравнению с М42, полученная за счет применения в сплаве зубьев 10% кобальта и 10% вольфрама. Твердость зуба ~ 69HRc, что позволяет резать высоколегированную, инструментальную, и специальную нержавеющую сталь. Не рекомендуется использовать на тонкостенных профилях и трубах так как хрупкий зуб очень чувствителен к ударным нагрузкам.
Ленточные пилы honsberg
Видео с работой ленточных полотен Honsberg.
Размер, мм
0,75/1,25
1,4/2
2/3
3/4
4/6
27×0,9
DCS
DCS
CS
34×1,1
DCS
DCS
CS
41×1,3
DCS
DCS
54×1,6
DCS
DCS
DCS
67×1,6
DCS
DCS
DCS
80×1,6
DCS
DCS
CS — Стандартная форма зуба с передним углом 10°. Для пиления
толстостенных материалов и сплошных материалов маленького и
среднего диаметра сечения.
DCS — Форма зуба с упрочненной спинкой и с передним углом
10°.Для серийного производства. Для пиления материалов
большого и среднего диаметров сечения.
SP — для резки жаростойких, жаропрочных, износостойких и «экзотических» сплавов.
SP — Оптимизированная геометрия зуба и специально разработанный материал подложки гарантируют очень долгий срок службы с надежной точностью. Данное ленточное полотно делает резку хромистых, никелевых сплавов, а также материалов типа хастеллой, нимоник, инконель более выгодной.
Размер, мм
1/1,3
2/3
3/4
34×1,1
DCS
DCS
41×1,3
DCS
DCS
54×1,6
DCS
DCS
67×1,6
DCS
DCS
DCS — Форма зуба с упрочненной спинкой и с передним углом
10°. Для серийного производства. Для пиления материалов
большого и среднего диаметров сечения.
ПОДБОР ПОЛОТЕН
Шаг определяется, как число зубьев на один дюйм (25,4мм) — TPI (tooth per inch).
Рекомендации по выбору шага зуба полотна для резки сплошного материала
Размер шага пилы для резки сплошного проката
Диаметр, мм
Зубьев на дюйм
Диаметр, мм
Зубьев на дюйм
до 10
14
до 25
10/14
10 — 30
10
15 — 40
8/12
30 — 50
8
25 — 55
6/10
50 — 80
6
40 — 80
5/8
80 — 120
4
55 — 120
4/6
120 — 200
3
80 — 150
3/4
200 — 400
2
120 — 350
2/3
300 — 700
1,25
250 — 500
1,4/2
> 600
0,75
> 500
0,75/1,25
Размер шага пилы для резки профиля и труб
СтенкаS,
мм
Наружный диаметр, мм
20
40
60
80
100
120
150
200
300
500
2
14
14
14
14
14
14
10/14
10/14
8/12
6/10
3
14
14
14
10/14
10/14
10/14
8/12
8/12
6/10
5/8
4
10/14
10/14
10/14
8/12
8/12
8/12
6/10
6/10
5/8
4/6
5
10/14
8/12
8/12
8/12
6/10
6/10
5/8
5/8
4/6
4/6
6
8/12
8/12
6/10
6/10
5/8
5/8
5/8
5/8
4/6
3/4
8
8/12
6/10
6/10
6/10
5/8
5/8
5/8
5/8
4/6
3/4
10
6/10
5/8
5/8
5/8
5/8
4/6
4/6
3/4
3/4
12
5/8
5/8
5/8
4/6
4/6
4/6
3/4
3/4
3/4
15
5/8
5/8
4/6
4/6
4/6
4/6
3/4
2/3
2/3
20
4/6
4/6
4/6
3/4
3/4
2/3
2/3
2/3
30
3/4
3/4
3/4
3/4
2/3
2/3
2/3
50
2/3
2/3
2/3
2/3
При распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки.
Ленточные пилы pilana
Подбор режима резания
ГЛАВНЫМ КРИТЕРИЕМ ПРАВИЛЬНОЙ НАСТРОЙКИ РЕЖИМА РЕЗАНИЯ ЯВЛЯЕТСЯ ФОРМА СТРУЖКИ!
Форма стружки определяет правильно ли выбраны параметры резания.
А — очень тонкая и мелкая стружка указывает что зуб не успевает врезаться и поэтому стружка не получается завитой. Следует постепенно увеличивать подачу до образования стружки типа «C».
В — толстая, крупная или голубоватая стружка указывает, что ленточная пила перегружена, т.е. зуб врезается слишком глубоко тем самым значительно увеличивается нагрузка на режущие зубья и снижается ресурс ленточного полотна. Работая в таком режиме может произойти скалывание или стесывание нескольких зубьев, а если это произошло то через некоторое время все остальные зубья также придут в негодность из-за возникших ударных нагрузок в зоне где выкрошились зубья. Следует уменьшить подачу до образования стружки типа «C».
С — нормальная широкоскрученная стружка (типа «кудряшки»)
указывает на правильные параметры резания.
Притирка (обкатка) пилы
Повышение продолжительности срока службы новой ленточной пилы.
Новая ленточная пила после фрезерования имеет острые как бритва кончики зубьев. Чтобы выдерживать режущие давления, возникающие при резке ленточной пилой, вершина зуба должна пройти притирку (хонинговаться), чтобы сформировался микрорадиус. Если не выполнять роль так называемой притирки и начать процесс резания с высоким давлением (усилием подачи), то это вызовет появление микроскопических повреждений на кончиках зубьев, приведет к сниж ению срока службы ленточной пилы. Правильное выполнение обкатки значительно продлевает срок службы ленточной пилы.
Обращаем Ваше внимание на то, что для продления службы ленточного полотна необходимо произвести обкатку полотна (не запуск станка в холостую, а резание в щадящем режиме)с постепенным увеличением нагрузки на зуб. Рекомендуем использовать следующие режимы:
— Для биметаллических пил начинайте работу со скоростью подачи 50%, и скоростью полотна 50-70% от необходимой. Через 15-20 минут начинайте плавно повышать скорость пилы и подачи.
— При вибрации осторожно уменьшите скорость подачи вплоть до полной остановки. При этом вы должны следить за правильным формированием металлической стружки во время резания Также следует отметить, что притирку всегда требуется проводить только на легких в обработке материалах не зависимо от того, какой материал будет использоваться после притирки.
Обратите внимание, что максимальный ресурс ленточного полотна может быть достигнут только при условии предварительной притирки полотна.
Регулировка очистительной щетки
Проволочная щетка счищает стружку с ленточного полотна прикрепляющуюся, в основном, к участку с зубьями, предотвращая его засорение и таким образом, поддерживая плавность резания. Произведите регулировку щетки таким образом, чтобы острый край щетки касался впадины зубьев полотна. В случае, если ленточное полотно с переменным шагом зубьев, произведите настройку таким образом, чтобы острый край щетки касался впадины зуба полотна с минимальной высотой.
Сварка ленточных полотен производится на новом сварочном оборудовании Ideal Bas 100 (Германия).
Пила для резки металла — Ленточнопильный станок по металлу Цена | Поставщик и производитель
Основной бизнес SMC сосредоточен на проектировании, производстве, поставке, установке и послепродажном обслуживании с помощью наших высококвалифицированных и опытных технических специалистов и инженеров для двухколонной пилы для резки металла.
6 Размер упаковки (Д*Ш*В): от 2150*1220*1530 мм до 3400*1410*1850 мм
7 стандартных аксессуаров:
1)биметаллические пильные полотна
2)Ящик для инструментов
3)ручная инструкция
4) Кормовой стол
8 Применение: резка стальных труб/пластин
1) Полностью автоматический
2) Тип сенсорного экрана
3) Натяжение лезвия: гидравлическое
4) Защита от поломки лезвия
5) Концевой выключатель для отключения питания при открытой крышке в случае
Параметр для металлической режущей пилы:
Типы для резки металлов:
SMC4230/SMC4235/SMC4240/SMC4250
1) Двойная конструкция 9000.
2) HYDRALINGIN
3) Разумная конструкция направляющего сиденья обеспечивает правильное направление направляющего рычага
4) Гидравлическое управление зажимом, бесступенчатая регулировка
SMC4260:
1) Двойная колонна, двойной масляный цилиндр
2) Гидравлический зажим клещей
3) Разумная конструкция направляющего сиденья обеспечивает правильное направление направляющего рычага, выдвигается срок службы полотна ленточной пилы и увеличение прецессии
4) Гидравлически управляемая подача пилы
5) Возможна автоматическая подача по индивидуальному заказу
3) Разумная конструкция направляющего сиденья обеспечивает правильное направление направляющего рычага
4) Гидравлическое управление зажимом, бесступенчатая регулировка3 9000
5) Возможно изготовление по индивидуальному заказу автоматического и гидравлического натяжения пильного диска
Ленточнопильный станок по металлу №4228 и №4235 Новые продукты
№ 4228 и № 4235 в основном используется для пиления углеродистой конструкционной стали, низколегированной стали, высоколегированной стали, специальной легированной стали и нержавеющей стали, кислой стали и других металлических материалов.
Особенности ленточнопильного станка по металлу № 4228 и № 4235
1. Гидравлическое управление скоростью резки, бесступенчатая регулировка скорости
2. Улучшенная конструкция направляющего блока, длительный срок службы пильного диска
5. Зажим работы принимает гидравлическое заживание, удобная работа
6. Может быть настроена на три гидравлических устройства зажима
Спецификация металлической полосы пилы #4228 и #4235
7079
7070719
70707071
70707071
707079
707079
7070 . Принципы работы с пилой для резки металла:
1) Наденьте соответствующие защитные очки
2) Убедитесь, что кнопка пуска/останова пилы находится в пределах легкой досягаемости оператора
3) Убедитесь, что все ограждения на месте и работают должным образом
4) Защитите длинный материал с обоих концов, чтобы никто не касался его
5) Убедитесь, что лезвие полностью остановлено, прежде чем снимать приклад
6) Используйте режущую или смазочную жидкость при резке металлов
7) Держите пильные полотна чистыми и острыми. Регулярно проверяйте диски на предмет износа или повреждений
8) Выберите правильную скорость диска и пилы для разрезаемого материала. Следуйте инструкциям производителя
9) Используйте упор, поставляемый с большинством отрезных пил, когда требуется несколько заготовок одинаковой длины
10)Закрепите всю работу в тисках. Поместите разрезаемый участок таким образом, чтобы пильное полотно вышло из тисков и стола; однако не размещайте секцию так далеко от тисков, что она будет неустойчивой при резке
Лазерный излучатель IPG / Raycus Мощность излучателя от 500 Вт до 2000 Вт Диаметр пятна 0,3 — 3 мм Длина кабеля — до 7 метров
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Для сваривания металла вручную используется различное оборудование. Выбор того или иного устройства для качественной сварки зависит от толщины обрабатываемого металла. Обычное, недорогое оборудование для ручной сварки можно разделить на три категории:
Инверторы – компактные аппараты, состоящие из небольших трансформаторов, диодного моста и электронной платы с ключами.
Выпрямители – установки, использующиеся в промышленных условиях.
Трансформаторы – устройства, представляющие собой катушку с первичной и вторичной обмоткой
Генераторы, работающие исключительно на дизельном либо бензиновом топливе.
Все эти устройства принадлежат к оборудованию для ручной дуговой электросварки. Сварочный процесс таких аппаратов происходит при помощи проволоки, плавящейся в электрической дуге.
В чем их отличия Инверторы, генераторы и трансформаторы относятся больше к бытовым устройствам, которые можно использовать в гараже, на даче, во дворе частного дома, в небольшой частной мастерской. Они имеют небольшие габариты и предназначены для сварки стальных изделий толщиной не более 5 мм.
Выпрямители в отличие от инверторов и трансформаторов применяются для сварки более ответственных деталей. Цена выпрямителей значительно выше. Сварные швы получаются более гладкими, и в то же время требующие дальнейшей обработки для эстетичного вида.
К недостаткам всех этих устройств для сварочных работ можно отнести низкое качество сварного шва, разбрызгиваемость металла во время процесса сварки.
модель
Аппарат ручной лазерной сварки SLS Fiber
Мобильный и высокоскоростной лазерный комплекс для сварки металлов. Данная модель имеет ручное управление.
Получить презентацию и цены
Обучение будет?
при поставке станка, наши инженеры проведут пуско-наладку аппарата лазерной сварки и проведут обучение вашего специалиста.
Что будет после обучения?
наш сервисный центр осуществляет поддержку по любым вопросам в режиме 24/7. Если у вас поменялся материал или изменились задачи, просто позвоните и наши инженеры помогут подобрать настройки на ваш лазерный сварочный аппарат
Гарантии есть?
на все наше оборудование предоставляется гарантия от 12 месяцев и больше. На станок ручной лазерной сварки также распространяются гарантийные обязательства как от нас, так и от производителя (двойная гарантия)
Доставка будет?
доставка всего оборудования осуществляется до указанного вами адреса и в удобное для вас время (даже в выходные дни). В день доставки с вами свяжутся и предупредят о точном времени приезда.
Процесс сварки лазерным ручным аппаратом
Процесс работы аппарата для лазерной сварки металла
Добиться более качественного выполнения сварного шва помогают установки оптоволоконной ручной сварки. Преимущества лазерной оптоволоконной ручной сварки перед другими видами сварки заключаются в следующем: — высокое качество работ; — минимальная толщина шва при высокой прочности; — из-за низкого нагревания во время сварки зоны шва, детали не подвергаются деформации; — нет необходимости в применении расходных материалов таких, как флюсы, присадки, сварочные электроды; — можно осуществлять сварку в труднодоступных местах и за прозрачной преградой.
Где купить или узнать цену Хотите купить сравнительно недорогой аппарат ручной лазерной оптоволоконной сварки или узнать точную его цену – обращайтесь в отдел продаж нашей компании непосредственно в офис либо воспользуйтесь контактной информацией, указанной на сайте.
Аппарат для лазерной сварки металлов PB300CE с чпу
Следует разъяснить, что PB300CE является источником лазерного излучения и для полноценности конструкции необходима комплектация автоматизированным рабочим столом (манипулятор изделия). Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Генератор изготавливается в строгом соответствие с европейскими стандартами.
Характеристика продукта
Аппарат для сварки металлов PB300CE относится к группе лазеров, активной средой которых является алюмоиттриевый гранат легированный неодимом, а в качестве генерации среды выступают ксеноновые лампы.
Основными элементами конструкции являются: Nd:YAG резонатор, волоконно-оптическая система передачи лазерного излучения, PFCS система управления мощностью лазера с обратной связью в режиме реального времени, источник питания лазера HPP700ACE и система охлаждения.
Керамический моноблок резонатора с несколькими лампами накачки способен генерировать излучение с выходной мощностью 300 Вт и пиковой мощностью 6 кВт.
Преимущества
Широкий набор регулируемых технологических параметров лазера в широком диапазоне позволяет обрабатывать большое количество сталей и сплавов, различной толщины;
Качество и стабильность излучения;
Реализация процесса сварки, как на воздухе, так и в атмосфере инертных газов;
Возможно выполнение таких технологических операций, как закалка различных материалов, легирование и наплавка;
Возможность комплектации с различными манипуляторами изделия;
Сертификат CE
Сфера применения
Из материалов следует отметить возможность работы с конструкционными сталями, алюминиевыми и медными сплавами, магниевыми и титановыми сплавами.
Технические данные
Тип лазера
YAG
Длина волны излучения
1064 нм
Макс. выходная мощность
300 Вт
Макс. энергия в импульсе
6 Дж/мс
Ширина импульса
0.1-50 мс
Частота след. импульсов
1-200 Гц
Кол-во форм импульсов
50 групп
Кол-во волоконных выходов
≤4
Метод разделения излучения
По времени или энергии
Диаметр жилы волокна
0.6 мм
Тип обратной связи
Обр. связь по мощности
Охлаждение
Водяное
Потребляемая мощность
16 кВт
Электропитание
380 В
Вес
500 кг
Габариты (ДxШxВ, мм)
1480x610x1100
Ручной лазерный сварочный аппарат
Диапазон колебания лазера HW-D составляет от 0 мм до 5 мм. Режим лазера может быть установлен через систему управления непрерывной волной или импульсной волной. Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.
Варианты питания лазера
Материал и толщина
Газ
1000 Вт
Нержавеющая сталь 1,5 мм (0,06 дюйма)
Ар
Углеродистая сталь 1,5 мм (0,06 дюйма)
Ар
Оцинкованный лист 1,2 мм (0,047 дюйма)
Ар
Алюминий 1,2 мм (0,047 дюйма)
N2
1500 Вт
Нержавеющая сталь 3,5 мм (0,13 дюйма)
Ар
Углеродистая сталь 3,5 мм (0,13 дюйма)
Ар
Оцинкованный лист 3,5 мм (0,13 дюйма)
Ар
Алюминий 3,5 мм (0,13 дюйма)
N2
2000 Вт
Нержавеющая сталь 4,0 мм (0,16 дюйма)
Ар
Углеродистая сталь 4,0 мм (0,16 дюйма)
Ар
Оцинкованный лист 4,0 мм (0,16 дюйма)
Ар
Алюминий 4,0 мм (0,16 дюйма)
N2
— HW-D может использоваться в самых разных отраслях, таких как кухни, бытовая техника, реклама, пресс-формы, двери и окна из нержавеющей стали, изделия ручной работы, товары для дома, мебель, автозапчасти и т. д. Он также распространен в огнестрельном оружии, Подарки и аксессуары, листовой металл, печатные платы, инструменты, реклама, медицина, упаковка, электроника, полупроводники и т. д.
— Ручной лазерный сварочный аппарат является хорошей заменой традиционной электросварке, аргонно-дуговой сварке и другим процессам.
— Переносная конструкция для сварки внахлестку, кромочной сварки, угловой сварки, сварки подгонки, угловой сварки и т. д.
Лазерная сварка металла
Лазерная сварка металла
Лазерная сварка металла
Лазерная сварка кольца
Лазерная сварка латуни
Лазерная сварка нержавеющей стали
Медицинское устройство для лазерной сварки
Варианты мощности лазера
1квт, 1.5квт, 2квт
Диапазон толщины сварки
0,5-5 мм
Рабочий режим
Непрерывный/регулируемый
Метод охлаждения
Водяное охлаждение
Длина волны
1070 нм
Размеры
1085мм*580*1125мм
Длина оптоволокна
Стандарт 10 м (32 фута)
Вес
275 кг
Диапазон скоростей сварки
0-120 мм/с
Напряжение
220 В, однофазный или 380 В, в зависимости от мощности лазера
Топ-15 производителей лазерных сварочных аппаратов в 2022 году
Лазер
Благодаря быстрому развитию технологии лазерного производства, лазерные технологии стали широко использоваться в промышленности.
Например, лазерная маркировка, лазерная гравировка, лазерная резка и лазерная сварка являются основными процессами применения.
Кроме того, лазерная плакировка и лазерная очистка также используются в небольшом количестве конкретных сцен.
Лазерная сварка
Лазерная сварка — это процесс, при котором заготовка облучается высокоэнергетическим лазерным лучом, рабочая температура резко возрастает, заготовка плавится и снова соединяется, образуя неразъемное соединение
Сравнение оборудования для лазерной сварки и традиционные методы сварки
Средняя скорость сварки (м/мин)
Изменение формы сварки
Точность сварки
Адгезия сварочного шлака
Consumables consumption
Price
Laser welding
4
Small
High
Very few
Less
High
Arc welding
0. 7
More
Normal
Very несколько
Больше
Обычный
Пайка
3-4
Меньше
Обычный
Очень мало
Меньше
0017
Resistance welding
5
Normal
Normal
Very few
More
Low
Development of laser welding
Laser welding has always been favored, but affected by the такие факторы, как недостаточная мощность лазера, высокий порог R & D автоматического управления и высокие требования к настройке, он был разработан только на рынке маломощной лазерной сварки, и его диапазон применения узок.
Часто используется при простой сварке в определенных отраслях промышленности, таких как абразивные инструменты, очки и рекламные слова.
С момента вступления в 21 век наука и техника стремительно развиваются. Как важная наука и технология в нынешнюю эпоху, лазерная технология используется не только в военной области.
Благодаря постоянному совершенствованию технологий лазерные технологии постепенно популяризируются и применяются во многих отраслях промышленности, закладывая прочную основу для развития лазерных технологий.
Благодаря постоянному повышению мощности лазеров и снижению цен на лазеры скорость проникновения оборудования для лазерной сварки в различные отрасли промышленности увеличивается.
В центре внимания лазерной технологии, технология лазерной сварки может точно сварить цель, повысить точность и эффективность сварки, а также решить проблемы, существующие при применении традиционной технологии сварки.
Считается, что с непрерывным развитием промышленности и технологии лазерной сварки он в конечном итоге заменит традиционный процесс сварки и будет широко использоваться во многих областях.
Продажа лазерных сварочных аппаратов
В настоящее время китайская технология лазерной сварки занимает передовые позиции на мировом рынке, и производительность оборудования для лазерной сварки также улучшается.
Согласно данным отчета о развитии лазерной промышленности Китая за 2021 год, лазерная сварка в Китае является вторым по величине сегментом рынка по доле доходов на рынке промышленных лазеров после лазерной резки, на долю которого приходится 13% в 2020 году.
В настоящее время объем лазерная сварка в Китае увеличилась с 1,56 млрд юаней в 2013 году до 11,05 млрд юаней в 2020 году, увеличившись на 608%.
Лучшие производители лазерных сварочных аппаратов
После непрерывного развития число предприятий лазерной сварки увеличивается.
Китайские производители оборудования для лазерной сварки в основном включают Hans’s Laser, HGTECH, UWlaser, Hymson, HSG, Yifi Laser, TianHong Laser, Quick Laser, Chutian Laser, Penta Laser и т. д.
Международные известные компании по лазерной сварке, включая IPG, TRUMPF , Amada, Emag, Panasonic и т. д.
1. IPG
IPG Photonics является ведущим мировым разработчиком и производителем высокопроизводительных волоконных лазеров и усилителей, охватывающих множество приложений и рынков.
Лазеры и усилители малой, средней и высокой мощности широко используются в обработке материалов, связи, развлечениях, лечении, биотехнологии, науке и технике и передовых приложениях.
Их продукты заменяют традиционные лазерные приложения во многих областях и разрабатывают новые приложения лазерных технологий.
Являясь пионером и лидером в разработке и коммерциализации волоконных лазеров и усилителей, компания постепенно увеличивала свою долю на растущем рынке благодаря своему бренду и положению.
Благодаря своим превосходным характеристикам и цене лазер IPG продолжает заменять традиционное лазерное оборудование во многих существующих приложениях.
Запросить цену
2. Trumpf
С момента своего основания в 1923 году компания является мировым лидером в области технологий и рынка промышленных лазеров и лазерных систем.
Группа компаний Trumpf — одно из ведущих предприятий в области глобальных производственных технологий.
От станков для обработки металлических листов и материалов до лазерных технологий, электроники и медицинской техники, Trumpf направляет тенденцию технологического развития с постоянными инновациями.
Компания Trumpf устанавливает новые технические стандарты и стремится разрабатывать и обновлять больше продуктов для большинства пользователей.
Продукты, такие как обработка листового металла, включая лазерную резку, гибку, штамповку и лазер OEM.
Запросить предложение
3. Amada
Amada Weld Tech является ведущим производителем оборудования и систем для контактной сварки, лазерной сварки, лазерной маркировки, лазерной резки, лазерной микрообработки и горячего прессования.
Компания занимается поставкой продуктов для медицинского оборудования, аккумуляторов, электромобилей, солнечной энергетики, глобальных электронных продуктов, автомобильной и общей промышленности.
Запросить цену
4. Emag
Компания Emag, основанная в 1867 году в Германии, является предприятием среднего размера. Его успешная стратегия заключается в своевременном прогнозировании потребностей пользователей и гибком реагировании в соответствии с потребностями пользователей.
Деятельность группы Emag в основном связана с автомобилестроением и вспомогательной промышленностью, машиностроением, аэрокосмической промышленностью, возобновляемыми источниками энергии, электроэнергетикой, нефтяной и другими отраслями.
Продукция включает в себя: токарный станок, зубофрезерный станок, шлифовальный станок, станок, лазерный сварочный аппарат, оборудование для индукционной закалки, систему автоматизации, корпус универсального шарнира, трехходовую муфту, распределительный фланец, тормозной диск, тормозной цилиндр и зубчатый вал.
Компания Emag Lasertec известна своей высокопроизводительной системой лазерной сварки.
Запросить цену
5. Panasonic
Компания Panasonic начала свою деятельность в области сварки в 1957 году.
В прошлом при обработке автомобильных кузовов производители обычно использовали контактную сварку с использованием нагрева сопротивления или дуговую сварку с использованием разряда в воздухе.
Компания Panasonic разработала более сложный и точный метод сварки lapress.
В 2015 году компания Panasonic официально представила миру свое первое комплексное решение для роботов для лазерной сварки Lapress.
Запрос о цитате
6. Лазер Han’s Laser
Основной бизнес:
LASER Automation Equipment, PCB и оборудование для автоматизации
Proform. оборудование в китае.
Компания также специализируется на лазерной резке и лазерной маркировке. Лазерное сварочное оборудование компании в основном используется в автомобильной, аккумуляторной и других областях.
В 2020 году общий доход составит 12 миллиардов юаней, из которых бизнес мощного лазерного интеллектуального оборудования достигнет операционного дохода в размере 2,018 миллиарда юаней, что является лидирующим положением с точки зрения масштаба и технологий, а количество патентов намного превышает количество других предприятий.
Сообщается, что лазер Хана четыре раза выигрывал тендер Ningde Times с общей суммой предложения 2,743 миллиарда юаней.
В дополнение к заказу в 1 миллиард юаней в этом году, суммы победителей торгов в 2018 году составили 353 миллиона юаней и 193 миллиона юаней соответственно, а целями были оборудование для впрыска жидкости, оборудование для лазерной сварки и т. д.
В 2020 году он выиграла тендер на сумму 1,194 миллиарда юаней, и целью является оборудование для производства литиевых батарей.
Четыре победивших предложения были связаны с производством аккумуляторов новой энергии, что еще раз способствовало расширению бизнеса в области аккумуляторов новой энергии.
.. технологическое оборудование включает в себя систему лазерной резки, систему лазерной сварки, серию лазерной маркировки, систему лазерной термообработки, лазерный сверлильный станок, лазер и т. д. Рынок лазерной сварки мощностью 6 кВт достигнет 300 млн юаней.
В настоящее время пластина для лазерного оборудования по технологии Huagong занимает лидирующие позиции в отрасли сварки BIW в автомобильной цепочке, а промышленность литиевых аккумуляторов вошла в число основных клиентов.
В области производства автомобилей на новых источниках энергии компания Huagong laser, основная дочерняя компания Huagong technology, не удовлетворена своим лидирующим положением в области традиционной лазерной сварки кузовов автомобилей, нарушая монополию Японии, Южной Кореи, Европы и США в прошлом.
Первая отечественная производственная линия для сварки алюминиевых кузовов автомобилей на новых источниках энергии, самостоятельно разработанная компанией Huagong laser, основным дочерним предприятием технологии Huagong, прошла приемку по прибытии и была запущена в серийное производство и зарегистрирована у заказчика.
Запрос a Quote
8. Uwlaser
Основной бизнес:
Laser Swarding Equipment и Laser
Profision:
. . Это лидер в области лазерной сварки аккумуляторных батарей.
Являясь ведущим предприятием по лазерной сварке аккумуляторных батарей в Китае, оно было официально включено в список в июне 2020 года и вышло на рынок капитала.
Его группы клиентов охватывают известные предприятия во времена Ниндэ, высокие технологии GuoXuan, BYD, Gree Intelligence, Foxconn, Tyco Electronics, Changying Precision, Yiwei литий-энергия, Panasonic, Samsung, AVIC power и другие отрасли.
В 2019 году объем выручки United Winners Laser достигнет 1 миллиарда юаней, что составляет около 10% в отечественной области лазерной сварки;
В 2020 году, пострадавшая от эпидемии, компания получила доход в размере 878 миллионов юаней и осуществила проект производственной линии лазерной сварки с аккумуляторной батареей компании German Times New Energy Technology (Thuringia) Co. , Ltd., дочерней компании Ningde Times.
В настоящее время некоторые из них доставлены, и техническая группа выехала в Германию для установки и ввода в эксплуатацию. В настоящее время прогресс гладкий.
Запросить цену
9. Хаймсон
Основной бизнес:
Общее лазерное оборудование и оборудование для автоматизации, лазерное оборудование с аккумуляторными батареями и оборудование для автоматизации
Профиль компании:
поставляет лазерную пленку, автоматическую машину для сварки мягких соединений, автоматическую машину для ультразвуковой сварки квадратных алюминиевых корпусов и т. д.
В 2020 году выручка компании составила 1,321 млрд юаней, а в сентябре 2020 года она попала в Совет по науке и инновациям.
Обладает богатыми профессиональными возможностями и управлением технологическим процессом в индустрии литиевых аккумуляторов.
На основе сочетания лазерной технологии и технологии автоматизации компания Hymson создала полный набор решений для лазерного оборудования и оборудования для автоматизации.
Некоторые продукты имеют значительные преимущества в отрасли.
Согласно его финансовому отчету, в 2020 году было подписано около 2,5 млрд юаней (включая налоги) новых заказов, в том числе 673 млн юаней заказов от Ningde Times, в основном включая высокоскоростную лазерную пленку, предварительную сварку верхней крышки и полное интегрированная сварочная машина, адаптерная сварочная машина, линия сушки ячеек и другое оборудование для возбуждения и автоматизации силовых аккумуляторов.
Запрос a Quote
10. HSG
Основной бизнес:
LASER Cutting Machine, Laser Welding Machine
Profess:
Компания. В 2018 году компания продала более 1500 станков для резки оптического волокна на сумму 1,2 млрд юаней;
Лазерный сварочный аппарат включает в себя ручной сварочный аппарат с оптоволоконным лазером, мощную сварочную машину с проволокой для отслеживания шва и лазерный сварочный аппарат с волоконным гальванометром.
HSG laser – это крупное производственное предприятие, специализирующееся на решениях для промышленного применения лазеров.
Он специализируется на исследованиях и разработках, производстве и продаже полностью автоматического оборудования для лазерной сварки металлов, станков для лазерной резки / резки труб и другого оборудования.
Лазерный сварочный аппарат включает в себя портативный волоконно-оптический лазерный сварочный аппарат, мощную сварочную проволоку с отслеживанием шва и лазерный сварочный аппарат с волоконным гальванометром.
В 2020 году спрос на продукцию, связанную с HSG Laser, резко вырос.
Объем продаж лазерного оборудования превысил 3000 комплектов, а контрактные продажи превысили 2 миллиарда юаней.
В феврале 2021 года было сообщено о регистрации руководства IPO. Это важное предприятие в отрасли лазерного оборудования в Южном Китае.
Запросить цену
11. Yifi Laser
Основное направление деятельности:
Лазерный прецизионный сварочный аппарат, высокоскоростной лазерный маркировочный станок, лазерный прецизионный станок для резки, лазерный прецизионный сверлильный станок и т. д.
Профиль компании:
Лазер Yifi всегда фокусировался на исследованиях и разработках и применении интеллектуальной системы лазерной сварки с 2005 года, а в 2007 году официально начал заниматься лазерной сваркой и связанными с ней областями применения новой энергетической батареи для транспортных средств;
Станция автоматической сварки, автоматическая производственная линия, интеллектуальная мастерская / интеллектуальная фабрика созданы, и построено общее решение с лазерной сваркой в качестве ядра.
Лазер Yifi не только первым в Китае преодолел проблему герметизации и сварки алюминиевого корпуса силовой батареи, но также внедрил и решил проблему сварки разнородных материалов из алюминия и меди в блоке модулей силовой батареи, приняв технологию сварки разнородных материалов.
Он также предлагает технологию сварки всех опорных наконечников, технологию вертикальной сварки и эффективную интеллектуальную систему производства гибкой упаковки.
Запросить цену
12. TianHong Laser
Основной бизнес:
Лазерная резка, лазерная сварка, лазерная маркировка и система лазерной микрообработки
Профиль компании:
0 Новая компания была зарегистрирована в 1 и
9 третья доска в 2014 году.
Лазерный сварочный аппарат компании также в основном используется в области новой энергии.
В 2019 году лазерный сварочный аппарат компании принес прибыль в размере 29,88 млн юаней, что на 37,23% меньше, чем в прошлом году.
Запросить цену
13. Quick Laser
Основное направление деятельности:
Станок для лазерной резки, станок для лазерной сварки, станок для лазерной резки труб, лазерная микрообработка, линия сварки новой энергии, оборудование для испытаний полупроводников и 3C и т. д.
Профиль компании:
Компания Quick Laser, основанная в 2009 году, придерживается высоких позиций в отрасли и профессионально занимается исследованиями и разработками, производством, продажей и обслуживанием лазерного интеллектуального оборудования, включая четыре линейки продуктов: станок для лазерной резки, станок для лазерной сварки, станок для лазерной маркировки и оборудование для автоматизации.
Производителем телефона является компания Итель, выход данного аппарата был намечен на .. В А46 стоит Восьмиядерный процессор, при этом имеется 2 ГБ оперативной памяти, а работает все это на операционной системе Андроид В9.0 (пирог). Для хранения файлов предусмотрено 16 ГБ внутренней памяти. Основная камера смартфона Itel A46 имеет матрицу на 8 МП 0,3 МП., что позволяет делать фото с разрешением 3264 x 2448 пикселей. Работает девайс от батареи тип, которой Литий-ионный, емкостью 2400 мАч. При этом в Итель оснастили этот телефон дисплеем с диагональю 5.45 дюймов (13.84 см), экран имеет разрешение 720 x 1440 пикселей пикс.
Технические характеристики
1.2. Краткая информация
1.3. Производительность
1.4. Особенности
1. 5. Основные характеристики
1.6. Мультимедия
1.7. Дизайн
1.8. Характеристики дисплея
1.9. Память
1.10. Камера
1.11. Батарея
1.12. Сетевое подключение
Технические характеристики Телефона Itel A46 позволяют оценить его работоспособность для тех или иных направлений, а также позволяют сравнить этот телефон с другими. На этой странице приведены все известные на данный момент характеристики, а также описания к ним. Слева вы можете видеть блок быстрых ссылок по характеристикам, он позволит Вам быстро переместиться к интересующим Вас деталям о Itel A46.
Число ядер
Восьмиядерный
Число ядер в телефоне, как и в компьютере, влияет на количество задач, выполняемых гаджетом одновременно. Отсюда следует вывод, что чем их больше, тем больше задач ваш телефон может совершать за доли секунды, не тратя время на долгие загрузки. Сегодня, число ядер позволяет смартфону выполнять всю ту же работу, которую выполняет компьютер.
Тип дисплея
5.45″ (13.84 см)
Размер экрана в наши дни не является большой особенностью каждого смартфона, так как большинство производителей стараются сделать его более большим и функциональным, поэтому среди размеров нет сильной разницы, как например, в разрешении экранов.
Жесткий диск
Жесткий диск на смартфоне, как и на персональном компьютере, выполняет такую же функцию хранения информации, его часто называют также SSD. Как и в случае ядер, чем больше жесткий диск, тем больше памяти есть у вашего телефона, следовательно, с расширением его объема расширяются ваши возможности использования телефона.
Камера
8 МП 0,3 МП
Камера является одной из самых важных частей смартфона для некоторых пользователей, но стоит помнить, что все камеры отличаются, и ее качество не стоит учитывать, только исходя из количества мегапикселей, стоит учитывать также апертуру, стабилизацию изображения и пост-обработку снимков.
Батарея
2400 мАч
Батарея это неотъемлемая часть каждого устройства, без которой оно просто не будет работать. Батарейная емкость, говоря простым языком, это способность аккумулятора принимать, хранить и передавать электрический постоянный ток. Измеряется батарея, как правило, в миллиамперах в час, соответственно, чем их больше, тем лучше.
1.3. Производительность
Оперативная память
Оперативной памятью в компьютере и в телефоне называется емкость для хранения непостоянной информации и задач, необходимых для программного обеспечения, обмен которыми в телефоне происходит с очень высокой скоростью. Без оперативной памяти ни одно устройство не сможет полноценно функционировать.
Процессор
Восьмиядерный, 1,6 ГГц
Процессором и в телефоне и в любом другом гаджете называется, по истине, самая сложная составляющая деталь. Процессор это невидимый нам маленький, но в ту же очередь огромный вычислительный центр, который отвечает за все механические и математические процессы в вашем устройстве.
1.4. Особенности
Положение датчика отпечатков пальцев
Положение датчика отпечатков в последнее время на многих смартфонах находится в разных местах, с целью улучшить удобство пользования телефоном, в частности блокировки и разблокировки.
Датчик света
Новые модели смартфонов оснащаются все большим количеством функций, и такая возможность как регулирование яркости экрана, это давно уже не новшество. Благодаря датчику света, ваш телефон сам может регулировать яркость экрана, исходя из окружающего света, что в свою очередь помогает экономить заряд батареи
Датчик приближения
Датчик приближения появился практически одновременно с появлением первого сенсорного мобильного устройства, чтобы облегчить его использование во время разговора. При приближении любого предмета, в частности вашего уха, датчик приближения срабатывает, отключая экран, чтобы вы не смогли случайно нажимать кнопки
1.
5. Основные характеристики
Датчик отпечатков пальцев
Датчик отпечатков пальцев является новой технологией, которая очень быстро нашла признание среди потребителей. Эта функция открыла нам новые возможности защиты наших персональных гаджетов. Помимо пароля, вы можете занести свои отпечатки пальцев, и никто кроме вас не сможет разблокировать телефон.
Операционная система
Андроид В9.0 (пирог)
Операционная система в мобильных устройствах, как и персональных компьютерах, это платформа, на которой, непосредственно, работает само устройство. Также можно сказать, что это функционал программ, благодаря которым мобильный телефон может работать.
Разъемы для SIM
Две SIM-карты, Стандарт GSM
Разъемы для SIM также как и сеть, являются очень важной частью телефона, ведь именно они считывают данные с SIM-карты и дают вам возможность связываться с внешним миром. Большинство смартфонов предусматривают один разъем для SIM, но есть также и модели с несколькими разъемами, позволяющие переключаться между двумя или более операторами.
Модель
Моделью мобильного устройства называется единичный вид телефона, производимого большой корпорацией. Как и у каждой марки машины есть свои определенные модели, так и у всех смартфонов есть ряд своих индивидуальных моделей, аналога которым вы не сможете найти на рынке.
Маркой мобильного телефона, как вы успели понять, называется его непосредственный производитель. У каждого производителя смартфонов есть свои определенные линейки продуктов, у которых схожие названия, поэтому по одной модели, вы с легкостью сможете определить марку телефона.
4Г: Да (Поддержка индийской группы) сети 3G: в наличии, 2Г: в наличии
Сеть всегда была самой важной частью любого телефона, так как без нее, он просто на просто утратил бы свои целевые функции. И с появлением интернета, сеть приобрела еще большую важность, и скорость интернета теперь напрямую зависит от возможностей сети телефона. Есть несколько видов сети: 2g, 3g, 4g, и как вы могли понять, самой лучшей из них является 4g.
1.6. Мультимедия
Динамик
Динамик это то, что есть практически у каждого современного устройства, это та вещь, которая помогает вашему мобильному устройству, телевизору или персональному компьютеру воспроизводить звук, грубо говоря, он создает колебание молекул в воздухе, тем самым воспроизводя музыку.
Радио является универсальным источником средств массовой информации, чаще специализирующегося на музыкальном контенте. Некоторые мобильные устройства позволяют прослушивать радио, связываясь со спутником и передавая радиоволны на телефон, однако это вымирающая функция, так как много производителей отказались от этой функции из-за ее ненадобности в связи с интернетом.
Аудио вход
3.5 мм
Аудио вход подразумевает под собой разъем в мобильном устройстве для подключения к нему наушников или колонок. Данный разъем стандартизирован во всем мире и составляет 3,5 мм в диаметре, поэтому не беспокойтесь о том, что какие то наушники могут не подойти к данной смартфону.
Цвет представляет собой индивидуальную деталь дизайна каждого телефона, и во многих моделях вы можете найти большой выбор различных цветов на ваш вкус. Большинство смартфонов поставляются в черном, сером или белом цвете, однако если вы вдруг захотите их украсить, почти всегда доступны съемные разноцветные корпуса для них.
1.8. Характеристики дисплея
Тип дисплея
IPS ЖК-ДИСПЛЕЙ
Размер экрана в наши дни не является большой особенностью каждого смартфона, так как большинство производителей стараются сделать его более большим и функциональным, поэтому среди размеров нет сильной разницы, как например, в разрешении экранов.
Плотность пикселей
295 ППИ
Плотность пикселей это практически тоже самое, что и разрешение экрана. Эта величина показывает количество этих единиц изображения на миллиметр или на дюйм площади всего дисплея, и как вам уже известно, с увеличением пикселей на дюйм растет качество и уровень графики изображения на смартфоне.
Размер экрана
5.45 дюймов (13.84 см)
Не сложно догадаться, что размер экрана это площадь всего дисплея телефона, не самого мобильного устройства, а именно дисплея. Чаще всего эта величина высчитывается в дюймах и измеряется она по диагонали экрана. В среднем хороший размер экрана современного телефона начинается от 5.0 дюймов.
Разрешение экрана
720 x 1440 пикселей
Разрешение экрана также не маловажная часть, ведь оно показывает количество точек растровой картинки на единицу площади дисплея. Эти точки также называются пикселями, и как вы верно сумели подметить, чем больше разрешение экрана, тем ярче и четче будет изображение на вашем мобильном устройстве.
Сенсорный дисплей
Да емкостный, мультитач
Сенсорный дисплей это давно уже не новая технология, и все из нас уже привыкли пользоваться телефоном без использования кнопок. Однако при выборе смартфона следует учитывать возможности сенсорного экрана, например о наличие мультитач, что позволяет реагировать экрану на нажатия в нескольких точках одновременно.
1.9. Память
Внутренняя память
Внутренняя память, она же жесткий диск мобильного телефона как раз и представляет собой объем памяти, доступный на вашем гаджете. Чем больше гигабайт памяти в телефоне, тем больше информации вы можете на нем хранить. Большинство производителей разделяют объемы на 16 Гб, 32 Гб, 64Гб, 128 Гб и 256Гб.
Расширение памяти
Да до 128 ГБ
Расширение памяти это устаревшая функция, которую вы сможете мало, где найти в современных телефонах. Эта функция представляет собой отдельный разъем для дополнительной карты памяти. Раньше это можно было найти в каждом телефоне, однако сейчас производители выпускают смартфоны с фиксированной памятью и без возможности ее расширения, поэтому вам стоит заранее рассмотреть вопрос о ее объеме перед покупкой.
1.10. Камера
Особенности камеры
Цифровой зум, автоматическая вспышка, распознавание лиц
В большинстве смартфонов нового поколения есть свои особенности фотосъемки. Одной из самых распространенных особенностей является фокусировка, которая позволяет вам сфокусироваться на определенном объекте, просто нажав на место на экране, где этот объект находится.
Разрешение картинки
3264 x 2448 пикселей
Разрешением картинки при фотосъемке, как и разрешение экрана называется то самое количество растровых точек, то есть пикселей на одну часть площади экрана, то есть на один дюйм. Чем выше разрешение картинки, тем качественнее будут получаться ваши фотографии на мобильном устройстве.
Автофокус
Автофокус может являть особенностью некоторых мобильных устройств, но большинство моделей еще не выпускаются с такой функцией, так как она сложна даже для некоторых профессиональных фотоаппаратов. Автофокус позволяет фокусироваться на определенном предмете без нажатия на него на экране.
Режимы съемки
Режим непрерывной съемки, режим высокой динамический диапазон (HDR)
Режимом съемки называется также дополнительная функция видеосъемки. Большинство мобильных телефонов предоставляют различные возможности для видеосъемки, как например, непрерывная видеосъемка, либо режим высокого динамического диапазона, что означает больший спектор цветов, воспринимаемых камерой, неуязвимость от пересвета, и некоторые другие плюсы, которые будут понятны только профессионалам.
Разрешение
5 Мп фронтальная камера
Разрешением камеры называется ее способность к качественной фотосъемке. Уровень разрешения зависит от числа мегапикселей в камере мобильного устройства. Чем больше мегапикселей, тем четче и яснее камера может фотографировать, фиксировать и отображать различные небольшие или далекие объекты.
Вспышка
Да светодиодная вспышка
Вспышка это всем известный термин, позволяющий нам делать сложные качественные снимки в темных помещениях или других проблемных условиях. Однако следует помнить, что и вспышки на мобильных телефонах бывают разного качества, яркости и имеют разные функции, как например, автовспышка.
1.11. Батарея
Замена пользователем
Раньше замена батареи не составляла никакого труда, так как крышки телефонов с легкостью откреплялись. Сейчас же все немного по-другому, в большинстве смартфонах пользователь не сможет сам поменять батарею, так как это не так просто. В таких ситуация лучше обращаться к мастеру, который с легкостью заменит вам аккумулятор.
Литий-ионный
Тип батареи является важным аспектом при вопросе о количестве заряда и скорости передачи переменного тока. Есть различные типы батарей, как например, из лития или никеля. В названии каждой батареи первые две буквы означают название элемента, например LI-ion означает, что батарея литий-ионная.
Емкость
2400 мАч
Емкость батареи означает объем энергии, которой она может в себе хранить и предавать устройству. Емкость батареи измеряется в милиамперах в час, и следует учитывать, что чем больше емкость аккумулятора, тем дольше вы сможете использовать телефон без подзарядки.
1.12. Сетевое подключение
Да Wi-Fi стандарта 802.11 Б/г/н
Wi-Fi это, безусловно, золотая функция нашего времени, которая позволяет нам пользоваться интернетом почти везде, где мы захоти. И как и у всех функции, у датчика Wi-Fiв смартфоне тоже есть свои характеристики, которые определяют его мощность и скорость передачи данных. Мощность этой функции высчитывается в гигагерцах.
Особенности Wi-Fi
Мобильная Точка Доступа
У многих мобильных устройств есть особенности использования Wi-Fi. Так, например, благодаря мобильной точке доступа, вы сможете использовать свой смартфон как Wi-Fi роутер, то есть вы сможете раздавать интернет другим устройствам, находящимся в зоне сопряжения, главное требование, чтобы ваш телефон хорошо ловил свою личную сеть.
Функция Bluetooth
Да В4.2
Функция Bluetooth является неотъемлемой частью каждого гаджета, позволяя передавать данные без использования провода. В зависимости от стандарта Bluetooth, вы можете производить обмен любыми файлами значительно быстрее без прерывания связи, последним стандартом является версия 5.0.
Голосовая связь через LTE
Сейчас многие современные месенджеры предоставляют сервисы не только по обмену сообщениями, но и по аудиовызовам, одним из таких является Viber, при этом соединение с абонентами происходит не с помощью мобильной сети, а по средствам LTE. Это расходует трафик, но экономит деньги на связь.
Поддерживаемые сети
4Г (поддержка индийской группы), 3Г, 2Г
От поддерживаемой сети вашего мобильного устройства зависит, насколько быстрым будет обмен данными вашего телефона и интернета. Так как сегодня, интернет является неотъемлемой частью нашей жизни, то стоит выбирать смартфон, поддерживающий сеть 4G.
Да С А-GPS
GPS это функция, позволяющая определять место положения вашего мобильного устройства через спутник, с перевода означает систему глобального позиционирования. В России есть свой стандарт, называемый системой Glonass, которая может функционировать только на территории РФ, поэтому следует учитывать эти факторы при покупке.
4G в диапазонах:тд-сетей LTE 2300(группа 40) ФД-LTE на 1800(полоса 3)диапазоны 3G: Поддержка UMTS 2100 / 900 MHz2G группы: GSM 1800 / 900 МГц сети GPRS:доступен краю:в наличии
Во многих мобильных телефонах есть функция поддержки нескольких SIM-карт одновременно, поэтому следует учитывать характеристики все SIM-карт вашего смартфона. SIM 1 является главной SIM-картой в вашем телефоне, и ее характеристики зачастую будут отличать от второстепенных.
Поддержка USB
Запоминающее устройство, USB зарядка, кабель microUSB 2.0
Поддержка USB, переводя на русский язык, это наличие у мобильного телефона разъема для входа USB-адаптера. Данный провод предназначен для соединения и обмена данными вашего смартфона с персональным компьютером и другими устройствами, поддерживающими USB.
4G в диапазонах: тд-сетей LTE 2300(группа 40) ФД-LTE на 1800(полоса 3)диапазоны 3G: Поддержка UMTS 2100 / 900 МГц сети 2G группы: GSM 1800 / 900 МГц сети GPRS:доступен краю:в наличии
SIM 2 это возможность мобильного телефона работать с двумя сим картами. Это очень удобная технология, которая позволяет вам пользоваться двумя различными учетными записями в одном телефоне. Грубо говоря, у вас есть два телефона в одном, это значительно упростит жизнь, тем кто постоянно в работе и имеет несколько мобильных номеров.
Последние добавленные телефоны
Новинка
Увеличить
Подробнее
OPPO F15-Технические характеристики
Новинка
Увеличить
Подробнее
Samsung Galaxy M31-Технические характеристики
Новинка
Увеличить
Подробнее
OPPO Reno 3 Pro-Технические характеристики
Новинка
Увеличить
Подробнее
Samsung Galaxy Note 10 Lite-Технические характеристики
Веб-камера у гнезда белоголовых орланов, мыс Фрейзер-Поинт, остров Санта-Круз
Поворотная онлайн веб-камера установлена у гнезда белоголовых орланов на мысе Фрейзер-Поинт, остров Санта-Круз у западного побережья штата Калифорния, США. Камера в реальном времени показывает жизнь хищных птиц и позволяет с близкого расстояния наблюдать как орланы высиживают яйца и растят птенцов.
Онлайн камера расположена примерно в 20-ти метрах от гнезда белоголового орлана. Это гнездо было обнаружено в 2017 году, после того как предыдущее гнездо орланов упало с дерева.
Самка (А-46) вылупилась в гнезде около бухты Пеликан-Харбор на острове Санта-Круз в 2006 году. Это первый известный случай вылупления белоголового орлана на Нормандских островах с 1950 года.
Самец (А-64) является братом самки (A-46) и вылупился возле бухты Пеликан-Харбор в 2008 году. Он был выбит из гнезда молодым орланом и получил трещину в клюве. После окончания лечения в ветеринарной клинике, он был выпущен обратно на остров Санта-Круз.
Эта пара белоголовых орланов высиживает птенцов с 2012 года. В 2017 году в этом гнезде они успешно вырастили 3-х птенцов.
Смотреть поворотную онлайн веб камеру у гнезда белоголовых орланов можно в любое время суток в формате высокой чёткости Full HD. Ночью трансляция становится чёрно-белой. Онлайн плеер позволяет смотреть камеру не только в режиме реального времени, но и перемотать запись трансляции на 4 часа назад и посмотреть недавние события в гнезде белоголовых орланов на мысе Фрейзер-Поинт острова Санта-Круз.
Иногда веб-камерой управляет оператор, для того что-бы нацелить её на интересные события в гнезде орланов и вокруг него.
Веб-камера у северного гнезда белоголовых орланов, Декора, Айова
Веб-камера в гнезде белоголовых орланов, г. Декора, штат Айова
Веб-камера у гнезда белоголовых орланов, село Ту-Харборс, Калифорния
Веб-камера у гнезда белоголовых орланов, Вест-Энд, остров Санта-Каталина
Веб-камера у гнезда белоголовых орланов, Питтсбург, Пенсильвания
Веб-камера на карте
Google Maps, Яндекс Карты, OpenStreetMap
Ближайшие веб-камеры:
Веб-камера у гнезда белоголовых орланов
13.2 км
Веб-камера у гнезда белоголовых орланов, Вест-Энд, остров Санта-Каталина
138.3 км
Обзорная веб-камера на острове Вест-Энд, Калифорния
138. 3 км
Видео с веб-камеры
всего: 9
26.01.2021 Неожиданный визит А-66 в Фрейзер-Пойнт (6:48)
2Падение птенца из гнезда и возвращение обратно. 20 мая 2019 (14:50)
youtube.com/embed/5GhrskzOINg?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>3Падение из гнезда 20 мая 2019 (2:36)
4Кольцевание птенцов белоголовых орланов на мысе Фрейзер-Поинт 29 апреля 2019 (47:06)
5Падение птенца из гнезда и возвращение. 2019-04-10 (7:00)
youtube.com/embed/2LUbefaRhgM?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>6Доставка еды, 6 февраля 2019 (5:49)
7Птенцы (00:37)
8Орлан удаляет свое хвостовое перо, 8 августа 2018 (7:00)
Популярные регионы: Владивосток, Волгоград, Воронеж, Екатеринбург, Казань, Киев, Краснодар, Красноярск, Крым, Москва и Московская область, Новосибирск, Омск, Пермь, Ростов-на-Дону, Самара, Санкт-Петербург и Ленинградская область, Саратов, Севастополь, Сочи, Тюмень, Уфа, Челябинск.
A46 — Цилиндрические камеры ACTi
A46 — Цилиндрические камеры ACTi — POSGlobal.com
БЕСПЛАТНАЯ ДОСТАВКА * Для большинства заказов
1-877-769-7300
Создать учетную запись | Логин
SKU, UPC или номер производителя Ключевые слова
Главная > Физическая безопасность >
Видеонаблюдение >
АКТИ >
Цилиндрические камеры ACTi > А46
Производитель: ACTi
Описание товара: 5MP Zoom Bullet с D/N, адаптивный ИК — A46
5-мегапиксельная цилиндрическая зум-камера с D/N, адаптивная ИК-подсветка, экстремальный широкий динамический диапазон, SLLS, 5-кратный зум-объектив, f2,7–13,5 мм, автофокус (для установки), H. 265/H.264, 1080p/30 кадров в секунду, 2D+ 3D DNR, Аудио, MicroSDHC/MicroSDXC, PoE/DC12V, IP66, IK10 (металлический корпус), DI/DO — A46
Изображение, техническое описание и маркетинговое описание могут отличаться от фактического продукта с номером детали A46.
Номер детали производителя
СКП
Вес (фунт)
Рекомендуемая производителем розничная цена
А46
4
$897,00
ИЗМЕРЕНИЕ
UNSPSC
КОДЕКС ГАРМОНИЗАЦИИ
СТРАНА ПРОИСХОЖДЕНИЯ
8504407018
ТВ
Общая информация:
Производитель : Корпорация ACTi
Номер детали производителя : A46
Адрес веб-сайта производителя : http://www. acti.com
Торговая марка : ACTi
Модель продукта : A46
Название продукта : Пуля камеры
Тип продукта : Сетевая камера
Техническая информация:
Запись HD : Да
Форматы записи : HD
Расстояние ночного видения : 98,43 фута
Дисплей и графика:
Тип датчика изображения : CMOS
Поддерживаемый цвет : Цвет
Поддерживаемый цвет : Монохромный
Эффективное разрешение камеры : 5 мегапикселей
Видео:
Видео форматы : H. 265
Видео форматы : H.264
Форматы видео : MJPEG
Максимальное разрешение видео : 2560 х 1920
Объектив:
Тип объектива : Зум
Минимальное фокусное расстояние : 2,70 мм
Максимальное фокусное расстояние : 13,50 мм
Оптическое увеличение : 5x
Сеть и связь:
Технология подключения : Проводная
Удаленное управление : Да
Интерфейсы/порты:
Сеть (RJ-45) : Да
Физические характеристики:
Тип крепления : Кронштейн
Тип крепления : Крепление на столб
Тип крепления : Монтаж в распределительной коробке
Тип крепления : Монтаж на плате
Форм-фактор : Пуля
Длина : 10,2 дюйма
Диаметр : 3,1 дюйма
Условия окружающей среды:
Минимальная рабочая температура : -22°F (-30°C)
Максимальная рабочая температура : 122°F (50°C)
Разное:
Внутри/снаружи : Снаружи
Степень защиты от ударов : IK10
Степень защиты от внешних воздействий : IP66
Гарантия:
Ограниченная гарантия : 3 года
A46 Галерея изображений:
ACTi [A46]
5-мегапиксельная цилиндрическая камера с зумом, D/N, адаптивная ИК-подсветка (A46)
5-мегапиксельный зум-пулемет с D/N, адаптивный ИК {A46}
А46
Технические характеристики камеры Itel A46 (камера 1 из 2)
Фокусное расстояние — это мера того, как объектив собирает свет. Его можно использовать, чтобы узнать коэффициент увеличения объектива и, учитывая размер сенсора, рассчитать угол обзора. Стандартным эталоном, используемым для сравнения, является формат 35 мм, который представляет собой датчик размером 36 × 24 мм. Стандартный широкоугольный объектив будет иметь фокусное расстояние от 28 до 35 миллиметров в зависимости от формата 35 мм.
Чем меньше число, тем шире линза.
Закрыть
Фокусное расстояние
Фокусное расстояние — это мера того, как объектив собирает свет. Его можно использовать, чтобы узнать коэффициент увеличения объектива и, учитывая размер сенсора, рассчитать угол обзора. Собственное фокусное расстояние сенсора нельзя использовать для сравнения разных камер, если только они не имеют одинаковый размер. Таким образом, фокусное расстояние в 35-миллиметровом диапазоне является лучшим эталоном.
Для одного и того же сенсора: чем меньше число, тем шире линза.
Закрыть
Диафрагма
Диафрагма объектива, выраженная числом f, представляет собой отношение фокусного расстояния объектива к диаметру передней линзы. При прочих равных условиях, чем меньше число, тем больше света способен зафиксировать датчик. Больше информации в Википедии.
Закрыть
Стабилизация
Указывает тип стабилизации изображения, которым оснащен этот объектив:
OIS : оптическая стабилизация изображения является наилучшей стабилизацией, поскольку датчик или объектив активно перемещаются для компенсации дрожания камеры и являются наиболее эффективными для его устранения.
EIS : электронная стабилизация изображения является хорошей альтернативой для видео, не требующего движущихся частей в модуле камеры. Он использует обрезанную часть сенсора для получения фактического изображения, а остальная часть используется в качестве буфера, чтобы попытаться сохранить изображение как можно более стабильным. Большая буферная область может компенсировать большее движение, но также уменьшает размер вывода. Эта стабилизация не помогает для изображений.
Закрыть
Горизонтальное поле зрения
Горизонтальное поле зрения в градусах, которое этот объектив может зафиксировать при использовании максимального разрешения сенсора (то есть при соответствии соотношению сторон сенсора и без кадрирования сенсора).
Закрыть
Поле зрения по вертикали
Поле зрения по вертикали в градусах, которое этот объектив может зафиксировать при использовании максимального разрешения сенсора (то есть при соответствии соотношению сторон сенсора и без кадрирования сенсора).
Закрыть
Коэффициент увеличения
Показывает коэффициент увеличения этого объектива по сравнению с основным объективом устройства (вычисляется путем деления фокусного расстояния текущего объектива на фокусное расстояние основного объектива). Для основной камеры показан коэффициент увеличения 1, для сверхширокоугольных камер коэффициент увеличения меньше 1, а для телеобъективов коэффициент увеличения больше 1.
Закрыть
Физический размер сенсора
Физический размер сенсора за объективом в миллиметрах. При прочих равных условиях (особенно разрешение) 90 645 чем больше датчик, тем больше света он может захватить 90 646 , так как каждый физический пиксель больше.
Закрыть
Тип датчика
Дробный номинал датчика. Больше информации в Википедии.
Закрыть
Размер шага
Размер (сторона) отдельного физического пикселя сенсора в микрометрах. При прочих равных условиях чем больше размер пикселя, тем лучше качество изображения . В этом случае каждый фоторецептор может улавливать больше света и потенциально может лучше отличать сигнал от шума, обеспечивая лучшее качество изображения, особенно при слабом освещении.
Закрыть
Площадь сенсора
Отображает физическую площадь сенсора в квадратных миллиметрах.
Закрыть
Максимальное разрешение изображения
Максимальное разрешение изображения Этот датчик выводит изображения в формате JPEG. Иногда, если датчик также может предоставлять изображения в формате RAW (DNG), они могут быть немного больше из-за дополнительной области, используемой для целей калибровки (среди прочего). К сожалению, ограничения встроенного ПО для сторонних приложений также означают, что максимальное разрешение изображения, отображаемое сторонними приложениями, может быть значительно ниже, чем фактическое разрешение сенсора, поэтому указанное здесь разрешение является максимальным разрешением, доступным сторонним приложениям. от этого датчика.
Закрыть
Мегапикселей
Число мегапикселей, рассчитанное из максимального разрешения изображения .
Закрыть
Формат изображения
Доступные форматы выходного изображения, которые может передавать эта камера:
Только JPEG : камера может создавать изображения только в формате JPEG. Для этой конкретной камеры нет поддержки DNG/RAW (другие модули камеры на устройстве могут поддерживать DNG/RAW).
JPEG/DNG : камера может создавать изображения в формате JPEG и DNG/RAW (либо JPEG, либо DNG, либо оба одновременно).
Close
Тип фокусировки
Возможности фокусировки этой камеры:
Авто/Ручной : эта камера поддерживает все обычные режимы фокусировки, в частности автоматический и ручной (с возможностью установки фокусного расстояния вручную).
Авто : поддерживаются только режимы автоматической фокусировки (автоматический, макросъемка, непрерывная фокусировка и т. д.). Конкретно ручная фокусировка не поддерживается.
Фиксированный : этот модуль камеры никак не поддерживает фокусировку (фокус устанавливается в фиксированное положение, обычно бесконечность, и его нельзя изменить ни программно, ни аппаратно, так как объектив так устроен).
Закрыть
Фокусировка на бесконечность
Показывает, можно ли настроить этот объектив на фокусировку на бесконечность или нет. Даже если камера поддерживает автофокусировку и ручную фокусировку, может случиться так, что диапазон фокусировки, на который может настроить объектив, не включает положение бесконечности. Это свойство важно для астрофотографии, так как при таком слабом освещении автоматическая фокусировка работает ненадежно.
Близко
Минимальное расстояние фокусировки
Минимальное расстояние, на котором этот объектив может сфокусировать объекты. Это особенно полезно для макросъемки.
Закрыть
Расстояние, с которого объекты, находящиеся дальше от камеры, всегда оказываются в фокусе. Поэтому, если камера настроена на фокусировку на бесконечность, любой объект, находящийся дальше этого расстояния, будет в фокусе.
Закрыть
Диапазон ручной экспозиции
Диапазон поддерживаемой ручной экспозиции в секундах (от минимальной или самой короткой до максимальной или самой длинной). Эта камера может поддерживать экспозицию за пределами этого диапазона, но только в автоматическом режиме, а не в ручном режиме экспозиции. Кроме того, обратите внимание, что к этому диапазону имеют доступ сторонние приложения, поскольку часто стороннее приложение, предварительно установленное на телефоне производителем, может иметь привилегированный доступ к оборудованию и предлагать более длительное или более короткое время экспозиции.
Мы рассказали как обслуживать рейсмусы P1800, P2200M. …
1
2
3
4
5
…
15
29. УСТРОЙСТВО СВЕРЛИЛЬНОГО СТАНКА. ПРИЕМЫ РАБОТЫ НА СВЕРЛИЛЬНОМ СТАНКЕ
29. УСТРОЙСТВО СВЕРЛИЛЬНОГО СТАНКА. ПРИЕМЫ РАБОТЫ НА СВЕРЛИЛЬНОМ СТАНКЕ
29. УСТРОЙСТВО
СВЕРЛИЛЬНОГО СТАНКА.
ПРИЕМЫ РАБОТЫ НА СВЕРЛИЛЬНОМ СТАНКЕ
В учебных мастерских
школьники работают на технологических машинах, предназначенных для обработки различных материалов,
изменения размеров и формы заготовок. Примером такой машины является сверлильный
станок.
Сверлильный станок, как и любая технологическая машина, состоит
из следующих составных частей: двигателя, передаточного механизма, рабочего
органа, органов управления. Передаточный
механизм служит для передачи движения от электродвигателя к рабочему
органу, которым является сверло. Оно крепится в патроне 3 (рис. 87, а),
насаженном на вращающийся вал — шпиндель.
Вращение от электродвигателя 9 к шпинделю передается с
помощью ременной передачи 7. Поворотом рукоятки подачи 6 патрон со сверлом можно поднимать или
опускать с помощью реечной передачи.
На передней панели станка расположены кнопки включения 13 и выключения 14 электродвигателя.
Включают станок нажатием на одну из крайних кнопок в зависимости от
необходимого направления вращения шпинделя. Выключают станок нажатием на среднюю
кнопку 14 красного цвета.
К основанию 1 станка неподвижно прикреплен вертикальный
винт-колонна 12. Поворотом рукоятки 11 можно перемещать шпиндельную бабку вниз и
вверх вдоль винта-колонны, а рукояткой 10 фиксировать ее в необходимом
положении.
Для контроля глубины глухих отверстий предусмотрена шкала
4.
В зависимости от материала заготовки требуется различная скорость
сверления. Для этого устанавливают необходимую частоту вращения шпинделя,
перебрасывая ремень ременной передачи на шкивы разных диаметров.
Перед сверлением убирают с
рабочего стола станка все лишние предметы.
Заготовку с накерненными центрами отверстий закрепляют в тисках. Сверло
необходимого диаметра вставляют в патрон и закрепляют специальным ключом. Для
проверки правильности установки сверла кратковременно включают станок (с
разрешения учителя). Если сверло установлено
в патроне правильно, его острие при вращении не описывает окружность.
Если сверло установлено с перекосом и наблюдается его биение, то станок
выключают и закрепляют сверло правильно. Затем, поворачивая рукоятку
подачи 6, опускают сверло и
устанавливают тиски с заготовкой так, чтобы керн совпал с острием сверла.
Включают станок и сверлят отверстие, плавно нажимая на рукоятку
подачи без рывков и больших усилий. При сверлении сквозных отверстий заготовку
устанавливают на деревянный брусок, чтобы не
сломать сверло и не испортить стол станка. При сверлении глубоких
отверстий необходимо время от времени выводить сверло из отверстия и охлаждать
его, окуная в емкость с охлаждающей жидкостью. В конце сверления силу нажима на
рукоятку подачи необходимо уменьшить.
Просверлив отверстие, нужно, плавно поворачивая штурвал подачи, поднять
шпиндель в крайнее верхнее положение и выключить станок.
На предприятиях сверлильные станки обслуживают сверловщики.
Они должны знать устройство станка, уметь его налаживать и обслуживать,
выбирать правильную скорость сверления, уметь пользоваться различными
приспособлениями для сверления, затачивать инструменты, разбираться в чертежах.
В цехах заводов применяются более сложные станки, чем мы
только что рассмотрели. Это вертикально-сверлильные, радиально-сверлильные,
многошпиндельные станки и станки-автоматы, выполняющие без участия человека
сверлильные операции по заданной программе.
1. Работать на сверлильном станке только с
разрешения учителя.
2.
При работе на станке рабочий халат должен быть
застегнут на все пуговицы, волосы убраны под головной убор.
3.
При сверлении пользоваться защитными очками.
4.
Устанавливать сверло в патрон и заготовку в тиски,
а также убирать стружку со стола следует только после отключения станка.
5. Не отходить от станка, не выключив его.
6. Надежно закреплять заготовку в тисках, сверло в патроне и
патрон в шпинделе.
ПРАКТИЧЕСКАЯ РАБОТА
Изучение устройства
сверлильного станка.
Сверление отверстий на сверлильном станке
1.
Внимательно изучите конструкцию станка по
рисунку 87.
2. Запишите
в тетрадь основные характеристики станка:
количество скоростей вращения шпинделя, величину перемещения шпинделя,
наибольший диаметр просверливаемого отверстия.
3. Осмотрите
станок и назовите все его основные части.
4. Снимите
защитный кожух и ознакомьтесь с устройством ременной и винтовой передач.
1. Из каких основных частей состоит технологическая машина?
2. Назовите основные части сверлильного станка.
3. Какие приспособления применяются при сверлении на станке?
4. Для какой цели служит ременная передача?
5. В чем отличие сверлильного станка от ручной электрической
дрели? В чем их сходство?
6. Что произойдет, если не
устранить биение сверла в патроне?
7. С помощью какой передачи
можно опускать и поднимать шпиндельную бабку?
Сайт управляется системой uCoz
Основные детали швейной машины, которые должен знать каждый новичок
Детали швейной машины могут показаться сложными, но на самом деле легко понять, каковы их функции. Вот список этих частей и для чего они используются.
СВЯЗАННЫЕ: 10 доступных швейных машин, рекомендуемых для начинающих
1. Прижимная лапка
Прижимная лапка прижимает и удерживает ткань на зубчатой рейке. Это обеспечивает стабильность во время шитья. В вашей машине должен быть рычаг, который будет служить ее управлением.
Положение может различаться в зависимости от марки вашей швейной машины. Кроме того, существует множество типов прижимных лапок, но для этого нужен отдельный раздел.
Но среди прочего есть застежка-молния, атлас, пуговичная строчка и лапка для обметывания.
2. Зубчатые рейки
В основном, этот механизм подает материал под иглу. Это зубоподобный металл под пластиной.
Когда он поднимается, он захватывает ткань и отталкивает ее назад. Возможно, вам придется часто настраивать это, так как вам также нужно опускать зубцы вниз, когда вы пришиваете пуговицы.
Вы хотите сохранить его для обычного шитья. Обратитесь к руководству пользователя, чтобы узнать, где находится переключатель конфигурации.
3. Игла
Металлический наконечник с отверстием на другом конце, куда вставляется нить. Бензин к машине, а игла к швейной машинке.
Конечно, каждая деталь необходима, но без этого «катализатора» не будет. Просто убедитесь, что он закручен плотно, чтобы он не расшатался в процессе шитья.
4. Игольчатый зажим
Это то, что удерживает и затягивает иглу. Это гарантирует, что игла устойчива и не будет двигаться во время процесса шитья.
5. Игольная пластина
Это самая большая пластина, которую вы увидите в нижней части швейной машины. Это предотвратит попадание ткани в машину.
Есть также несколько машин, на табличке которых указаны размеры, которые будут полезны для начинающих. Табличка также зависит от типа используемой машины: машины с фронтальной и верхней загрузкой.
Любой из двух вариантов подходит, это действительно вопрос удобства.
6. Рычаг
Рычаг представляет собой изогнутую часть в верхней части иглы и содержит механизм для его работы.
7. Кровать
Кровать в основном является вашим рабочим местом. Это плоская часть швейной машины, где установлена зубчатая рейка.
Это стабилизирует машину, и здесь вы будете размещать проекты.
8. Устройство намотки шпульки
Обычно оно находится в правом верхнем углу швейной машины. Он делает именно то, что называется, — наматывает нить на шпульку.
СВЯЗАННЫЕ: Какая швейная машина для кожи лучше всего подходит для вас
9. Шпулька
Шпулька — это нижняя катушка, которая удерживает нижнюю нить. Стежок образуется путем соединения шпульной и игольной нити в петлю.
10. Шпульный колпачок
Содержит шпульку и обеспечивает натяжение нижней нити. Когда игольная нить протягивается вокруг шпульного колпачка, она скручивается вокруг шпульной нити и протягивает ее прямо через игольную пластину.
11. Держатель катушки
Он удерживает катушку с нитью на месте, а колпачок, который идет вместе с ним, используется для удержания катушки, чтобы она не слетела.
12. Подвижная пластина
Подвижная пластина представляет собой подвижную прямоугольную пластину, закрывающую шпульный колпачок. Эта деталь облегчает снятие шпульного колпачка, сохраняя при этом устойчивость машины.
13. Балансир/маховик
Балансир приводит швейную машину в движение. Его функция заключается в подъеме и опускании иглы.
Двигатель приводит в действие колесо, но им можно управлять вручную для регулировки высоты швейной иглы. У большинства швейных машин это колесо расположено с правой стороны швейной машины.
14. Переключатель рисунков/стежков
Эта функция позволяет выбрать используемый тип стежка. Большинство швейных машин могут делать прямые, зигзагообразные и вышивальные строчки.
15. Рычаг реверса
Этот рычаг позволяет машине двигаться назад или назад. Это позволяет вам переходить к любой части проекта по желанию.
Если вы хотите увидеть некоторые визуальные эффекты каждой детали, посмотрите это видео My Sewing Style:
Приобретая свою первую швейную машину, обязательно изучите ее сверху донизу. Лучшая рекомендация — купить простую механическую машину, которую легко обслуживать, если вы только начинаете свой путь шитья.
Важно знать его изнутри, чтобы знать, как устранять неполадки при возникновении проблем. Знание компонентов швейной машины поможет вам сразу это определить.
Знание деталей означает также знание всех возможностей машины. Надеюсь это поможет!
Какие детали швейной машины мы пропустили? Поделитесь своими мыслями в разделе комментариев ниже!
ВВЕРХ СЛЕДУЮЩИЙ:
10 самых безопасных детских швейных машин для подростков
Уход за швейной машиной | Научитесь правильно чистить и смазывать
Будьте стильными с этим укороченным топом, сделанным своими руками | Модное шитье
Основные части швейной машины и их функции
Махмуда Йесмин
Швейная машина является наиболее важным элементом швейной промышленности. Это сводит к минимуму трудоемкие задачи. Используя швейные машины, мы можем получить больше одежды стандартного качества за короткое время.
Швейная машина представляет собой механическое устройство, сшивающее ткань нитками. Швейные машины были изобретены во время первой промышленной революции, чтобы уменьшить количество ручного шитья, выполняемого в производстве одежды и других текстильных предприятиях. С тех пор швейная машина претерпела несколько конструктивных изменений, но основная функция осталась прежней.
Швейные машины могут помочь вам создать множество проектов. Его можно использовать для создания одежды, аксессуаров и товаров для дома. Швейные машины также можно использовать для ремонта одежды и аксессуаров. Швейные машины можно использовать для создания уникальных и персонализированных вещей.
Существуют различные части швейной машины, где одна часть связана с другими частями.
Детали швейной машины
Швейная машина представляет собой сложный механизм, состоящий из множества различных частей. Важнейшей частью швейной машины является игла. Игла — это то, что на самом деле сшивает ткань. Другие части швейной машины помогают игле выполнять свою работу.
Name of the different parts of a sewing machine is given below:
Spool holder
Bobbin
Bobbin case
Thread guide
Tension regulator
Thread take-up lever
Pressure-bar lifter
Регулятор длины стежка
Балансировочное колесо
Устройство намотки шпульки
Скользящая пластина
Транспортер ткани
Прижимная лапка
Успокоитель иглы
Игла
Выключатель питания
Ножная педаль
Кнопка обратного шитья
Устройство намотки шпульки
Функции деталей швейной машины
Функции различных частей швейной машины приведены ниже: держателя катушки — контролировать направление нити и удерживать катушку. Держатель катушки может располагаться в горизонтальном или вертикальном направлении. Иногда швейная машина имеет более одного держателя катушки, когда требуется декоративная строчка.
Шпулька
Шпулька представляет собой маленькое веретено, на которое намотана нить. Шпулька подает нижнюю нить во время формирования стежка.
Шпульный колпачок
Шпульный колпачок удерживает шпульку. Крючок шпульного колпачка захватывает ранее изготовленную игольную петлю и перемещается по шпульному колпачку. В результате стежок образуется путем переплетения нити шпульки и игольной нити.
Направитель нити
Направитель нити используется для контроля направления нити. Это также помогает много поставок потока
Регулятор натяжения
Используется для контроля натяжения или ослабления верхней нити во избежание образования складок.
Рычаг нитепритягивателя
Основной функцией нитепритягивателя является заправка нити в швейную иглу и поддержание надлежащего натяжения нити. Если рычаг нитепритягивателя установлен неправильно, нить запутается, порвется и застрянет в машине.
Подъемник прижимной штанги
Подъемник прижимной штанги используется для подъема и опускания прижимной опоры.
Регулятор длины стежка
Основной функцией регулятора длины стежка является поддержание длины стежка во время шитья. Длина стежка может варьироваться в зависимости от типа ткани и используемых ниток.
Балансир
Основная функция заключается в подъеме и опускании иглы с помощью ручного труда. Он используется, когда требуется сшить очень толстый кусок ткани. В бытовой швейной машине это также помогает наматывать швейную нить на шпульку. Он расположен с правой стороны машины.
Скользящая пластина
Прямоугольная пластина, расположенная рядом с прижимной лапкой, облегчает снятие шпульного колпачка без подъема машины.
Транспортер ткани
Помогает пропускать ткань через машину в прямом направлении во время шитья.
Игла и игловодитель
Основная функция иглы – формировать стежок во время шитья ткани.
Восстановление и ремонт задней бабки токарного станка
Задняя бабка токарного станка – элемент строения, служащий для фиксации заготовки в ходе ее обработки. Этот узел – дополнительная база крепления для детали. В ходе выполнения сверлильных работ, бабка примыкает к узлу суппорта и получает через него подачу механического типа. В этом случае сверло вставляется в пиноль, а не в центр.
Функции задней бабки
Устройство и принцип работы
Восстановление и ремонт узла
Восстановление акрилопластом
Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей. Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.
Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Таким образом, данная деталь также предотвращает возникновение аварийных ситуаций во время эксплуатации станка. В случае неисправного состояния этого узла, деталь может вылететь из центров и повредить станок или ранить оператора.
Устройство и принцип работы
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:
Хвостовик центра конического типа.
Ручка управления.
Винт для вращения.
Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу. Данная деталь может полностью убираться в узел задней бабки.
Гайка.
Рукоятка.
Основа.
Плита.
Винт.
Штыри.
Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
В станках с небольшими параметрами, передвижение шпинделя осуществляется посредством специальной шестерни, которая находится в кронштейне. На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка.
Восстановление и ремонт узла
Поскольку задняя бабка – один из наиболее задействованных узлов во время работы, то она довольно часто выходит из строя. Чаще всего приходится восстанавливать нормальное соотношение мостика и станины, регулировать высоту центров и настраивать точность отверстия. Часто ремонта требуют отдельные детали задней бабки: пиноль, элементы управления.
Труднее всего восстановить точность отверстия корпуса и отрегулировать высоту центров. Наиболее эффективный метод исправления большинства поломок задней бабки – акрилопласты. Незначительные дефекты отверстия под пиноль можно ремонтировать посредством притир, но после этого желательно использовать тот же акрилопласт.
Для регулировки высоты центров используют растачивание и восстанавливают их параметры при помощи специальных накладок, которые устанавливают на направляющие. После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
Ремонт пиноли осуществляется также посредством шлифовальных работ с наружной стороны. Чтобы восстановить конусное отверстие применяют втулку, которая выполняет компенсаторную функцию. Снаружи у этой детали форма цилиндра, и только внутри – конуса. Изготовлена она из каленой стали. Внешней диаметр втулки делают по расточенному отверстию, при этом обязательно оставляют небольшой люфт.
Нередко случается такое, что необходимо ремонтировать отверстие для подшипников. Проще всего осуществить ремонт посредством замены испорченного узла. Затем необходимо подстроить внутренний диаметр в соответствии с наличными подшипниками.
Видео: самодельная задняя бабка токарного станка.
Восстановление акрилопластом
Отверстие для шпинделя расширяют с помощью, снимая металл толщиной 3-4 миллиметра. Показатели овальности не должны превышать полсантиметра.
Относительно оси пиноли оправку устанавливают от центра. Перед этим следует приделать специальную прокладку (например, из бумаги) в конусное отверстие пиноли.
После этого тестируют и регулируют биение поправки. Показатели должны находиться в районе 0,16-0,19 мм. Затем монтируют пиноль таким образом, чтобы формирующая оправки располагалась над ней с небольшим отклонением. Такое положение детали гарантирует отличие высоты центров и передней бабки на необходимом уровне (0,06-0,08 мм).
Над отверстием шпинделя необходимо просверлить три маленьких дырки (диаметром около 7 мм). Их следует расположить посредине и на краях корпуса задней бабки.
Просвет в корпусе обрабатывают обезжиривающим средством и сушат на протяжении 25-30 минут.
Оправку обрабатывают мылом и монтируют корпус задней бабки. Деталь необходимо закрепить на станине посредством болтов.
Отверстие под пиноль следует загерметизировать при помощи специальных колец и пластилина. Таким же образом необходимо поступить и с отверстиями для крепления шпинделя.
Над ранее проделанной тройкой отверстий делают три пластилиновые воронки.
В среднюю воронку заливают ранее подготовленный раствор акрилопласта. Лить его надо до тех пор, пока частично не заполнятся самые крайние воронки.
Затем обработанную акрилопластом заднюю бабку оставляют засыхать при температуре 19-20 градусов.
После этого узел сдвигают и очищают от остатков пластилина, создают специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.
Задняя бабка является одним из ключевых узлов токарного станка. Именно поэтому каждый оператор подобной установки должен знать строение этой детали, обладать минимальной информацией о наиболее вероятных причинах и «симптомах» ее поломки. Стоит отметить, что хоть самые простые поломки узла и можно устранить самостоятельно, но всегда лучше проконсультироваться со специалистом.
Republished by Blog Post Promoter
Задняя бабка токарного станка по металлу
Главная / ЧПУ станок / Токарный станок / Задняя бабка токарного станка по металлу
Задняя бабка токарного станка по металлу — узел станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.
Задняя бабка токарно-винторезного станка предназначена главным образом для поддерживания длинных заготовок во время обработки; она используется также для закрепления инструментов, предназначенных для обработки отверстий (сверл, зенкеров, разверток) и для нарезания резьб (метчиков, плашек). Главными частями задней бабки токарного станка по металлу(рис. 1) являются: пиноль 1, корпус 2, основная плита 12 и прихват 11. Пиноль 1 с помощью винта 4, гайки 5 и маховичка 8 можно перемещать в корпусе и фиксировать сухарем 9, затягивая рукоятку 3. Корпус 2 установочным винтом 10 можно смещать относительно плиты 12 вдоль ее направляющего выступа. На станине задняя бабка закрепляется прихватом 11, на который нажимает планка 14, перемещаемая рукояткой 7, эксцентриком 6 и тягой 13.
Рис. 1. Задняя бабка токарно-винторезного станка по металлу
Задняя бабка тяжелых токарно-винторезных станков имеет обычно механическое перемещение вдоль направляющих станины от отдельного электродвигателя; это значительно сокращает время ее перестановки и облегчает труд рабочего.
Корпус 178 задней бабки токарного станка по металлу(рис. 2) вместе с плитой 20 можно передвигать (вручную) по направляющим станины 130. В выбранном положении закрепление бабки производится посредством двух болтов 179 и планки 180. Для обработки конических поверхностей деталей, закрепленных в центрах, корпус бабки, как это было сказано выше, перемещается по плите перпендикулярно центровой линии станка по направляющей Л, имеющейся на плите. Это перемещение осуществляется при помощи болтов 181 и 183 и гайки 182, закрепленной в плите. Если требуется, например, переместить корпус бабки вправо (по рис. 2), надо немного вывернуть болт 183 и завернуть болт 181. Среднее положение корпуса, при котором производится обработка цилиндрических поверхностей, определяется по совпадению (на ощупь) обработанных плоскостей В, имеющихся на корпусе и на плите.
Рис. 2. Задняя бабка токарного станка по металлу 1А62
Перемещение пиноли 12 осуществляется при вращении маховичка 15, закрепленного на винте 173. Винт заворачивается в гайку 174, запрессованную в пиноль. Вращению пиноли с винтом препятствует шпонка 177. При крайнем правом положении пиноли винт 173 упирается в торец заднего центра 11 и выдавливает его. В требуемом положении пиноль закрепляется двумя зажимными втулками 175 и 176, которые сближаются при вращении рукоятки 13.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Задняя бабка в токарном станке: какова функция?
Механические операции на токарном станке включают токарную обработку длинных и тонких заготовок на высокой скорости.
Часто это может привести к нежелательному изгибу и вибрации заготовки, которые можно устранить, задействовав заднюю бабку токарного станка.
Но что такое задняя бабка и как она помогает при обработке на токарном станке?
Задняя бабка является составной частью токарных станков, которая обычно размещается на правом конце станины токарного станка, напротив передней бабки. Он действует как опора для удержания длинных/тонких заготовок, а также может использоваться для крепления режущих инструментов, таких как сверла и расточные оправки.
В этой статье представлено подробное руководство по задней бабке токарных станков с обсуждением ее частей, функций и типов.
Кроме того, в этой статье также обсуждаются практические аспекты повседневной обработки, такие как методы выравнивания задней бабки для достижения высокого качества продукции.
Что в этой статье?
Что такое задняя бабка?
Детали задней бабки
Функция задней бабки на токарном станке
Как выровнять заднюю бабку с передней бабкой
Типы задней бабки
Заключение
Часто задаваемые вопросы (FAQ)
Что такое задняя бабка?
Задняя бабка токарного станка
Длинные и тонкие заготовки имеют высокую вероятность изгиба во время обработки, а задняя бабка обеспечивает поддержку таких заготовок, предотвращая нежелательный изгиб или вибрации.
В отличие от передней бабки, задняя бабка представляет собой подвижную часть станка, которую можно расположить вдоль оси Z станка, перемещая ее по направляющей станины станка.
Задняя бабка также может использоваться для установки режущих инструментов, таких как сверла, расточные оправки и т. д., которые используются для операций осевой обработки, таких как сверление и растачивание.
Фиксация задней бабки в нужном месте на станине станка помогает закреплять заготовки различной длины.
Способность поддерживать вращающиеся детали с конической мертвой точкой Морзе делает заднюю бабку универсальным вспомогательным приспособлением.
Однако в токарных станках, таких как токарный станок с токарным станком и револьверный станок, задняя бабка заменена шестигранной револьверной головкой, которая может удерживать несколько режущих инструментов.
Детали задней бабки
Задняя бабка токарного станка представляет собой сложную конструкцию, состоящую из различных частей, которые работают согласованно для выполнения желаемой функции.
Детали задней бабки
Корпус
Корпус задней бабки образует корпус для других частей и имеет полый разрез в верхней части.
Цилиндр (также называемый пинолью или шпинделем) вставляется с помощью Т-образного цилиндрического ключа, который находится внутри полой части. Этот механизм обеспечивает скользящее движение ствола без вращения.
Ствол
Ствол представляет собой полый цилиндр, в котором размещаются такие инструменты, как сверлильный патрон или мертвая точка.
Небольшая часть длины ствола имеет резьбу на внутренней поверхности, а остальная часть представляет собой конус Морзе с гладкой полой поверхностью.
Конус Морзе — это стандартная серия конусов, используемых в хвостовиках режущих инструментов. Эта коническая конструкция обеспечивает сравнительно большее трение и надежно удерживает режущий инструмент внутри ствола.
Резьбовая часть ствола облегчает преобразование вращательного движения винтового шпинделя в поступательное движение ствола.
С помощью шпоночного ключа ствол вставляется внутрь корпуса задней бабки через шпоночный паз, прорезанный на его внешней поверхности.
Таким образом, ствол располагается концентрично корпусу задней бабки.
Винтовой шпиндель
Винтовой шпиндель представляет собой шпильку с наружной резьбой на одном конце и шпоночным пазом на другом.
Эти внешние резьбы соответствуют внутренней резьбе ствола. Таким образом, вращательное движение маховика эффективно преобразуется в поступательное движение шпинделя.
Например, левосторонняя резьба вызывает выдвижение ствола вперед при вращении маховика по часовой стрелке.
Винтовой шпиндель крепится к корпусу задней бабки через подшипник шпинделя, который предотвращает развал шпинделя при подаче.
Маховик
Рукоятка крепится шпонкой к прорезному концу шпинделя, что позволяет выдвигать и втягивать ствол.
Шпоночный паз предотвращает скольжение маховика по поверхности винтового шпинделя и облегчает передачу вращательного движения колеса на винтовой шпиндель.
Ручка привинчена к маховику, чтобы обеспечить легкий доступ для вращения колеса вручную.
Центр замка
Центр замка используется для блокировки ствола в определенном положении.
Это шпилька с резьбой на обоих концах, которая стягивает разъемную часть корпуса, позволяя зафиксировать ствол в определенном положении.
Центр замка затягивается стопорным рычагом.
Стопорный зажим или гайка/рычаг
Задняя бабка фиксируется на станине с помощью Т-образного болта и пластины.
В современных токарных станках Т-образный болт заменен стопорным рычагом, который фиксирует заднюю бабку в нужном положении.
Функция задней бабки в токарном станке
Задняя бабка, поддерживающая заготовку на токарном станке по дереву
Основная функция задней бабки заключается в обеспечении поддержки при работе с длинными заготовками, склонными к изгибу под собственным весом во время обработки.
Решение об использовании задней бабки зависит от соотношения длины и диаметра заготовки.
Отношение длины к диаметру (Д:Г)
Применение
Д:Г < 3:1
Опора задней бабки не требуется.
3:1< L:D < 10:1
Можно рассмотреть возможность использования задней бабки.
L:D > 10: 1
Настоятельно рекомендуется использовать заднюю бабку с люнетом.
Отношение длины к диаметру и соответствующее использование задней бабки
Длина, указанная в таблице, представляет собой длину без опоры, т. е. длину, измеренную от поверхности патрона.
Таким образом, при расчете отношения длины к диаметру вычтите длину удерживания (длину заготовки, удерживаемой патроном).
Включение задней бабки не требуется, если отношение длины к диаметру заготовки меньше 3:1. Но рекомендуется соотношение больше 3:1.
В экстремальных случаях, когда отношение превышает 10:1, настоятельно рекомендуется использовать заднюю бабку вместе с люнетом.
Люнет – это удерживающее устройство, обеспечивающее поддержку заготовки по окружности.
Подобно задней бабке, размещается на станине токарного станка для обеспечения плавного вращения заготовки без эксцентриситета.
Задняя бабка также обеспечивает надежную поддержку тяжелых деталей, которые деформируются или изгибаются во время обработки.
Как правило, использование задней бабки также рекомендуется, когда длина удерживания (длина внутри патрона передней бабки) короткая.
Кроме того, задняя бабка также используется для удержания режущих инструментов токарного станка, таких как сверла, развертки, инструменты для нарезания резьбы и т. д., при выполнении операций обработки на поперечном торце заготовки.
Эти инструменты устанавливаются путем их зажима в корпусе задней бабки и использования маховика для обеспечения подачи во время операций обработки.
При использовании задней бабки в качестве держателя инструмента необходимо убедиться в том, что задняя бабка зафиксирована на своем месте для обеспечения высокой силы резания без какого-либо отклонения.
В токарных станках по дереву задняя бабка играет важную роль в обеспечении противодействия при использовании шпинделя для удержания заготовки.
Как правило, рекомендуется работать на токарном станке на безопасной скорости и всегда включать заднюю бабку, чтобы обеспечить надежный зажим.
Как выровнять заднюю бабку относительно передней бабки?
Необходимо выровнять заднюю бабку с передней бабкой.
Неправильная оценка выравнивания приводит к более высокому уровню шума, большей вибрации и коническим деталям (один конец больше другого), что приводит к дополнительной механической обработке или даже к браку заготовки.
Процесс центровки обеспечивает качественное изготовление точных деталей и улучшение условий труда, т. е. снижение уровня шума и вибрации.
Ручное выравнивание задней бабки может быть утомительным и занимать много времени. Кроме того, высока вероятность человеческой ошибки, которая может привести к конусности заготовки.
Для выполнения процесса выравнивания доступны различные методики. Одни методы сложны, другие просты.
Выравнивание задней бабки с помощью установочной планки
Использование выравнивающего бруска на токарном станке
Выравнивание с помощью выравнивающего бруска помогает получать точные и качественные детали.
Выравнивающая планка представляет собой предварительно изготовленную стандартизированную планку из высокопрочного анодированного алюминия.
Использование направляющей планки исключает человеческий фактор и помогает избежать конусности на деталях, поддерживаемых задней бабкой.
Процедура
Внимание: Выполняйте эту операцию, когда машина отключена от сети.
Поместите мертвую точку с помощью конуса Морзе внутрь корпуса задней бабки.
Затем поместите на каретку токарного станка магнитный циферблатный индикатор (прибор, отображающий отклонение от заданного значения).
Поместите индикатор часового индикатора как можно ближе к вершине мертвой точки. Таким образом, мы можем прочитать отклонение центра от нулевого показания шкалы.
После измерения центра на конце задней бабки поместите мертвую точку прямолинейного хвостовика внутрь патрона, имеющегося на передней бабке.
Теперь поместите направляющую планку между центрами передней и задней бабки.
Поместите циферблатный индикатор на конец установочной планки со стороны передней бабки и переместите стрелку датчика на нулевое значение шкалы.
Вращайте патрон вручную и наблюдайте за показаниями циферблатного индикатора.
Выберите место на линейке выравнивания, где циферблатный индикатор показывает максимальное отклонение.
В этом крайнем случае установите стрелку индикатора часового типа на ноль.
Поверните патрон на 180°, чтобы расположить циферблатный индикатор в противоположной точке.
Наблюдайте за отклонением и затем измените положение иглы на половину значения этого отклонения.
Удерживая иглу в этом положении, переместите циферблатный индикатор с помощью каретки к концу задней бабки, чтобы обеспечить равномерное выравнивание по всей его длине.
В случае отклонения слегка ослабьте стопорный зажим задней бабки и переставьте так, чтобы показание приблизилось к нулю.
Этот метод лучше всего подходит для промышленного применения, где первостепенное значение имеет идеальное выравнивание.
Выравнивание задней бабки с помощью тестового стержня
Тестовый стержень используется для определения смещения задней бабки и передней бабки.
Ряд токарных операций для различных диаметров выполняется по длине прутка.
Диаметры измеряются после завершения процедуры обработки, чтобы узнать их отклонение от фактических значений. Затем это исправляется изменением положения задней бабки.
Несмотря на простоту этого метода, он занимает много времени, а тестовый брусок необходимо утилизировать после процедуры.
Выравнивание задней бабки с помощью индикатора, установленного на передней бабке
Для этого метода требуется дополнительное крепление на передней бабке, чтобы удерживать циферблатный индикатор в нужном положении.
Параллельный стержень, помещенный в корпус задней бабки, подводят к стрелочному индикатору, установленному на передней бабке станка.
Индикатор часового типа используется для снятия показаний в трех или четырех случайных точках по окружности параллельного стержня путем перемещения стрелки на нулевое значение шкалы.
Этот метод выравнивания избавляет от необходимости приобретать выравнивающий стержень или использовать испытательный стержень, который необходимо утилизировать после выравнивания.
Это делает его идеальным для проектов «сделай сам», когда бюджет невелик, а обрабатываемая деталь не требует жестких допусков.
Типы задних бабок
В продаже имеется широкий выбор задних бабок.
В зависимости от производителя и используемого оборудования, доступны следующие типы задних бабок
Задняя бабка с ручным корпусом
Ручной корпус с программируемым стволом
Программируемый корпус с/без ствола.
Задняя бабка с ручным корпусом и выдвижным корпусом является наиболее часто используемой задней бабкой, в то время как корпус с ручным корпусом и программируемой задней бабкой помогает удерживать длинные и тонкие детали.
Программируемая задняя бабка обычно используется в токарных станках с ЧПУ, где точность и точность компонентов имеют первостепенное значение.
Этот тип помогает определить правильную величину удерживающего давления в зависимости от того, являются ли компоненты длинными/тонкими или тяжелыми.
Заключительные мысли
Подводя итог, можно сказать, что задняя бабка — друг станочника, помогающий устранить или свести к минимуму изгиб и вибрации, возникающие в заготовке во время обработки.
Детали, такие как ось автомобиля, имеют большую длину и требуют точной обработки.
Несоосность из-за неровной окружности или нежелательного конуса может дорого стоить производителю. Кроме того, такое изделие вызовет повреждение других связанных с ним деталей.
Поэтому важно понимать процесс выравнивания задней бабки, чтобы обеспечить качественный результат.
Часто задаваемые вопросы (FAQ)
Как часто нам нужно выравнивать переднюю и заднюю бабки?
Перед началом какой-либо операции обработки всегда полезно проверить смещение. Следуя этой процедуре, можно избежать невидимой ошибки.
Пятиосевой станок с ЧПУ особенности и преимущества. Сфера применения.
Пятиосевые станки по металлу пользуются в промышленности
большой популярностью. Это автоматическое оснащение, которое предполагает
установку специальной программы, что упрощает выполнение операций. К тому же
агрегат позволяет обрабатывать изделия и заготовки в пяти координатах.
По сравнению со стандартными
вариантами данные модели отличаются наличием фрезерной головки поворотного типа.
За счет этого элемента выполняется обработка сразу в нескольких плоскостях.
Такой подход позволяет расширить технологические возможности оснастки, что
особенно актуально в случае с криволинейными поверхностями сложной
конфигурации.
Пятиосевой станок широко эксплуатируется в
промышленности. В частности, для выполнения следующих операций:
расточки отверстий;
фрезерования изделий на торцах;
разделывания пазов и канавок;
отделки фасок и углов.
Все действия осуществляются
за один раз. При этом исключается необходимость повторной фиксации элемента,
что позволяет обеспечить максимальное качество работы. Также посредством этого
можно достичь увеличения скорости.
Чаще всего данные агрегаты
применяются в машиностроении, авиационной отрасли. Однако
пятиосевой станок с ЧПУ используется и в других сферах производства.
А именно:
автомобильном строении;
изготовлении медицинского
оснащения;
кораблестроении;
выпуске приборов и инструментов.
Это существенно расширяет
границы для пользователя.
Преимущества
Пятиосевой центр отличается рядом
преимуществ, по сравнению со стандартным вариантом. Плюсы установок заключаются
в том, что:
Данные агрегаты характеризуются
эргономичностью. Пятиосевой фрезерный обрабатывающий центр
занимает мало места на рабочем участке, выполняя при
этом огромное количество операций.
Устройства многофункциональны.
Такой тип оборудования пригоден для осуществления множества операций, что
позволяет заменить на производстве целый ряд станков.
Пятиосевой
ЧПУ
гарантирует обработку деталей в едином цикле. Это дает
возможность существенно снизить временные затраты на работу.
Аппараты минимизируют процент
брака.
Агрегаты гарантируют существенную
экономию. Когда число аппаратов на участке предприятия уменьшается, снижаются расходы
на технический персонал, потребление энергоресурсов и ТО.
Следовательно, пятиосевой обрабатывающий центр намного
практичнее по сравнению с трехосевым. Это целесообразное решение для крупных
предприятий.
Особенности техники
Для производства
высокоточных деталей необходима
пятиосевая
обработка
. Это позволяет быстро и эффективно достичь поставленной задачи. Пятиосевой фрезерный станок считается
наиболее сложной вариацией. Также он предполагает специальную систему, которая
делает процесс автономным, что гарантирует максимальное удобство.
Пятиосевой обрабатывающий центр с ЧПУ –
это:
простота создания изделий и
заготовок;
выполнение операций за один раз;
компактные габариты;
максимальное исключение участия
человека.
Пятиосевой фрезерный станок с ЧПУ позволяет
обрабатывать заготовки из различных материалов. Допускается применение композитных
составов, цветных металлов, стали. Такие варианты являются современной и надежной
оснасткой, которая делает изготовительный процесс высокотехнологичным и
быстрым.
Координатный обрабатывающий центр –
целесообразное вложение средств, которое гарантирует отменный результат. Популярностью на рынке
пользуются китайские модели за счет надежности, производительности и доступной
стоимости. Такие агрегаты позволяет выполнять комплекс работ, обеспечивая
существенную экономию.
Оборудование от производителей КНР – сочетание качестве и приемлемой
цены.
Портально-фрезерные пятиосевые станки с ЧПУ MCV 1210/1220
Производители:
Скачать описание MCV 1220
Производитель: Tajmac-ZPS
Описание:
Портальные обрабатывающие центры серии MCV это высокопроизводительные металлорежущие станки, предназначенные для обработки сложных многомерных поверхностей с применением как 3-х, так и 5-ти координатной обработки. Высокая жесткость и динамика в сочетании с отличными демпфирующими характеристиками позволяет применять методы высокоскоростного HSC фрезерования. У станков типа верхнего портала шпиндель установлен в шпиндельном блоке, который вмонтирован в ползун. Все перемещения станка осуществляются по линейным направляющим качения. Измерение положения по осям X, Y, Z — прямое и производится с помощью оптических линейных. Станки представляют из себя жёсткую конструкцию, основные детали (станины, колонна и т.д.) которой изготовлены из серого чугуна. Вместе с тем, станок представляет из себя модульную конструкцию, что позволяет находить решения, удовлетворяющие самых требовательных заказчиков. Так, например, MCV 1220 — может быть оснащён двумя самостоятельными, съемными столами или с одним неподвижным и одним съемным поворотным столом, которые установлены в одной рабочей зоне или в разделенной рабочей зоне.
Продолжением линейки пятиосевых портальных центров является станок MCG 1000 5XT отличительной особенностью которого является возможность производства полноценной токарной обработки, что значительно расширяет технологические возможности оборудования.
ТЕХНИЧЕСКИЕ ДАННЫЕ
MCV 1210
MCV 1220
MCG 1000 5XT
Ход в осях X/Y/Z
мм
1000/800/600
1000/1800/600
1200/1000/700
Зажимная поверхность трёх осевого стола
мм
1200×1000
1200х2000
—
Диаметр стола при пятиосевом исполнении
мм
600/800
800/1000
Угол наклона планшайбы пятиосевого стола (ось А)
°
-95 / +95
-120 / +30
Угол поворота планшайбы пятиосевого стола (ось С)
°
360
Максимальные обороты планшайбы в токарном режиме
мин-1
400
1200\800
Макс. нагрузка на трёхосевой стол
кг
3000
3000+3000 (двухплитный стол)
—
Макс. нагрузка на пятиосевой стол
кг
500
560
До 1200
Макс. нагрузка на стол в токарном режиме
кг
500
До 700
Макс. число оборотов
мин-1
12 000, 14 000, 15000, 18000
Мощность двигателя шпинделя S1
кВт
До 37
Мощность двигателя шпинделя при токрно фрезерном исполненииS1
30
До 48
Макс. число оборотов при исполнении HSK-Т100
мин-1
12 000
10 000, 12 000
Крутящий момент S1
Нм
До 230
До 300
Конус шпинделя при фрезерном исполнении
—
ISO 40, HSK-A63, HSK-A100
Конус шпинделя при токарном исполнении
—
HSK-Т100
Ёмкость магазина инструмента
шт
до 30
до 130
до 50
Диаметр инструмента
мм
80/115
110/160
110/160
Максимальная длина инструмента
мм
до 250
до 380
Система управления
—
HEIDENHAIN TNC 640, SIEMENS 840 D SL
Масса станка
кг
11500
14500
18500
Дополнительная информация:
3-осевой Vs. 5-осевая обработка с ЧПУ: что нужно знать
Обработка с числовым программным управлением (ЧПУ) — это субтрактивный производственный процесс, который позволяет производителям точно и с минимальными затратами создавать высокоточные детали. Обработка с ЧПУ удаляет лишнее сырье из заготовок с помощью режущих инструментов для создания точного готового продукта из таких материалов, как пластик, металл и композиты.
В наши дни у проектных групп есть множество вариантов многоосевой обработки: от 3 до 5 и даже 9 осей.-осевая обработка. В чем разница между каждым типом? В этой статье мы рассмотрим основные сходства и различия между двумя популярными типами станков с ЧПУ (3-осевой и 5-осевой) и объясним, когда может иметь смысл использовать один вместо другого.
3-осевая обработка
После того, как оператор введет инструкции по фрезерованию в компьютер, 3-осевой станок с ЧПУ автоматически выполнит задачу, используя инструмент для резки по трем осям — X, Y и Z или слева направо, спереди назад. назад и вверх-вниз. И фрезерование с ЧПУ, и токарная обработка с ЧПУ подпадают под понятие 3-осевой обработки. Однако действуют они немного по-разному.
При использовании 3-осевого фрезерного станка с ЧПУ блок материала остается закрепленным в тисках или на станине станка. Вращающиеся сверла или режущие инструменты соединены со шпинделем и перемещаются по осям X, Y и Z, удаляя стружку для точного формирования конечного компонента. 3-осевые фрезерные станки с ЧПУ отлично подходят для изготовления большинства геометрий и простых деталей.
Напротив, в процессе токарной обработки с ЧПУ заготовка крепится к вращающемуся шпинделю, а токарный станок формирует деталь. Когда шпиндель, удерживающий заготовку, вращается, центрирующее сверло или режущий инструмент отслеживают внешний и внутренний периметры компонента или создают отверстия вдоль центральной оси. По сравнению с фрезерными станками с ЧПУ, токарные станки с ЧПУ производят детали быстрее и предлагают более низкие затраты на единицу продукции, что является преимуществом для крупносерийных производственных циклов.
Поскольку 3-осевой станок с ЧПУ может резать только по трем осям, он может столкнуться с трудностями при обработке нестандартных форм или конструкций с глубокими и узкими полостями, до которых трудно добраться. При обработке деталей сложной геометрии операторам, возможно, придется вручную изменять положение заготовки, что может снизить скорость обработки, увеличить трудозатраты и затраты на механическую обработку, а также привести к далеко не идеальному готовому изделию.
5-осевая обработка
5-осевые станки полагаются на инструмент, который перемещается в пяти различных направлениях — X, Y и Z, а также A и B, вокруг которых вращается инструмент. Использование 5-осевого станка с ЧПУ позволяет операторам подходить к детали со всех сторон за одну операцию, устраняя необходимость вручную перемещать заготовку между операциями. 5-осевая обработка с ЧПУ экономит время и идеально подходит для создания сложных и точных деталей, которые используются в медицинской, нефтегазовой и аэрокосмической промышленности. Существует несколько различных типов 5-осевых станков, о которых следует знать производственным группам, включая индексированные 5-осевые станки с ЧПУ, непрерывные 5-осевые станки с ЧПУ и токарно-фрезерные центры с ЧПУ.
Как и при 3-осевом фрезеровании с ЧПУ, режущий инструмент перемещается только по трем осям и не поддерживает постоянный контакт с заготовкой при индексированной 5-осевой обработке с ЧПУ. Однако рабочий стол и инструментальная головка могут автоматически поворачиваться в двух направлениях между операциями. Индексированная 5-осевая обработка отлично подходит для изготовления корпусов, приспособлений и приспособлений. Он находится где-то между 3-осевой фрезерной обработкой с ЧПУ и непрерывной 5-осевой обработкой с ЧПУ с точки зрения скорости, точности и способности обрабатывать сложные геометрические формы.
При непрерывной 5-осевой обработке с ЧПУ режущий инструмент и заготовка могут вращаться и двигаться одновременно во время работы, экономя время и позволяя операторам изготавливать сложные геометрические формы с органическими поверхностями. Непрерывная 5-осевая обработка с ЧПУ обеспечивает улучшенное качество поверхности, скорость и стабильность размеров, но имеет самую высокую стоимость детали.
Токарно-фрезерные центры с ЧПУ практически идентичны токарным станкам с ЧПУ, за одним исключением — они оснащены фрезерным оборудованием с ЧПУ. Заготовка крепится к шпинделю, который может либо вращаться, либо оставаться неподвижным, в то время как режущие инструменты снимают с него материал. Сочетая элементы токарных станков с ЧПУ с фрезерными инструментами, токарно-фрезерные центры с ЧПУ обеспечивают высокий уровень точности и геометрической универсальности, что делает их идеальными для создания деталей с нестабильной вращательной симметрией, таких как распределительные валы или центробежные компрессоры.
Эти типы 5-осевых фрезерных станков с ЧПУ не только обеспечивают более высокую точность при обработке более глубоких деталей и закаленных материалов, но также обеспечивают более высокую производительность и более высокие скорости обработки. Однако 5-осевая обработка дороже из-за необходимого специализированного оборудования и необходимости в квалифицированных рабочих.
3-осевая обработка против 5-осевой обработки
Основное различие между 3-осевыми и 5-осевыми фрезерными станками заключается в том, что заготовку можно обрабатывать по трем осям на первом и по пяти осям на втором. Оба являются универсальными, автоматизированными и воспроизводимыми производственными процессами, которые позволят вам быстро и с минимальными затратами создавать точные компоненты. Тем не менее, вы можете предпочесть использовать один из них по разным причинам.
Если у вас ограниченный бюджет или вам нужно резать только плоскую поверхность, вам могут подойти 3-осевые станки. Помимо того, что 3-осевые станки более доступны по цене, чем станки с пятью осями, их проще программировать, поэтому вам не придется нести расходы на работу с дорогостоящими экспертами-программистами и операторами. Кроме того, время подготовки сокращается при 3-осевой обработке.
Если вам нужно изготовить более глубокую деталь или деталь со сложной геометрией, вы, вероятно, захотите использовать 5-осевую обработку. Использование 5-осевых станков позволяет обрабатывать заготовку со всех сторон — ручное вращение не требуется. С 5-осевой обработкой вы получите более высокую производительность, большую точность и большую свободу перемещения, а также возможность быстрее изготавливать более крупные детали.
Работа с быстрым радиусом
Все еще сомневаетесь, стоит ли использовать 5-осевой станок с ЧПУ вместо 3-осевого? Быстрый радиус может помочь. Наша команда экспертов может рассказать вам о вариантах обработки с ЧПУ и помочь выбрать процесс, который лучше всего подходит для вашего проекта. Будучи надежным партнером по обработке с ЧПУ, Fast Radius также предлагает высококачественные возможности обработки с ЧПУ на фрезерном, токарном, сверлильном и фрезерном обрабатывающем оборудовании с ЧПУ. Свяжитесь с нами сегодня чтобы начать.
Посетите наш информационный центр, чтобы получить дополнительную информацию о станках с ЧПУ, включая советы по снижению затрат и передовые методы проектирования.
Готовы создавать детали с помощью Fast Radius?
Начать расчет
5-осевое фрезерование от DMG MORI
Пожалуйста, обновите ваш браузер:
Ваш веб-браузер Internet Explorer 11 устарел и больше не поддерживается.
Отображение контента и функциональности не гарантируется.
Дом
Продукция
Машины
Фрезерование
5-осевое фрезерование
Обзор
Серия CMX U
СМХ 50 ЕВ
СМХ 70 ЕВ
Серия DMU
ДМУ 50
DMU 50 3 rd Поколение
Серия НМВ
НМВ 3000 DCG
НМВ 5000 DCG
DMU monoBLOCK Серия
ДМУ 65 моноБЛОК
ДМУ 75 моноБЛОК
ДМУ 85 моноБЛОК
ДМУ 95 моноБЛОК
ДМУ 105 моноБЛОК
ДМУ 125 моноБЛОК
Серия DMC monoBLOCK
DMC 65 моноБЛОК
DMC 85 моноБЛОК
DMU серии eVo
DMU 40 eVo линейный
DMU 60 eVo линейный
DMU 80 eVo линейный
Серия HSC
HSC 20 линейный
Серия ДМФ
ДМФ 180 линейный
ДМФ 200|8 линейный
DMF 260|11 линейный
DMF 300|8 линейный
ДМФ 360 линейный
DMU duoBLOCK Серия
DMU 80 P duoBLOCK
DMU 90 P duoBLOCK
DMU 100 P duoBLOCK
DMU 125 P duoBLOCK
DMU 160 P duoBlock
Серия DMC duoBLOCK
DMC 80 U дуоБЛОК
DMC 90 U дуоБЛОК
DMC 100 U дуоБЛОК
DMC 125 U дуоБЛОК
DMC 160 U дуоБЛОК
Портальная серия DMU
Портальный DMU 200
Портальный DMU 340
Портальный DMU 600 линейный
Серия порталов DMU
ДМУ 210 Р
ДМУ 270 Р
ДМУ 340 Р
ДМУ 600 Р
Серия порталов DMC
ДМС 210 У
ДМС 270 ЕВ
ДМС 340 У
Универсальные фрезерные станки знаменуют начало лидерства DMG MORI на мировом рынке в области 5-осевой обработки. Будь то классическое 5-стороннее фрезерование или 5-осевые станки для высокоточной одновременной обработки премиум-класса, доступность широкой серии от базовой до высокотехнологичной определяет полный спектр эффективной технологии фрезерования. Другие впечатляющие особенности включают достижимую точность менее 0,38 микродюйма в пространстве и различные размеры обрабатываемых деталей, которые могут быть изготовлены — до 88 185 фунтов веса компонента, а также пути перемещения до 190,7 фута
На основе своих пяти серий универсальных обрабатывающих центров с устройством смены паллет компания DMG MORI предлагает своим клиентам идеальный путь для использования автоматической 5-сторонней обработки и даже сложного одновременного 5-осевого фрезерования. . Этот процесс обеспечивает не только производственную гибкость, но и высокую производительность резки и максимальную точность в сочетании с высокой динамикой, отличной доступностью и эргономикой – дополнительные веские аргументы. Помимо геометрического разнообразия, обусловленного 5-осевой производительностью, альтернативные шпиндели, оптимизированные для конкретных задач, гарантируют идеальные общие условия во всех областях применения, связанных с технологией фрезерования с ЧПУ.

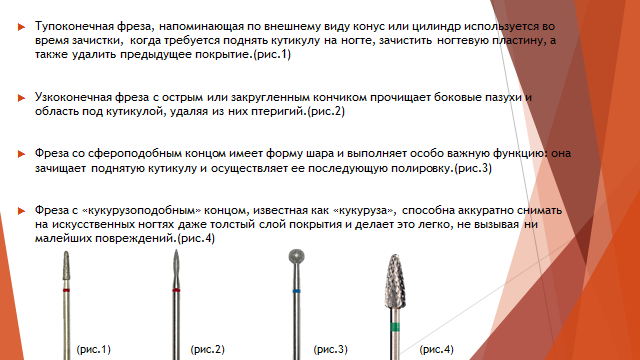 Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
 Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.
Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.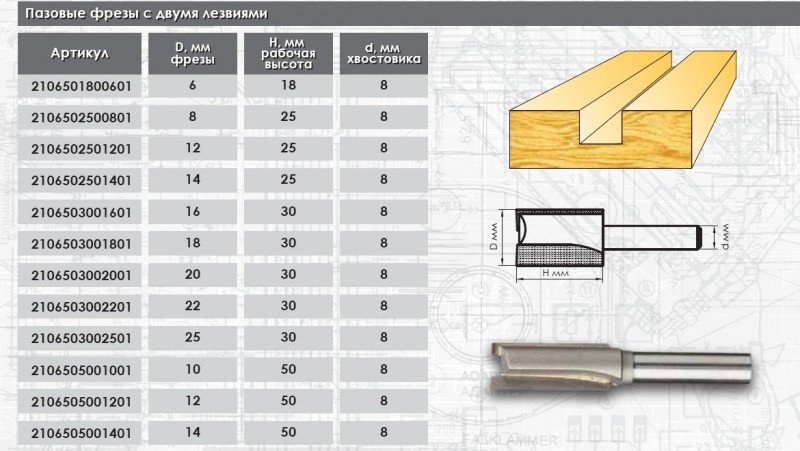
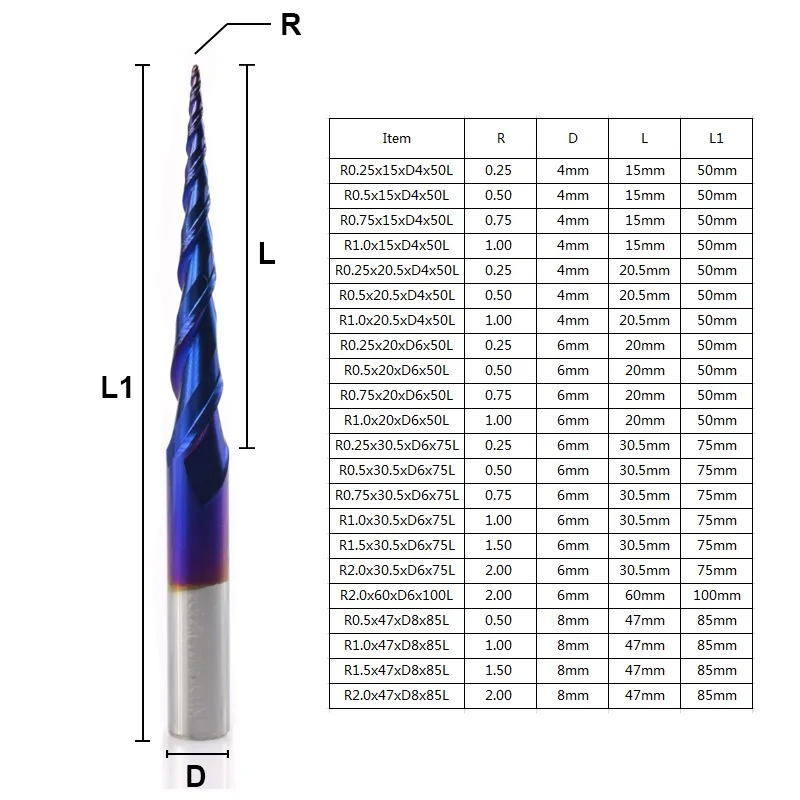 Машины этого класса в свою очередь по типу ходовой части делят на колесные и гусеничные.
Машины этого класса в свою очередь по типу ходовой части делят на колесные и гусеничные.
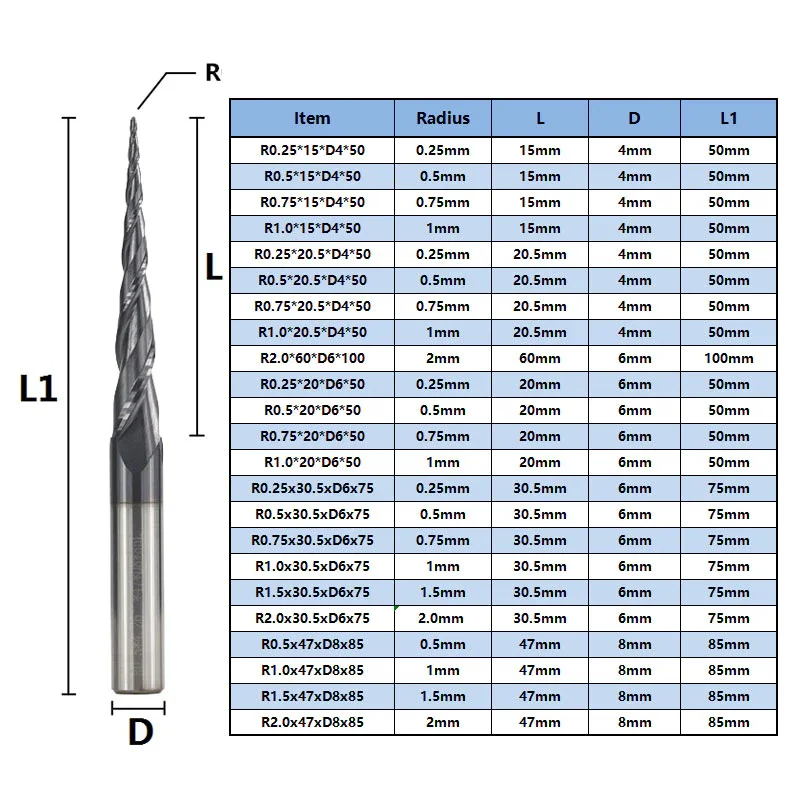 Фрезы BOMAG обладают шириной фрезерования от 500 до 2000 мм, а максимальная глубина составляет от 40 до 330 мм. Соответственно, для работы в условиях ограниченного пространства и на маленьких площадках больше подходят модели с минимальной шириной фрезерования. При использовании машин с увеличенными показателями, к примеру, модели Bomag BM 2000/60-2 с рабочей шириной 2000 мм и максимальной глубиной фрезерования 320 мм, можно за один этап срезать большие площади покрытия автомобильных дорог и трасс федерального назначения, что помогает сократить время рабочего цикла.
Фрезы BOMAG обладают шириной фрезерования от 500 до 2000 мм, а максимальная глубина составляет от 40 до 330 мм. Соответственно, для работы в условиях ограниченного пространства и на маленьких площадках больше подходят модели с минимальной шириной фрезерования. При использовании машин с увеличенными показателями, к примеру, модели Bomag BM 2000/60-2 с рабочей шириной 2000 мм и максимальной глубиной фрезерования 320 мм, можно за один этап срезать большие площади покрытия автомобильных дорог и трасс федерального назначения, что помогает сократить время рабочего цикла.
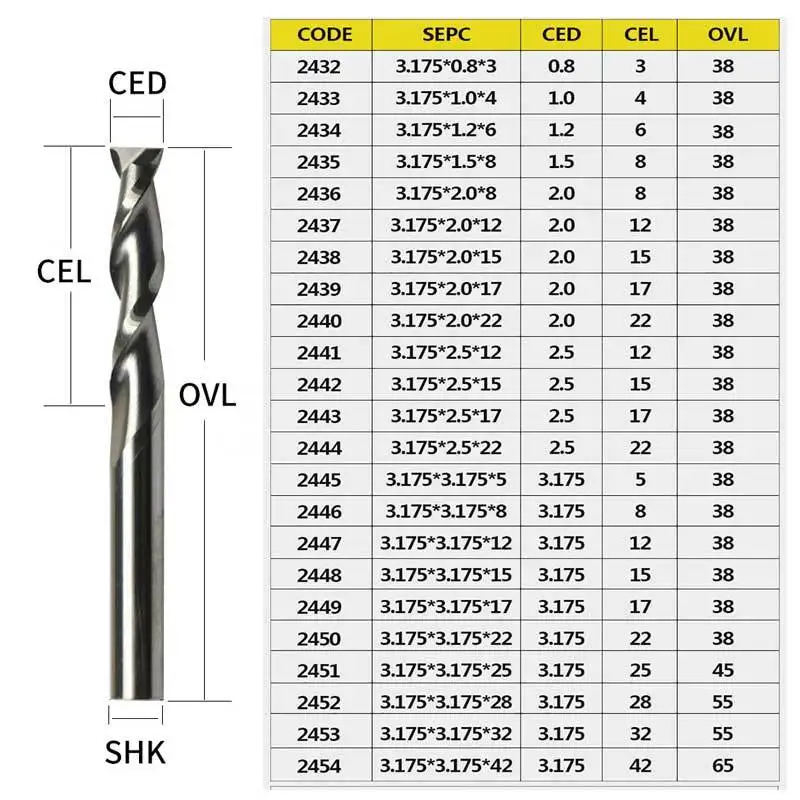
 Конструкторы обеспечили быстрый, беспрепятственный доступ к узлам, что позволяет сократить время простоя, меньше сил и ресурсов затрачивать на ТО, благодаря чему снижаются эксплуатационные расходы.
Конструкторы обеспечили быстрый, беспрепятственный доступ к узлам, что позволяет сократить время простоя, меньше сил и ресурсов затрачивать на ТО, благодаря чему снижаются эксплуатационные расходы.
 Чтобы облегчить удаление нежелательного слоя вещества с минимальными усилиями, инструмент имеет клиновидную форму с тонким кончиком.
Чтобы облегчить удаление нежелательного слоя вещества с минимальными усилиями, инструмент имеет клиновидную форму с тонким кончиком.
 WS1.WS1.021 комплект №850 Тип: верстак, Производитель: ПРАКТИК,
WS1.WS1.021 комплект №850 Тип: верстак, Производитель: ПРАКТИК, WS1.WS6.000 комплект №931 Тип: верстак, Производитель:
WS1.WS6.000 комплект №931 Тип: верстак, Производитель: WS1.WS1.010 комплект №1212 Тип: верстак, Производитель:
WS1.WS1.010 комплект №1212 Тип: верстак, Производитель: WS1.WS1.010 комплект №1007 Тип: верстак, Производитель:
WS1.WS1.010 комплект №1007 Тип: верстак, Производитель: 010 комплект №927 Тип: верстак, Производитель:
010 комплект №927 Тип: верстак, Производитель: Надёжная столешница позволяет производить на верстаке любые слесарные работы, в том числе и рихтовку, устанавливать на верстаки любое оборудование обшей массой до 350 кг.
Надёжная столешница позволяет производить на верстаке любые слесарные работы, в том числе и рихтовку, устанавливать на верстаки любое оборудование обшей массой до 350 кг. США x 24 дюйма — 103,99 долл. США
США x 24 дюйма — 103,99 долл. США Вы можете установить рабочий стол по бумажной инструкции или видео инструкции.
Вы можете установить рабочий стол по бумажной инструкции или видео инструкции.
 Используем в гараже как стол для уборки продуктов.
Используем в гараже как стол для уборки продуктов. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.


 Деталь Kreg Jig легкая, поэтому ее можно хранить в пространстве вверх ногами.
Деталь Kreg Jig легкая, поэтому ее можно хранить в пространстве вверх ногами.
 схемы раскроя фанеры)
схемы раскроя фанеры) Убедитесь, что ножки установлены под прямым углом к раме.
Убедитесь, что ножки установлены под прямым углом к раме. Шипы заподлицо сзади, на 1-1/2 дюйма меньше спереди. Используйте 3-дюймовые винты.
Шипы заподлицо сзади, на 1-1/2 дюйма меньше спереди. Используйте 3-дюймовые винты.



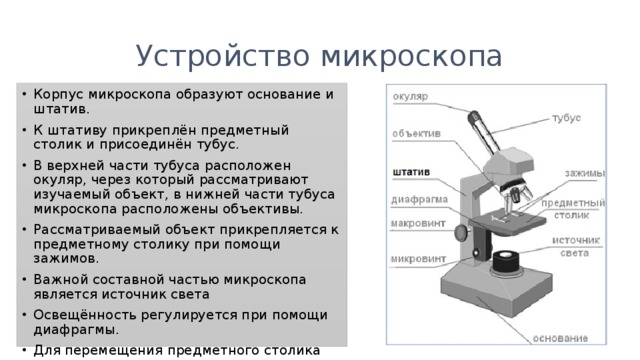
 Очень часто проблемами с фокусировкой страдают недорогие объективы, в частности Tamron.
Очень часто проблемами с фокусировкой страдают недорогие объективы, в частности Tamron. Это обычно делается в тех случаях, когда в видоискатель Вы видите одно, а на снимке получается совсем другое. Тогда изменения вносятся в микропрограмму камеры с той целью, чтобы видоискатель, зеркало фазных датчиков и матрица ловили одну и ту же зону резкости.
Это обычно делается в тех случаях, когда в видоискатель Вы видите одно, а на снимке получается совсем другое. Тогда изменения вносятся в микропрограмму камеры с той целью, чтобы видоискатель, зеркало фазных датчиков и матрица ловили одну и ту же зону резкости.
 Это происходит из-за большего сопротивления между шиной и поверхностью дороги.
Это происходит из-за большего сопротивления между шиной и поверхностью дороги.
 Со временем эти несоосные шины и колеса в сборе повлияют на расход топлива (MPG), заставят шины изнашиваться быстрее и ухудшат управляемость. Вот почему вам нужна регулярная развал-схождение и чем может помочь Les Schwab.
Со временем эти несоосные шины и колеса в сборе повлияют на расход топлива (MPG), заставят шины изнашиваться быстрее и ухудшат управляемость. Вот почему вам нужна регулярная развал-схождение и чем может помочь Les Schwab.




 Схождение, правильно откалиброванное в соответствии со спецификациями производителя (которое может быть как слегка положительным, так и отрицательным), будет равно нулю (0º) на дороге. Это означает, что все шины и колеса в сборе (передние и задние) направлены в одном направлении.
Схождение, правильно откалиброванное в соответствии со спецификациями производителя (которое может быть как слегка положительным, так и отрицательным), будет равно нулю (0º) на дороге. Это означает, что все шины и колеса в сборе (передние и задние) направлены в одном направлении.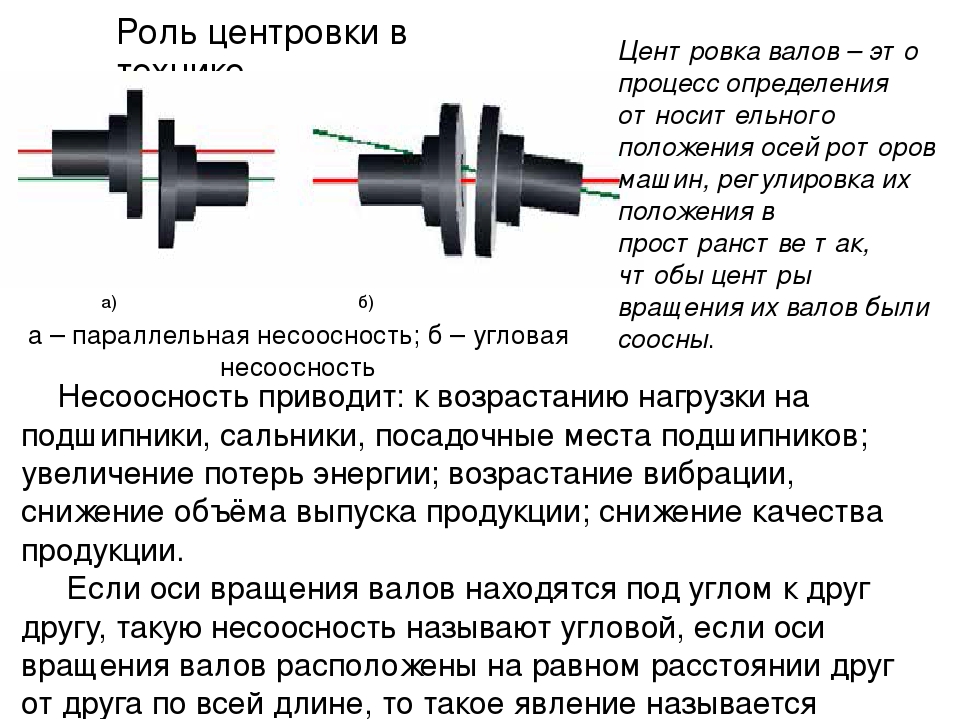

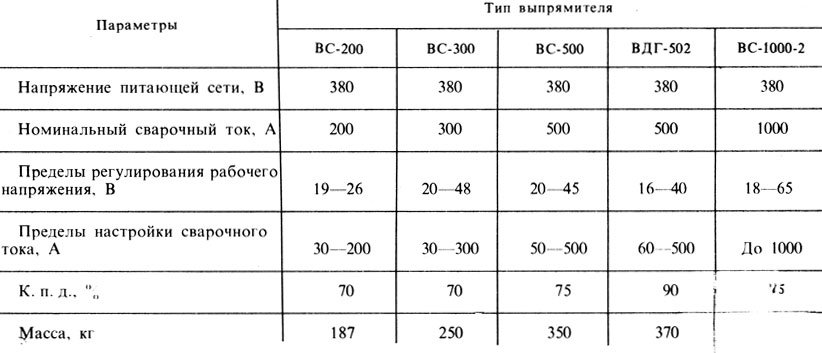
 btsm-weld.ru
btsm-weld.ru , %
, %

 В комплекте со сварочным автоматом предназначены для сварки и наплавки под слоем флюса на постоянном токе. Рекомендуется для выполнения воздушно-дуговой резки (строжки) угольным электродом.
В комплекте со сварочным автоматом предназначены для сварки и наплавки под слоем флюса на постоянном токе. Рекомендуется для выполнения воздушно-дуговой резки (строжки) угольным электродом. ) определил VDU как электрический инструмент, который используется для отображения информации, полученной от компьютерной системы, в очень короткий период времени появился из сравнительной безвестности в научных лабораториях, чтобы стать неотъемлемой и неотъемлемой частью нормальной трудовой жизни для миллионов людей как дома, так и на рабочем месте. По мере того, как технологическая революция продолжается, использование компьютеров с устройством вывода на экран или УВО растет с возрастающей скоростью. Во всем мире в настоящее время используются миллионы дисплеев, получающих и обрабатывающих информацию на телевизионных экранах или мониторах. Кроме того, это монитор телевизионного типа, который отображает информацию, полученную от текстового процессора компьютерной системы, а не от сигнала, передаваемого по телевидению. VDU вносит интерактивный элемент между оператором и компьютерной системой. VDU может быть ограничен основным компьютером, как в случае с терминалом, или физический объект, составляющий VDU, может также включать в себя компьютерную систему, как в случае с персональным компьютером (ПК).
) определил VDU как электрический инструмент, который используется для отображения информации, полученной от компьютерной системы, в очень короткий период времени появился из сравнительной безвестности в научных лабораториях, чтобы стать неотъемлемой и неотъемлемой частью нормальной трудовой жизни для миллионов людей как дома, так и на рабочем месте. По мере того, как технологическая революция продолжается, использование компьютеров с устройством вывода на экран или УВО растет с возрастающей скоростью. Во всем мире в настоящее время используются миллионы дисплеев, получающих и обрабатывающих информацию на телевизионных экранах или мониторах. Кроме того, это монитор телевизионного типа, который отображает информацию, полученную от текстового процессора компьютерной системы, а не от сигнала, передаваемого по телевидению. VDU вносит интерактивный элемент между оператором и компьютерной системой. VDU может быть ограничен основным компьютером, как в случае с терминалом, или физический объект, составляющий VDU, может также включать в себя компьютерную систему, как в случае с персональным компьютером (ПК). Основной принцип работы большинства используемых дисплеев аналогичен принципу работы телевизоров. Они содержат большую вакуумированную стеклянную трубку, называемую электронно-лучевой трубкой (ЭЛТ), которая включает в себя источник электронов (катод) и люминофорное покрытие на поверхности. внутри видного лица экрана. Высокое напряжение (обычно) в диапазоне 10-25 кВ ускоряет электроны, высвобождаемые из катода по направлению ко второму электроду, называемому катодом. Они проходят через отверстие в аноде на люминофорные материалы. Тем не менее, компьютеры очень важны, и, несмотря на всю кажущуюся сложность, они, по-видимому, имеют широкий спектр применения и играют все возрастающую роль в нашем обществе, например, в офисе, торговле и промышленности, коммунальных услугах и, конечно же, в школах и дома. можно видеть, что важность компьютерного монитора не может быть переоценена.
Основной принцип работы большинства используемых дисплеев аналогичен принципу работы телевизоров. Они содержат большую вакуумированную стеклянную трубку, называемую электронно-лучевой трубкой (ЭЛТ), которая включает в себя источник электронов (катод) и люминофорное покрытие на поверхности. внутри видного лица экрана. Высокое напряжение (обычно) в диапазоне 10-25 кВ ускоряет электроны, высвобождаемые из катода по направлению ко второму электроду, называемому катодом. Они проходят через отверстие в аноде на люминофорные материалы. Тем не менее, компьютеры очень важны, и, несмотря на всю кажущуюся сложность, они, по-видимому, имеют широкий спектр применения и играют все возрастающую роль в нашем обществе, например, в офисе, торговле и промышленности, коммунальных услугах и, конечно же, в школах и дома. можно видеть, что важность компьютерного монитора не может быть переоценена. Каково влияние ВДУ на человека и здоровье?
Каково влияние ВДУ на человека и здоровье? 



 Модулируя интенсивность электронного луча в каждом положении, результирующий узор из светлых и темных точек может быть преобразован в изображение. Электронная схема, используемая для управления этими процессами, порождает как радиочастотное (РЧ) поле, так и электрические и магнитные поля более низких частот. В последнее время для замены электронно-лучевой трубки используются твердотельные схемы в сочетании с жидкокристаллическими, газоплазменными или аналогичными технологиями отображения. Однако в довольно ограниченной степени.
Модулируя интенсивность электронного луча в каждом положении, результирующий узор из светлых и темных точек может быть преобразован в изображение. Электронная схема, используемая для управления этими процессами, порождает как радиочастотное (РЧ) поле, так и электрические и магнитные поля более низких частот. В последнее время для замены электронно-лучевой трубки используются твердотельные схемы в сочетании с жидкокристаллическими, газоплазменными или аналогичными технологиями отображения. Однако в довольно ограниченной степени.

 Он рассчитан на 2к х 8 Sram и 2к х
Он рассчитан на 2к х 8 Sram и 2к х

 7к
7к
 У нас довольно большой ассортимент товаров, что позволит вам выбрать модель ленточного станки для своих потребностей.
У нас довольно большой ассортимент товаров, что позволит вам выбрать модель ленточного станки для своих потребностей. Желательно почаще чистить станок и снимать полотно после работы, иначе ленточка быстро вытягивается и слетает. А так, хороший станок, на совесть сделан.
Желательно почаще чистить станок и снимать полотно после работы, иначе ленточка быстро вытягивается и слетает. А так, хороший станок, на совесть сделан. Полотно в комплекте, но под разные материалы лучше иметь разные пилы, так сплошняк и тонкостен мы режем разными пилами. Рез держит отлично. Аналоги стоят дороже.
Полотно в комплекте, но под разные материалы лучше иметь разные пилы, так сплошняк и тонкостен мы режем разными пилами. Рез держит отлично. Аналоги стоят дороже. Функції виконує гарно, але встановив лише тиждень тому. Основне навантаження буде за місяць, тоді і розгорнутий відгук напишу. Поки покупка відповідає очікуванням.
Функції виконує гарно, але встановив лише тиждень тому. Основне навантаження буде за місяць, тоді і розгорнутий відгук напишу. Поки покупка відповідає очікуванням. По дереву ще не обрав, а от пилу по металу вже сьогодні доставили. По дереву теж, напевно, тут купуватиму.
По дереву ще не обрав, а от пилу по металу вже сьогодні доставили. По дереву теж, напевно, тут купуватиму.
 Для
Для
 Для пиления
Для пиления Для серийного производства. Для пиления материалов
Для серийного производства. Для пиления материалов

 Рекомендуем использовать следующие режимы:
Рекомендуем использовать следующие режимы: В случае, если ленточное полотно с переменным шагом зубьев, произведите настройку таким образом, чтобы острый край щетки касался впадины зуба полотна с минимальной высотой.
В случае, если ленточное полотно с переменным шагом зубьев, произведите настройку таким образом, чтобы острый край щетки касался впадины зуба полотна с минимальной высотой.


 Регулярно проверяйте диски на предмет износа или повреждений
Регулярно проверяйте диски на предмет износа или повреждений

 Данная модель имеет ручное управление.
Данная модель имеет ручное управление.

 Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
 выходная мощность
выходная мощность Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.
Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением. д. Он также распространен в огнестрельном оружии, Подарки и аксессуары, листовой металл, печатные платы, инструменты, реклама, медицина, упаковка, электроника, полупроводники и т. д.
д. Он также распространен в огнестрельном оружии, Подарки и аксессуары, листовой металл, печатные платы, инструменты, реклама, медицина, упаковка, электроника, полупроводники и т. д. 
 7
7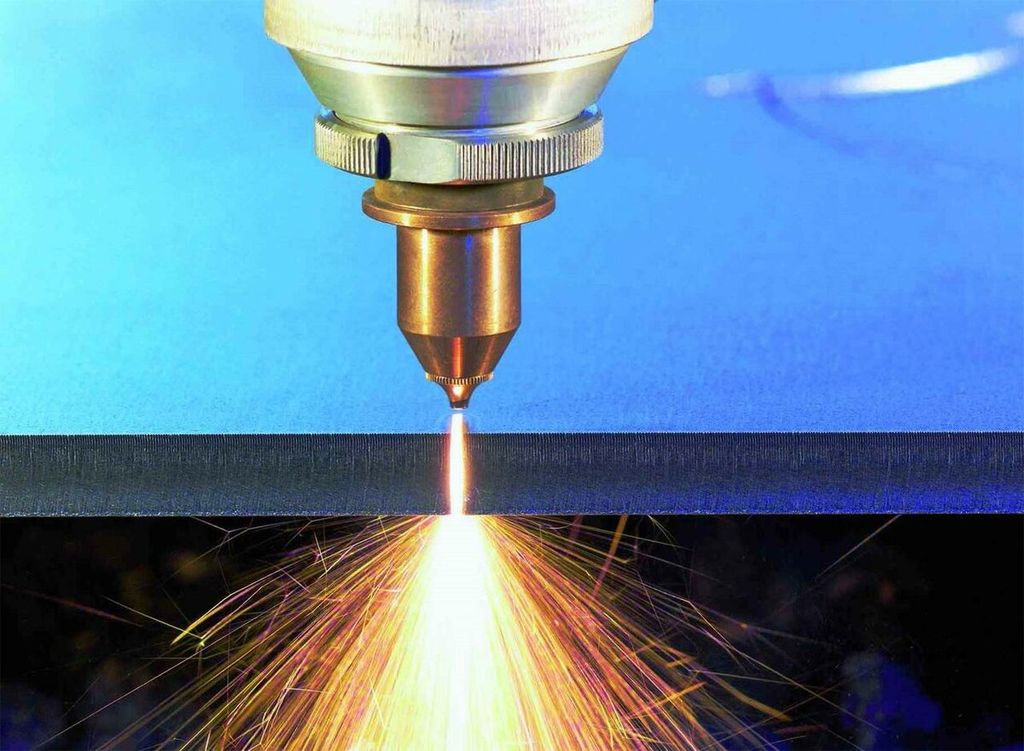

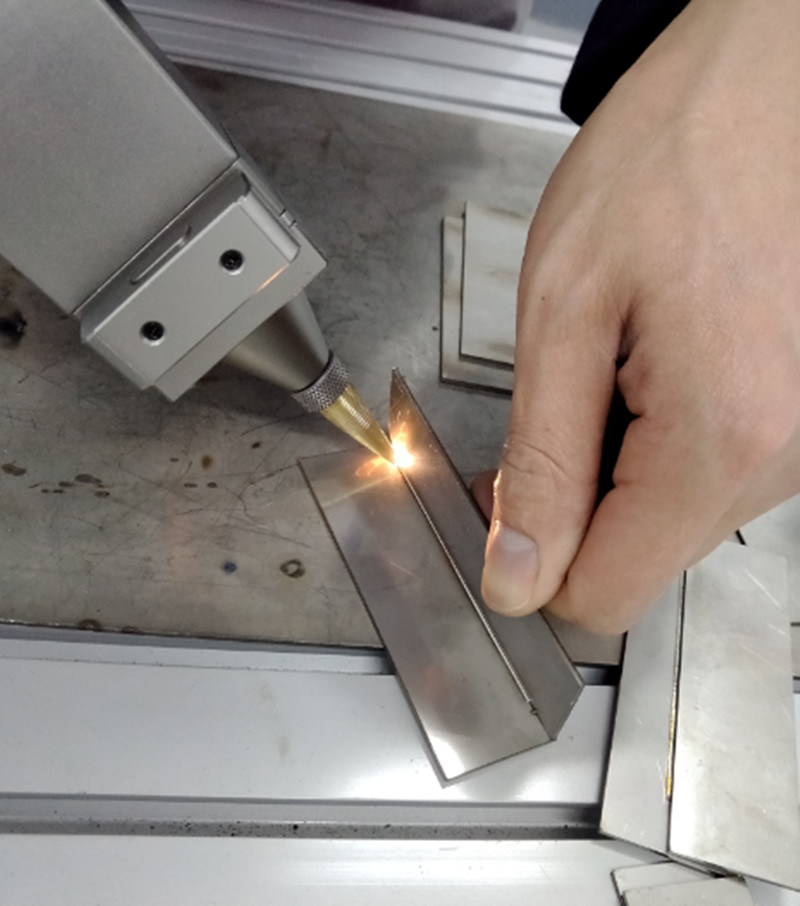




 . технологическое оборудование включает в себя систему лазерной резки, систему лазерной сварки, серию лазерной маркировки, систему лазерной термообработки, лазерный сверлильный станок, лазер и т. д. Рынок лазерной сварки мощностью 6 кВт достигнет 300 млн юаней.
. технологическое оборудование включает в себя систему лазерной резки, систему лазерной сварки, серию лазерной маркировки, систему лазерной термообработки, лазерный сверлильный станок, лазер и т. д. Рынок лазерной сварки мощностью 6 кВт достигнет 300 млн юаней.
 , Ltd., дочерней компании Ningde Times.
, Ltd., дочерней компании Ningde Times.

 д.
д.




 5. Основные характеристики
5. Основные характеристики



 Одной из самых распространенных особенностей является фокусировка, которая позволяет вам сфокусироваться на определенном объекте, просто нажав на место на экране, где этот объект находится.
Одной из самых распространенных особенностей является фокусировка, которая позволяет вам сфокусироваться на определенном объекте, просто нажав на место на экране, где этот объект находится. Большинство мобильных телефонов предоставляют различные возможности для видеосъемки, как например, непрерывная видеосъемка, либо режим высокого динамического диапазона, что означает больший спектор цветов, воспринимаемых камерой, неуязвимость от пересвета, и некоторые другие плюсы, которые будут понятны только профессионалам.
Большинство мобильных телефонов предоставляют различные возможности для видеосъемки, как например, непрерывная видеосъемка, либо режим высокого динамического диапазона, что означает больший спектор цветов, воспринимаемых камерой, неуязвимость от пересвета, и некоторые другие плюсы, которые будут понятны только профессионалам.

 В зависимости от стандарта Bluetooth, вы можете производить обмен любыми файлами значительно быстрее без прерывания связи, последним стандартом является версия 5.0.
В зависимости от стандарта Bluetooth, вы можете производить обмен любыми файлами значительно быстрее без прерывания связи, последним стандартом является версия 5.0. В России есть свой стандарт, называемый системой Glonass, которая может функционировать только на территории РФ, поэтому следует учитывать эти факторы при покупке.
В России есть свой стандарт, называемый системой Glonass, которая может функционировать только на территории РФ, поэтому следует учитывать эти факторы при покупке.
 Он был выбит из гнезда молодым орланом и получил трещину в клюве. После окончания лечения в ветеринарной клинике, он был выпущен обратно на остров Санта-Круз.
Он был выбит из гнезда молодым орланом и получил трещину в клюве. После окончания лечения в ветеринарной клинике, он был выпущен обратно на остров Санта-Круз.
 3 км
3 км youtube.com/embed/5GhrskzOINg?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>3Падение из гнезда 20 мая 2019 (2:36)
youtube.com/embed/5GhrskzOINg?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>3Падение из гнезда 20 мая 2019 (2:36) youtube.com/embed/2LUbefaRhgM?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>6Доставка еды, 6 февраля 2019 (5:49)
youtube.com/embed/2LUbefaRhgM?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>6Доставка еды, 6 февраля 2019 (5:49) youtube.com/embed/jEsDRuRn8Ok?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>9Визит ястреба
youtube.com/embed/jEsDRuRn8Ok?autoplay=1&rel=0&showinfo=0&egm=0&showsearch=0&iv_load_policy=3<:2> frameborder=<:2>0<:2> allowfullscreen></iframe>»>9Визит ястреба 265/H.264, 1080p/30 кадров в секунду, 2D+ 3D DNR, Аудио, MicroSDHC/MicroSDXC, PoE/DC12V, IP66, IK10 (металлический корпус), DI/DO — A46
265/H.264, 1080p/30 кадров в секунду, 2D+ 3D DNR, Аудио, MicroSDHC/MicroSDXC, PoE/DC12V, IP66, IK10 (металлический корпус), DI/DO — A46 acti.com
acti.com 265
265 Его можно использовать, чтобы узнать коэффициент увеличения объектива и, учитывая размер сенсора, рассчитать угол обзора. Стандартным эталоном, используемым для сравнения, является формат 35 мм, который представляет собой датчик размером 36 × 24 мм. Стандартный широкоугольный объектив будет иметь фокусное расстояние от 28 до 35 миллиметров в зависимости от формата 35 мм.
Его можно использовать, чтобы узнать коэффициент увеличения объектива и, учитывая размер сенсора, рассчитать угол обзора. Стандартным эталоном, используемым для сравнения, является формат 35 мм, который представляет собой датчик размером 36 × 24 мм. Стандартный широкоугольный объектив будет иметь фокусное расстояние от 28 до 35 миллиметров в зависимости от формата 35 мм.
 Большая буферная область может компенсировать большее движение, но также уменьшает размер вывода. Эта стабилизация не помогает для изображений.
Большая буферная область может компенсировать большее движение, но также уменьшает размер вывода. Эта стабилизация не помогает для изображений.  Для основной камеры показан коэффициент увеличения 1, для сверхширокоугольных камер коэффициент увеличения меньше 1, а для телеобъективов коэффициент увеличения больше 1.
Для основной камеры показан коэффициент увеличения 1, для сверхширокоугольных камер коэффициент увеличения меньше 1, а для телеобъективов коэффициент увеличения больше 1.

 д.). Конкретно ручная фокусировка не поддерживается.
д.). Конкретно ручная фокусировка не поддерживается. Это особенно полезно для макросъемки.
Это особенно полезно для макросъемки.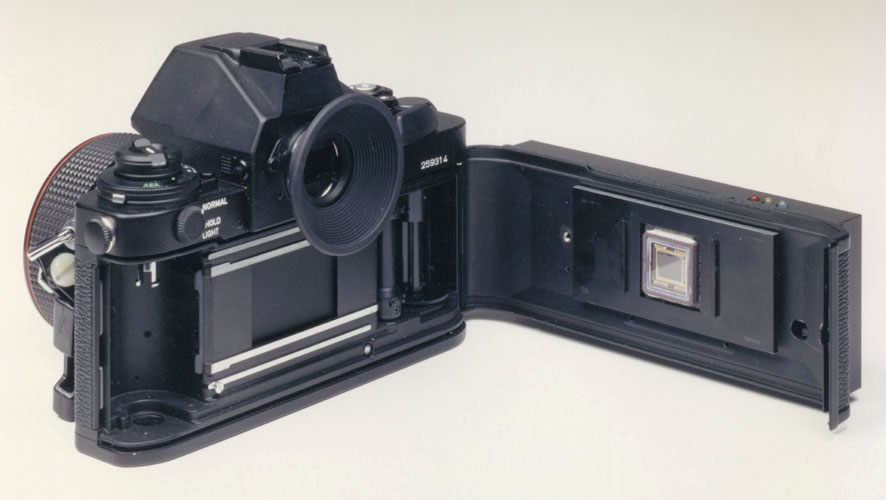
 ..
..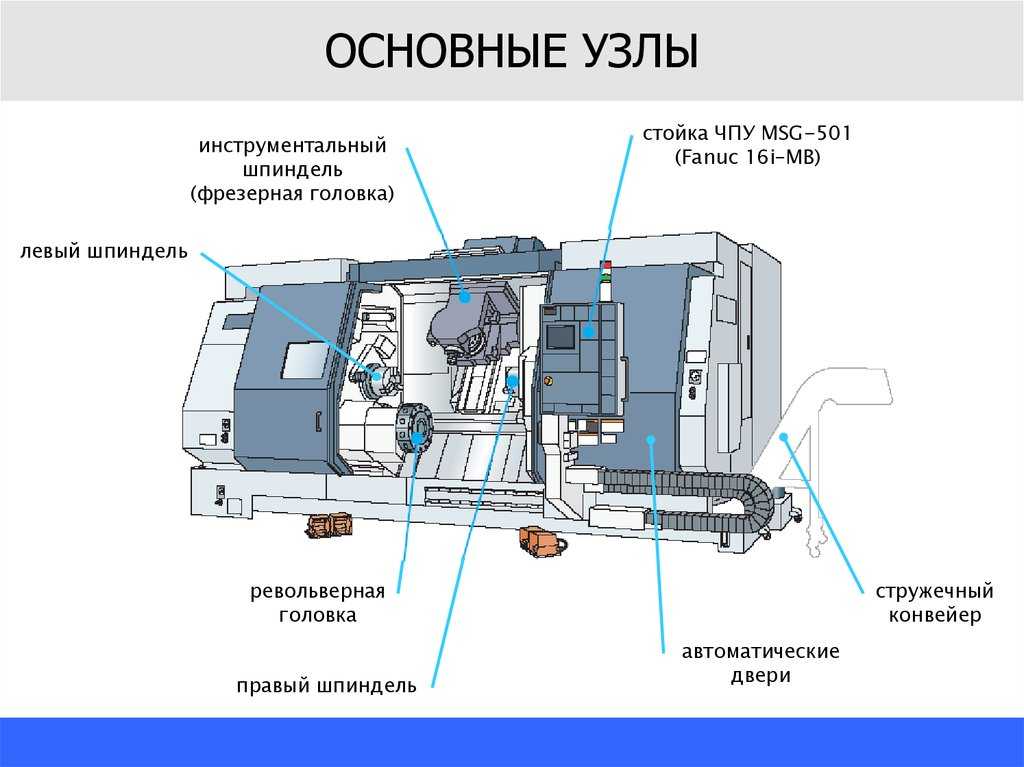 …
…
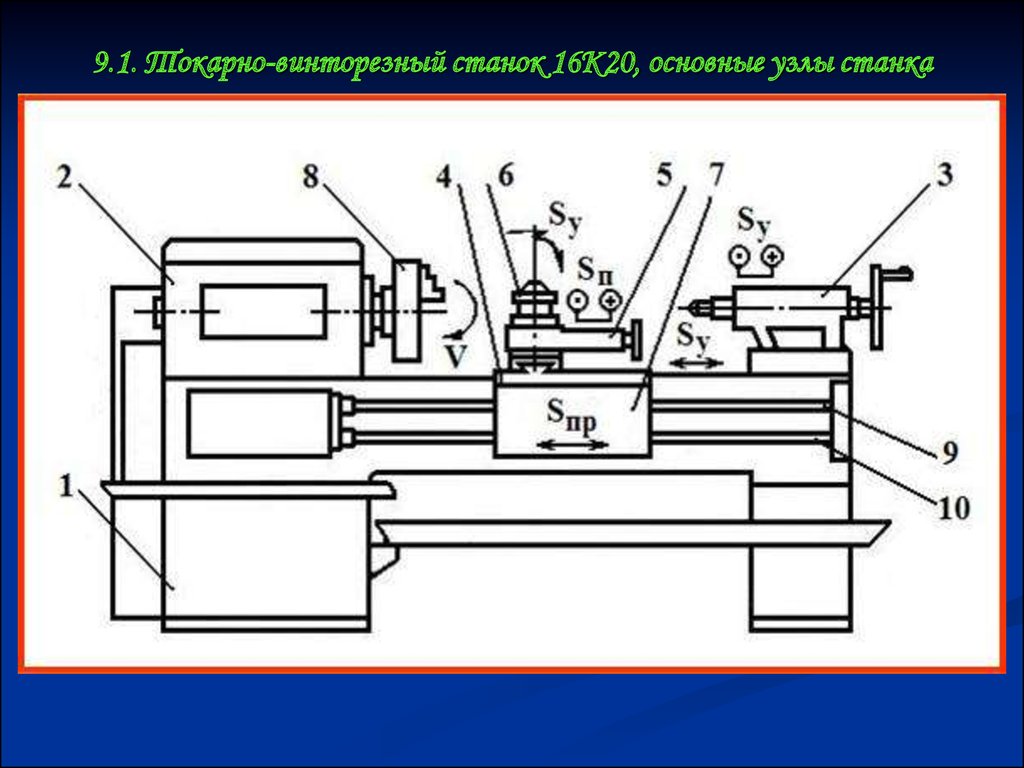 Выключают станок нажатием на среднюю
Выключают станок нажатием на среднюю
 Если сверло установлено
Если сверло установлено



 Закрепите
Закрепите
 Вот список этих частей и для чего они используются.
Вот список этих частей и для чего они используются. Обратитесь к руководству пользователя, чтобы узнать, где находится переключатель конфигурации.
Обратитесь к руководству пользователя, чтобы узнать, где находится переключатель конфигурации.
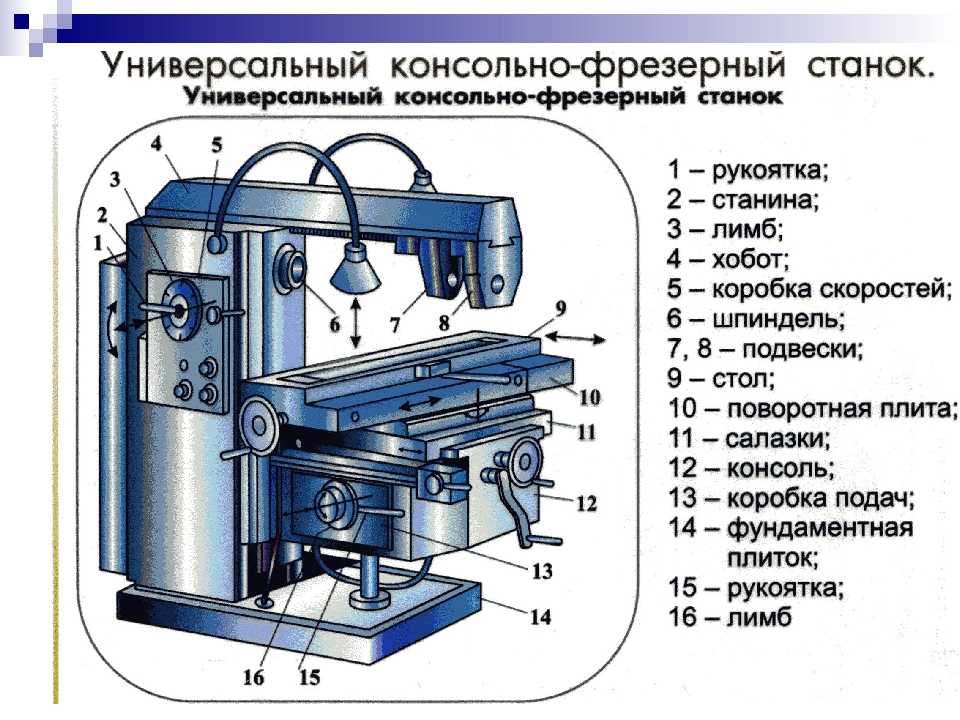
 Это позволяет вам переходить к любой части проекта по желанию.
Это позволяет вам переходить к любой части проекта по желанию. Это сводит к минимуму трудоемкие задачи. Используя швейные машины, мы можем получить больше одежды стандартного качества за короткое время.
Это сводит к минимуму трудоемкие задачи. Используя швейные машины, мы можем получить больше одежды стандартного качества за короткое время. Важнейшей частью швейной машины является игла. Игла — это то, что на самом деле сшивает ткань. Другие части швейной машины помогают игле выполнять свою работу.
Важнейшей частью швейной машины является игла. Игла — это то, что на самом деле сшивает ткань. Другие части швейной машины помогают игле выполнять свою работу.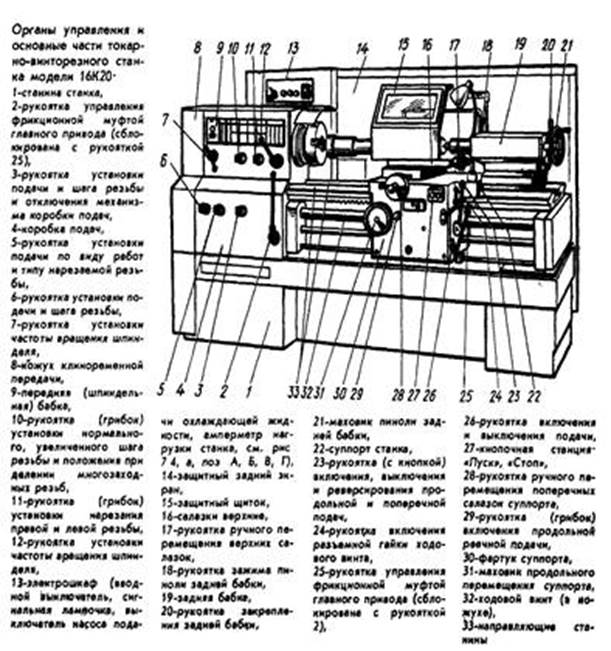 Иногда швейная машина имеет более одного держателя катушки, когда требуется декоративная строчка.
Иногда швейная машина имеет более одного держателя катушки, когда требуется декоративная строчка.
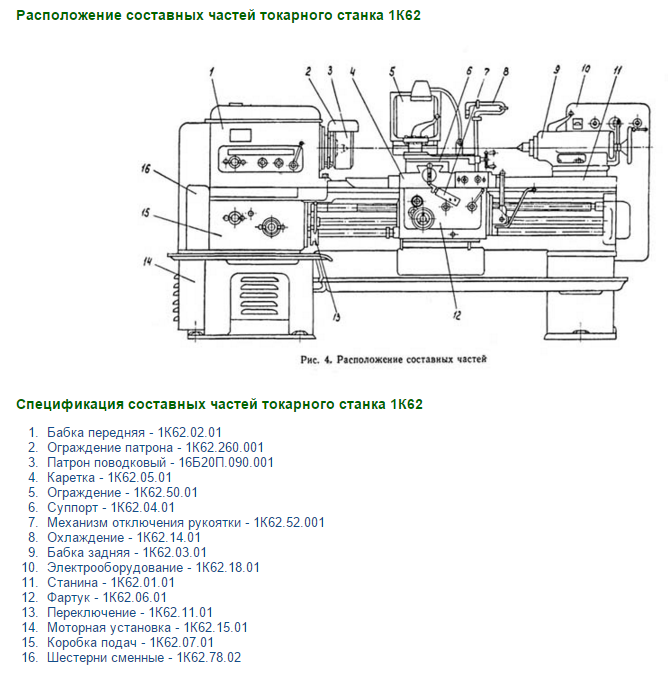
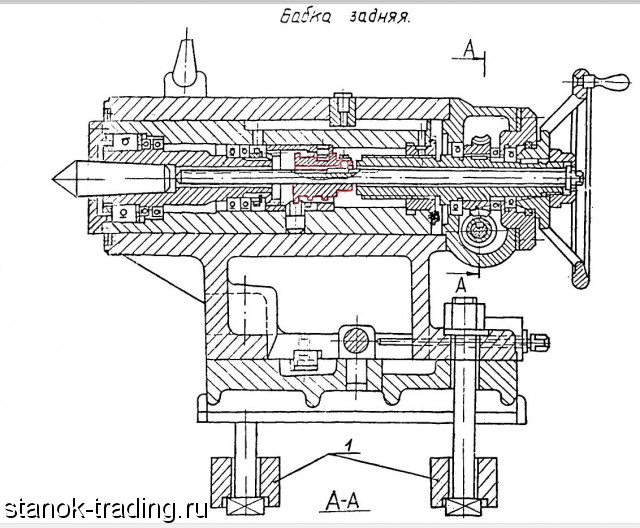 Данная деталь может полностью убираться в узел задней бабки.
Данная деталь может полностью убираться в узел задней бабки. На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка.
На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка. После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта. Показатели овальности не должны превышать полсантиметра.
Показатели овальности не должны превышать полсантиметра. Деталь необходимо закрепить на станине посредством болтов.
Деталь необходимо закрепить на станине посредством болтов. Стоит отметить, что хоть самые простые поломки узла и можно устранить самостоятельно, но всегда лучше проконсультироваться со специалистом.
Стоит отметить, что хоть самые простые поломки узла и можно устранить самостоятельно, но всегда лучше проконсультироваться со специалистом. Пиноль 1 с помощью винта 4, гайки 5 и маховичка 8 можно перемещать в корпусе и фиксировать сухарем 9, затягивая рукоятку 3. Корпус 2 установочным винтом 10 можно смещать относительно плиты 12 вдоль ее направляющего выступа. На станине задняя бабка закрепляется прихватом 11, на который нажимает планка 14, перемещаемая рукояткой 7, эксцентриком 6 и тягой 13.
Пиноль 1 с помощью винта 4, гайки 5 и маховичка 8 можно перемещать в корпусе и фиксировать сухарем 9, затягивая рукоятку 3. Корпус 2 установочным винтом 10 можно смещать относительно плиты 12 вдоль ее направляющего выступа. На станине задняя бабка закрепляется прихватом 11, на который нажимает планка 14, перемещаемая рукояткой 7, эксцентриком 6 и тягой 13. Для обработки конических поверхностей деталей, закрепленных в центрах, корпус бабки, как это было сказано выше, перемещается по плите перпендикулярно центровой линии станка по направляющей Л, имеющейся на плите. Это перемещение осуществляется при помощи болтов 181 и 183 и гайки 182, закрепленной в плите. Если требуется, например, переместить корпус бабки вправо (по рис. 2), надо немного вывернуть болт 183 и завернуть болт 181. Среднее положение корпуса, при котором производится обработка цилиндрических поверхностей, определяется по совпадению (на ощупь) обработанных плоскостей В, имеющихся на корпусе и на плите.
Для обработки конических поверхностей деталей, закрепленных в центрах, корпус бабки, как это было сказано выше, перемещается по плите перпендикулярно центровой линии станка по направляющей Л, имеющейся на плите. Это перемещение осуществляется при помощи болтов 181 и 183 и гайки 182, закрепленной в плите. Если требуется, например, переместить корпус бабки вправо (по рис. 2), надо немного вывернуть болт 183 и завернуть болт 181. Среднее положение корпуса, при котором производится обработка цилиндрических поверхностей, определяется по совпадению (на ощупь) обработанных плоскостей В, имеющихся на корпусе и на плите. В требуемом положении пиноль закрепляется двумя зажимными втулками 175 и 176, которые сближаются при вращении рукоятки 13.
В требуемом положении пиноль закрепляется двумя зажимными втулками 175 и 176, которые сближаются при вращении рукоятки 13.


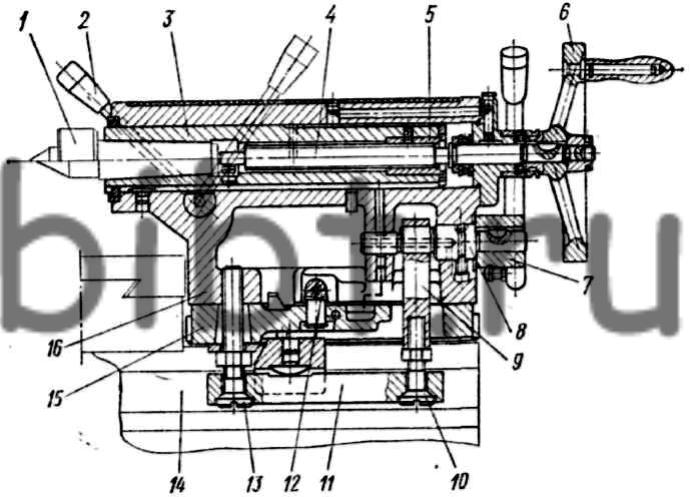





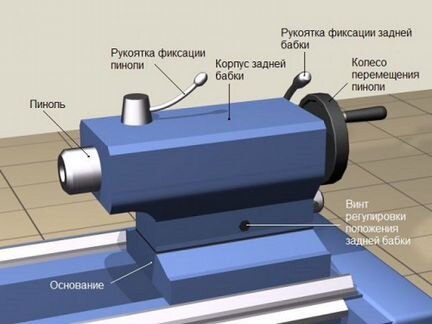




 Высокая жесткость и динамика в сочетании с отличными демпфирующими характеристиками позволяет применять методы высокоскоростного HSC фрезерования. У станков типа верхнего портала шпиндель установлен в шпиндельном блоке, который вмонтирован в ползун. Все перемещения станка осуществляются по линейным направляющим качения. Измерение положения по осям X, Y, Z — прямое и производится с помощью оптических линейных. Станки представляют из себя жёсткую конструкцию, основные детали (станины, колонна и т.д.) которой изготовлены из серого чугуна. Вместе с тем, станок представляет из себя модульную конструкцию, что позволяет находить решения, удовлетворяющие самых требовательных заказчиков. Так, например, MCV 1220 — может быть оснащён двумя самостоятельными, съемными столами или с одним неподвижным и одним съемным поворотным столом, которые установлены в одной рабочей зоне или в разделенной рабочей зоне.
Высокая жесткость и динамика в сочетании с отличными демпфирующими характеристиками позволяет применять методы высокоскоростного HSC фрезерования. У станков типа верхнего портала шпиндель установлен в шпиндельном блоке, который вмонтирован в ползун. Все перемещения станка осуществляются по линейным направляющим качения. Измерение положения по осям X, Y, Z — прямое и производится с помощью оптических линейных. Станки представляют из себя жёсткую конструкцию, основные детали (станины, колонна и т.д.) которой изготовлены из серого чугуна. Вместе с тем, станок представляет из себя модульную конструкцию, что позволяет находить решения, удовлетворяющие самых требовательных заказчиков. Так, например, MCV 1220 — может быть оснащён двумя самостоятельными, съемными столами или с одним неподвижным и одним съемным поворотным столом, которые установлены в одной рабочей зоне или в разделенной рабочей зоне.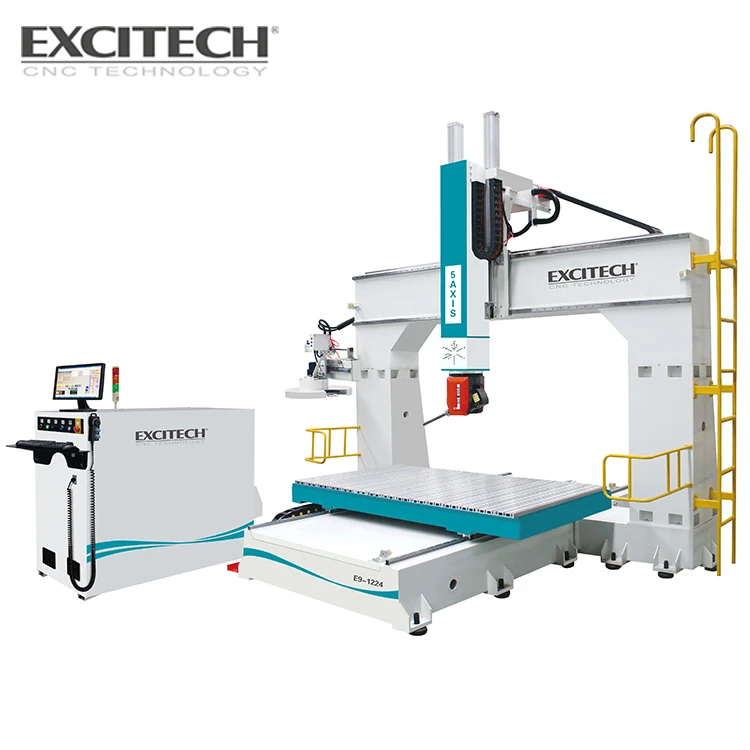
 нагрузка на трёхосевой стол
нагрузка на трёхосевой стол
 По сравнению с фрезерными станками с ЧПУ, токарные станки с ЧПУ производят детали быстрее и предлагают более низкие затраты на единицу продукции, что является преимуществом для крупносерийных производственных циклов.
По сравнению с фрезерными станками с ЧПУ, токарные станки с ЧПУ производят детали быстрее и предлагают более низкие затраты на единицу продукции, что является преимуществом для крупносерийных производственных циклов. 5-осевая обработка с ЧПУ экономит время и идеально подходит для создания сложных и точных деталей, которые используются в медицинской, нефтегазовой и аэрокосмической промышленности. Существует несколько различных типов 5-осевых станков, о которых следует знать производственным группам, включая индексированные 5-осевые станки с ЧПУ, непрерывные 5-осевые станки с ЧПУ и токарно-фрезерные центры с ЧПУ.
5-осевая обработка с ЧПУ экономит время и идеально подходит для создания сложных и точных деталей, которые используются в медицинской, нефтегазовой и аэрокосмической промышленности. Существует несколько различных типов 5-осевых станков, о которых следует знать производственным группам, включая индексированные 5-осевые станки с ЧПУ, непрерывные 5-осевые станки с ЧПУ и токарно-фрезерные центры с ЧПУ.

 Помимо того, что 3-осевые станки более доступны по цене, чем станки с пятью осями, их проще программировать, поэтому вам не придется нести расходы на работу с дорогостоящими экспертами-программистами и операторами. Кроме того, время подготовки сокращается при 3-осевой обработке.
Помимо того, что 3-осевые станки более доступны по цене, чем станки с пятью осями, их проще программировать, поэтому вам не придется нести расходы на работу с дорогостоящими экспертами-программистами и операторами. Кроме того, время подготовки сокращается при 3-осевой обработке.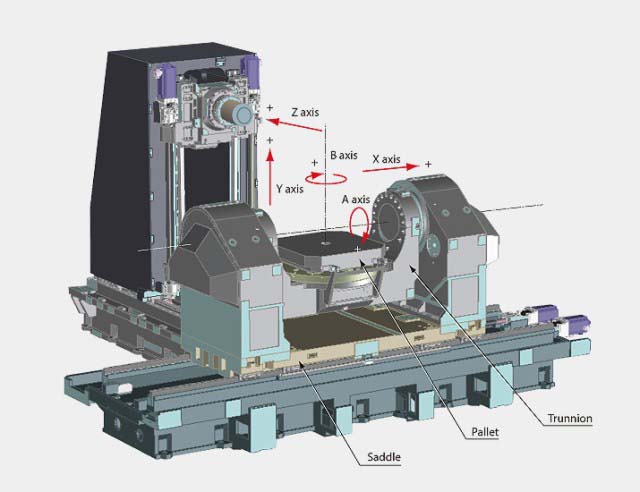 Будучи надежным партнером по обработке с ЧПУ, Fast Radius также предлагает высококачественные возможности обработки с ЧПУ на фрезерном, токарном, сверлильном и фрезерном обрабатывающем оборудовании с ЧПУ. Свяжитесь с нами сегодня чтобы начать.
Будучи надежным партнером по обработке с ЧПУ, Fast Radius также предлагает высококачественные возможности обработки с ЧПУ на фрезерном, токарном, сверлильном и фрезерном обрабатывающем оборудовании с ЧПУ. Свяжитесь с нами сегодня чтобы начать.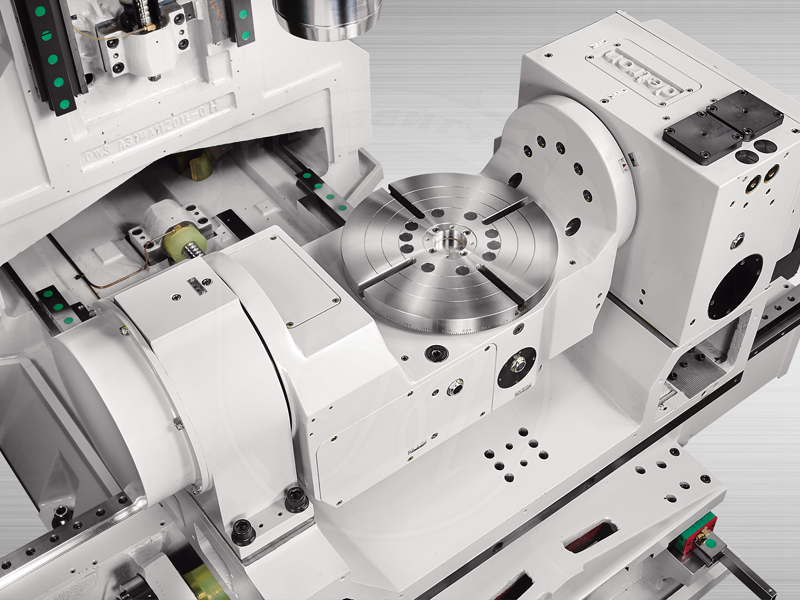 Будь то классическое 5-стороннее фрезерование или 5-осевые станки для высокоточной одновременной обработки премиум-класса, доступность широкой серии от базовой до высокотехнологичной определяет полный спектр эффективной технологии фрезерования. Другие впечатляющие особенности включают достижимую точность менее 0,38 микродюйма в пространстве и различные размеры обрабатываемых деталей, которые могут быть изготовлены — до 88 185 фунтов веса компонента, а также пути перемещения до 190,7 фута
Будь то классическое 5-стороннее фрезерование или 5-осевые станки для высокоточной одновременной обработки премиум-класса, доступность широкой серии от базовой до высокотехнологичной определяет полный спектр эффективной технологии фрезерования. Другие впечатляющие особенности включают достижимую точность менее 0,38 микродюйма в пространстве и различные размеры обрабатываемых деталей, которые могут быть изготовлены — до 88 185 фунтов веса компонента, а также пути перемещения до 190,7 фута