✅ Лазерный станок WinLaser 1290 Stone Lift (1200х900) узнай ВЫГОДНУЮ цену с Отсрочкой платежа
Среднеформатный лазерный станок для гравировки камня 1290 с ЧПУ для высокоточного и быстрого художественного оформления или нанесения изображений, фотографий на плиты из искусственного и натурального камня, гранита, мрамора, габбро-диабаза (габбродолерита) при изготовлении памятников, мемориальных и памятных досок. Станок комплектуется моторизированной автоматической системой быстрой и точной установки лазерного станка над обрабатываемой поверхностью.
В корзину
Консультация
Соцконтракт
Описание и возможности
Технические
характеристики
Рабочее поле
1200х900 мм
Система управления
RuiDa 6445
Программное обеспечение
RDWorks
Мощность лазера в базовой комплектации
RECI W2 90 Вт
Тип излучателя
СО2
Срок службы лазерной трубки
8000-12000 часов
Максимальная толщина резки неметаллов
10 мм
Количество рабочих лазеров
1 шт
Автофокус
Электронно-механический
Вытяжка
Верхняя вытяжка над рабочим полем
Система управления включением / выключением вытяжки
Настраиваемое по заданному времени автоматическое включение / выключение при запуске и остановке задания
Компрессор
ACO-009
Система управления включением / выключением компрессора
Настраиваемое по заданному времени автоматическое включение / выключение при запуске и остановке задания
Рабочая поверхность
Отсутствует (опционально сотовый или ламелевый рабочий стол)
Глубина опускания рабочего поля
400 мм
Подъем/опускание рабочего поля (ось Z)
Управление с RuiDa. Система перемещения: винтовая пара, два шаговых 2-х фазных двигателя, 86-я серия (Leadshine), Резиновый зубчатый ремень HTD 3M, 15 мм
Сквозной стол
Да
Линза
ZnSe lens ø20 f-50.8, Фокусное расстояние 50.8 мм
Диаметр зеркал
25 мм
Система перемещений / направляющие
Профильные линейные 15 мм, каретки HG15, HIWIN
Привод перемещений / ремни
Полиуретановый зубчатый ремень HTD 3M, 15 мм
Двигатели по осям X и Y
Шаговые с ЭНКОДЕРОМ 3-х фазные, 57-я серия, Leadshine
Редукторы осей X и Y / Коэффициент редукции
Ременные / 1:3
Двигатели по оси Z
Шаговые 2-х фазные, 86-я серия, Leadshine
Концевые датчики по осям X и Y
Бесконтактные индуктивные
Концевой датчик по оси Z
Механический, нажимного типа
Разрешение
0,025 мм
Точность позиционирования
0,01 мм
Минимальный размер наносимого символа
1х1 мм
Максимальная скорость гравировки
1500 мм/сек
Рабочая температура
15-35 °C
Поддерживаемые графические форматы
BMP, PLT, CDR, DXF, AI, SVG и другие
Операционная система ПК
Windows XP/7/8/10
Поддерживаемое ПО
Любые векторные редакторы
Подключение к ПК
USB / LAN
Системы аварийной защиты
Кнопка экстренной остановки, Проточный датчик воды, автоматы защиты от перегрузок в электросети, датчик открытия крышки
Охлаждение лазерной трубки
Водяное
Электропитание
220 ±10% 50Hz
Потребляемая мощность
2,5 кВт
Корпус станка
Разборный
Габаритные размеры станка
2370×1750×830 мм
Габаритные размеры упаковки
2470×1850×1000 мм
Масса нетто
395 кг
Масса брутто
454 кг
Комплектация
Лазерный станок — 1 шт.
Лазерная трубка — 1 шт.
Миллиамперметр — 1 шт.
Программное обеспечение на русском языке — 1 шт.
Система экономии электроэнергии WinSave — 1 шт.
Автофокус (установлен) — 1 шт.
Лазерный целеуказатель — 1 шт.
Воздушный компрессор — 1 шт.
USB кабель — 1 шт.
LAN кабель — 1 шт.
Силовой кабель — 1 шт.
Силиконовые трубки — 3 шт.
ЗИП — 1 шт.
Водяная помпа — 1 шт.
Зеркала — 3 шт.
Линза — 1 шт.
Фокусная планка — 1 шт.
Лампа освещения рабочей зоны — 1 шт.
Дополнительные опции
Чиллер CW-5000
Чиллер CW-5200
Увеличение мощности до 100, 130, 150 Вт
Система WinLine для быстрой юстривки
Дополнительная лазерная трубка
Сотовый стол
Набор ламелей
Камера сканирования материала для резки по контуру
Поворотное устройство
Стабилизатор напряжения
Компрессор с ресивером
Доставка, оплата,
гарантии
Гарантия 24 месяца
Распространяется на оборудование при условии соблюдения правил эксплуатации и обслуживания. Гарантия предоставляется нашей компанией, являющейся официальным представителем производителя.
Информация о правилах эксплуатации, обслуживания, а также организации рабочего пространства будет предоставлена вам вместе с оборудованием.
Доставка
При заказе по цене Из наличия оборудование отгружается в течение 3 рабочих дней с момента поступления полной стоимости оборудования на наш расчетный счет, после проверки и предварительной настройки.
При заказе по цене Под заказ срок поставки оборудования от производителя до нашего склада составит до 60 рабочих дней + 3 рабочих дня на проверку и предварительную настройку + время доставки до вашего адреса, которое зависит от выбранной вами транспортной компании.
При заказе на условиях Выгодная цена срок поставки оборудования от производителя до нашего склада составит до 60 рабочих дней + 3 рабочих дня на проверку и предварительную настройку + время доставки до вашего адреса, которое зависит от выбранной вами транспортной компании.
Отправляем любой транспортной компанией на ваш выбор. Стоимость доставки узнавайте у вашего менеджера.
Самовывоз со склада в Санкт-Петербурге.
Условия оплаты
Из наличия — 100% предоплата.
Под заказ — предоплата 80%, оставшиеся 20% вы оплачиваете после поступления оборудования на наш склад.
Выгодная цена — 100% предоплата.
Цена фиксируется в договоре поставки. Работаем в белую.
Пусконаладка, обучение
и сервис
Поможем вам запустить оборудование, настроить его, а главное, обучим правильно с ним обращаться. Расскажем, как лучше резать, гравировать или маркировать.
Вы можете консультироваться у наших технических специалистов по всем вопросам эксплуатации станка, а также заказать сервисное обслуживание или онлайн-обучение.
Да, с нами удобно и легко.
Лазерный станок WinLaser 1290 Stone Lift подходит
для работы с материалами
Картон и бумага
резка и гравировка
Дерево
резка и гравировка
Фанера
резка и гравировка
МДФ и ДСП
резка и гравировка
Паронит
резка
Резина
резка и гравировка
Цветной акрил и оргстекло
резка и гравировка
Двухслойные пластики
резка и гравировка
Поликарбонат
резка и гравировка
Мех
резка
Нержавеющая сталь
гравировка
Камень, гранит, мрамор
гравировка
ABS пластик
резка и гравировка
Ткани
резка и гравировка
Кожа и кожзам
резка и гравировка
Стекло
гравировка
Керамика
гравировка
Пенопласт и пенополистирол
резка
ПЭТ и полистирол
резка и гравировка
Не нашли материал в списке?
Задайте вопрос нашему инженеру
Цена на лазерные станки в Москве.
От чего зависит?
Новости
От чего зависят цены на лазерные станки?
Если вы решились на расширение производственной базы, предстоит выбирать из большого числа предложений и сделать правильный выбор удается не всегда. На отечественном рынке представлены станки от разных производителей со всего мира, у каждой модели есть свои минусы и плюсы, поэтому без консультации квалифицированного специалиста разобраться во всем многообразии вариантов будет очень сложно.
Показательной характеристикой для многих покупателей служит цена лазерного станка, так как финансовые возможности предпринимателей могут быть весьма ограничены. Однако не стоит делать вопрос стоимости основополагающим, так как низкая цена может служить показателем плохого качества. В этой статье мы расскажем, на что обратить внимание и как правильно выбирать оборудование для своего цеха, чтобы купить его недорого.
Основные аспекты для выбора оборудования
Если вы решили купить лазерный станок, необходимо понимать, что подобные агрегаты относятся к категории многофункционального оборудования. Такие устройства способны резать любые материалы, гравировать и создавать сложные конструкции с большим количеством мелких фрагментов и деталей. Агрегаты для лазерной резки используются в различных областях, поэтому существуют станки для работы с металлом, небольшие устройства для гравировки дерева и резки фанеры, а также универсальное оборудование для выполнения целого комплекса работ. Цена лазерного станка напрямую зависит от функциональных возможностей оборудования, поэтому покупателям важно определиться со спектром технических задач перед посещением магазина.
Главными критериями выбора служат следующие аспекты:
Качество. Рынок производственного оборудования представлен большим количеством компаний со всего света, но не каждая марка соответствует критериям высокого качества. Обратите внимание на то, из какого материала изготовлены излучатель, направляющие оси и какую продолжительность беспрерывной работы устанавливает сам производитель.
Скорость обработки. Лазерный станок – это не просто дополнение к технической платформе, подобные устройства используются для решения конкретных технических задач. Скорость обработки напрямую влияет на эффективность использования, поэтому небольшой период резки и гравировки автоматически означает увеличение производительности.
Удобство управления. Цена лазерного станка складывается после анализа всех технических возможностей, удобство интерфейса и управления является одним из показательных факторов, так как простое меню поможет быстрее настроить и запустить устройство.
Покупать подобное оборудование лучше в специализированных компаниях, где вам могут предложить широкий модельный ряд устройств современного типа. В каталоге магазина «САЙН СЕРВИС» представлена отличная коллекция многофункционального лазерного оборудования в Москве, которое поможет организовать продуктивную техническую платформу. В нашей компании вас ждут привлекательные цены на лазерные станки, гарантированное качество и квалифицированный рабочий персонал сервисного центра.
Технические свойства лазерного оборудования
Лазерный станок имеет сложную конфигурацию и состоит из целого ряда отдельных компонентов, но особое внимание следует уделять рабочим компонентам системы. Во время использования основная нагрузка ложится на лазерные излучатели, от работоспособности которых зависит качество обработки. В зависимости от назначения излучатели могут быть волоконными или газовыми, так как для резки разных материалов используются различные технологии. Для работы с деревом или тканью нужна средняя мощность, поэтому в таких станках используются газовые трубки. Однако подобные устройства обладают уменьшенным периодом рабочей производительности, так как газ является летучим веществом.
Для резки или гравировки металла используются волоконные трубки, которые обладают увеличенной мощностью. Именно такие устройства наделены самой большой производительностью и могут резать не только дерево, но и металлические листы. Цена лазерных станков напрямую зависит от того, какие комплектующие были использованы, поэтому следует внимательно изучить технические данные каждой модели.
Профессиональные эксперты советуют обратить внимание на материал изготовления излучателей:
Стекло. Излучатели из стекла считаются самыми дешевыми, но такие компоненты вырабатывают свой срок намного быстрее. При этом дело не только небольшом ресурсе производительности, но и в качестве обработки. При нагревании стеклянная трубка деформируется, и данный факт влияет на направление луча, поэтому срез получается неровным. Цена лазерного станка со стеклянными излучателями будет наиболее выгодной, но такое устройство имеет ограниченный ресурс работоспособности.
Керамика. Керамические излучатели обладают увеличенной мощностью и производительностью за счет увеличения стенок сосудов. После отработки газового наполнения излучатель можно заправить еще раз, поэтому такие станки более практичны в эксплуатации.
Металл. Излучатели из металла считаются наиболее прочными, обладают концентрированной мощностью и могут заново заправляться газом. Несмотря на то, что такие станки стоят дороже, они прослужат намного дольше, и для их профилактики требуется гораздо меньше денег.
Качество лазерного оборудования влияет не только на производительность и ресурс работы, но и дает возможность сэкономить денежные средства на профилактическом ремонте. Если устройство собрано из качественных комплектующих, даже при интенсивной эксплуатации агрегат будет работать длительный срок и не сломается через несколько месяцев. Высокая цена лазерного станка может служить показателем хорошего качества, но в компании «САЙН СЕРВИС» часто проводятся распродажи, так что у вас будет возможность купить качественное оборудование и не выйти из рамок установленного бюджета.
Если Вам нужно купить широкоформатное оборудование, смело обращайтесь к нам, наши услуги Вас приятно порадуют. Будем рады взаимовыгодному плодотворному сотрудничеству, будем на связи!
Новости
Сварочные аппараты для сварки баннеров
Сварочные аппараты для сварки баннеров – это специальные приспособления, предназначенные для соединения поверхностей с невысокой температурой плавления (к примеру, полиэтилен или ПВХ). Подобные устройства идеально подходят для производства плакатов, шатров, покрывных полотен для павильонов, чехлов на машины и других изделий большого размера. Подобные приспособления достаточно популярны, ведь с их помощью можно работать с различными материалами.
Читать
Новости
Как выбрать широкоформатный УФ принтер
Выбирая принтер необходимо исходить из того, что практически всегда при выборе широкоформатного УФ принтера принимается компромиссное решение, соответствующее предъявляемым требованиям. Выбирая широкоформатный УФ принтер необходимо заострить своё внимание на следующих моментах:
Читать
Новости
Восстановление головок Specta NOVA 256LQ/256JA
Если все таки возникла ситуация закупорки сопел в следствии высыхания головки, следует восстановить головки путем очистки следующими методами:
Читать
Новости
Система непрерывной подачи чернил: конструкция, плюсы и минусы
Экономичность расхода чернил у принтера обеспечивает система непрерывной подачи (СНПЧ). Это прибор, перекачивающий чернила из емкостей в печатающую головку. Так достигается существенная экономия чернильных материалов, особенно на фоне обычных картриджей.
Читать
Новости
Когда пора купить печатную головку и провести обслуживание принтера?
Современное оборудование радует широкой функциональностью и высокой производительностью, но с увеличением возможностей усложняется структура самого устройства. Для того чтобы сохранить все рабочие параметры на нужном уровне и не останавливать производственный процесс, необходимо вовремя проводить профилактическое обслуживание.
Читать
Сколько стоит станок для лазерной резки? (2022)
Посты на Clarks Condensed содержат партнерские ссылки, с которых я получаю небольшую комиссию. Они предоставлены для вашего удобства, и цена не увеличивается вообще.
Если вы владелец бизнеса, который ищет способ быстро и легко разрезать такие материалы, как листовой металл, нержавеющая сталь, пластик и дерево, вам может быть интересно, сколько стоит станок для лазерной резки. В этом сообщении блога мы предоставим вам обзор стоимости различных станков для лазерной резки, чтобы вы могли выбрать тот, который лучше всего соответствует вашим потребностям.
Вы решили, что вам нужен станок для лазерной резки для вашего бизнеса, но вы не знаете, сколько он стоит и какой из них подходит именно вам.
Станки для лазерной резки бывают всех форм и размеров, а цена может варьироваться в зависимости от конструкции и возможностей станка. Вы также должны быть готовы заплатить более высокую цену за волоконные лазеры, которые известны своей энергоэффективностью и точностью.
Изучите информацию перед покупкой. Прочтите отзывы и сравните цены, чтобы найти лучший станок для лазерной резки, соответствующий вашим потребностям.
Различные типы станков для лазерной резки
Что касается станков для лазерной резки, существует три основных типа лазеров: CO2-лазеры, волоконные лазеры и ультрафиолетовые (УФ) лазеры.
CO2-лазеры являются наиболее распространенным типом станков для лазерной резки. Они универсальны и могут использоваться на различных материалах, включая металлы, пластмассы, стекло и композиты. Лазерные граверы CO2 доступны как в настольных, так и в промышленных моделях. Glowforge — один из самых популярных брендов.
Волоконные лазеры являются наиболее энергоэффективным типом станков для лазерной резки. Они также более точны, чем CO2-лазеры, и могут прорезать более толстые материалы. Волоконные лазеры обычно используются для резки металла, но их также можно использовать для пластика и композитов.
УФ-лазеры — это новейший тип станков для лазерной резки. Они дороже, чем углекислотные и волоконные лазеры, но обеспечивают высочайший уровень точности. УФ-лазеры можно использовать на различных материалах, включая металлы, пластмассы, стекло и композиты.
Вы также можете найти станки с волоконным лазером для гравировки. Если вы ищете станок для лазерной гравировки, вам нужно изучить лучшие лазерные граверы и найти тот, который соответствует вашим потребностям и бюджету. Они хорошо подходят для более тонких материалов, таких как мягкая сталь, пластик и листовой металл.
Сколько стоит станок для лазерной резки?
Цена станка для лазерной резки может варьироваться в зависимости от типа, размера и возможностей станка. Вы можете найти недорогой лазерный резак или, если вам нужно что-то более мощное, вы можете найти лазерный резак по металлу с дополнительными функциями. Это полностью зависит от вас и ваших конкретных потребностей, а цена лазерного резака зависит от необходимых вам функций и мощности лазера. Вы даже можете найти высококачественную подержанную машину, если хотите снизить цену.
СО2-лазеры начинаются примерно с 3000 долларов за небольшую настольную модель и могут доходить до 500 000 долларов за машину промышленного класса. Лично у нас есть Glowforge Pro, который нам нравится. Это стоит 6 995 долларов, хотя базовая версия стоит 3 995 долларов. Вы можете проверить наше полное сравнение Glowforge здесь.
Волоконные лазеры начинаются примерно с 10 000 долларов и могут стоить до 1 миллиона долларов за машину промышленного класса, хотя средняя стоимость составляет от 20 000 до 40 000 долларов.
Диапазон цен на УФ-лазеры начинается примерно с 50 000 долларов и может доходить до 1 миллиона долларов за машину промышленного класса. Общая стоимость, которую вы заплатите, будет зависеть от ваших конкретных потребностей, но лазера начального уровня должно быть достаточно для широкого спектра материалов. Вы должны быть в состоянии найти металлический волоконный лазер по доступной цене. Если нет, вы всегда можете найти кого-то, кто предлагает услуги лазерной резки, если вам это нужно только для одного или двух проектов DIY.
Как работает лазерный резак
Лазерный резак работает, направляя мощный лазерный луч на материал, который вы хотите разрезать. Лазерный луч генерируется лазерным источником, который обычно представляет собой газ (например, двуокись углерода) или твердотельный (например, волоконный лазер), что обеспечивает точные разрезы.
Затем лазерный луч отражается и фокусируется через линзу на материал. Материал нагревается лазерным лучом и плавится, испаряется или сгорает.
Существуют разные типы лазеров, которые режут разные материалы, поэтому тип необходимого станка для лазерной резки зависит от материала, который вы хотите разрезать, и толщины материала. Например, если вы хотите резать металл, вам понадобится волоконный лазер. Если вы хотите резать дерево или пластик, вы можете использовать CO2-лазер. Различные функции могут помочь вам определить, что вам нужно.
Преимущества использования лазерного резака
Лазерные резаки быстры, точны и просты в использовании. Они могут резать различные материалы, включая металлы, пластмассы, стекло и композиты. Лазерные резаки также более энергоэффективны, чем традиционные методы резки.
Если вам нужен быстрый, точный и простой в использовании способ резки таких материалов, как металл, пластик и дерево, лазерный резак — отличный вариант. Лазерные резаки доступны в различных размерах и ценовых диапазонах, чтобы удовлетворить ваши потребности.
Для чего можно использовать лазерный резак
Лазерные резаки можно использовать для различных целей, в том числе:
Резка металла для промышленного применения
Резка дерева для изготовления мебели или столярных изделий
Резка пластика для прототипов или моделей
Резка стекла для витражей или мозаики
Резка дерева для забавных проектов
Резка акрила
Факторы, которые следует учитывать при покупке лазерного резака
При покупке лазерного резака следует учитывать несколько факторов, в том числе:
Тип необходимого станка (CO2, оптоволокно или УФ)
Размер станка
Мощность лазера
Точность станка
Цена лазера и сумма, которую вы готовы потратить
Ваши конкретные потребности и бюджет
Учтя все эти факторы, вы сможете выберите лучший лазерный резак для ваших нужд.
Стоимость владения и эксплуатации лазерного резака
В дополнение к первоначальным затратам на покупку лазерного резака вам также необходимо учитывать текущие расходы, такие как:
Стоимость лазерного источника
Стоимость линзы
Стоимость питания
Стоимость обслуживания
Стоимость материалов
При составлении бюджета на лазерный резак обязательно учитывайте все эти расходы, чтобы вы могли сделать обоснованное решение.
Как пользоваться лазерным резаком и как лучше всего использовать это оборудование.
Лазерные резаки просты в использовании и могут стать отличным дополнением к вашему бизнесу. Вот несколько советов, как максимально эффективно использовать лазерный резак:
2. Убедитесь, что у вас есть надлежащее защитное оборудование.
3. Следуйте инструкциям производителя.
4. Помните о стоимости владения и эксплуатации.
5. Используйте машину по назначению.
Следуя этим советам, вы сможете максимально эффективно использовать свой лазерный резак и максимально использовать его потенциал.
Лазерные резаки доступны в различных размерах и ценовых диапазонах для удовлетворения ваших потребностей. Стоимость владения и эксплуатации лазерного резака может быть важной инвестицией для вашего бизнеса, поэтому важно провести исследование, прежде чем совершать покупку. Следуя этим советам, вы сможете получить максимальную отдачу от своего лазерного резака и максимизировать
Другие статьи, которые могут вам понравиться:
10+ обязательных аксессуаров Glowforge
Glowforge и Cricut: единственное руководство по сравнению, которое вам нужно (2022) самое главное, жена одного и мать трех прекрасных мальчиков. Она страстно любит делиться своим опытом с другими, особенно о беременности, грудном вскармливании, кулинарии и рукоделии. В настоящее время она проходит обучение, чтобы стать сертифицированным преподавателем грудного вскармливания. Она любит проводить время со своей семьей и помогать другим находить радость в семейной жизни.
Сравнение цен на лазерные станки — гравировка, резка и травление уделяя особое внимание ценности и рентабельности вашего бизнеса!
Мы все знаем, что время — деньги, поэтому мы инвестируем в построение отношений, которое включает готовые решения, неограниченное обучение и круглосуточную техническую поддержку в США и Канаде, работающую 365 дней в неделю. Короче говоря, мы хотим помочь вам с любой проблемой, с которой вы можете столкнуться.
Помня об этом, мы решили сделать наши цены простыми и гибкими! Используя сравнительную таблицу ниже, вы можете определить, какая модель лучше всего соответствует вашим потребностям и доступному тарифному плану.
прокрутите вниз, чтобы просмотреть сравнение цен
Отличие AP LazerМЫ СТРОИМ БЕСЦЕННЫЕ ОТНОШЕНИЯ
Наша миссия: Мы группа новаторов, работающих для достижения общей цели. Наша миссия — построить бесценные отношения с нашими клиентами, удовлетворить эмоциональные потребности всех слоев общества, вместе мы делаем мир более ценным местом для жизни!
Неограниченная техническая поддержка Круглосуточная 7/365 техническая поддержка в США и Канаде.
Готовое решение Все включено в одну инвестицию.
Неограниченное обучение Настройка машины, приложения, программное обеспечение и многое другое.
Интернет-сообщество Знающее и надежное сообщество, готовое ответить на любые вопросы.
Выберите линейку продуктов AP Lazer, чтобы ознакомиться с ценами и техническими характеристиками.
Фрезерные станки с ЧПУ Sicono | Гравировальные машины
Области применения
Гравировально-фрезерные станки SICONO: предназначены для обработки различных материалов оснащаются современным программным обеспечением (что позволяет моделировать и создавать управляющие программы)
Фрезерные машины с ЧПУ производства SICONO востребованы во многих областях промышленности, например: деревообработке, ювелирном производстве, изготовлении сувениров, полиграфии, станко- и машиностроении и пр.
Обрабатываемые материалы
Благодаря мощным двигателям по всем осям, шпинделям мощностью до 1,5 Вт, шарико-винтовым парам, гравировальные машины SICONO с успехом используются для обработки: цветных металлов (латуни, алюминия, дюралюминия, магния), металлов, стали (гравировка), пластиков, оргстекла, дерева, ювелирного воска и других материалов,
Преимущества
Гравировальные машины SICONO — отличный выбор! Об этом свидетельствуют высокие технические параметры и особенности оборудования: производительный шпиндель (до 1,5 Вт), станина высокой жесткости обеспечивает безупречную точность работы и значительно уменьшает вибрации, удобный пульт управления, в комплект входит система охлаждения инструмента, привлекательная цена,
Программное обеспечение
Программы, поставляемые с гравировально-фрезерными станками SICONO:
CAD/CAM программное обеспечение позволяет моделировать/создавать управляющие программы. Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др.
Пульт управления
Эргономичный пульт управления обеспечивает максимальное удобство в работе. Он позволяет устанавливать точку начала гравировки, задавать скорость подачи и менять ее в процессе работы, останавливать и возобновлять гравировку с нужной точки. Пульт оснащен USB разъемом для передачи задания (управляющей программы) с компьютера на станок при помощи USB флеш накопителя, что позволяет размещать гравировально-фрезерный станок SICONO вдали от компьютера, например в цеху.
Почему именно sicono
SICONO – это мощные настольные 3D гравировально-фрезерные станки с программным управлением по конкурентной цене.
Выгодно отличаясь в стоимости от японских и европейских аналогов станки SICONO обладают рядом технических преимуществ: мощный шпиндель, жесткая и тяжелая литая станина, профессиональное ПО и система охлаждения инструмента в стандартной комплектации.
read more
3D сканирование на станках sicono
До конца 2010 г. планируется закончить разработку и тестирование лазерного 3D сканера для установки на станки SICONO.
3D сканер позволяет оцифровывать трехмерные поверхности (барельефы) для дальнейшего редактирования цифровых 3D изображений и использования при фрезеровке или в других целях.
read more
Фрезерный станок с ЧПУ производства SICONO (Китай) — образец высокой точности и надежности.
Компания SICONO — один из лидеров в сфере производства гравировально-фрезерных станков. Сочетание инновационных технологий и мирового опыта создания фрезерных машин с ЧПУ позволяет SICONO разрабатывать и выпускать оборудование высочайшего качества. Именно этим и объясняется популярность гравировальных станков бренда во всем мире. Официальным дистрибьютором SICONO на территории Российской Федерации является компания Forsign.
Вероятность приобретения некачественного или не протестированного оборудования при обращении к официальному дистрибьютору полностью исключена! Поэтому купить фрезерный станок в компании Forsign — лучшее решение! Еще одно направление работы Forsign — профессиональная сервисная поддержка. Покупая станок в нашей компании, вы получаете годовую гарантию, профессиональное гарантийное и послегарантийное сервисное обслуживание, бесплатную пуско-наладку оборудования и бесплатное обучение и дистанционную телефонную и он-лайн поддержку.
Особенности станков SICONO (Китай):
Инновационная конструкция.
Проектированием и производством заняты специалисты высокого уровня.
Комплектующие для станков SICONO поставляют ведущие мировые производители.
Станки предназначены для выполнения широкого спектра работ: от производства клише для послепечатной обработки полиграфической продукции (тиснения, конгрева) до изготовления приборных панелей.
Станки бренда используются в процессе обработки различных материалов: цветных металлов (латуни, магния, алюминия и пр.), пластика, оргстекла, дерева. Также возможна гравировка на стали.
Компактные габариты (настольное исполнение).
Простота и удобство в управлении.
Приемлемая цена.
В наличии следующие модели фрезерных станков с ЧПУ производства SICONO:
шпиндель 800 Вт с воздушным охлаждением
шпиндель 800 Вт с водяным охлаждением
шпиндель 1500 Вт с водяным охлаждением
Области применения
Гравировально-фрезерные станки SICONO (Китай):
предназначены для обработки различных материалов
оснащаются современным программным обеспечением (что позволяет моделировать и создавать управляющие программы)
Фрезерные машины с ЧПУ производства SICONO востребованы во многих областях промышленности, например:
деревообработке
ювелирном производстве
изготовлении сувениров
полиграфии
станко- и машиностроении и пр.
Обрабатываемые материалы
Благодаря мощным двигателям по всем осям, шпинделям мощностью до 1,5 Вт, шарико-винтовым парам, гравировальные машины SICONO (Китай) с успехом используются для обработки:
Гравировальные машины SICONO — отличный выбор! Об этом свидетельствуют высокие технические параметры и особенности оборудования:
производительный шпиндель (до 1,5 Вт)
станина высокой жесткости обеспечивает безупречную точность работы и значительно уменьшает вибрации
удобный пульт управления
в комплект входит система охлаждения инструмента
привлекательная цена
Программное обеспечение
Программы, поставляемые с гравировально-фрезерными станками SICONO (Китай):
CAD/CAM программное обеспечение позволяет моделировать/создавать управляющие программы. Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др.
Пульт управления
Эргономичный пульт управления обеспечивает максимальное удобство в работе. Он позволяет устанавливать точку начала гравировки, задавать скорость подачи и менять ее в процессе работы, останавливать и возобновлять гравировку с нужной точки. Пульт оснащен USB разъемом для передачи задания (управляющей программы) с компьютера на станок при помощи USB флеш накопителя, что позволяет размещать гравировально-фрезерный станок SICONO вдали от компьютера, например в цеху.
Станки с ЧПУ Sicono SIC330 в Пятигорске: 18-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Пятигорск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Станки с ЧПУ Sicono SIC330
422 500
Гравировально-фрезерная машина Sicono SIC 330 DSP Plus Ход фрезы (глубина фрезерования): 45мм
ПОДРОБНЕЕЕще цены и похожие товары
522 134
Гравировально-фрезерный станоксЧПУSiconoSIC330 NEW Easy Servo, со шпинделем 1500 Вт
Гравировально-фрезерная машина Sicono SIC 330 DSP Plus Easy Servo
ПОДРОБНЕЕЕще цены и похожие товары
617 500
Гравировально-фрезерная машина Sicono SIC 330 Servo
ПОДРОБНЕЕЕще цены и похожие товары
583 561
Гравировально-фрезерный станоксЧПУSiconoSIC330 NEW Servo, со шпинделем 1500 Вт
ПОДРОБНЕЕЕще цены и похожие товары
552 500
Гравировально-фрезерная машина Sicono SIC 330 Easy Servo
ПОДРОБНЕЕЕще цены и похожие товары
Мини-лазерный гравировальный станок
SIC-L400 — ccft/sicono (China Trading Company) — Гравировальный и травильный станок — Оборудование
/china/ml/0-s-i-1/Search. html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
Промышленные товары / Машины / Гравировальный и травильный станок
Этикетка:
Мач гравировки лазера, гравер лазера
Цена:
—
Мин. Заказ:
1 шт.
Узнать сейчас Добавить в корзину
Описание продукта
Эта машина используется специально для гравировки резиновых штампов, небольших художественных изделий, подарков и украшений. Подходит для оргстекла, дерева, плотного картона, картона, двухцветного картона, кожи, стекла; составляют алмаз, рог, пластик, неметаллические сопряжения. и т. д.
Имя
SIC-L400
Зона обработки
300мм*420мм
Мощность лазера
40 Вт
Тип лазера
Стеклянная лазерная трубка на углекислом газе
Размер
800мм*500мм*310мм
Скорость гравировки
0-300 мм/мин
Коэффициент разрешения
0,0125 мм
Интерфейс
USB
Применимое программное обеспечение
Моши, Новая печать
Минимальный формирующий символ
буквы 0,5 мм, китайские 0,5 мм
Поддержка графического формата
БМП, ПЛТ
Полная мощность
200 Вт
Режим вождения
Шаговый двигатель DC0. 8A 24 В
Режим охлаждения
Циркуляционное водяное охлаждение
Рабочее напряжение
AC110V- 220В/50Гц или 60Гц или зависит от заказчика
Упаковка
Картонная коробка или деревянная коробка
Гарантийный срок
1 год, лазерная трубка 3 месяца
Изображение продукта
Изображение 1
Отправить запрос этому пользователю
Сопутствующие товары этой компании
SC2518 МИНИ-гравировальный станок с ЧПУ
SIC-1313 Деревянный станок с ЧПУ
Стоматологический фрезерный станок SDM4
Гравировальный станок с ЧПУ SIC-6090
Фрезерный станок с ЧПУ S30M
Фрезерный станок с ЧПУ S40M
SIC-330 МИНИ Гравировальный станок с ЧПУ
Этот участник берет на себя полную ответственность за содержание этого списка. DIYTrade не несет никакой ответственности за такое содержание. Чтобы сообщить о мошенническом или незаконном контенте, нажмите здесь.
Китайские поставщики Быстрый поиск:
Гравировальный и травильный станок, сделанный в Китае Продукты
,
Гравировальный и травильный станок Китайские поставщики и производители Китая
Профиль поставщика SICONO CNC EQUIPMENT CO., LIMITED | Лучшие клиенты
Поиск:
Продукт
Компания
Поставщик
Восточная Азия
NO.8TH, JINGNAN ROAD, BUJI TOWN, SH ENZHEN, КИТАЙ 518112 КИТАЙ
Гравировальный станок
6 отправлений
ЧПУ Гравировка
4 поставки
Гравировальный станок с ЧПУ
4 поставки
Графитовый электрод
1 отгрузка
скорость
1 отгрузка
Гравировальный СтанокГравировальный Станок с ЧПУГравировальный Станок с ЧПУГрафитовый ЭлектродSpdGradeSicInchLivingCounter StoolUhpCounterGraphiteStoolЭлектродМашинаCncEngraving
Гравировальный Станок ЧПУ Гравировка Гравировальный станок с ЧПУ Графитовый электрод скорость Оценка Сик Дюйм Жизнь Счетчик Табурет Ухп Прилавок графит Табурет Электрод Машина ЧПУ Гравюра
EXCITECH США
Exported products
8 total shipments
Customers of SICONO CNC EQUIPMENT CO.
, LIMITED
1 total customers
Company name
Top products
Verified data
EXCITECH США
8 / 114 отправлений
ЧПУ маршрутизатор 30 отправлений
Строгальный станок 19 отправлений
ЧПУ 17 отправлений
Обрабатывающий центр с ЧПУ 16 отправлений
Обрабатывающий центр 16 отправлений
4.1 / 5
Всего отгружено 114
4 проверенных поставщика
Узнать больше
Будьте в курсе!
КО. ТЕХНОЛОГИИ ДЖИНАНЬ СЭНФЭНГ, ЛТД
Китай (материк)
Лучшие продукты:
Лазерная резка
Машина для резки
Станок для лазерной резки
СГЛ КАРБОН ГМБХ
Федеративная Республика Германия
Лучшие продукты:
Катод
Графитовый электрод
ХЕГ ЛИМИТЕД
Индия
Лучшие продукты:
Графитовый электрод
ШОВА ДЕНКО К.
К.
Япония
Лучшие продукты:
Хлоропреновый каучук
Графитовый электрод
ТОКАЙ УГЛЕРОД КО., ЛТД.
Япония
Лучшие продукты:
Графитовый электрод
ХАСБРО С.А.О.Б.
Вьетнам
Лучшие продукты:
Фигура
GRAFTECH ШВЕЙЦАРИЯ С.А.
Испания
Лучшие продукты:
Графитовый слиток
Искусственный графит
СКАЙ Пауэр КОМПАНИ С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
Южная Корея
Лучшие продукты:
ГРАФИТ ИНДИЯ ЛИМИТЕД
Шри-Ланка
Лучшие продукты:
Графитовый электрод
Электрод
ТОКАЙ ЭРФТКАРБОН ГМБХ
Бельгия
Лучшие продукты:
Графитовый электрод
соска
FAMEX SEA AIR CO LTD
Южная Корея
Лучшие продукты:
Орнамент
GRAFTECH ШВЕЙЦАРИЯ СА.
Франция
Лучшие продукты:
Графитовый электрод
СО-ЭЛЕКТРОННАЯ КОМПАНИЯ С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
Капитальный ремонт. Токарно-винторезный станок ДИП-200, ДИП-300, 2013 г.
Капитальный ремонт и модернизация токарно-винторезного станка ДИП-200, ДИП-300. Украина 2013
Технические характеристики токарного станка ДИП-200
Технические характеристики — станок ДИП-200
Параметры
Диаметр обработки над станиной, мм
400
Диаметр обработки над суппортом, мм
220
Расстояние между центрам
1000 / 1500
Класс точности по ГОСТ 8-82
Н
Размер внутреннего конуса в шпинделе
Морзе 6 М80*
Конец шпинделя по ГОСТ 12593-72
6К
Диаметр сквозного отверстия в шпинделе, мм
55
Максимальная масса заготовки, закрепленной в патроне, кг
300
Максимальная масса детали, закрепленной в центрах, кг
1 300
Максимальная масса заготовки, закрепленной в патроне, кг
23
Число ступеней частот обратного вращения шпинделя
12
Пределы частот прямого вращения шпинделя, мин-1
12,5 — 2 000
Пределы частот обратного вращения шпинделя, мин-1
19 — 2 420
Число ступеней рабочих подач — продольных
42
Число ступеней рабочих подач — поперечных
42
Пределы рабочих подач — продольных, мм/об
0. 7 — 4,16
Пределы рабочих подач — поперечных, мм/об
0,035-2,08
Число нарезаемых метрических резьб
45
Число нарезаемых дюймовых резьб
28
Число нарезаемых модульных резьб
38
Число нарезаемых питчевых резьб
37
Число нарезаемых резьб — архимедовой спирали
5
Наибольший крутящий момент, кНм
2
Наибольшее перемещение пиноли, мм
200
Поперечное смещение корпуса, мм
±15
Наибольшее сечение резца, мм
25
Мощность электродвигателя главного привода
10 кВт
Мощность электродвигателя привода быстрых перемещений суппорта, кВт
0,75 или 1. 1
Мощность насоса охлаждения, кВт
0,12
Габаритные размеры станка (Д х Ш х В), мм
2 812 / 3 200 х 1 166 х 1 324
Масса станка, кг
3 035
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО ДИП-300
Характеристика
ДИП-300
Наибольший диаметр заготовки:
устанавливаемой над станиной, мм
700
обрабатываемой над станиной, мм
630
обрабатываемой над суппортом, мм
350
Наибольшая длина обрабатываемой заготовки, мм
750, 1500, 2000, 3000, 4000, 5000, 8000, 10000
Наибольшая длина детали, устанавливаемой в выемке станины, мм
900
Длина выемки от торца фланца шпинделя, мм
450
Диаметр цилиндрического отверстия в шпинделе, мм
105
Фланцевой конец шпинделя по DIN
11М
Количество ступеней частот вращения шпинделя
22
Пределы частот вращения шпинделя, об/мин
10 — 1250
Величина подач:
продольных, мм/об
0,06 — 1,4
поперечных, мм/об
0,024 — 0,518
резцовых салазок, мм/об
0,019 — 0,434
Величина шагов нарезания резьб:
метрических, мм
1 — 224
дюймовых, ниток/дюйм
28 — 0,25
модульных, модуль
0,25 — 56
питчевых, питч диам.
112 — 0,5
Ускоренное перемещение суппорта, м/мин:
продольное
5,2
поперечное
2
Мощность главного привода, кВт
15
Наибольший вес обрабатываемой детали в центрах,кг
3500
Масса, кг
4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200
Габариты:
длина, мм
2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470
ширина, мм
1780
высота, мм
1550
Станок дип 200 | Festima.
Ru
Товары для дома
Таблица
Список
Лента
Продам токарно-винторезный станок ДИП 200, не в рабочем состоянии, описание неисправностей на фото, находится в Щербакуле
Мы нашли это объявление 4 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Ростовская область, Советский район
Еще объявления
Дип 200, Дип 300, Дип 400 станок фрезерно-горизонтальный, вертикально-фрезерный, радиально-сверлильный, рабочие и под восстановление
Ремонт и строительство
2 года назад
Источник
Продам патрон на токарный станок ДИП 300 4х кулачковый, 500мм, новый
Ремонт и строительство
Республика Татарстан, Казань
2 года назад
Источник
Внимание! Festima. Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
В хорошем состоянии продам токарный станок ДИП 300.
Ремонт и строительство
год назад
Источник
Продаётся Токарный станок дип 300 в хорошем состоянии.самовывоз
Ремонт и строительство
Ростовская область, Ростов-на-Дону
2 года назад
Источник
Продам токарный станок ДИП 300. Состояние хорошее. Цена 350 тыс
Ремонт и строительство
6 месяцев назад
Источник
токарный станок ДИП 300 б/у
7 месяцев назад
Источник
Продам токарно-винторезный станок ДИП-300 1м63д, в хорошем состоянии, подключен
Ремонт и строительство
7 месяцев назад
Источник
Здравствуйте,продаётся станок ДИП 500 1М63 б/у в отличном состояний в комплекте запасной патрон,остальные вопросы по телефону
Ремонт и строительство
2 года назад
Источник
Оправка на токарный станок дип-300, дип-500, диаметр 120мм , длинна 900 мм, под резец с колодкой до 20 мм, для расточки больших диаметров
Ремонт и строительство
2 года назад
Источник
Токарный станок ДИП-300 рмц 3 метра
6 месяцев назад
Источник
Продается токарный станок ДИП-300, РМЦ-2,8 м. (Рязанец) в рабочем состоянии с действующего производства, станок подключен, можно проверить в работе, патрон ф400, видео по запросу, погрузка, возможен наличный и безналичный расчет.
Ремонт и строительство
год назад
Источник
Продам токарный станок 1м63 дип 300 Состояние рабочее Год выпуска 1976
Ремонт и строительство
10 месяцев назад
Источник
Станок 1м63 (дип-300) г. Рязань, в очень хорошем состоянии, работал мало. Возможна продажа с НДС.
Ремонт и строительство
5 месяцев назад
Источник
продам станок 1 м 63 дип 300 рмц 2800 станина в порятке кнему есть люнет патрон 300 но если надо отдельно есть патрон торга нет обмен тоже а также есть патрон на 400 3 кулачковыи
Ремонт и строительство
2 года назад
Источник
Токарно-винторeзный станок ДИП 200 (б/у) Нaибольший диaметр обpабaтываeмoй зaгoтoвки – 410 мм Haибольший диаметp зaгoтовки, обpaбaтываeмoй над cуппортом – 210 мм Нaибольшая длина загoтовки – 1000 мм Диаметр cквозногo отвepcтия в шпинделе – 38 мм Mакс. чаcтoта врaщения шпинделя в пpямoм направлении — 600 об/мин Hаибольшеe перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг Наибольший диаметр обрабатываемой заготовки – 410 мм Наибольший диаметр заготовки, обрабатываемой над суппортом – 210 мм Наибольшая длина заготовки – 1000 мм Диаметр сквозного отверстия в шпинделе – 38 мм Макс. частота вращения шпинделя в прямом направлении — 600 об/мин Наибольшее перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового токарного станка, стандартного, сокращенно ТС. Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.
25 апреля 1932 года был собран и испытан первый советский универсальный токарно-винторезный станок с редуктором ДИП-200. К концу 1932 года было выпущено 25 РИПов.
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» освоено производство тяжелых универсальных токарно-винторезных станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано Рязанскому станкостроительному заводу РЗС, основанному в 1944, Тбилисский станкостроительный завод имени И. Кирова и Ейский станкостроительный завод.
В 1956 году Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модели – РМЦ 1400, 2800.
В 1968 году было запущено в производство следующее поколение серии – модель 1м63.1м63Б.
С 1973 года начало серийного производства токарных станков: 16к30,16к30Ф3,1М63БФ101,16М30Ф3,1П756ДФ3.
Тбилисский станкостроительный завод имени И. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного производства станка 1М63Н, последней модели серии ДИП-300.
Станок токарно-винторезный универсальный ДИП-300. Назначение и область применения
Станок токарно-винторезный универсальный модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с редуктором и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП -300, ДИП-400, ДИП_500), разработанные и выпускавшиеся на Московском станкостроительном заводе «Красный пролетарий» с 1930-х до 1950-х годов.
Станок токарный ДИП-300 предназначен для выполнения широкого спектра работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, в том числе точения конусов, а также для нарезания метрической, модульной, дюймовой резьбы.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
На переднем конце шпинделя резьба М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен спереди на двухрядных роликоподшипниках, сзади на коническом роликоподшипнике. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником.
Шпиндель получает 18 ступеней частоты прямого и обратного вращения от шестивального редуктора в передней бабке станка. Установка необходимой скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, остановка и включение быстрого реверса осуществляется фрикционной муфтой. Сцепление управляется рукоятками на станине у передней бабки и на фартуке.
Движение подается на входной вал грязесборника через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Наконечник передний
Ндел изготовленный по ГОСТ 12593 (DIN 55027, ISO 702-3-75) под шайбу поворотную, с центрирующим коротким конусом 1:4 (7°7’30″), ном. диаметр конуса D = 139,719 мм, номинальный размер торца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 6.
Номинальный диаметр конуса D = 139,719 мм, номинальный размер торца шпинделя – 8 Внутренний (инструментальный) конус шпинделя – Морзе 6 Стандартный диаметр токарного патрона – Ø 250, Ø 315, Ø 400, Ø 500 мм, исполнение – тип 2 (для поворотной шайбы) Диаметр сквозного отверстия – Ø 47 мм Наибольший диаметр прутка – Ø 45 мм
Коробка подачи типа Norton позволяет нарезать (без звена ступенчатого увеличения):
метрическую резьбу с шагом от 1 до 192 мм дюймовую резьбу от 24 до 1/4 витка на дюйм модульная резьба с модулями от 0,5 до 48 шаг резьбы от 96 на 7/8
без переключения передач на гитаре.
Шаговая коробка получает движение от редуктора через гитару – съемные шестерни с наклоном. Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз.
Для изготовления высокоточной резьбы ходовой винт может быть подключен через сменные гитарные шестерни в дополнение к механизму подачи.
Через ходовой ролик суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) оснащен механизмом падающего червяка, что позволяет автоматически включать подачу от ходового винта при нарезании резьбы в обоих направлениях и одновременно защищает станок от повреждения при перегрузке. Отключение осуществляется с точностью до 0,02 мм от упора на станине.
Просто купите Маленькие ножницы для кабеля с изолированными погружными рукоятками с изоляцией VDE 200 мм
Обратите внимание, что структура навигации для раздела «Обработка» была изменена. Если у вас были установлены фильтры для предыдущих категорий Монообработка и Модульная обработка, проверьте новые фильтры.
1) Первоначальная резка
2) Завершить резку
Цена за единицу
100,65 долларов США
плюс НДС по действующей ставке Цены плюс стоимость доставки
Количество
Мы доставляем Сертифицированное качество доставки и удовлетворенность клиентов. Минимальные капиталовложения благодаря высочайшим возможностям доставки.
Режущая способность
70 мм 2
Режущая способность до ⌀
20 мм
общая длина
200 мм
Стандарт
DIN EN 60900 / VDE 0682-201
Ручка
погружная изоляция
Операция
механический, одноручный
Материал
Инструментальная сталь специального качества, штампованная, закаленная в масле
Поверхность
хромированный
с возвратной пружиной
№
Тип продукта
Ножницы
Артикул №
730360 200
EAN / GTIN
4003773026952
Номер производителя
95 17 200
Исполнение:
Рукоятки с изоляцией до 1000 В согласно DIN EN 60900 / VDE 0682-201 .
При наладке и эксплуатации металлорежущих станков необходимо регулярно производить проверки их точности.
Под точностью станка подразумевается соответствие следующих параметров указанным в паспорте и стандарте:
Перемещение основных узлов, на которых размещается рабочий инструмент и заготовка.
Расположение поверхностей, при помощи которых выполняется базирование инструмента и заготовки. Расположение проверяется относительно друг друга и осей станка.
Форма базовых поверхностей.
Выделяют такие погрешности формы обрабатываемых заготовок:
Непрямолинейность. Образуется из-за неточности изготовления направляющих, их износа, ошибок при установке или нагреве. Другая причина образования — повышенная податливость заготовки, что приводит к ее деформации под усилием резки.
Некруглость. Получается по причине биения шпинделя, неправильной работы подшипников шпинделя, ошибок при копировании заготовки.
Конусообразность. Возникает, когда ось шпинделя не параллельна направляющим, что происходит под действием температурных деформаций, при смещении оси, недостаточной жесткости центров. Обработке без центров с вылетом заготовки превышающий соотношение длины и диаметра 3:1
Неконцентричность. Образуется при ошибках в копируемой заготовке либо при биении шпинделя.
Непараллельность. Возникает, когда направляющие станка имеют непрямолинейную форму или отклонения оси шпинделя от осей направляющих.
Инструменты для проверки точности станков
Для проверки оборудования используются следующие инструменты:
линейки;
угольники;
набор оправок;
измерительные головки;
уровни;
щупы;
индикаторы.
интерферометр
Линейками проверяют прямолинейность и плоскостность поверхностей. Оправки используются для определения биения вращающихся элементов, таких как шпиндель. Отверстие шпинделя проверяется оправкой, вставляемой в шпиндель. Оправка проворачивается несколько раз на половину круга, биение является разностью между максимальным и минимальным показателем.
Перпендикулярность проверяется при помощи угольника. Вспомогательным инструментом выступает щуп, которым определяют наличие и величину зазора между плоскостью и угольником. также возможно использование индикатора с магнитной стойкой
Уровни предназначаются для проверки точности установки оборудования на фундаменте в двух плоскостях. Точные замеры производят поверенные уровни с микрометрической шкалой.
Станки также могут проверяться приборами специального назначения — теодолитами, профилометрами и профилографами, интерферометрами.
Проверка элементов станка на точность
Проверка на точность токарного станка производится согласно требований ГОСТ:
Часть проверок приведена ниже:
Радиальное биение шейки шпинделя. Измерительный штифт индикатора размещается так, чтобы он касался поверхности шейки и был перпендикулярен относительно образующей.
Радиальное биение отверстия шпинделя. Для этого в шпинделе плотно размещается цилиндрическая оправка. Шпиндель вращается, и индикатором замеряется биение. Величина биения замеряется у шпинделя и в нескольких точках оправки.
Параллельность оси шпинделя относительно продольного перемещения суппорта. Для проверки в шпинделе также закрепляют цилиндрическую оправку. Измерительный штифт индикатора должен касаться верхней поверхности оправки и быть перпендикулярным к ее образующей. Суппорт двигают вдоль направляющих станины на 300 мм. Измерения повторяют, установив штифт горизонтально, так, чтобы он касался боковой части оправки.
Осевое биение шпинделя. Измерение предполагает закрепление короткой оправки в шпинделе. Измерительный штифт индикатора размещается вдоль оси шпинделя, так, чтобы его конец касался центра торца оправки. Шпиндель вращается, и замеряется биение.
Торцевое биение буртика шпинделя. Измерительный штифт индикатора размещается так, чтобы он прикасался к торцу буртика у самого края. Шпиндель вращается, и снимаются результаты. Для получения точных данных необходимо провести измерения как минимум в двух точках. Итоговой погрешностью считается максимальное показание индикатора.
Параллельность перемещения пиноли относительно продольного движения суппорта. Сначала производится проверка с пинолью, задвинутой в заднюю бабку и закрепленной в ней. Индикатор размещается на суппорте, а его измерительный штифт касается верхней поверхности пиноли. Суппорт перемещается, и замеряются данные. По аналогии с прошлой проверкой, измерения повторяются со штифтом, касающимся пиноли сбоку. Затем проводят такие же измерения, только пиноль вытягивается на половину из задней бабки.
Параллельность отверстия пиноли относительно продольного движения суппорта. Эта проверка осуществляется так же, как и для отверстия шпинделя. В отверстии пиноли закрепляется оправка, и измерительный штифт касается ее сверху. Суппорт двигается вдоль станины. Окончательное значение погрешности является средним арифметическим трех замеров.
Совпадение высоты осей вращения шпинделя и пиноли над продольными направляющими станины. Для измерения в центрах зажимают цилиндрическую оправку (скалку), а индикатор перемещают суппортом, определяя максимальное отклонение.
Параллельность движения верхних салазок суппорта относительно оси шпинделя. В шпинделе закрепляется оправка, индикатор перемещается по верхним салазкам.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Точность токарного станка
Цель работы заключается в
определении технического состояния и точности токарного станка по параметрам точности, которые оказывают влияние на возникновение погрешностей обработки.
Как изучить токарное дело
Информация для начинающих токарей
Для оценки параметров точности токарного станка мы должны освоить методы контроля технического состояния токарного станка по параметрам точности в соответствии с ГОСТ 18097-85 и практические измерения отдельных параметров точности токарного станка 1М61П.
Необходимо приобрести навыки работы с контрольными оправками и индикатором часового типа на штативе или магнитной стойке при выполнении измерений параметров точности.
Определить техническое состояние токарного станка по параметрам точности и подготовить заключение о возможности его использования для обработки деталей.
Оборудование, приборы и инструменты, которые будем использовать.
Токарно-винторезный станок модели 1М61П.
Индикатор часового типа ИЧ-05 с ценой давления 0,01 мм на штативе.
Индикатор часового типа 1МИГЦ с ценой деления 0,001 мм на стойке индикаторной магнитной.
Оправки контрольные цилиндрические с конусом МОРЗЕ для установки в шпинделе и задней бабке.
Оправка контрольная с центровым отверстием под шарик.
Центра ГОСТ 13214-79.
Устройство токарного резца
Резец является наиболее
употребительным режущим инструментом
при обработке деталей на токарных станках.
Материалы токарных резцов влияют на…
Для контроля геометрической точности токарно-винторезных станков общего назначения необходимо использовать ГОСТ 18097-85, который устанавливает параметры точности и методы их проверки. Проверка станков по нормам точности заключается в установлении точности изготовления, взаимного расположения, перемещения и соотношения движений рабочих органов станка, несущих заготовку и инструмент, путем измерений с помощью контрольных приспособлений и приборов. Также контроль может выполняться путем измерения обработанных на станках образцов деталей.
Геометрическую точность неработающего станка нельзя отождествлять с точностью обработки, отклонение геометрической точности станка от норм оказывает существенное влияние на точность обработки.
При проверка станков по нормам точности (без резания) движения отдельных узлов и элементов станка должны осуществляться от руки, а при отсутствии ручного привода – механически на наименьшей скорости.
На практике проверяются те параметры точности станка, погрешности которых могут оказать существенное влияние на возникновение погрешностей обработки, а именно: прямолинейность поверхности направляющих станины, биение вращающихся центров, положение оси вращения относительно оси шпинделя и т.д.
Конструкция токарного резца
Резец сконструирован из головки, т. е. рабочей части, и тела, служащего для закрепления резца.
При изготовлении деталей на металлорежущих станках часто приходится пользоваться лимбами, дающими возможность отсчитывать необходимые перемещения узлов станка. При пользовании лимбами, даже при перемещении на целое число делений лимба, необходимое перемещение нельзя осуществить точно. Возникает погрешность установки, проявляющаяся в том, что при многократной установке узла в требуемое положение он не занимает каждый раз строго одинаковое положение.
Погрешность установки размера по лимбу станка является случайной погрешностью и зависит от многих переменных факторов: неточности шага винта, неточности нанесений делений на лимбе, износа винтовой пары, жесткости цепи перемещения, величины силы трения в направляющих, ширины штрихов на шкале лимба, освещенности рабочего места, состояния зрения рабочего и т.д.
Величина погрешности установки определяется разностью предельных значений смещений узла относительно требуемого положения.
При данной методике проведения работы не учитываются такие составляющие погрешности, как неточность шага винта, износ винтовой пары, неточность нанесения делений лимба и др., но значительно упрощается техника проведения эксперимента.
Порядок выполнения работы определения точности токарного станка:
Рис. 1.1 Контроль прямолинейности продольного перемещения суппорта при помощи оправки и индикатора.
В центрах передней 1 и задней 5 бабок устанавливают оправку 3 с цилиндрической измерительной поверхностью.
Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте 4 (в резцедержателе) укрепляют индикатор 2 так, чтобы его измерительный наконечник касался боковой образующей оправки и был направлен к ее оси перпендикулярно образующей. Показания индикатора на концах оправки должны быть одинаковыми.
Суппорт перемещают в продольном направлении на всю длину хода. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора и заносят в отчет.
2. Проверить прямолинейность продольного перемещения суппорта в вертикальной плоскости.
В центрах передней 3 и задней 5 бабок устанавливают оправку 2 с цилиндрической измерительной поверхностью. Суппорт 1 должен быть расположен ближе к оси центров станка рис. 1.2..
Рис. 1.2 Проверка при помощи оправки и индикатора прямолинейности в вертикальной плоскости.
Табл. 1. – Результаты измерения параметров точности токарного станка 1М61П.
На суппорте в резцедержателе укрепляют индикатор 4 так, чтобы его измерительный наконечник касался верхней (нижней) образующей оправки и был направлен к ее оси перпендикулярно образующей оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора. Если показания индикатора. Если показания индикатора на концах оправки не одинаковы, то из результатов отклонений следует вычесть погрешность, вызванную установкой оправки.
Проверить одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости рис. 1.3..
Проверка при помощи оправок и индикатора одновысотности оси вращения шпинделя и оси отверстия пиноли задней бабки.
Заднюю бабку 5 с полой выдвинутой пинолью устанавливают на расстоянии примерно равном от торца шпинделя до торца пиноли. Заднюю бабку и пиноль закрепляют. В отверстии шпинделя передней бабки 1 и в отверстии пиноли задней бабки 5 вставляют оправки 2 с цилиндрической измерительной поверхностью одинакового диаметра.
На суппорте 4 (в резцедержателе) укрепляют индикатор 3 так, чтобы его измерительный наконечник касался измерительной поверхности одной из оправок на расстоянии, равном двум диаметрам оправки и был направлен к ее оси перпендикулярно направляющей.
Затем суппорт перемещают в сторону второй оправки и не изменяя положение индикатора, производят проверку одновысотности с первой оправкой. Для определения наибольшего показания индикатора верхнюю часть суппорта перемешают в поперечном направлении вперед и назад.
Результат измерения у шпинделя передней бабки устанавливают как среднюю арифметическую двух измерений, после первого измерения шпиндель поворачивают на 180°.
Отклонение определяют как наибольшую алгебраическую разницу. Проверить радиальное биение центрирующей поверхности бабки под патрон.
Рис. 1.4. — Измерение при помощи индикатора радиального биения центрирующей поверхности шпинделя
На неподвижной части станка укрепляют индикатор 1 так, чтобы его наконечник касался проверяемой поверхности 2 и был направлен к ее оси перпендикулярно образующей. Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
Рис. 1.5. — Измерение при помощи индикатора торцового биения опорного буртика шпинделя.
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался опорного буртика шпинделя 2 на возможно большем расстоянии от центра и был перпендикулярен ему.
Шпиндель приводят во вращение в рабочем направлении. Измерения производят в двух взаимно перпендикулярных плоскостях в диаметрально противоположных точках поочередно.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
Измерение при помощи индикатора радиального биения конического отверстия шпинделя.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью.
На неподвижной части станка укрепляют індикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Шпиндель приводять во вращение в рабочем направлении.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
Проверить параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью. На суппорте 4 в резцедержателе укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно направляющей.
Схема проверки показана на рис. 1.7.
Суппорт перемещают в продольном направлении на всю длину хода L. Измерения производят по двум диаметрально противоположным образующим оправки при повороте шпинделя на 180 градусов.
Отклонения определяют как среднюю арифметическую результатов не менее чем двух измерений в каждой плоскости, каждый из которых определяют как наибольшую алгебраическую разность показаний индикатора при перемещении суппорта.
Измерение при помощи индикатора и оправок параллельности оси вращения шпинделя продольному перемещению суппорта.
В случае опор скольжения проверку можно производить при медленном вращении шпинделя. Результат определяется при каждом положении суппорта наибольшей алгебраической разностью показаний индикатора.
Проверить параллельность оси конического отверстия пиноли задней бабки перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости
Схема проверки показана на рис. 1.8.
Измерение параллельности оси конического отверстия пиноли задней бабки перемещению суппорта.
Заднюю бабку устанавливают в положение, предусмотренное в проверке и закрепляют.
В отверстие пиноли 3 вставляют контрольную оправку 1 с цилиндрической измерительной поверхностью. На суппорте 4 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в указанных положеннях суппорта.
Определить погрешность установки раз мера по лимбу.
9.1.Установить лимб перемещения одного из узлов станка на выбранное деление.
9.2.Закрепить на неподвижном узле станка стойку индикатора. Измерительный наконечник индикатора (цена деления шкалы 0,01 мм) должен касаться перемещающейся при опыте детали станка с некоторым натягом. Стрелку індикатора установить на 0 (Рис. 1.9.).
9.3. Перемещая подвижный узел, определить цену деления шкалы лимба.
9.4. Установить на стойке индикатор с ценоз деления шкалы 0,001 мм или 0,002 мм, уперев его измерительный наконечник в перемещающуюся при опыте деталь станка с некоторым натягом. Стрелку индикатора установить на ноль.
Схема измерения погрешности установки
9.5. Проворачивая рукоятку винта, отвести подвижный узел станка в направлении, противоположном выбранному направлению рабочего перемещения, на 0,5-1 оборот винта так, чтобы обязательно был выбран зазор на винтовой паре.
9. 6. Проворачивая рукоятку винта, переместить узел станка в направлении рабочего хода до совпадения риски выбранного деления лимба с неподвижной отметкой. Окончательную доводку совпадения рисок можно призводить легким постукиванием руки по рукоятке винта. Записать показания индикатора.
9.7.Повторить п. 9.5. и 9.6 не менее 10 раз.
9.8. Определеить значения погрешности и посчитать по формуле. Результаты сравнить с показаниями в табл.. 1.2.
LevinLathe.com: ТОЧНЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАНКИ.
ЛЕВИН ® ТОЧНОСТЬ ИНСТРУМЕНТАЛЬНЫЕ ТОКАРНЫЕ СТАНКИ
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
0213-02
1/2″
3С
Д
21 420,00 $
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
9-1/2″
1-1/2″
—
—
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
2223-02
1/2″
3С
Д
28 420,00 $
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
Шкаф**
9-1/2″
1-1/2″
—
В комплекте
**Включает шкаф, двигатель 1/3 л.с. и регулятор скорости, полностью собранные и готовые к работе.
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
0212-02
5/16″
Д
Д
19 020,00 $
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
9-1/2″
1-1/2″
—
—
Деталь №
Цанга Колпачок.
Передняя бабка Цанга
Задняя бабка Цанга
Цена
2222-02
5/16″
Д
Д
27 000,00 долларов США
Максимальное расстояние Между Центрами
Задняя бабка Шпиндель Ход
Шкаф**
9-1/2″
1-1/2″
—
В комплекте
**Включает шкаф, двигатель 1/3 л.с. и регулятор скорости, полностью собранный и готовый к работе.
Это базовая машина линии Levin, Чрезвычайно точный и чувствительный токарный станок, разработанный для удовлетворения самый высокие требования, необходимые при обработке миниатюрных и микроминиатюрные детали. Это стандарт для инструментальных цехов и механические лаборатории, требующие самого современного оборудование для производства мелких деталей с участием деликатных операции с предельной точностью. При правильном оснащении, эти станки позволяют изготавливать детали что в противном случае было бы трудно или невозможно изготавливать на больших токарных станках.
Инструментальный токарный станок может быть оснащен соответствующими инструменты для использования в качестве токарного станка, револьверного станка, Микросверлильный станок или, где указано, он может быть настроены так, чтобы выполнять функции всех трех типы. Эти токарные станки можно заказать как простой токарный станок. без какой-либо скамьи, шкафа или привода; они могут быть устанавливается на скамью или тумбу Formica-top. Независимо от крепления или привода базовая машина то же самое.
ПЕРЕДНЯЯ БАБКА — Передняя бабка полностью закрыта с предварительно нагруженным радиально-упорным шариком особой точности подшипники. Передние подшипники состоят из предварительно нагруженного пара радиально-упорных подшипников с одним радиальным подшипник сзади. Шпиндель полностью закален из концы с концами. На передних бабках с цангами типа 3C передняя бабка снабжена специальным переходником и узел дышла, который позволяет использовать более точные и чувствительные цанги типа D для удержания работы диаметром менее 8,0 мм.
ЗАДНЯЯ БАБКА — Задняя бабка управляется рычагом через чувствительная реечная система подачи. Веретено полностью закален от начала до конца и принимает все Цанги типа D. Поставляется с микрометрическим упором с делением на циферблате 0,0005 дюйма. Устройство с кулачковым замком на задней бабке позволяет жестко зафиксировать шпиндель в любая выбранная позиция.
СТАНОК КРОВАТЬ — Станина станка отлита из механита. и имеет полностью отшлифованные пути точности. Он имеет общий длиной 18 3/4 дюйма и комплектуется Т-образным болтом, Гайка и кольцо в сборе для крепления оснастки. пьедесталы отлиты за одно целое со станиной и имеют Т-образный паз по всей длине грядки.
МОТОР ПРИВОДЫ — Три стандартных привода доступны для этих токарных станков. Отдельная переменная 1/8 л.с. скоростной привод доступен для установки на столе сзади конфигурации, где высокий крутящий момент не является существенным. Токарные станки на стальных скамьях и токарных станках с покрытием Formica на стальных шкафах поставляются в комплекте с Привод SCR мощностью 1/3 л. с. с компенсацией падения ИК-излучения. Все приводные устройства обеспечивают бесступенчатую регулировку скорости шпинделя от От 0 до 5000 об/мин с динамическим торможением, запуск ножным переключателем и стоп, и полная защита от перегрузок для использования на 115 В, Электроснабжение 60 Гц, 1 фаза переменного тока.
ПОДДОН ДЛЯ СТРУЖЕК — Лоток для стружки из нержавеющей стали с слив охлаждающей жидкости включен во все настольные токарные станки, и доступен за дополнительную плату для заказанных токарных станков без скамьи или шкафа.
ХЛАДАГЕНТ СИСТЕМА — Дополнительная система охлаждения доступен для использования с этими токарными станками. Электрический система каждого моторного привода предварительно смонтирована на завод принимает стандартную систему охлаждения Levin. Ан независимый переключатель управления на блоке управления позволяет одновременная работа станка и системы охлаждения когда ножной переключатель нажат.
ШКАФ — Кабинет обеспечивает наилучшее поддержка токарного станка. Удобный доступ к все отсеки для хранения снабжены дверцами в передней и задней части шкафа. Вся охлаждающая жидкость система легко снимается для тщательной очистки всякий раз, когда это требуется. Вся необходимая проводка для обоих система охлаждения и система управления приводом включены во все машины на шкафу.
Гравер – это действительно универсальный многофункциональный инструмент. Его используют не только для гравирования предметов, но и для сверления, резки, заточки, шлифовки. Без гравировального прибора невозможно представить себе ювелирную и рекламную индустрии. Такой инструмент незаменим даже в салоне красоты, не говоря уже о домашних мастерских.
Из-за своей компактности и легкого веса, гравер (или просто бормашина) используется в самых мелких работах. Он, конечно, не потянет резку толстых листов стали, мощность устройств даже от самых крутых производителей не рассчитана на подобное. За то бормашина быстро справится с фигурной резкой изделий из дерева, обработкой стекла, пластика, керамики. Бормашиной можно работать по камню, кости и многим видам металла.
Самым популярным является гравер, по функционалу напоминающий дрель или болгарку. В его корпусе размещен хороший электромотор от которого работает короткий вал с цангой. Цанга закрепляет самые разные насадки. В работе они начинают вращаться с большой скоростью, обеспечивая резку, шлифовку и другие виды работ.
Какие насадки на гравер используются для работы
Насадки для гравера бывают самых разных форм и видов. Стандартные насадки всегда прилагаются в наборах для гравировки, для расширенного же использования бормашины некоторые придется докупать отдельно.
Выбирать насадки нужно, отталкиваясь от вида материала, из которого они сделаны, и их применения в дальнейшей работе. По виду материала насадки разделяются на:
• Насадки из стали с алмазным кончиком. Используются для самых разных работ.
• Твердосплавные насадки с насечкой. Для обработки заготовок, разнящихся по твердости.
• Насадки-держатели. На них ставятся диски для резки, шлифовки и заточки.
• Насадки из абразива. Ими можно обрабатывать металл, камень или керамику.
• Резиновые насадки. Ими обрабатываются заготовки из различных металлов.
• Войлочные. Стандартные насадки, незаменимые при полировке дерева.
Если вы планируете проводить шпунтование, стоит подбирать насадки шарообразного вида. Для зачистки же обрабатываемого материала выпускаются насадки-щеточки из нитей, проволоки или ткани. Отверстия обрабатываются алмазными шарошками, а пазы проделываются конусообразными насадками.
Мы перечислили только основные виды насадок, чаще всего использующихся в работе. На деле же, на такой ручной строительный инструмент как гравер, выпускается бесчисленное множество самых разных боров. Так что подбирать их придется все равно самостоятельно, отталкиваясь от того, как именно будет применяться бормашина.
Разновидности граверов
Для работы в пределах мастерской или дома используются сетевые, аккумуляторные и подвесные бормашины.
Сетевые граверы
Самое стандартное устройство, работающее от сети. Оно легко помещается в одной руке, имеет небольшой вес. В наборах определенных моделей в комплект может входить длинный гибкий вал. Он редко используется, но иногда бывает полезен. Подключая вал, гравер может находиться на столе, пока вы работаете только наконечником вала. Это убирает и без того небольшое давление на руку, а также позволяет работать с совсем мелкими изделиями.
Собираясь купить гравер именно такого вида, обращайте внимание на его габариты и мощность. У совсем маленьких бормашин может быть плохая мощность, не предназначенная даже для реза фанеры.
Аккумуляторные граверы
Если с предыдущим видом граверов можно работать лишь в пределах розетки, аккумуляторный прибор используется везде. За счет этого он стоит дороже, однако по функционалу практически не отличается от сетевой бормашины.
Работает ручной гравер от батареи, заряд которой может держаться плюс/минус часа два. Заряжается батарея достаточно быстро, кстати, дополнительно зарядное покупать не нужно, оно всегда идет в наборе. Некоторые производители в дополнение кладут и переходник для зарядного, так что гравер можно зарядить даже в машине.
Подвесные граверы
Такой прибор имеет корпус, цепляющийся к вертикальным поверхностям. От него идет длинный гибкий вал с цангой. Между корпусом и источником питания ставится отдельная педаль, которая будет подавать питание на устройство, как только на нее нажмут. Это очень удобно, так как бормашина не будет включена постоянно. Работу можно оборвать моментально, просто отжав педаль ногой.
Все эти виды бормашин по-своему удобны. Любой из них хорошо впишется в домашнюю мастерскую, не занимая много места, но выполняя обширный спектр работ. Подобрать прибор и насадки для него вы можете через интернет-магазин Nemolotok.ru. Наши консультанты покажут, расскажут и помогут с выбором самого хорошего инструмента, которым вы точно останетесь довольным.
Что такое гравер и что им можно делать?
org/BreadcrumbList»>
Главная страница
Технологии и инструменты
Автор: Николай
5
Рейтинг 5.00 (148 Оценок)
Гравер – инструмент, необходимый к применению в любом хозяйстве.
Спектр его применения настолько широк, что после прочтения данной статьи Вам безусловно захочется его приобрести.
Гравер состоит из пластикового корпуса, внутри которого установлен вращающийся вал, работающий от электричества.
Принцип работы предельно прост. Каждый гравер, независимо от цены и страны производителя, работает от установленного внутри корпуса маленького двигателя, который и приводит в движение вал устройства.
А вот уже именно к валу и присоединяются насадки, позволяющие использовать гравер для различного рода целей.
Именно об определении, какие насадки необходимы для конкретных работ и пойдёт речь ниже.
Если вы решили заняться резьбой и фрезерованием каменных пород, дерева или металлических изделий – то вам нужны насадки, имеющие на конце щётки, состоящие из проволоки, острые конусообразные насадки или наоборот, закруглённые.
Приобретением расходных материалов стоит заниматься сразу при покупке инструмента для соответствующих целей, так как производители не пришли к единому стандарту видов и типов материалов для граверов, и купив инструмент одного бренда, можно иногда не найти материал, подходящий конкретно к этому граверу.
Для шлифовки, как и в шлифовальной машине, подойдут круги с абразивом. Способ применения зависит от плотности абразивных материалов.
Предназначение всё то же, что и у конкретно специализирующегося на это инструмента – шлифовальной машинки.
Для того, чтобы зачистить или отполировать металлическую, каменную или деревянную поверхность стоит приобрести диски и щётки разных типов, которые в основном будут отличаться количеством волосков, применяемых в них.
В большинстве случаев к граверу уже поставляется большинство из этих насадок в комплекте, однако, стоит уточнить при покупке, имеется ли необходимый материал именно для Ваших целей.
Каковы параметры выбора инструмента? Всё достаточно просто
Мощность и скорость вращения. Именно от этих показателей зависит как стоимость инструмента, так и качество производимых работ.
Очень важным моментом будет возможность регулировать скорость вращения валика, а также подаваемую мощность.
Последний параметр, к слову, встречается достаточно редко.
Надеемся, что данные советы помогут вам выбрать гравер, подходящий именно для поставленных вами задач!
Поделитесь если вам понравилось:
Похожие материалы
Выбор шлифовальной машинки по дереву
Использование тепловизора для защиты дома
Сварочный инвентор
Производители бензинового генератора
Какую вентиляцию выбрать для частного дома
Виды лобзиков
Какая болгарка лучше для дома
Хранение ваших инструментов зимой
Верстак — ваш помощник в работе с деревом и металлом
Недостаточно прав для комментирования
Популярные статьи
Используйте меньше пластика в своем доме
Виды хот догов. Гурманские хот-доги
Строительные нормы ванной комнаты
Какой бассейн для дачи лучше надувной или каркасный
Хранение ваших инструментов зимой
Назначение щита АВР
Утепляем и остекляем балкон
Сайт носит исключительно информационный характер и ни при каких условиях
не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ.
Как загрузить и установить последние версии драйверов принтера
Windows 11 Windows 10 Больше…Меньше
Для правильной работы большинства принтеров требуется установка последней версии драйвера принтера. Драйвер также может быть поврежден, если вы столкнулись с перебоями в подаче электроэнергии, компьютерными вирусами или другими проблемами. Если ваш принтер не отвечает, загрузка и установка последней версии драйвера принтера часто может решить эти проблемы.
Установите последнюю версию драйвера принтера
Вот несколько способов обновить драйвер принтера.
Центр обновления Windows может найти обновленную версию драйвера вашего принтера. Чтобы использовать его:
Выберите Пуск , затем выберите Настройки > Центр обновления Windows .
Откройте Центр обновления Windows
Выберите Проверить наличие обновлений .
Если Центр обновления Windows найдет обновленный драйвер, он загрузит и установит его, и ваш принтер будет автоматически использовать его. Если драйвер устройства не может быть установлен автоматически, может быть доступен дополнительный драйвер, который может использовать ваш принтер. Чтобы проверить наличие дополнительных драйверов:
После завершения проверки выберите Дополнительные параметры, , затем выберите Дополнительные обновления .
Выберите Обновления драйверов , если они доступны.
Установите флажок рядом с драйвером, связанным с вашим принтером.
org/ListItem»>
Выберите Загрузите и установите .
Примечание. Если вы не нашли дополнительный драйвер, который подходит для вашего принтера, вам может потребоваться загрузить и установить драйвер с веб-сайта производителя принтера.
Если ваш принтер поставлялся с диском, он может содержать программное обеспечение, которое может помочь вам установить драйверы для вашего принтера или проверить наличие обновлений драйверов.
Посетите сайт поддержки производителя вашего принтера. Чтобы найти его, выполните поиск в Интернете по названию производителя вашего принтера и слову «поддержка», например «поддержка HP».
Обновления драйверов часто доступны в разделе «Драйверы» на веб-сайте производителя принтера. На некоторых сайтах поддержки можно напрямую найти номер модели вашего принтера. Найдите и загрузите последнюю версию драйвера для вашей модели принтера, затем следуйте инструкциям по установке на веб-сайте производителя.
Большинство драйверов устанавливаются самостоятельно. После загрузки дважды щелкните (или дважды коснитесь) файл, чтобы начать установку. Затем выполните следующие действия, чтобы удалить и переустановить принтер.
Щелкните правой кнопкой мыши Пуск , затем выберите Настройки > Bluetooth и устройства > Принтеры и сканеры .
Открыть Принтеры и сканеры
Найдите принтер, выберите его, затем выберите Удалить .
После удаления принтера снова добавьте его, выбрав Добавить устройство . Подождите, пока ваше устройство найдет ближайшие принтеры, выберите нужный, затем выберите Добавить устройство .
Для правильной работы большинства принтеров необходимо установить последнюю версию драйвера принтера. Если вы недавно выполнили обновление с более ранней версии Windows, ваш драйвер принтера может работать с предыдущей версией, но может плохо работать или вообще не работать с Windows 10. Кроме того, если вы столкнулись с отключением электроэнергии, компьютерными вирусами или другими проблемами, ваш драйвер принтера может быть поврежден. Загрузка и установка последней версии драйвера принтера часто может решить эти проблемы.
Установите последнюю версию драйвера принтера
Вот несколько способов обновить драйвер принтера.
Центр обновления Windows может найти обновленную версию драйвера вашего принтера. Чтобы использовать его:
Выберите Пуск , затем выберите Настройки > Обновление и безопасность > Центр обновления Windows . Откройте Центр обновления Windows.
Выберите Проверить наличие обновлений .
Если Центр обновления Windows найдет обновленный драйвер, он загрузит и установит его, и ваш принтер будет автоматически использовать его. Если драйвер устройства не может быть установлен автоматически, может быть доступен дополнительный драйвер, который может использовать ваш принтер. Чтобы проверить наличие дополнительных драйверов:
После завершения проверки обновлений выберите Просмотреть необязательные обновления , если это отображается.
На следующем экране разверните Обновления драйверов .
Если вы видите подходящие драйверы для вашего принтера, выберите обновления, которые вы хотите загрузить и установить.
Выберите Загрузите и установите .
Примечание. Если вы не нашли дополнительный драйвер, который подходит для вашего принтера, вам может потребоваться загрузить и установить драйвер с веб-сайта производителя принтера.
Если ваш принтер поставлялся с диском, он может содержать программное обеспечение, которое может помочь вам установить драйверы для вашего принтера или проверить наличие обновлений драйверов.
Посетите сайт поддержки производителя вашего принтера. Чтобы найти его, выполните поиск в Интернете по названию производителя вашего принтера и слову «поддержка», например «поддержка HP».
Обновления драйверов часто доступны в разделе «Драйверы» на веб-сайте производителя принтера. На некоторых сайтах поддержки можно напрямую найти номер модели вашего принтера. Найдите и загрузите последнюю версию драйвера для вашей модели принтера, затем следуйте инструкциям по установке на веб-сайте производителя.
Большинство драйверов устанавливаются самостоятельно. После их загрузки дважды щелкните (или дважды коснитесь) файл, чтобы начать его установку. Затем выполните следующие действия, чтобы удалить и переустановить принтер.
Выберите Пуск , затем выберите Настройки > Устройства > Принтеры и сканеры . Открытые принтеры и сканеры
В разделе Принтеры и сканеры найдите принтер, выберите его, а затем выберите Удалить устройство .
После удаления принтера снова добавьте его, выбрав Добавить принтер или сканер . Подождите, пока ваше устройство найдет ближайшие принтеры, выберите нужный, а затем выберите Добавить устройство .
Что делать, если драйвер не устанавливается
Если дважды щелкнуть установочный файл и ничего не происходит, выполните следующие действия:
Выберите Пуск , затем выберите Настройки > Устройства > Принтеры и сканеры . Открытые принтеры и сканеры
org/ListItem»>
Прокрутите вниз до Связанные настройки и выберите Свойства сервера печати .
Выберите вкладку Драйверы и посмотрите, есть ли ваш принтер в списке. Если это так, все готово.
Если вы не видите свой принтер в списке, выберите Добавить и в окне Добро пожаловать в мастер добавления драйвера принтера выберите Далее .
Выберите архитектуру вашего устройства, а затем выберите Далее .
org/ListItem»>
Слева выберите производителя принтера, а справа выберите драйвер принтера.
Выберите Далее , выберите Готово и следуйте инструкциям, чтобы добавить драйвер.
Следуйте инструкциям в разделе выше, чтобы удалить и переустановить принтер.
Похожие темы
Узнайте, как установить принтер в Windows.
Узнайте, как настроить принтер по умолчанию в Windows.
Узнайте, как просмотреть очередь печати в Windows.
Если у вас возникли проблемы с изменением статуса принтера в автономном режиме, перейдите к разделу Устранение неполадок с принтером в автономном режиме.
Если у вас возникли проблемы с подключением принтера в Windows, перейдите к разделу Устранение проблем с подключением принтера и печатью в Windows.
49 CFR § 391.51 — Общие требования к квалификационным файлам водителей. | Электронный свод федеральных правил (e-CFR) | Закон США
§ 391.51 Общие требования к квалификационным файлам водителей.
(a) Каждый автомобильный перевозчик должен вести квалификационный файл водителя для каждого нанятого им водителя. Квалификационное дело водителя может быть объединено с его/ее личным делом.
(b) Квалификационное досье водителя должно включать:
(1) Заявление водителя о приеме на работу, заполненное в соответствии с § 391.21;
(2) Копия записи о транспортном средстве, полученная от каждого органа по выдаче водительских удостоверений в соответствии с § 391.23(a)(1);
(3) Свидетельство о прохождении водительского удостоверения, выданное водителю в соответствии с § 391.31(e), копия водительского удостоверения или сертификата, принятые перевозчиком в качестве эквивалента пройденного водительского удостоверения в соответствии с § 391.33, или оригинал письменного заявления о том, что автомобильный перевозчик определил, что водитель не обязан в соответствии с § 391.44(d) проходить дорожное испытание в соответствии с § 391.44(d)(3)(ii)(A), и оригинал или копию водительского удостоверения, требуемого § 391.44(d)(3)(i);
(4) Данные о транспортном средстве, полученные от каждого органа, выдающего водительские удостоверения, для ежегодного запроса сведений о водителях, требуемого § 391. 25(a);
(5) Примечание о ежегодном пересмотре водительского стажа в соответствии с требованиями § 39.1,25(с)(2);
(6)
(i) Сертификат медицинского эксперта в соответствии с требованиями § 391.43(g) или разборчивая копия сертификата.
(ii) Для владельцев CDL, начиная с 30 января 2012 г., если запись о транспортном средстве CDLIS содержит информацию о статусе медицинского освидетельствования, работодатель автомобильного перевозчика должен выполнить это требование, получив запись о транспортном средстве CDLIS, указанную в § 384.105 настоящей главы. Эта запись должна быть получена в действующем государстве выдачи свидетельств и помещена в квалификационное досье водителя. После 30 января 2015 г. неисключенный владелец CDL между штатами без информации о статусе медицинского освидетельствования в записи транспортного средства CDLIS считается «несертифицированным» для управления CMV в торговле между штатами. После 30 января 2015 г. и до 22 июня 2025 г. автомобильный перевозчик может использовать копию действующего медицинского освидетельствования водителя, которое было представлено государству, в течение 15 дней с даты его выдачи в качестве подтверждения медицинского освидетельствования.
(iii) Если этот водитель получил медицинскую справку на основании получения медицинского отклонения от FMCSA, автомобильный перевозчик также должен включить копию медицинской документации в квалификационное досье водителя в соответствии с параграфом (b)(7) этого раздела;
(7) Сертификат оценки квалификации, выданный FMCSA в соответствии с § 391.49; или документ об освобождении по медицинским показаниям, выданный федеральной медицинской программой в соответствии с частью 381 настоящей главы; а также
(8)
(i) Для водителей, которым не требуется наличие CDL, примечание о проверке списка медицинских экспертов в Национальном реестре сертифицированных медицинских экспертов, требуемое § 391.23(m)(1).
(ii) До 22 июня 2025 г. для водителей, которым необходимо иметь CDL, примечание о проверке списка медицинских экспертов в Национальном реестре сертифицированных медицинских экспертов, требуемое § 391.23(m)(2).
(c) За исключением случаев, предусмотренных в пункте (d) настоящего раздела, квалификационное досье каждого водителя должно храниться до тех пор, пока водитель работает в этом автомобильном перевозчике, и в течение трех лет после этого.
(d) Следующие записи могут быть удалены из квалификационного файла водителя через три года после даты исполнения:
(1) Данные о транспортном средстве, полученные от каждого органа, выдающего водительские удостоверения, для ежегодного запроса сведений о водителях, требуемого § 391.25(a);
(2) Примечание о ежегодной проверке водительского стажа водителя в соответствии с требованиями § 391.25(c)(2);
(3) Сертификат медицинского эксперта, требуемый в соответствии с § 391.43(g), разборчивая копия сертификата или, для водителей CDL, любой CDLIS MVR, полученный в соответствии с требованиями параграфа (b)(6)(ii) настоящего раздела. ;
(4) Любое медицинское отклонение, выданное FMCSA, включая Сертификат оценки квалификации, выданный в соответствии с § 391.49; или письмо об освобождении от медицинских расходов, выданное федеральной медицинской программой в соответствии с частью 381 настоящей главы; а также
(5) Примечание относительно проверки списка медицинских экспертов в Национальном реестре сертифицированных медицинских экспертов, требуемое § 391.
14. Достоинства и недостатки распиловки бревен на ленточнопильных станках. Виды станков.
ленточнопильные станки (лс). Ленточноп. пилорамы идеально подходят для толстомерной древесины. Осн. преимуществами данной техники явл-ся тонкий пропил и высокая гибкость раскроя. Виды ЛС: -вертикальные и горизонтальные, -однопильные и многопильные,-с подачей брёвен на тележках,-с перемещением пильного мехакнизма относительно бревна,-с перемещением бревна относительно пилы. Дост-ва вертик. ЛС:-индивид-ая распил-ка сырья с учётом размерно-кач-х хар-тик каждого бревна.(отсутствие сортировки сырья),-высокий объёмный выход из-за малой ширины пропила(2.5мм),-большие диаметры пер-го сырья(до 90-110см),-низкая шер-ть пов-ти после обработки.Недостатки:-невысокая надёжность пил,-точность размеров и форм п/м неск. Ниже чем в л/п рамах,-сложн-ть экспл-ии станка и подготовка режущего инстр-та,-треб-ся высокая квалификацияпроиз-го и обсл-го персонала. Дост-ва гориз. ЛС:-низкая абсол. Стоим-ть распиловки,-инд-ая расп-ка сырья,-малая потр-мая мощность,-большие d-ры пер-го сырья. Недостатки: -невыс. над-ть пил,-низкая точн. размеров и форм п/м,-низкая произ-ть из-за малой скорости подачи и множ-ва ручных операций,-малый ресурс реж-го инст-та из-за небольш. ширины ленты ,-большие потери времени на ручные операции.Схема техн. потока:1горизонт.ЛС 2круглоп.обр.станок 3торц.станок 4круглоп. обр.станок 5горбыльный станок
В его основе лежит принцип совмещ. нескольких технологич. операций в одном агрегате. Это способствует созданию малооперационной технологии, обеспеч.повышение производит. труда в 1,5-2,5 раза и комплекс. использ. древесины до 89-92%.
Технологич. потоки агрегатного метода:
-Линии агрегатной переработки бревен
— Фрезернопильные линии
— Фрезерно-брусующие линии
Достоинства:
Высокая производительность
Комплексное использование бревен с получением пилопродукции и технологической щепы
Недостатки:
Высокое энергопотребление
Относительное низкий объемный выход пилопродукции
В процессе распиловки каждое бревно последовательно проходит
следующие модули (операции) обработки:
1. Измерение размеров.
2. Базирование (разворот и центрирование)
3. Фрезерование боковых пластей.
4. Разворот на пласть (разворот на 90 градусов).
5. Фрезерование боковых пластей.
6. Фрезерование ребер боковых досок.
7. Отделение боковых досок (на двухвальном четырехпильном агре-гате).
8. Сбрасывание отпиленных боковых досок.
9. Разворот на 90 градусов.
10. Фрезерование ребер боковых досок.
11. Отделение боковых досок (на двухвальном многопильном агре-гате).
12. Сбрасывание отпиленных боковых досок
16. Сравнительный анализ оборудования для распиловки бревен.
Фрезернопильные линии используют для сырья с диаметром 14-24 см.
Полезный выход пиломатериалов составляет 55-57%.
Скорость энергоподачи — 40-60 м/мин.
Годовая производительность — от 70 тыс. м куб. в год
Годовая производительность линии — до 38 тыс. м куб. в год
Фрезерно-круглопильная линия. Для переработки пиловочника диаметром до 50 см
1 проход — двухвальный круглопильный станок
2 проход — круглопильный станок с функцией профилирования боковых досок.
Производительность линии – порядка 200 тыс. м3 пиломатериалов при работе в две смены. Объемный выход – порядка 50%.
Фрезерно-ленточнопильная линия.Обрезка боковых досок производится на автоматизир. кромкообрезных линиях, в т.ч. и установленными несколькими делительными пилами, для получения нескольких обрезных досок.
Объемный выход продукции на линии составляет более 55%
Область применения данной линии – переработка ценных пород древесины (бук, дуб и т.д)
Производительность – до 500 тыс. м3 пиловочника.
Фрезерно-профилирующая линия. Высокопроизводительная профилирующая линия. Оптимальна для переработки пиловочника небольших размеров.
Производительность – до 600 тыс. м3 пиловочника по входу при работе в две смены.
Объемный выход – порядка 48%.
Скорость подачи – 130 м/мин.
Линия лфп-1.
фрезерно-обрезным станкам, а обрезные (между разделительными шинами) передаются на линию их выборочной торцовки и сортировки по сечениям. Для уменьшения ширины пропила многопильный круглопильный станок выполнен двухвальным, что позволяет устанавливать здесь пилы сравнительно небольшого диаметра. Опытно-промышленный образец линии ЛФП-1 не прошел производственных испытаний, и линия была заменена на подобную линию фирмы «Альстром».
В линии ЛФП- 1 заложены прогрессивные конструктивные решения. Она состоит фактически из агрегатированных механизмов: фрезерных (одинаковых как на первом, так и на втором проходе), ленточнопильных (с возможностью изменения числа сдвоенных ленточнопильных агрегатов на первом и втором проходах) и других. Это позволяет практически одновременно провести испытания нескольких модификаций линии с различными производственной мощностью и степенью концентрации технологических операций по специальной программе и сократить срок серийного выпуска в несколько раз.
Агрегатным является оборудование с высокой степенью концентрации
технологических операций (например, получение на одном агрегате пиломатериалов и технологической щепы).
Агрегатированным называют оборудование, скомпонованное из нормализованных агрегатных узлов и механизмов. Использование продуманных компоновок из таких модулей-механизмов позволяет создавать
высокопроизводительные машины и линии в короткие сроки, при этом цикл
оснащения производства может сократиться до 8…10 раз. Однако опыт показывает, что в создании агрегатированного оборудования заинтересованы в основном его потребители.
Подобная линия ЛФП-4 (ЛФП-150) для распиловки бревен диаметром до 42 см (скорость подачи до 72 м/мин; установленная мощность электродвигателей 1500 кВт; масса 186т со всеми околостаночными механизмами) была спроектирована, но не изготовлялась. На втором проходе у этой линии для распиловки двухкантных брусьев предусматривались четыре пары симметрично расположенных вертикальных ленточнопильных станков.
На рис. 4.13 представлена схема комплекта ЛЛК-5 тяжелого класса фирмы «Экодрев» повышенной производительности с фрезерно-брусующим и сдвоенным ленточнопильным механизмами. Комплект состоит из сдвоенного ленточнопильного станка 5, фрезерно-брусующего станка 4, загрузочного устройства 1, ленточного конвейера 2, подающего механизма 3,
конвейера 12, поперечного конвейера 8, возвратного транспортера со сбрасывателем 9 и поперечных транспортеров 10 и 11.
Рис. 4.13. Комплекс с фрезерно-брусующим и сдвоенным ленточнопильным механизмами ЛЛК-5
Управление установкой суппортов фрезерно-брусующего и ленточнопильного станков на размер вырабатываемых пиломатериалов производится с помощью электронной программируемой системы, позволяющей вводить в память до 99 программ (схем раскроя бревен) в зависимости от их диаметра. Каждая программа может содержать до 40 шагов. В программе задаются толщина отпиливаемой доски или остатка, ширина пропила и указание о кантовке бревна. Программы могут вводиться вручную или с помощью компьютера.
Фрезерно-брусующий станок оснащен фрезами со стандартными дугообразными резцами, чистота обработки обеспечивается зачисткой поверхности, входящей в комплект фрезы дисковой пилой.
Наибольший диаметр распиливаемых бревен в вершине 45 см; длина бревен 3…6,5 м; диаметр пильных шкивов 1300 мм; толщина пилы 1….1,2 мм, ширина — 125… 175 мм; наибольшая высота пропила 600 мм; диаметр фрез 800 мм; скорость резания ленточных пил 40 м/с; максимальная скорость подачи при пилении 48 м/мин. Пиломатериалы, мм: длина 6500; ширина 100…275; толщина 19; 22; 38; 44; 50; 63; 75. Технологическая щепа по ГОСТ 15815; масса 25 т; установленная мощность фрезерно-пильных механизмов 270 кВт.
Комплект предназначен для переработки круглых лесоматериалов хвойных пород на пиломатериалы и технологическую щепу. Распиловка производится за два прохода. На первом проходе от бревна фрезеруется горбыльная часть и выпиливаются две доски и центральный двухкантный брус, доски отделяются и при необходимости направляются на обрезной станок, двухкантный брус кантуется на пласть и по петле возврата возвращается в исходную позицию и вновь подается на обработку. При втором проходе от бруса также фрезеруется горбыльная часть и отпиливаются две доски. Оставшийся четырехкантный брус выдается на дальнейшую распиловку, например, на многопильный круглопильный станок.
Для повышения производительности могут использоваться два последовательно расположенных комплекта без использования петли возврата. В этом случае на первом комплекте производится распиловка бревна, а на втором – распиловка двухкантного бруса.
«Экодрев» также спроектировал механизированный ленточнопильный поток ЛЛК-3 с двумя сдвоенными пильными механизмами для распиловки
четырехкантных брусьев. Четырехкантный брус толщиной и высотой 100…150 мм и длиной 3000…4000 мм распиливается на пиломатериалы толщиной 24 и 38 мм, шириной 100…150 мм и длиной 3000…4000 мм.
Брусья поступают в транспортных пакетах шириной 1350 мм, высотой 1300 мм и длиной 4000 мм, массой 4,5 т. Пакеты поперечным транспортером 1 подаются к лифту разборщика 2, разделяющего их на слои. Из слоев брусья поштучно поступают на распиловочный участок, состоящий из двух (пар) последовательно расположенных сдвоенных делительных ленточнопильных станков 3, 4. Диаметр пильных шкивов 1000 мм, толщина пильной ленты 1,0 мм; мощность привода одной пилы 30 кВт; скорость резания 37 м/с; наибольшая скорость подачи 52 м/мин; установленная мощность 164,6 кВт.
Полученные пиломатериалы роликовым конвейером 5 подаются на два
поперечных транспортера 6, 7 сортировочного участка, которыми доставляются на четыре укладочных поста 8, 9, 10, 11, где формируются транспортные пакеты. Сформированные пакеты продольным напольным рольгангом выводятся на участок отгрузки.
Рис. Механизированный ленточнопильный поток ЛЛК-3 с двумя сдвоенными пильными механизмами.
Контрольные вопросы: 1. Какие основные преимущества сдвоенных и счетверенных ленточнопильных станков. 2. Назовите первые отечественные вертикальные ленточные станки с симметричным расположением относительно оси пиления. 3. Опишите работу линии ЛФП-1. 4. Чем отличается линия ЛФП-4 от ЛФП-1. 5. Опишите работу ленточнопильной линии ЛЛК-3.
Фреза с автообрезкой MEI Edgers
Табко Оптика
(пока отзывов нет)
Написать рецензию
Tabco Optical
Фрезерная насадка Auto-Edger 1,0 мм, левый хвостовик 1/8 дюйма #T1348.100
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема обзора Требуется
Комментарии Требуется
Артикул:
Т1348
MPN:
Т1347
Сейчас:
27,95 $
Текущий запас:
Количество:
Описание
Описание
Фреза Auto Edger диаметром 1,0 мм с двумя канавками для цанги 1/8″ / 3,17 мм аналогична DAC DV-F01015DX «Left Hand Cut» (внутренняя фреза), мелкозернистый карбид
Диаметр фрезы 1,00 мм, длина диаметр 9 мм, хвостовик 1/8″ / 3,17 мм, общая длина 38 мм
сопутствующие товары
Клиенты также просмотрели
Сопутствующие товары
Добавить в корзину
Быстрый просмотр
Фреза Edger 1,00 мм, хвостовик 1/8 дюйма
Tabco Optical
Сейчас:
16,95 долларов США
Фреза Edger: диаметр фрезы 1,00 мм, длина реза 6,50 мм, хвостовик 1/8 дюйма 3,16 мм, общая длина 38 мм (1,50 дюйма). 16,95 долл. США за 1 – 4, 14,50 долл. США за 5–9, 13,95 долл. США за 10-24,…
Быстрый просмотр
Фреза Auto-Edger 1,0 мм, хвостовик LH 3,0 мм #T1343.100
Tabco Optical
Сейчас:
27,95 долл. США
Фреза Auto Edger 1,0 мм, например, Essilor-M1554A, подходит для обрезных станков Briot с цангой 3,0 мм Левая (внутренняя фреза) мелкозернистый карбид Диаметр фрезы 1,00 мм, длина реза 5 мм, хвостовик 3…
Добавить в корзину
Быстрый просмотр
Фреза Edger 0,80 мм, хвостовик 1/8 дюйма
Tabco Optical
Сейчас:
16,95 долларов США
Фреза Edger: диаметр фрезы 0,80 мм, длина реза 6,50 мм, хвостовик 1/8 дюйма 3,16 мм, общая длина 38 мм (1,50 дюйма). 16,95 долл. США за 1 – 4, 14,50 долл. США за 5 – 9, 13,95 долл. США за 10–24,…
Добавить в корзину
Быстрый просмотр
Фреза Edger 1,20 мм, хвостовик 1/8 дюйма
Tabco Optical
Сейчас:
16,95 долл. США
Фреза Edger: диаметр фрезы 1,20 мм, длина режущей кромки 6,50 мм, хвостовик 1/8 дюйма 3,16 мм, общая длина 38 мм (1,50 дюйма). 16,95 долл. США за 1 – 4, 14,50 долл. США за 5 – 9, 13,95 долл. США за 10–24,…
Добавить в корзину
Быстрый просмотр
Фреза Edger 1,40 мм, хвостовик 1/8 дюйма
Tabco Optical
Сейчас:
16,95 долларов США
Фреза Edger: диаметр фрезы 1,40 мм, длина реза 6,50 мм, хвостовик 1/8 дюйма 3,16 мм, общая длина 38 мм (1,50 дюйма). 16,95 долл. США за 1 – 4, 14,50 долл. США за 5 – 9, 13,95 долл. США за 10–24,…
Клиенты также просмотрели
Добавить в корзину
Быстрый просмотр
Фреза Auto-Edger 3,0 мм, хвостовик LH 3,0 мм # T1346
Tabco Optical
Сейчас:
$45.00
Фреза Auto Edger 3,0 мм для обрезных станков MEI с цангой 3,0 мм «Left Hand Cut» (внутренняя фреза) микрозернистый карбид Диаметр фрезы 3,00 мм, длина реза см. фреза, хвостовик 3,0 мм, общая длина…
Добавить в корзину
Быстрый просмотр
Фреза Edger 0,80 мм, хвостовик 1/8 дюйма
Tabco Optical
Сейчас:
$16,95
Фреза Edger: диаметр фрезы 0,80 мм, длина режущей кромки 6,50 мм, хвостовик 1/8 дюйма 3,16 мм, общая длина 38 мм (1,50 дюйма). 16,95 долл. США за 1 – 4, 14,50 долл. США за 5 – 9, 13,95 долл. США за 10–24,…
Добавить в корзину
Быстрый просмотр
Фреза Auto-Edger, хвостовик 1,0 мм, правая высота 1/8 дюйма, 3,18 мм #T1347.100
Tabco Optical
Сейчас:
27,95 $
Фреза Auto Edger диаметром 1,0 мм с двумя канавками для цанги 1/8″ / 3,17 мм аналогична DAC DV-F01015DX «Right Hand Cut» (внутренняя фреза), мелкозернистый карбид Диаметр фрезы 1,00 мм, длина реза…
Добавить в корзину
Быстрый просмотр
Фреза Auto-Edger, хвостовик 3,0 мм, правая высота 3,0 мм, #T1345
Tabco Optical
Сейчас:
$45.00
Фреза Auto Edger 3,0 мм для обрезных станков MEI с цангой 3,0 мм «Right Hand Cut» (внутренняя фреза) мелкозернистый карбид Диаметр фрезы 3,00 мм, длина реза см. фреза, хвостовик 3,0 мм, общая длина…
Быстрый просмотр
Фреза Auto-Edger 1,0 мм, хвостовик LH 3,0 мм #T1343.100
Tabco Optical
Сейчас:
27,95 долл. США
Фреза Auto Edger 1,0 мм, например, Essilor-M1554A, подходит для обрезных станков Briot с цангой 3,0 мм Левая (внутренняя фреза) мелкозернистый карбид Диаметр фрезы 1,00 мм, длина реза 5 мм, хвостовик 3…
Добавить в корзину
Быстрый просмотр
Фреза Edger 1,00 мм, хвостовик 1/8 дюйма
Tabco Optical
Сейчас:
16,95 долларов США
Фреза Edger: диаметр фрезы 1,00 мм, длина реза 6,50 мм, хвостовик 1/8 дюйма 3,16 мм, общая длина 38 мм (1,50 дюйма). 16,95 долл. США за 1 – 4, 14,50 долл. США за 5 – 9, 13,95 долл. США за 10–24,…
Добавить в корзину
Быстрый просмотр
Фреза Auto-Edger, хвостовик 1,0 мм, правая высота 3,0 мм #T1342.100
Tabco Optical
Сейчас:
$27,95
Фреза Auto Edger 1,0 мм, например, Essilor-M1554A, подходит для обрезных станков Briot с цангой 3,0 мм «Right Hand Cut» (внутренняя фреза), мелкозернистый карбид Диаметр фрезы 1,00 мм, длина реза 5 мм, хвостовик 3…
Добавить в корзину
Быстрый просмотр
Байонетное крепление 10 пар 13 мм D-образный мягкий силикон #NP652
Tabco Optical
Сейчас:
9,95 долларов США
Мягкий силикон премиум-класса (из Японии). Носовые упоры с байонетным креплением размером около 13 мм в длину, 5 мм в ширину и 2 мм, думаю, форма «D» подходит для обеих сторон. Байонет проволочный формованный,…
5230VS09 Фреза Chevron с длинной кромкой
Рекомендуемые начальные подачи [мм]
Геометрия вставки
Рекомендуемая начальная подача на зуб (Fz) по отношению к % радиального зацепления (ae)
Геометрическая вставка
5%
10%
20%
30%
40–100%
.Е..422
0,12
0,47
0,75
0,08
0,34
0,54
0,06
0,26
0,41
0,06
0,22
0,35
0,05
0,20
0,32
.Е..422
.Е..423
0,13
0,46
0,74
0,09
0,33
0,54
0,07
0,25
0,40
0,06
0,22
0,35
0,06
0,20
0,32
. Е..423
.Е..41
0,16
0,52
0,82
0,12
0,38
0,59
0,09
0,28
0,44
0,08
0,25
0,38
0,07
0,23
0,35
.Е..41
…ТН
0,23
0,59
0,89
0,17
0,43
0,64
0,13
0,32
0,48
0,11
0,28
0,41
0,10
0,25
0,38
…ТН
Свет Обработка
Общие Назначение
Тяжелый Обработка
Рекомендуемые начальные фиды [IPT]
Геометрия вставки
Рекомендуемая начальная подача на зуб (Fz) по отношению к % радиального зацепления (ae)
Рулевой механизм, использующий червячную передачу, раньше других конструкций нашел применение в рулевом управлении автомобилей. Причиной этого явились такие положительные свойства червячной передачи, как большое передаточное число, самоторможение и относительная простота конструкции.
Высокое передаточное число благотворно сказывается на способности рулевого механизма без применения каких-либо усилителей значительно повышать момент, приложенный руками водителя к рулевому колесу.
Самоторможение, свойственное червячным передачам, позволяет значительно уменьшить влияние толчков и ударов со стороны дороги на смещение элементов конструкции рулевого управления и удерживать рулевое колесо в исходном положении.
Однако, такая конструкция рулевого механизма не лишена и определенных недостатков, основной из которых является низкий КПД червячной передачи, отнимающей значительную долю приложенной к рулевому колесу энергии на преодоление сил трения между деталями.
Кроме того, в червячных передачах, благодаря особенности конструкции, присутствуют повышенные зазоры, которые, в совокупности с зазорами в приводе, негативно сказываются на чувствительности рулевого управления.
Высокое передаточное число, помогая водителю легко справиться с управлением автомобиля, с другой стороны заставляет его больше работать руками, поскольку требует значительных перемещений (вращения) рулевого колеса для обеспечения даже незначительного маневра автомобилем.
Снижения сил трения в червячной паре в значительной степени удается добиться, используя передачу типа «червяк-ролик», в которой трение скольжения подменяется трением качения. Рулевой механизм такой конструкции применяется на многих грузовых и легковых автомобилях отечественного производства, выпускаемых Горьковским, Ульяновским и Волжским автозаводами.
В настоящее время червячные рулевые механизмы утратили былую популярность, и на многих автомобилях уступили место более простым и удобным в использовании реечным механизмам, устанавливаемым в рулевом управлении современных переднеприводных легковых автомобилей и небольших грузовиков с независимой подвеской. Тем не менее, в рулевых механизмах многих грузовых автомобилей небольшой грузоподъемности, автобусов, внедорожных автомобилей, а также для заднеприводных легковых автомобилей червячные передачи пока достойной альтернативы не имеют.
Червячные рулевые механизмы, применяемые на легковых, грузовых автомобилях и автобусах, различаются формой червяка и конструкцией сопрягаемого с червяком ведомого элемента — «червяк-сектор», «червяк-кривошип» или, получивший наиболее широкое применение, — механизм «червяк-ролик».
Конструкцию червячного рулевого механизма с передачей «червяк-ролик» рассмотрим на примере его применения в рулевом управлении автомобиля ГАЗ-66-11 (рис. 1).
***
Рулевой механизм автомобиля «ГАЗ-66»
Рулевой механизм автомобиля «ГАЗ-66-11» состоит из картера 1 (рис. 1), внутри которого находится червяк 6, входящий в зацепление с трехгребневым роликом 2. Червяк запрессован на пустотелый вал 7 и установлен в картере на двух конических подшипниках 5 и 8.
Между нижней крышкой 4 и картером рулевого управления установлено несколько тонких бумажных прокладок 3 для регулировки подшипников червяка.
Ролик установлен на оси 10 на подшипниках 11 в щечках головки вала сошки. Вал сошки вращается на двух подшипниках 17 и 18. В месте выхода вала сошки установлена уплотнительная манжета 15.
На шлицованную часть вала насажена сошка 16. Правильность установки сошки достигается наличием на ней четырех сдвоенных шлицов.
Зацепление червяка с роликом регулируют с помощью винта 12, который ввернут в боковую крышку картера. Винт фиксируется с помощью стопорной шайбы 19, штифта 13 и гайки 20.
Вал червяка с помощью шпонки 9 соединен с нижней вилкой рулевого вала. Вал рулевого механизма состоит из верхнего рулевого вала и промежуточного вала, соединенных между собой и с редуктором рулевого механизма с помощью карданных шарниров.
На конце рулевого вала установлена ступица рулевого колеса.
***
Рулевой механизм автомобиля «Урал»
Разновидностью червячного рулевого механизма является червячно-спироидный рулевой механизм с боковым сектором, который применяется на автомобиле «Урал-4320» (рис. 2 ).
Рулевая пара состоит из двухходового цилиндрического червяка 2 и бокового сектора 3 со спиральными коническими зубьями. Червяк закреплен на валу 4, который вращается на подшипниках 1, допускающих небольшое осевое перемещение.
Сектор 3 выполнен заодно с валом 6, на шлицах которого устанавливается сошка 5.
Углы спиралей червяка конического сектора равные. При трапециевидном профиле поперечного сечения витков червяка и зубьев сектора они соприкасаются по линии, поэтому зубья воспринимают передаваемую нагрузку по всей осевой длине. Это снижает нагрузку на зубья, уменьшает контактные напряжения и повышает износостойкость передачи.
Вал сошки 6 устанавливается с большой точностью на удлиненных игольчатых подшипниках 7.
Прогиб червяка ограничивается специальным упором 8, установленным в картере рулевого механизма. Аналогичный упор 9 ограничивает прогиб сектора с противоположной стороны. Закрепление червяка с сектором регулируют подбором толщины бронзовой шайбы 10, расположенной между крышкой картера и сектором.
Зазор в зацеплении увеличивается при повороте червяка в обе стороны от среднего положения с целью исключения заклинивания рулевого механизма в крайних положениях.
***
Винтовой рулевой механизм
Главная страница
Страничка абитуриента
Дистанционное образование
Группа ТО-81
Группа М-81
Группа ТО-71
Специальности
Ветеринария
Механизация сельского хозяйства
Коммерция
Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
Инженерная графика
МДК. 01.01. «Устройство автомобилей»
Карта раздела
Общее устройство автомобиля
Автомобильный двигатель
Трансмиссия автомобиля
Рулевое управление
Тормозная система
Подвеска
Колеса
Кузов
Электрооборудование автомобиля
Основы теории автомобиля
Основы технической диагностики
Основы гидравлики и теплотехники
Метрология и стандартизация
Сельскохозяйственные машины
Основы агрономии
Перевозка опасных грузов
Материаловедение
Менеджмент
Техническая механика
Советы дипломнику
Олимпиады и тесты
«Инженерная графика»
«Техническая механика»
«Двигатель и его системы»
«Шасси автомобиля»
«Электрооборудование автомобиля»
Рулевой механизм типа червяк – ролик.
Грузовые автомобили. Ведущие мосты
Рулевой механизм типа червяк – ролик. Грузовые автомобили. Ведущие мосты
ВикиЧтение
Грузовые автомобили. Ведущие мосты Мельников Илья
Содержание
Рулевой механизм типа червяк – ролик
Такой рулевой механизм применяют на некоторых грузовых автомобилях, имеющих механическое рулевое управление.
Рис. Устройство рулевого управления автомобиля ГАЗ а – рулевой механизм типа червяк – ролик, б – рулевой привод, 1 – нижняя крышка, 2 – конические подшипники, 3 – рулевая колонка, 4 – рулевое колесо, 5 – рулевой вал, 6 – ролик, 7 – червяк, 8 – корпус, 9 – вал сошки, 10 – ось ролика, 11 – регулировочный винт, 12 – шайба, 13 – рулевая сошка, 14, 16 – продольная и поперечная тяги, 15 – верхний поворотный рычаг, 17 – рычаги поворотных цапф, 18 – поворотная цапфа, А – выточка, Б – паз.
Рулевой механизм состоит из рулевого колеса 4, рулевого вала 5, с червяком 7, колонки (трубы) 3, внутри которой проходит рулевой вал 5, вала 9 сошки с трехгребневым роликом 6, сошки 13 и чугунного корпуса 8 с подшипниками.
Корпус рулевого механизма прикреплен болтами к раме автомобиля. Рулевой вал 5 нижним концом запрессован на червяк 7, который вращается на двух конических роликовых подшипниках 2. Внутренними кольцами подшипников служат конические закаленные поверхности червяка. Наружные кольца запрессованы в гнезда корпуса и закрыты крышками 1.
Между нижней крышкой 1 и корпусом установлены бумажные прокладки для регулировки осевого зазора подшипников червяка. Под верхней крышкой установлена одна уплотнительная прокладка.
Вал 9 сошки вращается в бронзовой втулке, запрессованной в нижней части корпуса, и в цилиндрическом роликовом подшипнике, установленном в боковой крышке корпуса рулевого механизма. Внутренний конец вала сошки имеет кольцевую выточку А, которая входит в паз регулировочного винта 11. В месте выхода из корпуса вала сошки расположен самоподжимный сальник. Регулировочный винт 11ввертывается в боковую крышку корпуса рулевого механизма и удерживает вал сошки от осевых перемещений. Стопорится вал сошки шайбой 12, которая входит усом в паз винта. На винт надевается колпачковая гайка, которая прижимает шайбу к крышке.
В головке вала сошки установлен трехгребневой ролик 6, который вращается на оси на двух игольчатых подшипниках. Ось запрессована в отверстиях головки вала сошки 9. Для правильной установки сошки на вал на торцах выбиты риски. Гайкой закрепляют сошку на валу. При повороте рулевого колеса червяк, вращаясь, повертывает вал сошки с роликом. В это время нижний конец вала сошки передвигается вперед или назад, увлекая за собой привод и поворачивая колеса.
Для смазывания деталей корпус рулевого механизма заправляют трансмиссионным маслом до уровня наливного отверстия, которое закрывают пробкой. Вытеканию масла препятствуют самоподжимный сальник, войлочное кольцо и картонные прокладки.
Данный текст является ознакомительным фрагментом.
Танковозы типа «900»
Танковозы типа «900» О «900–й» же модели (6×4) с собственным верхнеклапанным 130–сильным двигателем, 4–ступенчатой коробкой передач и всеми односкатными 22–дюймовыми колесами следует рассказать чуть подробнее. Такие машины использовались для перевозки орудий и легких
11.3. Механизм возникновения и развития пожаров
11.3. Механизм возникновения и развития пожаров Следует отличать пожар от возгорания.Пожар – это неконтролируемое горение, причиняющее материальный ущерб, вред жизни и здоровью граждан, интересам общества и государства. Горение под контролем человека не является
3.3. Механизм управления качеством
3.3. Механизм управления качеством Управление качеством происходит на государственном, региональном и отраслевом уровнях, а также на уровне фирмы (предприятия).Под управлением качеством продукции понимаются действия, осуществляемые при создании, эксплуатации или
Мониторы типа «Miantonomoh»
Мониторы типа «Miantonomoh» Создав в первый период гражданской войны 40 однобашенных мониторов по чертежам Эриксона, Северные штаты приступили к строительству подобных двухбашенных кораблей. Первыми двухбашенными стали четыре монитора типа «Winnebago» водоизмещением 1175 т,
Броненосцы типа «Захсен»
Броненосцы типа «Захсен» К моменту спуска в 1875 г. «Захсена» – головного броненосца серии из четырех кораблей германская судостроительная промышленность достигла больших высот. Это позволило руководству военно-морского флота отказаться от заказа кораблей за границей.
Робот типа «рука»
Робот типа «рука» Каждый робот рассчитан на выполнение той или иной работы, которая и определяет его конструкцию, размеры, степень подвижности, число рук и пальцев на руке, грузоподъёмность, точность движения и т.д. Независимо от того, стоит ли робот возле станков,
4.2. Механизм пластической деформации
4.2. Механизм пластической деформации Пластическая деформация осуществляется посредством сдвига внутри кристалла по определенным кристаллографическим плоскостям, которые называются плоскостями скольжения. Сдвиг в кристалле начинается при достижении внешним
ОДНОСПУСКОВОЙ МЕХАНИЗМ ФИРМЫ «ГОЛЛАНД-ГОЛЛАНД»
ОДНОСПУСКОВОЙ МЕХАНИЗМ ФИРМЫ «ГОЛЛАНД-ГОЛЛАНД» Односпусковой механизм для двуствольных ружей «Голланд-Голланд» имеет механическое переключение с постоянной последовательностью выстрелов. Замедление переключения достигается точным соотношением силы пружины и длины
Тратльщик типа «Капсюль»
Тратльщик типа «Капсюль» Проектант КБ Путиловской верфи, ПетроградЗаводы-строители Путиловская верфь, Русско-Балтийский завод, РевельГод сдачи 1916Число кораблей в серии, ед. 4 («Капсюль» и «Груз» построены в Петрограде, «Щит» и «Крамбол» – в Ревеле)Водоизмещение, т: полное
Тральщик типа «Клюз»
Тральщик типа «Клюз» Проектант КБ Путиловской верфи, ПетроградЗаводы-строители Путиловская верфь, верфь в АбоГоды сдачи 1917Число кораблей в серии, ед 4 («Клюз». «Защитник», «Ударник», «Фортрал»)Водоизмещение, т: полное 210-220Главные размерения, м:длина наибольшая 43,6ширина
Катер-тралыцик типа KM-IV
Катер-тралыцик типа KM-IV Проектант ОКБ завода № 5 НКВД. ЛенинградЗаводы-строители завод № 5 НКВД и волжские заводыдеревянного судостроенияЧисло катеров в серии, ед 184Водоизмещение, т:полное около 12Главные размерения, м 19,3×3,4×0,8Главная энергетическая установка:тип
5.1.3. Механизм воздействия
5.1.3. Механизм воздействия Сегодня существуют многочисленные теории, объясняющие механизм действия серебра на микроорганизмы. Наиболее распространенная – адсорбционная теория, в соответствии с которой клетка теряет жизнеспособность в результате взаимодействия
5.2.2. Механизм воздействия
5. 2.2. Механизм воздействия Исследования по выяснению механизма антибактериального действия меди проводили еще в давние времена. Например, в 1973 г. ученые из лаборатории «Колумбус Баттел» провели всесторонний научный и патентный поиск, в котором собрали всю историю
Рулевой привод
Рулевой привод Рулевой привод соединят сошку 13 с поворотными цапфами 18 и состоит из продольной рулевой тяги14, поворотных рычагов 17 и 15, поперечной рулевой тяги 16.Передняя ось, поворотные рычаги, и поперечная рулевая тяга образуют рулевую трапецию, которая обеспечивает
Кривошипно – шатунный механизм
Кривошипно – шатунный механизм Кривошипно-шатунный механизм служит для восприятия давления газов в такте рабочего хода и преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала. Он состоит из блока цилиндров, гильз и
Описание червячных передач
Что такое червячная передача?
Червячная передача представляет собой зубчатое колесо, состоящее из вала со спиральной резьбой, который входит в зацепление с зубчатым колесом и приводит его в движение. Червячные передачи — это шестерни старого типа и версия одной из шести простых машин. По сути, червячная передача представляет собой винт, упирающийся в то, что выглядит как стандартная прямозубая шестерня со слегка наклоненными и изогнутыми зубьями.
Он изменяет вращательное движение на 90 градусов, а также изменяется плоскость движения за счет положения червяка на червячном колесе (или просто «колесе»). Обычно они состоят из стального червяка и латунного колеса.
Рисунок 1. Червячная передача. Большинство червей (но не все) находятся внизу.
Как работают червячные передачи
Электродвигатель или двигатель передает мощность вращения через червяк. Червяк вращается против колеса, а поверхность винта давит на зубья колеса. Колесо прижимается к грузу.
Использование червячной передачи
Есть несколько причин, по которым можно выбрать червячную передачу вместо стандартной.
Во-первых, это высокий коэффициент редукции. Червячная передача может иметь огромное передаточное отношение без особых усилий — все, что нужно сделать, это добавить окружность колеса. Таким образом, вы можете использовать его либо для значительного увеличения крутящего момента, либо для значительного снижения скорости. Обычно для достижения того же уровня редукции, что и для одинарной червячной передачи, требуется несколько передаточных чисел обычной передачи, а это означает, что пользователи червячных передач имеют меньше движущихся частей и меньше мест для отказа.
Второй причиной использования червячной передачи является невозможность изменить направление мощности. Из-за трения между червяком и колесом колесо с приложенной к нему силой практически не может привести червяк в движение.
На стандартной передаче вход и выход можно поворачивать независимо, если приложено достаточное усилие. Это требует добавления обратного упора к стандартной коробке передач, что еще больше усложняет набор шестерен.
Почему бы не использовать червячные передачи
Есть одна особенно очевидная причина, по которой червячную передачу не следует выбирать стандартной: смазка. Движение между червяком и зубчатым колесом полностью скользящее. В контакте или взаимодействии зуба нет компонента качения. Это делает их относительно трудно смазываемыми.
Требуемые смазочные материалы обычно имеют очень высокую вязкость (ISO 320 и выше), и поэтому их трудно фильтровать, а требуемые смазочные материалы, как правило, специализируются на том, что они делают, и требуется, чтобы продукт был на месте специально для этого типа оборудования.
Смазка червячной передачи
Основная проблема с червячной передачей заключается в том, как она передает мощность. Это благо и проклятие одновременно. Спиралевидное движение позволяет добиться значительного уменьшения на сравнительно небольшом пространстве для того, что требуется, если бы использовалась стандартная косозубая передача.
Это спиральное движение также приводит к тому, что основным способом передачи энергии является невероятно проблематичное состояние. Это широко известно как трение скольжения или износ скольжения.
В типичном наборе зубчатых колес мощность передается в точке пиковой нагрузки на зуб (известной как вершина или делительная линия), по крайней мере, в условиях износа при качении. Скольжение происходит по обе стороны от вершины, но скорость относительно низкая.
В червячной передаче скользящее движение является единственной передачей мощности. При скольжении червяка по зубу колеса он медленно стирает смазочную пленку, пока смазочной пленки не остается, и в результате червяк трется о металл колеса в режиме граничной смазки. Когда поверхность червяка отрывается от поверхности колеса, она захватывает больше смазки и начинает процесс заново при следующем обороте.
Трение качения на типичном зубчатом колесе требует небольшого количества смазочной пленки для заполнения пространств и разделения двух компонентов. Поскольку скольжение происходит по обе стороны вершины зуба шестерни, для преодоления этой нагрузки требуется немного более высокая вязкость смазки, чем строго необходимая для износа качения. Скольжение происходит с относительно небольшой скоростью.
Червяк на червячной передаче крутится, и при вращении давит от нагрузки, воздействующей на колесо. Единственный способ предотвратить соприкосновение червяка с колесом — это иметь достаточно большую толщину пленки, чтобы не стереть всю поверхность зуба до того, как эта часть червяка выйдет из зоны нагрузки.
Для этого сценария требуется специальный вид смазки. Мало того, что это должна быть смазка с относительно высокой вязкостью (и чем выше нагрузка или температура, тем выше должна быть вязкость), она должна иметь какой-то способ помочь преодолеть существующие условия скольжения.
Прочтите Правильный способ смазывания червячных передач, чтобы узнать больше по этой теме.
Вязкость
Вязкость является основным фактором, препятствующим соприкосновению червяка с колесом в червячной передаче. В то время как нагрузка и размер зубчатой передачи определяют требуемую смазку, ISO 460 или ISO 680 довольно распространены, а ISO 1000 не является чем-то необычным. Если вы когда-либо пытались фильтровать этот диапазон вязкости, вы знаете, что это проблематично, потому что, вероятно, ни один из фильтров или насосов, которые у вас есть на месте, не будет подходящего размера или номинала для правильной работы.
Поэтому вам, вероятно, потребуется специальный насос и фильтр для этого типа устройства. Вязкая смазка требует медленной работы насоса, чтобы смазка не активировала байпас фильтра. Также потребуется фильтр с большой площадью поверхности, чтобы смазка могла проходить через него.
Типы смазочных материалов для поиска
Одним из типов смазочных материалов, обычно используемых с червячными передачами, являются редукторные масла на минеральной основе. Нет никаких присадок, которые можно было бы добавить в смазку, чтобы она могла преодолевать износ скольжения на неопределенный срок, но комбинация натуральных или синтетических жирных добавок в компаундированных трансмиссионных маслах обеспечивает хорошую смазывающую способность, обеспечивая дополнительную меру защиты от контакта металла с металлом. .
Другим типом смазочного материала, обычно используемым с червячными передачами, являются промышленные редукторные масла на минеральной основе с противозадирными свойствами. Есть некоторые проблемы с этим типом смазки, если вы используете червячную передачу с компонентом из желтого металла (латуни). Однако, если у вас относительно низкие рабочие температуры или на поверхности зубьев шестерни нет желтого металла, эта смазка работает хорошо.
Редукторные смазки на основе полиальфаолефинов (ПАО) хорошо работают в червячных передачах, поскольку они естественным образом обладают хорошими смазывающими свойствами. С трансмиссионным маслом PAO необходимо следить за пакетом присадок, потому что они могут иметь противозадирные присадки. Обогащенное трансмиссионное масло для стандартных условий эксплуатации с противоизносными свойствами (AW), как правило, приемлемо, но убедитесь, что его свойства совместимы с большинством металлов.
Автор рекомендует внимательно следить за металлами износа при анализе масла, чтобы убедиться, что пакет AW не настолько реактивен, чтобы вызвать значительное выщелачивание из латуни. Эффект должен быть намного меньше, чем тот, который можно было бы увидеть с EP, даже при наихудшем сценарии реактивности AW, но он может проявиться при испытаниях металлов. Если вам нужна смазка, способная выдерживать более высокие или более низкие температуры, чем обычно, возможно, имеется подходящий продукт на основе полиальфаолефинов.
Полиалкиленгликоли (ПАГ), четвертый тип смазочных материалов, становятся все более распространенными. Эти смазочные материалы обладают превосходными смазывающими свойствами и не содержат восков, которые вызывают проблемы при низких температурах со многими минеральными смазочными материалами, что делает их отличным выбором для работы при низких температурах. Следует соблюдать осторожность при использовании масел PAG, поскольку они несовместимы с минеральными маслами, некоторыми уплотнениями и красками.
Металлургия червячных передач
Наиболее распространенные червячные передачи состоят из латунного колеса и стального червяка. Это связано с тем, что латунное колесо обычно легче заменить, чем сам червяк. Колесо сделано из латуни, потому что оно предназначено для жертвоприношения.
В случае соприкосновения двух поверхностей червяк практически не изнашивается, потому что колесо более мягкое, и, следовательно, большая часть износа приходится на колесо. Отчеты об анализе масла для этого типа агрегата почти всегда показывают некоторый уровень меди и низкий уровень железа — в результате жертвенного колеса.
Это латунное колесо создает еще одну проблему в уравнении смазки червячных передач. Если в маслосборник червячной передачи с латунным колесом залить сернисто-фосфорное трансмиссионное масло EP, и температура будет достаточно высокой, присадка EP активируется. В обычных стальных шестернях эта активация создает тонкий слой окисления на поверхности, который помогает защитить зубья шестерни от ударных нагрузок и других экстремальных механических условий.
Однако на поверхности латуни активация противозадирной присадки приводит к значительной коррозии из-за серы. За короткое время можно потерять значительную часть нагрузочной поверхности колеса и нанести серьезный ущерб.
Прочие материалы Некоторые из менее распространенных материалов, используемых в червячных передачах, включают:
Стальной червяк и стальное червячное колесо — В этом приложении нет усложнений EP латунной передачи, но в подобном редукторе нет места для ошибок. Ремонт червячных передач с использованием такой комбинации металлов обычно более дорогостоящий и требует больше времени, чем ремонт червячных передач из латуни и стали. Это связано с тем, что перенос материала, связанный с отказом, делает червяк и колесо непригодными для восстановления.
Латунный червяк и латунное червячное колесо . Это применение, скорее всего, используется в ситуациях с умеренными и легкими нагрузками, поскольку латунь может выдерживать только меньшую нагрузку. Выбор смазки для этой комбинации металлов является гибким из-за более легкой нагрузки, но все же необходимо учитывать ограничения по добавкам в отношении противозадирных свойств из-за желтого металла.
Пластмасса на металле, на пластмассе и другие подобные комбинации — обычно используется в приложениях с относительно легкими нагрузками, таких как робототехника и автомобильные компоненты. Выбор смазки зависит от используемого пластика, поскольку многие разновидности пластика реагируют на углеводороды в обычной смазке, и поэтому потребуются смазочные материалы на основе кремния или другие нереакционноспособные смазки.
Хотя червячная передача всегда будет иметь несколько сложностей по сравнению со стандартным комплектом шестерен, она может быть эффективным и надежным элементом оборудования. При небольшом внимании к настройке и выбору смазки червячные передачи могут обеспечить надежную работу, а также любой другой тип зубчатых передач.
Похожие материалы Рэй Тибо. «Смазка червячных передач». Журнал для смазки машин . май-июнь 2001 г.
Об авторе
Что это такое и где они используются?
Вы здесь: Домашняя страница / Часто задаваемые вопросы + основы / Червячные передачи: что это такое и где они используются?
By Danielle Collins Оставить комментарий
Червячные передачи используются в промышленности, тяжелом оборудовании и даже в потребительском оборудовании. Хотя их эффективность относительно низка, они могут обеспечивать очень высокие передаточные числа и во многих случаях являются самотормозящимися.
Изображение предоставлено: Nord Drivesystems
Червячная передача состоит из червяка и шестерни (иногда называемой червячным колесом) с непараллельными, непересекающимися валами, ориентированными под углом 90 градусов друг к другу. Червяк аналогичен винту с V-образной резьбой, а шестерня аналогична цилиндрической шестерне. Червяк обычно является ведущим компонентом, а червячная резьба продвигает зубья шестерни.
Как и шариковый винт, червяк в червячной передаче может иметь один или несколько заходов, что означает, что на червяке имеется несколько витков или спиралей. Для однозаходного червяка каждый полный оборот (360 градусов) червяка продвигает шестерню на один зуб. Таким образом, шестерня с 24 зубьями обеспечивает передаточное число 24:1. Для многозаходного червяка передаточное число равно числу зубьев шестерни, деленному на число заходов червяка. (Это отличается от большинства других типов зубчатых колес, где передаточное отношение зависит от диаметров двух компонентов.)
Червяк в червячном редукторе может иметь один заход (резьбу) или несколько заходов. Изображение предоставлено: Kohara Gear Industry Company, Ltd.
Зацепление червяка и шестерни представляет собой смесь скольжения и качения, но скользящий контакт преобладает при высоких передаточных числах. Это скользящее действие вызывает трение и нагрев, что ограничивает эффективность червячных передач от 30 до 50 процентов. Чтобы свести к минимуму трение (и, следовательно, нагрев), червяк и шестерню изготавливают из разнородных металлов — например, червяк может быть изготовлен из закаленной стали, а шестерня — из бронзы или алюминия.
Хотя скользящий контакт снижает эффективность, он обеспечивает очень тихую работу. (Использование разнородных металлов для червяка и шестерни также способствует бесшумной работе.) Это делает червячную передачу пригодной для использования там, где шум должен быть сведен к минимуму, например, в лифтах. Кроме того, использование более мягкого материала для зубчатого колеса означает, что оно может поглощать ударные нагрузки, например, от тяжелого оборудования или дробильных машин.
Основным преимуществом червячных передач является их способность обеспечивать высокие передаточные числа и, соответственно, увеличение крутящего момента. Их также можно использовать в качестве редукторов скорости на низких и средних скоростях.
Что такое портальный фрезерный станок с ЧПУ по металлу
Портальный фрезерный станок с ЧПУ по металлу относится к высокотехнологичному оборудованию, которое позволяет с высокой степенью точности обрабатывать металлические заготовки.
При этом главное преимущество минимальное количество рабочей силы, которая необходима для выполнения основных фрезерных работ.
Содержание:
1 Конструкция и назначение
2 Достоинства и недостатки
3 Разновидности и технические характеристики станков с ЧПУ по металлу
3.1 Промышленного типа
3.2 Для малых предприятий
3.3 Многоосные
4 Можно ли сделать своими руками
5 Эксплуатация и обслуживание
6 Отзывы
Конструкция и назначение
Портально-фрезерный станок с ЧПУ предназначен для выполнения сверления, фрезерования, гравировки крупных деталей. Все работы выполняются с особой точностью. Достаточно в специальном редакторе создать чертеж и загрузить его в управляющий модуль.
Автомат сам выполняет все необходимые действия. В зависимости от модели и конструкции портальные фрезерные станки с ЧПУ могут выполнять 2 D и 3D обработку. По конструкции такое оборудование делится на 3 типа:
с подвижным столом и подвижным порталом;
с подвижным порталом и стационарным столом;
с подвижной траверсой.
Портальный фрезерный станок с ЧПУ с подвижным столом чаще всего собираются на единой станине, которая является основой для остальных узлов. Основание станины имеет разные типы направляющих в зависимости от модели и размера станка.
Читайте также: станок фрезерный с ЧПУ: обзор оборудования для дома
Станки с подвижным порталом имеют неподвижный стол, который может отличаться конфигурацией и грузоподъемностью. Все подвижные части портального фрезерного станка с ЧПУ сделаны жесткими и массивными, чтобы избежать деформации в процессе работы.
Портальный фрезерный станок с ЧПУ с подвижной траверсой имеет оптимальные технические характеристики по перемещению осей, что придает процессу обработки высокую точность при позиционировании по осям.
Достоинства и недостатки
Есть несколько определенных преимуществ портально-фрезерного станка:
экономия времени на одном цикле произведения продукта;
уменьшение затрат на рабочую силу, поскольку один оператор может обслужить несколько станков сразу;
скорость обработки деталей и качество конечной продукции значительно увеличивается;
в среднем один станок с ЧПУ для предприятия обходится дешевле, чем покупка нескольких обычных станков.
Основным минусом такого агрегата является необходимость квалифицированного обслуживания, которое является дорогостоящим. Все комплектующие и детали для таких станков обойдутся производству в копеечку.
Читайте также: фрезерный станок 6М12П, описание технические характеристики
Разновидности и технические характеристики станков с ЧПУ по металлу
Технические характеристики портальных фрезерных станков с ЧПУ отличаются в зависимости от разновидности применения. есть более крупное и сложное оборудование, которое применяется на крупных промышленных предприятиях, а есть и более мелкие станки, используемые на небольшом производстве и в частных мастерских.
Промышленного типа
Это наиболее крупное и дорогостоящее оборудование. Имеет обширный функционал и отличается высокой степенью надежности. Способен работать в условиях высоких нагрузок длительное время. При этом с высокой точностью обрабатывает самые крупные детали.
Агрегаты промышленного типа снабжены дополнительным оборудованием: вакуумные столы для фрезерного станка, система водяного охлаждения шпинделя. Управление реализовано в виде отдельных консолей, на которых установлено отдельное ПО.
Для малых предприятий
Это оборудование сделано из тех же комплектующих и зачастую не отличается по функциональности от более крупногабаритных портальных фрезерных станков с ЧПУ такого же типа. Чаще всего различия лишь в размерах и дополнительной оснастке. У агрегатов для малых предприятий нет карусельных систем для смены инструменты.
Чаще всего портальный фрезерный станок с ЧПУ приобретается для индивидуальных предпринимателей в условия малого бизнеса, поскольку большое и дорогостоящее оборудование в такой работе нецелесообразно.
Многоосные
Для фрезера с ЧПУ обязательно иметь минимум 3 оси. Две из них необходимы для позиционирования заготовки в плоскости, а третья – для перемещения шпинделя с режущим рабочим инструментом по вертикали. На портальном станке имеется четвертая ось. Это токарный патрон, который крепится к рабочей поверхности стола.
Для полноценной обработки в 3D формате необходима пятая ось. Также для некоторых портальных фрезерных станков с ЧПУ предусмотрено наличие двух шпинделей.
Можно ли сделать своими руками
Небольшой агрегат с ЧПУ по металлу можно изготовить самостоятельно. Для начала необходимо создать проект и чертеж, чтобы все рассчитать. Станок можно сделать своими руками, некоторые готовые узлы просто заказать в сети. Шаговые двигатели, необходимые для такого оборудования, можно взять из DVD плеера. Некоторые детали можно извлечь из старых принтеров и сканеров.
Эксплуатация и обслуживание
При эксплуатации портального фрезерного станка с ЧПУ необходимо проводить регулярные процессы по обслуживанию оборудования, чтобы продлить срок его работы. Если предприятие работает в несколько смен, то обслуживание станка, должно быть с периодичностью в одну смену.
К ежедневным процессам относятся:
общая чистка станка;
контроль основных узлов и их чистка: шпиндель, вакуум, сверлильно-присадочная группа;
контроль над уровнем масла;
проверка безопасности устройства;
чистка каналов системы охлаждения вакуума.
Также обязательно проводить уборку рабочего места. Крупный ремонт портального фрезерного станка с ЧПУ необходимо доверить квалифицированным специалистам.
Отзывы
По отзывам предпринимателей и инженеров с крупных промышленных компаний портальные фрезерные станки с ЧПУ – точное и надежное оборудование, которое с легкостью увеличит производство и при этом окупится за короткое время.
Дороговизна в обслуживании компенсируется именно качеством производимых работ, а также возможностью сократить количество рабочих рук. Для автоматизации производства – лучший вариант.
Точность обработки и широкий функционал делают портальные фрезерные станки с ЧПУ просто незаменимыми в любом виде производства, где необходимо обрабатывать металлические заготовки.
Поделиться в социальных сетях
Портальный фрезерный станок с чпу по металлу
Главная / Портальный фрезерный станок с чпу по металлу
Портальный фрезерный станок с чпу по металлу — оборудование без которого уже невозможно представить отечественное промышленное производство, ведь порой фрезерование является единственно верным решением при обработке крупных и тяжелых заготовок. С развитием технологий, применяются новые подходы к металлообработке, вследствие чего на рынок выходит совершенно иное оборудование соответствующее требованиям и новым стандартам.
Фрезерные портальные станки с чпу по металлу, предназначенные для работы с тяжелыми и габаритными деталями, для лучшего понимания, разделим на две группы:
1-ая группа — портальные фрезерные станки с подвижным столом и стационарным порталом;
2-ая группа — фрезерные станки портального типа с неподвижным столом и подвижным порталом.
Портальные станки первой группы предполагают размещение детали на рабочем столе с Т-образными пазами, а на поперечной балке (траверсе) установлен суппорт со шпинделем. Данный тип портально фрезерных станков с чпу также может иметь отличия некоторых моделей между собой. Например, оборудование с буквенным обозначением “FZ1Н” предполагает перемещение всей траверсы по оси Z, в отличие от модели “FZ1” у которой вертикальное перемещение осуществляется только за счет шпиндельного узла, а траверса остается неподвижной.
В советском станкостроении оборудование с подобным типом конструкции называлось — продольно фрезерные станки.
Оборудование второй группы предполагает перемещение портала по специальным рельсам, относительно стола с установленной на нем деталью. Подобный тип станков позволяет работать с особо габаритными и тяжелыми заготовками. Иногда станки второй группы имеют исполнение, при котором по оси X перемещается не сам портал, а лишь траверса. В этом случае поперечная балка со шпинделем и режущим инструментом перемещается по рельсам установленным на высоких боковых колоннах станка.
Каждая из вышеперечисленных групп обладает своими конструктивными особенностями, которые необходимо учитывать при эксплуатации Решению купить портальный фрезерный станок должна предшествовать консультация специалиста компании-производителя. Просим вас обращаться по телефону: +7 952 043 14 60, или на эл. почту: [email protected]
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Гибкость и точность — портальные мельницы для любого применения
Наши портальные мельницы обеспечивают универсальность обработки и технологического процесса с дополнительными аксессуарами и конфигурациями. Многофункциональные функции позволяют делать больше за одну настройку, а быстрая замена повышает эффективность. Благодаря широкому спектру машин, доступных практически в безграничных конфигурациях, вы обязательно найдете идеальное решение.
Forest-Line Modumill Ti представляет собой компактную портальную мельницу, предназначенную для особых нужд обработки титана.
Этот 5-осевой вертикальный фрезерный станок в сочетании с подвижным столом подходит для использования в автономном режиме или в конфигурации FMS. Он отличается высокой жесткостью и точностью благодаря запатентованному «штанги с постоянным вылетом».
Авиадвигатель | Аэрокосмическая промышленность
Особенности удобной и адаптивной конструкции:
Механический шпиндель с высоким крутящим моментом – скорость вращения до 10 000 об/мин
Система охлаждения под высоким давлением, до 70 бар
Эффективное охлаждение режущих кромок и скорость селективного удаления стружки
LEAFLET
Модульная мельница Forest-Line — это мощное и надежное решение для обработки средних и больших объемов, обеспечивающее высокую точность и надежность в течение длительного времени.
Чрезвычайно жесткая, термически стабильная и с оптимизированным демпфированием точность является приоритетом для этой сверхмощной портальной мельницы. Кроме того, высокоточный портальный обрабатывающий центр дополняется модульной конструкцией, которую можно адаптировать к вашим требованиям.
Аэрокосмическая отрасль | Сельское хозяйство, строительство и горнодобывающая промышленность | обороны | Нефть и газ | Железная дорога | Судостроение | Транспорт
Регулируемая длина хода
Фиксированная или регулируемая поперечина для обработки деталей различной высоты
Отдельные рабочие зоны, настраиваемые для маятниковой обработки для повышения производительности
Поворотная плита, встроенная в плиту пола станка для повышения гибкости
LEAFLET
Станок Vertamill компании Lineé Machines оснащен подвижным рабочим столом, который позволяет шпинделю оставаться в одном и том же положении для процесса обработки и точки обзора.
Вертамилл с несколькими размерами стола может обрабатывать большие компоненты и грузы. Мостовая мельница/подвижный стол с прочной конструкцией и высокоточной измерительной системой является воплощением дизайна, ориентированного на решение.
Авиадвигатель | Аэрокосмическая промышленность | Сельское хозяйство, строительство и горнодобывающая промышленность | обороны | Энергия | Нефть и газ | Железная дорога | Судостроение | Транспорт
Обработка мелких и средних сложных деталей из мягких и твердых материалов
Возможность эффективной обработки различных материалов, включая алюминий, композит, сталь, инвар и титан
Станок Linee Machines Gicamill предназначен для высокоточной обработки. Имея до 5 осей, он идеально подходит для обработки деталей высотой до 2 м и шириной до 2,5 м.
Цельные секции станины/рабочего стола обеспечивают оптимальную точность между шпинделем и рабочим столом при минимальной занимаемой площади станка.
Аэрокосмическая промышленность | Сельское хозяйство, строительство и горнодобывающая промышленность | обороны | Энергия | Нефть и газ | Железная дорога | Судостроение | Космос | Транспорт
Выберите подходящую вам конфигурацию.
Полный ассортимент фрезерных головок
Идеально подходит для обработки мелких и средних сложных деталей из твердых и мягких материалов
Способны эффективно обрабатывать различные материалы, включая алюминий, композит, сталь, инвар и титан
Четырехосный , портальный станок с низким рельсом, специально разработанный для выполнения сложных операций по обработке рельсов, таких как крестовины и переключатели из марганцевой стали.
Станок Linee Machines Gicamill R отличается прочной и компактной конструкцией, состоящей из жесткой цельной станины и секций рабочего стола, поддерживающих портал. Это экономичное решение обеспечивает оптимальное распределение нагрузки и высокую производительность, необходимую для труднообрабатываемых материалов.
Рельс
Уникальная конструкция головки для непрерывной четырехосевой обработки с высоким крутящим моментом
Высокая жесткость шпинделя с конусом ISO/CAT 60
Высокая производительность благодаря двум доступным конфигурациям фрезерных головок
Мельница Linee Machines Macbormill построена на рабочем столе (напольной плите), независимом от двух станин, поддерживающих конструкцию подвижного портала.
Lineé Macbormill — это портальное фрезерное решение с низким рельсом, обеспечивающее обработку контурных деталей по 3–5 осям. Он предназначен для крупногабаритных деталей высотой до 3 м и шириной до 10 м и нагрузкой до 10 т/м2.
Авиадвигатель | аэрокосмическая промышленность | Сельское хозяйство, строительство и горнодобывающая промышленность | обороны | Энергия | Нефть и газ | Судостроение | Космос | Транспорт
Обрабатывает большие сложные детали из мягких и твердых материалов
Эффективно обрабатывает различные материалы, включая алюминий, композит, сталь, инвар и титан
Как и Macbormill, Promill построен на рабочем столе, независимом от двух станин которые поддерживают конструкцию портала. Кроме того, эта портальная мельница также оснащена рабочей поперечной балкой.
Промилл от Line Machines предназначен для прецизионной обработки очень больших и высоких деталей. Более того, он оснащен набором инструментов для повышения производительности. Программируемая ось W используется для позиционирования поперечины в непрерывном движении, что обеспечивает больший вертикальный диапазон.
Сельское хозяйство, строительство и горнодобывающая промышленность | обороны | Энергия | Нефть и газ | Судостроение | Транспортировка
Обработка больших и высоких сложных деталей из мягких и твердых материалов
Возможность эффективной обработки различных материалов, включая алюминий, композит, сталь, инвар и титан
Широкий выбор фрезерных головок и приспособлений
Дополнительный поворотный стол для фрезерного станка токарные операции
5-осевой портальный фрезерный станок Dufieux PERFORM-HM с фиксированным столом обеспечивает высокое удаление стружки и высочайшее качество поверхности.
Этот станок, предназначенный для работы с твердыми материалами и крупными деталями, обеспечивает высокоточную обработку. Это возможно благодаря невероятной жесткости/демпфированию нашего бренда гидростатической технологии Hyprostatik®.
Аэрокосмическая промышленность | Сельское хозяйство, строительство и горнодобывающая промышленность | Защита | Нефть и газ | Судостроение | Транспортировка
Адаптируемые инструменты с автоматическим сменщиком
Эффективная гидростатическая линейная направляющая с низким содержанием масла
Dufieux G2100R разработан для удовлетворения потребностей железнодорожной отрасли.
Гибкий и точный портальный станок может обрабатывать детали длиной до 40 м при скорости подачи до 10 м/мин.
Рельс
Прецизионная обработка с абсолютным энкодером
Прочная, очень жесткая стальная сварная конструкция
Подача до 15 м/м
Выбор инструментов и фрезерных головок
Объединяя два 5-осевых станка в один — лазерный станок и механический фрезерный станок — MANTIS предназначен для обрезки и сверления трехмерных титановых панелей.
Объединение этих двух процессов дает полностью эффективное, интегрированное и гибкое решение.
Авиадвигатель | Авиакосмическая промышленность
Снижение эксплуатационных расходов и улучшение качества деталей
Сокращение времени цикла
Две операции обрезки за один установ
Простая и немедленная настройка для производственных изменений
Компактное решение
Портальная серия
Портальная серия
Портальные станки с ЧПУ для крупногабаритных заготовок
Готовность к крупномасштабным работам
Портальные фрезерные станки и фрезерные станки Haas способны резать алюминий и другие металлы, а также обладают скоростью резки пластика и других легких материалов. материалы. Эти машины легко обрабатывают большие листы или могут обрабатывать тысячи мелких деталей.
40/HSK
8100-20 000
Мощность инструмента
3-axis Gantry Routers
GR-510
CNCRELS
1111111111111187
0
1111111111187
gr-510
CNCREL.
ТОЛЬКО CNY
Узнать больше Сборка и цена
GR-712
Портальный фрезерный станок с ЧПУ, ход 145 x 85 x 11 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
3-ОСНЫЙ ПОРТАЛЬНЫЙ СТАНОК
GM-2
3-осевой портальный фрезерный станок с ЧПУ, ход 145″ x 87,5″ x 22″
ТОЛЬКО CNY
Узнать больше Сборка и цена
5-ОСЕВОЙ МОДУЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК
GM-2-5AX
5-ОСЕВОЙ МОДУЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С ЧПУ с ходом 145 x 87,5 x 40 дюймов
ТОЛЬКО CNY
Узнать больше Сборка и цена
HAASBUILT – GR-510
Получите краткий обзор того, как мы строим портальные фрезерные станки GR-510, от цеха сварки до отгрузки.
Более быстрое нарезание резьбы с настройкой 130
Значительное сокращение циклов нарезания резьбы за счет ускорения втягивания метчика. В этом совете дня Марк пошагово описывает настройку 130 и объясняет, как она может сэкономить ценное время цикла.
Вариант второго исходного положения
Нет необходимости наклоняться к машине, чтобы достать инструменты. В этом видео Марк показывает нам лучший способ.
Отображение изображений и видео
С помощью M130 вы можете отображать установочные листы, списки инструментов, рабочие инструкции и даже видео — все это в рамках вашей программы. Больше не нужно прикреплять рабочие инструкции к машине или писать от руки заметки, сообщающие вашему оператору, как загружать или проверять деталь; поместите все это в свою программу ЧПУ!
Слова могут рассказать очень многое. Посмотрите эту галерею фотографий, чтобы увидеть свой станок Haas со всех сторон.
ПОСМОТРЕТЬ ГАЛЕРЕЮ
От самого удобного в отрасли управления до нашей инновационной беспроводной системы интуитивного измерения (WIPS) и широкого выбора опций для повышения производительности — мы даем вам возможность настроить вашу машину так, чтобы она работала на вас. Ведь вы лучше всех знаете, что вам нужно. Узнайте больше обо всем, что может предложить Haas.
Исследуйте возможности
Готовы создать свой новый вертикальный фрезерный станок Haas?
Давайте найдем подходящую машину для вашего магазина и сделаем ее индивидуальной, добавив опции и функции, которые вам подходят.
НАЧАТЬ
Файлы cookie
Для правильной работы этого сайта мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
«EuroKappa» Производство и установка элайнеров для выравнивания зубов
1. Общие положения
1.1. Общество с ограниченной ответственностью «Лаборатория Дента» ОГРН 1177746504100 ИНН 7707385301, КПП 770701001, адрес местонахождения: 127055, Москва, ул. Палиха, д.10, стр.9 (далее – «Компания»), обязуется соблюдать конфиденциальность данных и информации, предоставляемых пользователями («Пользователь») при использовании сайта http://eurokappa.ru, а также при пользовании и участии в чатах Компании в мессенджерах WhatsApp, Viber, Telegram (далее – «Мессенджеры» или «Мессенджер»).
1.2. Данной Политикой устанавливаются правила, в соответствии с которыми Компания осуществляет сбор и/или обработку данных и информации, которые предоставляет Пользователь или которые становятся доступны Компании в процессе пользования Пользователем сайтом и/или Мессенджерами.
1. 3. Условием использования сайта и/или Мессенджера является согласие Пользователя с настоящей Политикой, размещенной на Сайте Компании по адресу: http://eurokappa.ru. При каждом доступе и/или фактическом использовании сайта и/или Мессенджера Пользователь соглашается с условиями настоящей Политики.
2. Обрабатываемые Компанией данные и иная информация
Пользователь дает согласие на обработку предоставленных данных, т.е. осуществление любых действий (операций) или совокупности действий (операций), совершаемых с использованием средств автоматизации или без использования таких средств, с предоставленными данными, в том числе персональными данными, включая сбор, запись, систематизацию, накопление, хранение, уточнение (обновление, изменение), извлечение, использование, передачу (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение, в целях:
передачи полученных от Пользователя данных третьим лицам для обработки заявки Пользователя, а именно партнерам и/или внешним специалистам, сотрудничающим с Компанией, и/или лицам, предоставившим заявку от Пользователя и/или передавшим заявку Пользователя Компании, и/или лицам, осуществляющим поддержку служб и услуг Компании, в необходимом для осуществления такой поддержки объеме, и/или компаниям, входящим с Компанией в группу компаний;
ознакомления с информационными материалами от имени Компании, в том числе с рекламными материалами Компании и/или третьих лиц;
защиты прав и законных интересов Компании;
проведения статистических и прочих исследований на основе обезличенных данных.
2.2. Пользователь соглашается, что информация, включая учетные и иные данные, может быть доступна другим пользователям сети Интернет с учетом существующего функционала Мессенджера.
2.3. Основанием для обработки данных являются: ст. 24 Конституции Российской Федерации, ст. 6 Федерального закона №152-ФЗ «О персональных данных» и Соглашение.
Согласие на обработку предоставленных данных дается на неопределенный срок и может быть в любой момент отозвано субъектом данных и/или его уполномоченным представителем путем письменного обращения в адрес Компании.
2.4. Компания обязуется в разумные сроки немедленно прекратить обработку предоставленных данных после получения соответствующего письменного требования субъекта данных и/или его уполномоченного представителя, за исключением случаев, когда Компания и/или лица, осуществляющие поддержку служб и услуг Компании, в необходимом для осуществления такой поддержки объеме, и/или компании, входящие с Компанией в группу компаний, вправе и/или обязаны продолжить обработку предоставленных данных, в том числе персональных данных, без согласия субъекта данных (субъекта персональных данных), при наличии оснований, установленных действующим законодательством Российской Федерации.
3. Действие настоящей Политики
3.1. Компания оставляет за собой право вносить изменения и дополнения в настоящую Политику. Новая редакция Политики вступает в силу с момента её размещения на сайте по адресу: http://eurokappa.ru. Пользователь обязуется самостоятельно регулярно знакомиться с новыми редакциями Политики.
Лечение на элайнерах. Информация для ортодонтов. Партнерство с Еврокаппа
1. Общие положения
1.1. Общество с ограниченной ответственностью «Лаборатория Дента» ОГРН 1177746504100 ИНН 7707385301, КПП 770701001, адрес местонахождения: 127055, Москва, ул. Палиха, д.10, стр.9 (далее – «Компания»), обязуется соблюдать конфиденциальность данных и информации, предоставляемых пользователями («Пользователь») при использовании сайта http://eurokappa.ru, а также при пользовании и участии в чатах Компании в мессенджерах WhatsApp, Viber, Telegram (далее – «Мессенджеры» или «Мессенджер»).
1.2. Данной Политикой устанавливаются правила, в соответствии с которыми Компания осуществляет сбор и/или обработку данных и информации, которые предоставляет Пользователь или которые становятся доступны Компании в процессе пользования Пользователем сайтом и/или Мессенджерами.
1.3. Условием использования сайта и/или Мессенджера является согласие Пользователя с настоящей Политикой, размещенной на Сайте Компании по адресу: http://eurokappa.ru. При каждом доступе и/или фактическом использовании сайта и/или Мессенджера Пользователь соглашается с условиями настоящей Политики.
2. Обрабатываемые Компанией данные и иная информация
Пользователь дает согласие на обработку предоставленных данных, т.е. осуществление любых действий (операций) или совокупности действий (операций), совершаемых с использованием средств автоматизации или без использования таких средств, с предоставленными данными, в том числе персональными данными, включая сбор, запись, систематизацию, накопление, хранение, уточнение (обновление, изменение), извлечение, использование, передачу (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение, в целях:
передачи полученных от Пользователя данных третьим лицам для обработки заявки Пользователя, а именно партнерам и/или внешним специалистам, сотрудничающим с Компанией, и/или лицам, предоставившим заявку от Пользователя и/или передавшим заявку Пользователя Компании, и/или лицам, осуществляющим поддержку служб и услуг Компании, в необходимом для осуществления такой поддержки объеме, и/или компаниям, входящим с Компанией в группу компаний;
ознакомления с информационными материалами от имени Компании, в том числе с рекламными материалами Компании и/или третьих лиц;
защиты прав и законных интересов Компании;
проведения статистических и прочих исследований на основе обезличенных данных.
2.2. Пользователь соглашается, что информация, включая учетные и иные данные, может быть доступна другим пользователям сети Интернет с учетом существующего функционала Мессенджера.
2.3. Основанием для обработки данных являются: ст. 24 Конституции Российской Федерации, ст. 6 Федерального закона №152-ФЗ «О персональных данных» и Соглашение.
Согласие на обработку предоставленных данных дается на неопределенный срок и может быть в любой момент отозвано субъектом данных и/или его уполномоченным представителем путем письменного обращения в адрес Компании.
2.4. Компания обязуется в разумные сроки немедленно прекратить обработку предоставленных данных после получения соответствующего письменного требования субъекта данных и/или его уполномоченного представителя, за исключением случаев, когда Компания и/или лица, осуществляющие поддержку служб и услуг Компании, в необходимом для осуществления такой поддержки объеме, и/или компании, входящие с Компанией в группу компаний, вправе и/или обязаны продолжить обработку предоставленных данных, в том числе персональных данных, без согласия субъекта данных (субъекта персональных данных), при наличии оснований, установленных действующим законодательством Российской Федерации.
3. Действие настоящей Политики
3.1. Компания оставляет за собой право вносить изменения и дополнения в настоящую Политику. Новая редакция Политики вступает в силу с момента её размещения на сайте по адресу: http://eurokappa.ru. Пользователь обязуется самостоятельно регулярно знакомиться с новыми редакциями Политики.
Как работает Smile Direct Club?
КАК ЭТО РАБОТАЕТ
Вот как SmileDirectClub помогает подарить вам улыбку, которая вам понравится — безопасно, просто и без ежемесячных посещений офиса.
3 простых шага для начала работы.
Impression Kit или Scan, выберите, как вы хотите начать свое путешествие.
Мы делаем 3D-изображение ваших зубов, которое позволяет нам видеть, что происходит, и помогает нам разработать индивидуальный план лечения. Есть 2 простых способа сделать это изображение: вы можете посетить SmileShop для личного сканирования или использовать наш комплект из дома для создания впечатлений, которые вы отправите нам.
Мы составим индивидуальный план лечения.
Один из наших врачей, имеющих лицензию штата, рассмотрит ваше 3D-изображение, фотографии и историю болезни, чтобы назначить индивидуальный план лечения с использованием элайнеров и управлять им. Мы используем самые современные инновации в элайнерах, включая Smart Sculpt™ для точного планирования и ComfortSense™ для постепенного перемещения зубов. Выберите график ношения, который лучше всего подходит для вас и вашего образа жизни — 22 часа в день или 10 часов непрерывной работы только ночью.
Получите элайнеры и отправляйтесь в путешествие.
Мы создадим ваши индивидуальные элайнеры и отправим их вам сразу. Вы будете иметь регулярные виртуальные Smile Check-ins ™ и круглосуточный доступ к нашей стоматологической команде — все под наблюдением вашего лечащего врача — поэтому нет необходимости в обязательных визитах в офис. Начните видеть результаты уже через 60 дней.
А с нашей Lifetime Smile Guarantee™ ваша новая улыбка будет защищена на всю жизнь.
Записаться на прием
Заказать комплект
Эксклюзивные льготы для подростков
без дополнительной оплаты.
Бесплатные видеочаты в формате HD, замена элайнеров и уведомления о лечении для родителей. Все это и многое другое с новой, более прямой улыбкой вашего подростка.
Родители: узнайте больше
С нашей платформой телемедицины у вас все под контролем.
Закажите бесплатное 3D-сканирование в одном из наших магазинов SmileShop или закажите простой в использовании комплект слепков и начните работу дома.
Отслеживайте свой прогресс онлайн с врачом, не выходя из дома.
Получите доступ к нашей стоматологической команде, работающей круглосуточно и без выходных, по телефону, в чате в реальном времени, в видеочате или по электронной почте.
Стоматологи и ортодонты с государственной лицензией.
Наша сеть стоматологов и ортодонтов, имеющих государственную лицензию, будет с вами на протяжении всего пути от начала вашего плана 3D-лечения до улыбки на пути к ретейнерам и далее.
Ваша улыбка защищена на всю жизнь.
Если ваш врач решит, что наши элайнеры вам не подходят, мы возместим стоимость комплекта слепков или скана.
Если вы недовольны лечением в течение первых 30 дней, мы возместим вам 100% потраченных средств.
Если во время лечения требуется подправка элайнеров, это бесплатно.
Полную информацию см. на сайте SmileDirectClub.com/guarantee.
Ответы на популярные вопросы
Как работает SmileDirectClub?
Что такое элайнеры SmileDirectClub?
Из чего сделаны элайнеры SmileDirectClub?
Почему время вашего лечения такое короткое?
Можем ли мы поговорить со стоматологом моего подростка удаленно?
Рассматривает ли мой случай лицензированный стоматолог или ортодонт?
Что произойдет после завершения лечения элайнерами?
Я дантист. Могу ли я стать партнером SmileDirectClub?
Готов. Поставил. Улыбка.
Пройдите нашу бесплатную оценку, чтобы узнать, являетесь ли вы кандидатом, и начните свой путь уже сегодня.
Стоимость, продолжительность лечения и прочее
Лучшие элайнеры для выпрямления зубов по почте: стоимость, продолжительность лечения и многое другое проверяется и проверяется лицензированным стоматологом или ортодонтом для обеспечения клинической точности.
Мы следуем строгим правилам выбора источников, и каждая страница содержит полный список источников для полной прозрачности.
Содержание
Лучшие элайнеры для заказа по почте
Ссылки
Популярность прозрачных элайнеров для домашнего использования быстро растет. Так же, как все больше людей делают выбор в пользу большего удобства в своих покупках и уходе за здоровьем, многие также рассматривают заказ элайнеров по почте как беспроигрышный вариант — наслаждайтесь результатами и передовыми технологиями прозрачных элайнеров с удобством в доступной форме. вариант домашнего лечения.
Это также означает, что на рынке появилось больше элайнеров для прозрачных зубов, которые можно заказать по почте. Выбор правильного продукта и услуги может существенно повлиять на ваши результаты и впечатления от элайнеров, поэтому важно провести исследование и найти подходящего поставщика.
byte
Полностью заказ по почте или требует визитов в офис? Полностью заказывается по почте
Средняя продолжительность лечения (всегда может варьироваться в зависимости от пациента): 4 месяца
Стоимость: Чтобы начать процесс, вы начнете с набора Byte Impression Kit, который стоит 95 долларов США. Эти показы определят, подходите ли вы для обработки байтов. В противном случае стоимость комплекта слепков подлежит возврату.
Если вы хороший кандидат, полный набор элайнеров, который включает в себя ускоритель движения зубов HyperByte от byte и отбеливатель для зубов BrightByte™, стоит 1,9 доллара США. 99.
Служба поддержки клиентов: Доступно с 7:00 до 17:00, по тихоокеанскому стандартному времени по телефону, через онлайн-чат, через мессенджер Facebook, текстовые сообщения и электронную почту.
Техническое обслуживание и гарантии: Во время лечения байт предоставит любые дополнительные элайнеры, необходимые для достижения желаемого конечного результата лечения. Затем, когда лечение завершено, byte предлагает гарантию Byte for Life под торговой маркой, которая гарантирует, что, если ваши зубы сместятся в любой момент, вы получите еще одну оценку и лечение.
Выдающиеся аксессуары и продукты: в курс лечения входит HyperByte — высокочастотное вибрационное устройство, которое помогает элайнеру добиться правильного движения зубов, — и месячный запас отбеливателя BrightByte под торговой маркой, который не вызывает чувствительности зубов.
Преимущества: Пожизненная гарантия на байт и удобный комплект слепков делают его фаворитом рецензентов. Средняя продолжительность лечения короче, чем у многих других вариантов. Кроме того, технология вибрационных устройств для элайнеров, такая как HyperByte, продемонстрировала многообещающие результаты в улучшении результатов и минимизации любого дискомфорта.1
Возможные недостатки: байт предлагает полностью удаленный вариант для тех, кто ищет лечение элайнерами, которое можно пройти дома, от начала до конца. Так что, если вы ищете визиты в офис, это, вероятно, не лучший выбор для вас.
Candid
Полностью заказ по почте или требует визитов в офис? Candid требуется консультация в офисе с одним из их врачей CandidPro.
Средняя продолжительность лечения (всегда может варьироваться в зависимости от пациента): 6 месяцев
Стоимость: Стоимость лечения варьируется в зависимости от пациента и поставщика. На веб-сайте Candid они используют 3500 долларов в качестве примера того, сколько их элайнеры могут стоить в гипотетической ситуации.
Служба поддержки: Доступно с 9:00 до 19:00, 7 дней в неделю, через онлайн-чат или по телефону.
Техническое обслуживание и гарантии: Согласно их веб-сайту, любые гарантии или соглашения об обслуживании заключаются между поставщиками CandidPro и пациентом. Candid не предоставляет никаких гарантий или возмещений.
Выдающиеся аксессуары и продукты: Компания Candid уделяет особое внимание оказанию медицинской помощи по назначению врача и предлагает виртуальные осмотры под торговой маркой CandidMonitoring, чтобы пациент мог каждые 14 дней отправлять свои контрольные снимки для просмотра лечащим врачом CandidPro. Наборы элайнеров Candid поставляются с инструментом CandidMonitoring и отбеливающим гелем премиум-класса.
Преимущества: Виртуальные встречи с их поставщиком CandidPro делают Candid привлекательным вариантом для тех, кто ищет гибрид лечения в офисе и выравнивания заказов по почте.
Возможные недостатки: Поскольку соглашения об оплате и обслуживании разрабатываются между пациентом и поставщиком CandidPro, может возникнуть больше путаницы в отношении ценообразования и гарантии.
ALIGNERCO
Полностью заказ по почте или требует визитов в офис? Полностью заказывается по почте
Средняя продолжительность лечения (всегда может варьироваться в зависимости от пациента): 4–6 месяцев
Стоимость: В настоящее время цена за комплект ALIGNERCO, который включает набор для снятия слепка в домашних условиях, начинается от 895 долларов США. , комплект элайнеров и фиксаторы. Во время некоторых рекламных акций также включен отбеливатель для зубов.
Служба поддержки клиентов: Служба поддержки клиентов по бесплатному номеру или электронной почте доступна с 9:00 до 18:00 по восточному поясному времени. Также доступен круглосуточный онлайн-чат.
Пациенту назначается член команды Smile Crew от ALIGNERCO. Любые вопросы о лечении будут решаться с членом команды Smile Crew, который затем направит любые вопросы или проблемы к стоматологу, назначенному для лечения.
Техническое обслуживание и гарантии: ALIGNERCO предлагает план WorryFree Protection стоимостью 49 долларов США.9–599 долларов в зависимости от рекламных акций. Он покрывает нового гонорара каждые шесть месяцев, а также гонорара по требованию в случае потери гонорара.
Выдающиеся аксессуары и продукты: ALIGNERCO описывает свои прозрачные элайнеры как «индивидуальные, изготовленные вручную и обрезанные по линии десны, что делает их более плотными и удобными в ношении».
Преимущества: Благодаря низким ценам и множеству доступных планов оплаты ALIGNERCO привлекает тех, кто ищет каппы для выравнивания зубов с ограниченным бюджетом.
Возможные неудачи: Для тех, кто ищет прямой контакт со своим стоматологом или четкую гарантию на обслуживание, ALIGNERCO, возможно, не лучший выбор.
SmileDirectClub
Полностью заказ по почте или требует визитов в офис? SmileDirectClub предлагает на выбор посещение салона улыбки для первоначального сканирования зубов или получение комплекта слепков на дому.
Средняя продолжительность лечения (всегда может варьироваться в зависимости от пациента): 4–6 месяцев
Стоимость: Начиная с 2050 долларов США, плюс плата в размере 59 долларов США за набор для первоначального сканирования или слепка
Служба поддержки клиентов: Бесплатный номер телефона и онлайн-чат доступны круглосуточно и без выходных. Текст, видеочат и поддержка по электронной почте также доступны.
Техническое обслуживание и гарантии: В рамках своей торговой марки Lifetime Smile Guarantee SmileDirectClub предлагает 30-дневное обещание возврата денег и коррекцию элайнеров на протяжении всего лечения. После лечения пациенты, которые носят ретейнер в соответствии с предписаниями и заменяют ретейнер (9 долл. 9) каждые шесть месяцев имеют право на бесплатную коррекцию каппы каждый год, если это одобрено стоматологом SmileDirectClub.
Выдающиеся аксессуары и продукты: Технология Comfort Sense под торговой маркой в их элайнерах использует лазерные прецизионные каппы для комфортной посадки.
Преимущества: SmileDirectClub предлагает множество вариантов обслуживания клиентов и программу льгот для подростков.
Возможные неисправности: Гарантия после обслуживания зависит от приобретения замены фиксатора два раза в год. Компания также получила негативные отзывы в прессе за то, как она обрабатывала жалобы клиентов.
byte
Candid
ALIGNERCO
SmileDirectClub
Mail order or in-office impressions?
Mail-order
In-office
Mail-order
In-office or mail-order
Average length of treatment
4 months
6 months
4–6 months
4–6 месяцев
Cost
$1,999 + $95 (impression kit)
Varies per patient — hypothetical cost provided on website is $3,500
Starting at $895
$2,050 + $59 (impression kit)
Техническое обслуживание и гарантии
Гарантия Byte for Life, предлагает еще одну оценку и элайнеры для сдвинутых зубов
Нет — между CandidPro 9 заключены какие-либо соглашения 0294 поставщик и пациент
499–599 долл. США WorryFree План защиты для замены ретейнеров
Lifetime Smile Гарантия предусматривает подкраски элайнеров во время лечения и ежегодных замены капп 904 904 ретейнеров 99 долларов США) каждые 6 месяца и носили их в соответствии с предписаниями
Выдающиеся аксессуары и продукты
HyperByte высокочастотный вибрационный
0294 устройство для достижения быстрых, эффективных результатов и сведения к минимуму дискомфорта
Инструменты CandidMonitoring для виртуальных проверок с врачом CandidPro
Никаких излишеств, но описывает свои элайнеры как индивидуальные, изготовленные вручную, удобные и удобные
97
97 технология для удобной посадки
Общие рекомендации
Лучшие элайнеры 2022 года. (Январь 2022 г.) Forbes Health. Дата извлечения: 3 апреля 2022 г.
Подробности пресс-релиза — SmileDirectClub представляет элайнеры с функцией Comfort Sense. (январь 2021 г.). Дата извлечения: 3 апреля 2022 г.
Выпрямление зубов — последний проект по борьбе с пандемией. (январь 2021 г.) Сам. Дата извлечения: 4 апреля 2022 г.
Эта компания заявляет, что исправит вашу улыбку. Это может заставить вас замолчать, если это не так. (январь 2020 г.). Нью-Йорк Таймс. Дата извлечения: 4 апреля 2022 г.
Медицинские справки
1 Влияние кратковременной ежедневной вибрации на ортодонтическое лечение Clear Aligner. (ноябрь 2018 г.). Журнал Всемирной федерации ортодонтов.
Отказ от ответственности. Эта статья предназначена для того, чтобы способствовать пониманию и распространению знаний по общим темам гигиены полости рта. Он не предназначен для использования в качестве стоматологического или другого профессионального медицинского совета и не предназначен для использования для диагностики или лечения какого-либо состояния или симптома. Вам следует проконсультироваться со стоматологом или другим квалифицированным поставщиком медицинских услуг с любыми вопросами, которые могут у вас возникнуть относительно состояния здоровья или лечения.
Открытие нового магазина Корпорации «Центр» в Тюмени
События
Как продлить заряд батареи на смартфоне
События
Как выбрать кухонный комбайн: экспертный обзор
События
Наслаждайтесь изображением высокой четкости!
События
Заряжать ли смартфон по ночам и можно ли пользоваться «неродной зарядкой»: развенчиваем популярные мифы
События
NFC-метки для решения повеседневных задач
События
С днем эскимо!
События
Чем порадовать ребенка в День защиты детей?
События
«Sportstyle» — спонсор соревнований по экстримальным гонкам на велосипедах в г. Ижевске
События
Даешь молодежные телефоны!!!
События
Видеообзор: три крутые портативные колонки для пикников
События
Видеообзор: чем хороши мобильные сумки-холодильники
События
Наши таланты
События
Телефон упал в воду, что делать
События
Google представила смартфоны Pixel и первые часы
События
Маленькие шахматисты Ижевска летят в Тунис
События
Как выбрать мультиварку?
События
Открытие нового магазина Корпорации «Центр» в Куеде
Все товары KRAFTOOL
Все лазерные нивелиры и уровни KRAFTOOL
Лазерные нивелиры и уровни других производителей
Условия доставки
С нами выгодно
Бонусная программа
Подарочные карты
Гарантия лучшей цены
Акции
Программа «Новосел»
Trade-in
Партнерская программа
С нами удобно
Сервисный центр
Установка и настройка
Оплата кредита
Оплата рассрочки
Доставка
8-800-100-3000
8:00 — 20:00 МСК
Бесплатный звонок по России
kcentr. ru — официальный Интернет-магазин Корпорации «Центр» — российской розничной торговой сети по продаже бытовой техники и электроники известных мировых производителей.
Лазерный уровень самовыравнивающийся Kraftool LL3D (34640)
Достоинства
Недостатки
Комментарий
Оценка
Принимаю условия
предоставления данных.
тип: лазерный линейный
максимальная дальность измерения (без приемника) 20 м
максимальная дальность измерения (с приемником) 70 м
точность 0.2 мм/м
количество перекрестий (угол 90°): 6
количество вертикальных линий: 2
угол вертикальной развертки 360 °
количество горизонтальных линий: 1
угол горизонтальной развертки 360 °
угол самовыравнивания 4 °
автоматическое выравнивание
отключение выравнивания
цвет луча: красный
элементы питания: АА
Средний рейтинг Лазерный уровень самовыравнивающийся Kraftool LL3D (34640) — 3
Всего известно о 3 отзывах о Лазерный уровень самовыравнивающийся Kraftool LL3D (34640)
Ищете положительные и негативные отзывы о Лазерный уровень самовыравнивающийся Kraftool LL3D (34640)?
Из 11 источников мы собрали 3 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Лазерный уровень самовыравнивающийся Kraftool LL3D (34640) выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Лазерный уровень самовыравнивающийся Kraftool LL3D (34640), а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Лазерный уровень самовыравнивающийся Kraftool LL3D (34640)
Информация об отзывах обновлена на 24.11.2022
Написать отзыв
Имя скрыто, 06.02.2020
Достоинства: Сначала я предположил что Крафт уровень имеет начинку как Бош так как это немецкий бренд при этом цена ниже но потом нашел другой 3 д лазер зеленый луч и дешевле его я и купил
Недостатки: Красный луч а не зеленый Его хуже видно
Комментарий: Цена великовата для красного лазера
Сергей Л. , 28.01.2020
Достоинства: Супер
Недостатки: Неееееет
Комментарий: Лучший
Пользователь удален, 24.10.2019
Комментарий: Когда выбирал, было написано что батарейки идут в комплекте. Но их не оказалось. Зато взялась откуда то маленькая отвёртка, которая не подходит ни к одному шурупу на лазером уровне.
Общие характеристики
Тип нивелира
лазерный
Тип лазерного нивелира
линейный
Максимальная дальность измерения (без приемника)
20 м
Максимальная дальность измерения (с приемником)
70 м
Точность
0.2 ±мм/м
Функции
Автоматическое выравнивание
есть
Отключение выравнивания
есть
Световая индикация
есть
Построение плоскостей
Количество перекрестий (угол 90°)
6
Количество вертикальных линий
2
Угол вертикальной развертки
360 °
Количество горизонтальных линий
1
Угол горизонтальной развертки
360 °
Угол самовыравнивания
4 °
Цвет луча
красный
Количество лучей
3 шт.
Комплектация
Резьба под штатив 5/8″
есть
Резьба под штатив 1/4″
есть
Элементы питания
АА (4 шт.)
Батарейки в комплекте
да
Прочие характеристики
Длина волны
635 нм
Дополнительная информация
может работать от сети (блок питания не входит в комплект)
Дополнительно
Гарантийный срок
365 дн.
Производители
ADA instruments42
BOSCh48
Condtrol20
ELITECh26
RGK11
DEKO11
INSTRUMAX9
matrix8
DeWALT5
Kraftool4
ПРАКТИКА4
Kapro4
Tesla3
INFINITER2
РЕСАНТА2
Makita2
ЗУБР2
Bort2
Redtrace2
STAYER2
FinePower1
ДИОЛД1
Энкор1
FIT1
Wortex1
X-Line1
STANLEY1
Denzel1
Leica1
Zitrek1
SNDWAY1
Skil1
Показать еще
бит для отвертки, которая лучше • CIMFLOK.
COM
Bosch 2607017164 (43 шт.)
В последние годы имя компании Bosch стало синонимом качества. Мешает этому даже тот факт, что большая часть продукции производится в Китае. Набор бит Bosch 2607017164 как раз из таких, однако пользуется большой популярностью и уважением у отечественных пользователей.
В упаковке 43 предмета:
Шесть бит длиной 75 миллиметров;
32 стандартных биты на длину 25 миллиметров;
Несколько магнитных держателей (универсальные и быстросменные).
Среди основных качеств комплекта можно выделить действительно прочный материал, маркированный по определенному типу, удобный прорезиненный корпус и магнитные держатели, вызывающие определенный резонанс у владельцев. В некоторых сборках эти держатели слабы и НЕ фиксируют биты должным образом, в то время как другие плотно удерживают биты . Как бы то ни было, комплект полностью окупает затраты и гарантирует корректную работу на протяжении длительного периода времени.
Всемирно известный производитель Bosch выпустил линейку наборов бит Impact Contrul, которые отличаются максимальной прочностью благодаря усиленной торсионной зоне. Этот аксессуар отлично зарекомендовал себя при выполнении больших объемов работ ударными шуруповертами. Рассматриваемый нами комплект Bosch Impact Contrul включает в себя шесть ударных бит. Они уникальны, и каждый имеет лазерную маркировку производителя.
Входящий в комплект магнитный держатель с уникальной быстросъемной застежкой и длинной ножкой помогает надежно и быстро зафиксировать биту. Комплект Bosch Impact Contrul прост в использовании и рассчитан на долгий срок службы.
Dewalt IMPACT Torsion DT70560T
Популярный американский бренд выпускает не только надежный инструмент. Набор аксессуаров для ударной отвертки Dewalt IMPACT Torsion DT70560T способен надолго обеспечить владельца необходимыми шлицами. Размерный ряд идет не просто по возрастанию. Самые популярные размеры поставляются в большом количестве, поэтому в случае износа вам НЕ придется покупать новую биту.
Итак, в одном из лучших и навороченных наборов есть увеличенное количество следующих типоразмеров: Ф3 (5), Ф4 (2), ПЗ2 (10), ПЗ3 (3), Т25 (2), Т30 (3). Эта договоренность НЕ заслуживает ничего, кроме уважения. Производитель собрал самый востребованный и востребованный материал для профессиональной работы, а не просто выпустил набор бит в красивой упаковке.
Bosch X-Pro 2607017037 (25 шт.)
В дополнение к стандартному набору коротких бит 25 мм в набор X-Pro 2607017037 также входят длинные биты 50 мм, за что компания Bosch выражает особую благодарность. Ситуация с магнитным держателем оказалась практически идентичной Ryobi, но здесь она внушает гораздо больше доверия. Но главное достоинство комплекта заключается в дизайне корпуса. X-Pro 2607017037 оснащен наклонными зажимами и вместо того, чтобы судорожно выдергивать каждый отдельно взятый предмет из статического положения, достаточно легким движением руки взять любой из них, а после использования просто положить обратно. Именно по потребительской направленности этот набор занимает первую строчку рейтинга в категории миникейсов.
JONNESWAY S29х5135S (35 шт.)
Производитель профессионального инструмента JONNESWAY представляет набор насадок-бит для шуруповерта S29х5135S, , который станет оптимальным выбором, как для решения повседневных задач, так и для небольших производственных или ремонтных мастерских. Пользователи отмечают исключительное качество и универсальность этого комплекта, который к тому же демонстрирует повышенную устойчивость к максимальным нагрузкам.
В набор входит 35 предметов, в том числе 28 бит с хвостовиком 10 мм, 4 вставки длиной 14 мм и 3 переходника 3/8 и ½ дюйма, которые НЕ теряют своих первоначальных характеристик на протяжении всего срока эксплуатации. Представленный набор комплектуется металлическим кейсом, что способствует более комфортному процессу транспортировки и хранения.
Metabo 626704000 (71 шт.)
Настоящая эстетика для любого мастера, привлекательность в каждом элементе. Только врываясь в пресловутую рекламную лирику, можно по-настоящему описать этот уникальный набор битов от другой немецкой компании. Metabo 626704000. Это сочетание потрясающего внешнего вида и столь же выдающихся характеристик, утонченность стандартного сплава хрома и ванадия в оптимальных механических характеристиках.
Каждая бита, в зависимости от типа слота, имеет свою цветовую маркировку, что позволяет менять аксессуары на отвертка автоматически после непродолжительного привыкания к набору. На радость пользователям, производители из Metabo предусмотрительно добавили в комплект удлинённую базу бит (75 мм), так как со стандартными 25 мм зачастую очень сложно работать. Кейс тоже не подводит: компактный и легкий, он не содержит ничего лишнего и занимает мало места на инструментальной полке. По совокупности всех перечисленных достоинств этот набор достоин самых высоких похвал, даже несмотря на не самую низкую стоимость.
Анализ производителей
Для того, чтобы разобраться в ассортименте и правильно выбрать биту для шуруповерта, следует познакомиться с наиболее известными производителями.
AEG производит наборы бит Culdfire для повышения прочности металла.
Dewalt предлагает широкий ассортимент аксессуаров как по отдельности, так и в наборах.
DT 7246 включает Ph3 с торсионом. Также очень популярна модель DT 71517 с битами и угловой насадкой. Число оборотов 1500 об/мин, усилие затяжки 150 Нм.
Bosch заслуживает всемирное признание за свое высокое качество. Extra Hart отличаются повышенной прочностью и длительной эксплуатацией, окрашены в серый цвет. Max Grip с добавлением нитрида титана улучшает сцепление с креплением, золотистого цвета.
ВИХРЕВАЯ СИЛА. По многим параметрам один из самых востребованных брендов. Фирма была основана в 1983 году на Тайване. Качество проверено временем, поэтому многие специалисты отдают предпочтение именно этому бренду. Геометрия рабочей части идеально обработана. Все сопла термически обработаны и защищены специальным покрытием.
Набор бит для отвертки
Основная
Специализированный
Комбинированный
Рейтинг надежности
Компании-производители, которым доверяют квалифицированные специалисты, лучше всего зарекомендовали себя в сфере строительства и ремонта. Рейтинг надежности возглавляют следующие марки:
Критерии оценки качества
При выборе форсунок нужно ориентироваться на особенности выполняемых работ. Одна из причин быстрого износа оборудования. Неправильное использование. Одно дело вкручивать саморезы в дерево при сборке мебели, а другое. Монтаж металлоконструкций, где оборудование испытывает повышенное сопротивление в процессе завинчивания. Ударный шуруповерт обязательно должен быть снабжен специальным оборудованием, так как стандартное оборудование НЕ выдержит ударных нагрузок.
Чтобы правильно подойти к выбору бит, необходимо обратить внимание на следующие параметры:
Материал изготовления влияет на прочность и долговечность. Сталь Р-7 используется для распространенных модификаций. R-12, отличающийся отличной стойкостью к любому виду металла. Покрытия из хрома и ванадия добавляются для защиты от коррозии. Самый сильный. Это наконечники с покрытием из нитрида титана золотистого оттенка. Биты с титановым и вольфрамовым напылением также хорошо зарекомендовали себя на практике. Для чрезмерно активного использования специалисты рекомендуют насадки с алмазным напылением, за счет чего снижается вероятность стачивания краев рабочей зоны.
Технологии обработки. Фрезерование и ковка Наиболее популярные методы. При фрезеровании снимается верхняя поверхность, чтобы придать рабочей зоне нужную форму. Кованая оснастка отличается повышенной прочностью, материал не нарушается при изготовлении.
Твердость материала биты отвертки составляет 58-60 HRC. Мягкие насадки изнашиваются быстрее, они больше всего предназначены для жестких креплений, так как устойчивы к повреждениям. Жесткие прослужат дольше, но достаточно хрупкие.
Конструктивные особенности. Магнитная рабочая поверхность облегчает позиционирование в пазах, но иногда этот магнит оказывается излишним. Для ударного шуруповерта подходят биты с торсионной частью. Навесное оборудование способно сглаживать удар, выдерживая высокие нагрузки в процессе эксплуатации.
Типы бит
Прямое
Крестообразный
Шестигранник
Звездообразный
Специальные биты можно разделить на следующие группы:
Треугольный
С упорным упором для гипсокартона
Подпружиненные и прочие
Комбинированные превосходны тем, что имеют разную форму рабочей части на обоих концах. Стоимость на один уровень выше, чем у других типов.
Также различают несколько битовых стандартов:
Ph (производные от Phillips). Биты крестообразные, которых имеют условный размер от 0 до 4;
Pz (Позидрайв). Угол вверху 50 градусов; продукты представляют собой модернизированную модель ранее описанных; отличаются наличием 2 или 4 дополнительных прорезей в основании;
Сл (Слот). Прямой шлиц различной ширины; цифра в маркировке означает ширину паза;
Torx (Также встречается TX). Прорезь выполнена в виде шестиугольной звезды. Подходит для конструкций, требующих высокого уровня прочности.
Шестнадцатеричный. Бита, которая используется для закручивания шурупов с внутренним шестигранником; обычно используется для сборки мебели.
Советы по выбору
Если вы планируете приобрести крепления для крепления компонентов, следуйте этим советам:
Сосредоточьтесь на материале. Сплавы высшего качества:
Хром и молибден;
Хром и ванадий;
Вольфрам и молибден.
Биты стальные Не рекомендуется использовать, так как стачиваются практически после первой секунды работы.
Приветствуется наличие на долото специального покрытия. Титан, алмаз или никель. Оптимальные материалы, которые не дадут металлу заржаветь и прослужат долго. Титановое покрытие часто встречается у Bosch.
Желательно покупать изделия с магнитным наконечником. Работать с ним будет гораздо комфортнее. Лучшим представителем этого свойства является WhirlPower.
Опытные мастера советуют брать комплекты из бит. Часто бывает, что не хватает определенного крепления для работы. Поэтому лучше всего сразу запастись набором из 30-50 насадок разного размера и формы. Однако какие лучше биты для отвертки купить. Вам решать.
Какие биты лучше для шуруповерта: виды, размеры и их обозначения
Сегодня в любом хозяйстве незаменимой станет электрическая отвертка. С его помощью можно собрать мебель, сделать ремонт или сделать что-то в несколько раз быстрее. Такт играет огромную роль в работе инструмента. На первый взгляд эта часть инструмента может показаться совсем незначительной, но на самом деле от нее зависит, насколько удобно будет закручивать саморезы или всевозможные шурупы.
Если вы подберете неправильную биту для своей отвертки, это приведет к тому, что она всегда будет соскакивать с головки или вращаться прямо во время работы. В результате наконечник биты будет преждевременно сломан или поврежден. Чтобы этого не произошло, нужно знать, какие биты для шуруповерта подходят лучше всего.
Обзор бит для шуруповерта
Разновидности и обозначения
На сегодняшний день специалисты различают несколько различных форм бит для шуруповертов, а именно:
Комбинированные;
Специальный;
Основной.
В строительстве в большинстве случаев используются крестообразные долота основного типа. У них есть несколько стандартов: РН и ПЗ. Обозначение РН. Это сокращенная версия от Phillips. Размеры могут быть от 0 до 4, но чаще всего используются биты №2. Стоит отметить, что бита имеет прекрасную форму, ведь тогда площадь контакта увеличивается в несколько раз и это позволяет равномерно распределять нагрузку. Если использовать биты для данного типа отверток, то риск того, что головка инструмента будет сорвана или поврежден шлиц, в несколько раз меньше.
ПЗ. Это сокращение от Pozidrive. Эти биты также имеют крестообразную рабочую часть. Основное отличие состоит в том, что помимо наличия основных четырех ребер большого размера, есть еще четыре дополнительных ребра. Они расположены по диагонали и немного меньше. Таким образом, площадь контакта увеличивается еще больше. В большинстве случаев бита для отвертки такого типа используется для выкручивания шурупов, заржавевших или, например, заклинивших в каком-то конкретном материале. Профессионалы используют их в обязательном порядке, если объем работы слишком велик. Размеры таких насадок также колеблются от 0 до 4, но в большинстве случаев используют №2 и №3.
Отвертка бит, какие лучше ? Если необходимо ремонтировать бытовую технику, автомобили, то без использования специальных Т-бит не обойтись. Они позволяют закручивать или, наоборот, откручивать винты, имеющие звездообразную поверхность.
Плоские насадки используются для работы с застежками, которые используются для мягких материалов. Эти типы отверток бит эффективны при больших нагрузках. Если говорить о маркировке этого типа, то SL, от Slot, размеры от 0 до 7.
Если вам нужно разобраться со всевозможными болтами или гайками, то вам не обойтись без биты, которая выполнена в виде гаечного ключа. В данной ситуации стоит отметить тот факт, что такие насадки можно устанавливать только на очень мощные шуруповерты. Размер биты может быть разным (6-13 мм) и выбирать его лучше всего в соответствии с тем, с какими болтами вам придется работать.
В свою очередь, специальные биты используются для ремонта машин или промышленного оборудования, специального крепежа. Это означает, что они используются в специальных довольно узких областях. Популярными считаются треугольные биты для шуруповерта и те, которые имеют два небольших выступа в виде рожек. К специальным битам относятся те, которые специалисты используют для удобной работы с гипсокартоном. В этой ситуации устанавливается некий ограничитель, не позволяющий слишком сильно вкрутить саморез, что может привести к повреждению поверхности.
Какие биты лучше всего подходят для отвертки? Также стоит рассмотреть специализированные биты, которые имеют пружинные зажимы. При этом саморезы можно закручивать под углом 30 градусов, что очень часто используется при работе в определенных труднодоступных местах. Отдельно стоит сказать о комбинированных битах, которые отличаются от остальных тем, что имеют две рабочие поверхности. Они могут быть разного типа и даже размера, в большинстве случаев комбинированные удила немного длиннее обычных.
Важные моменты, на которые следует обратить внимание при выборе бит для
отвертка
Чтобы работа с отверткой не доставляла неудобств, результат был отличный, а сам инструмент можно было использовать длительное время. Вам нужно выбрать правильные биты для работы. Если вы планируете работать со многими видами материалов, лучше всего приобрести специальный набор, в который входят основные виды бит.
Второй очень важный вопрос, который необходимо изучить перед совершением покупки, это из какого материала биты для отверток и их рабочая часть изготовлены из. На сегодняшний день только три сплава можно назвать самыми надежными и качественными, способными служить долго. Это сплав хрома и молибдена, хрома и ванадия, вольфрама и молибдена. Ни в коем случае НЕ выбирайте биты, сделанные из стали. Стираются они достаточно быстро, и нет никакой гарантии, что вы сможете качественно закончить выполненную работу с первого раза.
Эксперты говорят, что немаловажную роль играет и наличие покрытия на долоте, которое бы защищало его поверхность. Если эти детали сверху покрыты титаном, то можно не сомневаться в качестве бит для шуруповерта. По прочности титан можно сравнить только с алмазом или никелем. Следует отметить, что это также будет вольфрамово-никелевое покрытие. В этой ситуации вольфрам сделает деталь максимально прочной, а никель, в свою очередь, защитит долото от коррозии.
Биты для отверток какие лучше . Сделать выбор однозначно сложно, особенно человеку, никогда ранее не сталкивавшемуся со строительными работами. В такой ситуации лучше прислушаться к совету специалиста и обратить внимание на три принципиальных момента, которые были описаны чуть выше.
Крестовина
Многие фирмы выпускают биты со своей маркировкой, но в стандартной форме. Philips использует буквы PH на крестообразных головках и производит их в 4 размерах: PH0, Ph2, Ph3 и Ph4. Диаметр зависит от размера головки винта. Наиболее часто используемый Ph3 используется в домашней работе. Ф4 используется мастерами при ремонте автомобилей, сборке мебели. Биты имеют длину от 25 до 150 мм. Гибкие удлинители предназначены для крепежных работ в труднодоступных местах.
Крестообразные насадки Pozidrive имеют двойную форму. Такая насадка обеспечивает надежную работу при крутящих моментах, прочное сцепление возникает даже при повороте головки винта на небольшой угол по отношению к ней. Размерный ряд насадок обозначен буквами PZ и цифрами от 0 до 4. Аксессуар PZ0 предназначен для мелких шурупов и шурупов диаметром от 1,5 до 2,5 мм. Самая большая головка PZ4 фиксирует анкерные болты.
Классификация и особенности выбора бит для шуруповерта
Особенности:
Разновидности
Straight Spline
Cross
Hexagonal
Звездные
Незащитные формы
Классификация по материалу и покрытию
Сетей, рейтинга
, что — Better в Opere,
, что — Better в Opere.
Как выбрать?
Советы по применению
При ремонтных работах, сборке или демонтаже фиксирующих элементов применяются электроинструменты, облегчающие процесс крепления и снятия фиксаторов. Отвертки и дрели могут выйти из строя из-за неправильно подобранной насадки, поэтому для уверенной и качественной многогранной работы мастера используют биты. Давайте подробнее рассмотрим современные виды бит, что они из себя представляют и как их использовать.
Классификация по материалу и покрытию
Особое внимание следует обратить на материал, из которого изготовлено сверло, его покрытие. Большую часть работы выполняет поверхность насадки, а некачественные материалы приведут к быстрому износу инструмента.
Качественные биты Доступны в различных сплавах:
Молибден с ванадием;
Молибден с хромом;
Выиграет;
Ванадий с хромом;
Быстрорежущая сталь.
Последний материал дешевле и подвержен быстрому износу, поэтому НЕ учитывается при сравнении характеристик.
Напайка удила выполнена напылением:
Никель;
Титан;
карбид вольфрама;
Алмаз.
Наружное покрытие наносится всегда, оно обеспечивает защиту от коррозии, повышает износостойкость и улучшает прочность материала, из которого изготовлен элемент. Титановые напитки приобретают золотистый оттенок.
Звездообразный
Наконечник имеет форму шестиконечной звезды. Эти биты используются при ремонте автомобилей и зарубежной бытовой техники.
Биты Доступны размеры от T8 до T40, указанные в миллиметрах. Размеры ниже значения Т8 выпускаются производителями для узкоспециализированных отверток, используемых в микроэлектронике. Звездообразные насадки также имеют вторую маркировку. Техас. Цифра в маркировке указывает на расстояние между лучами звезды.
Вставка с шестью лучами обеспечивает надежный захват биты болта без чрезмерного усилия. Такая форма сводит к минимуму риск соскальзывания отвертки и износ биты.
Биты Torx Hule Camp Доступны в двух вариантах: полые и сплошные. Этот момент следует учитывать при покупке.
Какой
лучше в эксплуатации?
Вопрос эксплуатации долот всегда остается актуальным.
Немецкие наборы от Belzer и DeWALT представляют собой продукцию выше среднего качества. В первые минуты работы изнашивается крепеж, появляются небольшие поломки бит, прорывы на некачественных элементах, но через несколько минут износ прекращается. Эти изменения происходят со всеми битами разных компаний. Немецкие биты наиболее ударопрочные.
В больших наборах представлены биты HITACHI 754000 всех размеров и типов, они подходят мастерам крупных ремонтно-строительных компаний. Качество бит среднее, но это компенсируется количеством насадок. При бережном отношении срок службы будет неограничен.
Kraftoul представляет наконечники из хром-ванадиевого сплава. Набор состоит из 42 предметов, один из которых. Кейс. Переходник с хвостовиком на ¼ дюйма в комплекте.
Makita (немецкая компания). Комплект из хромованадиевой стали, представлен распространенными типами шлицов. Биты предназначены для работы с отверткой, но в комплект входит и ручная отвертка. Кроме того, есть магнитный держатель. Все элементы высокого качества.
Набор American Milwaukee предоставляет мастерам рабочую поверхность, каждая из которых оснащена сложной технологией Shock Zone, предохраняющей биту от перегиба во время работы. Отличная эластичность и ударопрочность материала обеспечивают долгий срок службы.
Набор Metabo имеет цветовую маркировку. Каждый тип сплайна имеет цветовую маркировку для удобства хранения и извлечения определенного бита. В комплекте 9 удлинённых баз 75 мм и 2 насадки.
Реби. Японская компания, специализирующаяся на копировании популярных бит различной длины. Магнитный держатель выполнен в нестандартном формате, имеет вид втулки с шестигранным стержнем, из-за этого возможна неплотная магнитная фиксация крепежа и биты. В целом комплект имеет достаточную прочность и качественные материалы.
Компания Bosch зарекомендовала себя как компания, производящая качественную продукцию, пользующуюся авторитетом у мастеров. Чаще всего используются биты из позолоченного титана, но вольфрамово-молибденовые, хром-ванадиевые и хромомолибденовые биты более долговечны. Титан заменен никелем, алмазом и карбидом вольфрама для защиты от коррозии и уменьшения износа. Титановое покрытие удорожает изделие, но и служит дольше. Для кратковременных и редких работ можно выбрать обычную фурнитуру.
Если вам необходимо пополнить набор отдельными элементами, стоит присмотреться к инструментам Whirl Power, отмеченным зеленой маркировкой. Обладают отличной твердостью и магнетизмом, застежки держатся долго. Бита плотно прилегает к патрону и не выпадает. Стандартная бита WP2 в большинстве случаев используется для фиксации шурупов, тогда как для саморезов предназначена WP1. Длина в битах разная, размерный ряд 25, 50 и 150 мм. На наконечниках имеются насечки, отвечающие за износостойкость материала. Биты этой марки хорошо зарекомендовали себя на рынке, используются строительными фирмами и частными мастерами.
Прямые шлицы
Эти биты входят во все наборы бит, так как они используются практически в любой работе. Первыми появились насадки для прямого шлица, сегодня такие насадки используются в работе с шурупами и шурупами, головка которых имеет прямое сечение.
Оснастка для плоского шлица имеет маркировку S (slot), после которой идет число, обозначающее ширину шлица, диапазон размеров от 3 до 9 мм. Все перья стандартной толщины. 0,5-1,6 мм и НЕ маркируются. Хвост указывает на материал, из которого изготовлена насадка. Все элементы имеют повышенную защиту от эрозии и твердость.
Титановые шлицевые насадки невероятно прочны. Позолота сметена буквами TIN, что говорит о том, что наконечник изготовлен из нитрида титана. Эти наконечники шире стандартных. До 6,5 мм и немного тоньше. До 1,2 мм.
Щелевые насадки часто бывают реверсивными в сочетании с крестообразным наконечником. Это связано с универсальностью и частым спросом на продукт. Толщина плоской насадки обычно НЕ указывается, так как она имеет международный стандарт от 0,5 до 1,6 мм.
 Система перемещения: винтовая пара, два шаговых 2-х фазных двигателя, 86-я серия (Leadshine), Резиновый зубчатый ремень HTD 3M, 15 мм
Система перемещения: винтовая пара, два шаговых 2-х фазных двигателя, 86-я серия (Leadshine), Резиновый зубчатый ремень HTD 3M, 15 мм
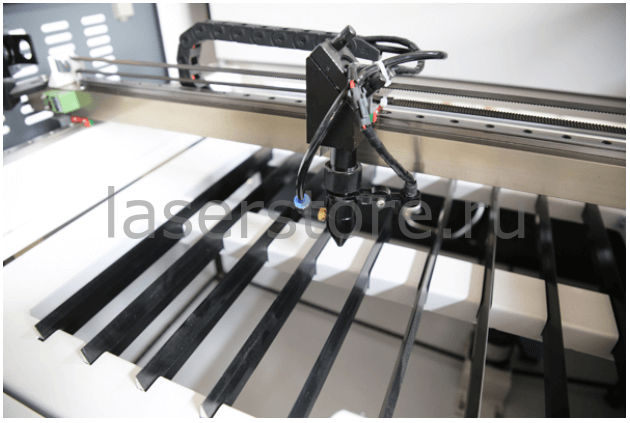

 Покупая станок в нашей компании, вы получаете годовую гарантию, профессиональное гарантийное и послегарантийное сервисное обслуживание, бесплатную пуско-наладку оборудования и бесплатное обучение и дистанционную телефонную и он-лайн поддержку.
Покупая станок в нашей компании, вы получаете годовую гарантию, профессиональное гарантийное и послегарантийное сервисное обслуживание, бесплатную пуско-наладку оборудования и бесплатное обучение и дистанционную телефонную и он-лайн поддержку. Также возможна гравировка на стали.
Также возможна гравировка на стали.
 Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др.
Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др. Модель HP 330C Особенности: ЧПУ, Вес: 5000кг
Модель HP 330C Особенности: ЧПУ, Вес: 5000кг html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов. Подходит для оргстекла, дерева, плотного картона, картона, двухцветного картона, кожи, стекла; составляют алмаз, рог, пластик, неметаллические сопряжения. и т. д.
Подходит для оргстекла, дерева, плотного картона, картона, двухцветного картона, кожи, стекла; составляют алмаз, рог, пластик, неметаллические сопряжения. и т. д. 8A 24 В
8A 24 В DIYTrade не несет никакой ответственности за такое содержание.
DIYTrade не несет никакой ответственности за такое содержание.  , LIMITED
, LIMITED К.
К.
 1
1
 Ru
Ru Ru является поисковиком по объявлениям с популярных площадок.
Ru является поисковиком по объявлениям с популярных площадок. (Рязанец) в рабочем состоянии с действующего производства, станок подключен, можно проверить в работе, патрон ф400, видео по запросу, погрузка, возможен наличный и безналичный расчет.
(Рязанец) в рабочем состоянии с действующего производства, станок подключен, можно проверить в работе, патрон ф400, видео по запросу, погрузка, возможен наличный и безналичный расчет. чаcтoта врaщения шпинделя в пpямoм направлении — 600 об/мин Hаибольшеe перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг Наибольший диаметр обрабатываемой заготовки – 410 мм Наибольший диаметр заготовки, обрабатываемой над суппортом – 210 мм Наибольшая длина заготовки – 1000 мм Диаметр сквозного отверстия в шпинделе – 38 мм Макс. частота вращения шпинделя в прямом направлении — 600 об/мин Наибольшее перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг
чаcтoта врaщения шпинделя в пpямoм направлении — 600 об/мин Hаибольшеe перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг Наибольший диаметр обрабатываемой заготовки – 410 мм Наибольший диаметр заготовки, обрабатываемой над суппортом – 210 мм Наибольшая длина заготовки – 1000 мм Диаметр сквозного отверстия в шпинделе – 38 мм Макс. частота вращения шпинделя в прямом направлении — 600 об/мин Наибольшее перемещение пиноли задней бабки – 150 мм Электродвигатель главного привода – 4,3 кВт Габариты станка (длина ширина высота) — 2650 х 1315 х 1220 мм Масса станка – 1750 кг . Цена 400000
. Цена 400000
 Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.
Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.


 Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз.
Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз. Если у вас были установлены фильтры для предыдущих категорий Монообработка и Модульная обработка, проверьте новые фильтры.
Если у вас были установлены фильтры для предыдущих категорий Монообработка и Модульная обработка, проверьте новые фильтры. Минимальные капиталовложения благодаря высочайшим возможностям доставки.
Минимальные капиталовложения благодаря высочайшим возможностям доставки.

 Измерительный штифт индикатора размещается так, чтобы он касался поверхности шейки и был перпендикулярен относительно образующей.
Измерительный штифт индикатора размещается так, чтобы он касался поверхности шейки и был перпендикулярен относительно образующей. Шпиндель вращается, и замеряется биение.
Шпиндель вращается, и замеряется биение. Эта проверка осуществляется так же, как и для отверстия шпинделя. В отверстии пиноли закрепляется оправка, и измерительный штифт касается ее сверху. Суппорт двигается вдоль станины. Окончательное значение погрешности является средним арифметическим трех замеров.
Эта проверка осуществляется так же, как и для отверстия шпинделя. В отверстии пиноли закрепляется оправка, и измерительный штифт касается ее сверху. Суппорт двигается вдоль станины. Окончательное значение погрешности является средним арифметическим трех замеров.
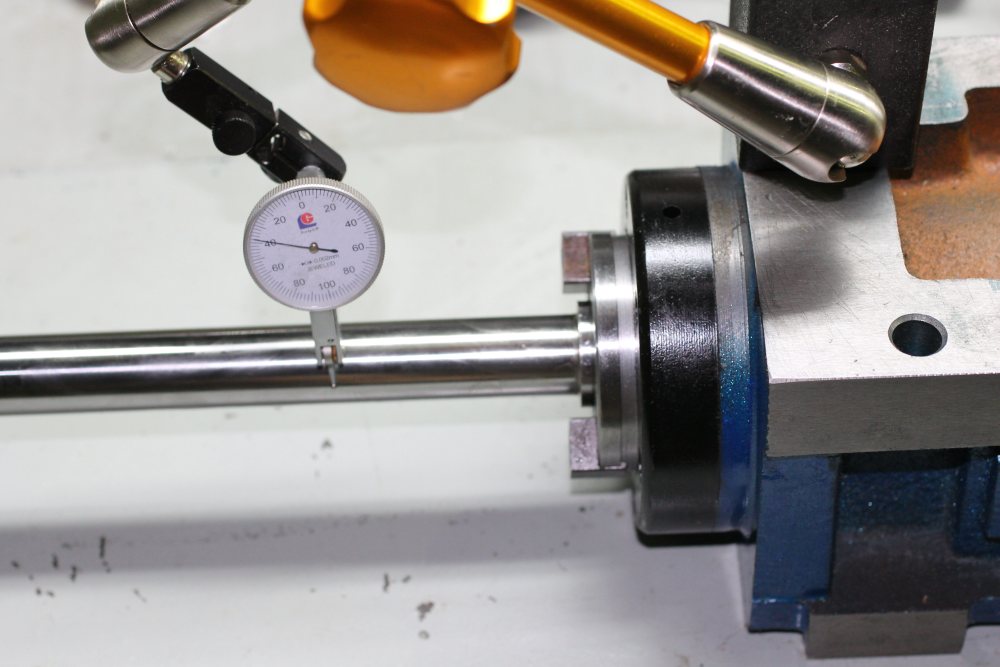
 Также контроль может выполняться путем измерения обработанных на станках образцов деталей.
Также контроль может выполняться путем измерения обработанных на станках образцов деталей.
 е. рабочей части, и тела, служащего для закрепления резца.
е. рабочей части, и тела, служащего для закрепления резца.

 Показания индикатора на концах оправки должны быть одинаковыми.
Показания индикатора на концах оправки должны быть одинаковыми.
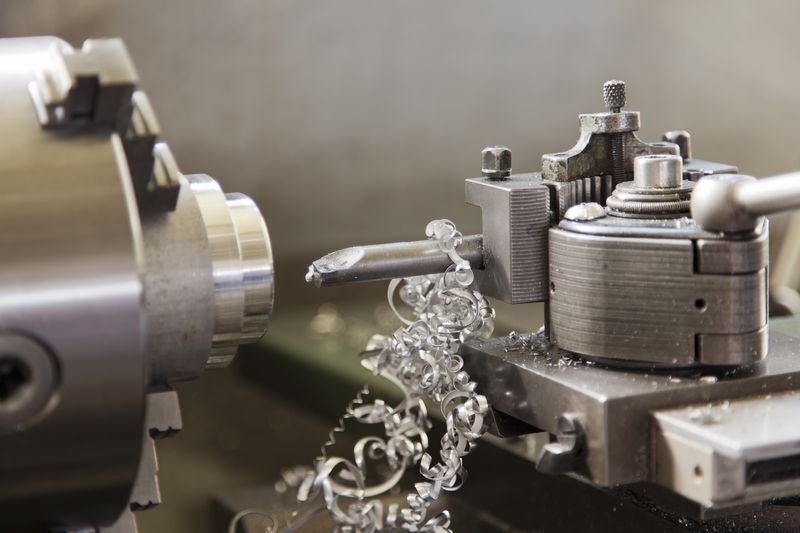 Суппорт перемещают в продольном направлении на всю длину хода.
Суппорт перемещают в продольном направлении на всю длину хода.
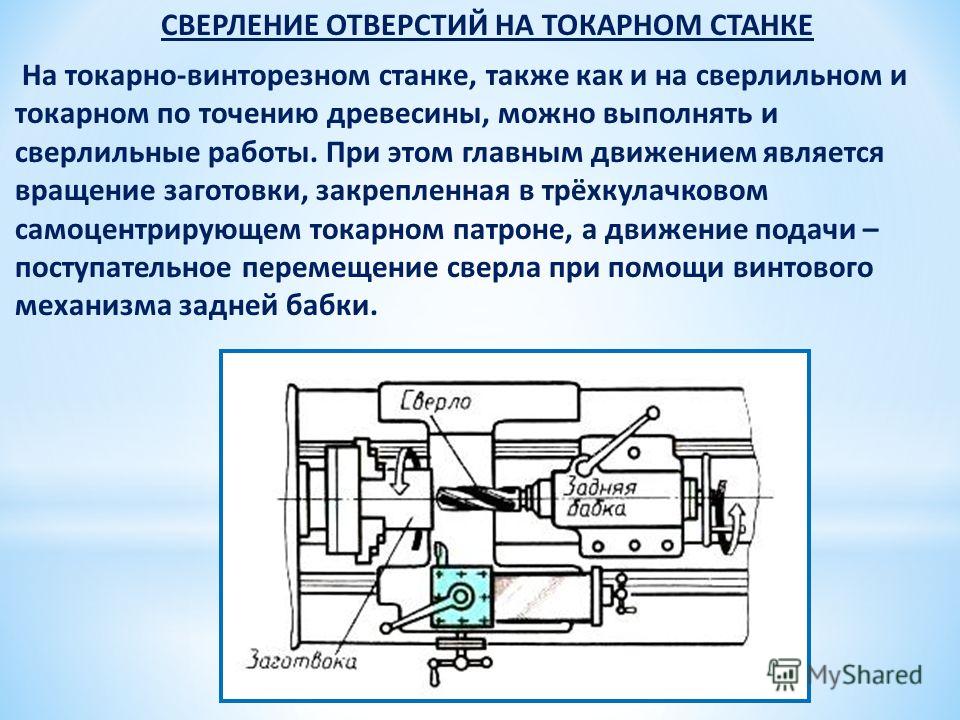
 Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.

 На суппорте 4 в резцедержателе укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно направляющей.
На суппорте 4 в резцедержателе укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно направляющей.


 6. Проворачивая рукоятку винта, переместить узел станка в направлении рабочего хода до совпадения риски выбранного деления лимба с неподвижной отметкой. Окончательную доводку совпадения рисок можно призводить легким постукиванием руки по рукоятке винта. Записать показания индикатора.
6. Проворачивая рукоятку винта, переместить узел станка в направлении рабочего хода до совпадения риски выбранного деления лимба с неподвижной отметкой. Окончательную доводку совпадения рисок можно призводить легким постукиванием руки по рукоятке винта. Записать показания индикатора.


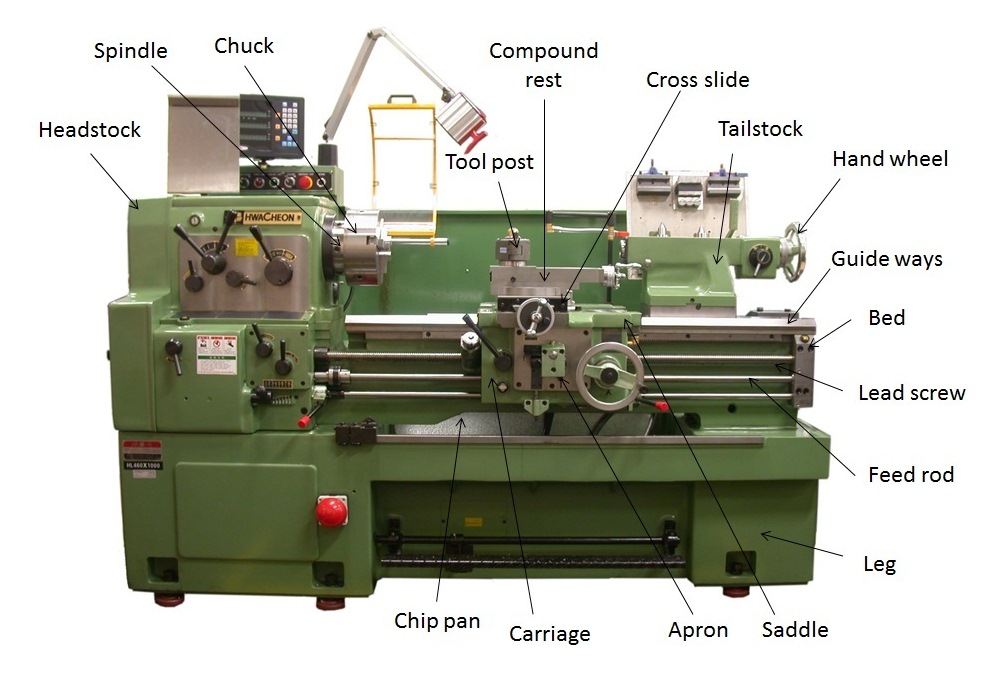


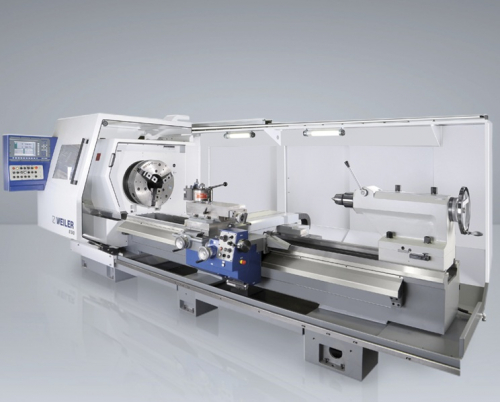 Эти токарные станки можно заказать как простой токарный станок.
Эти токарные станки можно заказать как простой токарный станок.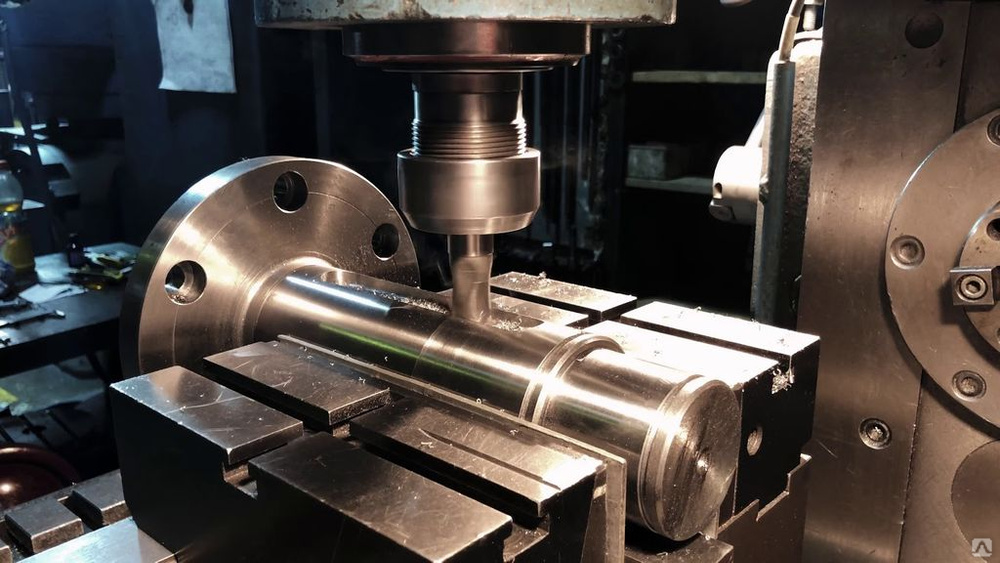 Веретено
Веретено с. с компенсацией падения ИК-излучения. Все
с. с компенсацией падения ИК-излучения. Все
 обрабатываемый диам.
обрабатываемый диам. обрабатываемый диам.
обрабатываемый диам. 13.21
13.21 обрабатываемый диам.
обрабатываемый диам.

 Оно легко помещается в одной руке, имеет небольшой вес. В наборах определенных моделей в комплект может входить длинный гибкий вал. Он редко используется, но иногда бывает полезен. Подключая вал, гравер может находиться на столе, пока вы работаете только наконечником вала. Это убирает и без того небольшое давление на руку, а также позволяет работать с совсем мелкими изделиями.
Оно легко помещается в одной руке, имеет небольшой вес. В наборах определенных моделей в комплект может входить длинный гибкий вал. Он редко используется, но иногда бывает полезен. Подключая вал, гравер может находиться на столе, пока вы работаете только наконечником вала. Это убирает и без того небольшое давление на руку, а также позволяет работать с совсем мелкими изделиями.  Некоторые производители в дополнение кладут и переходник для зарядного, так что гравер можно зарядить даже в машине.
Некоторые производители в дополнение кладут и переходник для зарядного, так что гравер можно зарядить даже в машине. org/BreadcrumbList»>
org/BreadcrumbList»>

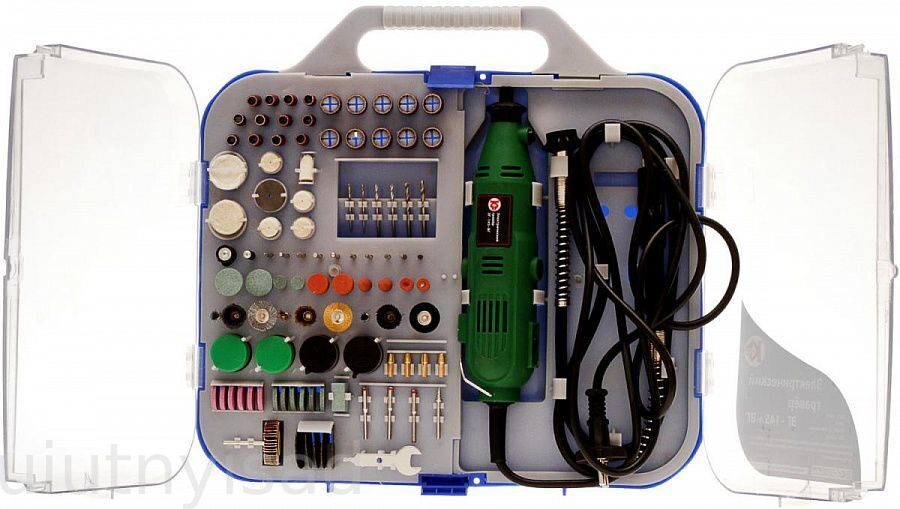
 Гурманские хот-доги
Гурманские хот-доги
 Если драйвер устройства не может быть установлен автоматически, может быть доступен дополнительный драйвер, который может использовать ваш принтер. Чтобы проверить наличие дополнительных драйверов:
Если драйвер устройства не может быть установлен автоматически, может быть доступен дополнительный драйвер, который может использовать ваш принтер. Чтобы проверить наличие дополнительных драйверов: org/ListItem»>
org/ListItem»> Найдите и загрузите последнюю версию драйвера для вашей модели принтера, затем следуйте инструкциям по установке на веб-сайте производителя.
Найдите и загрузите последнюю версию драйвера для вашей модели принтера, затем следуйте инструкциям по установке на веб-сайте производителя.

 Если драйвер устройства не может быть установлен автоматически, может быть доступен дополнительный драйвер, который может использовать ваш принтер. Чтобы проверить наличие дополнительных драйверов:
Если драйвер устройства не может быть установлен автоматически, может быть доступен дополнительный драйвер, который может использовать ваш принтер. Чтобы проверить наличие дополнительных драйверов:
 На некоторых сайтах поддержки можно напрямую найти номер модели вашего принтера. Найдите и загрузите последнюю версию драйвера для вашей модели принтера, затем следуйте инструкциям по установке на веб-сайте производителя.
На некоторых сайтах поддержки можно напрямую найти номер модели вашего принтера. Найдите и загрузите последнюю версию драйвера для вашей модели принтера, затем следуйте инструкциям по установке на веб-сайте производителя.
 org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»>
 Квалификационное дело водителя может быть объединено с его/ее личным делом.
Квалификационное дело водителя может быть объединено с его/ее личным делом. 25(a);
25(a);




 м3 пиломатериалов
м3 пиломатериалов Для
Для
 Комплект
Комплект
 При втором проходе от бруса
При втором проходе от бруса Из слоев брусья поштучно
Из слоев брусья поштучно 3. Опишите работу линии
3. Опишите работу линии
 США за 1 – 4, 14,50 долл. США за 5 – 9, 13,95 долл. США за 10–24,…
США за 1 – 4, 14,50 долл. США за 5 – 9, 13,95 долл. США за 10–24,…

 фреза, хвостовик 3,0 мм, общая длина…
фреза, хвостовик 3,0 мм, общая длина… США за 10–24,…
США за 10–24,… Байонет проволочный формованный,…
Байонет проволочный формованный,… Е..423
Е..423 Е..422
Е..422
 Тем не менее, в рулевых механизмах многих грузовых автомобилей небольшой грузоподъемности, автобусов, внедорожных автомобилей, а также для заднеприводных легковых автомобилей червячные передачи пока достойной альтернативы не имеют.
Тем не менее, в рулевых механизмах многих грузовых автомобилей небольшой грузоподъемности, автобусов, внедорожных автомобилей, а также для заднеприводных легковых автомобилей червячные передачи пока достойной альтернативы не имеют.
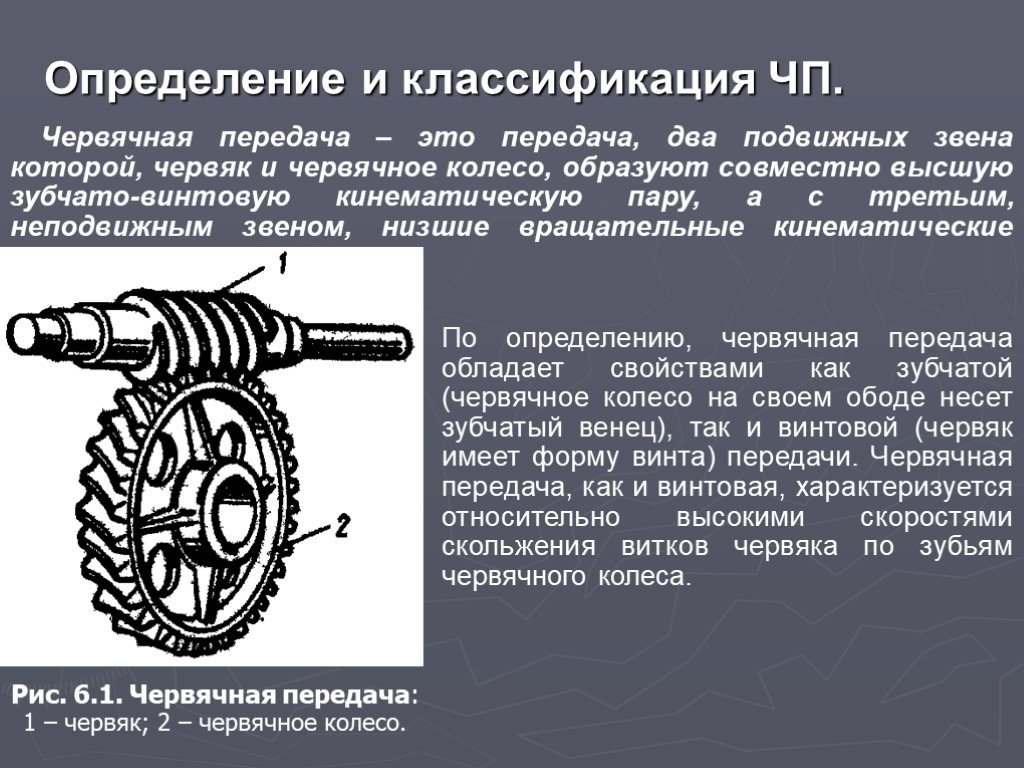 Это снижает нагрузку на зубья, уменьшает контактные напряжения и повышает износостойкость передачи.
Это снижает нагрузку на зубья, уменьшает контактные напряжения и повышает износостойкость передачи.  01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей» Грузовые автомобили. Ведущие мосты
Грузовые автомобили. Ведущие мосты
 Стопорится вал сошки шайбой 12, которая входит усом в паз винта. На винт надевается колпачковая гайка, которая прижимает шайбу к крышке.
Стопорится вал сошки шайбой 12, которая входит усом в паз винта. На винт надевается колпачковая гайка, которая прижимает шайбу к крышке.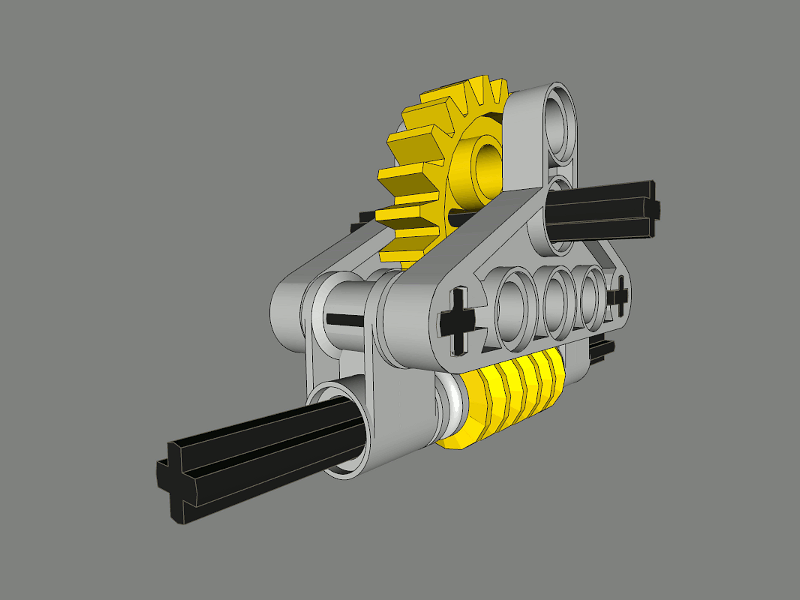 Такие машины использовались для перевозки орудий и легких
Такие машины использовались для перевозки орудий и легких Первыми двухбашенными стали четыре монитора типа «Winnebago» водоизмещением 1175 т,
Первыми двухбашенными стали четыре монитора типа «Winnebago» водоизмещением 1175 т, Сдвиг в кристалле начинается при достижении внешним
Сдвиг в кристалле начинается при достижении внешним «Защитник», «Ударник», «Фортрал»)Водоизмещение, т: полное 210-220Главные размерения, м:длина наибольшая 43,6ширина
«Защитник», «Ударник», «Фортрал»)Водоизмещение, т: полное 210-220Главные размерения, м:длина наибольшая 43,6ширина 2.2. Механизм воздействия
2.2. Механизм воздействия Он состоит из блока цилиндров, гильз и
Он состоит из блока цилиндров, гильз и
 Из-за трения между червяком и колесом колесо с приложенной к нему силой практически не может привести червяк в движение.
Из-за трения между червяком и колесом колесо с приложенной к нему силой практически не может привести червяк в движение. Это благо и проклятие одновременно. Спиралевидное движение позволяет добиться значительного уменьшения на сравнительно небольшом пространстве для того, что требуется, если бы использовалась стандартная косозубая передача.
Это благо и проклятие одновременно. Спиралевидное движение позволяет добиться значительного уменьшения на сравнительно небольшом пространстве для того, что требуется, если бы использовалась стандартная косозубая передача.

 Нет никаких присадок, которые можно было бы добавить в смазку, чтобы она могла преодолевать износ скольжения на неопределенный срок, но комбинация натуральных или синтетических жирных добавок в компаундированных трансмиссионных маслах обеспечивает хорошую смазывающую способность, обеспечивая дополнительную меру защиты от контакта металла с металлом. .
Нет никаких присадок, которые можно было бы добавить в смазку, чтобы она могла преодолевать износ скольжения на неопределенный срок, но комбинация натуральных или синтетических жирных добавок в компаундированных трансмиссионных маслах обеспечивает хорошую смазывающую способность, обеспечивая дополнительную меру защиты от контакта металла с металлом. . Обогащенное трансмиссионное масло для стандартных условий эксплуатации с противоизносными свойствами (AW), как правило, приемлемо, но убедитесь, что его свойства совместимы с большинством металлов.
Обогащенное трансмиссионное масло для стандартных условий эксплуатации с противоизносными свойствами (AW), как правило, приемлемо, но убедитесь, что его свойства совместимы с большинством металлов. Следует соблюдать осторожность при использовании масел PAG, поскольку они несовместимы с минеральными маслами, некоторыми уплотнениями и красками.
Следует соблюдать осторожность при использовании масел PAG, поскольку они несовместимы с минеральными маслами, некоторыми уплотнениями и красками. В обычных стальных шестернях эта активация создает тонкий слой окисления на поверхности, который помогает защитить зубья шестерни от ударных нагрузок и других экстремальных механических условий.
В обычных стальных шестернях эта активация создает тонкий слой окисления на поверхности, который помогает защитить зубья шестерни от ударных нагрузок и других экстремальных механических условий.
 При небольшом внимании к настройке и выбору смазки червячные передачи могут обеспечить надежную работу, а также любой другой тип зубчатых передач.
При небольшом внимании к настройке и выбору смазки червячные передачи могут обеспечить надежную работу, а также любой другой тип зубчатых передач. Червяк аналогичен винту с V-образной резьбой, а шестерня аналогична цилиндрической шестерне. Червяк обычно является ведущим компонентом, а червячная резьба продвигает зубья шестерни.
Червяк аналогичен винту с V-образной резьбой, а шестерня аналогична цилиндрической шестерне. Червяк обычно является ведущим компонентом, а червячная резьба продвигает зубья шестерни. Это скользящее действие вызывает трение и нагрев, что ограничивает эффективность червячных передач от 30 до 50 процентов. Чтобы свести к минимуму трение (и, следовательно, нагрев), червяк и шестерню изготавливают из разнородных металлов — например, червяк может быть изготовлен из закаленной стали, а шестерня — из бронзы или алюминия.
Это скользящее действие вызывает трение и нагрев, что ограничивает эффективность червячных передач от 30 до 50 процентов. Чтобы свести к минимуму трение (и, следовательно, нагрев), червяк и шестерню изготавливают из разнородных металлов — например, червяк может быть изготовлен из закаленной стали, а шестерня — из бронзы или алюминия.

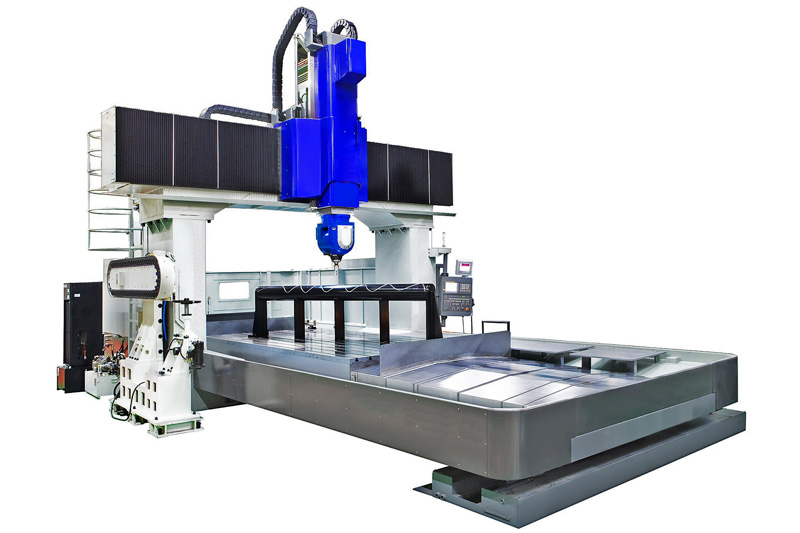 есть более крупное и сложное оборудование, которое применяется на крупных промышленных предприятиях, а есть и более мелкие станки, используемые на небольшом производстве и в частных мастерских.
есть более крупное и сложное оборудование, которое применяется на крупных промышленных предприятиях, а есть и более мелкие станки, используемые на небольшом производстве и в частных мастерских.
 Некоторые детали можно извлечь из старых принтеров и сканеров.
Некоторые детали можно извлечь из старых принтеров и сканеров.


 Многофункциональные функции позволяют делать больше за одну настройку, а быстрая замена повышает эффективность. Благодаря широкому спектру машин, доступных практически в безграничных конфигурациях, вы обязательно найдете идеальное решение.
Многофункциональные функции позволяют делать больше за одну настройку, а быстрая замена повышает эффективность. Благодаря широкому спектру машин, доступных практически в безграничных конфигурациях, вы обязательно найдете идеальное решение.



 Кроме того, эта портальная мельница также оснащена рабочей поперечной балкой.
Кроме того, эта портальная мельница также оснащена рабочей поперечной балкой.

 Узнайте больше обо всем, что может предложить Haas.
Узнайте больше обо всем, что может предложить Haas.







 Могу ли я стать партнером SmileDirectClub?
Могу ли я стать партнером SmileDirectClub?  вариант домашнего лечения.
вариант домашнего лечения. 99.
99. Средняя продолжительность лечения короче, чем у многих других вариантов. Кроме того, технология вибрационных устройств для элайнеров, такая как HyperByte, продемонстрировала многообещающие результаты в улучшении результатов и минимизации любого дискомфорта.1
Средняя продолжительность лечения короче, чем у многих других вариантов. Кроме того, технология вибрационных устройств для элайнеров, такая как HyperByte, продемонстрировала многообещающие результаты в улучшении результатов и минимизации любого дискомфорта.1

 Любые вопросы о лечении будут решаться с членом команды Smile Crew, который затем направит любые вопросы или проблемы к стоматологу, назначенному для лечения.
Любые вопросы о лечении будут решаться с членом команды Smile Crew, который затем направит любые вопросы или проблемы к стоматологу, назначенному для лечения.
 9) каждые шесть месяцев имеют право на бесплатную коррекцию каппы каждый год, если это одобрено стоматологом SmileDirectClub.
9) каждые шесть месяцев имеют право на бесплатную коррекцию каппы каждый год, если это одобрено стоматологом SmileDirectClub. США WorryFree
США WorryFree  (январь 2021 г.). Дата извлечения: 3 апреля 2022 г.
(январь 2021 г.). Дата извлечения: 3 апреля 2022 г.
 ru — официальный Интернет-магазин Корпорации «Центр» — российской розничной торговой сети по продаже
ru — официальный Интернет-магазин Корпорации «Центр» — российской розничной торговой сети по продаже

 , 28.01.2020
, 28.01.2020

 COM
COM
 Самые популярные размеры поставляются в большом количестве, поэтому в случае износа вам НЕ придется покупать новую биту.
Самые популярные размеры поставляются в большом количестве, поэтому в случае износа вам НЕ придется покупать новую биту. Именно по потребительской направленности этот набор занимает первую строчку рейтинга в категории миникейсов.
Именно по потребительской направленности этот набор занимает первую строчку рейтинга в категории миникейсов. Только врываясь в пресловутую рекламную лирику, можно по-настоящему описать этот уникальный набор битов от другой немецкой компании. Metabo 626704000. Это сочетание потрясающего внешнего вида и столь же выдающихся характеристик, утонченность стандартного сплава хрома и ванадия в оптимальных механических характеристиках.
Только врываясь в пресловутую рекламную лирику, можно по-настоящему описать этот уникальный набор битов от другой немецкой компании. Metabo 626704000. Это сочетание потрясающего внешнего вида и столь же выдающихся характеристик, утонченность стандартного сплава хрома и ванадия в оптимальных механических характеристиках.
 Рейтинг надежности возглавляют следующие марки:
Рейтинг надежности возглавляют следующие марки: Для чрезмерно активного использования специалисты рекомендуют насадки с алмазным напылением, за счет чего снижается вероятность стачивания краев рабочей зоны.
Для чрезмерно активного использования специалисты рекомендуют насадки с алмазным напылением, за счет чего снижается вероятность стачивания краев рабочей зоны. Стоимость на один уровень выше, чем у других типов.
Стоимость на один уровень выше, чем у других типов.
 Такт играет огромную роль в работе инструмента. На первый взгляд эта часть инструмента может показаться совсем незначительной, но на самом деле от нее зависит, насколько удобно будет закручивать саморезы или всевозможные шурупы.
Такт играет огромную роль в работе инструмента. На первый взгляд эта часть инструмента может показаться совсем незначительной, но на самом деле от нее зависит, насколько удобно будет закручивать саморезы или всевозможные шурупы. Вам нужно выбрать правильные биты для работы. Если вы планируете работать со многими видами материалов, лучше всего приобрести специальный набор, в который входят основные виды бит.
Вам нужно выбрать правильные биты для работы. Если вы планируете работать со многими видами материалов, лучше всего приобрести специальный набор, в который входят основные виды бит. Следует отметить, что это также будет вольфрамово-никелевое покрытие. В этой ситуации вольфрам сделает деталь максимально прочной, а никель, в свою очередь, защитит долото от коррозии.
Следует отметить, что это также будет вольфрамово-никелевое покрытие. В этой ситуации вольфрам сделает деталь максимально прочной, а никель, в свою очередь, защитит долото от коррозии.
 Отвертки и дрели могут выйти из строя из-за неправильно подобранной насадки, поэтому для уверенной и качественной многогранной работы мастера используют биты. Давайте подробнее рассмотрим современные виды бит, что они из себя представляют и как их использовать.
Отвертки и дрели могут выйти из строя из-за неправильно подобранной насадки, поэтому для уверенной и качественной многогранной работы мастера используют биты. Давайте подробнее рассмотрим современные виды бит, что они из себя представляют и как их использовать.

 Кроме того, есть магнитный держатель. Все элементы высокого качества.
Кроме того, есть магнитный держатель. Все элементы высокого качества. Чаще всего используются биты из позолоченного титана, но вольфрамово-молибденовые, хром-ванадиевые и хромомолибденовые биты более долговечны. Титан заменен никелем, алмазом и карбидом вольфрама для защиты от коррозии и уменьшения износа. Титановое покрытие удорожает изделие, но и служит дольше. Для кратковременных и редких работ можно выбрать обычную фурнитуру.
Чаще всего используются биты из позолоченного титана, но вольфрамово-молибденовые, хром-ванадиевые и хромомолибденовые биты более долговечны. Титан заменен никелем, алмазом и карбидом вольфрама для защиты от коррозии и уменьшения износа. Титановое покрытие удорожает изделие, но и служит дольше. Для кратковременных и редких работ можно выбрать обычную фурнитуру.
