Модели зенит в сокольниках: Новинки — Интернет-магазин «Моделторг»
характеристики, фото, особенности экспортного Zenit-E
А
Абакан
Продать монеты в Абакане
Архангельск
Продать монеты в Архангельске
Астрахань
Б
Барнаул
Продать монеты в Барнауле
Белгород
Продать монеты в Белгороде
Бийск
Благовещенск
Брянск
Продать монеты в Брянске
В
Великий Новгород
Владивосток
Продать монеты в Владивостоке
Владикавказ
Продать монеты в Владикавказе
Владимир
Волгоград
Продать монеты в Волгограде
Вологда
Продать монеты в Вологде
Воронеж
Продать монеты в Воронеже
Г
Грозный
Продать монеты в Грозном
Е
Екатеринбург
Продать монеты в Екатеринбурге
И
Иваново
Продать монеты в Иваново
Ижевск
Продать монеты в Ижевске
Иркутск
Продать монеты в Иркутске
К
Казань
Продать монеты в Казани
Калуга
Продать монеты в Калуге
Кемерово
Продать монеты в Кемерово
Киров
Продать монеты в Кирове
Комсомольск-на-Амуре
Королёв
Кострома
Продать монеты в Костроме
Красногорск
Краснодар
Продать монеты в Краснодаре
Красноярск
Продать монеты в Красноярске
Курган
Продать монеты в Кургане
Курск
Л
Липецк
Продать монеты в Липецке
М
Магнитогорск
Махачкала
Продать монеты в Махачкале
Москва
Продать монеты в Москве
Мурманск
Продать монеты в Мурманске
Н
Набережные Челны
Нальчик
Продать монеты в Нальчике
Нижневартовск
Продать монеты в Нижневартовске
Нижний Новгород
Продать монеты в Нижнем Новгороде
Нижний Тагил
Продать монеты в Нижнем Тагиле
Новокузнецк
Продать монеты в Новокузнецке
Новороссийск
Продать монеты в Новороссийске
Новосибирск
Продать монеты в Новосибирске
О
Оренбург
Продать монеты в Оренбурге
Орёл
Продать монеты в Орле
П
Пенза
Продать монеты в Пензе
Пермь
Продать монеты в Перми
Петрозаводск
Псков
Продать монеты в Пскове
Пятигорск
Р
Ростов-на-Дону
Продать монеты в Ростове-на-Дону
Рязань
Продать монеты в Рязани
С
Самара
Продать монеты в Самаре
Санкт-Петербург
Продать монеты в Санкт-Петербурге
Саранск
Продать монеты в Саранске
Саратов
Продать монеты в Саратове
Севастополь
Продать монеты в Севастополе
Симферополь
Продать монеты в Симферополе
Смоленск
Продать монеты в Смоленске
Сочи
Продать монеты в Сочи
Ставрополь
Продать монеты в Ставрополе
Старый Оскол
Сургут
Продать монеты в Сургуте
Сыктывкар
Т
Тамбов
Продать монеты в Тамбове
Тверь
Тольятти
Продать монеты в Тольятти
Томск
Продать монеты в Томске
Тула
Продать монеты в Туле
Тюмень
Продать монеты в Тюмени
У
Улан-Удэ
Продать монеты в Улан-Удэ
Ульяновск
Продать монеты в Ульяновске
Уфа
Продать монеты в Уфе
Х
Хабаровск
Продать монеты в Хабаровске
Ч
Чебоксары
Продать монеты в Чебоксарах
Челябинск
Продать монеты в Челябинске
Чита
Продать монеты в Чите
Щ
Щелково
Ю
Южно-Сахалинск
Продать монеты в Южно-Сахалинске
Я
Якутск
Ярославль
Продать монеты в Ярославле
Ремонт объективов Zenit в Москве
+7 (495) 699-26-48
+7 (925) 517-71-90
перезвонить
Москва
Тверская улица, 8
Тверская 330 м
Пушкинская 330 м
Чеховская 500 м
Охотный ряд 700 м
Театральная 900 м
Время работы:
пн-пт: 10:00-20:00
сб: 10:00-17:00
вc: выходной.
- По популярности
- По названию А-Я
- По названию Я-А
-
Быстрый подбор
Заявка на бесплатную диагностику
Бренд
Модель
Гелиос 40-2H 85mm f/1.5
Гелиос 44 58mm f/2
Зенитар-N 16mm f/2.8″
Юпитер-36В 250mm f/3.5
Юпитер 21М 200mm f/4
Юпитер 9 85mm f/2
Телезенитар К 300mm f/4. 5
5
Зенитар-N 28mm f/2.8
МТО 11СА 1000mm f/10
Мир 1В 37mm f/2.8
Зенитар-M 16mm f/2.8
Зенитар-C 50mm f/1.2 S
Мир 20М 20mm f/3.5
Индустар 61 50mm f/2.8
Зенитар-N 50mm f/1.2 S
Телезенитар М 135mm f/2.8
Зенитар-K 50mm f/2.0
Зенитар 0,95/50 E
МС Вариозенитар-К 25-45mm f/2.8-3.5
Зенитар-C 50mm f/1. 2
2
Зенитар-C 85mm f/1.4
Гелиос 40-2С 85mm f/1.5 new 2015
Зенитар-C 28mm f/2.8
Зенитар-N 85mm f/1.4
Зенитар-C 16mm f/2.8
Показать ещё 25
Фототехника под маркой «Зенит» начала выпускаться в 50-е годы на механическом заводе в Красногорске. Почти все модели – это собственная разработка КБ красногорского завода. В 70-е выпуск этой фототехники освоил белорусский оптико-механический завод в городке Вилейка. Помимо названия «Зенит» (Zenit)для разных модификаций этой фототехники в разные годы использовались названия «Старт», «Нарцисс», «Кристалл», «Зоркий».
Однако впоследствии решили остановиться только на двух наименованиях: «Зенит» и «Зоркий». Ввиду того, что этой техники на руках у населения много, и эксплуатируется она давно, то и починка может потребоваться в любой момент. Ремонт объективов «Зенит» в Москве выполнит сервисный центр «Фотоблик». Заказы в виде почтовых посылок принимаются из всех регионов РФ.
Ремонт объективов «Зенит» в Москве выполнит сервисный центр «Фотоблик». Заказы в виде почтовых посылок принимаются из всех регионов РФ.
Самый распространенный ремонт объективов Zenit&
Фототехника «Зенит» славится особой прочностью, в том числе повышенной относительно многих других моделей ударостойкостью. Однако запас прочности не бесконечен, и с годами с «Зенитом» может случиться то же, что и с любыми другими аппаратами.
Возможные неисправности объективов «Зенит»:
- нет фокусировки;
- back- или front-фокус;
- диафрагма не открывается;
- сломался байонет;
- застревает на выезде/въезде объектив;
- разрыв соединительных шлейфов.
В случае любой из перечисленных неполадок не медлите с визитом в сервис, иначе последствия и последующий ремонт могут оказаться намного масштабнее.
Когда требуется юстировка объективов «Зенит»
Для начала напомним, что «Зениты» во всех их видах и модификациях достаточно прочны. Поэтому у этих фотоаппаратов не только очень редко появляются увеличенные зазоры между деталями, но и в принципе, их не так легко разобрать фотолюбителю. Даже обычные попытки снять объектив часто оказываются неудачным ввиду прочности крепления. Именно поэтому при первых признаках проблем нужно обращаться в профессиональный сервис и не пытаться разобрать фототехнику самостоятельно.
Поэтому у этих фотоаппаратов не только очень редко появляются увеличенные зазоры между деталями, но и в принципе, их не так легко разобрать фотолюбителю. Даже обычные попытки снять объектив часто оказываются неудачным ввиду прочности крепления. Именно поэтому при первых признаках проблем нужно обращаться в профессиональный сервис и не пытаться разобрать фототехнику самостоятельно.
Когда нужна юстировка объективовZenit:
- нарушен автофокус;
- случались падения на пол, асфальт и т.д.;
- смещены компоненты объектива;
- увеличены зазоры между составными компонентами фотообъектива.
Напоминаем, что качественную юстировку и ремонт объективов Zenit в Москве выполняет наша фирма «Фотоблик».
Zenith Defy Extreme Desert: Falcon’s Eye
Zenith Defy Extreme Desert представляет собой первую ограниченную серию линейки Defy Extreme.
Изображение: Zenith
Модель Zenith Defy Extreme Desert — это первая специальная серия этого самого экстремального из механических хронографов, выпущенная ограниченным тиражом всего в 50 экземпляров по всему миру, и в конечном итоге мы можем назвать ее «Соколиным глазом». Если это слишком буквально, у нас есть еще одно предложение… Хотите верьте, хотите нет, но тема пустыни с каждым годом становится все сильнее и сильнее, вероятно, с 2017 года. По счастливому стечению обстоятельств Zenith Defy Extreme Desert вполне может себя окупить. впечатляющее прозвище, появившееся прямо сейчас: Арракис.
Если это слишком буквально, у нас есть еще одно предложение… Хотите верьте, хотите нет, но тема пустыни с каждым годом становится все сильнее и сильнее, вероятно, с 2017 года. По счастливому стечению обстоятельств Zenith Defy Extreme Desert вполне может себя окупить. впечатляющее прозвище, появившееся прямо сейчас: Арракис.
Только по цветовой гамме часов в конфигурации с каучуковым сменным ремешком 45-мм Defy Extreme Desert выглядит как часть часов Dune. Теперь взгляните на циферблат часов, обрамленный геометрическим избытком приподнятого круглого безеля с двенадцатиугольным контуром. Хотя часы Defy Extreme Desert не предназначены для отсылки к феномену поп-культуры, часовые метки и дизайн безеля делают их похожими на дань уважения знаменитым песчаным червям Фрэнка Герберта.
- ПОДРОБНЕЕ: Zenith Defy Extreme: Ready for Action
Помимо наших собственных полетов фантазии, Zenith Defy Extreme Desert связан с экзотическим фотографом-пейзажистом Курошем Кейнеджадом. Это бутик-версия из титана, в которой используются драгоценные камни соколиного глаза для вышеупомянутого двенадцатиугольного контура и для кнопок хронографа. Учитывая свойства этого кварца, это означает, что каждые из 50 часов будут немного отличаться друг от друга.
Это бутик-версия из титана, в которой используются драгоценные камни соколиного глаза для вышеупомянутого двенадцатиугольного контура и для кнопок хронографа. Учитывая свойства этого кварца, это означает, что каждые из 50 часов будут немного отличаться друг от друга.
Еще одним эксклюзивным штрихом этой серии является циферблат из тонированного сапфирового стекла с бежевыми счетчиками хронографа, постоянно напоминающий о том, что автоматический калибр El Primero 9004 с двойным спуском показывает время. Конкретные среды, на которые ссылается Defy Extreme Desert, — это пустыни Большого бассейна, Мохаве, Соноры и Чиуауа в Северной Америке. Кейнжад запечатлел свое собственное видение этих четырех пустынь, и полученные фотографии будут выставлены на передвижной выставке в этом году, начиная с FIAC в Париже и заканчивая Дубаем и Токио.
Посмотреть этот пост в Instagram
Пост, опубликованный Zenith Watches (@zenithwatches)
«Единственная постоянная константа в моей области — это солнце. Мы используем его, чтобы управлять днями, и наблюдаем, как он раскрашивает наш мир светом. Стихии и погода всегда непредсказуемы, но солнце всегда встает. Поднимается вовремя. Он устанавливается вовремя. Никогда не поздно. Когда Zenith предложила мне сотрудничество, я не мог придумать лучшего варианта. Точность времени и света являются ключом к отличной фотографии. Благодаря оптимальному планированию и безупречной конструкции часов Zenith я никогда не упускаю свой момент», — сказал Кейнжад о работе с Zenith.
Мы используем его, чтобы управлять днями, и наблюдаем, как он раскрашивает наш мир светом. Стихии и погода всегда непредсказуемы, но солнце всегда встает. Поднимается вовремя. Он устанавливается вовремя. Никогда не поздно. Когда Zenith предложила мне сотрудничество, я не мог придумать лучшего варианта. Точность времени и света являются ключом к отличной фотографии. Благодаря оптимальному планированию и безупречной конструкции часов Zenith я никогда не упускаю свой момент», — сказал Кейнжад о работе с Zenith.
Генеральный директор Zenith Жюльен Торнар, также комментируя партнерство, сказал следующее: «Я слежу за работой Куроша уже некоторое время и должен сказать, что всегда был поражен тем, как он может перенести нас в эти далекие, нетронутые места и показывающие нам сторону природы, которую мы никогда не знали или просто упускали из виду. Самое замечательное в Куроше то, что, достигнув своей звезды, он также распространяет информацию об экологических проблемах и проблемах, с которыми мы все должны столкнуться вместе».
- ПОДРОБНЕЕ: Эксклюзивное интервью с Жюльеном Торнаре
Во всем остальном издание Defy Extreme Desert точно такое же, как и другие модели хронографа Defy Extreme, некоторые из которых мы рассмотрели здесь.
Чтобы узнать больше о часах, нажмите здесь.
Zenith и фотограф Курош Кейнеджад запускают DEFY Extreme Desert
Создан в сотрудничестве с фотографом-натуралистом Курошем Кейнежадом, Zenith DEFY Extreme Desert передает атмосферу бесплодных пустынных ландшафтов. Это первая модель в серии, вдохновленной суровыми условиями. Часы имеют специальный корпус с соколиным глазом, драгоценным камнем темного кварца. Внутри работает механизм El Primero с не менее чем двумя спусками, что позволяет измерять сотые доли секунды. Однако часы представляют собой специальную серию, выпущенную ограниченным тиражом всего в 50 экземпляров.
Зенит и фотограф природы Курош Кейнежад
Модель Zenith DEFY Extreme Desert была создана в сотрудничестве с калифорнийским художником Курошем Кейнеджадом. Фотограф обычно путешествует в одиночку в самые отдаленные места на земле, чтобы запечатлеть красоту природы. Специальная серия DEFY Extreme Desert , представленная вместе с Zenith, вдохновлена бесплодными пустынными пейзажами Северной Америки. Как описывает результат сам художник: «DEFY Extreme Desert, безусловно, передает величественное величие и вдохновляющую красоту сухих плато и песчаных гор». Чтобы отметить запуск, Кейнежад сделал эксклюзивную серию изображений, которые будут представлены в рамках передвижной выставки.
Фотограф обычно путешествует в одиночку в самые отдаленные места на земле, чтобы запечатлеть красоту природы. Специальная серия DEFY Extreme Desert , представленная вместе с Zenith, вдохновлена бесплодными пустынными пейзажами Северной Америки. Как описывает результат сам художник: «DEFY Extreme Desert, безусловно, передает величественное величие и вдохновляющую красоту сухих плато и песчаных гор». Чтобы отметить запуск, Кейнежад сделал эксклюзивную серию изображений, которые будут представлены в рамках передвижной выставки.
Корпус часов DEFY Extreme Desert с соколиным глазом
Часы имеют матовый титановый корпус диаметром 45 мм и высотой 15,40 мм. Однако защитная скоба и двенадцатиугольный безель сделаны из соколиного глаза. Этот темный кварц испускает локальные мерцания после полировки. Поскольку каждый камень имеет уникальную структуру, это также делает каждую копию часов уникальной. Впервые такой драгоценный камень был использован при изготовлении корпусов. Часы также имеют заднюю крышку из сапфирового стекла и водонепроницаемость до 200 метров.
Часы также имеют заднюю крышку из сапфирового стекла и водонепроницаемость до 200 метров.
Циферблат напоминает пейзаж пустыни
Спереди видна внутренняя часть часов с тонированным сапфировым стеклом. Над ним расположены индикатор запаса хода хронографа и счетчики в теплых бежевых тонах. В положении «9 часов» находится малая секундная стрелка, а напротив расположен 30-минутный счетчик. В положении «6 часов» Zenith размещает 60-секундный счетчик. Между тем, время показывают две основные стрелки, которые, как и индексы, покрыты бежевым покрытием Super-LumiNova. Наконец, что не менее важно, имеется кольцо с масштабом 1/100 секунды, которое указывает на результат центральной стрелки хронографа.
Хронограф DEFY Extreme: один оборот в секунду
Часы Zenith DEFY Extreme оснащены калибром El Primero 9004 с двумя спусками. Один является основным и работает на частоте 36 000 пк/ч или 5 герц. Второй остается в режиме ожидания, пока владелец не запустит хронограф. Затем он приводит в движение центральную стрелку с частотой 360 000 пк/ч или 50 герц, что позволяет измерять 1/100 секунды. Стрелка делает оборот вокруг циферблата один раз в секунду, что представляет собой особое зрелище. Хронограф также имеет собственный барабан, к которому необходимо подавать энергию вручную вручную.
Затем он приводит в движение центральную стрелку с частотой 360 000 пк/ч или 50 герц, что позволяет измерять 1/100 секунды. Стрелка делает оборот вокруг циферблата один раз в секунду, что представляет собой особое зрелище. Хронограф также имеет собственный барабан, к которому необходимо подавать энергию вручную вручную.
Напротив, основной дисплей времени имеет автоматический завод и запас хода более 50 часов. Наконец, часовщики украшают механизм черной гальванизацией ротора и основной пластины. Кроме того, механизм имеет сертификат хронометра COSC, который гарантирует, среди прочего, максимальное отклонение хода от – 4 до + 6 в день.
Цена и наличие Zenith DEFY Extreme Desert
Часы поставляются на ремешке из каучука бежевого цвета. Помимо титанового браслета с раскладывающейся застежкой в коробке есть еще и ремешок на липучке. Благодаря новой системе сменных ремешков пользователь может менять их быстро и без инструментов. Zenith DEFY Extreme Desert — это специальная серия, выпущенная ограниченным тиражом в 50 экземпляров. Сейчас он доступен по цене 21 600 евро.
Zenith DEFY Extreme Desert — это специальная серия, выпущенная ограниченным тиражом в 50 экземпляров. Сейчас он доступен по цене 21 600 евро.
www.zenith-watches.com
ХАРАКТЕРИСТИКИ
| МАРКА | Зенит | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МОДЕЛЬ | DEFY Экстремальная пустыня | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| НОМЕР | 95.9200.9004/77.И204 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МАТЕРИАЛ КОРПУСА | Матовый титан и драгоценный камень «соколиный глаз» | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| РАЗМЕРЫ | Диаметр: 45 мм Высота: 15,40 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВОДОСТОЙКОСТЬ | 20 бар (~200 м) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| НАБОР | Тонированный сапфир с бежевыми счетчиками | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| РЕМЕШОК/БРАСЛЕТ | Бежевый каучуковый ремешок. Шлифовка камня станок: Шлифовальные станки для камня, станки для полировки камняШлифовальные станки для камня, станки для полировки камня9 товаров на странице6 товаров на странице4 товара на странице3 товара на странице Шлифовка и полировка камняШлифовка и полировка камня — это два похожих процесса, в результате которых на лицевой поверхности камня получается более гладкая и выровненная фактура. Оба эти процесса выполняются с помощью шлифовально-полировальных станков, и, внешне, очень похожи друг на друга. Однако они имеют принципиальные различия. При шлифовке после воздействия алмазов довольно крупных фракций снимается большой слой камня (до 2 мм.), в результате чего формируется рельефный слой. При полировке же камня наоборот создаётся новообразование в виде плёнки, которая возникает в результате химической реакцией между полирующим веществом и поверхностью камня. В итоге при полировке камня снимается ничтожно малый слой поверхности камня (десятые доли микрона). Из-за этих нюансов при шлифовке и полировке камня нужно по-разному производить ход работ, будут отличаться давление на инструмент, угловая скорость вращения шлифовального инструмента, и его перемещения. Шлифовка занимает 50-60% времени от всего процесса шлифовки-полировки. И это неудивительно, ведь для того, чтобы получить отшлифованный камень, его нужно обрабатывать несколько раз шлифовальным инструментом с алмазами различных фракций, на ранних этапах используются более крупные алмазы (0,5-2 мм), а на последних не превышает 28-40 мк. Процесс шлифовки условно можно разделить на три этапа: грубая шлифовка камня — обдир, средняя — рядовая и тонкая — лощения. В некоторых случаях на лощении заканчивается весь процесс. Камень приобретает матовый оттенок и довольно гладкую поверхность. Но если Вы хотите более тёмный цвет поверхности и наличие зеркального блеска, тогда необходимо отполировать камень. Шлифовальные станки для камня. Станки для шлифовки камня бывают 4 типов: мостовые, коленно-рычажные, конвейерные, портальные. Рабочим инструментом для станков являются фикерты (так называемые ласточкины хвосты). Портальныешлифовальные станки по камню. Является самым тяжёлым и габаритным типом шлифовально-полировальных станков. Рабочий шлифовальный инструмент перемещается вдоль шпинделя с помощью горизонтальной балки портала (траверсой) и гидроцилиндра. Камень устанавливается на специальный стол. Передвигаться на этих станках может либо стол, либо сам портал. Мостовые шлифовальные станки.Такие шлифовальные станки представляют из себя две мощные опоры, на которые установлены каретки с передвижным мостом, а к нему уже снизу крепится шлифовальная головка. Для этих целей хорошо подходят головы шлифовальные Comes. Каменные плиты укладываются на неподвижный стол и прижимаются головой с помощью пружинного механизма или посредством гидроциллиндра. Мостовые станки намного легче портальных. Скорость движения моста и вращения шлифовальной головы регулируется с помощью редуктора и вариатора скорости.
Консольно-рычажные станкиДанные модели шлифовальных станков для камня представляют собой систему из двух сочленённых рычагов (рукавов), конец первого шарнирно прикреплён к станине станка, на конец второго крепится шлифовальный инструмент. Конвейерные станки для шлифовки камня.Конвейерные станки для шлифовки камня из-за своей высокой стоимости не пользуются популярностью. С помощью линейного конвейера обеспечивается непрерывность погрузки, шлифовки, полировки и съёма каменных блоков. Шлифовка и полировка мрамора, гранита и других природных камней — ГантельстанНатуральный камень имеет уникальную текстуру, которая способна украсить любой архитектурный элемент (напольные и стеновые покрытия, фонтаны, ступени и балясины лестниц, статуи и надгробные плиты, вазоны и т.д.). Для того чтобы она радовала глаз, ее необходимо проявить. Что такое шлифовка и полировка камняШлифовка — это обработка камня механическим способом с применением абразивных или алмазных инструментов. Она необходима для выравнивания поверхности, удаления дефектов (царапины, вмятины, трещины и т. п.), устранения недостатков монтажа. После такой процедуры поверхность становится ровной, но с определенной степенью шероховатости. Полировка — это финишная обработка механическими и химическими методами для получения гладкой поверхности. После этой операции появляется зеркальный блеск камня. Проявляется его специфическая фактура и текстура (цветовые оттенки, переливы, прожилки). Полировка обеспечивает не только эстетичный вид, но и повышает стойкость материала к загрязнению, воздействию агрессивных веществ, механическому истиранию. Оборудование и инструментыДля обработки камня в цехах и мастерских используются специальные шлифовальные и полировальные роторные машины. Природный камень имеет высокую твердость, что требует применения оборудования повышенной мощности. Зарекомендовала себя шлифовальная машина по камню на 2,2 кВт, шлифовально-полировальный станок на 5,5кВт/380В колено-рычажного типа, полировальный станок мостового типа. Станок рычажно-шлифовально-полировальный «Блеск» (Гантельстан, Россия) Обеспечить качественную обработку помогает специальный шлифовальный инструмент: 1. Фикерты. Это специальные абразивные пластины с алмазным слоем, которые имеют крепление типа «ласточкин хвост». Фикерты 2. Франкфурты. Используются алмазные и абразивные насадки, закрепляемые на вращающемся диске. Франкфурты 3. Шарошки по камню. Применяются для первичной обработки. Используются бакелитовые, синтетические и алмазные шарошки цилиндрической и конусообразной формы. Зернистость — от №16 до №500. Шарошки 4. Фаты. Это торцевые шлифовальные круги для колено-рычажных станков. Применяются металлические, органические, пластиковые и резиновые фаты. Для особоважных элементов применяются круги с алмазным напылением. Фрезы алмазные торцевые (ФАТ) 5. Алмазные гибкие шлифовальные круги (АГШК) — «черепашки». Могут иметь диаметр 50, 80, 100, 115 и 125 мм. Фракция алмазной крошки определяется по номеру (30-3000 и BUFF). Алмазные гибкие шлифовальные круги (АГШК) или «черепашки» 6. Алмазные шлифовальные круги (АШК) — алмазные «чашки». Стандартные размеры: 50-100, 125-180 и 208 мм. Могут крепиться на болгарки. Алмазные шлифовальные круги (АШК) 7. Губки шлифовальные алмазные. Используются для ручной доводки поверхности при обработке в труднодоступных местах, для обработки краев, небольших деталей и для удаления сколов после механического воздействия. Популярные губки — Diam-S и KGS. 8. Щетки. Абразивные и алмазные щетки применяются для состаривания и браширования поверхности камня. 9. Алмазные шкурки. Имеют разную зернистость и применяются для ручной доводки процесса. 10. Войлок для полировки. Из него формируются полировальные круги разного диаметра. Применяются следующие разновидности: тонкошерстный, полугрубошерстный и грубошерстный войлок для обеспечения разной степени обработки. Войлочные полировальные круги
Технология шлифовкиВ зависимости от обрабатываемого изделия может производиться грубая или тонкая шлифовка. Например, для строительных блоков, лестничных ступенек, брусчатки грубой обработки. Весь процесс шлифования камня можно подразделить на такие этапы:
При проведении шлифовки важно правильно выбрать номер абразива. Рекомендации по выбору приведены в таблице.
Технология полировкиОкончательная обработка камня обеспечивается путем полировки.
Шлифовка и полировка мрамораОбработка мрамора требует особого подхода. Этот материал прочный и красивый, но имеет повышенную пористость, а, следовательно, на его поверхности быстро появляются пятна. Для исключения этого требуется защита. Полировать мрамор можно только после завершения полноценной шлифовки. При этом обязательно используется алмазная полировочная паста и другие специальные составы. Для шлифовки и полировки мрамора хорошо подходят наши станки. Кристаллизация мраморной поверхностиСнизить водопоглощение мрамора позволяет его кристаллизация, т.е. обработка поверхности специальным веществом на кислотной основе после полировки. Минерал вступает в реакцию с ним и формируется защитная пленка. Перед проведением процедуры кристаллизации поверхность мрамора тщательно очищается от въевшихся пятен и просушивается. В качестве кристаллизатора используется порошок CRISTALLINE ADRIA, базовый состав AKEMI, АК1, порошковый для мрамора CRISTALLO. Порошок предварительно смешивается с водой. Кристаллизатор аккуратно и равномерно наносится на всю мраморную поверхность. Распределение осуществляется с помощью металлизированного фетра. Поверхность закрывается полимерной пленкой на 40-48 ч. После завершения кристаллизации состав тщательно смывается. Важно помнить, что он содержит кислоту и может вызвать ожоги кожи. При работе необходимо использовать защитные средства. Уход за мраморными поверхностямиКристаллизация мрамора защищает его в течение 1,5–2 лет. После этого камень начинает тускнеть и теряет былую привлекательность. Для ее сохранения необходимо проводить регулярную чистку поверхности. Мыть покрытие рекомендуется моющими средствами, предназначенными для посуды. Для удаления пятен можно использовать водный раствор пищевой соды (45-50 г на 1 л воды). При потере защитных свойств следует осуществить новую полировку. Шлифовка и полировка гранитаШлифовка гранита производится на станках или с помощью насадок на болгарку в домашних условиях. Процесс проводится в стандартном порядке (грубая и черновая обработка, тонкая шлифовка). Завершающая стадия — полировка. В мастерских ее следует осуществлять на специальном станке для полировки гранита с применением увлажнения. В качестве насадок используются АШК («черепашки»). Вода при полировке гранитаПолировка гранита производится с водяным охлаждением. Воду в рабочую зону брызгают с помощью пульверизатора. Она не только охлаждает инструмент, но и осаждает пыль. Кристаллизация гранитаКристаллизация гранита — это химический процесс, в котором участвует специальное вещество с содержанием кальция. В результате образуется защитная пленка и заполняются микропоры. Повышается поверхностная плотность материала. Используются порошковые и жидкие кристаллизаторы, по составу отличающиеся от средств для мрамора. Эту процедуру надо доверить профессионалам, имеющим соответствующее оборудование и химические реагенты. Уход за гранитными поверхностямиГранитные поверхности требуют, хотя и не сложного, но регулярного ухода. Прежде всего, производится своевременная чистка. Грязь очищается обычными моющими средствами. Для сохранения блеска гранит натирается восковыми полиролями. Гранитное покрытие рекомендуется регулярно обрабатывать специальным мылом для защиты гранита. Образуется пленка, предохраняющая от проникновения вглубь загрязнений. Отделку с внешней стороны стены следует пропитывать специальными составами. Можно использовать современные средства с силиконом и воском. Значительные дефекты следует заполнять составом на основе акрила. Особенности полировки других природных камнейТехнология шлифовки и полировки разных пород камня может существенно различаться, что связано с различной их плотностью, хрупкостью, пористостью. При обработке твердых камней обязательно используются алмазные насадки и водяное охлаждение. Для мягких минералов можно применять полимерные и резиновые диски. Выбор абразива по зернистости также обусловлен твердостью материала. В ряде случаев при полировке используется резинатура — специальная смола. Особый подход требуют и некоторые цветовые оттенки. Так, для обеспечения насыщенного черного цвета рекомендуется применять щетки для искусственного старения. При полировке агломератов требуются специальные пасты. Кристаллизаторы эффективно показывают себя при защите травертина, известняка, оникса, ракушечника и шпата. Шлифовка и полировка природного камня придает ему привлекательный вид. Эти операции можно провести своими руками с использованием обычных электроинструментов. Однако качество и долговечность каменных покрытий можно обеспечить только на специальных станках, укомплектованных профессиональным инструментом. В специализированных цехах и мастерских обеспечивается не только качественная обработка, но и надежная защита полированных поверхностей. Мельницы — Различные решения для измельчения Наши горизонтальные и вертикальные каменные мельницы, а также дисковая мельница известны своим высоким датским качеством и долговечностью, а также производительностью от 80 кг/ч. Ничего не добавляется, Ничего не удаляется. Цельнозерновые приходят, цельнозерновые выходят. Наши горизонтальные и вертикальные каменные мельницы, а также дисковая мельница известны своим высоким датским качеством и долговечностью, а также производительностью от 80 кг/ч. до 2000 кг/ч. Каменные мельницы Diamant, Europemill Industrial и Grindmaster обеспечивают наших клиентов, таких как фермеры, пекарни, кафе и кофейни, небольшие кооперативы и мукомольные предприятия, органической свежемолотой цельнозерновой мукой, специями или кофе. Дисковая мельница MHA 600 предназначена для ряда задач по измельчению зерна, в частности, в мукомольной промышленности. Главной характеристикой этой уникальной технологии измельчения является очень высокая производительность по отношению к физическим размерам и энергопотреблению машины . Каменная мельница Grindmaster является сердцем наших мукомольных заводов. Удовлетворение ваших потребностей в высококачественной, здоровой цельнозерновой муке, крупе или муке свежего помола. Он имеет прочную раму, износостойкий вал, подшипники и специальный механизм регулировки для точной настройки. Промышленные каменные мельницы Europemill специально разработаны для установки в мукомольных производствах или для использования в наших мельницах. Продукт каменного помола сохраняет больше питательных веществ и больше вкуса. Горизонтальная мельница Europemill Standard доступна в размерах 600, 800 или 950 мм. Дисковая мельница MHA 600 предназначена для ряда задач по измельчению зерна, в частности, в мукомольной промышленности. Главной характеристикой этой уникальной технологии измельчения является очень высокая производительность по отношению к физическим размерам и энергопотреблению машины 9.0003 Каменная мельница Grindmaster является сердцем наших мукомольных заводов. Удовлетворение ваших потребностей в высококачественной, здоровой цельнозерновой муке, крупе или муке свежего помола. Он имеет прочную раму, износостойкий вал, подшипники и специальный механизм регулировки для точной настройки. Промышленные каменные мельницы Europemill специально разработаны для установки в мукомольных производствах или для использования в наших мельницах. Продукт каменного помола сохраняет больше питательных веществ и больше вкуса. Горизонтальная мельница Europemill Standard доступна в размерах 600, 800 или 950 мм. Дисковая мельница MHA 600 предназначена для ряда задач по измельчению зерна, в частности, в мукомольной промышленности. Главной характеристикой этой уникальной технологии измельчения является очень высокая производительность по отношению к физическим размерам и энергопотреблению машины . Каменная мельница Grindmaster является сердцем наших мукомольных заводов. Удовлетворение ваших потребностей в высококачественной, здоровой цельнозерновой муке, крупе или муке свежего помола. Он имеет прочную раму, износостойкий вал, подшипники и специальный механизм регулировки для точной настройки. Промышленные каменные мельницы Europemill специально разработаны для установки в мукомольных производствах или для использования в наших мельницах. Продукт каменного помола сохраняет больше питательных веществ и больше вкуса. Горизонтальная мельница Europemill Standard доступна в размерах 600, 800 или 950 мм. Для просеивания цельнозерновой муки наш центробежный пульсационный просеиватель модели BD-150 является идеальным дополнением к вашей каменной мельнице EM 25/250, поскольку он обеспечивает высокую производительность при очень хорошем качестве. Настольная мельница EM 25/250 представляет собой специально разработанную настольную мельницу, которую можно охарактеризовать как мини-мельницу. Это наша самая маленькая каменная мельница, которая хорошо подходит для больших домашних или небольших фермерских магазинов. Мельница Diamant является результатом более чем 100-летнего производственного опыта и постоянного совершенствования продукции. Сегодня мельница — это современный высококачественный продукт с выдающимися характеристиками. Ручная мельница D.525 разработана для удовлетворения требований небольшой ручной мельницы, простой в управлении с помощью ручного привода. Никаких специальных инструментов не требуется. Его можно использовать для измельчения продуктов с высоким содержанием влаги, так как он легко открывается и очищается без каких-либо специальных приспособлений. Для просеивания цельнозерновой муки наш центробежный пульсационный просеиватель модели BD-150 является идеальным дополнением к вашей каменной мельнице EM 25/250, поскольку он обеспечивает высокую производительность при очень хорошем качестве. Настольная мельница EM 25/250 представляет собой специально разработанную настольную мельницу, которую можно охарактеризовать как мини-мельницу. Это наша самая маленькая каменная мельница, которая хорошо подходит для больших домашних или небольших фермерских магазинов. Мельница Diamant является результатом более чем 100-летнего производственного опыта и постоянного совершенствования продукции. Сегодня мельница — это современный высококачественный продукт с выдающимися характеристиками. Ручная мельница D.525 разработана для удовлетворения требований небольшой ручной мельницы, простой в управлении с помощью ручного привода. Никаких специальных инструментов не требуется. Его можно использовать для измельчения продуктов с высоким содержанием влаги, так как он легко открывается и очищается без каких-либо специальных приспособлений. Для просеивания цельнозерновой муки наш центробежный пульсационный просеиватель модели BD-150 является идеальным дополнением к вашей каменной мельнице EM 25/250, поскольку он обеспечивает высокую производительность при очень хорошем качестве. Настольная мельница EM 25/250 представляет собой специально разработанную настольную мельницу, которую можно охарактеризовать как мини-мельницу. Это наша самая маленькая каменная мельница, которая хорошо подходит для больших домашних или небольших фермерских магазинов. Мельница Diamant является результатом более чем 100-летнего производственного опыта и постоянного совершенствования продукции. Сегодня мельница — это современный высококачественный продукт с выдающимися характеристиками. Ручная мельница D.525 разработана для удовлетворения требований небольшой ручной мельницы, простой в управлении с помощью ручного привода. Никаких специальных инструментов не требуется. Его можно использовать для измельчения продуктов с высоким содержанием влаги, так как он легко открывается и очищается без каких-либо специальных приспособлений. СВЯЗАТЬСЯ?Установки мельницыМельницыМельницы молотковыеЖерноваПринадлежностиДругое Существует множество имитаций наших жерновов, однако ни одна из них не соответствует качеству оригинальных жерновов ENGSKO. Наша специальная конструкция жерновов ENGSKO является результатом практического опыта, накопленного за более чем 100 лет производства. Они производятся размером от 250 мм до 1500 мм и состоят из высококачественных природных материалов, таких как кремень и наждак. Остальное — наш секрет… Наша специальная конструкция жерновов ENGSKO является результатом практического опыта, накопленного за более чем 100 лет производства. Они производятся размером от 250 мм до 1500 мм и состоят из высококачественных природных материалов, таких как кремень и наждак. Остальное — наш секрет… PROFI S200 – шлифовальный станок для горных и беговых лыжЦены вкл. НДС плюс стоимость доставки Номер продукта: SW10038 Christian Hupfauer Race-Boarder, Snowboard Germany Станок для шлифования камня для профессиональных гонок Станки для шлифования камня PROFI S200 и PROFI S350 являются результатом тесного сотрудничества с гоночными отделами различных производителей лыж, Специалисты Кубка мира и сноубордические ассоциации. Тройное хранилище камней и программируемая кривая давления шлифования обеспечивают точное структурирование. С камнешлифовальным станком Reichmann PROFI S200 у вас есть возможность предложить своим клиентам профессиональные гоночные услуги. Интегрированный консультант по структуреЧтобы помочь вам в выборе конструкций, шлифовальный станок PROFI S200 оснащен цветным 8-дюймовым сенсорным дисплеем с функцией предварительного просмотра и встроенным консультантом по структуре. Кроме того, остается достаточно места для хранения ваших собственных структур и, таким образом, для адаптации к требовательным целевым группам. Воспроизводимые структурыСтанок для шлифовки камня уже оснащен заводской библиотекой сохраненных структур. Это предлагает все варианты, которые позволяют ориентированную на клиента обработку текущих типов лыж. Подача Race для еще более точных результатов С подачей Race вы получите максимум от своего PROFI S200. Эффективное шлифованиеВариант с раздельной структурой 200-мм бруска позволяет выполнять предварительное шлифование и чистовую обработку в один этап без потери времени и материала. Благодаря 3-точечному центрированию вы каждый раз будете получать воспроизводимые и точные симметричные структуры – в том числе и при использовании разделения. Технические данные
Ваше контактное лицоФредерик КлингенштейнМенеджер по продажам
Сварочные столы | ООО Специальные машины
Сварочные столы #сварстол.Отгрузка по РФ и СНГ в день заказа Стол сварочный #сварстол 3D, размер 1200х800х150 мм, 16 система, с опорами на роликахОтверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, боковые грани стола высотой 150 мм, высота стола 850 мм, толщина материала 6 мм. Стол сварочный #сварстол 3D, размер 1200х800х150 мм, 16 системаОтверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, боковые грани стола высотой 150 мм. Отклонение от плоскостности 0,5 мм/м2. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Основание поставляется отдельно. Стол сварочный #сварстол 3D, размер 1200х800х150 мм, 16 система. Комплект для самостоятельной сборкиЭкономичный комплект для небольших мастерских и гаражников. Сборку можно сделать самостоятельно без специальных приспособлений — все необходимое в комплекте поставки. Отверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, боковые грани стола высотой 150 мм, толщина материала 6 мм. Стол сварочный #сварстол, размер 1200х800х150 мм, 16 система. Комплект для самостоятельной сборкиСамый экономичный комплект для самостоятельной сборке. Сборку можно сделать самостоятельно без специальных приспособлений — все необходимое в комплекте поставки. Отверстия 16 мм, шаг отверстий 50 мм, шаг сетки 50 мм, толщина материала 6 мм. Отклонение от плоскостности после сборки 0,5…0,7 мм/м2. В зависимости от мастерства возможно точнее — регулировочные прокладки в комплекте. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Смотрите на видео как самостоятельно собрать стол Дополнительное оборудование и оснастка для столов: Стяжной болт шариковый под ключДля быстрой фиксации приспособлений на сварочном столе. Упорный и крепежный угольник 300х300х100 мм, 16 системаУпорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом. Упорный и крепежный угольник 250х250х150 мм, 16 системаУпорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом. Упорный и крепежный угольник 600х300х150 мм, 16 системаУпорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом. Упорный и крепежный угольник 900х450х150 мм, 16 системаУпорный и крепежный угольник может фиксировать большие секции, а также создавать опорные поверхности. Удлинитель стола 800х250х150 мм, 16 системаУдлинитель стола увеличивает рабочую поверхность стола. Может использоваться как упорный и крепежный угольник. Регулируемый зажим 200х100Цена 2700 РДля фиксации свариваемых деталей на рабочих поверхностях сварочного стола #сварстол. Оснащены деревянными ручками. Опоры с роликами для стола сварочного 1200х800 ммВысота стола 850 мм, сечение трубы 50х50х3. Ролики с тормозом для легкого перемещения. Комплект роликов для стола, 4 шт (с тормозом)Для работы с деталями массой до 300 кг. Ролики с тормозом для легкого перемещения. Профессиональные станки для очистки от ржавчины Установка аспирационная А400 М2 стружкоотсосПредназначена для очистки воздуха от пыли при шлифовании деталей из различных материалов.
Станок РТ 20-80 планетарного типа для снятия ржавчины
[contact-form-7 404 «Not Found»] Линия для зачистки труб под сварку
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Стол сварочный 1200х800. Комплект для сборки
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация ] Заявка на гриндер ШР 50
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Заявка на изготовление сварочного стола
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Стол сварочный 3D на роликах в сборе 1200х800
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Стол сварочный 3D 1200х800.
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Стол сварочный 3D 1200х800
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Задайте вопрос сейчас
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Сообщение Станок для обработки торцев палки ТКП 50 автоматический[amoforms id=”23″] Станок круглопалочный КПА 20-50 М1[amoforms id=”22″] Станок круглошлифовальный для круглых палок ШКП 81[amoforms id=”21″] Роликовый стол к станкам для очистки труб серии РП
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Лоток щеточный для труб к станку ШКП 20-50[amoforms id=”19″] Лоток шариковый для труб к станку РТ 20-50
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Установка аспирационная А400 стружкоотсос
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Станок КТ 100 для зачистки от заусенцев и грата
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Станок КТ 50 для зачистки от заусенцев и грата[amoforms id=”14″] Станок РТ 50-110 для очистки круглых труб от ржавчины
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Станок РТ 20-50 для очистки круглых труб от ржавчины
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Cтанок РП 4-80 для четырехсторонней очистки профильных труб от ржавчины
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Cтанок РП 2-80 для двухсторонней очистки профильных труб от ржавчины
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Станок ШКП 20-50 круглошлифовальный для круглых труб[amoforms id=”8″] Станок гриндер ленточный ШР 50 для шлифования на свободной ленте
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация Cтанок РП 80 для очистки профильных труб от ржавчины
Ваше имя (обязательно) Ваш E-Mail (желательно) Ваш телефон (обязательно) Дополнительная информация
Что нужно знать при покупке 3D сварочных столов?Перейти к содержимому 3D-сварочные столы — это профессиональная платформа для позиционирования, зажима и фиксации заготовок. 1.Материал Что касается литейного сварочного стола, он изготовлен из чугуна HT300 для литья в песчаные формы. Затем следует HT250, это железо для литья в цементные пески. Что касается стального сварочного стола, то он изготовлен из Q345, за которым следует Q235. 2.Твердость Чем выше твердость чугуна, тем шире диапазон 3D-сварочного стола, который можно использовать в будущем. На твердость трехмерного сварочного стола влияют три основных фактора. Это скорость охлаждения исходного чугуна, химический состав материала, а также методы производства и обработки. 3. Обработка Какое оборудование для обработки 3D сварочного стола? Обработка поверхности и допуски на размеры 3D-сварочного стола, обработанного портальным обрабатывающим центром с ЧПУ и токарным станком с ЧПУ, различаются. 4. Толщина В основном нет разницы в толщине сварочного стола стального типа. Что касается сварочного стола литейного типа, то, как обычно, мы обработали его до толщины 30 мм, а затем обработали глубину отверстия до 24-27 мм зенковкой. 5. Заглавная нога S Количество требований вспомогательных опос. Тем не менее, положение вспомогательных опорных ножек во время проверки и использования сварочного стола должно быть таким же, как на чертеже конструкции, который определяет разумное расположение опорных ножек сварочного стола. 6.Внешний вид
7 . Стоимость
Мы специализируемся на 3D сварочном столе с приспособлениями. Если есть какие-либо вопросы по этому поводу, пожалуйста, позвоните нам по телефону +86-189.51166013 или напишите нам по адресу [email protected], чтобы получить официальное предложение, и поговорите с экспертом LETIPTOP, чтобы получить поддержку. Свяжитесь с намиВаше имя (*) Ваш адрес электронной почты (*) Тема (*) Ваше сообщение Ссылка для загрузки страницы Перейти к началу Лучший производитель сварочных столов | Сварочные зажимы Имеет верхнюю поверхность до 9Прецизионная обработка 0008 для точного процесса изготовления Имеет 5 прецизионно обработанных поверхностей Поставляется с верхней поверхностью Мы в Cyclotron Automations являемся производителем модульных сварочных приспособлений (сварочных столов) из Пуны, Индия. CYCLOTRON должен предоставить полный ассортимент модульных сварочных столов , самых лучших и смелых в мире , по адресу доступные цены . Примеры столов и аксессуаров для сварочных аппаратовСварочные столы представляют собой платформы, устанавливаемые на полу и используемые в качестве верстаков. Применяется при работе с металлоконструкциями и сваркой. Сварочные столы обеспечивают устойчивую платформу для сварщика, а также помогают при выравнивании и измерении. Зачем вам нужен сварочный стол Cyclotron? Увеличьте производительность — С помощью стола ВЫ можете увеличить производительность в геометрической прогрессии за счет сокращения всех операций, не связанных со сваркой, и повышения производственных качеств, импровизирующих вашу деловую деятельность. Увеличьте окупаемость инвестиций в ваш бизнес — Независимо от того, нужны ли вам доступность, гибкость и точность для единичного или серийного производства, стол предлагает множество вариантов зажима, повышающих рентабельность инвестиций в ваш бизнес. Широкие возможности индивидуальной настройки – Благодаря самым передовым возможностям зажима приспособлений мы обеспечиваем сварщикам большую гибкость для эффективного выполнения своей работы. Зажимы, такие как адаптеры ножек, позволяют увеличить размер сварочного стола в соответствии с потребностями вашего проекта. Таким образом, можно выполнять большие проекты. Поверхность AntiSpatter – Мы предлагаем два варианта столешниц с поверхностью. 1-Стандартная чугунная поверхность и 2-Азотированная поверхность. Оба варианта обеспечивают защиту от сварочных брызг. Больше не требуется чистка столешницы абразивными методами. Таким образом, обеспечивается пожизненная точность столешницы. Принадлежности для сваркиО насCYCLOTRON — самый быстрорастущий производитель модульных сварочных столов в Индии. CYCLOTRON предназначен для предоставления полного ассортимента модульных сварочных столов Finest и Boldest в мире по доступным ценам. Инновации в дизайне, производстве и контроле продукта являются истинной причиной его оптимальной стоимости без ущерба для качества продукта. Модульные сварочные столы CYCLOTRON адаптируются в соответствии с вашими производственными потребностями, а процесс воспроизводимости довольно прост, что повышает качество и количество вашей продукции, тем самым увеличивая ваш бизнес. НАША КОМАНДА ЭКСПЕРТОВ работает для ВАС, чтобы улучшить ваш производственный процесс. Блог от Cyclotron Опубликовано в 28/10/2021 Блоги Cyclotron. Блоги cyclotron Опубликовано 23.07.2021 Оптимальная ценаРазумная цена, которая снизит ваши производственные затраты и даст вам преимущество перед конкурентами надежный сервисНадежный и сертифицированный производитель сварочных столов на вашем пороге. Высшее качествоПроцесс проверки качества на каждом этапе изготовления приспособления сварочный стол ценные клиентыПредыдущие Следующая Мы доставляем в Pune, Mumbai, Navi Mumbai, Nagpur, Sangli, Aurangabad, nashik, vhenawaradavar, vhanawaradavar, vhanawaradavar, vanawar, vanawar Чаннапатна, Тируппур, Хосдург, Белагави, Палаккад, Каннур, Салем, Руркела, Рудрапур, Фирозабад, Панипат, Варанаси, Морадабад, Барейли, Джамшедпур, Дели, Дели NCR, Нойда, Дургапур, Раджкот, Ахмадабад, Сурат, Гандинагар, Джамнагар, Вадодара , Бхарух Анклешвар и многие другие по всей Индии. 3D лаб официальный сайт: 3d-lab — компьютерная томография, панорамный снимок зубов и челюсти, ортопантомограмма, 3d диагностикаЦены
Оборудование экстра‑класса Morita (Япония) в лабораториях: Кропоткинская, Октябрьская Оборудование премиум‑класса Planmeca‑2018 в лабораториях: Беговая, Марксистская, Сухаревская, Маяковская Снимки КЛКТ черепа проводятся только в лабораториях на Беговой и Марксистская. Снимки 3D‑фото проводятся на Беговой.
Скидки Цены носят ознакомительный характер и не являются офертой. Лаборатория «3D-образование» | Центр НТИ СПбПУ «Новые производственные технологии»Лаборатория «3Д-образование» Центра НТИ СПбПУ создана совместно с Ассоциацией «Внедрения инноваций в сфере 3Д образования» (Ассоциацией 3Д образования), с 2016 развивающей образовательный проект «Инженеры будущего: 3D-технологии в образовании». Руководитель:
Ключевые направления деятельности:
Деятельность Лаборатории заключается в организации и проведении комплексных мероприятий, направленных на обучение с использованием 3D-технологий и сопровождение обучающихся от начальной школы до высших учебных заведений. Особым видом деятельности является обучение педагогического состава образовательных организаций по направлениям: цифровое моделирование, аддитивные технологии, новые материалы. Ведется разработка рекомендаций по подбору актуального оборудования и обучающих программ. Проводятся соревновательные мероприятия в формате наставничества, такие как Всероссийская олимпиада по 3D-технологиям (команда из 3-х человек – 2 школьников 7–11 классов и 1 студента СПО или вуза), Олимпиада «Планета 3D» (работа с детьми с ОВЗ). Ожидаемые результаты – создание в каждом субъекте Российской Федерации точки роста проекта для наиболее эффективного развития направления 3D-технологий.
В данный момент проект присутствует в 40 регионах Российской Федерации. Охват участников – 9500 человек, в том числе 2500 педагогов. В числе заказчиков и партнеров – WorldSkills Russia, Минтромторг России, Фонд президентских грантов РФ, правительства регионов, региональные министерства образования. Примеры реализованных проектов:
Пионер в области 3D-печати | 3D Lab ManufacturingПионер в области 3D-печати | 3D Lab Manufacturing .w-background-video>video { ABS (подобный M30) для FortusArgyle предлагает совместимые катушки/материалы для 3D-принтеров Stratasys® Fortus 360/380/400/450/900mc®, чипы EEPROM включены. ABS P430 as (тип M) Fortus Break Away SupportArgyle Break Away Support — это сменный материал Plug & Play, совместимый с Fortus 360/380/400/450/9Машины растворимой поддержки 00/F900+® с поставляемым EEPROM. Fortus PC — Поликарбонат для FortusЭтот фирменный поликарбонат Lexan, выпускаемый в черном, белом и прозрачном цветах, изготовлен из нити OEM-качества. Fortus PCABS для 360/380/400/450/900mc® Argyle предлагает совместимые катушки/материалы для 3D-принтеров Stratasys® Fortus 360/380/400/450/900mc®. Fortus Ultem® 9085 Natural — Двойная катушкаДоступен в черном и натуральном цветах. Торговая марка Sabic Ultem® с сертификатами доступна по номеру партии/партии Sabic. ULTEM 1010 Нить для 3D-печатиКомпания Argyle производит высококачественные нити для 3D-печати с использованием ULTEM 1010 PEI (полиэфиримид) Посмотреть другие материалы Наши услугиСтереолитография (SL)Производство SLA — это процесс изготовления высококачественных и функциональных деталей. Подробнее Моделирование методом наплавления (FDM)Печатайте на металлических/термопластичных материалах с легкостью и гибкостью дизайна. Подробнее Селективное лазерное спекание(SLS) Технология SLS обеспечивает детали, используемые в качестве высококачественных прототипов. Подробнее Мультиструйный синтез (MJF)Это новая технология 3D-печати, предлагающая больше возможностей для изготовления сложных и недорогих деталей. Подробнее Прямая лазерная плавка металлов (DMLM)Изготовление сложных металлических деталей в короткие сроки по конкурентоспособной цене. Подробнее Литье из уретанаВулканизационное литье — это точный и недорогой вариант изготовления функциональных литых деталей из уретана. Подробнее Обработка с ЧПУ Мы используем предварительно запрограммированное программное обеспечение и код, контролирующий движение производственного оборудования. Подробнее Отделка по индивидуальному заказуСоздайте свою индивидуальную отделку для всех ваших продуктов. Подробнее 3D-сканированиеЭта технология позволяет пользователям создавать цифровую модель с использованием физической детали. Подробнее Разработка продуктаМы помогаем нашим клиентам с поддержкой моделирования CAD для конкретных деталей. Мы делаем то, что вам нужно, когда вам это нужно. Подробнее Сервисная брошюра Узнайте больше о наших услугах и о нас. Загрузить брошюру 3DLab Manufacturing — компания, занимающаяся решением сложных задач в различных отраслях промышленности с использованием самых передовых технологий. Мы предлагаем более 20 лет опыта в области аддитивного производства, проектирования, разработки продуктов и инженерных услуг. Познакомьтесь с нами Разработано Alkemia Growth Lab® Лаборатория Бамбу | Дайте волю своему творчеству с помощью 3D-принтеров Bambu LabГалерея Bambu LabПоделитесь своими отпечатками в социальных сетях с хэштегом #bambutiful или #bambuseful, чтобы вас могли увидеть здесь.Модель создана @Toymakr3d Напечатано @BambuLab 70 часов X1-Carbon 「Kaiju」 Модель создана @Thing-00-3Fun Печата @bambulab 8,5 часа x1-carbon 「Задняя оси Ossum M 「Дифференциальная передача」 Модель, созданная @malolo , напечатанная @bambulab 5,5 часа x1-carbon 「Raspberry Pi 4 Case & Stands」 Модель, созданная @Catiav5ftw Прин. Фрезеровка на станке с чпу: Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операцииОсобенности фрезеровки на станке с ЧПУ
Преимущества станка с ЧПУ:
Что нового в сфере фрезерования? Фрезеровальные работы со временем становятся все более отточенными, буквально до мелочей. Этому способствует автоматизация. Фрезерная обработка на станках ЧПУ отнимает в разы меньше времени, а результат при этом опережает ручную работу. Представьте: Вам нужно получить сотню одинаковых деталей. Как думаете, у кого больше шансов совершить погрешность – у оператора или у станка с ЧПУ? Так или иначе, автоматизированная система работает с более высокой точностью и скоростью. А ведь есть отрасли, где допуск погрешностей недопустим. Например, авиационная и космическая промышленность, кораблестроение. То, насколько долго и качественно прослужит готовое оборудование напрямую зависит от каждой детали. На сегодняшний день все чаще требуются программисты, которые работают со станками с ЧПУ. При этом стоимость изготавливаемых деталей определяется материалом, необходимым инструментом и временем на обработку детали. Технологии фрезерной обработки Мы уже упомянули о том, что на сегодняшний день производство становится более автоматизированным и компьютерные технологии ускоряют этот процесс. Изготавливаемая продукция становится более точной – неважно одна деталь или множество идентичных экземпляров, на качестве это никак не отражается (только в лучшую сторону). Конечно же, дело в 3D моделировании при фрезеровке металлических изделий. А теперь – экономим Ваше время! Помните, что все станки разные и имеют свои ограничения по многим критериям (длина, точность и т.д.). И вот в чем «подвох» – среди 100 компаний, которые выполняют фрезерование на станках с ЧПУ, только 10 подходят по параметрам, и лишь 2 именно в Вашем городе! Обычно перед тем, как найти «свою» компанию, человек должен направить каждой отдельный запрос на почту, а после несколько дней ждать ответа. И это лишь для того, чтобы узнать, сможет ли та или иная компания взяться за Ваш заказ или нет… Фильтры на нашем портале ПромМаркет устроены таким образом, чтобы Вы не тратили свое время на поиск. ООО «Опытный завод №31 Гражданской авиации»Услуги металлообработки и изготовления деталей по чертежам заказчика на оборудовании нашего завода Перейти Фрезерная обработка деталей на станках с ЧПУФРЕЗЕРНАЯ ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ Фрезерная обработка Фрезерная обработка – процесс механической обработки резанием. Режущим инструментом является фреза, которая совершает вращательные движения на большой скорости. При этом заготовка совершает поступательные движения, реже — вращательные. С помощью фрезерования можно обрабатывать любые материалы, которые поддаются механической обработке: алюминий, медь, латунь, сталь, нержавеющая сталь, магний, титан, пластики. Фрезерование на станке происходит либо вручную, когда мастер самостоятельно обрабатывает и перемещает инструмент и деталь – универсальный метод, либо с применением ЧПУ оборудования. Фрезерование ЧПУ Фрезеровка металла Инструмент При фрезерной обработке металла важен инструмент, с помощью которого происходит резание – фреза. Это специализированное средство дисковой, цилиндрической, конической и другой формы с режущими металлическими зубьями. Совершая вращающие движения, она на каждом шаге «снимает» с изделия часть материала, чтобы достичь требуемых размеров. Важна и инструментальная оснастка при фрезеровке сложных поверхностей. Она используется для зажима инструмента в шпинделе фрезерного станка, чтобы придать инструменту вращательное движение через движение шпинделя. Фрезы закрепляют в инструментальных оправках, которые крепятся непосредственно к шпиндельному узлу. Особенности работы на станках с ЧПУ Как известно, оборудование обеспечивает точность изготовления детали. Преимущества станков с ЧПУ перед универсальными заключается в том, что оснащение на них более точное. Фрезеровка на станках с ЧПУ применяется при массовом изготовлении деталей, так как с помощью программного обеспечения обеспечивается повторяемость при изготовлении изделий. При использовании универсального оборудования повторяемость обеспечивается мастерством фрезеровщика, в этом случае на качество высокоточного изделия может значительно повлиять «человеческий фактор». Поэтому для изготовления серии изделий лучше обратиться к ЧПУ, где качество продукции окупает высокую стоимость. Компания Formung занимается высокоточным производством, для чего не подходит универсальное оборудование, поэтому в своей работе мы используем станки с ЧПУ. Характеристики изготовления Стоимость фрезерных работ определяется количеством нормо-часов, которое требуется для изготовления детали. На станках с ЧПУ нормо-час дороже, так как используются более сложные и точные инструменты, технологии и требуется написание управляющей программы. Точность изготовления зависит от используемого инструмента, точности позиционирования оборудования, жесткости станков и мастерства технологов, которые полностью разрабатывают техпроцесс и назначают режимы резания. Наша компания занимается единичным производством, где каждый проект требует индивидуального подхода: технолог подбирает инструмент, режимы резания, оборудование и пишет управляющую программу. Мы также занимаемся анодированием – нанесением защитного покрытия после фрезерования, которое обеспечивает коррозионно- и износостойкие характеристики поверхности и дает ей необходимую окраску при добавлении красителя. ЧПУ оборудование Лидируют на рынке ЧПУ оборудования компании из Японии, Тайваня, Германии, США и Италии: Mazak, DMG Mori, OKUMA, HAAS и другие. С помощью данного оборудования мы занимаемся обработкой сложных деталей. Для этого существует 3 вида изготовления: 3х-осевая, 4х-осевая и 5и-осевая обработка на станках с ЧПУ. Виды обработки различаются количеством степеней свободы станков: к трем линейным перемещениям в 3-осевых станках добавляются 2 вращательных. При использовании 5-осевых станков деталь обрабатывается за один установ, что значительно повышает точность изделия за счет неизменной точности позиционирования детали. На таких станках можно получить детали любой сложной формы: от лопаток до турбореактивных двигателей, детали с отверстиями под углом и импеллеры. Цените качество и профессионализм? Мы приглашаем вас заказать фрезерные и другие виды работ в компании Вам необходимы услуги высокоточной металлообработки?
13 апреля, 2018 Изготовление деталей для космической отрасли Актуальность космической промышленности. 28 марта, 2018 Изготовление шпиндельных валов Производство. Параметры изготовления. Точность. 21 февраля, 2018 Производство технологической оснастки Применение. Этапы и особенности изготовления. 15 февраля, 2018 Высокоточная металлообработка Особенности производства при единичной высокоточной металлообработке. 9 февраля, 2018 Обработка шлифованием Обработка деталей на шлифовальном станке: особенности, тонкости, нюансы. 12 января, 2018 Отпуск Виды отпуска. Влияние скорости охлаждения. 3 сентября, 2017 Лазерная резка Типы лазеров. Преимущества и недостатки. 14 августа, 2017 Изготовление жаропрочной оснастки Выбор материала. Химико-термическая обработка. 1 июля, 2017 Азотирование и цементация Сущность процесса. Преимущества и недостатки. 29 мая, 2017 Выбор смазочно-охлаждающей жидкости Как выбрать СОЖ? Для чего необходимо обеспечивать охлаждение материала при обработке?
Фрезерование с ЧПУ: определение, процессы, приложения Фрезерование с ЧПУ включает резку заготовки с использованием компьютеризированных и многоточечных режущих инструментов. В этой статье объясняется все, что вам нужно знать о фрезерном станке с ЧПУ, прежде чем выбрать его для своего проекта. Что такое фрезерование с ЧПУ ? Это управляемый компьютером процесс, включающий использование режущего инструмента для удаления части заготовки. Базовая установка включает размещение заготовки на столе станка, в то время как режущий инструмент(ы), прикрепленный к шпинделю, вращается и перемещается, формируя заготовку в готовое изделие. Вращение и движение режущего инструмента зависят от типа и уровня сложности фрезерного станка с ЧПУ. Этот процесс очень универсален и совместим с различными материалами, такими как алюминий, пластик, дерево и стекло. Фрезерованные детали с ЧПУ имеют высокие допуски, поскольку на фрезерных станках можно достичь допуска от +/- 0,001 дюйма до +/- 0,005 дюйма (некоторые станки могут достигать допуска +/- 0,0005 дюйма). Как работает фрезерование с ЧПУ? Наряду со сверлением и точением с ЧПУ, фрезерование с ЧПУ составляет основу Обработка с ЧПУ процесс. Однако он имеет уникальный механизм по сравнению с другими. Процесс заключается в удалении деталей из заготовки с помощью управляемого компьютером вращающегося цилиндрического режущего инструмента, который вращается и перемещается по нескольким осям. Общие этапы Процесс фрезерования с ЧПУ Фрезерование с ЧПУ можно разбить на три основных этапа: · Шаг 1. Подготовка 2D- или 3D-модели CAD Используйте программное обеспечение CAD/CAM, такое как Autodesk Inventor или SolidWorks, для создания обрабатываемого 2D/3D-чертежа конечного продукта. Подготовка файла САПР для обработки с ЧПУ зависит от вашего программного обеспечения. С одной стороны, некоторые программы могут преобразовывать 2D-изображения в 3D-файлы САПР. Оператору также предоставляется технический чертеж, содержащий следующую информацию:
· Шаг 2. Экспортируйте проект в формат файла, совместимый с ЧПУ. Поэтому необходимо экспортировать модель CAD в форматы файлов, совместимые с ЧПУ, с помощью программного обеспечения CAD/CAM. Примерами таких форматов являются STEP и STL. Если программное обеспечение не может преобразовать дизайн в такой формат, вы можете использовать несколько онлайн-сервисов, таких как Cadexchanger и Convert.emachineshop.com . При преобразовании файл будет указывать станку вращательное и линейное движение, последовательность резания, траекторию движения инструмента, скорость станка и заготовки, связанные с процессом. ·Шаг 3. Установка фрезерного станка с ЧПУ и работа с фрезерным станком с ЧПУ Оператор прикрепит режущие инструменты к шпинделю и поместит заготовку на стол. Затем они настроят станок для запуска программы обработки и начнут фрезерование. Типы ЧПУ Фрезерные операции Фрезерование с ЧПУ включает несколько операций с различными настройками и приложениями. Ниже приведены распространенные типы операций. · Торцевое фрезерование При торцевом фрезеровании ось вращения режущего инструмента (торцевой фрезы) перпендикулярна поверхности заготовки. Торцевая фреза имеет уникальную конструкцию, отличающуюся сменными режущими пластинами. Он обеспечивает режущее действие, используя множество режущих зубьев. В результате торцевые детали имеют более качественную обработку поверхности. Кроме того, процесс находится под строгим контролем, что позволяет легко производить желаемую поверхность. Плоское фрезерование Плоское фрезерование — это операция с колонной и коленом, используемая для фрезерования ровных горизонтальных поверхностей. Режущий инструмент располагается параллельно заготовке. Поэтому резка происходит от одного конца заготовки к другому. Операторы могут подавать стол продольно, поперечно или вертикально. Угловое фрезерование Угловое фрезерование включает фрезерование плоских поверхностей режущим инструментом под углом. Процесс похож на обычное фрезерование, единственное отличие заключается в угловой настройке. Имеются две угловые фрезы: одноугловая и двухугловая. Одноугловые фрезы имеют зубья на угловой поверхности фрезы и большие плоские стороны и подходят для работы под углами 45 0 или 60 0 . Двойные угловые фрезы имеют V-образные зубья с коническими поверхностями и являются лучшим вариантом для фрезерования плоских поверхностей под углом 45°, 60° и 90°. Фасонное фрезерование Фасонное фрезерование является лучшим методом для создания неправильных контуров на заготовке. Контур может быть изогнутым или изогнутым с прямыми линиями. Контуры могут быть вогнутыми или выпуклыми и выполнены с зубьями, противоположными таким формам. Следовательно, для изготовления изделия с вогнутой кромкой фасонная фреза должна иметь выпуклую кромку. Фасонное фрезерование выполняется немного медленнее (примерно на 20–30 %), чем обычное фрезерование, из-за более сложной обработки криволинейных поверхностей. Другие типы Существуют и другие типы процессов фрезерной обработки, которые вы можете использовать. Ниже приведены важные из них:
Выбор материала для Фрезерование с ЧПУ Выбор подходящих материалов может быть сложной задачей из-за большого разнообразия доступных материалов. Ниже приведены факторы, которые вы можете использовать, и распространенные доступные материалы.
Фрезерование с ЧПУ подходит для многих материалов. Общие включают:
Преимущества и недостатки Фрезерование с ЧПУ в производственном процессе Благодаря своим преимуществам этот процесс является важной частью многих процессов промышленного производства. Преимущества · Точность и прецизионность Фрезерные станки с ЧПУ имеют более высокую точность и прецизионность. Поэтому они могут создавать детали по своему техническому заданию. В результате они могут фрезеровать детали с допусками до 0,0004. Кроме того, автоматизированный процесс снижает вероятность человеческих ошибок. · Быстрый и эффективный По сравнению с обычными фрезерными станками фрезерные станки с ЧПУ работают быстрее и эффективнее. Это результат их способности нести множество режущих инструментов (в зависимости от ATC), что способствует эффективной смене инструмента и эффективным процессам. · Большой совместимый материал Процесс совместим со многими совместимыми материалами, например пластиком, композитами и металлами. Недостатки · Потери материала Процесс вычитания, т. е. удаление материала происходит для формирования желаемой детали. Таким образом, по сравнению с другими методами производства, такими как услуги 3D-печати , много отходов материала. · Высокий уровень обслуживания Фрезерные станки с ЧПУ требуют высокого уровня обслуживания для поддержания их нормальной работы. Машина дорогая. Поэтому техническое обслуживание важно. Применение технологии фрезерования с ЧПУ Фрезерование отличается высокой точностью, точностью и высокой точностью. Следовательно, он имеет широкий спектр применения. Ниже приведены некоторые из его промышленных применений. · Аэрокосмическая промышленность Фрезерование с числовым программным управлением применяется при изготовлении многих авиационных компонентов с использованием таких материалов, как титан и алюминий. · Автомобильная промышленность В автомобильной промышленности используется фрезерная обработка из-за требования эффективности без потери точности. Таким образом, он подходит для продуктов, изготовленных с использованием этого процесса, включая внутренние панели, головки цилиндров, ведущие мосты, компоненты подвески, детали выхлопной системы и коробки передач. · Сельское хозяйство Фрезерная обработка с ЧПУ подходит для изготовления деталей и компонентов общего назначения, таких как шестерни и валы, гайки, болты и фланцы. Кроме того, он подходит как для крупномасштабного, так и для краткосрочного производства. · Медицинские изделия Медицинские детали, такие как протезы, требуют точного и уникального дизайна. Сколько стоит фрезерование с ЧПУ? Стоимость фрезерных станков с ЧПУ зависит от таких факторов, как стоимость материалов, конструкции и станка. Ниже приводится краткий анализ факторов и их последствий. · Дизайн детали Разработка детали очень дорога. Вы можете передать файл САПР дизайнеру или сделать его самостоятельно, чтобы избежать затрат. Кроме того, вам необходимо учитывать стоимость инженера-технолога, который будет проверять и аутентифицировать деталь, и программиста, который преобразует файл CAD в файл CAM. Однако многие фрезерные службы с ЧПУ включили это в свои платформы котировок. · Сложность конструкции Для сложной конструкции изделия требуется станок, способный эффективно фрезеровать изделие. Чем выше сложность, тем выше сложность фрезерного станка и выше стоимость. Кроме того, сложный дизайн увеличивает время, необходимое для завершения производства, а поскольку в фрезерных станках с ЧПУ используется почасовая оплата, стоимость увеличивается. Для компаний, у которых есть фрезерный станок с ЧПУ, количество энергии, потребляемой станком, увеличится. · Объем производства Крупные заказы обходятся дешевле, чем мелкие заказы, если вы передаете услуги фрезерной обработки с ЧПУ на аутсорсинг из-за снижения стоимости фрезерованного изделия. Это основано на эффекте масштаба. Фрезерование с ЧПУ отличается высокой повторяемостью, что сокращает время производства. · Тип фрезерного станка с ЧПУ Существует множество типов фрезерных станков с ЧПУ, каждый из которых имеет разные характеристики и стоимость. Наиболее важным фактором, определяющим тип используемого вами станка, является сложность конструкции, описанная выше. Фрезерная служба с ЧПУ устанавливает стоимость фрезерных станков в почасовой ставке (иногда с оплатой труда оператора). Однако бывают ситуации, когда они могут быть дешевле. Например, китайские фрезерные станки с ЧПУ, такие как RapidDirect, предлагают 3-осевые станки за 8–10 долларов в час и 5-осевые станки за 30 долларов в час. · Материал Доступность, рыночная стоимость и обрабатываемость — важные свойства, которые влияют на стоимость материала. Стоимость материала указана за блок Существует два основных типа материалов ЧПУ: пластик и металлы. С одной стороны, пластик дешев, хорошо поддается обработке и доступен. Поэтому они имеют низкую стоимость материала. Примеры: ABS (17 долларов), делрин (27 долларов), нейлон 6 (30 долларов). С другой стороны, металл дороже пластика. Общие примеры: алюминий 6061 (25 долларов США), алюминий 7075 (80 долларов США), нержавеющая сталь 304 (9 долларов США). · Вариант отделки поверхности Варианты отделки, такие как анодирование и порошковое покрытие , помогают устранить следы фрезерования на станке с ЧПУ или улучшить внешний вид детали. Тем не менее, они также увеличат ваши затраты на фрезерование с ЧПУ. Дополнительные затраты на завершение Стоимость доставки также добавляется к общей стоимости фрезерной обработки с ЧПУ. Стоимость доставки зависит от удаленности от фрезерного станка с ЧПУ, сроков и веса материала. Вышеуказанные факторы играют важную роль в стоимости фрезерной обработки с ЧПУ и должны быть тщательно учтены при составлении бюджета. Однако, если вы все еще задаетесь вопросом о стоимости и о том, как ее уменьшить, вам следует проверить, сколько расчет стоимости обработки с ЧПУ , поговорить с экспертом или получить мгновенную цитату . Свяжитесь с RapidDirect. Наши собственные заводы с передовыми многоосевыми фрезерными станками с ЧПУ помогут вам поставлять высококачественные детали в кратчайшие сроки. Наша онлайн-платформа котировок предоставляет мгновенные котировки с автоматическим отчетом DfM после того, как вы загрузите файл САПР и выберите материал и количество. Что еще лучше, вы можете управлять своим заказом и отслеживать процесс фрезерования до доставки! Попробуйте RapidDirect прямо сейчас! Вся информация и загрузки защищены и конфиденциальны. Типы Фрезерный станок с ЧПУ Станок Фрезерный станок состоит из нескольких компонентов, которые режут заготовки. Каждый тип фрезерного станка имеет уникальную настройку, что позволяет выполнять различные операции. Ниже приведены распространенные типы, которые вы можете рассмотреть для своего проекта. Вертикально-фрезерный станок Вертикально-фрезерный станок представляет собой 3-осевой станок, стол и рычаг которого соединены с вертикальной колонной, а шпиндель расположен вертикально. С одной стороны, относительно руки, стол перемещается вверх и вниз по оси Z. С другой стороны, по отношению к шпинделю движение стола зависит от типа вертикально-фрезерного станка. Например, при использовании револьверного вертикального фрезерного станка шпиндель неподвижен, а стол перемещается по оси X. В вертикальной мельнице со станиной стол может перемещаться по оси X, а шпиндель — вдоль направления рычага по оси Y. Вертикально-фрезерные станки благодаря своей точности подходят для сложных операций. Также они подходят для работы на вертикальных поверхностях и угловых формах. Горизонтально-фрезерный станок Горизонтально-фрезерный станок аналогичен вертикально-фрезерному станку. Однако универсальные могут вращаться по оси z. Следовательно, они являются 4-осевыми фрезерными станками. Они также имеют шпиндель с горизонтальной ориентацией. Эти машины менее универсальны, чем их вертикальные аналоги. Тем не менее, они больше подходят для тяжелой обработки. Подробнее: Горизонтальное и вертикальное фрезерование – в чем их отличия Многоосевой Фрезерный станок с ЧПУ Станок Многоосевой фрезерный станок с ЧПУ может двигаться под разными углами . – 2-осевые фрезерные станки 2-осевые фрезерные станки могут обрабатывать заготовку по осям X и Z. Поэтому они могут резать вертикально и горизонтально в одном направлении. Это самый простой тип фрезерных станков с ЧПУ. – 3-осевые фрезерные станки 3-осевые фрезерные станки могут перемещаться по осям x, y и z. Поэтому они могут резать заготовки вертикально в любом направлении. Наиболее распространенный многокоординатный фрезерный станок. Однако у них есть некоторые ограничения, например, одинаковый угол снижает возможность резки некоторых сложных деталей. – 4-осевые фрезерные станки 4-осевой фрезерный станок может перемещаться по трем осям: вверх-вниз, из стороны в сторону и вперед-назад без перемещения заготовки. Он также может вращаться по оси X или оси A. – 5-осевой фрезерный станок с ЧПУ Шпиндель 5-осевого фрезерного станка и режущий инструмент перемещаются по трем осям и допускают вращение по двум осям (по любой из осей x, y и z -ось). Они могут работать с несколькими деталями и являются наиболее совершенными многоосевыми станками с ЧПУ. Фрезерный станок с ЧПУ Компоненты Станок состоит из нескольких компонентов с различными функциями для выполнения режущего действия. Каждый фрезерный станок с ЧПУ отличается сложностью и конструкцией этих компонентов. При этом их функции не меняются. Ниже приведены основные компоненты, которые вы увидите в одном · Рама Рама отвечает за устойчивость и жесткость машины. В нем находятся другие компоненты, такие как основание, съемные колонны и передняя бабка (важный компонент, в котором находится шпиндель). · Шпиндель Шпиндель представляет собой весь вращающийся узел фрезерного станка, включающий вал, удерживающий режущие инструменты и другие детали. Он либо горизонтальный, либо вертикальный, в зависимости от фрезерного станка. Двигатель вращает шпиндель по оси, заданной контроллером ЧПУ. · Оси Общие оси: x (вертикальная), y (горизонтальная) и z (глубина). Однако на некоторых машинах включены другие вращающиеся оси; A, B и C. Различные машины могут вращаться вокруг оси в зависимости от их сложности. Например, 4-осевые фрезерные станки с ЧПУ могут вращаться вокруг оси А, а 5-осевые могут вращаться вокруг осей А и С или осей В и С. · Стойки Стойки опираются на основание с резервуаром для охлаждающей жидкости и насосом. Таким образом, он служит вспомогательным средством для охлаждения станка в процессе резки. · Панель управления ЧПУ ЧПУ состоит из монитора ЧПУ и кнопок программирования для ввода данных и кодов. Таким образом, он контролирует процесс измельчения. В итоге это нервная система машины. ` · Устройство автоматической смены инструмента (ATC) Функция ATC заключается в замене инструментов в процессе фрезерования. Следовательно, это увеличивает скорость, грузоподъемность инструмента и производительность станка. Существует два типа АТС:
Вышеприведенное является общим условием, разделяющим различные типы УВД. · Держатели инструментов Держатели инструментов удерживают режущие инструменты на станке с ЧПУ. Существуют различные конструкции и размеры, с тремя основными типами держателей инструментов: BT, CAT и HSK.
· Стол Стол представляет собой прочную основу, на которую помещается заготовка и зажимается с помощью приспособлений или тисков. Тип столов и их дополнительные функции зависят от машины. Например, в некоторых столах используются Т-образные пазы для облегчения зажима. Другим примером является горизонтальный фрезерный станок с ЧПУ, использующий поддоны с летками с большой гибкостью. · Бак для охлаждающей жидкости Бак для охлаждающей жидкости содержит охлаждающую жидкость, подаваемую на режущую поверхность или шпиндель во время фрезерования. Поскольку при фрезеровании выделяется тепло, оно помогает охлаждать поверхность и продлевает срок службы машины. Существуют различные размеры баков охлаждающей жидкости. Лучшее должно быть адаптировано к операциям обработки Всеобъемлющий обзор процесса фрезерования
Фрезерование с ЧПУ является важным процессом, когда речь идет о производстве сложных компонентов. Являясь одной из возможностей прецизионной обработки с ЧПУ, этот процесс помогает создавать точные детали для многих отраслей промышленности. Благодаря широкому спектру применения эта технология продолжает быстро расти и развиваться. Итак, мы подробно рассмотрим процесс фрезерования, изучив различные операции и их применение. Это поможет вам понять различные аспекты процесса и понять, как извлечь из него максимальную пользу. Без лишних слов, давайте приступим к делу. Определение: что такое фрезерование с ЧПУ? Фрезерование с ЧПУ — это управляемый компьютером процесс, который включает удаление частей заготовки с помощью режущего инструмента. Его базовая комплектация включает стол станка и режущий инструмент(ы), прикрепленный(е) к шпинделю. Заготовка помещается на рабочий стол станка, в то время как режущий инструмент (ы) вращаются, формируя заготовку. Вращение режущего инструмента будет зависеть от типа фрезерного станка с ЧПУ и уровня его сложности. Большинство фрезерованных деталей с ЧПУ могут достигать высоких допусков от +/- 0,001 дюйма до +/- 0,005 дюйма. Некоторые машины могут даже достигать допусков до +/- 0,0005 дюйма. Таким образом, этот процесс очень универсален и может работать с широким спектром материалов, включая металлы, пластмассы, дерево и стекло. Это также может помочь создать широкий спектр пользовательских продуктов для удовлетворения уникальных требований. Анализ процесса фрезерования: как работает фрезерование с ЧПУ?Крайне важно дать полное представление о процессе измельчения. Это поможет вам получить полное представление о том, как это работает. Как правило, операция фрезерования с ЧПУ выполняется в три этапа: 1. Проектирование файлов САПР На первом этапе создается виртуальное представление предполагаемого продукта с помощью программного обеспечения САПР. Вы можете проверить и изменить код в соответствии с возможностями машины. Программное обеспечение также позволяет инженерам-технологам моделировать весь процесс фрезерования. В результате они могут проверять ошибки проектирования и избегать создания сложных моделей, которые слишком сложно обрабатывать. Оператору также требуется технический чертеж, который содержит следующую информацию: Станок Хотя фрезерные станки с ЧПУ автоматически режут заготовки, некоторые аспекты процесса требуют оператора станка. Например, оператор должен закрепить заготовку на рабочем столе и атаковать режущие инструменты для шпинделя. Современные фрезерные станки оснащены приводными инструментами. Поэтому они имеют возможность менять инструменты в процессе фрезерования. Это уменьшает количество остановок, которые будут происходить во время работы. 3. Изготовление компонентовКак упоминалось ранее, при фрезеровании с ЧПУ используются вращающиеся инструменты, которые срезают стружку при контакте с заготовкой. Непрерывное вращение инструмента придает нужную форму. Процесс может включать различные операции в зависимости от типа сырья и желаемой формы конечного продукта. В первых нескольких операциях используются более крупные инструменты для вырезания материалов и получения приблизительной формы. Затем смена инструмента поможет создать более точные обработанные детали. Прецизионное фрезерование с ЧПУ достигается на последних этапах, включая непревзойденные уровни шероховатости поверхности и технические допуски. Различные фрезерные операции с ЧПУ Фрезерный центр с ЧПУ может производить несколько сложных элементов с высокой точностью. К таким элементам относятся резьба, фаски, прорези и т. Плоское фрезерованиеЭта операция также известна как плоскостное фрезерование. Для этой операции используется горизонтальная фреза. Таким образом, режущий инструмент имеет ось вращения, параллельную рабочему столу. При простом фрезеровании используются различные фрезы разной формы и ориентации в зависимости от желаемого результата. Сочетание широкой фрезы (с высокой скоростью подачи) и более мелких режущих зубьев (с более высокой скоростью резания) — отличный выбор с точки зрения экономической эффективности. Это также обеспечивает лучшую отделку поверхности и высокое качество конечного продукта. Торцевое фрезерование При этом типе фрезерования используются режущие инструменты с боковыми и торцевыми зубьями. Боковые зубья выполняют основную работу по резанию, а другие зубья на кончике помогают с обработкой поверхности. Торцевое фрезерование обычно выполняется после фрезерования поверхности, потому что оно может создавать сложные контуры и обеспечивать высококачественную отделку. Угловое фрезерованиеЭто одна из лучших операций фрезерования для создания канавок, фасок, пазов и других сложных элементов. Традиционные 3-осевые фрезы используют разные фрезы — фрезы типа «ласточкин хвост» для угловых канавок или конические режущие головки для создания фасок. Ось фрезы часто перпендикулярна или находится на одной линии с режущей поверхностью.
Фрезерование формыВ этой операции фрезерования используются специальные инструменты для создания более сложных контуров. Вогнутые и выпуклые фрезы здесь наиболее распространены. Они помогают создавать контуры поверхности, закругленные края и круглые углубления всего за один разрез. Прочие фрезерные операцииПомимо вышеупомянутых фрезерных операций, фрезерные станки с ЧПУ могут выполнять другие виды специализированных фрезерных операций, например: Профильное фрезерование : Здесь инструмент создает траекторию резания вдоль наклонной или вертикальной поверхности на заготовке. Групповое фрезерование : Это подкатегория фасонного фрезерования, при которой для одновременного создания шаблонов используются несколько фрез. Резцы обычно имеют различные формы, размеры или ширину. Они могут выполнять аналогичные или разные операции для создания более сложных функций или сложных деталей за более короткие периоды времени. Фрезерование с двух сторон : Эта операция фрезерования позволяет станку обрабатывать две или более параллельных заготовок за один проход. Две фрезы расположены по обеим сторонам заготовки для фрезерования обеих сторон на одной и той же оправке станка. Плюсы и минусы фрезерования с ЧПУ в производстве деталей Процесс фрезерования с ЧПУ необходим для различных промышленных процессов из-за его преимуществ. Тем не менее, следует отметить недостатки. Плюсы фрезерной обработки с ЧПУТочность и прецизионностьХарактер операций фрезерной обработки с ЧПУ оставляет минимум места для ошибок, что обеспечивает более высокую точность и прецизионность. Этот метод позволяет производить детали, которые точно соответствуют техническим характеристикам и требованиям к допускам. Большинство фрезерованных деталей с ЧПУ могут иметь высокие допуски от +/- 0,001 дюйма до +/- 0,005 дюйма, а некоторые могут достигать +/- 0,0005 дюйма. Автоматизация процесса также ограничивает человеческие ошибки. Даже если вам требуется обработка поверхности, микрофрезерование позволяет удалить некоторую толщину, чтобы не повлиять на размер детали. Эффективность и воспроизводимость Фрезерные центры с ЧПУ обеспечивают высокую производительность благодаря автоматизации. Усовершенствованные фрезерные станки могут производить детали быстрее с более стабильным качеством и отделкой. Широкая совместимость материаловЭтот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, стекло и дерево. Это еще больше увеличивает его универсальность и делает его идеальным для различных применений. Менее трудоемкийАвтоматизация и высокая производительность фрезерных станков с ЧПУ значительно сокращают трудозатраты на процесс. Эти станки также позволяют использовать приводной инструмент, обеспечивая смену инструмента без остановки работы. Для этого процесса потребуется очень мало операторов. ЭкономичностьФрезерные станки с ЧПУ эффективно производят сложные изделия быстрее и точнее. Это сокращает время, затрачиваемое на стадии производства. Кроме того, меньшие трудозатраты еще больше снижают стоимость процесса. Минусы фрезерного станка с ЧПУВысокая стоимость станка Начальные инвестиционные затраты на фрезерный станок с ЧПУ выше, чем на традиционное ручное оборудование. Требуется интенсивное обучение операторовНе каждый может работать на фрезерных станках с ЧПУ. От дизайнеров до программистов и операторов станков требуется соответствующее обучение, чтобы получить максимальную отдачу от процесса. Высокий уровень обслуживанияФрезерные станки необходимо постоянно обслуживать, чтобы обеспечить их правильную работу и увеличить срок службы инструмента. Это увеличивает время простоя при использовании фрезерных станков. Обычные материалы для фрезерных станков с ЧПУФрезерные станки с ЧПУ для самых разных материалов. Ваш выбор материала будет зависеть от требований и спецификаций ваших приложений. К наиболее распространенным материалам относятся: Металлические материалы для фрезерования
Plastics Materials for Milling
Четыре классификации фрезерных станков На современном рынке доступно множество фрезерных станков с различными способами их классификации. Доступны следующие категории фрезерных станков: 1. Фрезерные станки с станинойИх конструкция включает стандартную длинную станину, которая позволяет прикреплять несколько заготовок. Это сокращает время простоя и повышает эффективность. Рабочий стол крепится к станине станка и может двигаться в двух направлениях. Ориентация этих фрез позволяет головке шпинделя перемещаться в осевом направлении, определяя глубину резания. Станки фрезерные станочные вертикального, горизонтального и универсального типа. Наиболее распространенным является универсальный фрезерный станок с ЧПУ, обеспечивающий большую гибкость. Использование двухстаночной клети для этих мельниц поможет повысить производительность. Это позволяет оператору монтировать одну крупную деталь или несколько деталей на рабочий стол для одновременной обработки. 2. Фрезерные станки коленного типа Эти станки помогают производить детали малого и среднего размера. Производители обычно используют их для подготовки заготовок к дальнейшей обработке на станциях ЧПУ. Режущая головка движется только в одном направлении, что ограничивает возможность несчастных случаев. Однако коленные фрезы требуют ручной смены инструментов после каждой операции. Это делает процесс относительно медленным. 3. Фрезерные станки плунжерного типаРежущие головки этих фрез установлены на ползунке, перемещающемся вперед и назад. В результате инструмент может легко перемещаться по двум осям — X и Y. Доступны как вертикальные, так и горизонтальные варианты, и они часто позволяют поворачивать режущую головку. 4. Строгально-фрезерные станки Эти фрезерные станки очень похожи на станки со станиной. Различные типы фрезерных станков с ЧПУСуществует три основных типа фрезерных станков с ЧПУ, используемых производственными компаниями. К ним относятся: Вертикальные фрезерные станкиЭти инструменты имеют вертикальные оси, что делает их более подходящими для концевого фрезерования. У машин режущие головки расположены на конце ползуна, а шпиндели прикреплены к концу. Современные вертикально-фрезерные станки могут вращать детали для лучшего доступа и ускорения операций. Они также позволяют автоматизировать движения для большей точности и воспроизводимости. Вертикально-фрезерные станки значительно дешевле своих горизонтальных аналогов. Горизонтально-фрезерные станкиВ отличие от вертикально-фрезерных станков оси этих станков расположены горизонтально. Режущие инструменты прикреплены к оправке, и инструменты можно легко заменить, сняв распорки и кронштейны оправки. Горизонтально-фрезерные станки могут иметь несколько шпинделей с множеством инструментов для более быстрой обработки. Кроме того, стол и инструменты могут двигаться в разных направлениях. Эти типы фрезерных станков с ЧПУ могут производить более сложные детали с меньшим количеством операций. Они намного быстрее и обеспечивают более качественную обработку поверхности. Многоосевые фрезерные станкиЭти станки могут перемещаться по разным осям и выполнять фрезерование под разными углами. Многокоординатные фрезерные станки могут быть: 3-осевые фрезерные станки 3-осевые вертикальные фрезерные станки позволяют перемещать стол в направлениях X и Y. 4-осевые фрезыЭти фрезы имеют все три оси, как указано выше. Но здесь появляется еще одна ось — ось А. Добавление еще одной оси позволяет таблице вращаться вокруг оси X. Это обеспечивает пространство для торцевого фрезерования без изменения положения заготовки. 5-осевые фрезерные станкиЗдесь применимо все, что верно для 4-осевых фрезерных станков, но с добавлением оси B. Это дополнение помогает столу вращаться вокруг оси Y. 5-осевые фрезерные станки с ЧПУ дороже рассмотренных выше вариантов, но позволяют изготавливать сложные детали за одну операцию. Они не требуют дополнительных настроек и совместимы с живыми инструментами. 6-осевые фрезерные станки 6-осевые фрезерные станки еще не являются стандартом из-за их высокой стоимости. Компоненты фрезерного станка с ЧПУЗдесь мы проанализируем компоненты, из которых состоят фрезерные станки с ЧПУ. Хотя новые мельницы немного сложны, мы остановимся на традиционных фрезерных центрах, чтобы дать надлежащий обзор. Основными компонентами фрезерных станков являются: 1. РамаЭта основная конструкция поддерживает машину и придает ей жесткость и устойчивость. Он имеет основание и съемную колонну (колонны). Передняя бабка станка является важной частью рамы для крепления главного шпинделя, предотвращая вибрации или дребезжание во время работы станка. Это предотвращает ошибки обработки и продлевает срок службы режущего инструмента. 2. Панель управления ЧПУ Это можно назвать «нервной системой» фрезерных центров. Он состоит из различной электроники, необходимой для управления различными действиями резки с использованием функций программирования. 3. ОсиФрезерные станки с ЧПУ имеют оси X, Y и Z. В зависимости от конфигурации они также поставляются с дополнительными осями вращения (A, B и C). Они часто программируются с помощью G-кода в контроллере ЧПУ. 4. КолоннаЭтот компонент машины обеспечивает структуру и поддержку других компонентов мельницы. Он поставляется с прикрепленным основанием и может включать в себя внутренние компоненты, облегчающие операции фрезерования с ЧПУ. К таким внутренним элементам относятся резервуары для охлаждающей жидкости и масла. 5. Рабочий стол Этот компонент представляет собой прочное основание, позволяющее крепить заготовку. Другими словами, он удерживает штангу, тиски или приспособление на месте. В зависимости от используемого фрезерного станка деталь можно регулировать по вертикали, горизонтали или в обоих направлениях. 6. ШпиндельШпиндель имеет коническую часть для позиционирования держателей инструмента. Он также имеет вращающийся узел и вал для крепления режущего инструмента. В зависимости от типа фрезерного станка шпиндель может располагаться горизонтально или вертикально. 7. ОправкаЭто компонент вала, устанавливаемый в шпинделях горизонтально-фрезерных станков. Они позволяют устанавливать несколько станков. Доступны беседки различной длины и диаметра в зависимости от требуемых спецификаций. 8. ПоршеньЭтот компонент станка обычно используется в вертикально-фрезерных станках. Обычно он крепится к колонне, поддерживающей шпиндель. Операторы могут отрегулировать плунжер так, чтобы он занимал различные положения во время процесса фрезерования. 9. Станок Это компонент, который выполняет удаление материала. Существует несколько инструментов для фрезерования в зависимости от характеристик фрезерования. Сколько стоит фрезерный станок?Стоимость фрезерного станка является одним из факторов, влияющих на стоимость обработки с ЧПУ. Однако эта стоимость варьируется в зависимости от сложности машины. Например, 3-осевые вертикально-фрезерные станки начального уровня или инструментальные станки стоят от 50 до 80 тысяч долларов. Напротив, 5-осевые фрезерные станки начального уровня стоят от 100 до 400 тысяч долларов. Точно так же 3-осевые вертикальные фрезерные станки серийного производства стоят от 150 000 до 300 000 долларов, а 5-осевые фрезерные станки серийного производства стоят более 500 000 долларов. Это приблизительные оценки, которые будут зависеть от таких факторов, как:
Какие отрасли промышленности используют фрезерные станки с ЧПУ?Несколько отраслей пользуются преимуществами и разнообразными применениями фрезерной обработки с ЧПУ. Вот некоторые из его промышленных применений: Аэрокосмическая промышленностьПроцесс фрезерования также подходит для изготовления аэрокосмических деталей из таких материалов, как алюминий и титан. Эти материалы прочные и легкие, а также обеспечивают точную обработку требуемых компонентов. Автомобильная промышленностьПродукция для автомобильной промышленности должна быть эффективной и точной. Таким образом, фрезерование с ЧПУ подходит для изготовления внутренних панелей, ведущих мостов, головок цилиндров, коробок передач, деталей выхлопной системы, компонентов подвески и т. д. Медицинская промышленность Медицинские и хирургические инструменты часто имеют уникальную конструкцию, требующую оптимальной точности. Это делает фрезерование с ЧПУ одним из лучших методов создания таких компонентов. Товары народного потребленияФрезерование с ЧПУ также помогает производить компоненты общего назначения. К таким изделиям относятся гайки и болты, шестерни и валы, фланцы и т. д. Этот процесс подходит как для мелкосерийного, так и для крупносерийного производства. ЗаключениеФрезерование с ЧПУ подходит для нескольких высококачественных операций, независимо от сложности. Этот экономичный производственный процесс также экономит много времени, обеспечивая эффективность работы и более быстрый вывод продукта на рынок. Мы рассказали об основах фрезерной обработки с ЧПУ, различных операциях, областях применения и факторах, влияющих на ее стоимость. Свяжитесь с WayKen сегодня, если вы не уверены, является ли этот процесс оптимальным решением для вашего приложения. Мы всегда готовы помочь. В чем разница между фрезерованием с ЧПУ и точением? Их различие заключается в режиме работы. Размер контура детали: 1.4. нанесение размеров. гост 2.307–68Нанесение размеров на машиностроительных чертежахНанесение размеров на машиностроительных чертежах Приступая к нанесению размеров на чертеже изделия (детали) необходимо:
Правила нанесения размеров и их предельных отклонений установлены ГОСТ 2.307-68. Эти правила регламентируют соответствующие записи и условности при нанесении размеров, определяют способы нанесения выносных и размерных линий, простановку размерных чисел и методику распределения размеров на чертеже. Основные требования к нанесению размеров следующие:
* Размеры для справок. ** Обработать по сопрягаемой детали (или по дет…). Рис. 1
При расположении элементов предмета (отверстий, пазов, зубьев) на одной оси или на одной окружности размеры, определяющие их взаимное расположение, наносят следующими способами:
Рис. 2
Рис. 3 Рис. 4 Правила нанесения размеров Размеры на чертежах указывают размерными числами и размерными линиями с использованием выносных линий. Правильное нанесение чисел, размерных и выносных линий определяет ясность, четкость, идентичность и эстетику оформления чертежа. При рациональном размещении размеров на чертеже значительно сокращается время на его изучение. Нанесение выносных и размерных линий При нанесении выносных и размерных линий необходимо соблюдать следующие правила:
Рис. 5
Рис. 6
Выносная линия должна выходить за стрелку на 1…5 мм. Острие стрелки, по возможности, должно упираться в выносные линии. Размерные линии предпочтительно наносить вне контура изображения. Минимальное расстояние между параллельными размерными линиями должно быть 7 мм, а между размерной линией и линией контура – 10 мм и выбраны в зависимости от размеров изображения и насыщенности чертежа. Необходимо избегать пересечения размерных и выносных линий. Не допускается использовать линии контура, осевые, центровые и выносные линии в качестве размерных. Выносные линии проводят от линий видимого контура. Размерные и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм. Размерную линию радиуса следует проводить между дугой или ее продолжением и центром дуги. Рис. 7 Размерные линии допускается проводить с обрывом при указании диаметра окружности независимо от того, изображена окружность полностью или частично, при этом обрыв размерной линии делают дальше центра окружности (рис. 8). Рис. 8 Нанесение размерных чисел Основанием для определения действительных размеров изображенного предмета (детали) служат размерные числа, наносимые на чертеж. Количество проставляемых размеров определяется не только удачно расположенными на чертеже выносными и размерными линиями, но и правильно нанесенными размерными числами. При нанесении размерных чисел необходимо придерживаться следующих рекомендаций:
Рис. 9
Рис. 10
Рис. 11
Рис. 12 Упрощения в нанесении размеров
Рис. 13
Рис. 14
Рис. 15
Рис. 16
Рис. 17
Рис. 18
Рис. 19 Рабочие и нерабочие поверхности детали Любая деталь представляет собой совокупность геометрических поверхностей. Поверхности детали по характеру выполняемых функций могут быть разделены на рабочие и нерабочие. Под рабочими понимают поверхности, с помощью которых деталь соприкасается с другой деталью или рабочим телом (газ, вода). Рабочая поверхность всегда подвергается различным видам обработки. На размеры рабочей поверхности устанавливают повышенные требования при конструировании и изготовлении. Нерабочие поверхности – это поверхности, которые не соприкасаются с другими деталями или рабочим телом. Нерабочие поверхности гарантируют заданную прочность, определяют габариты, простоту обработки, удобство эксплуатации. Такие поверхности не обрабатываются, а если и обрабатываются, то точность обработки низкая. При нанесении размеров рабочие и нерабочие поверхности должны быть связаны между собой размерами только один раз. Примером такой связи служат размеры, определяющие расположение нерабочих поверхностей детали, проставлены от одной нерабочей поверхности, а размеры, определяющие положение рабочих поверхностей – от одной рабочей поверхности. Способы нанесения размеров Применяют следующие способы нанесения размеров (рис. 20): Цепной – размеры наносят по одной линии, цепочкой, один за другим (А1 — А5). Такой способ применяется, когда необходимо точно выдержать размеры отдельных ступеней детали. В этом случае размер каждой ступени не зависит от точности выполнения других ступеней. Расстояние же каждой ступени от базы зависит от точности изготовления всех предыдущих ступеней. Значительная суммарная погрешность может привести к непригодности изготовления детали. Рис. 20 Координатный – размеры наносят от одной базы (размеры Б1 — Б5). Этот способ отличается значительной точностью изготовления детали. Комбинированный– нанесение размеров осуществляется цепным и координатным способами одновременно (размеры В1 — В6 рис.21). Этот способ позволяет изготовить более точно те элементы детали, которые этого требуют. Рис. 21 Выбор способа нанесения размеров зависит от функции, которую выполняет деталь в механизме, и от технологии ее изготовления: он является одним из сложных этапов оформления рабочих чертежей деталей, что объясняется наличием большого количества конструктивных и технологических задач, решаемых совместно конструктором и технологом. Комбинированный способ нанесения размеров характеризуется тем, что одна часть размеров наносится от конструкторских баз, а другая – от технологических. В первом случае стремятся проставить ограниченное число размеров. К ним относятся, главным образом, сопрягаемые размеры. Остальные размеры, удовлетворяя требованиям производства, наносят от технологических баз. Очевидно, что размеры на рабочих чертежах детали должны быть нанесены с учетом наиболее рациональной технологии изготовления детали. Выполнение этого требования может обеспечить только комбинированный способ нанесения размеров. Нанесение размеров на детали вращения Большинство деталей, имеющих форму поверхностей вращения, изготовляется на токарных станках. Согласно ГОСТ 2.305-68 их рекомендуется располагать на поле чертежа с осью параллельно основной надписи. Нанесение размеров на деталях вращения ведется от правого торца, принимаемого за технологическую базу. На токарном станке этот торец обрабатывается первым; от него производят установку упоров, кулачков, комплекта режущего инструмента и измерение детали (рис. Рис. 22 На рис. 22, согласно нанесенным размерам, деталь обрабатывается сначала с правой стороны от базы А, затем меняют положение детали в станке и обрабатывают деталь от базы Б. Нанесенные размеры доступны и контролируются простым измерительным инструментом. Нанесение размеров на детали, изготовленные гибкой При гибке окончательная форма и размеры деталей образуются от исходной заготовки на гибочных прессах или приспособлениях. Для получения детали требуемых размеров необходимо правильно определить размеры заготовки. Последнюю также называют разверткой, если гибке подвергается плоский материал. Размеры заготовки, изгибаемой по нейтральной линии, показано на рис. 23. При нанесении размеров необходимо обеспечить возможность построения контура гибки и определить размеры заготовки. На чертеже сложной детали рекомендуется делать развертку с нанесением размеров тех геометрических элементов, которые будут деформироваться в процессе гибки, утрачивая исходный размер. Рис. 23 У симметричных деталей имеются плоскости симметрии (ПС), оси симметрии (ОС) и центры симметрии (ЦС – рис. 24). Рис. 24 Нанесение размеров на симметричные детали часто вызывает разногласия между конструктором и технологом о назначении баз. Для объективного решения этого вопроса следует иметь в виду, что плоскость, ось и центр симметрии на деталях являются нереальными базами (их следует еще построить), существование их принимается условно. Они представляются воображаемыми и вводятся на чертеже для более наглядной и быстрой ориентировки в геометрии детали. В производственной обстановке обработка и обмер детали производится не от воображаемых баз, а материально существующих. Поэтому нанесение размеров на симметричные детали рекомендуется производить, как показано на рис. 24. Нанесение размеров на сварные детали При выполнении чертежей деталей, входящих в сварную сборочную единицу, следует учитывать, что процесс сварки вызывает коробление свариваемых деталей и поэтому окончательная обработка некоторых поверхностей производится после сварки. Сверление отверстий в плите производят после обработки втулки, увязывая их положение с торцом М (размер «8»). Рис. 25 Нанесение размеров на чертежи шлицевых соединений На рис. 26 приведен чертеж зубчатого вала с прямобочным профилем зубьев. Рис. 26 На изображении вала (ось параллельна плоскости проекций) указывают длину l1 зубьев полного профиля до сбега. Пример чертежа зубчатого отверстия с прямобочным профилем зубьев приведен на рис. 27. Рис. 27 Нанесение размеров на сборочные чертежи На сборочный чертеж изделия наносят:
Размеры габаритные, установочные, присоединительные, эксплуатационные и размеры, характеризующие положение движущихся частей, относятся к справочным и проставляются со «звездочкой». На сборочном чертеже указываются размеры отверстий под болты, винты, штифты, если эти отверстия выполняются в процессе сборки. Надеюсь теперь вы разобрались, где и какие размеры ставятся на машиностроительных чертежах. Если остались вопросы, можете их задать тут. Поделиться статьёй: 2.5. Построение контуров предметов и деталей●На пересечении построенных окружностей отмечаем центр О сопрягающей дуги. ●Проводим линии центров ОО1, ОО2 и отмечаем точки пересечения их с окружностями. Точка К1 расположена между центрами, К2 – на продолжении линии центров. ●В промежутке между точками К1 и К2 из центра О проводим сопрягающую дугу радиусом R. Вывод: любое сопряжение необходимо строить в такой последовательности: 1)определить центр сопрягающей дуги; 2)найти точки сопряжения; 3)провести сопрягающую дугу между найденными точками. Если дуга будет выступать за пределы промежутка, ограниченного точками сопряжения, то это считается погрешностью, влекущей за собой снижение оценки. В рассмотренных примерах не заданы конкретные размеры радиусов, поэтому взяты отрезки. Когда в задании имеются числовые значения, то отрезки проводить не надо. Все построения необходимо выполнять сначала в тонких линиях, затем делать обводку контуров, не убирая вспомогательных построений. Изучив правила построения касательных и сопряжений, можно построить контур любого предмета или детали, очертания которых состоят из прямых линий и дуг окружностей, плавно переходящих друг в друга. Последовательность вычерчивания любого контура детали в основном зависит от его формы. Перед вычерчиванием контура необходимо подробно проанализировать его форму, а также решить, какие геометрические построения предстоит выполнить при его вычерчивании. На рис. 42 изображена деталь «державка» и показаны этапы построения её контура. Деталь имеет ось симметрии. Вначале проводим ось симметрии, центровые линии и отмечаем габаритные размеры детали. При этом нужно предусмотреть, чтобы после нанесения размеров изображение оказалось в центре рабочего поля листа. Затем строим прямолинейные очертания и проводим окружности, которые не связаны с сопряжением (рис. 42, б). Далее проводим дуги, положение центров которых определяется по заданным условиям, и строим сопряже- 37 ние дуг с прямой линией (рис. 42, в). В последнюю очередь выполняем сопряжения дуг с дугами (рис. 42, г). Заканчиваем чертеж проведением выносных и размерных линий, нанесением размеров и обводкой (рис. 42, а). Все вспомогательные построения необходимо сохранять. Рис. 42 На рис. 43 представлен предмет более сложной конфигурации. Он также имеет ось симметрии, а его контур состоит из восьми дуг, плавно переходящих друг в друга. 38 Рис. 43 39 2.5.1. Задание № 6. Сопряжения Цель: изучить виды сопряжений и правила их построения. Отработка типов линий, правил нанесения размеров и стандартного шрифта. Вычертить по размерам упражнения и простую деталь одного из трех представленных ниже вариантов. Проставить размеры. Задание выполнить на листе формата А3, расположив его горизонтально. Упражнения распределить равномерно по полю чертежа. Построение центров сопрягающих дуги точек сопряжения показатьполностью. Образец оформления задания показан на рис. 44. Варианты задания 40 41 Образец оформления задания 42 Рис. 44 2.5.2. Задание № 7. Контур фигуры Цель: научиться строить плавные контуры фигур, включающие в себя касательные и сопряжения. Ниже приведены варианты фигур с различной степенью сложности их контуров. Выполнить как можно больше примеров, расположив их по одному или два на листе формата А3. Масштаб изображения выбрать самостоятельно. Образцы оформления задания представлены на рис. 45, 46. 43 44 45 46 47 48 49 50 51 52 53 Рис. 45 Рис. 46 54 ширина контура — CSS: Каскадные таблицы стилей Свойство CSS Часто удобнее использовать сокращенное свойство /* Значения ключевых слов */ ширина контура: тонкий; ширина контура: средняя; ширина контура: толстая; /* значения <длины> */ ширина контура: 1px; ширина контура: 0,1 em; /* Глобальные значения */ ширина контура: наследовать; ширина контура: начальная; ширина контура: вернуться; ширина контура: обратный слой; ширина контура: не установлено; Свойство Значения
контур-ширина = Настройка ширины контура элементаHTMLтонкий средний толстый 2 пикселя 1 раз 1,2 эм CSS диапазон {
стиль контура: сплошной;
отображение: встроенный блок;
поле: 20 пикселей;
}
#тонкий {
ширина контура: тонкий;
}
#средний {
ширина контура: средняя;
}
#толстый {
ширина контура: толстая;
}
#двапикселя {
ширина контура: 2px;
}
#oneex {
ширина контура: 1ex;
}
#эм {
ширина контура: 1.Result
BCD tables only load in the browser with JavaScript enabled. Включите JavaScript для просмотра данных.
Последнее изменение: , от участников MDN схема — CSS: Каскадные таблицы стилей Свойство CSS Это свойство является сокращением для следующих свойств CSS:
/* стиль */ контур: сплошной; /* цвет | стиль */ контур: пунктир #f66; /* стиль | ширина */ контур: вставка толстая; /* цвет | стиль | ширина */ контур: зеленый сплошной 3px; /* Глобальные значения */ план: наследовать; контур: начальный; план: вернуться; контур: обратный слой; контур: не установлен; Свойство Примечание: Контур будет невидим для многих элементов, если его стиль не определен. Это связано с тем, что стиль по умолчанию равен Значения
Контур — это линия за пределами границы элемента. В отличие от других областей блока, контуры не занимают места, поэтому они никак не влияют на макет документа. Есть несколько свойств, влияющих на внешний вид контура. Можно изменить стиль, цвет и ширину, используя контур Контур не обязательно должен быть прямоугольным: при работе с многострочным текстом некоторые браузеры рисуют контур для каждого блока строки отдельно, в то время как другие обрамляют весь текст одним контуром. Присвоение
контур = Использование контура для установки стиля фокусаHTMLЭта ссылка имеет особый стиль фокуса. CSS а {
граница: сплошная 1px;
радиус границы: 3px;
отображение: встроенный блок;
поле: 10 пикселей;
отступ: 5px;
}
фокус {
контур: 4 пикселя с точками #e73;
смещение контура: 4px;
фон: #ffa;
}
Результат
9 BCDALVEN BRABLES 9039 BCD TAILEN 9073 9039 . Группы шлифовальных станков: Шлифовальные станки — назначение, классификация, расшифровкаШлифовальные станки — назначение, классификация, расшифровкаНазначение шлифовальных станковМеталлорежущие станки, предназначенные для обработки заготовок абразивными инструментами, составляют шлифовальную группу. При обычном шлифовании достигают параметра шероховатости поверхности Ra = 1,25 … 0,32 мкм, при точном шлифовании Ra = 0,38 … 0,08 мкм, а при отделочных операциях Ra =0,08 … 0,02 мкм. Классификация и расшифровка шлифовальных станковШлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента. По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве. Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные. По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными. Расшифровка шлифовальных станковУсловное обозначение модели станка состоит из сочетания трех — пяти цифр и одной-трех букв (например 3Л722В). Первая цифра обозначает шифр группы станков. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам). Вторая цифра обозначает типы шлифовальных станков:
Третья, а иногда и четвертая цифры характеризуют основные параметры станка или детали. Так, на станке 3M151 обрабатывают заготовки диаметром 200 мм и длиной 700 мм, а на станке 3M152 соответственно 200 и 1000 мм. Буквы, стоящие после цифр, указывают на модернизацию базовой модели станка, степень точности и особенности станка. Обычно первая из букв стоит после первой или второй цифры и указывает на то, что рассматриваемая конструкция станка усовершенствована, т. е. принадлежит к новому поколению станков (например модель 3К229). Расшифровка шлифовального станка 3Л722В
Для станков с программным управлением введена дополнительная индексация, которую проставляют в конце условного обозначения модели. Для обозначения станков с числовым программным управлением (ЧПУ) и устройством цифровой индикации (УЦИ) в условное обозначение модели введена буква Ф с цифрой: 1 — для станков с цифровой индикацией положения, а также станков с цифровой индикацией и предварительным ручным набором координат; 2 — для станков с позиционными системами ЧПУ; 3 — для станков с контурными системами ЧПУ; 4 — для станков с комбинированной системой ЧПУ. Специальные и специализированные станки обозначают индексом, состоящим из одной или двух букв, присвоенных каждому заводу-изготовителю, который ставят перед шифром модели станка. При выпуске заводом-изготовителем нескольких моделей станка его шифр дполняют порядковым номером модели. Источник:
Шлифовальные станки — основные типы, принцип работы, классификация, применение и назначение станков для шлифовки изделий
Типы шлифовальных станков
1. Поверхностно-шлифовальный станок
2. Цилиндрический шлифовальный станок
3. Внутришлифовальный станок
4. Шлифовальный станок для инструментов и фрез
Ошибка получения цены товара «Станок точильный настольный Prorab BG 150 S»
5. Резьбошлифовальные машины
Ползучее шлифование
Глубинное шлифование
Измельчаемость
Шлифовка | Ultra Precision — Fives Group Компания Fives, известная во всем мире благодаря передовым системам для обработки распределительных и коленчатых валов автомобилей, также является лидером в области бесцентрового шлифования, одно- и двухдискового шлифования, а также компактных и гибких шлифовальных станков с ЧПУ для широкого спектра типов валов. комплектующие для различных отраслей промышленности. Благодаря богатому наследию, основанному на устаревших именах — Bryant, Cincinnati, Cranfield Precision, Daisho, Gardner, Giustina и Landis, Fives предлагает полный спектр шлифовальных станков, а также обширную линейку систем, шлифовальных принадлежностей и программу обслуживания GrinderCare на протяжении всего жизненного цикла. БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ Шлифовальные станки Cincinnati могут выполнять сквозное или прямое шлифование. Высокая жесткость наших станков обеспечивает оптимальную точность, высокую производительность и большой съем материала. Подробнее ЦИЛИНДРИЧЕСКОЕ ШЛИФОВАНИЕ Ассортимент круглошлифовальных станков Landis предлагает точные, надежные, гибкие и производительные решения для малых, средних и крупных цилиндрических деталей. Дополнительная информация Шлифование по внутреннему и наружному диаметру Наша линейка Bryant включает в себя специальные шлифовальные станки для внутреннего и наружного диаметра, а также комбинированные шлифовальные станки для внутреннего и наружного диаметра (наружный диаметр/внутренний диаметр/дорожка качения/торцевая поверхность). Эти шлифовальные машины подходят для многих применений и выпускаются в различных размерах. Дополнительная информация Подпишитесь на нашу ежеквартальную рассылку, чтобы получать эксклюзивные обновления от Grinding | Команда Ultra Precision о наших последних новостях, событиях и технологиях. GrinderCare предлагает комплексные решения для жизненного цикла шлифовальных станков по всему миру. Мы предлагаем полный спектр услуг, направленных на максимальную производительность, гарантируя, что ваш шлифовальный станок будет продолжать увеличивать вашу прибыль из года в год. Поддерживаемые OEM-производители включают: Besly — Bryant — Cincinnati — Gardner — Giustina — Gold Crown — Landis — Norton — Pratt & Whitney — Warner Swasey КОНТАКТЫ
Присоединяйтесь к нам на Дне открытых дверей электромобилей Fives Landis Corp. Многочисленные интерактивные демонстрации с гибкими решениями для шлифования, несколькими конфигурациями кругов и шпинделей, гибким программированием деталей и поддержкой послепродажного обслуживания. Читать статью
Несколько успешных технических дней в Fives Giustina Компания Fives Giustina провела несколько дней технологий на своем предприятии в Турине, Италия, с 21 по 30 июня. Участники могли выбирать из специализированных тем, включая последние инновации в области шлифования в… Читать статью
Fives представляет свои передовые технологии на выставке EXPOMAQ 2022 в Леоне Гуанахуато, Мексика. Международная промышленно-инжиниринговая группа Fives примет участие в выставке EXPOMAQ 2022 (стенд № 1519), которая пройдет с 22 по 24 июня в Poliforum в Леоне Гуанахуато,… Читать статью Лучшие в отрасли станки для обработки и отделки металловУдаление заусенцев Скругление краев Отделка поверхности и полировка Измельчение и удаление шлака Покраска и подготовка поверхности METAL FINISHING SOLUTIONSУдаление заусенцев Удаление заусенцев удаляет заусенцы или края, оставшиеся на металлических деталях, для обеспечения качества и стабильности. Учить больше Просмотреть все решения arrow_right_alt РЕШЕНИЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛАЗакругление кромкиЗакругление кромки ломает кромку металлических деталей для получения надежной и однородной отделки. Учить больше Просмотреть все решения arrow_right_alt METAL FINISHING SOLUTIONSОтделка и полировка поверхностиПолировка и отделка улучшает поверхность металлических деталей, оптимизируя их прочность и эстетику. Учить больше Просмотреть все решения arrow_right_alt METAL FINISHING SOLUTIONSШлифовка и удаление шлакаШлифовка шлака удаляет тяжелый шлак, шлак и любые излишки металла с обрабатываемых деталей. Учить больше Просмотреть все решения arrow_right_alt METAL FINISHING SOLUTIONSОкраска и подготовка поверхности Зернистость металла удаляет поверхностные дефекты с деталей для создания гладкой однородной поверхности. Учить больше Просмотреть все решения arrow_right_alt Позвольте нам показать вам, что может сделать ApexОтправьте нам образец ваших деталей вместе с контрольным образцом, и мы обработаем их на машине Apex, которая наилучшим образом соответствует вашим требованиям. Мы вернем ваши образцы деталей вместе с видео, показывающим ваши детали в работе. Отправьте нам свои образцы УНИВЕРСАЛЬНОЕ РЕШЕНИЕ ДЛЯ УДАЛЕНИЯ ЗАТУШЕК И ОБРАБОТКИПознакомьтесь с нашими рабочими модулямиШИРОКОРЕМЕННАЯ БАРАБАНОВАЯ ГОЛОВКА Блок D Измельчение и удаление шлака
ЩЕТКА ДИСКОВАЯ ГОЛОВКА Блок S Удаление заусенцев и скругление кромок
ГОЛОВКА ЩЕТКИ Блок Б Отделка поверхности и полировка
МИРОВОЙ ЛИДЕР Работа с Apex Компания Apex Machine Group, основанная в 2010 году, предлагает высококачественные абразивно-шлифовальные станки и расходные материалы для обработки различных изделий из дерева, металла и композитных/пластиковых материалов. Узнать больше arrow_right_alt 2010 Год основания 45 Многолетний опыт ИНДИВИДУАЛЬНЫЕ Решения Универсальное применение, превосходные результатыМашины Apex обеспечивают качественную отделку, на которую можно положиться, для всех деталей, изготовленных в результате плазменной, лазерной, водоструйной или штамповочной обработки. Ползунок сравнения деталей до и послеДо РесурсыВидеороликиПосмотрите, как работают системы обработки и отделки Apex для металлообработки. Учить больше БлогЧитайте последние новости о металлообработке в наших информационных блогах. Учить больше Центр поддержки Посетите наш центр поддержки, чтобы получить ответы на часто задаваемые вопросы и полезные ресурсы. Со 50 характеристики: Растворонасос СО-50АМ (6м3/час)Масло индустриальное И-50А — технические характеристики, применение, ГОСТ 20799-88
Технические характеристики И-50А по ГОСТ 20799-88
Сфера применения
Масло И-50 — производители и аналоги
Провод АПВ 50 — Цены, диаметр, вес и др. характеристикиКабельная энциклопедия → Провода установочные → Провод АПВ ГОСТ 6323-79 АПВ 10 АПВ 2,5 АПВ 35 Купить у поставщика
Реклама. ООО «РКБ», ИНН 7806345589, rkb.ru РасшифровкаА П В
50 алюминиевая жила Конструкция 1. Одна многопроволочная алюминиевая токопроводящая жила номинальным
2. Одно- или двухслойная изоляция из ПВХ пластиката
Технические характеристики
Массо-габаритные характеристики
Купить из наличия
Производители
Цены из заявокУже 30 дней нет предложений на АПВ 50. Кабельные муфтыМы не знаем муфты для АПВ 50. Попробуйте подобрать муфту по характеристикам. 50 Положительные черты характера для работыЛюди сейчас так привыкли постоянно выражать себя. Они размещают фотографии с подписями в Instagram, публикуют свои самые сокровенные мысли в WordPress и излагают всю историю работы в LinkedIn. И все же многим канадцам сложно говорить о себе в единственном случае, когда это беззастенчиво необходимо: в интервью. В то время как на первом свидании можно описать себя как «беззаботного и сострадательного», для интервью не существует таких ключевых слов. Вот почему важно брать простые прилагательные и превращать их в навыки, которые можно применить в текущей работе. Теперь мы включаем список личностных качеств на рабочем месте. Авантюрный : Я иду на риск. Амбициозный : Я стремлюсь к успеху. Доступный : Я хорошо работаю с другими. Articulate : Я могу хорошо выражать свои мысли перед группами. Автономный : Я использую инициативу. Спокойствие : Я остаюсь уравновешенным в кризисной ситуации. Харизматичный : Я могу быть лидером, когда это необходимо. Веселый : Я создаю благоприятную рабочую среду. Умный : Я могу совмещать несколько задач. Конкурентный : Я процветаю под давлением. Уверенный : Я не боюсь задавать вопросы. Кооператив : Я хорошо справляюсь в коллективе. Вежливый : Меня волнует атмосфера на рабочем месте. Creative : Я думаю нестандартно. Любопытство : Я очень хочу учиться. Определено : Я самомотивирован. Преданный : Я привержен успеху компании. Прилежный : Я всегда работаю изо всех сил. Спокойный : Я легко адаптируюсь к новым ситуациям. Образование : У меня есть формальное образование. Эффективный : У меня очень быстрое время оборота. Красноречивый : У меня хорошие коммуникативные навыки. Энергичный : Я могу работать долгие и тяжелые часы. Энтузиазм : Я вкладываю все свои силы в каждый проект. Гибкость : Я могу адаптировать свои приоритеты. Сосредоточенность : Я целеустремлен. Дружелюбный : Со мной легко работать. Честность : Я ценю честность. Воображение : Я изобретателен в своем рабочем процессе. Независимый : Мне нужно небольшое направление. Неопытный : Я пустой поддон. Любознательный : Я отлично умею собирать информацию. Проницательный : Я умею читать между строк. Интуитивный : Я чувствую, когда есть проблема. Дотошный : Я обращаю внимание на мелкие детали. Невротик : Я перфекционист. Непредвзятость : Я хорошо воспринимаю конструктивную критику. Мнение : Мне удобно высказывать свое мнение. Организованный : Я дотошный планировщик. Пациент : Меня нелегко вывести из себя. Проницательный : Я могу легко читать людей. Убедительный : Я прирожденный продавец. Процедурный : Я лучше всего работаю со структурой. Пунктуальность : У меня отличные навыки тайм-менеджмента. Тихо : Я хороший слушатель. Расслабленный : Я не поддаюсь стрессу. Находчивый : Я использую все подручные средства. Ответственный : Я всегда заканчиваю работу вовремя. Разговорчивый : Мне удобно начать диалог. Технологический : Я промышленно подкован. Надеюсь, вы нашли себя в этом списке черт. Присоединяйтесь к Monster бесплатно сегодня и получайте другие полезные статьи на ваши любимые темы работы и карьеры. Положительные качества: Откройте для себя более 100 положительных черт характера
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Благодаря этому такие станки называют коленно-рычажными. Они крепятся к вертикальной стене или колонне. Прижатие каменной плиты к неподвижной платформе осуществляется посредством станка, хотя на более старых моделях эта тяжёлая механическая работа производилась вручную. Коленные станки лёгкие и надёжные, просты в использовании. Именно поэтому они пользуются такой популярностью среди камнеобработчиков.
Благодаря этому такие станки называют коленно-рычажными. Они крепятся к вертикальной стене или колонне. Прижатие каменной плиты к неподвижной платформе осуществляется посредством станка, хотя на более старых моделях эта тяжёлая механическая работа производилась вручную. Коленные станки лёгкие и надёжные, просты в использовании. Именно поэтому они пользуются такой популярностью среди камнеобработчиков. С давних времен для этого использовалась шлифовка и полировка природного камня. Эти операции придавали покрытиям особый, парадный вид. Обеспечить качественную обработку помогают специальные станки и инструменты. Для правильного их выбора необходимо знание особенностей технологии и возможностей оборудования.
С давних времен для этого использовалась шлифовка и полировка природного камня. Эти операции придавали покрытиям особый, парадный вид. Обеспечить качественную обработку помогают специальные станки и инструменты. Для правильного их выбора необходимо знание особенностей технологии и возможностей оборудования.




 Эта операция осуществляется в следующем порядке:
Эта операция осуществляется в следующем порядке:

 Для этого вначале осуществляется тонкая полировка с помощью станка с войлочным диском. Затем, рекомендуется нанести силиконовый герметик (Tytan Professional, Силируб МА, Lugato Marmor + Granit, KRASS). После пропитки поверхности им, через 20-25 минут следует нанести пасту-кристаллизатор AKEMI, АК2 на 15-20 минут. Поверхность протирается насухо и оставляется сохнуть 7-8 ч. Такая обработка рекомендуется 1 раз в 2 года.
Для этого вначале осуществляется тонкая полировка с помощью станка с войлочным диском. Затем, рекомендуется нанести силиконовый герметик (Tytan Professional, Силируб МА, Lugato Marmor + Granit, KRASS). После пропитки поверхности им, через 20-25 минут следует нанести пасту-кристаллизатор AKEMI, АК2 на 15-20 минут. Поверхность протирается насухо и оставляется сохнуть 7-8 ч. Такая обработка рекомендуется 1 раз в 2 года. Полировка начинается с кругов №№ 50 и 100. Затем, устанавливаются поочередно «черепашки» №№ 200, 400 и так до 3000. Для достижения различных эффектов используются полировочные пасты на основе хрома, алюминия, железа, олова или кальция. Хромистая паста меняет цветовой оттенок.
Полировка начинается с кругов №№ 50 и 100. Затем, устанавливаются поочередно «черепашки» №№ 200, 400 и так до 3000. Для достижения различных эффектов используются полировочные пасты на основе хрома, алюминия, железа, олова или кальция. Хромистая паста меняет цветовой оттенок. Особое внимание уделяется следам плесени, извести и цементного раствора. При их обнаружении надо срочно принимать меры, используя сильнодействующие растворители.
Особое внимание уделяется следам плесени, извести и цементного раствора. При их обнаружении надо срочно принимать меры, используя сильнодействующие растворители.
 до 2000 кг/ч. Каменные мельницы Diamant, Europemill Industrial и Grindmaster поставляют нашим клиентам, таким как фермеры, пекарни, кафе и кофейни, небольшие кооперативы и мукомольные предприятия в целом, органическую свежемолотую цельнозерновую муку, специи или кофе. Изделия из каменного помола сохраняют все питательные вещества, что лучше для нашего здоровья, а также для окружающей среды. Ничего не добавляется; ничего не удаляется, что придает продукту натуральный вкус без обогащения.
до 2000 кг/ч. Каменные мельницы Diamant, Europemill Industrial и Grindmaster поставляют нашим клиентам, таким как фермеры, пекарни, кафе и кофейни, небольшие кооперативы и мукомольные предприятия в целом, органическую свежемолотую цельнозерновую муку, специи или кофе. Изделия из каменного помола сохраняют все питательные вещества, что лучше для нашего здоровья, а также для окружающей среды. Ничего не добавляется; ничего не удаляется, что придает продукту натуральный вкус без обогащения. Изделия из каменного помола сохраняют все питательные вещества, что лучше для вашего здоровья, а также для окружающей среды. Ничего не добавляется; ничего не удаляется, что придает продукту натуральный вкус без обогащения.
Изделия из каменного помола сохраняют все питательные вещества, что лучше для вашего здоровья, а также для окружающей среды. Ничего не добавляется; ничего не удаляется, что придает продукту натуральный вкус без обогащения.




 Поэтому ищите знак качества ENGSKO, отлитый на обратной стороне камня. Это ваша гарантия качества ENGSKO.
Поэтому ищите знак качества ENGSKO, отлитый на обратной стороне камня. Это ваша гарантия качества ENGSKO. PROFI S200 оснащен гоночными конструкциями с регулируемыми параметрами для горных и беговых лыж.
PROFI S200 оснащен гоночными конструкциями с регулируемыми параметрами для горных и беговых лыж. С индивидуальной регулировкой давления наполненного воздухом подающего ролика вы можете точно реагировать на обстоятельства и регулировать давление. Это обеспечивает плавные переходы контуров и структур на поверхности лыж. Таким образом, результат структурирования становится еще более точным, и вы можете предложить своим клиентам лыжный сервис со структурами Кубка мира.
С индивидуальной регулировкой давления наполненного воздухом подающего ролика вы можете точно реагировать на обстоятельства и регулировать давление. Это обеспечивает плавные переходы контуров и структур на поверхности лыж. Таким образом, результат структурирования становится еще более точным, и вы можете предложить своим клиентам лыжный сервис со структурами Кубка мира.
 Благодаря широкой номенклатуре универсальных сборочных приспособлений, можно закрепить и удерживать любое изделие.
Благодаря широкой номенклатуре универсальных сборочных приспособлений, можно закрепить и удерживать любое изделие. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Опоры на роликах с тормозом для легкого перемещения.
Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Опоры на роликах с тормозом для легкого перемещения. Отклонение от плоскостности после сборки 0,5…0,7 мм/м. В зависимости от мастерства возможно точнее — регулировочные прокладки в комплекте. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Посмотрите видео самостоятельной сборки стола
Отклонение от плоскостности после сборки 0,5…0,7 мм/м. В зависимости от мастерства возможно точнее — регулировочные прокладки в комплекте. Конструкция усилена ребрами жесткости. Идеален для работы с деталями массой до 300 кг. Посмотрите видео самостоятельной сборки стола
 Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом.
Возможно формирование регулируемой по высоте поверхности путем соединения упорных и крепежных угольников с отверстием-слотом.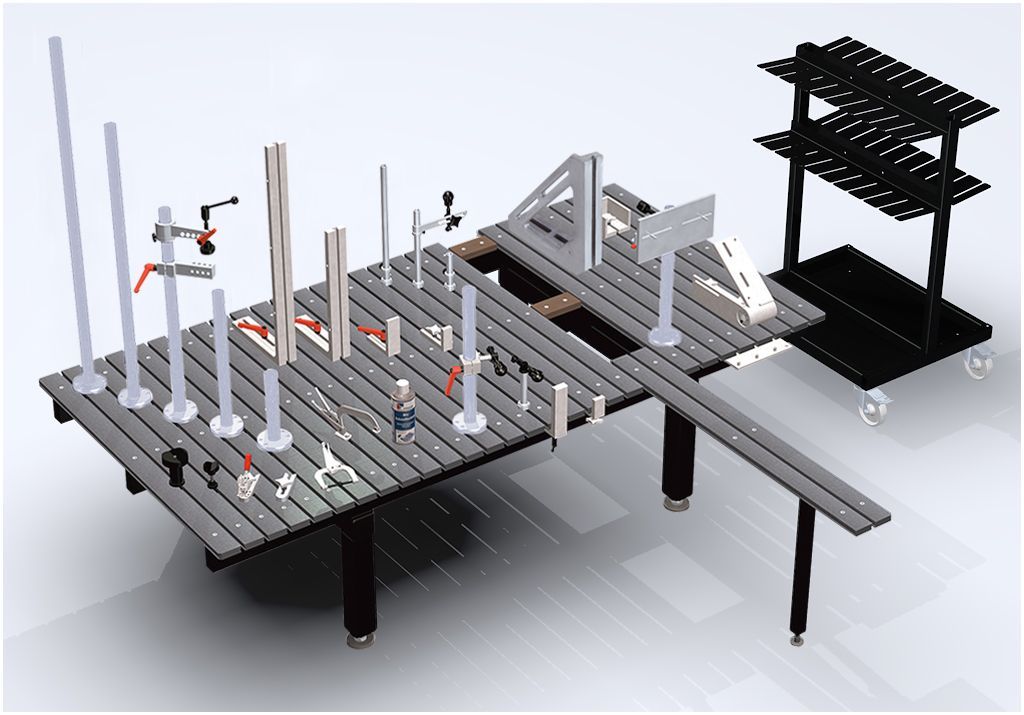 Производительность по воздуху 400 м3/час. Грубая фильтрация осуществляется циклоном, затем, в зависимости от комплектации, устанавливаются панельный и рукавный фильтры для обеспечения фильтрации до класса G6. Подробнее →
Производительность по воздуху 400 м3/час. Грубая фильтрация осуществляется циклоном, затем, в зависимости от комплектации, устанавливаются панельный и рукавный фильтры для обеспечения фильтрации до класса G6. Подробнее →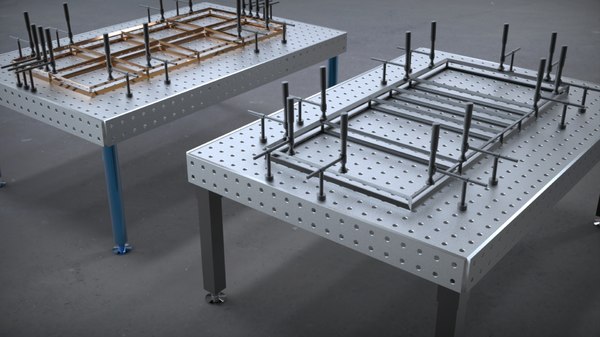 Комплект для сборки
Комплект для сборки Диапазон его применения довольно широк, и это основной инструмент, обычно используемый производителями машин. Но некоторые пользователи не знают, как его выбрать. Итак, здесь я расскажу вам некоторую информацию о знании 3D сварочного стола по внешнему виду, качеству и цене при покупке 3D сварочного стола.
Диапазон его применения довольно широк, и это основной инструмент, обычно используемый производителями машин. Но некоторые пользователи не знают, как его выбрать. Итак, здесь я расскажу вам некоторую информацию о знании 3D сварочного стола по внешнему виду, качеству и цене при покупке 3D сварочного стола. Чем быстрее скорость охлаждения, тем выше твердость, но также легко вызвать трещины на поверхности чугуна. Так что будьте осторожны при выборе.
Чем быстрее скорость охлаждения, тем выше твердость, но также легко вызвать трещины на поверхности чугуна. Так что будьте осторожны при выборе.

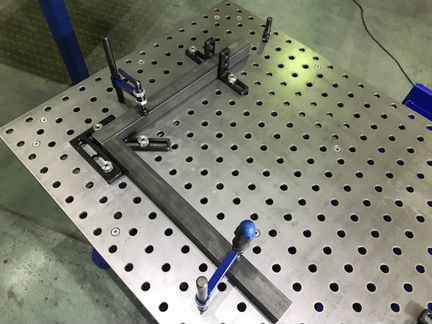


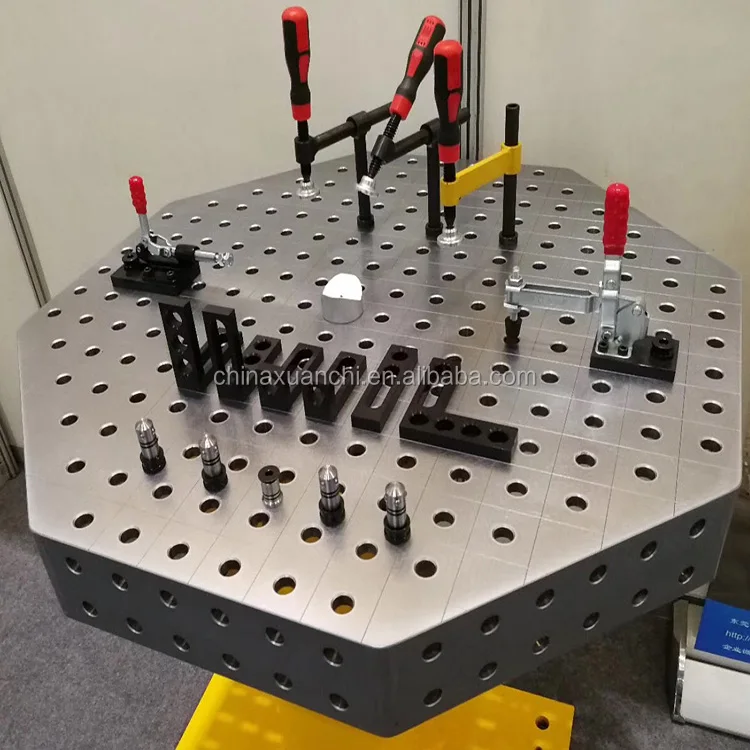
 Узнайте о модульных сварочных приспособлениях и их важности
Узнайте о модульных сварочных приспособлениях и их важности 
 Уточняющее сканирование при выявлении патологических изменений
Уточняющее сканирование при выявлении патологических изменений /дистопирован. зубов
/дистопирован. зубов дых. пути), Беговая, Марксистская
дых. пути), Беговая, Марксистская /полуоткрыт./закр. (привычная окклюзия/прикусной шаблон)
/полуоткрыт./закр. (привычная окклюзия/прикусной шаблон) по КЛКТ, ранее проведенной у нас
по КЛКТ, ранее проведенной у нас Диагностика Diagnocat
Диагностика Diagnocat м.н.) по результатам расчета боковой ТРГ
м.н.) по результатам расчета боковой ТРГ obj/.stl/3dMD‑viewer)
obj/.stl/3dMD‑viewer) м.н.‑ (письменное заключение по результатам исследования)
м.н.‑ (письменное заключение по результатам исследования)







 Вот тут можно – узнать как отправить одну заявку сразу в несколько компаний.
Вот тут можно – узнать как отправить одну заявку сразу в несколько компаний.
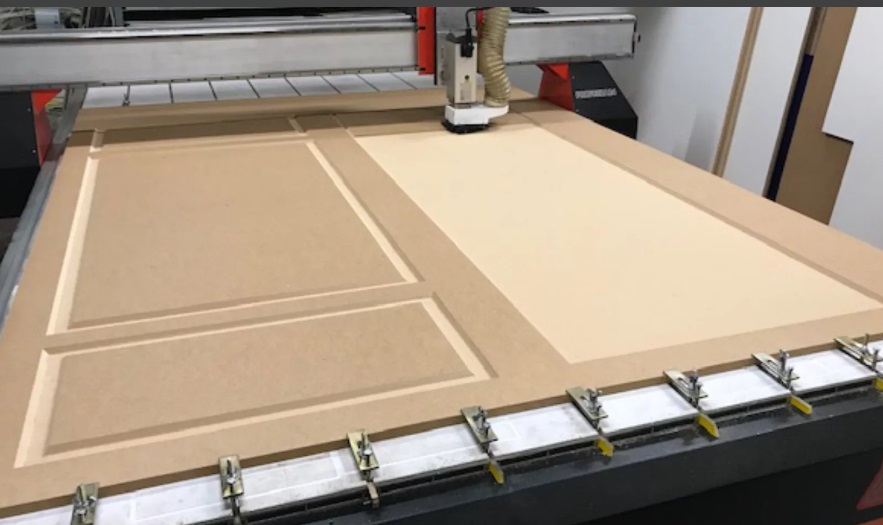 В последнем случае технолог подбирает необходимый инструмент и пишет управляющую программу, которую запускает оператор станка.
В последнем случае технолог подбирает необходимый инструмент и пишет управляющую программу, которую запускает оператор станка.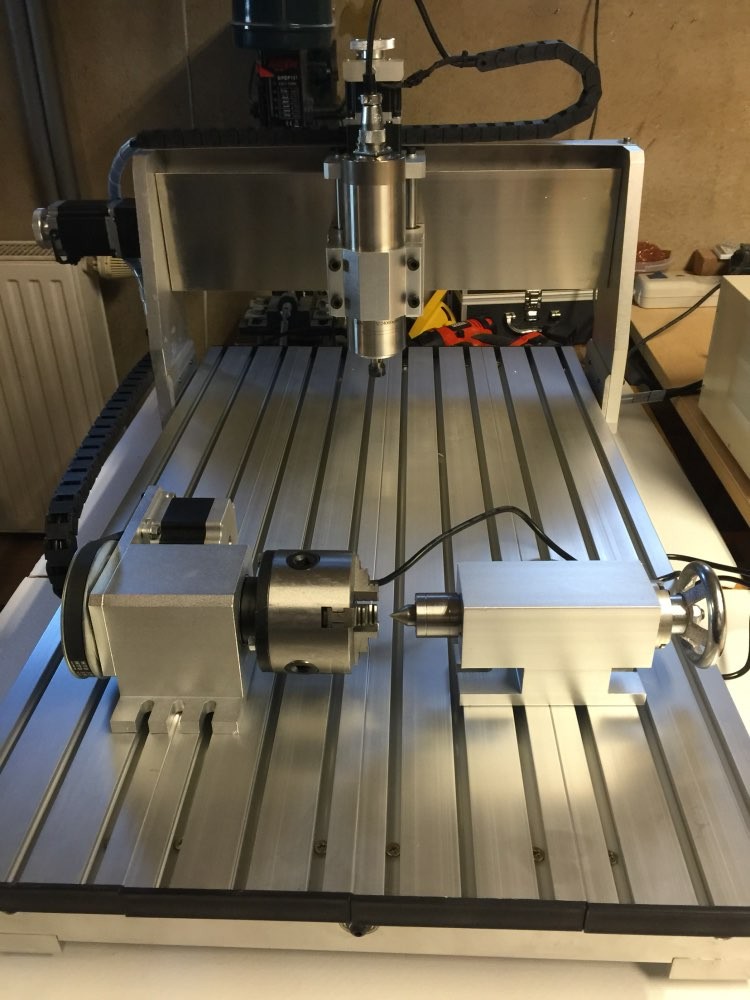 Существует огромное количество видов фрез и оснасток, мы советуем изучить материалы по данной теме в открытых источниках, которых сейчас бессчетное множество.
Существует огромное количество видов фрез и оснасток, мы советуем изучить материалы по данной теме в открытых источниках, которых сейчас бессчетное множество.

 Особенности изготовления деталей. Требования к материалам.
Особенности изготовления деталей. Требования к материалам. Этот процесс, известный своей точностью и точностью, является неотъемлемой частью нескольких отраслей, наиболее известными из которых являются автомобилестроение и авиастроение.
Этот процесс, известный своей точностью и точностью, является неотъемлемой частью нескольких отраслей, наиболее известными из которых являются автомобилестроение и авиастроение.
 С другой стороны, некоторые программы позволяют отслеживать 2D-изображение, чтобы преобразовать его в 3D-файл.
С другой стороны, некоторые программы позволяют отслеживать 2D-изображение, чтобы преобразовать его в 3D-файл.


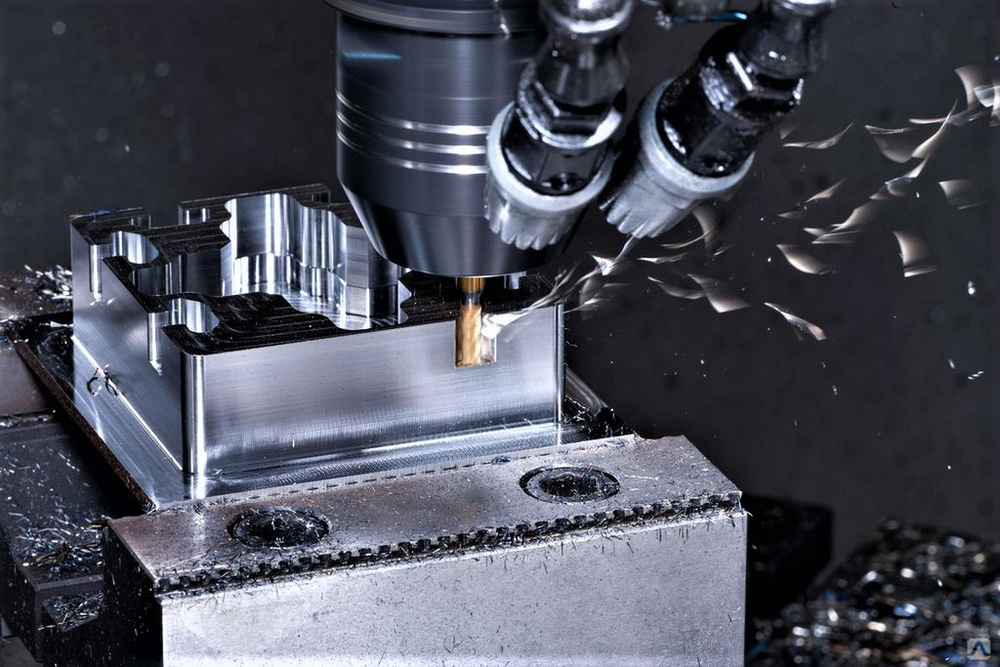 Вы можете контролировать глубину реза, вращая винт вертикальной подачи стола.
Вы можете контролировать глубину реза, вращая винт вертикальной подачи стола. Неспособность сделать это может привести к деформации или растрескиванию.
Неспособность сделать это может привести к деформации или растрескиванию. Тем не менее, он также имеет свои недостатки. Ниже приведены некоторые преимущества и недостатки процесса.
Тем не менее, он также имеет свои недостатки. Ниже приведены некоторые преимущества и недостатки процесса. Таким образом, фрезерование с ЧПУ может быть идеальным процессом, если у вас есть блок материала.
Таким образом, фрезерование с ЧПУ может быть идеальным процессом, если у вас есть блок материала. Эти материалы легкие и прочные. Из-за высокой потребности в точности и прецизионности процесс считается подходящим.
Эти материалы легкие и прочные. Из-за высокой потребности в точности и прецизионности процесс считается подходящим. Поэтому фрезерование с ЧПУ — лучший метод для таких деталей. Дизайн сохранен, а производительность и эффективность есть.
Поэтому фрезерование с ЧПУ — лучший метод для таких деталей. Дизайн сохранен, а производительность и эффективность есть.
 Сервис рассчитывает стоимость использования фрезерного станка из стоимости покупки и того, как долго он должен работать в год. Например, в Европе 3-осевые станки стоят около 40 долларов в час, а 4-осевые и 5-осевые станки стоят от 75 до 120 долларов в час.
Сервис рассчитывает стоимость использования фрезерного станка из стоимости покупки и того, как долго он должен работать в год. Например, в Европе 3-осевые станки стоят около 40 долларов в час, а 4-осевые и 5-осевые станки стоят от 75 до 120 долларов в час.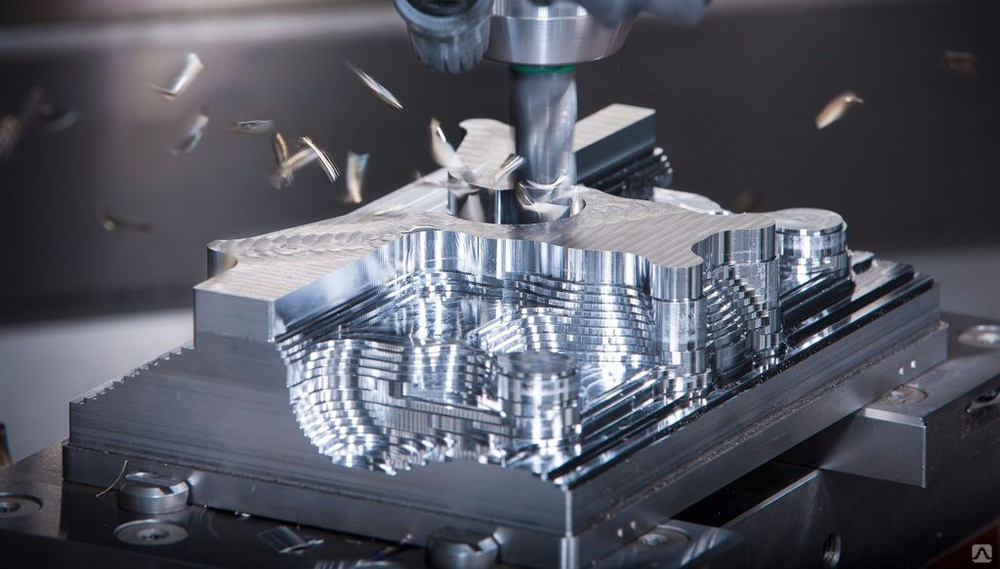 0) на блок
0) на блок

 Существует несколько видов многоосевых фрезерных станков:
Существует несколько видов многоосевых фрезерных станков: Следовательно, это подходящий выбор для выполнения вырезов и других сложных операций фрезерования. Эти машины быстрые, точные и точные.
Следовательно, это подходящий выбор для выполнения вырезов и других сложных операций фрезерования. Эти машины быстрые, точные и точные.
 Столбец может быть одиночным. Однако это зависит от сложности машины.
Столбец может быть одиночным. Однако это зависит от сложности машины. Однако количество инструментов может меняться в зависимости от конструкции и производителя фрезерного станка.
Однако количество инструментов может меняться в зависимости от конструкции и производителя фрезерного станка.

 Вы можете использовать различные программы CAD-CAM для разработки необходимого G-кода для обработки. Очень важно перевести дизайн САПР на язык программирования ЧПУ, потому что это то, что машина поймет.
Вы можете использовать различные программы CAD-CAM для разработки необходимого G-кода для обработки. Очень важно перевести дизайн САПР на язык программирования ЧПУ, потому что это то, что машина поймет. Тем не менее, по-прежнему требуется первоначальная настройка и проверка программы перед началом процесса.
Тем не менее, по-прежнему требуется первоначальная настройка и проверка программы перед началом процесса. д. Однако для создания этих элементов требуются различные операции фрезерования, такие как:
д. Однако для создания этих элементов требуются различные операции фрезерования, такие как: 
 В процессе используется профильный фрезерный инструмент, который может располагаться параллельно или перпендикулярно поверхности заготовки.
В процессе используется профильный фрезерный инструмент, который может располагаться параллельно или перпендикулярно поверхности заготовки. Вот некоторые из преимуществ и недостатков этой технологии производства.
Вот некоторые из преимуществ и недостатков этой технологии производства.
 Это может привести к увеличению общих производственных затрат.
Это может привести к увеличению общих производственных затрат. В то время как основы остаются прежними, несколько модификаций делают каждую мельницу уникальной.
В то время как основы остаются прежними, несколько модификаций делают каждую мельницу уникальной. Однако они обеспечивают меньшую устойчивость, чем машины станочного типа. Традиционные коленчатые мельницы — отличный вариант для создания одноразовых компонентов для подготовительных работ, работ по техническому обслуживанию и т. д.
Однако они обеспечивают меньшую устойчивость, чем машины станочного типа. Традиционные коленчатые мельницы — отличный вариант для создания одноразовых компонентов для подготовительных работ, работ по техническому обслуживанию и т. д.  Они используют большие рабочие столы, а их шпиндели могут двигаться в трех направлениях. Однако строгальные станки могут одновременно вмещать больше инструментов. Они могут брать до четырех инструментов одновременно. Это повышает их гибкость и эффективность, уменьшая при этом потребность в смене инструментов в процессе фрезерования.
Они используют большие рабочие столы, а их шпиндели могут двигаться в трех направлениях. Однако строгальные станки могут одновременно вмещать больше инструментов. Они могут брать до четырех инструментов одновременно. Это повышает их гибкость и эффективность, уменьшая при этом потребность в смене инструментов в процессе фрезерования.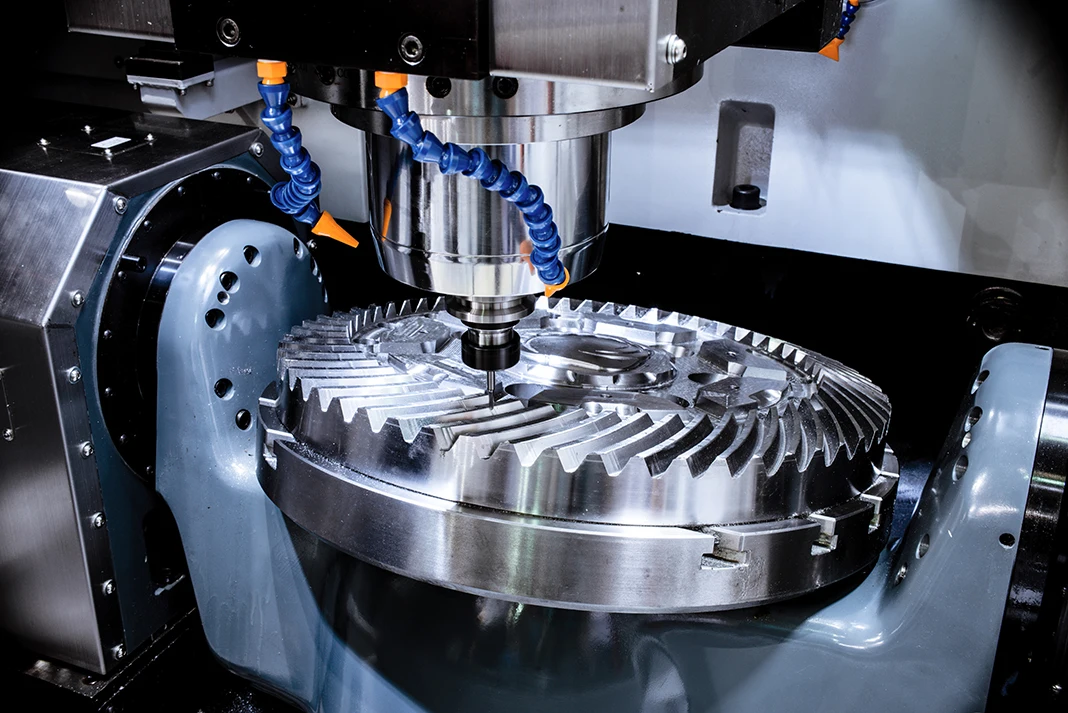 Кроме того, они меньше по размеру и требуют меньше места в станочных цехах с ЧПУ.
Кроме того, они меньше по размеру и требуют меньше места в станочных цехах с ЧПУ. На этих станках заготовки можно позиционировать относительно режущего инструмента. Затем оператор может добавить ось Z, опустив режущий инструмент. Инструменты ЧПУ обеспечивают одновременное перемещение по трем осям, предлагая необходимую гибкость для ваших нужд.
На этих станках заготовки можно позиционировать относительно режущего инструмента. Затем оператор может добавить ось Z, опустив режущий инструмент. Инструменты ЧПУ обеспечивают одновременное перемещение по трем осям, предлагая необходимую гибкость для ваших нужд.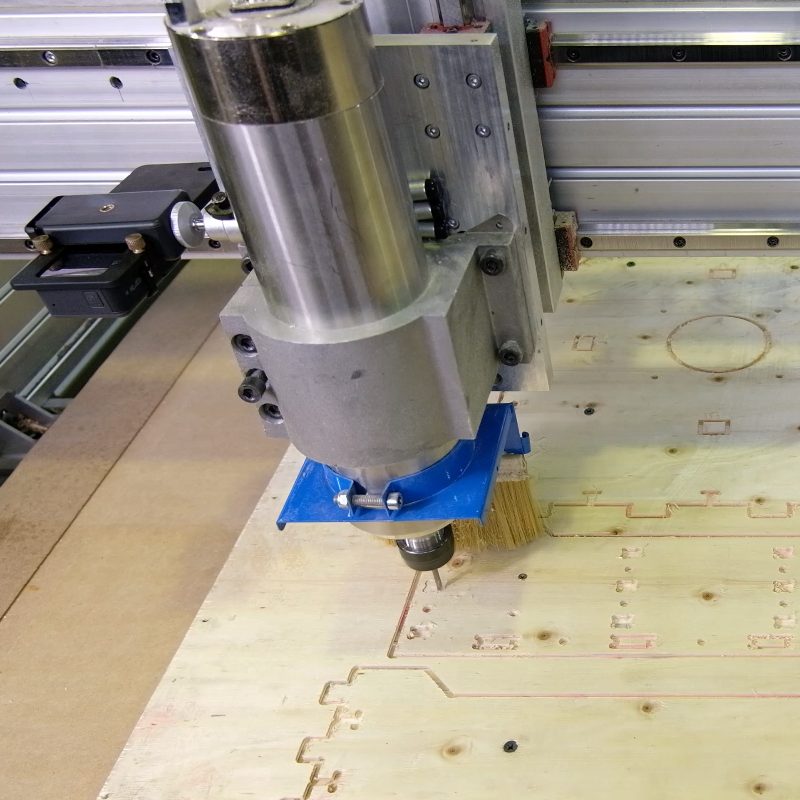 Они имеют стационарные рабочие столы с полной свободой перемещения режущей головки. То есть голова может перемещаться по осям X, Y и Z и вокруг них.
Они имеют стационарные рабочие столы с полной свободой перемещения режущей головки. То есть голова может перемещаться по осям X, Y и Z и вокруг них. Основными компонентами панели управления являются монитор ЧПУ и кнопки программирования. Большинство станков с ЧПУ имеют легкодоступные панели управления для облегчения обработки.
Основными компонентами панели управления являются монитор ЧПУ и кнопки программирования. Большинство станков с ЧПУ имеют легкодоступные панели управления для облегчения обработки. В большинстве рабочих столов используются Т-образные пазы для обеспечения легкого зажима заготовки.
В большинстве рабочих столов используются Т-образные пазы для обеспечения легкого зажима заготовки. Они различаются в зависимости от расположения, количества, расстояния между зубьями, диаметра, длины и геометрии.
Они различаются в зависимости от расположения, количества, расстояния между зубьями, диаметра, длины и геометрии. д.
д. Таким образом, проекты сохраняются с повышенной эффективностью и производительностью.
Таким образом, проекты сохраняются с повышенной эффективностью и производительностью.
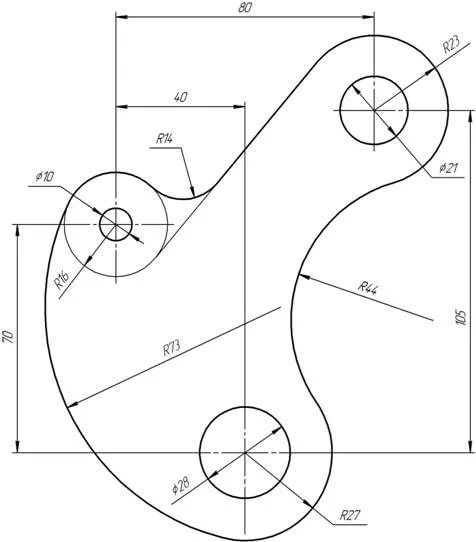 Исключение составляют размеры, перенесенные с чертежей изделий-заготовок и размеры деталей (элементов), указанных в обозначении материала в основной надписи.
Исключение составляют размеры, перенесенные с чертежей изделий-заготовок и размеры деталей (элементов), указанных в обозначении материала в основной надписи.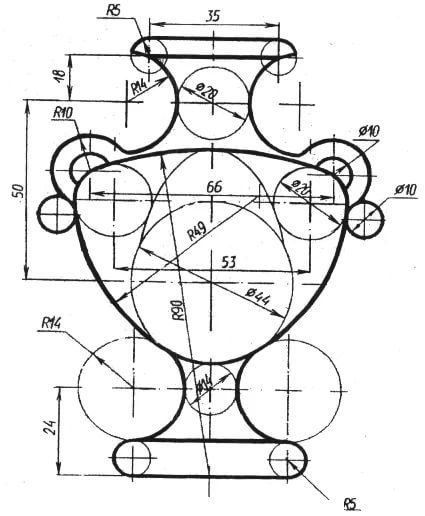 3 и 4.
3 и 4.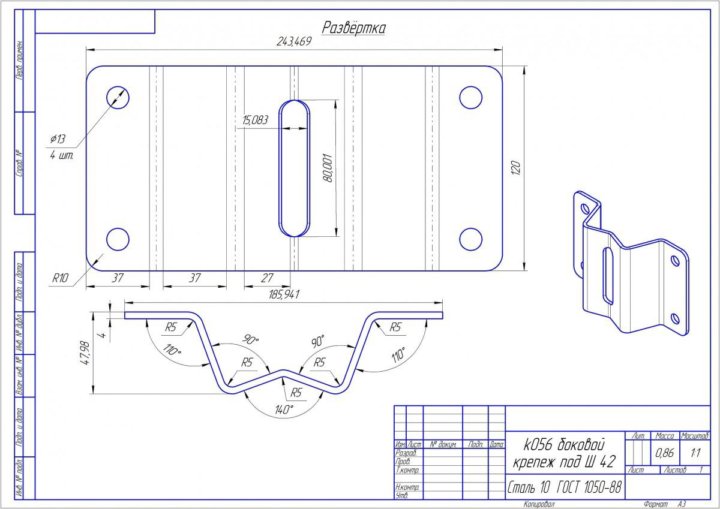
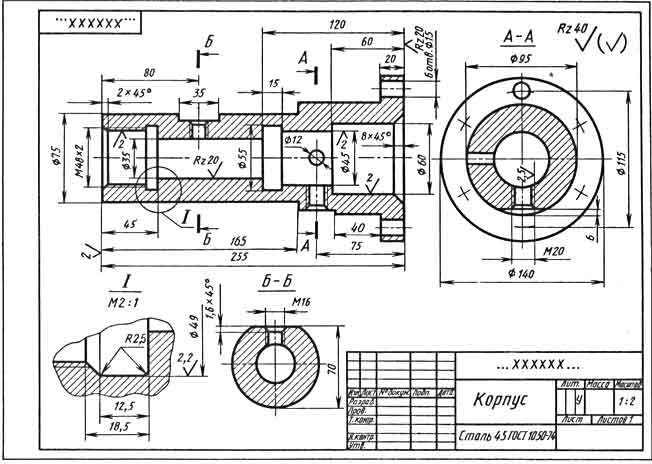 Размерная линия радиуса имеет только одну стрелку со стороны дуги. Сопряжения, изображенные не в проекции, рекомендуется обозначать через R не в проекции (рис. 7).
Размерная линия радиуса имеет только одну стрелку со стороны дуги. Сопряжения, изображенные не в проекции, рекомендуется обозначать через R не в проекции (рис. 7).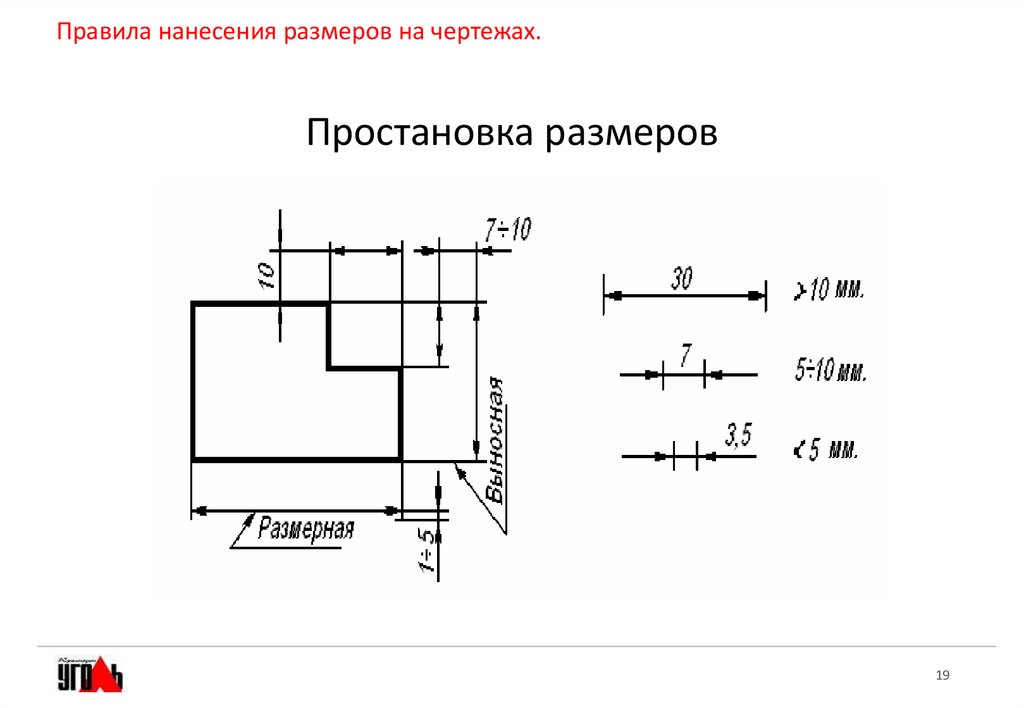 307-81).
307-81).
 Количество одинаковых отверстий всегда указывают полностью, а их размеры – только один раз.
Количество одинаковых отверстий всегда указывают полностью, а их размеры – только один раз.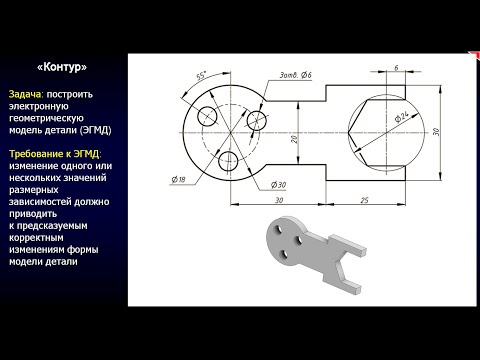 19
19
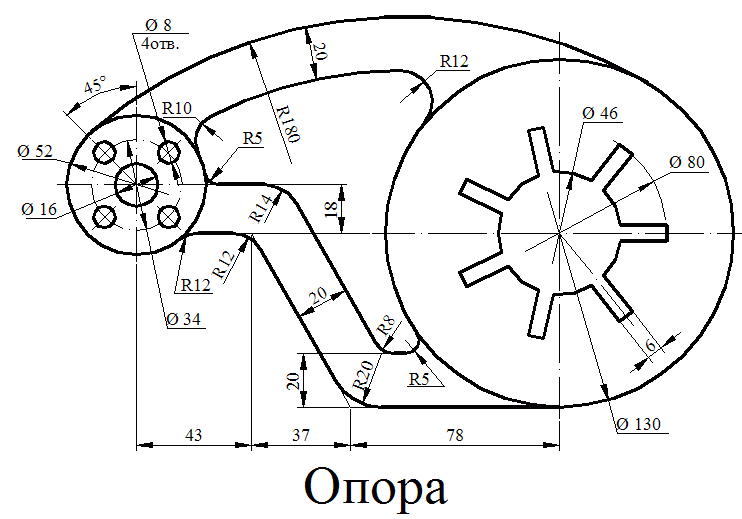
 22).
22). Все остальные размеры наносят на проекциях детали (рис. 23). Размеры, нанесенные на развертке, не повторяются на проекциях детали. На развертке детали делается надпись «Развертка».
Все остальные размеры наносят на проекциях детали (рис. 23). Размеры, нанесенные на развертке, не повторяются на проекциях детали. На развертке детали делается надпись «Развертка». Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).
Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).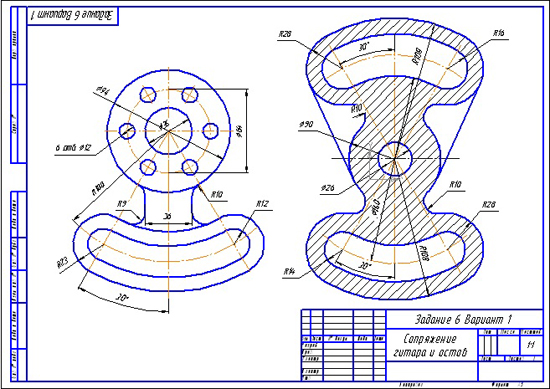
 п.
п.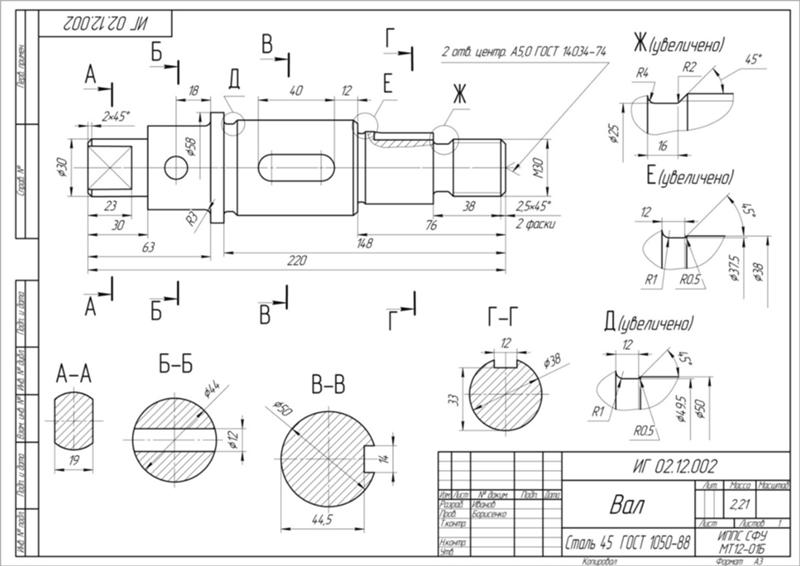
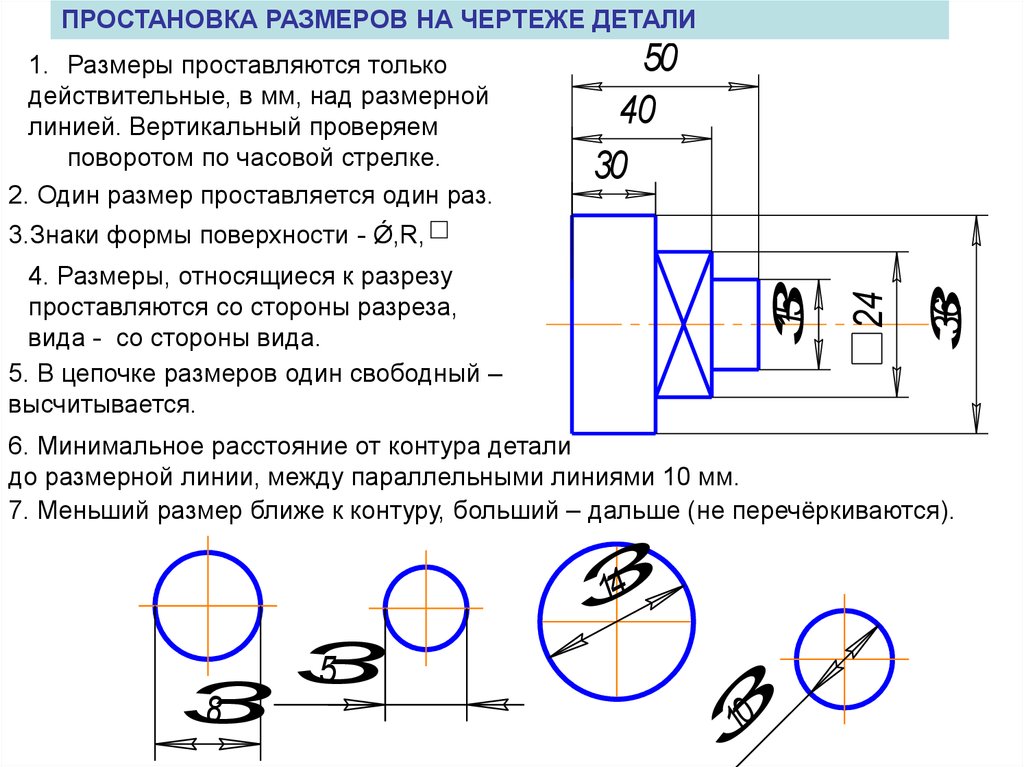 Её контур состоит из прямых линий и дуг окружностей радиусом 10 мм. Предстоит выполнить сопряжения прямой линии с дугой окружности и двух дуг дугами окружностей радиусом 15 мм.
Её контур состоит из прямых линий и дуг окружностей радиусом 10 мм. Предстоит выполнить сопряжения прямой линии с дугой окружности и двух дуг дугами окружностей радиусом 15 мм.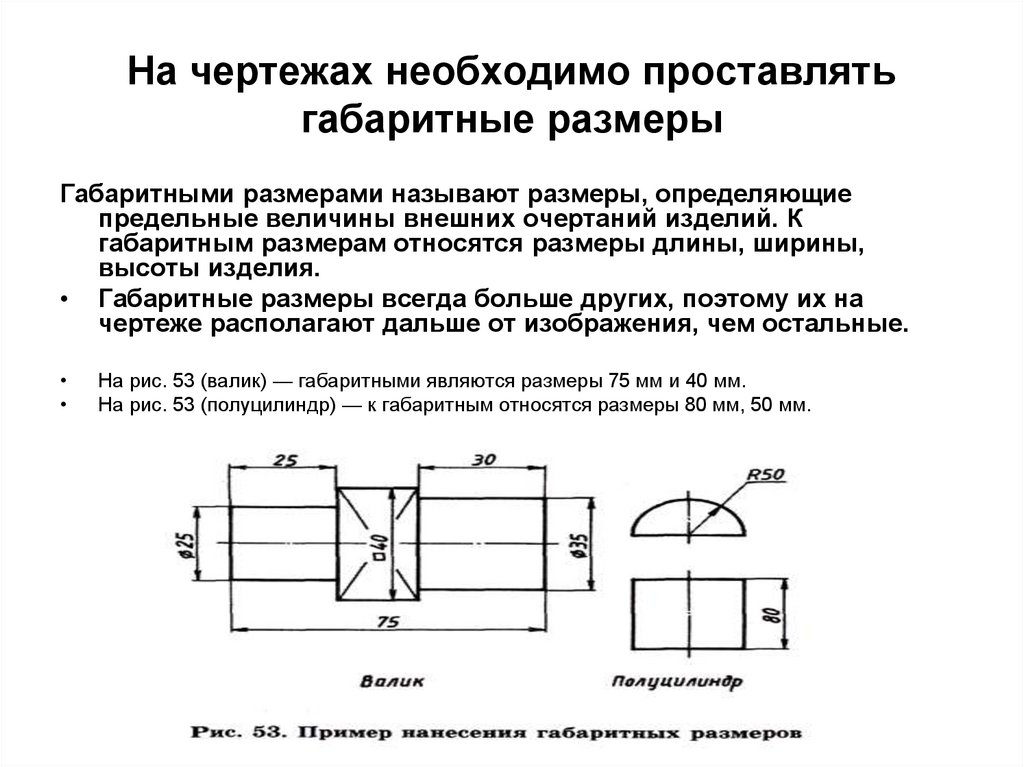 Центры четырёх дуг определяются по заданным условиям (рис. 43, в). Предстоит выполнить с каждой стороны от оси по четыре сопряжения двух дуг и построить касательную к двум дугам окружностей (рис. 43, г).
Центры четырёх дуг определяются по заданным условиям (рис. 43, в). Предстоит выполнить с каждой стороны от оси по четыре сопряжения двух дуг и построить касательную к двум дугам окружностей (рис. 43, г).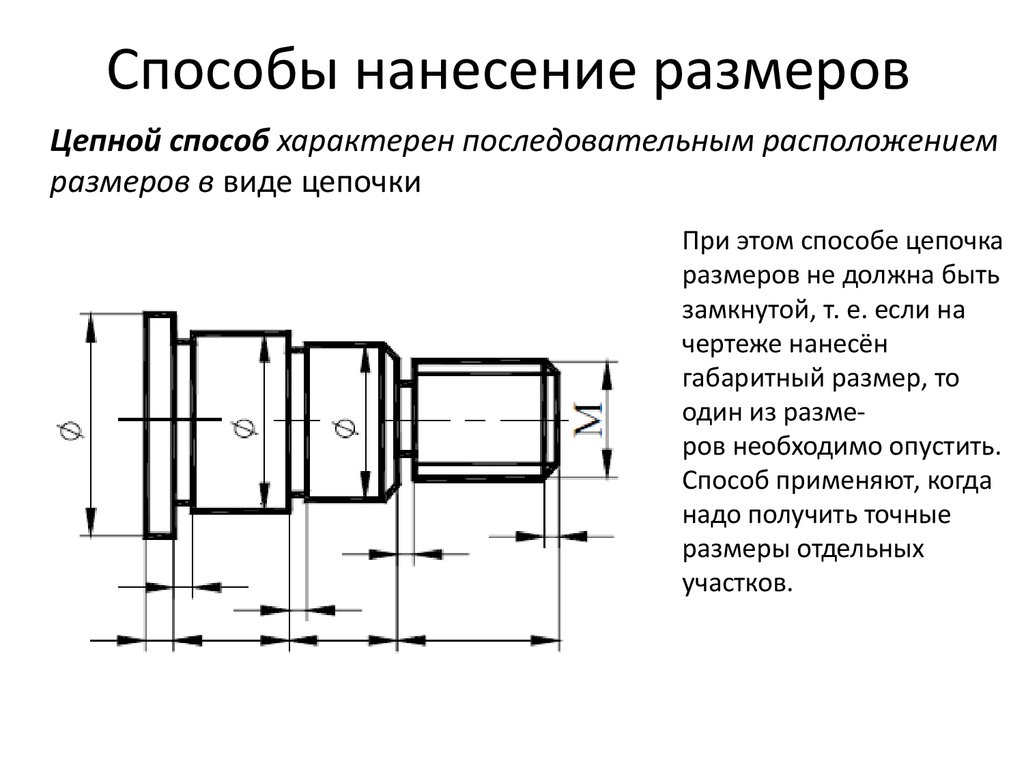
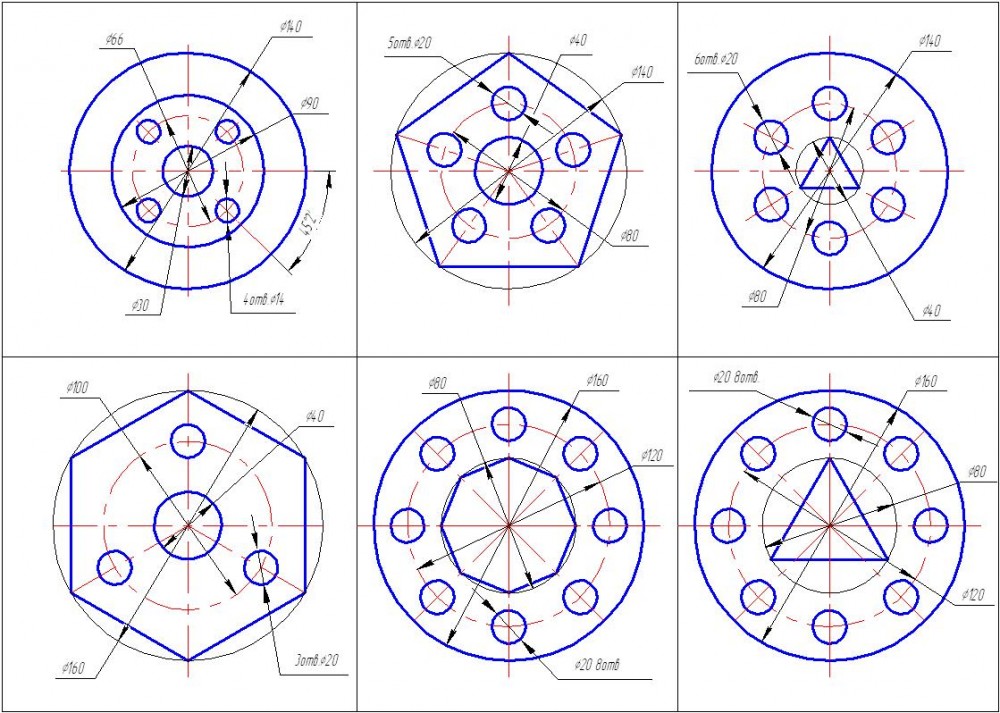
 2em;
}
2em;
}
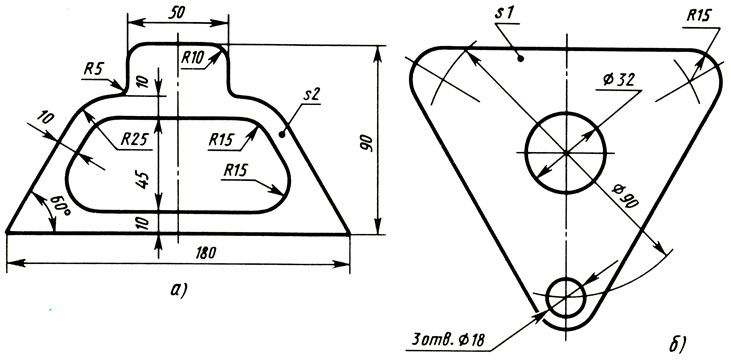 Порядок значений не имеет значения. Как и во всех сокращенных свойствах, любые пропущенные вложенные значения будут установлены в их начальное значение.
Порядок значений не имеет значения. Как и во всех сокращенных свойствах, любые пропущенные вложенные значения будут установлены в их начальное значение.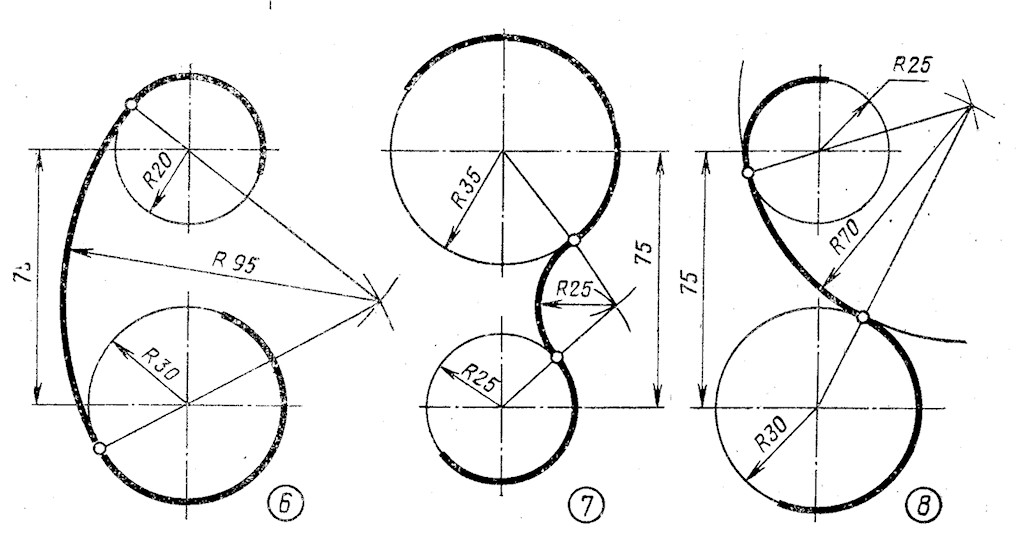 По умолчанию
По умолчанию 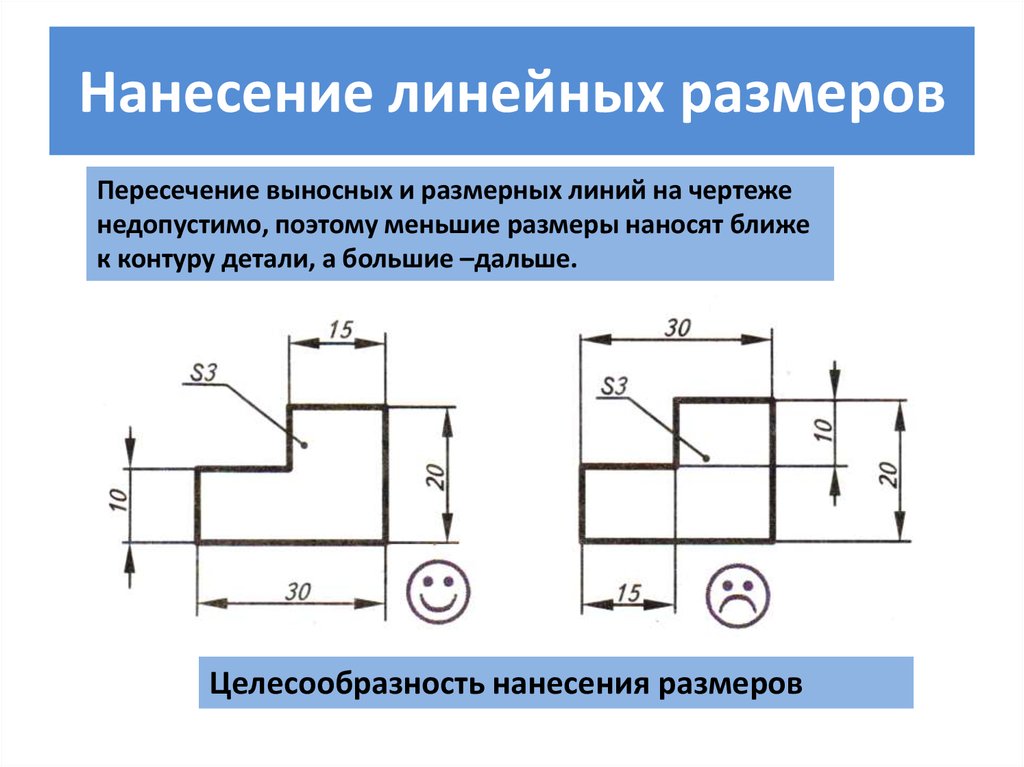 Обеспечьте очевидный стиль фокуса, если стиль фокуса по умолчанию удален.
Обеспечьте очевидный стиль фокуса, если стиль фокуса по умолчанию удален. Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать
Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать 
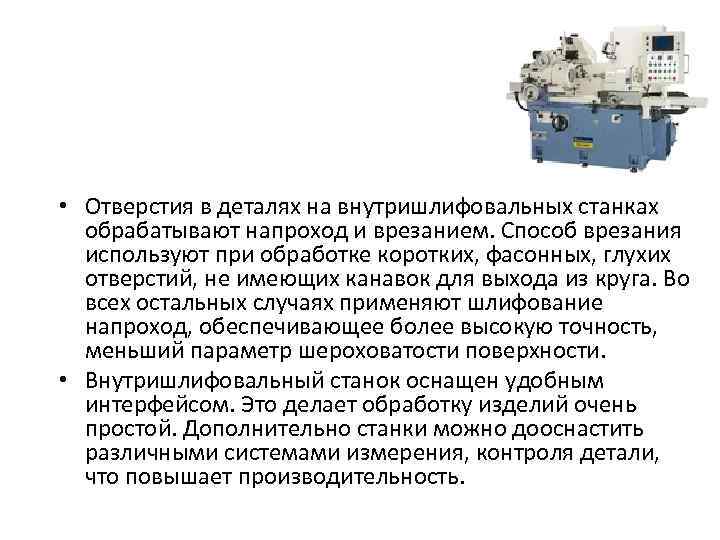
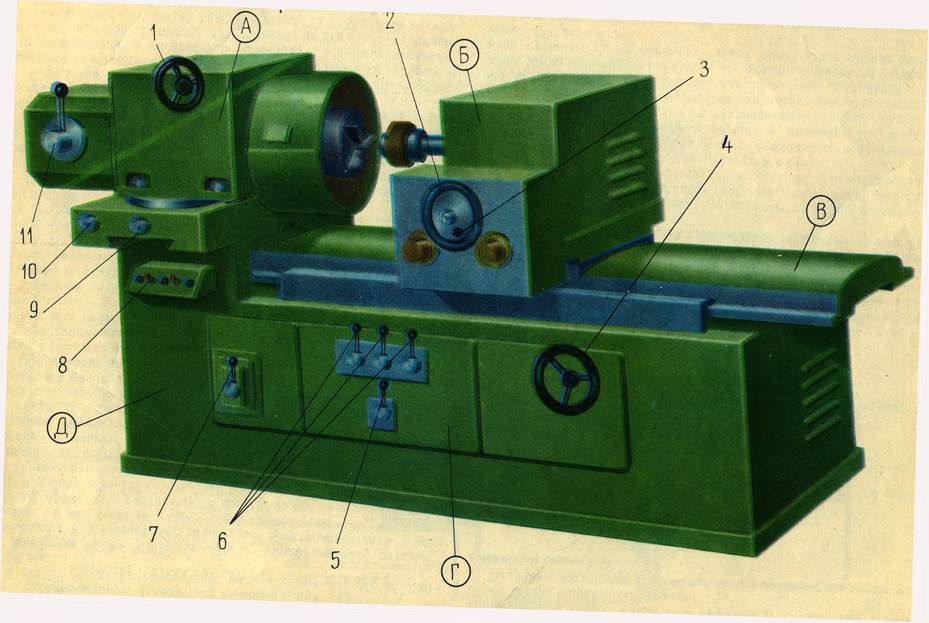 В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
 Эта причина является наиболее важной.
Эта причина является наиболее важной.
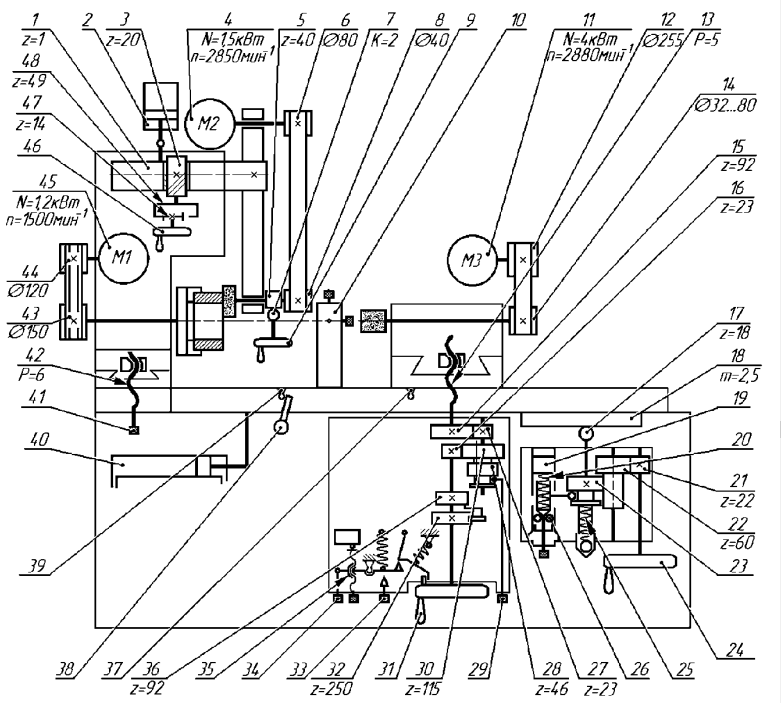


 Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к «загруженности» диска, наносит вред.
Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к «загруженности» диска, наносит вред. Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.
Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.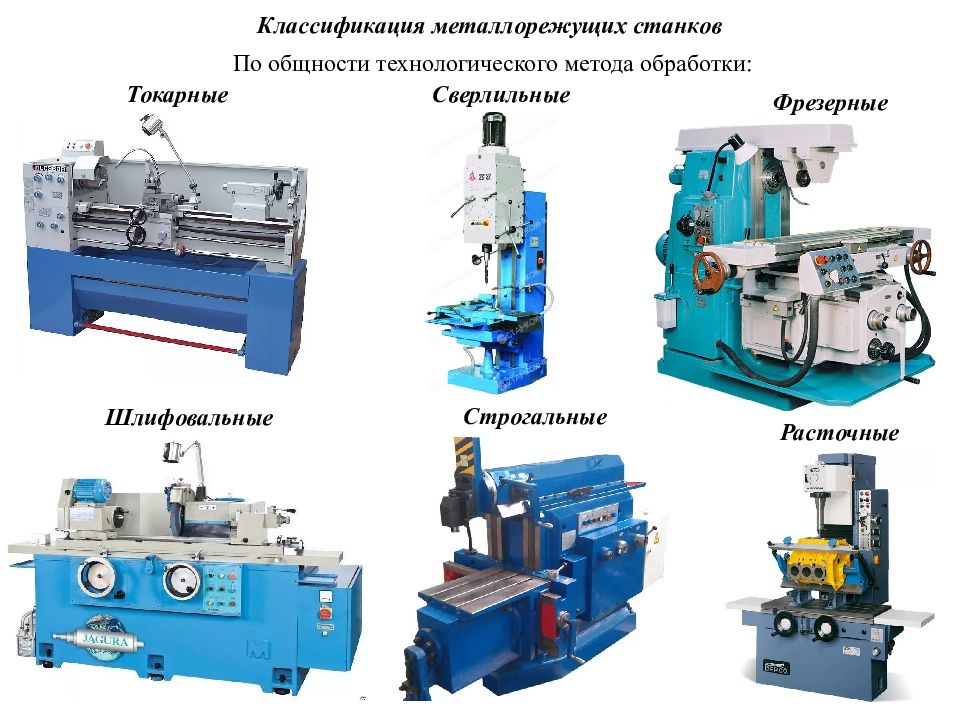 Эффективность агрегата повышает наличие различных насадок (дисков), которые позволяют работать не только с древесиной, но и с пластиком, камнем, бетоном, металлом.
Эффективность агрегата повышает наличие различных насадок (дисков), которые позволяют работать не только с древесиной, но и с пластиком, камнем, бетоном, металлом.
 Для его распыления используют специальное оборудование. Это недешевые аппараты, с которыми нужно уметь правильно обращаться и грамотно обслуживать.
Для его распыления используют специальное оборудование. Это недешевые аппараты, с которыми нужно уметь правильно обращаться и грамотно обслуживать.
 Эксцентриковая шлифмашинка (ЭШМ) особым образом зачищает, шлифует и полирует дерево, шпатлевку, металл. Она уступает в производительности вибрационной и ленточной шлифмашине.
Эксцентриковая шлифмашинка (ЭШМ) особым образом зачищает, шлифует и полирует дерево, шпатлевку, металл. Она уступает в производительности вибрационной и ленточной шлифмашине. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам). А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку.
А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку. Конец каждого двойного хода сопровождается подачей на глубину шлифовки.
Конец каждого двойного хода сопровождается подачей на глубину шлифовки.

 При шлифовании древесины используют различные инструменты: различные шлифовальные машины, болгарку, дрель. Также древесину шлифуют и вручную.
При шлифовании древесины используют различные инструменты: различные шлифовальные машины, болгарку, дрель. Также древесину шлифуют и вручную. поддерживать.
поддерживать.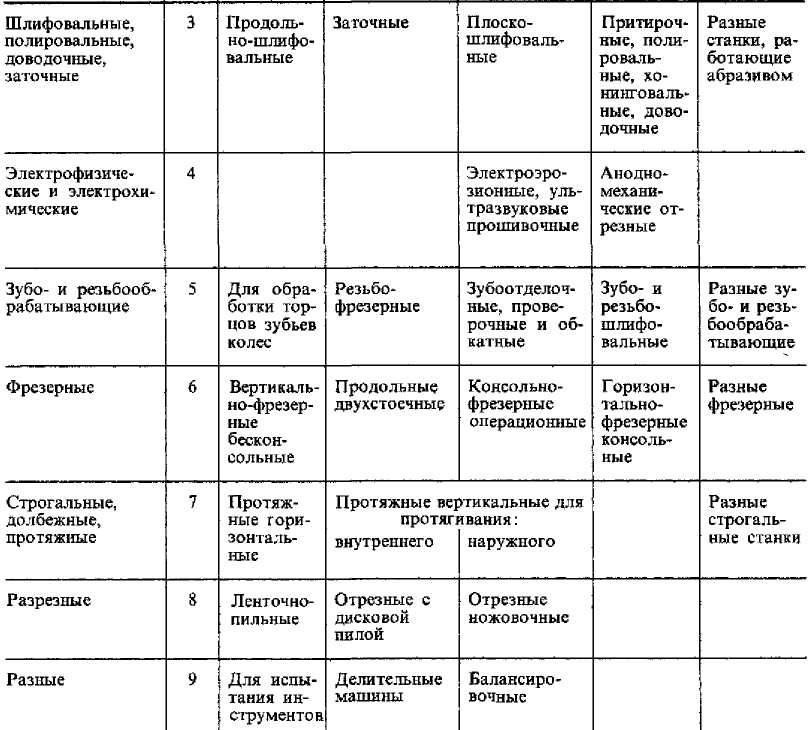




 Температура застывания °С, не выше
Температура застывания °С, не выше
 4-87, в котором И-50А обозначается как “И-ГТ-А-100”.
4-87, в котором И-50А обозначается как “И-ГТ-А-100”.

 В качестве примера можно привести:
В качестве примера можно привести:
 Их продукция отличается стабильностью рабочих свойств и полностью соответствует требованиям ГОСТа. При этом стоимость её ниже, чем у зарубежных аналогов.
Их продукция отличается стабильностью рабочих свойств и полностью соответствует требованиям ГОСТа. При этом стоимость её ниже, чем у зарубежных аналогов.

 ..+70 °C
..+70 °C





 Например, черты, навыки и атрибуты. Некоторые из них могут частично совпадать, но вот несколько примеров каждого из них:
Например, черты, навыки и атрибуты. Некоторые из них могут частично совпадать, но вот несколько примеров каждого из них: Вот список некоторых из них:
Вот список некоторых из них: Это может помочь повысить вашу самооценку.
Это может помочь повысить вашу самооценку.
 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
 Время накатки устанавливается путем поворачивания ручки Ро I /34/.
Время накатки устанавливается путем поворачивания ручки Ро I /34/.
 При любом холодном формировании металла уплотняется его поверхность. Неоднократная или продолжительная накатка повлечет за собой превышение накатоспособности материала вследствие чего на поверхности материала получаются риски и материал расслаивается.
При любом холодном формировании металла уплотняется его поверхность. Неоднократная или продолжительная накатка повлечет за собой превышение накатоспособности материала вследствие чего на поверхности материала получаются риски и материал расслаивается. До выхода детали за пределы инструмента на противоположной стороне, следует нажать кнопку D8 /38/, давая импульс к изменению направления вращения шпинделей.
До выхода детали за пределы инструмента на противоположной стороне, следует нажать кнопку D8 /38/, давая импульс к изменению направления вращения шпинделей. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе .125 (0,5..12,5)
.125 (0,5..12,5) .15
.15 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описание

 Заготовка 6 установлена на опорном ноже 7, закрепленном на опоре 8. На станине 1 закреплена платформа 9, имеющая на верхней поверхности паз 10, в котором размещены ролики качения 11. Оси 12 роликов качения и оси накатных роликов расположены в параллельных плоскостях. На ролики качения 11 опирается нижняя поверхность опоры 8, нижняя часть В боковых поверхностей при этом взаимодействует с наружной поверхностью подшипников качения 13, установленных неподвижно на втулках 14, изготовленных с эксцентриситетом и на втулках 15 без эксцентриситета. Подшипники качения 13, которые установлены на втулки 14 и 15 с возможностью поворота, закреплены на платформе 9. Оси 16 подшипников качения перпендикулярны осям 12 роликов качения. Платформа 9 с торцев подпружинена пружинами 17 относительно станины 1.
Заготовка 6 установлена на опорном ноже 7, закрепленном на опоре 8. На станине 1 закреплена платформа 9, имеющая на верхней поверхности паз 10, в котором размещены ролики качения 11. Оси 12 роликов качения и оси накатных роликов расположены в параллельных плоскостях. На ролики качения 11 опирается нижняя поверхность опоры 8, нижняя часть В боковых поверхностей при этом взаимодействует с наружной поверхностью подшипников качения 13, установленных неподвижно на втулках 14, изготовленных с эксцентриситетом и на втулках 15 без эксцентриситета. Подшипники качения 13, которые установлены на втулки 14 и 15 с возможностью поворота, закреплены на платформе 9. Оси 16 подшипников качения перпендикулярны осям 12 роликов качения. Платформа 9 с торцев подпружинена пружинами 17 относительно станины 1. Настройка накатных роликов на профиль производится по эталону. После чего накатываемая заготовка 6 помещается между накатных роликов 4 и 5 на опорном ноже 7, соединенного с опорой 8, боковые поверхности В которой прижимаются к наружным поверхностям подшипников качения 13 поворотом осей 16 с эксцентриковыми втулками 14, ограничивая опору 8 от боковых перемещений. Ось обрабатываемой заготовки ниже линии центров накатных роликов 4 и 5 на 0,2 мм. В следствии неравенства углов подъема винтовой линии резьб накатных роликов 4 и 5 и заготовки 6 в процессе накатывания имеет место осевое перемещение последней. В связи с тем, что сила трения в паре “заготовка-опора” больше, чем силы трения в паре “подшипник качения — опора”, то заготовка будет перемещаться вместе с опорным ножом 7 и опорой 8, сжимая одну из пружин 17 и растягивая другую, в зависимости от того, в какую сторону осуществляется движение. После накатывания резьбы опора 8 вместе с опорным ножом 7 и заготовкой 6 возвращается в исходное положение с помощью пружин.
Настройка накатных роликов на профиль производится по эталону. После чего накатываемая заготовка 6 помещается между накатных роликов 4 и 5 на опорном ноже 7, соединенного с опорой 8, боковые поверхности В которой прижимаются к наружным поверхностям подшипников качения 13 поворотом осей 16 с эксцентриковыми втулками 14, ограничивая опору 8 от боковых перемещений. Ось обрабатываемой заготовки ниже линии центров накатных роликов 4 и 5 на 0,2 мм. В следствии неравенства углов подъема винтовой линии резьб накатных роликов 4 и 5 и заготовки 6 в процессе накатывания имеет место осевое перемещение последней. В связи с тем, что сила трения в паре “заготовка-опора” больше, чем силы трения в паре “подшипник качения — опора”, то заготовка будет перемещаться вместе с опорным ножом 7 и опорой 8, сжимая одну из пружин 17 и растягивая другую, в зависимости от того, в какую сторону осуществляется движение. После накатывания резьбы опора 8 вместе с опорным ножом 7 и заготовкой 6 возвращается в исходное положение с помощью пружин. После удаления обработанной заготовки операцию можно начинать вновь.
После удаления обработанной заготовки операцию можно начинать вновь.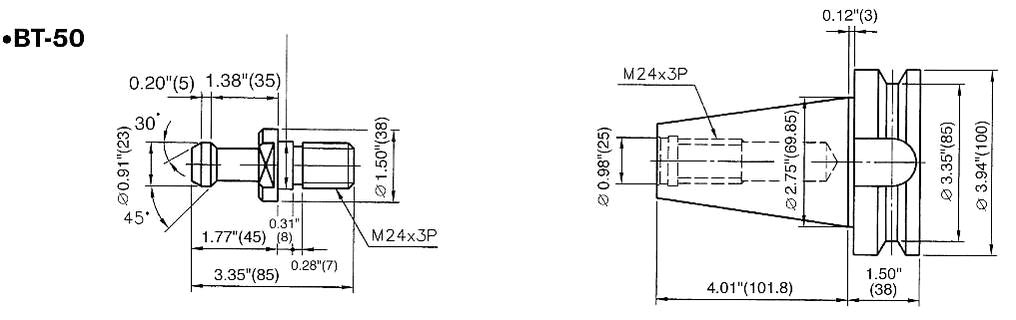
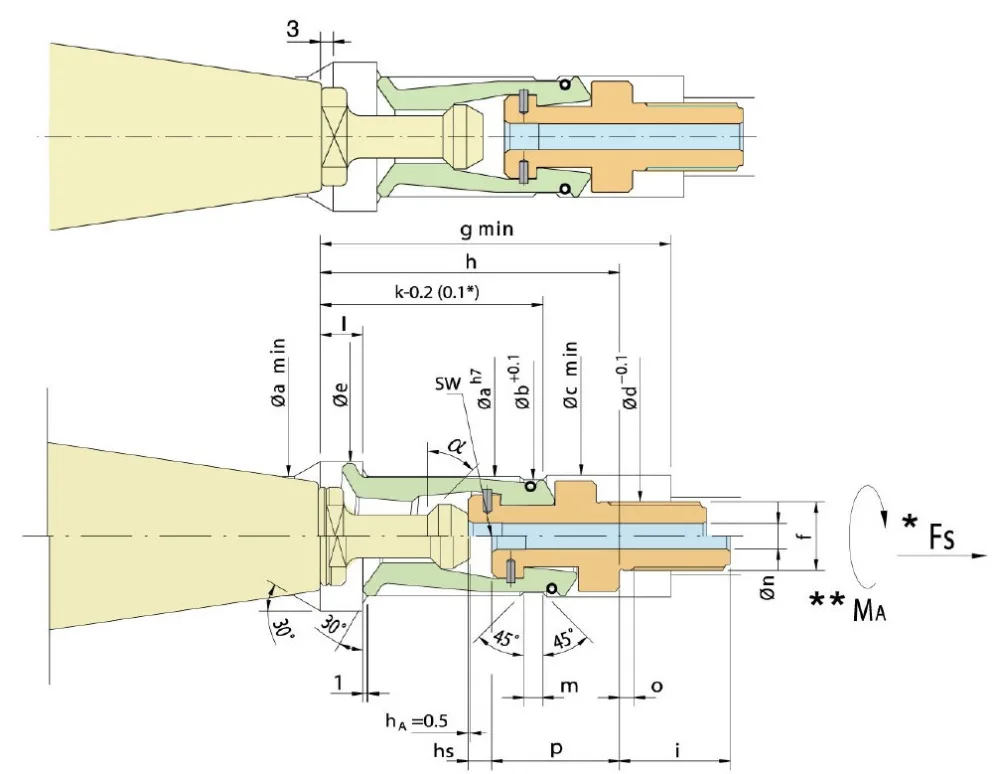




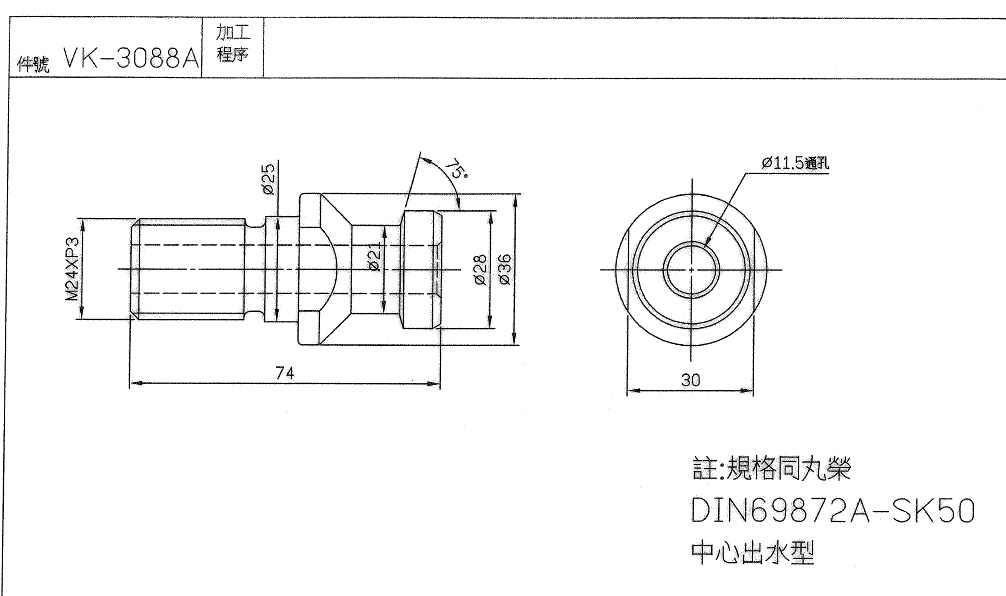
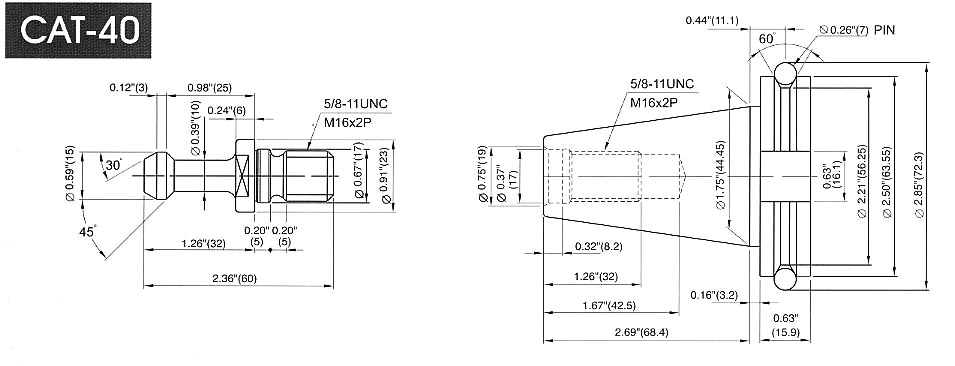 Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.
Штревеля для DIN 69871 и MAS-BT отличаются длинной на 3 мм, поэтому важно выбирать правильный штревель во избежании выхода из стоя узлов станка.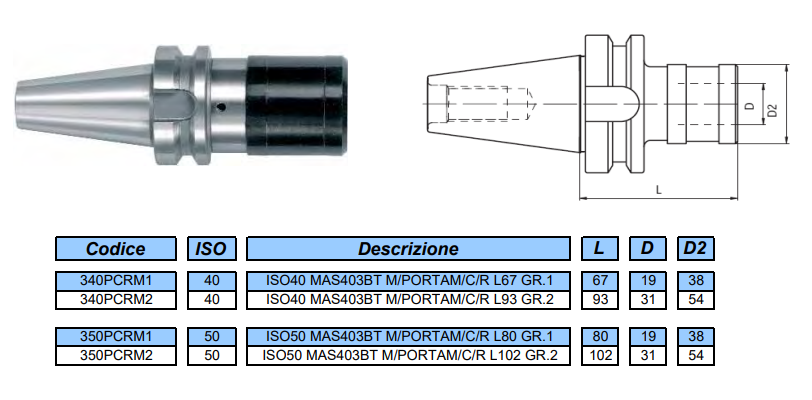

 Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN
Европейские производители: Alzmetal, Barrufaldi, Boschert, Balluff, Bridgeropt, Breton, Boehringer, Cincinnati, Cincinnati Milacron, Chevalier, Chiron, Citizen, Cosen, Deckel, Deckel-Maho, Dahlin, DMG-Deckel, DMG-Gildemeister, Duplomatic, EMCO Maier, Euromac, Gidemeister, HERMLE, MAG Cincinnati, Micron, Shaublin, Sauter, Spinner, Traub. Американские производители: AgieCharmilles, Haas, JONES & SHIPMAN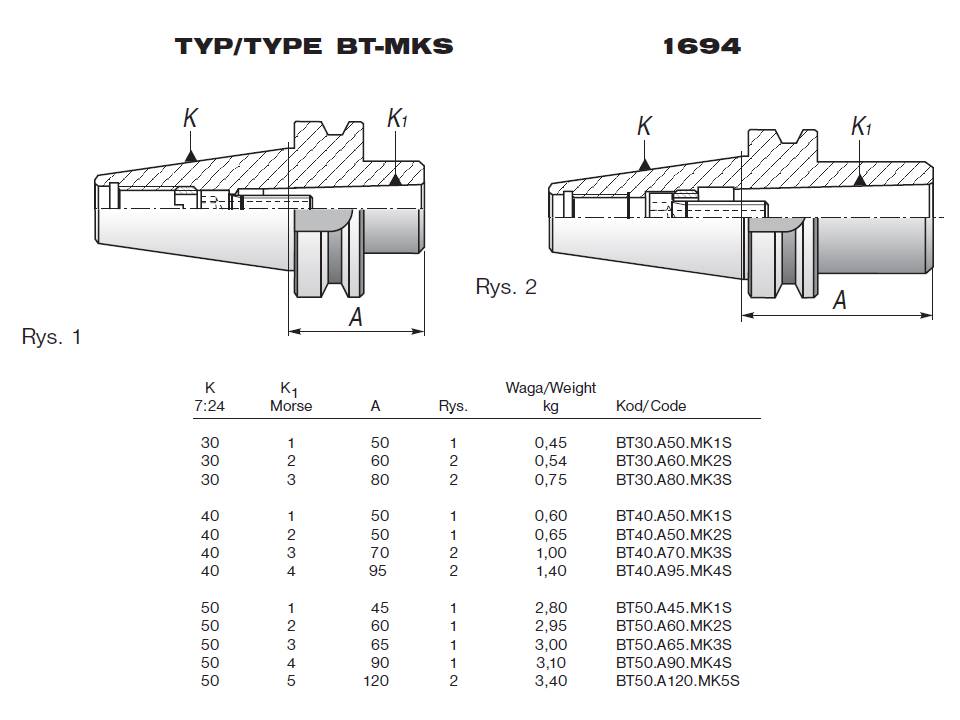 к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.
к. конуса одинаковые 7:24, отличается места для захвата инструмента и место под штревель (показано на рисунке), то есть проблема решается при помощи переходника, удлинением оправки.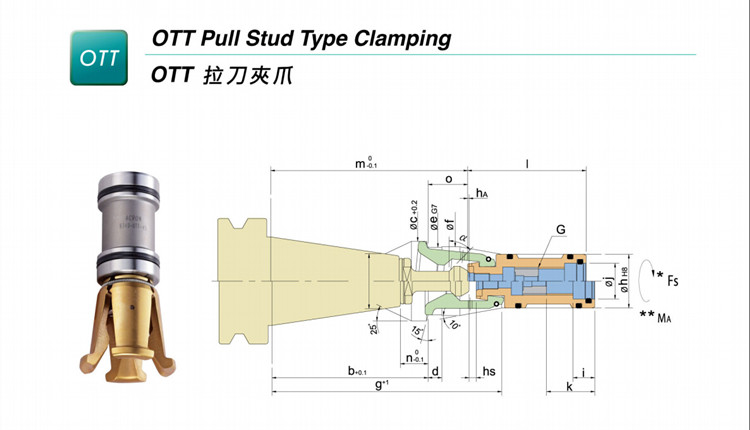 1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT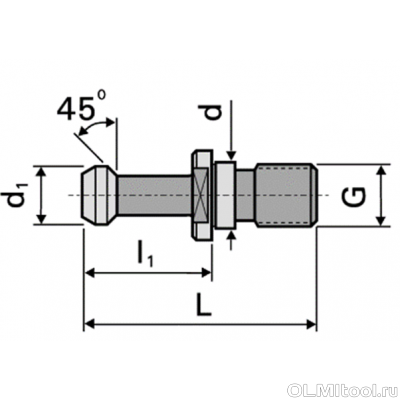 3)
3)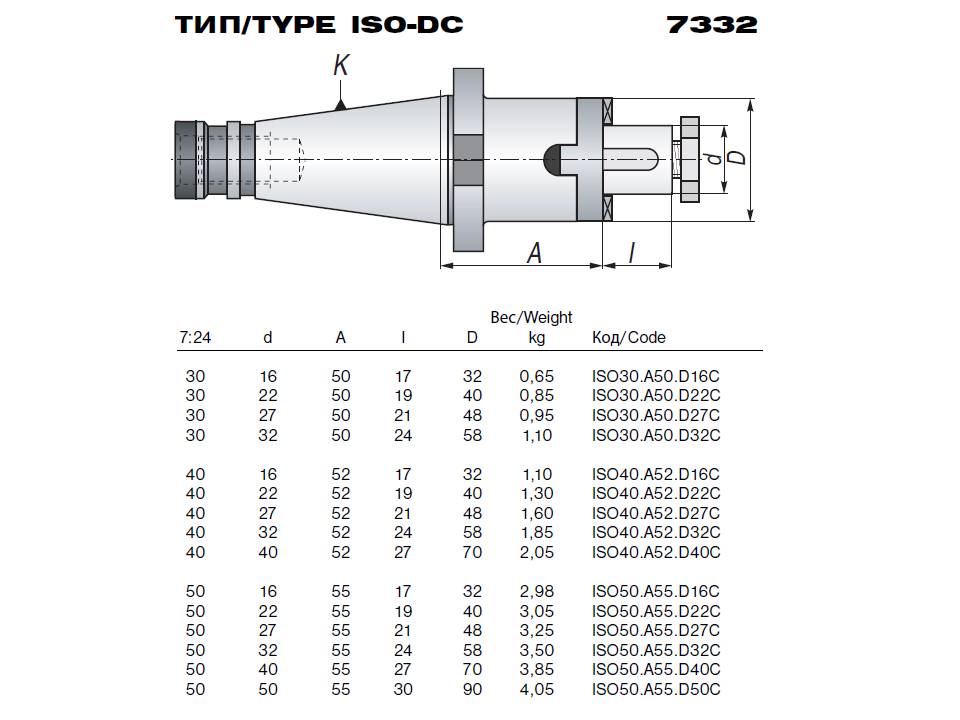 Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.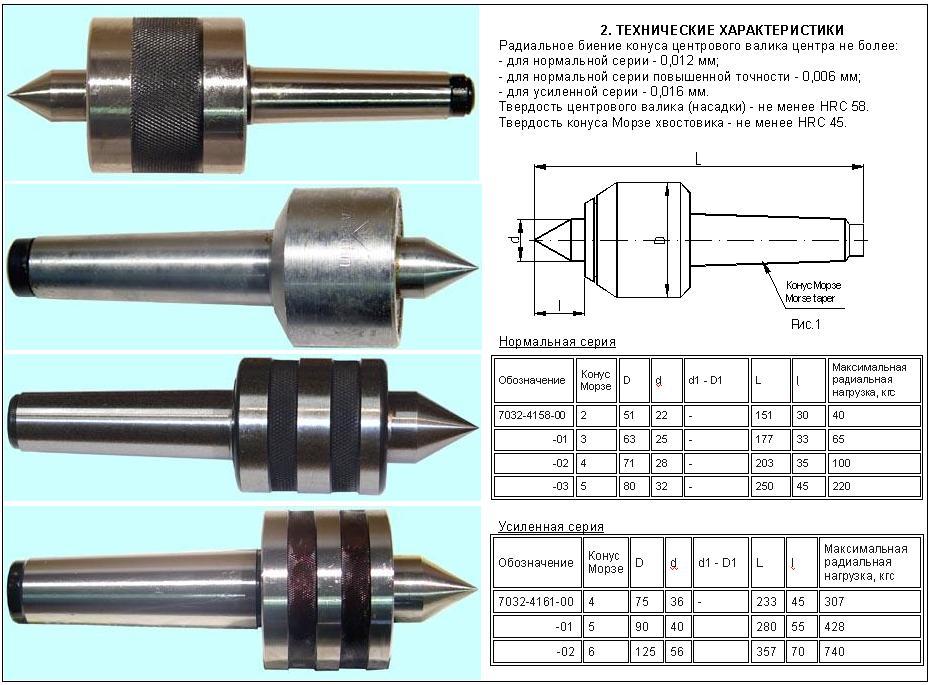 Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку.
Фрезерные тиски отличаются от других станочных тисков тем, что они предназначены для удержания подвижной губки во время зажима, исключая любую возможность подъема губки. Тоже аккуратно сделано. Дешёвые тиски для сверлильного станка почти бесполезны на фрезерном станке, потому что их нельзя точно выровнять по станку. Эти зажимы такие же, как и прижимной набор с 4 зажимами.
Эти зажимы такие же, как и прижимной набор с 4 зажимами.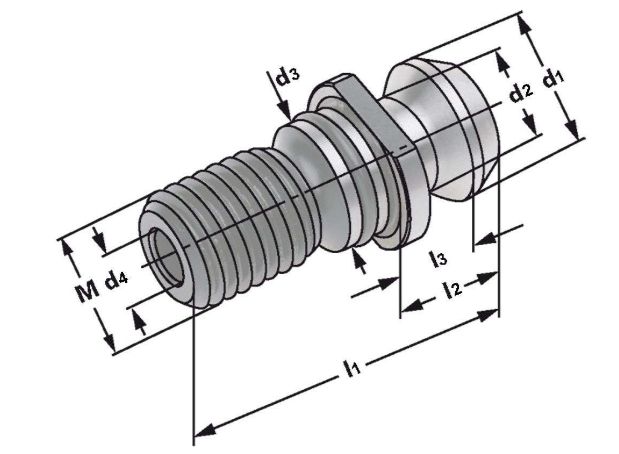 Вам нужно будет распаковать zip-файл перед просмотром файла IGS.
Вам нужно будет распаковать zip-файл перед просмотром файла IGS.  НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.
НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.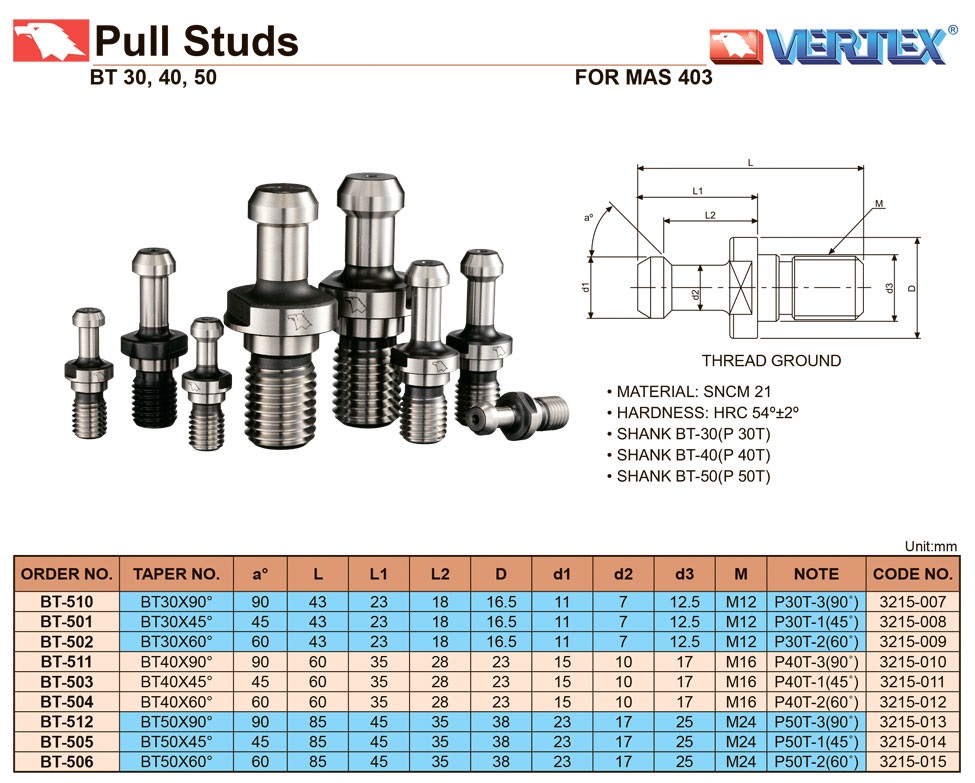 php» data-post-type=»post» data-order=»DESC» data-orderby=»date» data-offset=»0″ data-posts-per-page=»1″ data-scroll=»true» data-scroll-distance=»100″ data-max-pages=»0″ data-pause-override=»false» data-pause=»false» data-button-label=»Older Posts»>
php» data-post-type=»post» data-order=»DESC» data-orderby=»date» data-offset=»0″ data-posts-per-page=»1″ data-scroll=»true» data-scroll-distance=»100″ data-max-pages=»0″ data-pause-override=»false» data-pause=»false» data-button-label=»Older Posts»>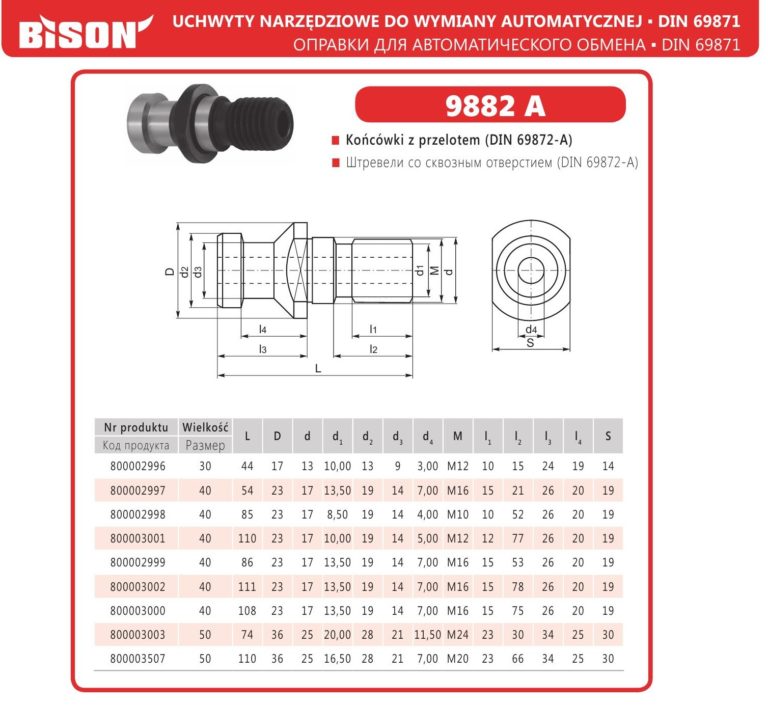
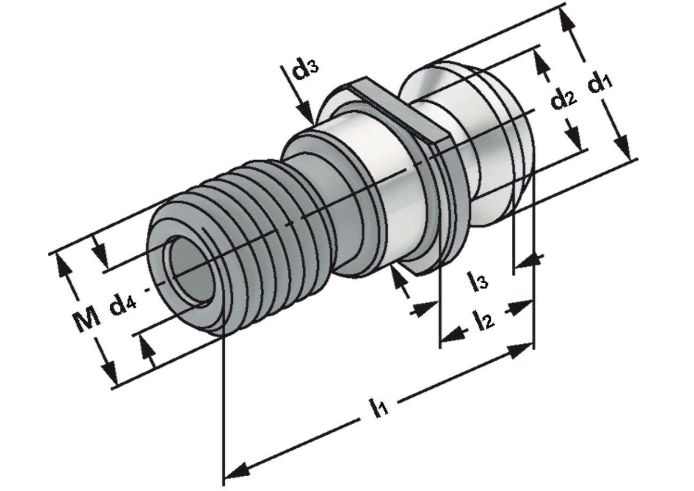
 Ну вот. Вот как это делается.
Ну вот. Вот как это делается.