Новые возможности 3d принтеров – печать стеклом: характеристики, картинки и описание.
Содержание:
3d печать стеклом
Немного из истории Glass 3D Printing
Технология экструзии G3DP
Видео
3d печать стеклом
Технологии 3D печати стремительно развиваются, становятся востребованными во всех сферах жизни человека. Первыми материалами, которые позволяли создавать трехмерные модели, были разные виды пластика. Сегодня в мире успешно действуют устройства, воспроизводящие изделия из металла, керамики, дерева, продуктов питания, имитирующие ткани, бумагу.
В качестве одной из последних разработок в этой области стал 3D принтер, который открыл новые возможности в сфере производства (экструзии) стеклянных изделий. Технология, которая получила название Glass 3D Printing (G3DP), позволяет печатать различные по форме, дизайну, назначению предметы, отдельные элементы и конструктивные детали.
Немного из истории создания Glass 3D Printing
Группа исследователей, которой руководил Нери Оксман, разработала двухкамерный 3D принтер нового типа. Сырьем для производства в таких устройствах было решено использовать расплавленное стекло. Это позволило получать объемные предметы простых и сложных форм, которые отличаются:
прозрачностью, не уступающей стеклу, произведенному традиционным способом;
цветовым и структурным разнообразием;
высокой прочностью;
оптическими свойствами.
Первой проблемой, с которой столкнулись разработчики, стало появление трещина, за счет быстрого охлаждения полученных поверхностей. В результате экспериментов было найдено решение – добавить подогрев в камеру отжига, чтобы иметь возможность задавать нужный температурный режим в процессе экструзии.
Технология экструзии G3DP
Инновационным стало решение заменить материал, который использовали устройства предыдущих поколений. Разработанный Нери Оксманом 3D принтер осуществляет печать стеклом при помощи наполнителя в виде стеклянного бисера. Чтобы получить изделия безупречного качества, используется ситалловое стекло.
Исходный материал проходит несколько технологических этапов:
в первой камере происходит нагрев и первичное плавление;
через вторую жидкое сырье поступает в наконечник печатающей головки;
на выходе масса выдавливается через десятимиллиметровое отверстие и попадает на керамическую платформу – стол, где происходит постепенное, послойное наращивание объекта.
Современная технология отличается доступностью и невысокой стоимостью исходных материалов. Это позволяет выйти на новый уровень в сфере изготовления стекла, которое востребовано в разных сферах жизни и деятельности человека, может отличаться эстетикой и техническими характеристиками. Устройства Glass 3D Printing находят применение при создании лабораторного оборудования для научных исследований, предметов искусства, дизайна, бытовых, кухонных принадлежностей.
Видео
На 3D-принтере научились печатать стекла разных составов
Швейцарские ученые разработали метод 3D-печати, позволяющий печатать стеклянные предметы со сложной структурой, используя разные материалы, но не используя при этом нагрев до высокой температуры во время печати, чего не позволяют делать другие методы. Статья опубликована в Nature Materials.
3D-печать чаще всего используют в двух случаях: когда необходимо быстро создать предмет необходимой формы, не создавая под него отлаженный производственный процесс с дорогими пресс-формами и другим оборудованием, либо когда необходимо изготовить деталь со сложной структурой, которую дороже создавать отливкой или другими классическими методами. Для вторых случаев инженеры уже достаточно давно разрабатывают принтеры, печатающие не полимерами, а другими материалами, в том числе, керамикой, стеклом, и даже шоколадом.
Однако стекло, керамика и другие подобные материалы неудобно применять в 3D-печати из-за высокой температуры плавления. В качестве решения некоторые группы ученых предложили сначала печатать заготовку из прекурсора стекла, а затем проводить высокотемпературный отжиг, чтобы принтер не нужно было адаптировать к высокой температуре. До сих пор такие методы демонстрировали только с оксидом кремния, но теперь появился более универсальный метод.
Ученые из Швейцарской высшей технической школы Цюриха под руководством Андрэ Штударта (Andre Studart) научились применять схожий принцип для составов из разных оксидов. Исследователи воспользовались методом цифровой обработки света (DLP) — используется раствор с фотоотверждаемыми полимерными прекурсорами, который освещается в нужных местах светом, благодаря чему в жидком растворе образуется твердый предмет.
Авторы использовали различные растворы, состоящие из неорганического алкоголятного прекурсора для создания стекла, фотоактивного мономера и светопоглощающего вещества. Составы были подобраны таким образом, что изначально компоненты находятся в области растворимости диаграммы состояния системы, но после фотополимеризации переходят в область неполной смешиваемости. В результате происходит спинодальный распад и две фазы (оксидный прекурсор и полимер) разделяются, образуя взаимнонепрерывную сетевую структуру.
После полимеризации предмет необходимо подвергнуть пиролизу, при котором полимерная часть выгорает, а стеклянная остается, причем на этом этапе стеклянное изделие получается пористым, с порами размером менее микрометра. Если необходимо получить прозрачное стекло, его нужно дополнительно подвергнуть спеканию до получения сплошной и прозрачной структуры. Прозрачность стекла, получаемого после спекания, составляет примерно 85 процентов. Измерения показали, что после спекания относительная плотность такого стекла составляет 98 процентов.
В качестве примера исследователи напечатали множество сложных структур, большинство из которых представляет собой объемную сетку с тонкими элементами. Кроме того, ученые продемонстрировали универсальность метода, напечатав не только силикатное стекло, но также боратное и фосфатное.
3D-печать стеклянных структур с небольшими размерами элементов может найти применение в микрофлюидике. В 2017 году американские исследователи научились печатать на 3D-принтере рекордно малые полимерные микрофлюидные каналы с сечением 18 на 10 квадратных микрометров.
Григорий Копиев
Нашли опечатку? Выделите фрагмент и нажмите Ctrl+Enter.
Ученые разработали новый метод быстрой 3D-печати стекла на детали толщиной с волос
0Акций
Исследователи из Фрайбургского университета совместно с коллегами из Калифорнийского университета в Беркли разработали новый способ быстрой 3D-печати сложных стеклянных деталей в микроскопическом масштабе.
Этот подход, известный как «Микромасштабная компьютерная аксиальная литография» (Micro-CAL), включает воздействие на полимер двухмерных световых изображений желаемой формы под разными углами, которые, когда они перекрываются, запускают полимеризацию. Команда говорит, что при использовании для печати материала Glassomer, ранее отшлифованного во Фрайбурге, их процесс без слоев может открыть устройства с новой микрофлюидной или микрооптической функциональностью.
«Впервые мы смогли напечатать стекло со структурой в диапазоне 50 микрометров всего за несколько минут, что примерно соответствует толщине волоса», — объясняет доктор Фредерик Коц-Хельмер из Фрайбургского университета. . Возможность производить такие компоненты с высокой скоростью и с большой геометрической свободой позволит в будущем использовать новые функции и создавать более экономичные продукты».
Исследовательский процесс 3D-печати Micro-CAL. Изображение предоставлено Фрайбургским университетом.
«CAL» против серийной 3D-печати
По мнению ученых, стекло имеет «бесчисленное множество применений» благодаря его высокому уровню оптической прозрачности, а также его термической и химической стойкости и низкому коэффициенту теплового расширения. Учитывая эти качества, неудивительно, что материал иногда используется и в 3D-печати, однако исследователи говорят, что послойное нанесение может «вызывать дефекты» и «ограничивать геометрическую свободу».
Хотя многие процессы 3D-печати основаны на серийном осаждении, одной из существующих альтернатив является компьютерная аксиальная литография (CAL). Вместо того, чтобы создавать объекты слоями, CAL полимеризует светочувствительные смолы в трехмерные структуры, подвергая их многократно оптимизированным проекциям, которые, в свою очередь, заставляют их достигать порога, при котором весь их объем одновременно затвердевает в материале-предшественнике.
Поскольку между этим прекурсором и печатаемым объектом нет относительного движения, можно использовать высоковязкие нанокомпозиты как часть процесса. Еще одно преимущество CAL по сравнению с послойными методами заключается в том, что для удержания сборок на месте не требуются опоры, поэтому этот процесс потенциально лучше подходит для создания сложных микроструктур.
Некоторые образцы стекла, напечатанные командой на 3D-принтере, и результаты визуализации. Изображение предоставлено Фрайбургским университетом.
«Micro-CAL» для печати объектов «Glassomer»
Чтобы оценить потенциал CAL для производства стеклянных структур в микромасштабе, исследователи создали собственную систему Micro-CAL. Оснащенный лазерным источником света в сочетании с оптическим волокном с малой числовой апертурой прототип доказал свою способность уменьшать световой рисунок, излучаемый цифровым микрозеркальным устройством, в ходе нескольких испытаний.
В этих экспериментах ученые полимеризовали загруженный наночастицами материал внутри нанокомпозитной смолы, которая служила для надлежащей поддержки конструкции, прежде чем ее извлекли и повторно использовали для создания других объектов. После того, как они были готовы, полученные сырые детали были удалены и спечены, в результате чего их наночастицы соединились вместе, в результате чего получился полностью плотный стеклянный компонент.
Этот процесс стал возможен благодаря пересмотренной версии кварцевого стекла на полимерной основе, разработанной Фрайбургским университетом, и его дочерней компании Glassomer, доработанной для высокой прозрачности и быстрого затвердевания при заданном пороге.
На практике 3D-печать материала Micro-CAL позволила команде создавать микроструктуры за 30–90 секунд с характеристиками размером до 20 мкм и 50 мкм из пластика и стекла соответственно. По сравнению с кварцевым стеклом, изготовленным традиционным способом, прототипы исследователей также показали более высокое растягивающее напряжение при разрушении 187,7 МПа, поскольку было обнаружено, что их процесс ограничивает образование микротрещин и вмятин.
Имея в виду эти преимущества, команда проекта считает, что Micro-CAL вскоре можно будет использовать в качестве средства производства различных микрооптических деталей, начиная от используемых в гарнитурах виртуальной реальности и заканчивая современными микроскопами. Учитывая, что большинство устройств «лаборатория на чипе» также полагаются на точную интеграцию сложных микрожидкостных каналов, ученые считают, что их метод можно использовать и в инструментах клинической диагностики.
Набор прототипов стекла, напечатанных на 3D-принтере Micro-CAL. Изображение предоставлено Фрайбургским университетом.
Новая область 3D-печати на стекле
Несмотря на критику группой исследователей из Фрайбурга многих существующих подходов к 3D-печати на стекле, некоторые из них в настоящее время начинают демонстрировать коммерческий потенциал. Например, компания Nobula, победившая в конкурсе стартапов Formnext 2021, в прошлом году сообщила изданию 3D Printing Industry, что намерена вывести на рынок специализированный 3D-принтер из стекла и исходное сырье в 2022 году. Ноябрь 2021 года, с целью использования его для 3D-печати линз для покупателей очков. После подписания сделки генеральный директор Optiswiss Сэмюэл Фрей заявил, что она открыла его фирме «четкий путь к крупносерийному производству умных очков, отпускаемых по рецепту».
На экспериментальном уровне ученые из Университета Фрайбурга также работали с Nanoscribe в прошлом для 3D-печати 2PP 3D-стекло-кремнеземных микроструктур. Опять же, благодаря использованию материалов Glassomer участники проекта обнаружили, что могут создавать сложные объекты с шероховатостью поверхности всего 6 нанометров, что значительно меньше, чем 40-200 нанометров, наблюдаемых во многих других стеклянных деталях.
Выводы исследователей подробно изложены в их документе под названием « Объемное аддитивное производство кварцевого стекла с помощью микромасштабной компьютерной аксиальной литографии 9».0046». В соавторстве с Джозефом Тумбсом, Мануэлем Луитцем, Кейтлин Кук, Софи Дженн, Чи Чанг Ли, Бастианом Раппом, Фредериком Коц-Хелмером и Хейден Тейлор.
Чтобы быть в курсе последних новостей 3D-печати, не забудьте подписаться на информационный бюллетень 3D Printing Industry или следить за нами на в Twitter или на нашей странице в Facebook .
Чтобы глубже погрузиться в аддитивное производство, вы можете подписаться на нашу Канал Youtube с обсуждением, отчетами и кадрами 3D-печати в действии.
Вы ищете работу в сфере аддитивного производства? Посетите 3D Printing Jobs , чтобы узнать о вакансиях в отрасли.
На изображении показан набор напечатанных на 3D-принтере прототипов стекла Micro-CAL. Изображение предоставлено Фрайбургским университетом.
Теги Фредерик Коц-Хелмер Glassomer Luxexcel Nanoscribe Nobula Optiswiss Сэмюэл Фрей Калифорнийский университет Беркли Фрайбургский университет
Пол Ханафи
Пол — выпускник факультета истории и журналистики, страстно любящий узнавать последние новости из мира технологий.
3D-печатное стекло: где мы сейчас?
[Изображение выше] С тех пор, как в 2015 году Массачусетский технологический институт представил свои прототипы из проекта G3DP, произошло множество разработок в области методов 3D-печати из стекла. Фото: Чикара Инамура, отдел новостей Массачусетского технологического института. перспективная технология, в отличие от традиционных субтрактивных методов производства, некоторые формы аддитивного производства, в частности, металлические аддитивного производства, быстро становятся массовыми. Тем не менее, другие формы AM далеки от достижения промышленной мощности.
Специальное стекло AM.
Два распространенных метода аддитивной обработки, селективное лазерное спекание и изготовление плавленых нитей, основаны на повышении температуры чуть ниже или выше точки плавления исходного материала, чтобы ему можно было придать желаемую форму. Для полимеров требуется всего пара сотен градусов по Цельсию, чтобы инициировать расплав материала. Но для плавления стекла нужна температура значительно выше тысячи градусов по Цельсию.
В 2015 году мы сообщали о некоторых из первых групп, внедривших передовые технологии 3D-печати стеклом. Какие новые достижения были сделаны за прошедшие с тех пор почти четыре года в области 3D-печати стеклом?
От порошка к расплавленному стеклу
До 2015 года некоторые группы добились успеха в 3D-печати с использованием стеклянных порошков. В этих системах на основе порошка струйный принтер наносит капли связующего раствора на тонкий слой порошка, и связующее вещество и порошок вступают в реакцию, связывая частицы вместе и создавая трехмерный объект.
Затем, в 2015 году, начинающая компания по 3D-печати, базирующаяся в Израиле, под названием Micron3DP разработала систему для 3D-печати расплавленным стеклом. Используя процесс, аналогичный традиционным методам изготовления плавленых нитей, но гораздо более горячий, Micron3DP создал трехмерные объекты с использованием двух типов стекла: известково-натриевого и боросиликатного.
Вскоре после объявления Micron3DP ученые из группы Mediated Matter Массачусетского технологического института и лаборатории MIT Glass Lab объявили, что они также разработали метод нагревания стекла до высоких температур, а затем 3D-печати расплавленного стекла. В их проекте под названием G3DP (Glass 3D Printing) печать на стекле использовалась как в искусстве, так и в науке.
Достижения 2017 года
В 2017 году Micron3DP и MIT улучшили свои технологии 2015 года. Во-первых, в марте Micron3DP завершила установку своих первых полностью работающих стеклянных 3D-принтеров высокого разрешения на своем объекте в Кфар-Сабе, а затем начала переговоры о внешнем бета-тестировании. Затем, в апреле, Массачусетский технологический институт продемонстрировал результаты G3DP2, своего второго проекта по 3D-печати стеклом, на Миланской неделе дизайна.
Тем не менее, несмотря на новизну успешной 3D-печати расплавленным стеклом, этот метод 3D-печати имеет недостатки, особенно низкое разрешение. Художественные выражения, такие как вазы и чаши, могут не страдать от недостатка точности, но высокотехнологичные приложения, требующие точных микроструктур, будут.
К счастью, 2017 год не ограничился достижениями в области 3D-печати из расплавленного стекла. Две отдельные группы в Германии и США представили альтернативные методы 3D-печати стеклом, каждая из которых использует свою технику.
Соскучились по кренделю? Возможно, вам не захочется откусывать от него кусочек — он сделан из стекла с использованием техники стереолитографии, разработанной в Технологическом институте Карлсруэ в Германии. Предоставлено: Технологический институт Карсруэ,
. Немецкая группа из Технологического института Карлсруэ использовала процесс стереолитографии для создания сложных стеклянных объектов. В стереолитографии свет используется для избирательного затвердевания жидких материалов в твердые части слой за слоем. Команда применила процесс стереолитографии к специальным чернилам, содержащим нанопорошок стекла, взвешенный в фотоотверждаемом полимере, а затем они обожгли изделие при температуре 1300ºC, чтобы выжечь полимер и уплотнить стекло.
В США исследователи из Ливерморской национальной лаборатории Лоуренса, Миннесотского университета и Университета штата Оклахома также использовали специальные чернила для 3D-печати стекла, но вместо стереолитографии их метод основывался на прямом процессе письма чернилами для печати 3D-объектов на комнатная температура.
Где мы сейчас
С 2017 года некоторые группы прекратили свою работу, в то время как другие — и новые — продолжали совершенствовать процессы 3D-печати стеклом.
Micron3DP больше не занимается активной разработкой 3D-печати на стекле, вместо этого сосредоточившись на металлическом аддитивном производстве. В интервью 3D Printing Media Network с техническим директором Micron3DP Эраном Галором он объясняет, что создать рынок для 3D-печатного стекла сложнее, чем разработать технологию. Пока не появится подходящий рынок, «[мы] не будем продолжать активно развивать [стекло, напечатанное на 3D-принтере]», — говорит Галор.
Хотя промышленность может развиваться в соответствии с рыночным спросом, академические круги не всегда ограничены подобным образом. Команда Массачусетского технологического института продолжила совершенствовать свою систему G3DP2 и недавно опубликовала документ с описанием достижений.
На другом конце света другая группа готовится войти в игру. Ник Бирбилис и Даррен Финстра, профессор и доктор философии. Кандидат в Университете Монаш в Австралии, соответственно, основали свою компанию Maple Glass Printing, через которую можно было подать заявку на предварительный патент и найти отраслевых партнеров для коммерциализации своего 3D-принтера из стекла.
Портальный обрабатывающий центр с российской системой ЧПУ Мехатроника MNC-800, с большим столом и жесткой конструкцией для фрезерования и сверления
Workspace XYZ:
3100x1600x400 мм
Spindle сapacity:
11 kW
Rotation speed:
до 4500 rpm
Positioning accuracy:
10 / 150 µm/mm
Weight:
6480 kg
2 290 000 руб
Роутер 8060
Фрезерный станок с ЧПУ Роутер 8060
Workspace XYZ:
800x600x360 мм
Spindle сapacity:
7,5 kW
Rotation speed:
до 24000 rpm
Positioning accuracy:
47 / 300 µm/mm
Weight:
1295 kg
В наличии
12 870 000 руб
Роутер 3116 АТС
Портальный обрабатывающий центр с ЧПУ с большим столом и жесткой конструкцией для фрезерования и сверления
Workspace XYZ:
3100x1600x800 мм
Spindle сapacity:
11 kW
Rotation speed:
до 4500 rpm
Positioning accuracy:
10 / 150 µm/mm
Weight:
6480 kg
2 590 000 руб
Роутер 1690ФКС
Сверлильно-фрезерный трех/четырех осевой станок с ЧПУ для для сверления и фрезерования металлов твердостью 51 HRC.
Workspace XYZ:
1300x900x200 мм
Spindle сapacity:
3,7 kW
Rotation speed:
до 3000 rpm
Positioning accuracy:
47 / 300 µm/mm
Weight:
1690 kg
В наличии
1 757 200 руб
Роутер 3530
Малогабаритный станок с ЧПУ с ручной сменой инструмента для высокоточного фрезерования и гравировки
Workspace XYZ:
350x300x220 мм
Spindle сapacity:
3. 0 kW
Rotation speed:
до 18 000 rpm
Positioning accuracy:
26 / 150 µm/mm
Weight:
280 kg
4 480 000 руб
Роутер 3390КС Серво
Сверлильно-фрезерный станок с ЧПУ предназначен для силовой металлообработки, подготовки поверхностей изделий для установки точной механики линейных перемещений, изготовления серийных деталей, нарезки резьбы и точного раскроя листовых материалов твердостью до 56 HRC.
Workspace XYZ:
3300x900x300 мм
Spindle сapacity:
4,0 kW
Rotation speed:
до 1500 rpm
Positioning accuracy:
15 / 300 µm/mm
Weight:
6800 kg
Показать еще
Вход в конфигуратор
x
неограниченные возможности обработки рельефных форм
Приблизиться к совершенству в искусстве создания объемных элементов декора поможет обработка рельефных форм на фрезерном станке с ЧПУ.
Выпуклый рельеф резных декоративных элементов, в отличие от обычного рисунка на плоскости, придает изображению объем, необходимый для его улучшенного восприятия зрителем. Объемные рельефные изображения украшают памятники древнего зодчества, оставаясь одновременно непревзойденными элементами в декоративной отделке современных архитектурных сооружений.
Рельефные узоры создаются на плоскости – в качестве материалов используются деревянные, каменные, металлические, бетонные поверхности, – придавая строительным конструкциям особый колорит и сохраняя их внешнюю привлекательность на многие годы. В последние десятилетия для резьбы используются и синтетические материалы, такие как пластик, оргстекло и др. Для создания объемного рельефного декора используются давно отработанные технологии художественной лепки, резьбы, чеканки. Созданные таким способом художественные изделия ручной работы способны украсить самые изысканные интерьеры и экстерьеры.
Технические возможности станков с ЧПУ
Современному автоматическому фрезерному оборудованию (станкам с ЧПУ) под силу воспроизвести самые сложные рельефные узоры. При помощи фрезерной обработки на плоских деталях можно получить любые объемные изображения, включая оригинальные дизайнерские разработки или 3D модели, разработанные с помощью специальных программ и размещенные в сетях.
Изготовить копию авторской работы на фрезерном станке с ЧПУ можно с абсолютной точностью, без риска потерять художественные качества изделия – для этого понадобится выполнить ряд подготовительных работ. Сегодня обработка рельефных форм на фрезерных станках с ЧПУ широко применяется для изготовления рельефных декоративных элементов, не уступающих по внешним и художественным достоинствам изделиям ручной работы.
С помощью оцифровки авторских работ, на фрезерных станках с ЧПУ можно изготовить их точные копии, которые могут быть интересными как авторам, так и широкому кругу любителей художественной резьбы. Таким же образом виртуальные 3D модели дизайнерских разработок, могут воплотиться в реальные элементы объемного декора. Созданная 3D модель далее преобразуется в управляющую программу, задающую параметры обработки деталей в соответствии с выбранным узором заготовки.
Для изготовления сложных рельефных изображений на фрезерных станках с ЧПУ достаточно трех степеней свободы передвижения инструмента. Для проверки качества созданной программы используется способ симуляции обработки – движение обрабатывающей фрезы выполняется без касания поверхности заготовки. Подобная проверка программы обработки исключает возможность неточностей в ходе последующей обработки.
Последовательность обработки рельефов на фрезерных станках с ЧПУ
Уникальные технические возможности универсальных фрезерных станков с ЧПУ обеспечивают высокую точность обработки сложных рельефов, не уступая в качестве изделиям ручного производства. Кроме того, благодаря программе, созданной для выполнения каждого конкретного рельефа, можно изготовить любое количество копий, сделав это гораздо быстрее, чем это возможно при работе вручную.
Участие человека в процессе обработки на фрезерном станке состоит только в подготовке процесса, от уровня которой зависит результат, причем последовательность действий не зависит от сложности рельефа будущего изделия:
первый этап подготовительных работ начинается с выбора желаемой 3D модели. Это может быть авторская разработка или образец, найденный на специализированном сайте в интернете, где каждая модель выполнена на профессиональном уровне;
работа продолжается в соответствующей программе обработки, в которую переносится выбранная виртуальная модель – здесь конкретизируется режимы обработки с указанием размеров, глубины рельефа, ориентации изображения;
далее разрабатывается последовательность процессов резания – для качественной поверхности заготовка проходит этапы чернового и чистового фрезерования, для чего намечается траектория – порядок обработки;
выбираются режимы резания: скорость подачи и вращения фрезы, глубина резания и другие важные параметры обработки с учетом последовательности вырезания контура рельефа;
каждому этапу траектории соответствует специальный режущий инструмент;
для проверки правильности работы программы используют симуляцию процесса обработки без использования заготовки;
созданная управляющая программа сохраняется в файле соответствующего формата с использованием постпроцессора – это необходимо для распознавания файла системой ЧПУ фрезерного станка;
созданный файл – управляющая программа – экспортируется в систему ЧПУ станка.
Выполнение программы невозможно без инструментального обеспечения – смены инструмента в соответствии с намеченной последовательностью обработки. Ручная замена обрабатывающих фрез требует затрат времени, замедляя процесс обработки сложного рельефа.
Дополнительные преимущества
В целях оптимизации процесса обработки на фрезерных станках с ЧПУ предусмотрены специальные технологии. Одна из них – автоматическая смена инструмента при помощи особого устройства. Находящиеся в нем наборы фрез используются для последовательной обработки материала в соответствии с установленной программой. Закладка инструмента в «магазин» устройства выполняется в ходе подготовительных работ. Замена инструмента происходит автоматически, без вмешательства оператора и без остановки станка. При этом не предусматриваются операции по переустановке заготовки, что позволяет сохранить требуемую точность обработки.
Наряду с универсально-фрезерными станками, настроенными на обработку заготовок с использованием трехмерных 3D моделей, для изготовления рельефных изделий повышенной сложности применяются также более совершенные четырех- пятикоординатные станки. Благодаря конструктивным особенностям нового оборудования, режущий инструмент получает дополнительные степени свободы, увеличивая, таким образом, технологические возможности производства. В процессе обработки фреза перемещается по более сложному маршруту, обрабатывая одновременно несколько поверхностей при неизменном положении заготовки.
Таким образом, применение усовершенствованного оборудования дает возможность реализовать наиболее сложные проекты рельефного декора с повышенной точностью, при минимальном количестве дополнительных операций, включая смену инструмента.
BuildYourCNC — Серия Fabricator Pro
Введение:
Наш прочный и жесткий цельнометаллический фрезерный станок с ЧПУ размером 4 x 8 дюймов (приблизительно 1200 мм x 2400 мм) от BuildYourCNC. Этот фрезерный станок с ЧПУ имеет исключительную цену по сравнению с конкурентами и обладает отличными функциями, а также может быть адаптирован для использования с лазером или плазмой.
Описание:
Fabricator Pro — новейшая машина от BuildYourCNC.
Основные характеристики Fabricator Pro
Алюминиевая конструкция с прецизионной линейной направляющей HIWIN Spec для плавного движения и высокой точности
10-дюймовый ход по оси Z: идеально подходит для более толстых материалов и более глубокой резьбы по дереву.
Натянутая роликовая цепь на портале для уменьшения смещения и повышения точности
Контроллер PoKeys57CNC USB/Ethernet, поддержка Mach4/Mach5
Поставляется со шпинделем 2,2 кВт и инвертором с системой водяного охлаждения. Доступно 110В или 220В.
Стандартный размер 4 х 8 футов. Мы можем изменить станок, чтобы он соответствовал нестандартной длине по осям X и Y. Получите область резки, в которой вы действительно нуждаетесь!
Мы начали процесс проектирования этого станка с чистого листа, включив все, что мы узнали за последнее десятилетие, потраченное на проектирование, производство и использование производственной автоматизации всех типов, от настольных ЧПУ до 4 на 8 футов 80 Ваттные лазерные резаки. Конечным результатом стал Fabricator Pro: машина, которая, как мы твердо верим, изменит правила игры в индустрии цифровых технологий.
Наш новейший инструмент продолжает миссию, которую мы начали, когда начали делать станки с ЧПУ в нашем гараже: предоставить доступные по цене, но чрезвычайно мощные машины, которые позволяют любому превратить идеи в реальность.
Благодаря уникальным функциям, которые решают распространенные проблемы с другими машинами, Fabricator Pro предлагает вам большую ценность и гибкость, чем что-либо другое на рынке.
Важно знать:
Производство и отправка всей машины в нормальных условиях занимает около 21-31 рабочего дня. В периоды занятости это может увеличиться до 31-42 рабочих дней. Вы всегда можете связаться с нами для точной оценки перед покупкой. Мы включаем стандартное количество кабеля двигателя 50 футов. Рекомендуемая длина предназначена для систем, в которых компьютер будет размещен в непосредственной близости от машины. Если вы планируете разместить компьютер дальше от машины, вам потребуется приобрести кабель большей длины. Если вы не уверены, сколько футов кабеля вам нужно, позвоните или напишите нам, и мы поможем вам. Шпинделю потребуется кабель калибра 12/3, 14/3 или 16/3 для подключения инвертора к стене. . Вам также понадобится 4-жильный провод для подключения шпинделя к инвертору, так как 4-й провод необходим для заземления. Важно понимать электрические требования к шпинделю, поэтому мы настоятельно рекомендуем вам проконсультироваться с лицензированным электриком, прежде чем пытаться подключить его.
Задайте вопрос о серии Fabricator Pro — METAL 4×8, 5×10, 6×12 CNC Router:
Ранее отвеченные вопросы:
Нажмите на вопрос, чтобы открыть ответ.
Если вы покупаете машину в собранном виде, портал будет в сборе, а стол — в комплекте.
Щелкните ссылку, чтобы добавить информацию к этому решению: [576] Эта машина поставляется в собранном виде?
инструкции
Это пример резки алюминиевых деталей с помощью Fabricator Pro для клиента, у которого есть предыдущая версия станка Vertical Laser XL. Новый станок Vertical Laser XL теперь имеет очень прочные направляющие и опорный блок для крепления сопла, но у этого клиента была предыдущая версия, и ему требовалось более прочное крепление сопла.
The Fabricator Pro Вырезание пылезащитного башмака для клиента. Режущий материал – прозрачный литой акрил.
Это шестая часть более длинной серии статей о том, как использовать Fusion 360 с точки зрения пользователя Autodesk Inventor.
Правила эксплуатации токарного станка. Типовые отказы
СтанкоМашКомплекс Тверской станкостроительный завод
23 ГОДА
8 (4822) 521-521
Сравнение станков
ничего не выбрано
Существует общий алгоритм работы на токарных станках различной модификации. Соблюдение правил наладки и эксплуатации станочного оборудования гарантирует получение качественного результата механической обработки детали и длительность безотказной работы агрегатов.
Рациональное использование станков предполагает:
Наличие технической документации (паспорта) на токарный станок. В ней содержатся текстовые и графические материалы: принципиальные схемы, описания устройства и правил эксплуатации, дается информация по установке и выверке станка, разработке технологического процесса и управляющих программ токарной обработки.
Сопроводительная документация содержит исполнительные чертежи быстроизнашивающихся деталей токарного агрегата, схемы смазки, кинематические схемы, посадочные и присоединительные базы, рекомендации по устранению мелких сбоев и порядок ремонта.
Обеспечение подходящими материалами и инструментом. Все необходимые компоненты: масла, СОЖ, инструменты, оснастка к токарным станкам и приспособления — должны быть надлежащего качества и регламентированных паспортом марок. Режимы резания должны соответствовать применяемому инструменту, данные указаны в руководстве по эксплуатации и технической литературе.
Своевременное обнаружение и предупреждение неисправностей. Устранение простейших отказов заменой дефектных деталей и инструментов.
Плановое обслуживание оборудования, в том числе ремонтно-техническое. Плановая смазка узлов станка, доливка или полная замена СОЖ, чистка оборудования, регулярная уборка стружки минимизируют количество простоев, сбоев и брака при проведении токарных операций.
Эксплуатационная практика подтверждает резкое возрастание отказов оборудования, снижение его долговечности и рост производственных затрат при обслуживании вне плана.
Контроль работы оборудования (в том числе с ЧПУ). Во избежание отказов оборудования необходимо производить регулярную проверку состояния режущих кромок и задних поверхностей рабочего инструмента для своевременной заточки/замены затупленного. Измерение и осмотр обработанных деталей также дает информацию о состоянии режущих инструментов. Такой метод контроля особенно актуален для станков с ЧПУ и токарных обрабатывающих центров.
В таблице представлены наиболее распространенные сбои в работе токарных станков, а также рекомендации по их устранению:
Типовые сбои в работе токарных станков и методы их устранения
Проблема
Причина
Методы устранения
Конусность поверхности сверх допустимого значения.
Несоосность шпинделя и пиноли задней бабки.
Настройкой совместить указанные оси.
Повышенный износ резца из-за отжима детали и отжима резца в резцедержателе; причиной может служить большой вылет заготовки относительно кулачков патрона.
Поджать заготовку центром задней бабки или применить люнет, использовать проходной упорный резец.
Уменьшить скорость резания и подачу.
Овальность поверхности сверх допустимого значения.
Уточнить исполнительные размеры детали по соответствующему ГОСТу на резьбу.
Неправильный угол резьбового профиля или его перекос.
Неверная заточка профиля резца или его неправильная установка в резцедержателе относительно оси заготовки.
Сменить или переточить резец, при установке сделать выверку его положения относительно оси детали по шаблону. Режущая кромка инструмента должна располагаться на высоте горизонтальной оси детали.
При проверке резьбы не навинчивается проходной калибр.
В момент врезания в заготовку происходит отжим резца.
Уменьшить припуск на первый виток резьбовой спирали.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
▲ Наверх
Правила эксплуатации станков
Эксплуатация станков представляет собой систему мероприятий, включающую транспортирование и монтаж станков, настройку и наладку оборудования, контроль геометрической и технологической точности, уход и обслуживание.
Транспортирование станков необходимо осуществлять строго по инструкции, указанной в руководстве по эксплуатации. Перемещать станки по цеху можно лишь волоком на листе или на специальной тележке. Тяжелые станки для удобства ремонта располагают в зоне действия подъемно-транспортных средств.
Станки нормальной точности, легкие и средние, устанавливают на общее бетонное полотно цеха с тщательной выверкой положения уровнем и регулировкой с помощью клиньев. Надежное крепление осуществляется посредством фундаментных болтов и заливкой основания станка бетоном.
Точные и тяжелые станки устанавливают на индивидуальные фундаменты. Также на индивидуальные виброизолирующие фундаменты ставят станки с большими динамическими нагрузками и повышенной вибрацией при работе, для того чтобы изолировать станок от другого оборудования и воспрепятствовать передаче колебаний через грунт. С той же целью станки устанавливают на виброизолирующие опоры.
Если станки транспортируют в частично разобранном состоянии, то после установки их монтируют. Выполняют заземление, подводят электропитание и, если необходимо, соединяют коммуникации центральной подачи смазывающе-охлаждающей жидкости, стружкоудаления, сети сжатого воздуха.
Наладку и настройку станков производят также в строгом соответствии с руководством по эксплуатации. Наладка—это совокупность операции по подготовке и регулированию станка, включающих настройку кинематических цепей, установку и регулирование приспособлений, инструментов, а также другие работы, необходимые для обработки деталей.
Настройка — это регулирование параметров машины в связи с изменением режима работы в период эксплуатации. Со временем настройка станка частично нарушается, и периодически требуется ее восстановление (подналадка).
На универсальных станках настройку режимов резания производит станочник непосредственно перед или во время обработки, устанавливая рукоятками частоту вращения шпинделя, подачу и глубину резания. На специальных и специализированных станках режимы резания устанавливаются заранее согласно карте наладки путем установки сменных колес в цепях главного движения и подач. Наладку завершают регулировкой инструментов на размер и пробными работами.
Геометрическую точность станков проверяют в соответствии с ГОСТами. Суть проверки заключается в контроле точности и взаимного расположения базовых поверхностей, формы тректории движения исполнительных органов (например, биение шпинделя), в проверке соответствия фактических перемещений исполнительного органа номиналу (например, точность позиционирования, кинематическая ТОЧНОСТЬ). Технологическую точность, которая относится в большей степени к специальным и специализированным станкам и станочным системам, контролируют перед началом эксплуатации оборудования. Для этого на станке обрабатывают партию деталей, измеряют их и с использованием методов математической статистики оценивают рассеяние размеров, вероятность выпадения размеров за пределы заданного допуска и другие показатели технологической точности.
Уход и обслуживание включает чистку и смазывание, осмотр и контроль состояния механизмов и деталей, уход за гидросистемой, системами смазывания и подачи СОЖ, регулировку и устранение мелких неисправностей. При эксплуатации автоматизированных станков применяют смешанную форму обслуживания: наладку производит наладчик, а подналадку — оператор. При этом функции оператора разнообразны: приемка заготовок и их установка, снятие готовых деталей, оперативное управление, периодический контроль деталей, смена или регулирование режущего инструмента, регулирование подачи СОЖ, контроль удаления стружки и др.
Уход за гидросистемой предусматривает контроль температуры масла, которая обычно не должна превышать +50 °С. Первую замену масла в гидросистеме, как правило, производят через 0,5—1 месяца работы, чтобы удалить продукты притирки механизмов. В дальнейшем замену масла производят через 4—6 месяцев. Необходимо систематически контролировать и поддерживать уровень масла, следить за состоянием трубопроводов, чтобы не было утечек и не попал воздух в гидросистему, регулярно проводить чистку фильтров.
Уход за электрооборудованием включает ежемесячную очистку аппаратов от пыли и грязи, подтягивание винтовых соединений, контроль плавности перемещений и надежность возврата подвижных частей электроаппаратов в исходное положение. Периодически смазывают приводы аппаратов тонким слоем смазочного материала, не допуская попадания его на контакты. Раз в полгода меняют полярность рабочих контактов у кнопок и выключателей, работающих в цепях постоянного тока, проверяют состояние контактов. При появлении пригара или капель металла на поверхности контактов их слегка зачищают бархатным надфилем (зачистка абразивными материалами недопустима).
Особенности эксплуатации станков обязательно указывают в инструкциях по использованию. Соблюдение инструкций обеспечит длительную, бесперебойную работу оборудования.
5 основных советов операторам станков
Современные станки мощные и производят детали быстрее, чем когда-либо прежде. И, как и в случае с любым мощным оборудованием, важно применять передовые методы безопасности, чтобы снизить риск получения травм. Короче говоря, бережно относитесь к машине, чтобы избежать потенциальных травм, полученных от движущихся частей, повреждения тканей из-за контакта с холодными или горячими частями машины, потери слуха, повреждения глаз и нагрузок на тело из-за повторяющихся движений, чрезмерного вытягивания или подъема тяжестей. . К счастью, современные станки имеют множество функций безопасности, которые помогают снизить эти опасности. Чтобы обеспечить безопасность при работе на станке, помните следующее:
1. Все операторы станков должны пройти тщательную подготовку перед началом работы на станке. Каждый станок уникален и требует разного обучения для понимания его эксплуатационных характеристик и функций безопасности. Даже новейшие удобные в использовании машинные технологии требуют определенных навыков для успешного программирования и эксплуатации оборудования.
В Mazak мы предлагаем программу прогрессивного обучения, которая сочетает в себе практическое обучение, онлайн-обучение и примеры из реальной жизни, чтобы дать операторам навыки, необходимые им для максимизации инвестиций вашей компании и обеспечения их безопасности во время работы. Эта многоуровневая программа обучения предлагает обучение для клиентов всех уровней квалификации. Чтобы узнать больше о нашем уникальном подходе к обучению, посетите раздел «Прогрессивное обучение» на нашем веб-сайте.
2. Никогда не снимайте ограждения машины и не работайте на машине с открытыми дверцами. Несчастные случаи могут произойти, когда оператор тянется к станку, чтобы удалить застрявшую стружку, или пытается изменить положение режущего инструмента или заготовки. Станки Mazak оснащены защитными ограждениями и дверцами, для снятия которых требуются инструменты, и которые должен снимать только обученный обслуживающий персонал. Эти защитные барьеры предотвращают контакт оператора с движущимися частями станка, а также предотвращают попадание на него мусора и искр, образующихся при обработке.
3. Держите оборудование в хорошем состоянии. В Mazak мы предоставляем рекомендуемые графики технического обслуживания для каждой из наших моделей станков. Это регулярное техническое обслуживание предназначено для поддержания максимальной производительности станков с точки зрения производительности и безопасности. Если ваш станок по какой-либо причине нуждается в обслуживании, немедленно свяжитесь с нашим отделом сервисной поддержки.
4. Эргономичные функции снижают риск усталости, дискомфорта и травм. При разработке наших машин важным фактором является эргономика. Вот почему наши машины оснащены большими окнами и удобным легким доступом к загрузке деталей и инструментов, электрической панели и зонам обслуживания. Даже наши ЧПУ MAZATROL Smooth спроектированы таким образом, чтобы программирование наших станков было простым и безопасным. Большой 19-дюймовый дисплей отображает все важные данные о машине на одной странице, а эта панель дисплея наклоняется для обеспечения оптимального позиционирования в зависимости от роста оператора.
5. Всегда носите средства индивидуальной защиты (СИЗ). Несмотря на все достижения в области безопасности современных станков, все операторы должны носить средства индивидуальной защиты. Защитные очки, средства защиты органов слуха и защитная рабочая обувь обеспечивают еще один уровень защиты и помогают снизить риск несчастных случаев.
В Mazak мы считаем, что безопасность на рабочем месте имеет решающее значение, и при правильном обучении операторы станков могут безопасно работать с самыми современными и производительными инструментами на рынке. Для получения дополнительной информации о функциях безопасности на любой из наших машин или многочисленных возможностях обучения, которые мы предлагаем, обратитесь к местному представителю Mazak.
Корпорация Mazak является лидером в разработке и производстве высокопроизводительных станков. Стремясь быть партнером клиентов с инновационными технологиями, завод мирового класса во Флоренции, штат Кентукки, производит более 100 моделей токарных станков, многозадачных станков и вертикальных обрабатывающих центров, включая 5-осевые модели. Постоянные инвестиции в производственные технологии позволяют Kentucky Mazak iSMART Factory™ быть самой передовой и эффективной в отрасли, производя высококачественную и надежную продукцию благодаря своей практике «Производство по требованию».
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Лазерная трубка Reci W2 90-100 Вт
Мощность трубки
90-100 Вт
Длина
1250 мм
Диаметр
80 мм
Рабочий ток
26-29 мА
Срок службы лазерной трубки
10000 ч
Все характеристики
Цена
под заказ
из наличия
36 295 ₽
29 890 ₽
под заказ
30 730 ₽
Описание Reci W2 90-100 Вт
Лазерные трубки китайской компании Beijing Reci Laser Technology Co. , Ltd — RECI благодаря прецизионным технологиям изготовления и сварки составных частей, а также измененному составу газовой смеси, стали востребованными в технологии резки неметаллических материалов с толщиной от 10 до 20 мм.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Reci W2 90-100 Вт
Основные
Длина волны
10.6
Рабочий ток
26-29 мА
Газ
СO2-N2-He
Габариты
Диаметр
80 мм
Длина
1250 мм
Механика
Охлаждение
Водяное
Оптика
Мощность трубки
90-100 Вт
Срок службы лазерной трубки
10000 ч
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Лазерная трубка RECI W2 (90-100 Вт)
Предзаказ
30 900 ₽33 500 ₽
Купить в 1 клик
Коротко о товаре
Номинальная мощность:
90 Вт
Максимальная мощность:
100 Вт
Рабочий ток:
28 мА
Длина:
1250 мм
Диаметр:
80 мм
Заявленный ресурс:
15000 ч
Смотреть все характеристики
Файлы для скачивания
Руководство по эксплуатации трубок RECI серии W
Скачать
Описание
Лазерная трубка RECI W2 является самым популярным СО2 излучателем на рынке. Трубки RECI на протяжении долгого времени сочетают в себе высокие стандарты качества и надежность. Серия трубок RECI W2 – этой третье поколение излучателей RECI, которое имеет ряд улучшений относительно предыдущих серий RECI S2 и RECI V2.
Номинальная мощность лазерных трубок RECI W2 составляет 90 Вт (при силе тока 28 мА). Пиковая мощность может доходить до 100-110 Вт. Однако работать на предельных мощностях мы не рекомендуем, так как в таком случае происходит ускоренная деградация газовой смеси. Для достижения ресурса в 10-15 тыс. часов предполагается использование излучателя на силе тока в 40-60% от максимальной (14-18 мА) с соблюдением иных правил эксплуатации.
Лазерная трубка RECI W2 отлично подойдет и для резки толстых материалов, и для тонкой гравировки. Максимальная толщина шлифованной фанеры для резки составит 12 мм с использованием длиннофокусной линзы.
Для розжига лазерного излучателя RECI W2 (90-100W) можно использовать следующие высоковольтные блоки питания: DY10, DY13, HY-TA100, HY-ESA80, HY-ESA100, HY-Z80, HY-Z100, RECI P12, RECI P14, HY-X100, HY-XA100.
Как и все другие излучатели, трубки RECI у нас проходят строгий контроль качества перед отгрузкой. Каждая лазерная трубка RECI устанавливается на испытательный стенд, где производится тестовая генерация луча и осуществляется контрольный замер реальной мощности.
Для отправки лазерных трубок RECI в регионы мы используем свою специальную амортизирующую упаковку, которая предоставляется покупателю бесплатно. Такая упаковка позволяет на 99% снизить вероятность повреждения излучателя при перевозке.
Серия CF: новая интегрированная карта управления Cloudray, сенсорный экран, подходит для начинающих мастеров-сделай сам. Анодированный алюминий с черной маркировкой; цветная маркировка из титана и нержавеющей стали)
Серия QS: импульсный лазер с модуляцией добротности (большая энергия одиночного импульса для глубокой маркировки)
Пожалуйста, напишите нам ([email protected]) напрямую, чтобы предложить нам свой рабочий материал и ожидаемый эффект на эти материалы с помощью машин с изображениями или видео.
Да, они разные. Официальный сайт и магазины на торговых площадках (Amazon/Ebay и т.д.) — это разные каналы продаж. Каждый канал продаж работает независимо. Вся информация о продуктах, политиках и дополнительных предложениях, опубликованных на веб-сайте, адаптирована только для заказов на www.cloudraylaser.com и не адаптирована для магазинов на торговых платформах.
1. Различные типы машин и конфигурации. Лазерные станки будут оснащены уникальными конфигурациями (только для станков на сайте www. cloudraylaser.com), отличающимися высокой стабильностью и эффективностью маркировки. Поддержка настройки вашего лазерного станка и обновления решений, если это необходимо.
2. Различное предложение Поскольку для разных конфигураций и политик цены на продукты будут разными. И Мы предлагаем только пожизненную техническую поддержку и параметры маркировки/гравировки, бесплатные материалы для заказов непосредственно на www.cloudraylaser.com, не адаптированные к каким-либо заказам из других каналов продаж.
3. Служба поддержки клиентов Мы можем предложить только послепродажное обслуживание для клиентов, заказавших на www.cloudraylaser.com, не несем ответственности за заказы с торговых платформ, поскольку у нас нет информации о вашем заказе в нашей системе. Пожалуйста, свяжитесь с магазином на платформах, чтобы получить соответствующую поддержку вовремя.
4. Официальные льготы для постоянных клиентов Время от времени мы будем проводить бесплатную пробную кампанию для постоянных клиентов, которые сделали заказ непосредственно на www. cloudraylser.com, а не для клиентов из других каналов продаж. Также мы предлагаем бесплатные подарки для клиентов, которые заказывали во время больших фестивалей.
1. Машина с конфигурацией по умолчанию: Склад в Китае: 7-10 рабочих дней Зарубежный склад: 3-5 рабочих дней
2. Индивидуальная машина (Только поддержка доставки со склада в Китае) Средний период производства : 7-10 рабочих дней Доставка: 7-10 рабочих дней (Уведомление: таможенные проверки вызовут задержки в логистике на 2-3 дня)
Гарантия на машину 2 года. В общем случае, если он сломается, наш технический специалист выяснит, в чем может быть проблема, согласно отзывам клиентов. Детали, за исключением расходных материалов, будут заменены бесплатно, если проблемы вызваны дефектами качества. Даже если на машину не распространяется гарантия, мы все равно можем предложить техническую помощь, поскольку ваш заказ размещен на www.cloudraylaser.com.
RECI W2 Герметичная лазерная трубка CO2 мощностью 90 Вт
Речи
Артикул:
ЛСР-ДЖЛДХК80ВКО2
$585,00
(4 отзыва)
Речи
Речи W2 90 Вт CO2 герметичная лазерная трубка
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Электронная почта Обязательно
Тема обзора Обязательно
Комментарии Обязательно
Текущий запас:
Распродано
Распродано
Это новейшая лазерная трубка CO2 модели W2 производства RECI, которая является самым известным производителем лазеров в Китае по производству высококачественных лазерных трубок.
Мы работаем напрямую с RECI, чтобы избежать возможности получить низкокачественную или поддельную трубку. Гарантийная замена осуществляется нами по соглашению с RECI. Поэтому ожидается быстрое время оборота.
Зачем покупать лазерные трубки от LightObject?
1) Мы находимся в США (Сакраменто, Калифорния). Никаких проблем с таможней США.
2) Мы предоставляем отличную техническую поддержку. Мы хорошо осведомлены, и мы знаем, что мы продаем. Посетите наш форум поддержки на LightObject.info. Там вы можете задать нам вопросы, подключиться к нашей обширной клиентской сети для получения поддержки, а также посетить наш раздел часто задаваемых вопросов!
3) Быстрое время замены трубки
4) Конкурентоспособные цены, так как мы работаем напрямую с производителями
5) Высокое качество и отличная упаковка
6) Мы проверяем каждую трубку с помощью промышленного измерителя мощности лазера перед отправкой из Калифорнии
Спецификация
Мощность: 90 Вт RECI (100 Вт пиковая)
Напряжение срабатывания: 24 кВ
Рабочее напряжение: 18 кВ
Ток: 26 мА (макс. 28 мА)
Длина: 1230 мм/48,4 дюйма
Диаметр: 80 мм/3,15 дюйма
Охлаждение: водяное охлаждение
Водяное охлаждение: требуется водяной охладитель
Температура воды: 20~25’C (68~77’F).
Гарантия: 15 месяцев
* Требуется подтверждение владения чиллером для охлаждения, в противном случае гарантия аннулируется.
Доставка
Способ доставки по умолчанию — UPS Ground. Пожалуйста, свяжитесь с нами по цене, если требуется более быстрое обслуживание.
Примечание: Стоимость доставки, предоставляемая нашей системой, применяется к 48 континентальным штатам США. Гавайи, Аляска и остальной мир будут иметь разные тарифы на доставку. Свяжитесь с нами, чтобы узнать стоимость доставки, прежде чем размещать заказ.
Вежливое напоминание
Любое повреждение груза; покупатель должен сообщить нам в течение 3 рабочих дней после его получения. Если это не удалось сделать; это приведет к отклонению всех претензий. Клиенты должны подать отчет перевозчику и держать все транспортные материалы под рукой для проверки. Мы не несем ответственности за любые внутренние трещины после получения, любой ущерб, причиненный во время транспортировки, покрывается страховкой. Покупатель несет ответственность за стоимость доставки сменной трубки, если дата заказа превышает 30 дней. Принятие или отказ в гарантии зависит от решения, принятого производителями труб. Lightobject не несет ответственности за отказ ни при каких обстоятельствах.
Отзывы
5
Отличный сервис и упаковка
Опубликовано Джейсоном Келлером 11 февраля 2021 г.
Недавно мы приобрели эту лазерную трубку для замены трубки нашего производства лазеров. Мало того, что эта трубка была дешевле, чем 1/2 цены, она еще и намного более высокого качества! Я позвонил и поговорил с очень хорошим джентльменом о моих потребностях. Он ответил на некоторые вопросы и помог мне подобрать правильную трубку для моей машины. Тюбик был в резерве, но мы собирались в семейный отпуск… так что ожидание нас особо не задело. Как только они получили и протестировали запас, он был отправлен нам быстро. Их упаковка была отличной! Двойная коробка с тоннами защиты. Именно так вы должны отправлять такие предметы! Я смог установить свою трубку… отрегулировать, и теперь мы снова в работе! Большое спасибо! Настоятельно рекомендуется! 7/19/2019
5
Лазерная ванна
Опубликовано Брайаном Робисоном 11 февраля 2021 г.
Light Object проделал большую работу по общению со мной. Новый тюбик появился быстро, отправили в день заказа. Я установил его, прошел выравнивание зеркала и заработал. 5/29/2019
5
Отличная упаковка — быстрая доставка Сервис A+
Опубликовано Джеффом 11 февраля 2021 г.
Я покупал у местного дистрибьютора — я лично чувствовал, что он использует меня. Я решил попробовать Light Object и очень рад, что сделал это. Я получил свою 80-ваттную лампу и чиллер через 3 дня через FedEx. Все установлено и отлично работает. Спасибо за отличные товары и быструю доставку 25.05.2019
Цифровые линейки электронные, оптические линейки для станков, электронная линейка
8-812-309-89-91
Обратный звонок
Ваш регион: Москва
Изменить
Товаров в корзине нет.
Цифровая линейка 0-500х0,01 мм Fervi
Электронно-цифровая линейка горизонтального исполнения 0-500х0,01 мм с установкой нуля в любом положении, абсолютной/относительной системой измерения
Цифровая линейка 0-900х0,01 мм Fervi
Электронно-цифровая линейка горизонтального исполнения 0-900х0,01 мм с установкой нуля в любом положении, абсолютной/относительной системой измерения
Цифровые линейки 150-1000 Vogel
Электронно-цифровые линейки горизонтального и вертикального исполненияот 0-150х0,01 до 0-1000х0,01 мм
Цифровая линейка 0-135х0,01 IP 54 с VGA камерой Vogel
Электронно-цифровая линейка горизонтального исполнения 0-135х0,01 мм с VGA камерой с 10-ти кратным увеличением для точного измерения расстояний и позиционирования
Цифровая линейка 0-480х0,01 IP 54 с VGA камерой Vogel
Электронно-цифровая линейка горизонтального исполнения 0-480х0,01 мм с VGA камерой с 10-ти кратным увеличением для точного измерения расстояний и позиционирования
Линейки 1000-6000 самоклеющиеся для верстаков со шкалой слева направо
Стальная лента сечением 13х0,5 мм, покрытая полиамидом, длиной от 1000 до 6000 мм ( 40 — 240 дюймов)
Считывание показаний в мм слева направо
Линейки 1000-6000 самоклеющиеся для верстаков со шкалой справа налево
Стальная лента сечением 13х0,5 мм, покрытая полиамидом, длиной от 1000 до 6000 мм ( 40 — 240 дюймов) Считывание показаний в мм справа налево
Линейка 300 из твердого алюминия для школ и ручных работ Vogel
Линейка из твердого алюминия сечением 35х1,5 мм с 1 мм шкалой для школ и ручных работ
Линейки 300-1800 из твёрдого алюминия Vogel
Сечение 50х5
Длина от 300 до 1800 мм
Деления травленные
Линейка 600 из твердого алюминия для школ и ручных работ Vogel
Линейка из твердого алюминия сечением 35х1,5 мм с 1 мм шкалой для школ и ручных работ
Линейка 1000 из твердого алюминия для школ и ручных работ Vogel
Линейка из твердого алюминия сечением 35х1,5 мм с 1 мм шкалой для школ и ручных работ
Метр складной алюминиевый
Алюминиевый складной метр, складывающийся на 10 частей
Линейка 2 м складная деревянная Vogel
Складная деревянная длиной 2000 мм из 10 частей сечением 3,2х16 мм
Линейки и Цифровые линейки, линейка для станка Электронная линейка для станка может быть в вертикальном или горизонтальном исполнении. Она подбирается в зависимости от особенностей конструкции станка. Предложенные модели имеют возможность вывода данных на специальный регистратор. В зависимости от сложности прибора выдаются значения по оси X или осям X+Y. Оптическая линейка, электронная оптическая линейка для станка.
Выбор региона
Заказ обратного звонка
Ваше имя
Телефон
Спасибо за ваше обращение! Наш оператор свяжется с вами в течение 5 минут.
Ok
Заявка на покупку товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами
Ваше имя
Я представитель юридического лица
Спасибо за ваше обращение! Наш оператор в скором времени свяжется с вами.
Ok
устройство, принцип действия, сравнительные технические характеристики оптических и магнитных линеек, советы и рекомендации по выбору.
Устройство цифровой индикации SDS6-2V на 2 оси
Точность обработки деталей на металлорежущем оборудовании отслеживается с помощью оптоэлектронных датчиков оптической линейки, установленной на станине станка. Аналоговый сигнал с датчика поступает на устройство цифровой индикации (УЦИ), преобразуется в цифровой и визуализируется в виде числовых значений перемещения инструмента или детали по осям подач.
Устройство оптической линейки достаточно простое, но надежное, обеспечивающее высокую точность (до долей мкм) измерений. Ее основные элементы: прозрачная линейка с нанесенной микроскопической штриховкой и оптическая считывающая головка, перемещающаяся вдоль линейки. Считыватель при своем движении реагирует на череду рисок и промежутков, аналоговый сигнал по кабелю передается к устройству цифровой индикации. УЦИ преобразует количество пройденных линий в цифровую информацию и выводит на свой дисплей. Линейка имеет от одной до нескольких референтных точек для установки начала отсчета перемещения (нуля координат).
Оптические измерители (линейки) широко применяются как в новом оборудовании, так и при переоснащении и модернизации старого станочного парка. Экономический эффект при применении линейных оптических датчиков напрямую связан с повышением производительности металлообработки и упрощением работы оператора.
Все устройства цифровой индикации (УЦИ) в продаже от компании «Станкомашкомплекс» можно посмотреть по ссылке — /katalog-stankov/tokarnye/misc/.
Основные параметры оптической линейки
Рабочая длина.
Точность.
Тип сигнала.
Дискретность измерения.
Оптическая линейка KA600
Рабочая длина
Длина оптической линейки должна быть больше, чем паспортный ход станка. Учитывать следует не величину хода, а расстояние между жесткими упорами по измеряемой оси. Это предохранит выход из строя считывающего датчика (головки) по вине оператора либо при неисправности концевых выключателей оборудования. Рекомендуется рабочую длину электронно-цифровой линейки исходя из максимальной величины перемещения по оси +100 мм
Чем больше измеряемая длина — тем больше сечение и размер считывающей головки. Необходимо обеспечить минимальные деформации установленного внутрь корпуса измерительного стекла. Верно и обратное утверждение — чем меньше измеряемый ход оси — тем миниатюрнее может быть оптическая линейка и считывающая головка
Точность
Не стоит приобретать линейку, ориентируясь на ее высокий класс точности (доли микрон). Чем выше разрешение измерений, тем больше цена измерителя. Оптическая линейка не повысит точность станка, эта техническая характеристика зависит от паспортной точности и фактического состояния механики и люфтов опорных поверхностей. Внешние факторы тоже немаловажны: уровень вибрации при работе оборудования, температура и т. п. Без устранения всех негативных условий, без модернизации и соблюдения правил нормальной эксплуатации станков добиться даже паспортных показателей невозможно. И прецизионная измерительная система в виде оптической линейки высокого класса точности в этом случае не поможет.
Тип сигнала
Повышенная скорость передаваемого сигнала обеспечивается TTL логикой (тип сигнала — прямоугольные импульсы фаз A, B, Z с амплитудой 5В). Дискретность импульсов в несколько микрон (от 0,5 до 5) минимизирует погрешность измерения.
Возможно использование считывающей головки с RS-422 сигналом (присутствуют также фазы /А, /B, /Z).
Дискретность измерения
Величина чувствительности оптической линейки. Например обозначение дискретности 5 мкм обозначает, что электронная линейка передаст сигнал в УЦИ или ЧПУ (1 импульс фаз A или B) при перемещении равном или большем 5 мкм. Внутри этой зоны отследить положение оси затруднительно. Уменьшение дискретности измерения (повышение точности или сужение зоны нечувствительности) требует увеличения точности изготовления стекла и нанесения рисок, что приводит к увеличению стоимости. Большое количество импульсов в итоге может стать также ограничителем максимальной скорости перемещения по оси, т.е. принимающее сигналы устройство может воспринять не все импульсы, и позиция будет потеряна
Если сравнивать оптические и магнитные измерители (и те и другие применяются сегодня довольно активно), то у последних отсутствует нормирование класса точности показаний, как правило, измерительная погрешность магнитных линеек лежит в пределах от ±20 до ±40 мкм на метр.
Что выбрать: магнитную или оптическую линейку
При необходимой высокой точности (до 2-3 микрон на каждый метр перемещений) на металлорежущем оборудовании практически любого типа применяют оптоэлектронные измерители (линейки). Ориентируясь на финансовую выгоду, оборудование часто оснащают магнитными линейками, имеющими более низкую точность измерения. Но цена магнитного измерителя начинает выигрывать у стоимости оптической линейки только у моделей с рабочей длиной от полуметра.
Магнитные линейки:
Используют преимущественно на шлифовальных и расточных станках, экономически целесообразно применение при измерении длин от 3м
Не применяют на станках с погрешностью менее 10 мкм/м. Токарное, фрезерное, шлифовальное и другие типы металлорежущего оборудования в этом случае оснащают оптическими датчиками.
Магнитная линейка KA800M
KA-800 — серия линеек с магнитной лентой. Применяется на станках с перемещением узлов больше 3 метров. Система индикации SDS6 может одновременно работать как с оптическими так и с магнитными линейками
Оптические линейки
Серия КА оптических линеек от Guangzhou Lokshun CNC Equipment ltd учитывает практически все запросы как производителей металлорежущего оборудования, так и конечных потребителей. Серия отличается высокой дискретностью измерения (сигнал передается через каждые 1 или 5 мкм перемещения в зависимости от дискретности линейки), что сводит к минимуму позиционную ошибку. Оптические линейки снабжены корпусами, защищающими рабочие поверхности от металлической стружки, шлама, СОЖ.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Digital Ruler — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Цифровые линейки
— Magnescale®
Цифровые измерительные системы с магнитной лентой компании Magnescale (ранее SONY Precision Technology) состоят из линейного магнитного материала и считывающей головки, которая бесконтактно перемещается по магнитной ленте. Этот принцип измерения не изнашивается, очень надежен и обеспечивает высочайшее разрешение до 0,2 микрона.
Дополнительная информация доступна в разделе сервис/Magnescaleservice.
PL20C — Magnescale®
Цифровая линейка
СЛ110, СЛ130
Диапазоны
Профиль 200 — 2000 мм, лента 200 — 30000 мм
Линейность макс.
10 мкм
Скорость смещения
300 м/мин
Выход
Линейный драйвер TTL (RS422), A/A*, B/B*
Номинальное напряжение
+5 В пост. тока ±5 %
Класс защиты
IP65
Подключение к
Дисплей, интерполятор
Скачать
Технический паспорт
CAD-данные (по запросу)
PL81, PL82 — Magnescale®
Цифровая линейка
СЛ110, СЛ130
Диапазоны
Профиль 200 — 2000 мм, лента 200 — 30000 мм
Линейность макс.
10, 20, 25, 50, 100 мкм, регулируемый
Скорость смещения
300 м/мин
Выход
Линейный драйвер TTL (RS422), открытый коллектор HTL
Номинальное напряжение
+5 В пост. тока ±5 %, 10…30 В пост. тока
Класс защиты
IP67
Подключение к
Счетчик
Скачать
Технический паспорт
CAD-данные (по запросу)
МБ-ЛК, МБ-ЛКМ®
Цифровая линейка
МБ-ХХХ-2-СТ
Диапазоны
200 мм — 50 м
Линейность макс.
5 мкм
Скорость смещения
120 м/мин
Выход
Линейный драйвер TTL (RS422), A/A*, B/B*, Z
Номинальное напряжение
+5 В пост. тока ±5 %
Класс защиты
IP67
Референц-точка
да
Подключение к
Дисплей, Счетчик
Скачать
Технический паспорт
CAD-файл
mb-serie.zip
PL60 с интерполятором MJ100/110 — Magnescale®
Цифровая линейка
СЛ331
Диапазоны
200 — 8000 мм
Линейность макс.
5, 10 мкм, регулируемый
Скорость смещения
250 м/мин
Выход
Линейный драйвер TTL (RS422), HTL, A/A*, B/B*
Блок питания
+5 В пост. тока ±5 %
Класс защиты
IP65
Референц-точка
опционально с внешним SETP16
Подключение к
Скачать
Технический паспорт
CAD-данные (по запросу)
PL101 — Magnescale®
Цифровая линейка
Серия SL700
Диапазоны
50 мм — 100 м
Линейность макс.
0,2 мкм
Скорость смещения
6,4 м/с, 24 м/с
Выход
1 Vss, Sin, Cos, линейный драйвер TTL (RS422), A/A*, B/B*, Z
Описание функций и назначения основных узлов токарного токарно фрезерного центра. Референция в Спб
Токарные обрабатывающие центры заняли прочное место на современном металлообрабатывающем производстве. Сегодня на практике доказана экономическая целесообразность их использования при обработке деталей сложной конструкции с высокой точностью и заготовок серийными партиями. Работа на многофункциональных токарно-фрезерных центрах требует меньшего количества операций перестановки заготовки, соответственно менее сложной оснастки, меньше ручных настроек, меньше обслуживания благодаря высокой степени автоматизации и технологической оснащенности.
Отличия от классического токарного с ЧПУ
(может быть 1 пункт или сразу несколько)
— наличие управляемого поворота патрона
— гидравлический патрон и пиноль, стружкосборник и телескопическая защита направляющих в базовом оснащении
— наличие приводного инструмента – через осевой или радиальный блок возможно выполнение операций фрезерования
— наличие противошпинделя, гидравлического люнета и прочих опций, реализация которых на станке с прямой станине невозможна или сильно затруднительна
В связи с особенностями эксплуатации, к токарным обрабатывающим центрам предъявляется ряд специфических требований, несоблюдение которых значительно снижает их эффективность. Точность. Вся конструкция станка и каждый узел в отдельности должны иметь повышенную размерную точность. Погрешности базирования и закрепления, возникающие при установке заготовок в приспособлениях, должны быть сведены к минимуму. Жесткость. Для возможности использования полной мощности станка на черновых операциях узлы станка должны иметь повышенную жесткость. В то же время, их конструкция должна обеспечить получение высокой точности на чистовых операциях. Обеспечение свободного доступа инструмента к заготовке. Токарные обрабатывающие центры обеспечивают возможность обработки до 4-5 поверхностей с одной установки заготовки. Для этой цели узлы станка должны обеспечивать возможность подхода инструмента ко всем обрабатываемым поверхностям. Автоматизация операций закрепления, совмещение зажима – разжима заготовки с обработкой. Одним из путей для существенного сокращения времени простоев токарных центров является уменьшение времени зажима-разжима заготовок. Возможность обработки максимального числа поверхностей заготовки с одной ее установки резко увеличивает цикл обработки заготовки на одном станке. Многофункциональность. Универсальность, переналаживаемость приспособлений. Станки с ЧПУ, в отличие от станков-автоматов, обладают высокой гибкостью, так как переналадка их может заключаться лишь в смене УП и переналадку оснастки – приспособлений и инструмента. Поэтому, для сокращения простоя станков приспособления должны обеспечивать возможность их быстрой переналадки или смены.
На примере токарного обрабатывающего центра собственного производства ТС1720Ф4 рассмотрим особенности конструкции узлов станка и конструкции в целом.
1 Станина
2 Салазки
3 Суппорт
4 Передняя бабка
5 Задняя бабка
6 Шпиндель
7 Привод продольной подачи
8 Привод поперечной подачи
9 Бак СОЖ
10 Транспортёр для удаления стружки
11 Кабинет
12 Шкаф с электроаппаратурой
13 Головка револьверная 12-ти позиционная с приводным инструментом
14 Пульт управления с системой ЧПУ
15 Система централизованной импульсной смазки
16 Система подачи и сбора СОЖ
17 Гидравлическая система
18 Тележка для стружки
Жесткость ТС1720Ф4 и точность обработки обеспечивается продуманной конструкцией и качеством изготовления узлов станка. Станина, отлитая из высокопрочного чугуна с высокими показателями демпфирования вибрации, задает общую жесткость конструкции. Угол ее наклона в 300 позволяет эффективно использовать пространство рабочей зоны: разместить револьверную голову большей емкости, увеличить диаметр обрабатываемой заготовки, обеспечить свободное стружкоотведение и доступ к инструменту и заготовке. Точность изготовления детали напрямую зависит от перемещения подвижных узлов станка. В токарно-фрезерном центре ТС1720Ф4 применены высокоскоростные направляющие качения повышенной жесткости и ШВП от ведущего мирового производителя HIWIN. Направляющие данного типа за счет применения роликов обеспечивают минимальное сопротивление движению исполнительного механизма, достигая максимальной скорости перемещения 20000 мм/мин, в то время как шарико-винтовые пары, благодаря применению гаек с предварительным натягом и большему диаметру ходового винта, отличаются высокими точностью останова, износостойкостью и жесткостью.
Одним из наиболее важных и ответственных узлов является шпиндель. В ТС1720Ф4 конструктивно шпиндель выполнен по картриджному типу. То есть, он собран и преднастроен в особых («чистых») заводских условиях, имеет минимальное радиальное биение и осевой люфт, устанавливается в сборе и требует минимального технического обслуживания. В сочетании с трехкулачковым гидравлическим патроном (или цанговым патроном) и барфидером (податчиком прутка) максимально сокращает потери времени при подаче и закреплении заготовки.
Значительная часть (70-75 %) обрабатываемых на токарных станках видов деталей (фланцы, валы, стаканы) требуют отличных от токарных методов обработки, к которым относятся сверление, резьбонарезание метчиком, фрезерование боковых поверхностей и канавок. Практическая реализация данной задачи привела к созданию управляемого ЧПУ привода шпинделя и револьверной головки с приводными позициями.
В нашем токарном центре непосредственно на шпинделе устанавливается датчик контроля позиции. Во время работы он с дискретностью 0,001о определяет угол поворота детали и скорость вращения. В сочетании с эффективным гидравлическим тормозом шпинделя он позволяет выполнять обработку по оси С. Контролируемая комбинация перемещений по осям Х и С, при применении приводного инструмента, позволяют выполнять высококачественную контурную фрезерную обработку.
Инструментальный магазин – револьверная головка – является еще одним рабочим органом станка, к которому предъявляются повышенные требования к прочности, жесткости и точности позиционирования, так как она воспринимает силы резания. Инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Время смены инструмента должно быть минимальным. Замена инструмента должна осуществляться удобно и легко.
ТС1720Ф4 оснащен 12-ти позиционной револьверной головкой с возможностью применения приводного инструмента в радиальном и аксиальном направлении. Система крепления инструментальных блоков – VDI30. Она отвечает требованиям быстрой смены инструмента и надежного крепления. Индексация револьверной головки по кратчайшему пути и гидравлический привод зажима максимально сокращают время смены инструмента в процессе работы.
При фрезеровании и нарезании резьбы гребенкой, при точении многогранников или фрезеровании винтовых канавок применяется синхронизация вращения инструмента и заготовки. Также следует отметить, что для автоматизированной непрерывной работы токарного центра целесообразна установка систем управления и контроля ресурса режущего инструмента, позволяющая автоматически, например, перед обработкой следующей детали, не дожидаясь критического износа инструмента, заменять его дубликатом из другой позиции револьверной головки и контроля точности полученной заготовки. Для ТС1720Ф4 данные системы устанавливаются опционально, но позволяют максимально эффективно снизить трудозатраты производственного процесса, исключить брак и снизить себестоимость продукции.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
основные узлы токарного, из чего состоит, состав строения конструкции и принцип работы
Главные требования, которые предъявляются к современному металлорежущему оборудованию, — скорость запуска в производство, точность изготовления и быстрое переключение на выпуск других видов изделий. Этими качествами обладает токарный станок с ЧПУ.
Области использования станков с ЧПУ
Современные станки с ЧПУ — отдельный вид промышленного оборудования. Области их использования в производстве постоянно расширяются. Так, станки используют:
в металлообрабатывающей промышленности для фрезерной обработки и фрезеровки деталей;
в области электроники для производства корпусов и лицевых панелей приборов;
в модельном производстве для изготовления литьевых моделей и прототипов изделий;
в мебельном производстве при изготовлении простых и сложных фасадов;
в области рекламы для раскройки листовых пластиков, композитов и других материалов.
Устройство станков с ЧПУ: основные узлы и механизмы
Станки с ЧПУ включают в себя узлы, в задачу которых входит выполнение возложенных на них определенных функций.
Среди главных узлов металлообрабатывающего оборудования с ЧПУ выделяют:
Основание. Представляет собой прямоугольник, который вместе со станиной обеспечивает устойчивость изделия.
Станина. Главная деталь устройства. Она соединяет между собой все узлы и механизмы.
Бабка шпиндельная. В ней расположен шпиндельный подшипниковый узел, закрепляющий и вращающий поставленную заготовку.
Головка автомат. С ее помощью можно установить режущие элементы в рабочее положение.
Приводы подач. Превращают движения ротора в линейное положение узлов при помощи шарико-винтовых пар.
Датчик нарезания металла. Он устанавливается на шпиндельной бабке.
Система управления. В станок встроено несколько панелей для контроля работы и контроля процесса производства деталей.
Справка. Если знать всю конструкцию устройства с ЧПУ и его узлов, то можно быстро включиться в работу, а в случае чего устранить неполадки или объяснить мастеру проблему.
Узлы токарного станка с ЧПУ
Устройства с ЧПУ бывают:
токарными;
фрезерными;
шлифовальными;
электроэрозионными;
многоцелевыми.
Устройства для первых трех видов работ — усовершенствованные модели. Первые обрабатывают изделия в телах вращений, вторые сверлят канавки и сквозные отверстия в изделиях, третьи обрабатывают поверхность изделий, делая их гладкими.
Справка. ЧПУ делает работу станков быстрой и точной. Оно позволяет быстро обработать сложные детали, почти не оставляя возможностей для брака.
Многоцелевое оборудование совмещает в себе шлифовальные, токарные и фрезерные составляющие. Станки способны осуществить все виды резания и обтачивания изделий.
Электроэрозионные устройства отличаются сложной конструкцией. На них осуществляется обработка изделий при помощи электроэрозии благодаря перемещению электрода в жидкой среде. Оборудование применяется в том случае, если невозможно достичь желаемого эффекта с помощью токарной или фрезерной обработки.
Как работает станок с ЧПУ: алгоритм и описание
Управление устройством с ЧПУ осуществляется оператором, который на панели управления задает алгоритм работы, который в свою очередь реализует заданные действия для обработки изделий.
За счет программного управления происходит полная автоматизация процесса производства. Достаточно задать необходимую программу обработки, поставить заготовку и включить программу, чтобы в результате получить партию одинаковых по размеру и качеству изделий. Контроллеры программы могут решать поставленные логические задачи и осуществлять вычисления на встроенном экране или с помощью визуального сигнала.
Чтобы предотвратить повреждения главных узлов станков, в них предусмотрена система защиты, оповещающая о неполадках и не допускающая запуска неверных режимов обработки деталей.
Принцип работы станка ЧПУ по металлу
Справка. Оборудование с ЧПУ способно разрезать металл, толщина которого не превышает двух сантиметров.
Работа таких станков основана на действии электрической дуги, формирующейся между соплом устройства и электродом. Постоянная дуга образуется при помощи быстрой подачи раскаленного металла, который расплавляет металл по определенной траектории. Максимальная температура плавления равна +30 000 градусов.
Для формирования плазмы применяются активные газы. При этом для обработки материалов используют кислород, а цветные металлы нарезают азотом, аргоном или водородом. Кислород, используемый для разрезания стали и мягких металлов, минимизирует расход материала и в итоге получается ровная кромка.
Принцип работы наладчика и оператора
Чтобы станок с ЧПУ работал правильно, его обслуживают опытные специалисты. Работу станка контролируют наладчик и оператор.
Наладчик:
подбирает режущий инструмент и проверяет его целостность;
подбирает заданные параметры;
устанавливает режущий инструмент и проверяет прочность его закрепления;
устанавливает переключатель в режим «От станка»;
проверяет работу оборудования на холостом ходу;
проверяет грамотность заданной программы для пульта и станка с ЧПУ;
крепит заготовки в патрон и устанавливает переключатель в режим «По программе»;
обрабатывает заготовки;
замеряет готовые изделия и вносит поправки;
обрабатывает изделия в режиме «По программе» еще один раз;
замеряет;
переводит переключатель в режим «Автомат».
По завершении процесса наладки к работе приступает оператор, который осуществляет следующее:
меняет масло;
очищает рабочую зону;
смазывает патроны;
проверяет станок на гидравлику и пневматику;
проверяет заданные параметры.
Оборудование ЧПУ изменило внешний вид производственного цеха. Оно управляет разными видами станков, которые ускоряют работу человека. Почти каждая организация, занимающаяся механической обработкой деталей, обладает компьютеризированной системой, но ЧПУ полностью не способно заменить шлифовку и литье — эти способы дополняют друг друга, что дает производствам новые возможности для повышения качества изделий.
06 сентября 2020
6289
Получите консультацию специалиста
Каковы основные части токарного станка?
Что такое части токарного станка ?
Возможно, ваш руководитель вышел на пенсию, или вы новичок в этой области, или перешли в цех с другой должности в организации.
Какой бы ни была ваша ситуация, в этом посте подробно описаны основные компоненты токарного станка .
Подробнее
Токарный станок — широко распространенный инструмент, используемый во многих отраслях промышленности. Он используется для придания формы и формы различным материалам. Токарный станок состоит из множества различных частей, и каждая из них служит важной цели. В этом сообщении блога мы обсудим основные части токарного станка и то, что они делают.
Основные части токарного станка
Основные части токарного станка включают: станину , переднюю бабку , каретку и заднюю бабку . В зависимости от модели и года изготовления вашего токарного станка LeBlond он может иметь приподнятую головку или съемные направляющие.
Передняя бабка состоит из нескольких движущихся частей, таких как рычаги, шестерни, подшипники и валы. Эти детали приводятся в движение главным двигателем, и их конфигурация определяет скорость вращения шпинделя.
Каретка состоит из фартука, седел, поперечных салазок и составной опоры. Вся сборка перемещается в продольном направлении (ось Z) вдоль станины, в то время как только поперечные салазки перемещаются по оси X. Составная опора поворачивается, позволяя оператору устанавливать угол резания, необходимый для их применения.
Задняя бабка обеспечивает дополнительную поддержку, когда это необходимо, и позволяет оператору выполнять такие задачи, как сверление и развертывание.
Преимущества деталей токарного станка
Теперь, когда мы знаем немного больше о каждой отдельной детали, давайте рассмотрим некоторые из их преимуществ:
Станина токарного станка должна быть прочной и устойчивой для достижения наилучшей точности резки. .
Передняя бабка имеет несколько скоростей, поэтому вы можете настроить свой проект в зависимости от используемого материала
Каретка легко перемещается вдоль станины для плавного движения
Задняя бабка обеспечивает стабильность и поддержку заготовки
Передняя бабка имеет жизненно важное значение
Передняя бабка является наиболее важной частью токарного станка, поэтому важно, чтобы компоненты внутри были хорошо смазаны. Если подшипники изношены или загрязнены, они могут повредить шпиндель. Это может привести к дальнейшему повреждению других компонентов и повлиять на производительность вашего токарного станка.
Детали передней бабки доступны для более старых машин, но лучше избегать ненужного износа этих деталей, если это возможно. Вместо этого старайтесь регулярно обслуживать свою машину, чтобы вам не приходилось преждевременно заменять какие-либо детали.
Свяжитесь с LeBlond для получения запасных частей для токарных станков
Если вам необходимо заменить какую-либо деталь на более старой машине, убедитесь, что вы получили совместимую замену от поставщика OEM/OEM с хорошей репутацией. Покупка дешевых подделок из неизвестного источника потенциально может привести к катастрофе, поэтому всегда лучше проявлять осторожность и покупать детали, соответствующие оригинальным спецификациям производителя.
Когда дело доходит до устаревших токарных станков, таких как LeBlond Regal, замена различных деталей и соблюдение графика технического обслуживания могут обеспечить бесперебойную работу станка на долгие годы.
Если вам нужны детали для токарного станка LeBlond или Standard Modern, нажмите кнопку ниже или позвоните нам по телефону +1 (888) 532-5663 (с понедельника по пятницу с 8:00 до 17:00 по восточноевропейскому времени).
Мы с нетерпением ждем вашего ответа!
Получить Запчасти RFQ
23 Различные части токарного станка и их функции
Сегодня мы собираемся обсудить различные детали токарного станка , которые полезны для выполнения операций на токарном станке.
Токарные станки более универсальны, чем все остальные станки.
Он в основном используется для обработки круглых поверхностей, таких как цилиндрические или конические, но его также можно использовать для изготовления плоских поверхностей, сверления отверстий, обработки пазов и многих других видов работ.
Но в настоящее время токарный станок с ЧПУ наиболее широко используется в промышленности, потому что этот тип токарного станка является полностью автоматическим.
Итак, не теряя времени, приступим.
Детали токарного станка
В токарном станке используются следующие детали:
Bed
Guideways
Headstock
Spindle
Carriage
Saddle
Cross slide
Compound Rest
Compound slide
Tool Post
Apron
Tailstock
Chuck
Face Плита
Центр
Вал подачи
Ходовой винт
Ноги
Поддон для стружки
Маховик
Регулятор скорости
Bull Gear
Втулка
Покажите на рисунке различные части токарного станка, подробно описанные ниже.
Детали токарного станка
Станина
Станина является основным корпусом станка.
К нему крепятся болтами все основные компоненты.
Обычно изготавливается из чугуна из-за его высокой прочности на сжатие.
Изготавливается методом литья и крепится болтами к полу.
Его верхняя часть состоит из направляющих станины или V-образных направляющих, которые прецизионно обработаны и используются для направления и выравнивания других частей токарного станка.
Направляющие
Направляющие обеспечивают движение задней бабки и каретки на станине.
Передняя бабка
Передняя бабка — это основные части корпуса, которые размещаются с левой стороны кровати.
Служит держателем зубчатых цепей, шпинделей, приводных шкивов и т. д.
Механизм передней бабки приводится в действие электродвигателем, который вращает шпиндель.
Также изготовлен из чугуна.
Шпиндель
Основная часть токарного станка, удерживающая и вращающая патрон.
Изготавливается из качественной легированной стали с термообработкой.
Резьба, конусы и т. д. выполнены на одном конце шпинделя, к которому можно прикрепить удерживающие устройства.
Каретка
Расположена между передней и задней бабками.
Используется для удержания и перемещения стойки инструмента вдоль станины к передней бабке или от нее.
Скользит по направляющим.
Также изготовлен из чугуна.
Он имеет шесть основных деталей:
Седло
Cross Slide
Соединенные отдыха
Составной слайд
поддерживает поперечное скольжение, которое обеспечивает движение резцедержателя.
Поперечные салазки
Поперечные салазки — это часть каретки, позволяющая перемещать резцедержатель под прямым углом к направляющим станины во время обработки.
Поперечные салазки перемещаются винтом подачи.
Составной упор
Составной упор — это деталь, соединяющая поперечный суппорт и составной суппорт.
Составной упор устанавливается поверх поперечного салазка.
Он имеет круглое основание, на котором сделаны градусные деления.
Питание не подается, но управляется вручную.
Определённую глубину резания можно установить вращением винта подачи составного упора.
После установки в соответствии с требованиями составной ползун прочно фиксируется на основании.
Составная направляющая
Составная направляющая крепится к составной опоре с помощью соединения типа «ласточкин хвост».
Составные суппорты используются для резки углов или конусов, которые невозможно обрезать вращением передней бабки.
Резцедержатель
Он крепится болтами к каретке в верхней части составного суппорта.
Используется для жесткого удержания инструментов в правильном положении.
Фартук
Фартук находится на тележке.
Состоит из всех управляющих и движущихся механизмов вагона.
Фартук крепится к седлу с помощью механизмов подачи, обеспечивающих автоматическую подачу в каретку.
Маховик фартука можно вращать для перемещения каретки вручную вместе с станиной станка.
Задняя бабка
Задняя бабка представляет собой отливку, расположенную с правой стороны станины.
Его функция заключается в поддержке свободного конца заготовки или работы во время обработки.
Может скользить по направляющим станины и фиксироваться в любом положении.
Задняя бабка предназначена для следующих целей:
Для поддержки свободных концов длинных заготовок при выполнении токарных операций.
Для удержания режущих инструментов, таких как сверлильные патроны, сверла, развертки и т. д.
Точение наружного конуса методом смещения.
Патрон
Это важный инструмент, который используется для удержания и вращения заготовки.
Самый маленький кусок заготовки можно удерживать в патроне.
Планшайба
Планшайба крепится к шпинделю токарного станка и может быть установлена на месте для выполнения токарной операции.
Центр
Центр — это часть токарного станка, которая используется для поддержки длинных заготовок между передней и задней бабками для выполнения токарной операции.
Центр, который входит в шпиндель передней бабки и вращается вместе с заготовкой, называется подвижным центром.
Центр, который используется в шпинделе задней бабки и который не вращается, называется мертвой точкой.
Вал подачи
Изготовлен из высококачественной легированной стали.
Проходит по всей длине станины и устанавливается под ходовым винтом.
Имеет шпоночный паз, из которого можно передавать движения каретке механизма подачи.
При подключении механической подачи она обеспечивает поперечное перемещение инструмента.
Ходовой винт
Используется для нарезания резьбы.
Ходовой винт расположен на нижней стороне станины и используется для автоматического перемещения каретки во время нарезания резьбы.
Изготовлен из сплава хорошего качества и выполнен из трапецеидальной резьбы.
Ноги
Ноги используются для переноски всех нагрузок машины.
Крепятся болтами к полу, что предотвращает вибрацию.
Поддон для чипсов
Поддон для чипсов устанавливается с нижней стороны платформы.
Его основная функция — убирать всю стружку, удаляемую заготовкой.
Маховик
Это колесо, которое приводится в действие вручную для перемещения поперечных салазок, каретки, задней бабки и других частей, содержащих маховик.
Регулятор скорости
Регулятор скорости расположен на передней бабке и управляет скоростью вращения шпинделя.
Bull Gear
Изготовлен из чугуна.
Используется для медленных и быстрых скоростей с помощью заднего штифта выпуклой шестерни и фиксируется «шпонкой» на полом шпинделе.
Втулка
Втулка устанавливается внутри задней бабки, которую можно перемещать вперед и назад для установки или удаления мертвой точки.
Спецификация токарного станка
Размер токарного станка указан в соответствии с:
Высота центров.
Качели
Расстояние между центрами
Длина станины
Максимальный диаметр стержня
Качели на каретке
Итак, здесь мы должны знать о деталях токарного станка .
Надеюсь, вам понравится.
Часто задаваемые вопросы, относящиеся к частям токарного станка
Какая часть токарного станка используется для автоматического перемещения каретки во время нарезания резьбы?
Часть токарного станка, которая используется для автоматического перемещения каретки во время нарезания резьбы, представляет собой ходовой винт.
Какая часть токарного станка имеет силовой механизм?
Подающий стержень — это часть токарного станка, обеспечивающая силовой механизм.
Какая часть токарного станка состоит из следующих частей: поперечных салазок, фартука и резцедержателя?
Каретка — это часть токарного станка, состоящая из седла, поперечного салазка, составного упора, составного салазка, инструментальной стойки и фартука.
Какова функция составного люнета в токарном станке?
Основная функция заключается в обеспечении определенной глубины резания вращением винта подачи составного упора.
Какова функция поперечного суппорта на токарном станке?
Основной функцией поперечного суппорта является резка под углом или конусом, который нельзя обрезать вращением передней бабки.
Как называется часть токарного станка, которая используется для поддержки мертвой части длинного обрабатывающего вала, а также для поддержания осевого выравнивания обрабатывающего вала?
Часть токарного станка, которая используется для поддержки тупика длинного обрабатывающего вала, а также для поддержания осевого выравнивания обрабатывающего вала, называется мертвой точкой.
Какая часть токарного станка изготовлена из Н-образного чугуна на направляющих станины?
Седло — это часть токарного станка, обрабатывающая ч-образный чугун на направляющих станины.
Какова функция седла токарного станка?
Его основная функция заключается в поддержке поперечных салазок, обеспечивающих перемещение резцедержателя.
Фрезерные работы на станках с ЧПУ: быстро, точно и выгодно.
Фрезерование – это одна из важнейших операций, связанных с обработкой металла, применяется во многих областях производственной деятельности. Фрезерные станки нового поколения управляются с помощью числового программного управления (ЧПУ), их возможности увеличились. В статье пойдет речь о фрезерных работах на станках с ЧПУ. В настоящее время они становятся все более востребованными.
Что представляют собой фрезерные работы, в основе которых ЧПУ
Фрезерные работы, выполняемые с помощью ЧПУ – относительно новый способ обработки металла, начало которому было положено при внедрении систем рычагов на обычные фрезерные станки.
По мере развития электроники и ЭВМ, фрезерный станок постепенно был переведен на управление компьютером. Фрезеровщик стал оператором станков с ЧПУ, который управляет станком посредством специально разработанных программ.
Фрезерные работы по металлу, выполненные с помощью ЧПУ, отличаются большей точностью, что сокращает количество брака в изделиях, а также появляется возможность наладки серийного выпуска деталей со сложной геометрией.
Посредством компьютера оператор дает станку задание, в котором прописаны, например, количество оборотов шпинделя и параметры его движения (линейные координаты и глубина фрезеровки).
Новейшие модели фрезерных станков с ЧПУ выполняют 3D-фрезеровку, которая заключается в том, что на изделие воздействуют сразу несколько рабочих органов, причем в разных плоскостях.
Прежде чем приступать к работе, оператор в специальной компьютерной программе строит 3D-модель изделия, которую станок затем изготавливает с максимально возможной точностью.
К работе на фрезерном станке с ЧПУ допускается фрезеровщик с определенной квалификацией.
Спросом пользуется лазерная обработка изделия на станке с ЧПУ, причем такого рода фрезерование осуществляется именно на таком оборудовании.
Станки с ЧПУ стоит недешево, поэтому и работа, выполняемая с их помощью, имеет более высокую цену по сравнению с обычным фрезерным оборудованием. Однако обработка изделия лазером обеспечивает максимальную точность работ при меньших затратах времени.
Лазерные станки с ЧПУ могут не только с высокой точностью фрезеровать материал, но также и вырезать сложные объемные геометрические детали, кроме изделий в форме сфер.
Фрезерование заготовки лазером выполняется одним из следующих способов:
Тепловой лазер выжигает заготовку из подготовленного материала, затем шлифуется кромка.
Шлифовочный лазер снимает с материала слой за слоем, много раз проходя по одному и тому же месту.
После лазерной обработки не остается заусениц на верхнем слое полученной детали, поэтому дальнейшая ее обработка (шлифовка) не требуется.
Читайте также:Методы фрезерования
Для чего нужны фрезерные работы на станках с ЧПУ
Фрезерная обработка металла сейчас очень востребована. Изготовление деталей таким способом может осуществляться сериями и единичными образцами. Такое фрезерование позволяет в короткие сроки выпускать изделия высокого качества.
Обработка металла на фрезерных станках с ЧПУ позволяет обрабатывать большие поверхности, поэтому производимые изделия могут быть любых размеров. Детали, полученные на выходе, будут соответствовать заданным требованиям и ожиданиям.
Станки с ЧПУ используются практически во всех сферах производственной деятельности. Такая обработка позволяет изготавливать самые разные изделия: от простых форм до сложнейших конструкций. Наиболее востребованные фрезерные работы на станках с ЧПУ – это изготовление единичных деталей по индивидуально составленным чертежам.
Фрезерные станки с ЧПУ используются для обработки фасонных и линейных поверхностей, из которых затем собирают металлические корпуса и другие конструкции. Бывают ситуации, когда необходимо изготовить детали нестандартной формы. Подобного рода сложные фрезерные работы лучше доверить профессионалам своего дела.
Фрезерные работы по металлу на станках с ЧПУ отличаются тем, что у используемого инструмента каждый из зубьев находится в работе за один его оборот малое количество времени. И еще, каждый зуб убирает стружку переменной толщины. На производственных предприятиях фрезерные работы на станках с ЧПУ осуществляются следующими способами: по подаче изделия (попутный) или против нее (встречный).
Первым пользуются гораздо чаще, так как встречный способ применяют лишь при отсутствии корки на детали. И еще, второй способ имеет смысл только в случае обработки материала, который склонен к сильному обработочному упрочнению.
В каких сферах деятельности применяются работы на фрезерных станках с ЧПУ
Обработкой металла на фрезерных станках с ЧПУ получают детали, которые находят применение в самых разных областях жизнедеятельности человека.
Можно в качестве примера привести рекламные компании, для которых при помощи таких станков с ЧПУ специально изготавливают объемные буквы, стойки, лайт-боксы, рельефные изображения и пр. Используемое фрезерное оборудование позволяет раскраивать МДФ и фанеру, вырезать разнообразные накладки и узоры.
В отраслях приборостроения и машиностроения фрезерные работы по металлу на станках с ЧПУ используются для производства различных металлических пресс-форм, форм для литья, панелей управления, приборных панелей и штампов.
Для строительной отрасли на таком оборудовании изготавливают кассеты для фасадов, модели будущих зданий, декоры, вентилируемые фасады и пр.
Читайте также:Токарные работы по металлу
Какие преимущества имеют фрезерные работы на станках с ЧПУ
Фрезерные работы на станках с ЧПУ имеют множество плюсов по сравнению с обработкой на обычном фрезерном оборудовании:
Точность выполняемых работ. Фрезерование станками с ЧПУ позволяет изготавливать детали с минимальными допусками, что невозможно получить при управлении оборудованием человека.
Высокая производительность фрезерных работ. Процесс полностью автоматизирован, поэтому человеческий фактор сводится к минимуму, что приводит к значительному увеличению производительности обработки.
Постоянный контроль. В зависимости от применения замкнутого или разомкнутого управления, программа беспрерывно контролирует движения работающих элементов станка или его узлов.
Станки с ЧПУ значительно увеличили возможности фрезерной металлообработки, используемой в промышленности длительное время (около двух веков).
Виды фрезерных работ на станках с ЧПУ
Выделяют следующие виды фрезерных работ на станках с ЧПУ:
1. В зависимости от расположения обрабатываемой детали
горизонтальная;
вертикальная;
под углом.
2. В зависимости от вида используемой фрезы:
Торцевая фрезеровка представляет собой обработку заготовки со значительной площадью поверхности. Этот процесс осуществляется по направлению оси вращения или в плоскости вращения фрезы.
Концевая фрезеровка подразумевает изготовление карманов, пазов, подсечек, окон, колодцев и канавок. Благодаря этому виду работ можно получать углубления любых конфигураций, которые могут выходить на одну или на несколько поверхностей (включая сквозные).
Фасонная фрезеровка – это обработка профилей разного типа в процессе производства изделий сложных форм (шестерней, червяков и т. д.). Для этих работ требуются фасонные фрезы с контуром сечения, повторяющим необходимый профиль.
Периферийная фрезеровка металла требует наличия режущих кромок по окружности фрезы. Она используется для силового фрезерования и нарезки сложных пазов.
Фрезерные работы на станках с ЧПУ осуществляются автоматически. Для каждого случая прописывается программа, информация о которой предварительно фиксируется на одном из носителей. Кроме этого, для деталей создают чертежи (если есть образец детали), что позволяет осуществить фрезеровку с максимально высокой точностью.
Читайте также:Лазерная резка металла
В чем заключается принцип работы фрезерных станков с ЧПУ
Новейший фрезерный станок с ЧПУ – это сложный автоматизированный комплекс, используемый для обработки заготовок из дерева, пластика, металла, камня и других материалов. В его составе как стандартные механизированные узлы, так и электронные элементы, необходимые для автоматического контроля и управления режимами обработки. Используемая электроника работает по алгоритмам ЧПУ и делает работу на оборудовании проще (станок функционирует по предварительно введенной программе, и нет необходимости вмешиваться в процесс оператора).
Механическая часть фрезерного станка с ЧПУ включает в себя станину, рабочий стол с зажимными приспособлениями, подвижной портал со шпинделем, цанговым патроном и цангой для закрепления инструмента, шаговые электродвигатели и большое количество других вспомогательных деталей.
Фреза – это одна из важнейших составляющих станка, она обрабатывает заготовку. Острие фрезы может иметь любой размер и форму, нужно выбирать наиболее подходящую деталь для выполнения поставленной задачи, при этом учитывать материал заготовки. Цилиндрическая часть фрезы («хвостовик») при помощи цанги крепится к цанговому патрону, сцепленному с валом шпинделя. Электромотор шпинделя заставляет фрезу вращаться. При соприкосновении фрезы с обрабатываемой поверхностью снимается слой материала. Шпиндель находится в подвешенном состоянии на подвижном портале. Электромоторы станка по командам контроллера ЧПУ двигают портал по трем координатным осям и устанавливают фрезу над поворотным столом с закрепленной заготовкой. Так происходит фрезерование заготовки для изготовления детали требуемых форм и размеров.
К электронной части станка относятся контроллер ЧПУ, вспомогательные электронные элементы, включая соединения. Для управления системой в комплекте со станком может идти специальный DSP-контроллер, а также может быть предусмотрено подключение к PC.
Электроника станка с ЧПУ управляется собственным программным обеспечением. Его задачей является перекодирование загруженной программы (чертеж-рисунок требуемой детали) и трансляция ее в особые G-коды, представляющие собой электрические команды для двигателей станка. Получается, что алгоритм программе задает файл векторного графического формата (он может быть построенным в AutoCAD, Corel Draw). Сначала записывается файл с программой в оперативную память контроллера, а затем оператор выбирает наиболее подходящий режим работы станка (черновой, чистовой, трехмерный) и частоту оборотов – это зависит от вида материала заготовки.
Фрезерные станки с ЧПУ имеют следующие преимущества:
Выполняют работу быстро и очень точно, у них достаточно высокий запас надежности, они удобны в эксплуатации.
Высокая точность достигается наличием прецизионного автоматизированного управления и специальными конструктивными мероприятиями, направленными на увеличение жесткости системы. Повышение жесткости происходит за счет сокращения длины кинематических цепей и количества механических передач, уменьшения зазоров между деталями, снижения потерь от трения, а также увеличения скорости.
Надежность оборудования и длительная безаварийная работа – это следствие увеличения износостойкости подвижных элементов и снижения потерь тепла и механического трения. Для этого скользящие направляющие делают в виде «твердый материал – мягкий» (например, сталь/чугун по пластику/фторопласту). У сопрягаемых пар качения (в направляющих, подшипниках) потери еще меньше, а долговечность – больше. Рабочими телами могут быть ролики с преднатягом, не допускающие биение и износ.
Как дополнительные системы используются вакуумный стол, улавливатель стружки, охлаждение режущего инструмента, переносной пульт (DSP-контроллер) и множество других, но все они делают управление оборудованием более простым и увеличивают культуру производства.
Оператор фрезерного станка с ЧПУ должен лишь менять и крепить заготовки, устанавливать необходимую фрезу, инсталлировать управляющую программу, активировать процесс и наблюдать за ходом работы оборудования.
До начала работы необходимо проверить функциональность станка с помощью специальной тестирующей программы. Оператор должен проверить, надежно ли установлено крепление заготовки и фрезы, соответствует ли она обрабатываемому материалу.
До запуска серийного цикла необходимо обработать сначала первую заготовку, убедиться в правильности ее размеров и соответствии чертежу.
Читайте также:Технология сварки нержавеющей стали
В какую сумму обойдутся фрезерные работы на станках с ЧПУ на заказ
Стоимость фрезерных работ, выполненных специализированными фирмами, рассчитывается с учетом сложности изделий и затрат времени. Компания, предоставляющая подобного рода услуги, приступает к выполнению заказа после получения чертежей. Сложность эскиза – это основной фактор, от которого зависит цена.
Сумма, которую вам придется отдать за фрезерные работы на станке с ЧПУ, будет также зависеть от конфигурации изделий (габаритов), сложности их форм, размеров и материалов.
На стоимость таких услуг будет влиять не только материал, но и время работы управляющей программы ЧПУ.
Вам необходимо качественное выполнение фрезерных работ? Рекомендуем обратиться в нашу компанию «Треком» в Москве. Кроме того, ООО «Треком» предоставляет такие услуги, как:
Разработка и изготовление средств отображения информации для объектов пассажирского транспорта.
Разработка и изготовление экранирующих конструктивов для электронных устройств, которые необходимо защитить от утечек информации по каналам ПЭМИН.
Разработка и производство корпусов для РЭА.
Также наша компания предлагает металлообработку (пробивку, резку, гибку, сварку, фрезеровку, токарную обработку, покраску), обработку пластиков и композитных материалов, сборку радиоэлектронной аппаратуры.
ООО «Треком» специализируется на проектировании и изготовлении корпусов для РЭА. При изготовлении сопутствующих конструктивов для корпусов используется технология фрезерования на трехкоординатных обрабатывающих центрах HAAS материалов (сталь, алюминий, латунь, пластики) различных марок.
Итак, со своей стороны ООО «Треком» всегда предлагает:
Отработанные технические процессы.
Опытные специалисты используют только высокопрофессиональное оборудование, которое отвечает всем используемым сегодня техническим стандартам. Применение программных средств способствует точности и оперативности исполнения заказов наших клиентов.
Комплексный подход.
Наши специалисты берутся за любые сопроводительные работы: гравировка, дополнительные покрытия, присоединение функциональных элементов (например, выключателей, ножек, ручек и т. д.), упаковка и доставка готовых изделий в зависимости от желания заказчика.
Собственное производство
Производство осуществляется собственными силами без привлечения сторонних исполнителей. Это позволяет держать под контролем весь процесс изготовления изделий. Кроме того, такой подход исключает какие-либо перебои поставок и позволяет добиться максимальной оперативности работы.
Гибкая система оплаты.
Предусмотрен индивидуальный подход к сотрудничеству с постоянными заказчиками. Например, возможно постепенное изготовление большой партии с необходимостью оплаты только того количества изделий, которое требуется заказчику на конкретный период.
Вы можете позвонить нам по телефону: +7(495)642-51-25
Я принимаю политику конфиденциальности
Основные принципы работы фрезерного станка с ЧПУ
Фрезерные станки с числовым программным управлением (ЧПУ) – это оборудование, предназначенное для механической обработки различных листовых материалов при помощи специального инструмента – фрезы. Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
Фрезы — это металлические инструменты различной формы с несколькими режущими зубьями. По форме фрезы бывают:
конические,
цилиндрические,
концевые,
торцевые и других видов.
Материал, из которого изготавливается режущая часть, должен быть намного прочнее обрабатываемого материала, потому для фрез подбираются твердые сплавы быстрорежущей стали, может быть использована также минералокерамика или алмаз. Кроме того фрезы различаются по конструкции и типу зубьев: они могут быть:
цельные (или монолитные, так называемые «пальчиковые фрезы»),
со сварным режущим элементом,
сборным или с напаянным режущим элементом.
Вращаясь с большой скоростью, они обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ.
В зависимости от расположения рабочего инструмента, фрезерование может быть горизонтальным или вертикальным. Большое распространение получили универсальные станки, дающие возможность фрезеровать сложные детали под любым углом, применяя разные фрезы.
Фреза, закрепленная в цанге, является основным элементом, находящимся в непосредственном контакте с обрабатываемым материалом. Цанга с закрепленной в ней фрезой устанавливается в шпиндель, обеспечивающий вращение фрезы. В свою очередь шпиндель с фрезой установлен на подвижной балке — портале, который перемещает шпиндель и фрезу в трех осях координат над обрабатываемым материалом, укрепленном на рабочем столе. Перемещение портала, а также перемещение шпинделя по порталу обеспечивают три микрошаговых двигателя. Портал, станина, двигатели, шпиндель и фреза представляют собой механическую часть фрезерного станка. Каждый двигатель обеспечивает перемещение портала и шпинделя по своей оси по заданной программе.
Управляющие станции фрезерных станков с ЧПУ представляют собой электронную часть оборудования и поставляются вместе со станком. Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw. После установки разработанной программы в ОЗУ станка (оперативное запоминающее устройство или оперативная память), оператор может начать работу, предварительно выбрав нужные режимы и параметры в соответствии с поставленной технологической задачей и обрабатываемым материалом.
Числовое программное управление позволяет автоматизировать сложные технологические процессы по обработке тех или иных материалов. Станок с ЧПУ в процессе работы не требует никаких сложных действий от оператора. Станок работает по программе, заложенной в него до начала процесса обработки. Ввод программы осуществляется оператором с пульта, предназначенного для управления станком в ручном режиме. В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций.
Фрезерные станки с ЧПУ – это высокотехнологичное современное оборудование, способное обеспечить необходимую производительность труда и отменное качество обработки материала. Применение станков с ЧПУ повышает уровень безопасности и культуры производства и не требует от станочника виртуозности и высокого профессионализма.
CNC Machining & Milling Process
Первые фрезерные станки были основаны на практике ротационной подачи. Процесс, который развился в бесчисленных механических мастерских по всему миру, позволил сократить время и энергию, затрачиваемые ранее на ручную заточку, за счет помещения дисковой фрезы с зубьями в переднюю бабку токарного станка.
Примерно 200 лет назад в магазинах американских мастеров появились первые инструменты, предназначенные исключительно для фрезерного станка. С тех пор процесс фрезерования продвинулся до уровня компьютеризированного управления.
Что такое фрезерование с ЧПУ?
Фрезерование с ЧПУ
— это процесс обработки, в котором используются компьютеризированные элементы управления для управления движением и работой многоточечных вращающихся режущих инструментов. Когда инструменты вращаются и перемещаются по поверхности заготовки, они медленно удаляют лишний материал для достижения желаемой формы и размера.
Процесс фрезерования с ЧПУ можно разбить на четыре отдельных этапа:
Дизайн модели CAD: инженеров создают 2D или 3D дизайн нужной детали
Преобразование модели CAD в программу ЧПУ: проект экспортируется в совместимый формат файла и преобразуется в машинные инструкции с помощью программного обеспечения CAM
Настройка фрезерного станка с ЧПУ: оператор станка подготавливает станок и заготовку
Выполнение операции фрезерования: оператор станка запускает программу обработки
Системы, используемые при фрезерных операциях с ЧПУ, известны как фрезерные станки с ЧПУ. Они могут иметь подвижную заготовку и неподвижный вращающийся инструмент, неподвижную заготовку и подвижный вращающийся инструмент или подвижную заготовку и вращающийся инструмент, в зависимости от их конструкции и требований к фрезерованию. Поскольку фрезерование с ЧПУ обычно служит вторичным или чистовым процессом для обработанных компонентов, фрезерные станки можно использовать для создания таких элементов дизайна, как плоские поверхности, контуры, канавки, пазы, выемки, отверстия и карманы.
Фрезерование с ЧПУ
подходит для различных материалов, включая металлы, пластмассы, керамику и другие инженерные материалы, что позволяет производителям легко выбрать материал, который точно соответствует их потребностям. Эта гибкость материала приносит пользу ряду отраслей, включая, помимо прочего, следующие:
Аэрокосмическая и авиационная промышленность
Автомобилестроение
Коммерческий
Электроника
Промышленный и OEM
Техническое обслуживание
Медицинский
Технологии и безопасность
Телекоммуникации
Транспорт
Рабочий процесс станка с ЧПУ
ЧПУ или компьютерное числовое управление размещает инструменты под непосредственным управлением компьютеризированной операционной системы.
Успешная высококачественная фрезеровка — это сочетание трех элементов:
1. Фреза с большим количеством зубьев и идеальной остротой для материала 2. Вращение инструмента с достаточно высокой скоростью для правильной обработки материала 3. Подходящая скорость подачи для продвижения выбранного материала в процессе
ЧПУ позволяет очень точно контролировать эти элементы. Компьютеризированные системы считывают проектную информацию непосредственно с инженерных чертежей или моделей, исключая возможность ошибок между проектированием и производством.
Процесс CNC-фрезерования использует настраиваемые коды программного обеспечения, такие как код NC, G-код и код ISO, которые преобразуются прямо из проектов CAM или CAD проекта. Затем коды переводятся в органы управления станка, которые работают по крайней мере по двум осям (X и Y), в дополнение к шпинделю инструмента, работающему по глубине или оси Z. Некоторые обрабатывающие центры позволяют контролировать до пяти уникальных осей.
Хотите узнать больше о фрезеровании с ЧПУ?
Для получения дополнительной информации о процессах прецизионной обработки свяжитесь со специалистами Ardel сегодня. Вы также можете нажать на одну из информационных ссылок ниже:
Что такое фрезерование с ЧПУ
Фрезерные инструменты с ЧПУ
Горизонтально-фрезерные станки с ЧПУ
Вертикально-фрезерные станки с ЧПУ
Понимание процесса фрезерования с ЧПУ
Опубликовано wpengine | Оставить комментарий
Фрезерование с числовым программным управлением (ЧПУ) произвело революцию в механическом цехе, предоставив возможность массового производства детализированных компонентов быстрее и с большей точностью, чем традиционные методы. После того, как станок с ЧПУ запрограммирован и настроен, операторы могут производить больше деталей на более высоких скоростях с хорошей повторяемостью от детали к детали, что делает процесс идеальным для крупносерийного производства.
Фрезерный станок с ЧПУ сочетает в себе точность компьютеризированного управления для вращения и позиционирования многоточечных режущих инструментов. По мере того, как заготовка проходит через предварительно запрограммированную операцию обработки, инструмент перемещается по трем основным осям, X, Y и Z, чтобы точно срезать материал. Для сложных геометрических форм 5-осевой фрезерный станок с ЧПУ будет перемещаться по трем линейным осям, одновременно перемещаясь по двум осям вращения.
MF Engineering является экспертом в области фрезерной обработки с ЧПУ, а также других услуг по обработке с ЧПУ, и мы можем помочь вам выбрать правильный материал и методы для вашего производственного цикла. В этом сообщении в блоге основное внимание будет уделено возможностям фрезерной обработки с ЧПУ и общим материалам, используемым в этом процессе.
Свяжитесь с нами
Фрезерные услуги с ЧПУ
Методы фрезерования с ЧПУ
Фрезерование с ЧПУ — это субтрактивная форма производства, что означает, что материал удаляется из заготовки для получения окончательной проектной формы. Процесс начинается с чертежа автоматизированного проектирования (САПР) или 3D-модели конечного компонента. Затем эти размерные данные экспортируются на язык, понятный программному обеспечению автоматизированного производства (CAM). Фрезерный станок с ЧПУ считывает сгенерированные инструкции CAM и выполняет ряд точных движений станка по разным траекториям и осям.
Вот наиболее распространенные методы фрезерования с ЧПУ:
Плоское фрезерование . Этот процесс, также известный как фрезерование поверхности, использует режущий инструмент для удаления материала с поверхности заготовки. При плоском фрезеровании ось вращения параллельна заготовке.
Торцевое фрезерование . Торцевое фрезерование использует ось вращения, перпендикулярную поверхности материала. Режущий или шлифовальный инструмент обращен вниз к поверхности заготовки для удаления материала.
Угловое фрезерование . Этот метод фрезерования позиционирует ось вращения режущего инструмента под углом к поверхности заготовки для получения угловых надрезов в соответствии с конструкцией, таких как канавки или ласточкины хвосты.
Фасонное фрезерование . Фасонное фрезерование позволяет выполнять неплоские вырезы, такие как контуры, кривые и радиусы. Каждый тип кривой потребует определенного режущего инструмента для создания точной формы разреза.
Типы фрезерных станков с ЧПУ
Фрезерные станки с ЧПУ очень универсальны и могут использоваться для облегчения различных операций по резке и механической обработке. Однако в целом заготовка остается неподвижной, в то время как режущий инструмент движется и вращается, удаляя материал и реализуя дизайн. Различные фрезерные станки с ЧПУ будут иметь различные конфигурации шпинделя, которые удерживают и перемещают заготовку по-разному.
Горизонтальное фрезерование : Шпиндель с установленным режущим инструментом ориентирован горизонтально, поскольку он давит на заготовку. Горизонтальное фрезерование позволяет выполнять более глубокие и тяжелые резы с использованием более толстых и коротких режущих инструментов.
Вертикальное фрезерование : Вертикально ориентированный шпиндель перемещает вращающийся режущий инструмент вверх и вниз для удаления материала с неподвижной заготовки. Фрезерный станок револьверного типа оснащен шпинделем и столом, которые перемещаются как перпендикулярно, так и параллельно оси.
Многоосевое фрезерование : 4-осевые и 5-осевые фрезерные станки с ЧПУ облегчают высокодетализированные или сложные станочные операции.
Настольный 3D мини фрезерный станок с ЧПУ ST2020DIY (Конструктор для самостоятельной сборки гравера ЧПУ) – ЛТТ-Поволжье
Ключевые преимущества
Управляющая система MACh4
Идеально подходит для обработки пластиков, древесины, композитных материалов
USB интерфейс позволяет легко подключить станок к настольному компьютеру или ноутбуку
Размер рабочего стола – 200х200х70 мм
Назначение
Обрабатываемые материалы
Акриловое стекло, пластики, полистиролы Древесина любых пород; ДСП, ДВП, МДФ, фанера и другие; Композитные материалы;
Механика и кинематика
Станина
Сборная
Количество управляемых осей
3 оси (X-Y-Z)
Максимальный ход по оси Z
мм
70
Зона обработки по оси X
мм
200
Зона обработки по оси Y
мм
200
Тип направляющих оси Z
Цилиндрические направляющие
Тип направляющих по осям X и Y
Цилиндрические направляющие
Тип передачи по оси X
Шарико-винтовая пара (ШВП)
Тип передачи по оси Y
Шарико-винтовая пара (ШВП)
Тип передачи по оси Z
Шарико-винтовая пара (ШВП)
Смазка узлов и направляющих
Шпиндель и инструмент
Количество шпинделей
1
Мощность шпинделя
кВт
0,3
Частота вращения шпинделя
об/мин
0-12000
Охлаждение шпинделя
Воздушное
Способ замены инструмента
Ручная замена
Производитель шпинделя
Страна происхождения шпинделя
Китай
Измерение инструмента
Ручное
Охлаждение инструмента
Тип инструментальной цанги
ER 11
Узел сверления и пиления
Агрегатная оснастка
Система управления и электрика
Система управления
Mach4
Тип электродвигателей перемещения
Шаговые двигатели
Точность обработки
+/- мм
Точность позиционирования
+/- мм
0. 0125
Максимальная скорость рабочего хода
м/мин
3
Максимальная скорость холостого хода
м/мин
4
Позиционирование и крепление заготовки
Рабочий стол
Стол с “Т” пазами
Базирующие упоры
Ось вращения
Система подачи заготовки в зону обработки
Система снятия готовых изделий
Общие характеристики
Суммарная мощность
кВт
Напряжение
В
220
Вес Нетто
кг
12
Производитель / Торговая марка
Страна происхождения
Китай
Габаритные размеры в транспортной упаковке
Общий вес Брутто
кг
13
Количество транспортных мест
шт
Мини фрезерный станок с ЧПУ
Здравствуйте, в этой статье я постараюсь показать подробно сборку этого станка, а также работу в программе по созданию текста и картинки для гравировки.
Кому лень читать, внизу статьи размещены видео от сборки станка до создания проекта для гравировки.
На почте получил вот такой не легенький ящичек)))
Все детали запакованы в пакетики, алюминиевые профиля обмотаны упаковочной стрейч пленкой.
Рассмотрел все детали, посмотрел видеоинструкцию по сборке, так как абсолютно никакого листика по сборке станка в коробке я не обнаружил.
Технические характеристики:
Ход по осям:
Y — 120 vv/
X — 100 мм.
Z — 45 мм.
Точность обработки: 0.1мм
Максимальная скорость перемещения: 600мм/мин
Мощность двигателя шпинделя: 80Wat (24V)
Подходящие фрезы в патрон с хвостовиком: 3.175 мм
Рама: Алюминиевый профиль 2020
Рабочий стол: Алюминиевый профиль 2080 шириной 150мм
ПО: grblcontrol и ARTCAM
Для сборки гравировального станка в комплектации получаем ключи шестигранники, а вот ключей под гайки нет.
Начинаем сборку с основы станка — рамы.
Рама собирается из алюминиевого Т-образного профиля 20 х 20 мм.
Профили рамы соединяются силуминовыми уголками и винтами M4 со специальными гайками.
Снизу рамы прикрутим резиновые ножки.
В этой конструкции станка движется не портал, а рабочий стол, который сейчас начну собирать.
В качестве столика отрезок алюминиевого профиля 180ж80х20 мм.
Креплю основу для установки направляющих оси «Y»
На переднюю пластину ставим фланец с подшипником (внутренний диаметр подшипника 8мм.)
На второй пластине с большим отверстием будет позже установлен шаговый мотор.
В комплектации получаем латунные гайки ( 6 шт. по 2 шт. на одну ось)
По идее, необходимо на одну ось ставить две гайки которые не крутятся относительно друг друга, между гайками пружина в давленом состоянии, такая конструкция позволит уменьшить люфт гайки на резьбе.
Латунная гайка на своем месте (пружину не ставил).
Пора установить рабочий стол на направляющие.
В качестве направляющих использованы металлические отшлифованные трубки на торцах которых нарезана внутри резьба.
Длина направляющей трубки 200 мм. в комплекте их 4 шт. одинакового размера. две штуки на ось «Y», и две «X», а на ось «Z» идут такого же диаметра ну короче по длине.
Крепим направляющие болтиками М4.
При установке стола смотрим чтобы большое отверстие на пластине стола было на той стороне где пластина с таким же отверстием на раме. (фото выше).
Собираем ось «X»
Крепим пластины под самый верх уголков рамы.
Алюминиевую пластину с большим отверстием ставим на леву сторону рамы.
На правую пластину крепим фланец с подшипником.
Собираем ось «Z»
Для сборки пластин берем четыре металлических уголка и восемь болтиков 4х10 и к ним простые гайки под ключ на 6-ть.
Сборка конструкции
Пластина с большим отверстием должна быть с левой стороны.
При сборке каркаса оси «X» смотрим чтобы большое отверстие было с левой стороны, а на правую ставим латунную гайку.
Каркас оси «X» будет ездить по направляющим.
Направляющие такие же, как и на ось «Y».
Сверху на фото показано где должны быть большие отверстия на пластинах каркаса.
Направляющие крепим на болты М4
Снизу каркаса прикручиваем фланец с подшипником, конечно его легче установить было когда каркас был у меня в руках.
Собираю каркас в котором будет закреплен мотор.
Для сборки каркаса необходимые:
— две пластины (они последние что остались)
— латунные стойки 3 шт. длиной 20 мм.
— болты 6 шт. М3.
— латунная гайка.
В качестве шпинделя получаем коллекторный мотор который будет запитан от блока питания 24V. 6А
Мощность двигателя: 80Вт (24V) Характеристики мотора:
Высота мотора: 66,3 мм
Диаметр мотора: 42,3 мм
Диаметр выходного вала: 5 мм
Длина выходного вала: 10 мм
Напряжение: 24 В
Ток: 2,5 A
Скорость: 21000 об / мин
Мотор закрепил на болтики М4. (берем короткие болтики, а то длинные упрутся в якорь мотора)).
Установил рамку с мотором на направляющие.
Практически металл уже собран, будем переходить к электронике.
Каждую ось в движение будет приводить шаговый мотор.
Характеристики шагового мотора:
— модель: 42h57HM-0504A-18
— шаг 0.9 градуса.
— размер: 42 мм * 42 мм * 47 мм (без длины вала)
— вес: 367 г
— осевая длина: 12 мм
— диаметр вала: 5 мм.
В комплекте получаем три алюминиевые сервомуфты для соединения мотора с резьбовым валом.
Муфты компенсируют несоосности, а также нагрузку при кручении (торсионную нагрузку).
Установлен мотор на оси «Y»
Как видно большое отверстие в пластине необходимое для прохождения муфты для увеличения хода по оси.
Установлен мотор на оси «Х»
Чтобы установить мотор на ось «Z» предварительно на мотор накручиваем резьбовые столбики.
Длина резьбового столбика 20 мм.
Электроника
Переходим к установке контроллера и соединению проводов.
— шилд Arduino UNO (синяя плата)
— плата расширения CNC Shield v3.0 с установленными тремя драйверами A4988. (красная плата)
— реле модуль Arduino
— белые пластиковые пластины служат основой для монтажа плат и гнезд.
— в пакете провода для соединения моторов с платой «Arduino»
Плата Arduino UNO которую соединим с второй платой на которой драйвера «CNC Shield».
Иными словами это сердце гравировального станка.
На торце платы гнезда:
— USB гнездо (гнездо как у принтера) для соединения станка с ПК. (кабель для соединения получаем в комплект).
— гнездо для питания платы.
Плата «CNC Shield» с установленными драйверами A4988
Замечу что данный станок не имеет кнопки аварийной остановки (E-STOP) и концевиков, хотя на плате имеются контакты для их подключения.
Так что работы для модернизации есть
Вот хорошо описано схемы подключения плат
Конечно, в этой статье я покажу куда подключать шаговые моторы и где взять сигнал на реле для включения шпинделя, то есть все по-штатному.
Аккуратно соединяем платы между собой.
Получаем вот такой пирог.
Модуль реле Arduino
Плата с реле имеет 3 вывода (стандарта 2.54мм): которые подключим к плате «CNC Shield»
— DC +: «+» питания
— DC -: «-» питания
— IN: вывод входного сигнала
Ну и естественно контакты реле в разрыв которых будет идти плюсовой провод к шпинделю.
Как понятно модуль реле необходим для управления вкл/выкл. шпинделя.
Модуль реле со всех сторон
Монтаж плат на пластиковую основу (полу корпус).
Плату разместил таким образом, чтобы сбоку выходил USB кабель.
Для установки верхней пластиковой пластины поверх плат, использую из комплекта столбики длиной 30 мм.
Провода шаговых двигателей удлиняем при помощи цветных проводов с разъемом на конце, идущих в комплекте
Гнездо подключения мотора оси «Y»
Гнездо подключения мотора оси «X»
Гнездо подключения мотора оси «Z»
Если при в работе станка мотор вращается не в правильную сторону, для этого перевертываем штекер подключения мотора на 90 градусов.
На фото в моем случае все моторы осей правильно вращаются.
На плате «CNC Shield» есть колодка для подключения питания 12-24V. подсоединяем к ней провод и припаиваем к гнезду закрепленному на пластине.
В таком случаи весь мозг станка будет запитан одним блоком питания 12V.
Шпиндель будет подключен вот этим проводом идущим в комплекте, контакты для соединения с мотором обжимаем или припаиваем.
Подключаем питание на шпиндель.
На эту сторону подключаем питание модуля 5V и подаем сигнал управления с платы Arduino
— черный провод минус (-)
— коричневый плюс (+)
Питания для работы модуля реле 5V. берем с платы CNC Shield.
На контакт «IN» модуля реле подсоединяем провод, второй конец провода подключаем на плату CNC Shield к контакту SpnEn/
Аккуратно прячем провода и прикручиваем пластину.
Гравер в полном сборе и готов к работе.
Для крепежа обрабатываемой заготовки в комплекте получаем болты и гайка-барашек под М5.
В комплекте шли три одинаковых гравера.
Характеристики:
Диаметр режущей части: 0.1 мм
Диаметр хвостовика: 3.175 мм
Длина фрезы: 30 мм
Угол: 20°
Держатель фрезы, обычный бронзовый переходник с 5мм на 3. 175мм с торцевыми шпильками под шестигранник.
Кабель для соединения ПК с гравером (такой же кабель для соединения ПК с принтером).
Разъем 1: USB Тип A (вилка)
Разъем 2: USB Тип B (вилка)
Ну, а далее к компьютеру, длина кабеля 1м.
Большой блок питания с надписью «EPSON» предназначен для шпинделя 24В 6А.
Блок питания 12V 4A для работы шаговых моторов.
Переходим к программному обеспечению для работы с гравером.
Запускаем CorelDRAW и создаем и задаем размер рабочего поля, в моем случае 100 х 100 мм.
Изначально попробуем выгравировать текст (делаю эмблему).
Добавляю эллипс.
Для начала достаточно.
1 — нажимаем файл.
2 — сохранить как.
Из списка выбираем тип файла: PLT — файл для плоттера HPGL
Сохраненный файл.
Запускаем программу для конвертации: Stepcam
После создания G-кода запускаем управляющую программу станком Grbl Controller
Файл с G-кодом помещен в программу, пора подготовить станок к работе.
Подготовил дощечку которую закреплю двух сторонним скотчем к рабочему столику (двух сторонний скотч хорошо справляется с этой задачей).
Предварительно на заготовке был обозначен центр, куда необходимо свести в ручную оси станка.
Ось «Z» аккуратно опускаем вниз чтобы фреза еле-еле касалась плоскости заготовки, это и будет нулевая точка от которой во время работы фреза зайдет на глубину 1 мм. (это значение мы установили в Stepcam.
После всех операций нажимаем в программе «Begin» после чего гравер начинает работать.
В программе Grbl Controller наблюдаем процесс перемещения шпинделя по заготовке.
Место нахождения шпинделя показывает красная точка.
В программе место где прошел шпиндель стает зеленым.
Итог, хотелось бы чтобы такой станок был в каждой школе на уроке труда, благодаря станку мои ребята поняли и увидели что это ЧПУ так же, в рамках работы со станком научились создавать проект для гравировки в CorelDRAW и переводить проект в G-код.
При наличии необходимой фрезы можно наносить гравировку на алюминий.
Если возникнет заменить какую-то деталь на станке, не дефицит.
Температура моторов после работы на протяжении 17 мин
В комнате температура 17 С.
Изготовление печатных плат можно посмотреть в этом обзоре
Вырезал рамки под сервомашинки:
Работа по алюминию:
Попробую сделать гравировку на пластине алюминия, вся процедура та самая как и для дерева только ставлю скорость прохода 100мм/мин. и углубление 0. 5мм.
Правда фрезы у меня специальной нет, воткнул какая больше понравилась, все ради теста.
Видео в котором создаем текст и картинку для обработки данным гравером.
Гравировка алюминия:
Спасибо за внимание.
С наступающими праздниками.
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Хобби-фрезерный станок с ЧПУ|Настольный ЧПУ-фрезерный станок|Малый ЧПУ-фрезерный станок|Мини-фрезерный станок с ЧПУ для дерева, акрилово-голубой слон
Преимущества обработки хобби-фрезерного станка с ЧПУ
1. Разнообразие обрабатываемых материалов
Маленький фрезерный станок с ЧПУ в настоящее время находится на рынке. И он может адаптироваться ко многим материалам, таким как массивная древесина, композитные панели, алюминиево-пластиковые панели, ПВХ, акриловые панели и так далее.
2. Точная технология обработки Небольшой станок с ЧПУ может обрабатывать углубления, рельефы и т. д. Он подходит для высокоточной гравировки. В настоящее время он может гравировать цифры и английские буквы с точностью до 1 мм. И он также может гравировать человека размером 2 мм, а поверхность гравировки гладкая и без заусенцев.
3. Широкий спектр областей применения В повседневной жизни мы повсюду можем видеть изделия, вырезанные на фрезерном станке с ЧПУ. Например, керамическая плитка, антикварная мебель, формы, изделия ручной работы, архитектурные модели, рекламные вывески и т. д. Более того, сферы его применения весьма обширны. И его рыночные перспективы также очень широки.
4. Высокая стоимость По сравнению с другими фрезерными станками с ЧПУ по дереву, этот фрезерный станок с ЧПУ для хобби очень экономичен. Нет необходимости в высоких затратах на покупку, техническое обслуживание и затраты на обучение. Этот любительский фрезерный станок с ЧПУ может удовлетворить потребности пользователей в обработке.
Что может делать любительский станок с ЧПУ?
Станок с ЧПУ для хобби в основном используется для гравировки и фрезерования ПВХ, акрила, двухцветных плит, пластмасс, бакелита, массива дерева и материалов из мягких металлов, таких как обработка графитовым электродом. И он также подходит для гравировки печатных плат, форм для моделей, поделок, пластиковых коробок с ограниченными характеристиками, шасси из алюминиевого сплава, отверстий в панели. Кроме того, он также может выполнять некоторые процессы, такие как 3D-гравировка, сверление и фрезерование металлических материалов, таких как алюминиевый сплав и медь.
В каких отраслях может применяться хобби-фрезерный станок с ЧПУ?
Рекламная индустрия: фрезерный станок с ЧПУ Hobby может обрабатывать двухцветные надписи на пластинах, изготовление вывесок, резку ПВХ, изготовление рекламных щитов, резку мини-слов и легких слов и т. Д. А также может выполнять рекламные вывески, резку акрила, блистерное формование, логотип производство и производство рекламной продукции с использованием различных материалов.
Деревообрабатывающая промышленность: этот хобби-фрезерный станок с ЧПУ может выполнять трехмерную обработку волновых досок, экраны, дверцы шкафов, ремесленные деревянные двери, двери из цельного дерева. И он также может делать двери без покраски, обрабатывать окна вентилятора, чистящие средства для обуви, шкафы и панели для игровых автоматов, столы для маджонга, компьютерные столы и панельную мебель.
Изготовление пресс-форм: Этот мини-фрезерный станок с ЧПУ может гравировать металлические формы, такие как медь, алюминий, железо. И он также может обрабатывать неметаллические формы, такие как искусственный мрамор, песок, пластиковые плиты, трубы из ПВХ и деревянные панели.
Производство сувениров ручной работы: Может гравировать все виды крупномасштабных рельефов и теней в индустрии подарков ручной работы.
Металлообрабатывающая промышленность: фрезерный станок с ЧПУ Hobby может выполнять резку и гравировку полых поверхностей из меди и алюминия. И это в основном включает в себя железнодорожный транспорт, электроприборы, электрические шкафы, транспортные средства, навесные стены, архитектурные украшения, скобяные изделия, алюминиевые детали.
Формовочная промышленность: мини-фрезерный станок с ЧПУ также может обрабатывать медные электроды, пуансоны, значки из нержавеющей стали, бронзовые медали, восковые формы и т. д.
4 основных пункта при покупке комплекта фрезерного станка с ЧПУ для хобби
1. Выбор размера формата.
Клиенты должны выбрать модель и мощность своего хобби-фрезерного станка с ЧПУ в соответствии с потребностями своего бизнеса и финансовым положением. Общие размеры обработки небольших станков с ЧПУ включают обычные малоформатные гравировальные станки, такие как 600 мм × 600 мм, 600 мм × 9.00 мм и 120 мм×120 мм. Гравировка двухцветных пластин — основное применение небольших станков с ЧПУ. И имеет хорошее признание.
Крупноформатные фрезерные станки с ЧПУ для хобби включают 1200 мм × 1200 мм, 200 мм × 1500 мм, 1500 мм × 2400 мм, 2400 мм × 3000 мм. А ширина подачи вышеперечисленных моделей более 1350 мм. Размеры плит из оргстекла и ПВХ, представленных на рынке, составляют 1300 мм×2400 мм. Поэтому эти модели больше подходят для клиентов, которым нужен крупноформатный хобби-фрезерный станок с ЧПУ.
2. Выбор двигателя шпинделя.
Шпиндель является важным компонентом фрезерного станка с ЧПУ для хобби. И его производительность оказывает жизненно важное влияние на производительность хобби-фрезерного станка с ЧПУ. Обрабатывающие шпиндели обычно делятся на прецизионные обрабатывающие шпиндели и шпиндели большой мощности.
Двигатель шпинделя для точной обработки отличается низким уровнем шума, высокой скоростью и высотой. И он подходит для обработки особо тонких заготовок, таких как печати, таблички с именами, значки и подарки. Этот тип двигателя обычно представляет собой высокоскоростной двигатель с регулируемой частотой и небольшой мощностью, как правило, менее 250 Вт. Недостатком является плохая способность резать толстые материалы. Поэтому он не подходит для резки толстых материалов.
Мощный двигатель шпинделя в основном выполняет резку и гравировку. Он имеет характеристики высокой мощности и сильной режущей способности. Он особенно подходит для резки пространства и трехмерных персонажей. Конечно, он также может делать нагрудные знаки, именные таблички и печати.
3.
Выбор режима управления.
Методы контроля в основном включают три основных метода. Во-первых, все вычислительные задачи выполняются под контролем компьютера. В этом режиме управления компьютер находится в рабочем состоянии, когда работает хобби-фрезерный станок с ЧПУ. А другая наборная работа невозможна. Этот метод управления предъявляет высокие требования к навыкам эксплуатации.
Второй заключается в использовании одночипового микрокомпьютерного управления. Такой контроллер может выполнять верстку во время работы небольшого станка с ЧПУ, но мы не можем выключить компьютер. Таким образом, этот метод управления эквивалентен сохранению компьютера и уменьшению влияния, вызванного неправильной работой компьютера.
Третий метод управления, который использует порт USB для передачи данных. Система имеет объем памяти более 32M. Пока файл сохранен, вы можете сразу же выйти и выключить компьютер или выполнить другую верстку. Таким образом значительно повышается эффективность работы гравировального станка. Вышеупомянутые три метода управления имеют свои собственные характеристики управления. Мы можем выбрать в соответствии с конкретными требованиями к обработке.
4. Выбор направляющей.
Для крупноформатных гравировальных станков рекомендуется использовать уширенные импортные квадратные направляющие. Грузоподъемность и точность сохранения точности этого квадратного рельса более чем в 30 раз выше, чем у круглого рельса. Таким образом, он может реализовать высококачественную и высокоскоростную работу станка с ЧПУ для хобби. К тому же, если это обычная малоформатная обработка, круглые рейки – самый идеальный выбор.
Мы предлагаем лучший хобби-фрезерный станок с ЧПУ или лучший хобби-станок с ЧПУ для пользователей. Если вас интересует этот хобби-маршрутизатор с ЧПУ, пожалуйста, свяжитесь со мной.
Настольный фрезерный станок с ЧПУ для дома и бизнеса
Настольный фрезерный станок с ЧПУ – это современный компактный станок с относительно невысокой производительностью, с помощью которого можно не только заниматься любимым хобби, но и изготавливать изделия на заказ. Постепенно осваивая тонкости работы на станке, можно даже наладить прибыльный бизнес, например, изготовление мебели или рекламной продукции.
Между тем инвестиции относительно невелики. И для освоения этой техники не нужно проходить длительное и дорогостоящее обучение.
Настольный фрезерный станок с ЧПУ, конструкция
Станок состоит из нескольких основных компонентов.
Фреза — это специальный инструмент, который используется для обработки материалов.
Цанговый патрон — это устройство, с помощью которого фреза крепится и надежно удерживается на месте во время работы.
Шпиндель — это деталь, задающая вращение мельницы.
Портал представляет собой подвижную конструкцию, на которой установлен шпиндель с фрезой.
Двигатели. Их в машине как минимум две: одна обеспечивает движение фрезы, а другая – рабочего стола.
Редукторы — это устройства, которые передают движение от двигателя к зубчатому колесу. Его движение по винтовым стойкам позволяет порталу двигаться.
Направляющие представляют собой металлические «рельсы»: по ним портал перемещается горизонтально – по осям X и Y.
Система управления. Он включает в себя плату PCI, контроллер и интерфейсную плату LPT.
Блок питания, входящий в комплект.
В зависимости от модели станок может включать систему охлаждения, систему автоматической смены инструмента и поворотное устройство. Вакуумный стол — еще одна функция, которую можно включить в конфигурацию оборудования.
Рабочий инструмент (фреза) может перемещаться в трех направлениях: вверх-вниз, вертикально, а также горизонтально вдоль и поперек рабочей зоны.
Производители также предлагают дополнительные опции. Среди них наличие четвертой оси движения инструмента. Это дает возможность создавать продукцию не только в формате 3D, но и в формате 5D.
Где используются фрезерные станки с ЧПУ?
Применений для такого оборудования очень много. Компактные станки удобны для изготовления оригинальных сувениров, мебели и обработки различных элементов из дерева. Мини-фрезерные станки также используются в промышленности, где они помогают вырезать различные детали с высокой точностью.
Для гравировки и резки дерева лучше использовать граверы Wattsan.
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Сделать запрос
Какой мини-фрезерный станок с ЧПУ лучше всего подходит для домашнего использования?
А что, если не тратить деньги, а вместо этого сделать небольшую машинку своими руками? Чертежи с комментариями можно найти в Интернете. А в магазинах вы найдете практически все необходимое для оформления такой машины.
Это определенно поможет сэкономить деньги. Но добиться такого же качества обработки материалов на станке ручной работы, как на заводском оборудовании, не удастся. Качество продукта будет ниже. На его изготовление уйдет больше времени. И вряд ли сможет конкурировать с продукцией, созданной на профессиональной машине.
Фирменное оборудование, которое уже зарекомендовало себя, в любом случае будет работать лучше. Что касается стоимости, а также соотношения цена-качество, то вариантов на мировом рынке предостаточно. Следует только выбрать наиболее оптимальные для ваших задач.
Если вам нужно резать дерево, используйте станки для резки Wattsan.
Давайте рассмотрим некоторые популярные модели.
WATTSAN 0404 мини
Машина компактна и проста в эксплуатации. Среди преимуществ модели специалисты отмечают высокую точность резки. Это обеспечивается за счет цельнолитого корпуса, придающего устойчивость и снижающего вибрацию инструмента при работе. Шпиндель (N=1,5 кВт) с цанговым патроном ЭР-11 вращается со скоростью более 24000 об/мин и перемещается в рабочей зоне со скоростью 6000 мм в минуту.
Современное программное обеспечение NcStudio позволяет выполнять сложные операции и создавать мелкие детали. Станок оснащен шаговым двигателем и водяным охлаждением.
Дополнительным преимуществом являются низкие затраты на обслуживание. На этом станке можно выполнять 3D-обработку заготовок, делать гравировку, резать разные материалы. Рабочая зона 400 на 400 на 100 мм. Вес машины 100 кг.
При желании можно расширить возможности модели. Например, можно купить и установить DSP-контроллер RichAuto A11, добавить датчик рабочего инструмента. Собрать систему смазки узлов масляным туманом или установить систему аспирации.
WATTSAN 0609 мини
Wattsan 0609 mini — настольный фрезерный станок с большой рабочей зоной 600 на 900 мм. Однако, как и все другие станки Wattsan, модель 0609 mini имеет прочный прочный корпус, который нейтрализует вибрации, обеспечивая точность. Каркас отжигается на дистанционное напряжение, поэтому вы можете быть уверены, что фрезеровка не ляжет в процессе эксплуатации из-за температурных или механических факторов.
Станок комплектуется шпинделем мощностью 1,5 кВт и цанговым патроном ER-11. Скорость вращения шпинделя составляет 24000 об/мин, а скорость холостого хода портала до 7000 мм в минуту.
Фрезерный станок с ЧПУ управляется через систему, управляемую NCStudio, которую можно легко модернизировать с помощью контроллера DSP для упрощения использования.
Wattsan 0609 mini – идеальная модель для тех, кто хочет в будущем превратить свое хобби в бизнес, так как машина обладает всеми функциями, необходимыми как для любительского, так и для профессионального использования.
ВАТТСАН М1 6090
Модель имеет сварную усиленную стальную раму, обеспечивающую повышенную устойчивость машины. Двухфазные шаговые двигатели. Оснащен шпинделем N=1,5 кВт с водяным охлаждением и цанговым патроном ER-11. Скорость вращения шпинделя варьируется от 6000 до 24 000 об/мин. Портал перемещается со скоростью до 25 тысяч миллиметров в минуту. Точность позиционирования составляет 0,05 миллиметра.
Станок выполняет обработку материала по трем координатам. Система управления – NcStudio. Рабочая зона 60 на 90 см. Фрезерный станок с ЧПУ при необходимости можно модернизировать.
WATTSAN A1 6090
Как и в других моделях марки, здесь используется прочная основа – сварная стальная рама, снижающая вибрацию при работе. Комплектация дополнена прочными направляющими HIWIN. Используется система управления NcStudio.
Установлен шпиндель N=1,5 кВт с цанговым патроном ER-11 и водяным охлаждением. Скорость перемещения шпинделя составляет от 6 до 24 тыс. об/мин, а портал перемещается со скоростью до 25 тыс. миллиметров в минуту. Система обеспечивает точность позиционирования до 0,05 миллиметра.
В машине установлены двухфазные двигатели Yako 2405. При размере рабочей зоны 60 на 90 сантиметров габариты станка составляют 1450 на 1200 на 1600 миллиметров. При желании фрезеровку можно модернизировать и настроить.
Как выбрать хороший мини фрезер для домашней мастерской?
При выборе такого оборудования, по мнению специалистов, важно ориентироваться на несколько основных параметров. Те, которые напрямую влияют на удобство использования и обслуживания машины, а также на то, какие задачи она может решать.
Качество комплектующих. Это определяет прочность, надежность и долговечность оборудования, а также влияет на качество выполняемых на нем работ.
Максимальные размеры заготовок, которые можно обрабатывать на станке.
Конструктивные особенности и уровень качества сборки машины. Предпочтительно выбирать оборудование, собранное в автоматическом режиме. В этом случае качество выше, чем при ручной сборке.
Тип двигателя. Лучший вариант – серводвигатель. Качество изделий, изготовленных на станках с таким двигателем, выше, чем на моделях с шаговыми двигателями.
Программное обеспечение. Важно проверить, какой софт производитель использует в своей машине, можно ли его совмещать с распространенными графическими редакторами.
Преимущества мини-фрезерных станков с ЧПУ
По сравнению с обычными моделями, мини-фрезерные станки проще в эксплуатации и обслуживании. В большинстве случаев для их работы достаточно однофазного источника питания 220/240 В.
Модульность конфигурации позволяет каждому покупателю выбрать нужную ему опцию и функции. И не нужно переплачивать за функции, которыми владелец просто не будет пользоваться.
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Оставить заявку
Наконец, важным преимуществом мини-моделей фрезеров является их компактность по сравнению с обычными станками. Это дает возможность разместить мини ЧПУ в ограниченном пространстве, например, в домашней мастерской или гараже, и даже в рабочем помещении.
Почему WATSAN 0609 mini пользуется наибольшей популярностью?
С помощью этого станка можно вырезать и гравировать, создавать различные изделия из дерева и других материалов:
вкладыши для мебели;
мебельные фасады;
изделия рекламные, в том числе объемные буквы;
сувениры, рекламная продукция и т.д.
Полноценный настольный вариант фрезерного станка пользуется спросом не только у тех, кто хочет заниматься деревообработкой в качестве хобби. Модель пользуется популярностью и у профессионалов, которые выпускают качественные вещи на продажу. WATSAN 0609 mini используется компаниями, производящими мебель, сувениры, детали интерьера и экстерьера зданий.
Модель — лучший выбор для людей, планирующих начать собственное дело. Баланс цены, простота использования и достаточный набор функций делает эту машинку наиболее подходящим вариантом. Благодаря тому, что вы можете быстро освоить оборудование, оно окупается и вскоре начинает приносить прибыль.
Размера рабочей зоны 60 на 90 на 10 см достаточно для обработки мелких и средних заготовок. Реечный стол с Т-образными пазами позволяет работать с мелкими деталями.
Рабочая скорость машины высокая. Шпиндель вращается со скоростью до 24000 об/мин. За одну минуту рабочий инструмент проходит расстояние до 5 тысяч миллиметров.
Модель оснащена шаговым двигателем. Фрезерный станок с ЧПУ управляется программным обеспечением NcStudio. Вы можете создавать чертежи будущих изделий в программах ArtCAM или Type3.
Цельнолитой корпус делает машину очень устойчивой, минимизирует вибрацию при работе и обеспечивает долговечность оборудования.
електроінструмент та акумуляторний інструмент. Україна Київ.
Код товару F0150515AC
2439 грн.
Опис та технічні характеристики
Лазерный диод 650 нм
Класс лазерного излучения 2
Точность нивелирования ± 0,5 мм/м
Рабочий диапазон 10 м
Источники питания 4 х ААА 1,5 В
Вес 0,46 кг
Лазерный нивелир SKIL 0515 это многофункциональное лазерное устройство с неограниченной областью применения.
Характеристики SKIL 0515:
— самоварывнивающийся (Auto Level). Не требует ручного нивелирования
— проецирует горизонтальные, вертикальные и крестообразные, а также диагональные линии. Линия не деформируется в угловых стыках
— при превышение допустимого угла наклона прибора при самовыравнивании издаётся звуковое предупреждение
— простота в использовании, смена режимов производится при помощи одной кнопки
— лазерный уровень SKIL 0515оборудован системой стабилизации лазерного луча, время самовыравнивания — 5 секунд
— мягкое покрытие для оптимального комфорта
— устройство можно легко закрепить на стандартном штативе для фотоаппарата
— допустимый угол наклона при самовыравнивании
Комплектация:
SKIL 0515:
— нивелир
— штатив
— сумка
Відгук про Лазерный нивелир SKIL 0515
Залиште відгук першим — Ваш досвід стане у нагоді тисячам відвідувачам нашого магазину!
Ваше ім’я
Ваша думка
Будь ласка, вкажіть своє ім’я та не залишайте поле відгука пустим.
Переваги
Недоліки
E-TOOL
Акумуляторний інструмент
Електроінструмент
Електрогенератори
Витратні матеріали
Лазерный нивелир Skil 0515 AB в Екатеринбурге (Лазерные нивелиры, уровни)
Цена: 3 677 ₽
за 1 шт
Описание товара
Режимы линий и перекрестий, автостабилизация лучей, функция самонивелирования.
Товары, похожие на Лазерный нивелир Skil 0515 AB
Не надо медлить, оформите заказ на «Лазерный нивелир Skil 0515 AB» от организации «ООО ГЕОКРАФТ» в нашей системе БизОрг. Стоимость 3677 ₽ при минимальной заявке в 1 шт.
Преимущества «ООО ГЕОКРАФТ»:
специальные условия по цене и сервису для посетителей сайта BizOrg.Su;
четкое выполнение взятых на себя обязательств;
работа с такими марками как Stonex. Bosch, Berger, Skil;
удобные способы оплаты.
Оставьте заявку прямо сейчас!
Ответы на популярные вопросы
Описание не актуально, контактный номер телефона не отвечает и т.п.
Если у вас появились проблемы с «ООО ГЕОКРАФТ», то напишите идентификационные данные организации (3203) и услуги или продукта (1940440). Наше отделение по работе с клиентами возьмет на себя решение данной трудности.
Как оформить заявку
Хотите «Лазерный нивелир Skil 0515 AB»? Созвонитесь с компанией «ООО ГЕОКРАФТ» по контактам, указанным сверху справа. Обязательно укажите, что увидели фирму у нас – на сайте BizOrg.Su.
Как получить еще больше сведений об организации «ООО ГЕОКРАФТ»
Чтобы посмотреть более подробную информацию об организации, нажмите в правом верхнем углу на ссылку с названием организации, а потом нажмите на интересную Вам ссылку с описанием.
Служебная информация
«Лазерный нивелир Skil 0515 AB» и другие подобные предложения можно найти в категориях: «Строительная техника, строительное оборудование, вентиляция», «Геодезическое оборудование», «Лазерные нивелиры, уровни»;
Дата создания предложения — 30.08.2013, дата последнего изменения — 16.11.2013;
За все время предложение было просмотрено 184 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ООО «ГЕОКРАФТ» цена товара «Лазерный нивелир Skil 0515 AB» (3 677 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ГЕОКРАФТ» по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (343) 260-23-23
+7 (343) 251-27-25
+7 (3452) 63-50-24
+7 (922) 222-29-46
Купить лазерный нивелир Skil 0515 АВ в Екатеринбурге:
ул. Щорса, 24, 1 этаж, Екатеринбург, 620142, Россия
Условия доставки из другого региона:
Доставка в страны:
– Россия
Лазерный нивелир Skil 0515 AB
AUTO NIVEL LASER SKIL 0515 — F0120515AD
Начальная страница
>
Medição
>
Нивель
Код. сделать продукт: 7094
Описание товара
Auto Nível à Laser Skil 0515 / F0120515AD
Характеристики: — Лазерная регулировка: горизонтальная, вертикальная, песни и кресты. — Система стабилизации. Лазерная линия устанавливается в течение 5 секунд. — Автоматический уровень Função или автоматический лазерный датчик. — Звуковой сигнал, автоматически активируемый на лазерном уровне. — Praticidade, Fácil botão де лиги и desliga ком função да травы сделать лазерный пункт ум транспорта mais seguro.
Технические характеристики: Тип лазера: 650 нм Точность: 0,5 мм/м Стандартный темп: 5 сек.
Включено: 01 пластиковая заготовка 01 основа для трипе 03 пилы AA 01 натуральное покрытие 01 трипе
6 Garantia
Atenção para compra de peças de reposição, verifique se a peça comprada é a peça correta para sua maquina.
Imagens meramente ilustrativas, podendo ter modificações pelos Fabricantes.
Não nos responsabilizamos por montagens e instalações dos produtos.
Подтвердить, как размеры продукта. Na dúvida Entre em contato!
Ver mais Верменос
Avaliações dos Clientes
Nossos clientes falam por nós! veja algumas avaliações de produtos da nossa loja
пр. Expedicionário José Pedro Coelho, 940 Sala 01 Centro CEP 88.704-306 — Tubarão — Santa Catarina — SC
Сегуранса
Лоха Сегура
Formas de Pagamento
Entrega
Entregamos em todo o Brasil
Коррейос
Транспортадора
Сентрал де Атендименто
Лучшие лазерные уровни 2022 года
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: Том Скализи
Лучшие самонивелирующиеся лазерные уровни могут иметь большое значение и быть простыми в использовании, когда вы пытаетесь выровнять вещи. Лазерные уровни могут делать все то же, что спиртовой или пузырьковый уровень, и многое другое, проецируя лазерный луч света на всю комнату или рабочую площадку, чтобы обеспечить точку отсчета для проектов. Они могут выполнять даже более крупные работы, такие как подвешивание бухгалтерских досок для палубных проектов.
У нас есть несколько различных лазерных уровней, поэтому мы можем сказать вам, какие из них следует учитывать, а какие избегать. Ознакомьтесь с нашими следующими рекомендациями, которые обеспечат проверенные и надежные результаты, которые помогут вам при покупке инструмента.
Лучший в целом: Dewalt Line Laser Lazer Selfuling, Red, 3-Beam (DW089K)
Лучший бюджет: Black+Decker Line Lane Laser с фиксатором BDL190S)
Обновленный выбор: BSCH GLL3
. -330CG 360-градусный лазер с зеленым лучом
ЛУЧШИЙ ДЛЯ ЛЕГКИХ УСЛОВИЙ: Лазерный уровень SKIL 360° Red Cross Line – LL932201
ЛУЧШИЙ ДЛЯ ТЯЖЕЛЫХ УСЛОВИЙ: Klein Tools 93LCLS Laser Level
Фото: Том Скализи , функции и простота использования. Прежде чем выбрать лазерный уровень для ваших нужд, подумайте о предполагаемом использовании вашего уровня и требуемом типе лучей.
Красный лазер против зеленого
Возможно, это не очевидно, но цвета на лазерных уровнях имеют большое значение. Есть два варианта — красный и зеленый — и у каждого из них есть свои плюсы и минусы.
Красные лазеры менее мощные, но потребляют намного меньше времени автономной работы. Эти лазеры также дешевле, поэтому многие из лучших моделей на рынке по-прежнему полагаются на красные лазерные лучи.
Зеленые лазеры лучше видны с большого расстояния и их легче использовать для наружных работ при солнечном свете. Однако они также более дороги и потенциально более опасны для глаз пользователей, чем красный лазер.
По этим причинам многие профессионалы владеют как красными, так и зелеными лазерами и используют их для проектов, которые играют на их сильных сторонах.
Точность
Отличительной чертой любого хорошего уровня является точность, будь то ватерпас или высокотехнологичная лазерная модель. У лучших лазерных уровней указана степень точности на упаковке или в руководстве. Тем не менее, как правило, ищите модель с отклонением менее ⅛ дюйма на расстоянии 30 футов, чтобы получить действительно достоверные результаты.
Однако имейте в виду, что лучший самонивелирующийся лазер будет давать более точную линию лазерного уровня, чем домашние мастера могут получить с опцией спирта. Удерживать спиртовой уровень идеально и полностью ровно очень сложно, хотя конечные результаты, как правило, достаточны. Лазерные уровни работают по аналогичному принципу, но с повышенной точностью.
Ориентация луча
Одной из наиболее важных особенностей любого высококачественного лазерного уровня является возможность ориентации луча. В зависимости от бюджета существуют модели с тремя плоскостями ориентации: двумя вертикальными двухлучевыми лазерами и одним горизонтальным, причем одна или несколько из этих плоскостей могут иметь угол обзора 360 градусов.
Хотя полезность горизонтального и вертикального луча очевидна, практичность лучшего 360-градусного лазерного уровня невозможно переоценить. 360-градусный луч может помочь быстро и точно повесить картины на всю комнату или помочь пользователю выкопать идеально ровные участки двора. Кроме того, для таких проектов, как подвесные потолки, наличие самого точного лазерного уровня имеет решающее значение для прочности готового продукта.
Самонивелирующийся
Лучшие лазерные нивелиры, представленные на рынке, делают процесс нивелирования простым и легким. В большинстве моделей с технологией самовыравнивания используется лазер на маятнике в сочетании с магнитами для обеспечения устойчивости. После размещения на относительно плоской поверхности маятник берет верх и достигает конечной степени уровня. Это делает настройку быстрой и легкой, особенно при наличии существующей контрольной точки для регистрации.
Многие лазерные нивелиры с функцией самонивелирования также фиксируют маятник на месте, когда он не используется. Это помогает снизить риск возникновения проблем с калибровкой при транспортировке лазерного уровня и может значительно помочь в получении максимальной отдачи от уровня.
Крепление
Одним из наиболее полезных аспектов лазерных уровней является то, что они позволяют пользователю работать практически без помощи рук. После настройки их можно оставить в покое, пока проект продолжается, используя лазерную линию в качестве точки отсчета.
В лучших лазерных нивелирах используются различные крепления и функции для реализации функции «установил и забыл». Некоторые из менее дорогих моделей могут просто втыкать небольшие штифты в гипсокартон для поддержки. Другие модели будут поставляться со штативами или креплениями, которые крепятся к металлическим шпилькам или подвесным потолкам. При покупке лазерного уровня учитывайте его предполагаемое использование и то, какие монтажные аксессуары могут потребоваться для обеспечения совместимости.
Наш выбор
Это может быть много информации о лучших лазерных уровнях, но не позволяйте ей сбить вас с толку. Я провел практическое тестирование со всеми следующими моделями, чтобы сделать процесс покупки намного проще. Все перечисленные лазерные нивелиры прошли мои испытания, даже когда дорога выдалась особенно ухабистой.
Примечание. Все следующие лазерные уровни оказались очень точными, далеко за пределами того, что я мог проверить с помощью стандартного пузырькового уровня (хотя я проверял каждый несколько раз во время теста). Кроме того, все модели, кроме модели Black & Decker, совместимы со штативом, а все маятники зафиксированы на месте, кроме модели DeWalt.
Фото: amazon.com
ПОСМОТРЕТЬ
Линейный лазерный нивелир DeWalt имеет все, что нужно для выполнения работы, будь то самодельный или профессиональный. Этот лазер имеет три самовыравнивающихся красных луча (один горизонтальный линейный и два вертикальных двойных луча) для выравнивания и выравнивания практически любого проекта. Он отличается точностью до ⅛ дюйма на расстоянии 30 футов, а также имеет ручку микрорегулировки наверху, которая позволяет пользователю настроить идеальное выравнивание луча.
Во время тестирования DeWalt оказался одним из самых простых в настройке и использовании. Он имеет магнитную заднюю часть, а также зажим для балки для крепления к уголку, хотя большая часть моих тестов заключалась в установке его на плоской поверхности. Красный лазер был очень ярким, и его было легко увидеть.
Фактором, который выдвинул DeWalt на вершину рейтинга, была его надежная конструкция. Это не самый большой лазерный уровень, но он один из самых тяжелых и прочных, и испытание на падение практически не повредило его. Единственное, что он действительно не может сделать, это проецировать 360-градусный луч.
Спецификации продукта
Цвет луча: Красный
ПЛАНСА: Горизонтальный и два вертикального
Точность: ⅛ дюйм на 30 футов
PRESS
1111111111111111111111111111111111111111111111111111111111111ting SELU
Надежное качество сборки
Простота установки и использования
Ручка микрорегулировки
Минусы
Не поддерживает 360-градусные лучи
Фото: amazon.com
ПОСМОТРЕТЬ
Для тех, кому не нужны все функции топовых моделей, Black & Decker BDL190S — хороший вариант по доступной цене. Это не тот тип лазерного уровня, который подходит для крупного проекта или ремонта, но для создания линий уровня при подвешивании картин или полок он справится со своей задачей.
Этот лучший бюджетный лазерный уровень имеет несколько приятных функций, в том числе поиск шпилек и обнаружение электрических проводов. БДЛ190S поставляется с вешалкой, которая крепится к стене с помощью шпильки, похожей на гвоздь, и после ее подвешивания лазер автоматически выравнивается. Недостатком Black & Decker является то, что для его установки пользователю необходимо проделать небольшое отверстие в стене, что может стать препятствием для бетонных или кирпичных поверхностей. Кроме того, он проецирует только горизонтальную линию.
Во время тестирования Black & Decker выполнил свою задачу. Он проецировал идеально ровную линию влево и вправо и быстро стабилизировался. Был участок стены, где луч, казалось, стал светлее, и его стало немного сложнее увидеть, но это потому, что в стене была дуга, а это типично для настенных лазерных уровней. Кроме того, искатель луча был приятным штрихом и, казалось, работал хорошо.
Product Specs
Beam color: Red
Planes: Horizontal line only
Accuracy: Unknown
Pros
Built-in stud finder
Simple design
Быстрое выравнивание
Минусы
Требуется просверлить отверстие в стене
Проецирует только в одном направлении
Фото: amazon. com. 330 кг. Эта самонивелирующаяся модель оснащена 360-градусным лазером в горизонтальной плоскости и двумя 360-градусными лазерами в вертикальной плоскости, обеспечивая контрольную линию уровня для любой работы. Зеленый лазер виден на расстоянии до 330 футов в диаметре.
Премиум-функции GLL3-330CG могут остаться незамеченными. Уровень контролирует срок службы батареи и регулирует луч для оптимальной видимости и продолжительности использования. Он также имеет внутренние датчики, которые обнаруживают удары и падения и предупреждают о проблемах с калибровкой.
Во время испытаний Bosch GLL3-330CG показал себя серьезным устройством. У меня нет способа измерить его точность по сравнению с другими лазерными уровнями, но у меня не было причин сомневаться в том, что он более точен, чем остальные (3/32 дюйма на 30 футов, а не ⅛ дюйма). Три 360-градусных плоскости было легко увидеть и использовать.
После трехкратного падения GLL3-330CG он зарегистрировал ошибку калибровки, для устранения которой требовался вход в приложение. Это было скорее преимуществом, чем проблемой, поскольку его было легко очистить, и он предупреждал об ударах. Кроме того, мне нравится, что этот уровень предлагает гибкие источники батарей (перезаряжаемые или сменные). Единственная проблема? Хотя это лучший 360-градусный лазерный уровень в этом списке, устройство немного дороже.
Спецификации продукта
Цвет луча: Зеленый
ПЛАНИ: Горизонтальный и два вертикали, все в направлении 360-градусов
Точность: 3/32 из дюйма
999999999 : 3/32 из дюйма
999999999 : 3/32 из дюйма
999999999999: 3/32 из дюйма
9
9 : 3/32 из дюйма
9
9 : 3/32 из дюйма
9
9
Плюсы
Многонаправленные лазеры
Bluetooth для контроля калибровки
Гибкие источники питания
Минусы
Дорогой лазерный уровень
Получите лучевой лазер Bosch на Amazon, The Home Depot, Lowe’s, Northern Tool и Acme Tools.
Фото: amazon.com
ПОСМОТРЕТЬ
У каждого мастера разные потребности, и дорогой, мощный лазерный уровень высокого класса не всегда является приоритетом. Тем, кто предпочитает что-то более легкое и доступное, стоит обратить внимание на самонивелирующийся 360-градусный лазерный уровень SKIL.
SKIL обладает всеми необходимыми характеристиками, включая горизонтальные и вертикальные лазеры, а также 360-градусный охват, но выглядит менее законченным. Результатом стал функциональный, но минималистичный лазерный уровень по более низкой цене, и он даже поставляется со штативом для установки на любой высоте.
SKIL стал сюрпризом для практических испытаний. Это действительно способная легкая модель. Для своей цены и предполагаемого использования он хорошо сложен и долговечен, но при этом очень прост в настройке и использовании. Он также очень быстро стабилизировался. Хотя штатив был не самого высокого качества, это была одна из немногих установок в тесте, которая позволяла располагать лазер под углом.
Характеристики продукта
Цвет луча: Красный (доступен зеленый)
Плана: 360-градусный уровень лазерной линии (горизонтальная и вертикальная)
Точность: 3/16 дюйма на 30 футов
ПРОСМОСТИ
Достойное качество сборки
Быстро стабилизируется
Минусы
Штатив низкого качества
Получите лазерный уровень SKIL на Amazon или в Acme Tools (только инструмент).
Фото: amazon.com
ПОСМОТРЕТЬ
Лазерный уровень Klein Tools 93LCLS соответствует большинству параметров, но имеет некоторые функции, которых нет у других моделей. Klein Tools 93LCLS имеет как вертикальные, так и горизонтальные балки, но он также оснащен точечным отвесом, который выступает над и под уровнем, что может быть реальным преимуществом при установке кабелепроводов, трубопроводов или подвесных потолков.
Это устройство имеет несколько вариантов крепления, в том числе магнитное крепление с возможностью поворота на 360 градусов и специальное крепление для подвесных потолков. 93LCLS терпит неудачу, когда речь идет о постоянном 360-градусном лазере, но возможность поворачивать его на креплении, сохраняя уровень, помогает компенсировать этот недостаток. Разнообразие вариантов монтажа делает его невероятно универсальным.
Тестирование лазерного уровня 93LCLS показало, что Klein — это надежный, прочный и надежный лазерный уровень. Лазер очень хорошо виден, а отвес — это функция, которую я хотел бы иметь в нескольких недавних проектах, поскольку использовать ее намного быстрее, чем настоящий отвес или уровень. Настройка тоже была очень простой. Единственный недостаток этого конкретного уровня заключается в том, что по цене он, вероятно, должен предлагать луч на 360 градусов.
Спецификации продукта
Цвет луча: Красный
ПЛАНИ: Горизонтальный и вертикальный, с пятнами
.
Надежный и прочный
Быстрая и простая установка
Минусы
Нет 360-градусной плоскости Инструменты.
Фото: amazon.com
ПОСМОТРЕТЬ
Самонивелирующийся зеленый лазерный уровень Huepar — интересный выбор для использования вне помещений. Это хорошо заметная модель с 360-градусным лазером, но она достаточно недорогая, поэтому пользователям не нужно беспокоиться об этом, как о гораздо более дорогой модели.
Huepar имеет две лазерные плоскости: вертикальную и горизонтальную на 360 градусов. Зеленый 360-градусный лазер хорошо виден, особенно на улице. Он также имеет дальность действия 180 футов, хотя пользователи могут использовать его только в импульсном режиме для экономии заряда батареи. Он имеет класс защиты от воды и пыли IP54, что делает его идеальным для строительства террас, выравнивания небольших участков земли и установки сайдинга.
Huepar оказался высококачественным лазерным уровнем с ярко-зеленым лучом и удобным импульсным режимом. Горизонтальная плоскость на 360 градусов также была хороша, особенно при выравнивании большой открытой площадки. Однако область, где дела обстояли хуже всего, была стабильной.
Во время тестирования лазер трясся гораздо сильнее, чем другие модели, что делает линию потенциально менее точной, хотя она стабилизировалась, когда все движения прекратились. Кроме того, он имеет индикаторы отвеса сверху и снизу, что является приятной и редкой функцией.
Product Specs
Beam color: Green
Planes: 360-horizontal and vertical
Accuracy: 1/9 of an inch at 33 feet
Pros
Хорошо видимый зеленый луч
Самонивелирующийся лазерный уровень
Простота переключения в импульсный режим для увеличения срока службы батареи и дальности действия
Индикатор отвеса
Минусы
Встряхивает больше, чем другие лазерные уровни
Получите лазерный уровень Huepar на Amazon.
Фото: amazon.com
ПОСМОТРЕТЬ
Наличие перекрестного лазерного нивелира на расстоянии вытянутой руки в любое время может показаться роскошью, но с компактным и доступным GLL30 от Bosch это может стать реальностью. Этот небольшой лазерный уровень имеет вертикальные и горизонтальные красные лазерные лучи и обеспечивает точность 5/16 дюймов на расстоянии 30 футов. Благодаря своим крошечным размерам он легко поместится в сумке для инструментов или ящике для инструментов, гарантируя, что он всегда будет доступен.
На самом деле лазерный нивелир Bosch с перекрестными линиями не имеет размеров, чтобы вместить большое количество высококачественного оборудования, поэтому он жертвует точностью ради своего компактного профиля. Тем не менее, я не обнаружил проблем с его точностью во время тестирования, и его было очень легко настроить. Также к нему прилагается многопозиционное крепление с зажимом для крепления к различным предметам, плюс возможность позиционировать лазер под любым углом или на плоской поверхности (чего не мог сделать почти ни один из других уровней).
Product Specs
Beam color: Red
Planes: Vertical and horizontal
Accuracy: 5/16 of an inch at 30 feet
Pros
Incredibly simple setup
Многопозиционный зажим крепится к различным поверхностям
Помещается в ящик для инструментов или сумку с запасом
Минусы
Компактный размер обеспечивает некоторую точность
Приобретите перекрестный лазерный уровень Bosch на Amazon, Lowe’s и Acme Tools.
Наш вердикт
Любой, кто ищет первоклассный универсальный лазерный нивелир, должен обратить внимание на линейный лазер DEWALT из-за его многоплоскостности и прочной конструкции. Тем не менее, люди, покупающие лазерный уровень со всеми прибамбасами, не испытают разочарования (хотя, возможно, небольшого шока) с линейным лазером Bosch.
Как мы тестировали лучшие лазерные нивелиры
По своему основному назначению лазерный уровень проецирует линию на поверхность, на которую может ориентироваться пользователь, и логично предположить, что точность будет основой этого теста. Но это не так. Проверка современных лазерных уровней на точность почти смехотворна, поскольку даже самая доступная модель точнее, чем может сказать человеческий глаз (особенно с пузырьковым уровнем).
Вместо этого основное внимание в этом обзоре уделялось более важным факторам, таким как качество изображения лазерной линии, простота настройки уровней, использование различных функций и, в конечном счете, испытание на долговечность. Я настроил каждый уровень, чтобы сравнить их точность (быстро), их лучи и их характеристики. Затем шокирующая часть: я намеренно уронил их на землю.
Лазерные уровни являются довольно точными инструментами, но во время проекта вполне возможны падения. Я сбросил все уровни с высоты козла, все сразу, три раза. Умышленное злоупотребление этими инструментами немного разбило мне сердце, но я сделал это во имя науки.
Часто задаваемые вопросы
Если принятие взвешенного решения с помощью этого удобного инструмента кажется переизбытком информации, вы не одиноки. Давайте вернемся к уровню, ответив на некоторые из наиболее часто задаваемых вопросов о лучших лазерных уровнях. Не забудьте проверить ответ на свой вопрос, указанный ниже.
В: Как работают лазерные уровни?
Лазерные уровни производят один или несколько сфокусированных, резких и прямых лучей света от диода, чтобы обеспечить линию уровня для измерения.
В: Стоит ли приобретать лазерный уровень?
Лазерные уровни стоит приобрести для самостоятельной работы или профессионального использования. Для большинства целей они более чем достаточно точны, а время настройки и согласованность могут сократить объем работы над длинным проектом.
В: Для чего нужны лазерные уровни?
При выполнении строительных работ или измерений на больших площадях лазерный уровень может помочь провести точные линии, чтобы обеспечить ровные измерения уровня. Одними из самых идеальных ситуаций для лазерного уровня являются выравнивание шкафов и сантехники, выравнивание полов, установка дверей и окон и измерение подвесных потолков.
В: Что лучше: красный или зеленый лазерный уровень?
Ни один из цветов в целом не лучше, но каждый из них лучше в определенных обстоятельствах. Красные лазеры труднее увидеть при солнечном свете, но они обеспечивают лучшее время автономной работы и меньше шансов повредить глаза пользователя. Зеленый свет дороже и может повредить зрение быстрее, чем красный, но его легче увидеть при дневном свете.
В: Хороши ли лазерные уровни Bosch?
Bosch производит одни из лучших лазерных уровней на рынке, а более дорогие модели бренда более точны, чем большинство моделей.
В: Измеряют ли лазерные нивелиры расстояние?
Лазерный уровень не измеряет расстояние, только если поверхность ровная.
В: Как проверить точность лазерного уровня?
Если у вас есть сомнения в показаниях вашего лазерного уровня, вы можете перепроверить его, открыв уровень и повторно откалибровав маятник (откуда исходит лазер).
В самом деле, программирование станков с ЧПУ не представляет особых затруднений. В то же время необходимо создавать управляющие программы (УП) для этих устройство таким образом, чтобы по максимуму использовать их в работе. Программирование выполняется на языке, известном как ISO 7 бит, также его именуют языком G и M кодов. Программы могут разрабатываться тремя наиболее распространёнными способами: посредством ручного программирования; посредством создания программ на стойке станка ЧПУ; наконец, с помощью CAM-систем.
Все три названных способах программирования используются в определённых случаях, ни один из них не следует рассматривать как универсальный. Именно их сочетание позволит добиться наибольшего эффекта. Овладеть ручным программированием не так сложно при наличии базовых представлений о программировании. В то же время работа с CAM-системой является довольно лёгкой для понимания.
Ручное программирование
Ручное программирование означает создание программы на собственном компьютерном устройстве, где имеется текстовый редактор. На нём и создаётся управляющая программа. Программа содержит координаты, куда передвигается инструмент, производящий обработку заготовок, а также требуемые сведения в форме кодов G и M. Она представляет собой файл с расширением .txt. После того, как программа готова, её переносят на станок с ЧПУ в виде того же .txt файла. Компьютер и станок соединяют через COM-порт компьютера. Прежде всего проводят синхронизацию их программ, отвечающих за коммуникацию. После этого происходит простое отправление и приём данных. Особый случай — если программа имеет объём, который превосходит величину памяти станка с ЧПУ. В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству. Чрезмерной сложности для понимания ручное программирование не представляет. Эту функцию в состоянии выполнять любой технолог, который знаком с его принципами. В то же время ручное программирование — это сравнительно трудоёмкий процесс, которые требует скрупулёзной точности. Этому варианту создания программ отдают предпочтение в том случае, когда необходимо выполнить несложную обработку заготовок стандартной формы. Второй случай — отсутствие требуемых для двух других методов средств разработки. Кроме того, до сих пор на производстве присутствует масса станков с ЧПУ, управление которыми возможно исключительно с применением ручного программирования. Значительное количество предприятий используют подобные модели. Причина этого именно в том, что на таких предприятиях выполняются в основном простые операции с заготовками, да и количество станков сравнительно невелико. В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда. Ещё более характерный вариант – когда операции с заготовками не просто несложные, но повторяющиеся, а их количество ограничено. Тогда сотрудник пишет программы под каждую из этих операций, и довольно долгое время её менять не требуется вовсе. Необходимость написания программ возникнет лишь при появлении потребности в новых операциях станков. В итоге ручное программирование выигрывает по эффективности у двух других вариантов. Иначе говоря, для маленького предприятия ручное программирование может быть оптимальными решением. По эффективности оно победит куда более продвинутый вариант с CAM-системой. К тому же и на предприятиях, где использование последнего метода целесообразно при потребности а коррекции управляющих программ используют ручное программирование. Также этот вариант коррекции используют, когда новую программу, написанную другими способами необходимо оттестировать на станке.
Программирование на пульте стойки станка
Поскольку сейчас многие станки с ЧПУ оборудуются дисплеем и клавиатурой, программировать в таких случаях можно непосредственно на станке, что даёт возможность разрабатывать рабочие программы для такой модели на ней самой. Программировать можно вводят в устройство G и M коды, а также в диалоговом режиме. Также имеется опция тестирования программы, для чего на дисплее станка выполняют визуальную имитацию обработки заготовки с помощью графического приложения.
Программирование с использованием системы CAM
Это специализированная система, позволяющая добиться большей производительности, нежели при программировании ручным способом либо на самом станке. Система CAM выполняет вычисление траектории инструменты, который производит обработку заготовки. Она действует в автоматическом режиме. Её применяют, если нужна управляющая программа для руководства операциями над деталью сложной конфигурации. Также CAM востребована, если станки на предприятии выполняют массу различных операций. В этих случаях ручной обсчёт нецелесообразен и даже невозможен.
В целом же заниматься ручным программированием станков с ЧПУ весьма несложно, никакого специального образования при этом не требуется. Эта работа вполне доступна и непрофессионалам, поскольку язык ISO 7 бит довольно прост. В остальных случаях все трудные операции возьмёт на себя система CAM. Мало затруднений вызывает работа по написанию управляющих программ для нескольких станков, выполняющих стандартные операции с заготовками простой формы. Но проще всего программирование для единственного станка, который владелец создал своими руками. Научиться писать программы для такой модели совсем несложно.
Так же советуем прочитать: Управление ЧПУ станком – основы и правильный выбор Наладчик станков с ЧПУ: сложно ли обучиться? Программы для ЧПУ станков полный набор для начала работы
Программирование станков с ЧПУ
Для правильной эксплуатации станков с числовым программным управлением (СЧПУ), с тем, чтобы ими в полной мере реализовывались заложенные в них функциональные возможности, необходимо создание специальных управляющих программ (УП). При создании таких программ используется язык программирования, известный среди специалистов как язык ISO 7 бит или язык G и M кодов. Различают три основных метода создания программ обработки для СЧПУ: метод ручного программирования, метод программирования непосредственно на стойке ЧПУ и метод программирования с использованием CAM-систем.
Следует сразу же подчеркнуть, что любой из перечисленных способов обладает своей нишей применительно к характеру и специфике производства. А потому ни один из них не может быть использован в качестве панацеи на все случаи жизни: в каждом случае должен существовать индивидуальный подход к выбору наиболее рационального для данных конкретных условий метода программирования.
Метод ручного программирования
При ручном написании УП для станка с ЧПУ целесообразнее всего использовать персональный компьютер с установленным в его операционной системе текстовым редактором. Метод неавтоматизированного программирования строится на записи посредством клавиатуры ПК (либо, если в условиях производства наличие ПК не предусмотрено, то просто на листе бумаги) необходимых данных в виде G и M кодов и координат перемещения обрабатывающего инструмента.
Ручной способ программирования – занятие весьма кропотливое и утомительное. Однако любой из программистов-технологов обязан хорошо понимать технику ручного программирования вне зависимости от того, использует ли он ее в реальной действительности. Применяется ручной способ программирования главным образом в случае обработки несложных деталей либо по причине отсутствия необходимых средств разработки.
В настоящее время пока еще существует много производственных предприятий, где для станков с ЧПУ используется лишь ручное программирование. В самом деле: если в производственном процессе задействовано небольшое количество станков с программным управлением, а обрабатываемые детали отличаются предельной простотой, то опытный программист-технолог с хорошим знанием техники ручного программирования по производительности труда превзойдет технолога-программиста, предпочитающего использование САМ-системы. Еще один пример: свои станки компания использует для обработки небольшого номенклатурного ряда деталей. После того, как процесс обработки таких деталей будет запрограммирован, программу когда-либо вряд ли изменят, во всяком случае, в ближайшем будущем она будет оставаться все той же. Разумеется, в подобных условиях ручное программирование для ЧПУ окажется наиболее эффективным с экономической точки зрения.
Отметим, что даже в случае использования CAM-системы как основного инструмента программирования весьма часто возникает необходимость в ручной коррекции УП по причине выявления ошибок на стадии верификации. Потребность в ручной коррекции управляющих программ всегда возникает и в ходе их первых тестовых прогонов непосредственно на станке.
Способ программирования на пульте стойки СЧПУ
Современные станки с ЧПУ, как правило, обеспечены возможностью создания рабочих управляющих программ непосредственно на пульте, оснащенном клавиатурой и дисплеем. Для программирования на пульте может быть использован как диалоговый режим, так и ввод G и M кодов. При этом уже созданную программу можно протестировать, используя графическую имитацию обработки на дисплее СЧПУ управления.
Способ программирования с применением CAD/САМ
САМ – система, осуществляющая в автоматическом режиме расчёт траектории перемещения обрабатывающего инструмента и применяемая при составлении программ для станков с ЧПУ в случае обработки деталей сложных форм при необходимости использования множества различных операций и режимов обработки.
CAD – система автоматизированного проектирования, обеспечивающая возможность моделирования изделий и минимизирующая затраты времени при выполнении конструкторской документации.
Разработка управляющих программ с применением CAD/САМ систем существенно упрощает и ускоряет процесс программирования. При использовании в работе CAD/CAM системы программист-технолог избавлен от необходимости выполнять трудоемкие математические расчеты и получает инструментарий, способный значительно ускорить процесс создания УП.
Главная | Better MRO
Facility Safety
Металлообработка
Фрезерование
Металлообработка
Механическая обработка металлов: методы и инструменты для работы с Hastelloy
Прочность и долговечность в сплаве на основе масла и газа, который делает Hastelloy суперсплавом, никелем , химическая и аэрокосмическая промышленность также усложняют обработку. Вот как с этим справляются специалисты.
Инновации
ВИДЕО: ИНСТРУМЕНТЫ – Инновации в области безопасности и защиты с Томом Лавалем, 3M
Metalworking
Балансировка владельцев инструментов в производстве: G2.5 против G6.3
3 Способности Высокотехнологичные PPE перекрывают опасности на рабочем месте
Оптимизировать
5 HACKS для машинных цепей.
ОБЗОР IMTS 2022
УЗНАЙТЕ О ПОСЛЕДНИХ ИННОВАЦИОННЫХ ИНСТРУМЕНТАХ И РЕШЕНИЯХ…
Независимо от того, присутствовали ли вы на IMTS 2022 в области проверки и обработки металлов, вы можете лично или нет.
Получите представление о том, что произошло на выставке:
* Демонстрации отмеченных наградами MSC Millmax
* Специалисты по металлу.
Инновации
Получите универсальность и сократите расходы благодаря системе быстросменных фрезерных головок Seco X-Head
Дополнительная информация от SECO Tools
ПРОИЗВОДСТВЕННЫЕ ИННОВАЦИИ
Аддитивное производство
Обработка на станках с ЧПУ или 3D-печать: какой вариант лучше всего подходит для вашей работы?
Производители электроники говорят, что когда-то революционная 3D-печать дополняет обработку на станках с ЧПУ и другие более традиционные производственные процессы, что делает ее еще одним (хотя и очень мощным) инструментом в их наборах инструментов.
Фрезерование
Алюминиевые фрезерные инструменты OSG нового поколения удваивают свои конкурентные преимущества
Контент поставщика
Инструментальный производитель премиум-класса OSG решает проблему компромисса между сроком службы инструмента и производительностью, которая является трудным препятствием для механических мастерских, с помощью своих концевых фрез марки AE-N, которые улучшают и то, и другое.
Механическая обработка
Механическое удаление заусенцев: Osborn повышает эффективность благодаря инновациям
Ваши рабочие могут быть заняты удалением заусенцев вручную, но ваш бизнес может быть более прибыльным, если вы перейдете на механический процесс с использованием правильных щеток с правильными параметрами . Объясняют эксперты Osborn.
Робототехника
Это решение Norton Abrasives доказывает ценность автоматизации
Контент для поставщиков
Команда разработчиков абразивных материалов Norton | Saint-Gobain Abrasives предоставляет производителям возможность использовать автоматизацию для работы с абразивами.
СОВЕТЫ ПО МЕТАЛЛООБРАБОТКЕ
Технология
Обработка жаропрочных сплавов: советы экспертов для труднообрабатываемых материалов
Узнайте об интеллектуальных подходах к обработке жаропрочных сплавов.
Механическая обработка
5 причин поддерживать чистоту охлаждающей жидкости при механической обработке
От дерматита до сокращения срока службы инструмента чистая охлаждающая жидкость просто лучше и делает станочников более счастливыми, а цех более продуктивным.
Технология
Почему вам нужно перестать покупать дешевые режущие инструменты
Вот почему покупка самых дешевых режущих инструментов иногда может привести к неудаче.
СТРАТЕГИЯ ЦЕПИ ПОСТАВОК
Цепочка поставок
Управление кризисом цепочки поставок: как производители могут справиться с дефицитом
Что производители могут сделать, чтобы справиться с кризисом цепочки поставок.
Бережливое производство
Изучение стратегий цепочки поставок: «точно вовремя» или «точно в случае необходимости»
Управление запасами «точно вовремя» в целом полезно для бизнеса, но является ли оно лучшей практикой во время глобальных пандемий, стихийных бедствий и торговли войны? Взгляните на варианты.
Цепочка поставок
Лучшее управление цепочкой поставок: возьмите под контроль расходы на ТОиР
Не позволяйте расходам на ТОиР выйти из-под контроля. Обуздайте это, лучше понимая, где найти скрытые расходы и как преодолеть разрыв между закупками и цехом.
Навыки Gap
GALL GAP
ВИДЕО: ОБЪЕДИНЕНИЕ — Обращение к разрыву навыков производства США
Соединение рабочих мест
Навыки обработки CN0057
Обучение и разъяснительная работа
Опуститься для безопасности
Stay Informed
machining productivity
Innovate
VIDEO: Guhring RF100 Sharp Introduction
Supplier Content
New RF100 Sharp carbide milling cutters from Guhring are excellent at shearing gummy materials and feature reduced cutting forces.
Обработка
Как концевая фреза Kennametal HARVI I TE повышает производительность и срок службы инструмента
Материалы для партнеров
Узнайте о новейшем пополнении Kennametal в линейке инструментов.
Фрезерование
ВИДЕО: НАСТРОЙКА ИНСТРУМЕНТА — высокоэффективные концевые фрезы SGS серии 77 H-Carb с 7 канавками
Контент для поставщиков
Крис Диксон, инженер по применению в Kyocera SGS Precision Tools, Inc., за обсуждение в режиме реального времени и демонстрацию высокоэффективных концевых фрез серии 77 H-Carb с 7 канавками.
соответствие требованиям
Безопасность на рабочем месте
Объяснение уровня безопасности OSHA DART и способы его расчета
Узнайте о коэффициенте DART, который разработан, чтобы помочь учреждениям измерить свои показатели безопасности.
Безопасность сотрудников
10 главных нарушений техники безопасности OSHA: во что они обходятся в 2021 году включая респираторы, лестницы, строительные леса и блокировку/маркировку.
Компании были оштрафованы на миллионы долларов.
Соблюдение нормативных требований
OSHA запрашивает дополнительные сведения о производственных травмах с высокой степенью риска
Управление по охране труда и здоровья США рассматривает вопрос о введении правила, согласно которому предприятия с повышенным риском должны сообщать более подробную информацию о производственных травмах.
Технология
Что такое соответствие требованиям TAA? 5 вещей, которые вы должны знать
Узнайте о соответствии TAA и о том, как избежать проблем или справиться с ними.
Калькулятор производительности
Ищете способы экономии и повышения производительности? Смотрите не дальше, чем прямо здесь.
Начало работы
Калькулятор ставок TCR / DART
Сравните свои ставки TCR и DART и бизнес со средними показателями по отрасли.
Начало работы
Чем занимается программист ЧПУ?
Программисты ЧПУ несут ответственность за правильную работу и программирование станков с ЧПУ, используя программирование ЧПУ, которое позволяет отправлять инструкции на моторизованные инструменты. Как стать программистом ЧПУ и каковы повседневные обязанности?
Обзор ролей
Обязанности Навыки Фон Зарплата
Что такое программирование ЧПУ?
ЧПУ относится к Компьютерное числовое управление и описывает программируемые машины , которые используются для механических процессов , таких как фрезерование или сверление. Программирование станков с ЧПУ — это особый набор правил кодирования , которые составляют программное обеспечение ЧПУ , необходимое для запуска токарных, фрезерных, фрезерных, шлифовальных, лазерных резаков и других станков.
Здесь на помощь приходит программист ЧПУ . Он отвечает за программирование, проектирование и разработку этого программного обеспечения , а также за его настройку для работы на станках с ЧПУ.
Обзор работы программиста ЧПУ
Для этого программист ЧПУ должен знать языка программирования на языках. Наиболее распространенным языком программирования , используемым для запуска станков с ЧПУ, является G-код (также известный как G-программирование ). С помощью G-кода программист может управлять различными движениями и функциями инструмента с ЧПУ.
В настоящее время Программисты ЧПУ пользуются большим спросом , поскольку они обычно используются почти во всех отраслях, связанных с производством. Они улучшают автоматизацию и гибкость.
В каких отраслях наиболее востребованы программисты ЧПУ?
Машиностроение
Аэрокосмическая промышленность
Ядерная промышленность
Ручные инструменты и оборудование
Автомобильная промышленность
Медицина
Нефть и газ
Промышленность
0
Электроника
Ищете новую работу? » Просмотр вакансий программиста ЧПУ 🔎
Обязанности программиста ЧПУ
Токарные станки с ЧПУ фрезеруют, сверлят или режут материалы для производства товаров, часто требуется сложное программирование со специальным программным обеспечением. Программист ЧПУ отвечает за разработку и программирование этого программного обеспечения. Они также работают над улучшением приложений программного обеспечения по отношению к машине.
Программист ЧПУ – Обязанности
В своих повседневных задачах они анализируют существующие станки и их рабочие процессы и при необходимости оптимизируют их. Программисты ЧПУ также обучают и инструктируют рабочих , которые работают с данным оборудованием. В рамках процесса оптимизации они также проверяют использование материалов , отслеживая признаки износа и следя за ремонтом и обслуживанием оборудования.
Каковы задачи программиста ЧПУ?
Программирование станков с ЧПУ
Определение способов оптимизации обработки различных компонентов
Оптимизация работы станков с ЧПУ по времени обработки
Обучение квалифицированного персонала работе на станках
Ремонт и техническое обслуживание Станки с ЧПУ
Определение производственных процессов и указание необходимых инструментов и приспособлений
Создание, изменение, тестирование программ ЧПУ на основе рабочих чертежей, технических данных и инструкций конструкторского отдела
Требуемые навыки
Программист ЧПУ – Требуемые навыки
Программисты ЧПУ имеют опыт в области информатики – особенно программирование , а также ноу-хау в области машиностроения и системотехники. Технические навыки включают знание САПР, производственного программного обеспечения , а также в области математики и физики.
Мягкие навыки включают в себя структурированный и ответственный подход к работе и логическое мышление, особенно при работе с кодированием ЧПУ.
Что должен уметь программист ЧПУ?
Хорошее знание G-кодов и М-кодов для станков с ЧПУ Powermill, Fusion 360
Хорошее понимание чертежей и планов
Эксперты в области отраслевых и государственных стандартов безопасности
Знание настройки сверл, фрезерных и токарных станков для обеспечения 100-процентной точности
Сильные математические способности, в том числе тригонометрия и геометрия
Аналитическое мышление и логическое мышление
Вы ищете специалиста по станкам с ЧПУ? > Последние профили программиста ЧПУ ⚙️
Как стать программистом ЧПУ? Образование и образование
Чтобы стать программистом ЧПУ, обычно требуется соответствующая академическая степень продолжительностью 3-4 года. градусов в полях 9Подходящими вариантами являются 0043 Информатика и/или инженерное дело .
Кроме того, чтобы познакомиться с профессией программиста ЧПУ, настоятельно рекомендуется заранее пройти стажировку, чтобы иметь четкое представление о задачах профессии, прежде чем приступить к карьере.
Зарплата
Начальная зарплата программиста станков с ЧПУ составляет около 60 000 долларов в год. Средняя зарплата составляет около 75 000 долларов брутто в год. Старшая зарплата составляет 100 000 долларов. Заработная плата может быть выше в отдельных случаях с соответствующим доходом в зависимости от многочисленных переменных, таких как отрасль и компания, а также от профессионального опыта.
Сколько зарабатывает программист ЧПУ?
Starting Salary
$60,000
Average Salary
$75,000
Senior Salary
$100,000
Средняя ставка программистов станков с ЧПУ (2022)
71 доллар США в час
В среднем внештатных программиста станков с ЧПУ берут 71 доллар в час (индекс цен и ставок freelancermap на сентябрь 2022 года).
 Сырьем для производства в таких устройствах было решено использовать расплавленное стекло. Это позволило получать объемные предметы простых и сложных форм, которые отличаются:
Сырьем для производства в таких устройствах было решено использовать расплавленное стекло. Это позволило получать объемные предметы простых и сложных форм, которые отличаются:

 Составы были подобраны таким образом, что изначально компоненты находятся в области растворимости диаграммы состояния системы, но после фотополимеризации переходят в область неполной смешиваемости. В результате происходит спинодальный распад и две фазы (оксидный прекурсор и полимер) разделяются, образуя взаимнонепрерывную сетевую структуру.
Составы были подобраны таким образом, что изначально компоненты находятся в области растворимости диаграммы состояния системы, но после фотополимеризации переходят в область неполной смешиваемости. В результате происходит спинодальный распад и две фазы (оксидный прекурсор и полимер) разделяются, образуя взаимнонепрерывную сетевую структуру. Кроме того, ученые продемонстрировали универсальность метода, напечатав не только силикатное стекло, но также боратное и фосфатное.
Кроме того, ученые продемонстрировали универсальность метода, напечатав не только силикатное стекло, но также боратное и фосфатное. Команда говорит, что при использовании для печати материала Glassomer, ранее отшлифованного во Фрайбурге, их процесс без слоев может открыть устройства с новой микрофлюидной или микрооптической функциональностью.
Команда говорит, что при использовании для печати материала Glassomer, ранее отшлифованного во Фрайбурге, их процесс без слоев может открыть устройства с новой микрофлюидной или микрооптической функциональностью.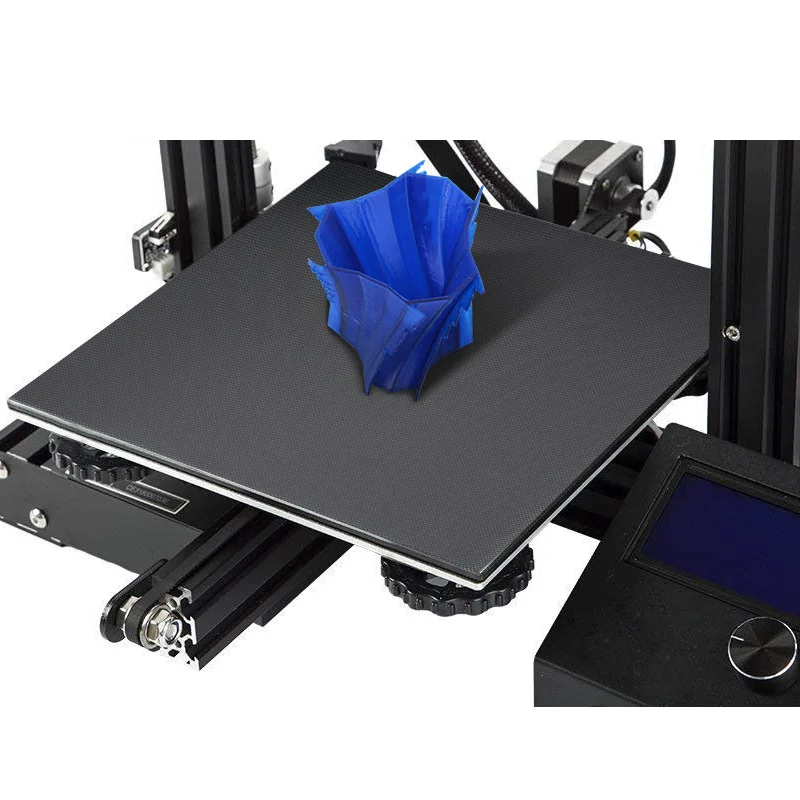 Учитывая эти качества, неудивительно, что материал иногда используется и в 3D-печати, однако исследователи говорят, что послойное нанесение может «вызывать дефекты» и «ограничивать геометрическую свободу».
Учитывая эти качества, неудивительно, что материал иногда используется и в 3D-печати, однако исследователи говорят, что послойное нанесение может «вызывать дефекты» и «ограничивать геометрическую свободу».
 Учитывая, что большинство устройств «лаборатория на чипе» также полагаются на точную интеграцию сложных микрожидкостных каналов, ученые считают, что их метод можно использовать и в инструментах клинической диагностики.
Учитывая, что большинство устройств «лаборатория на чипе» также полагаются на точную интеграцию сложных микрожидкостных каналов, ученые считают, что их метод можно использовать и в инструментах клинической диагностики.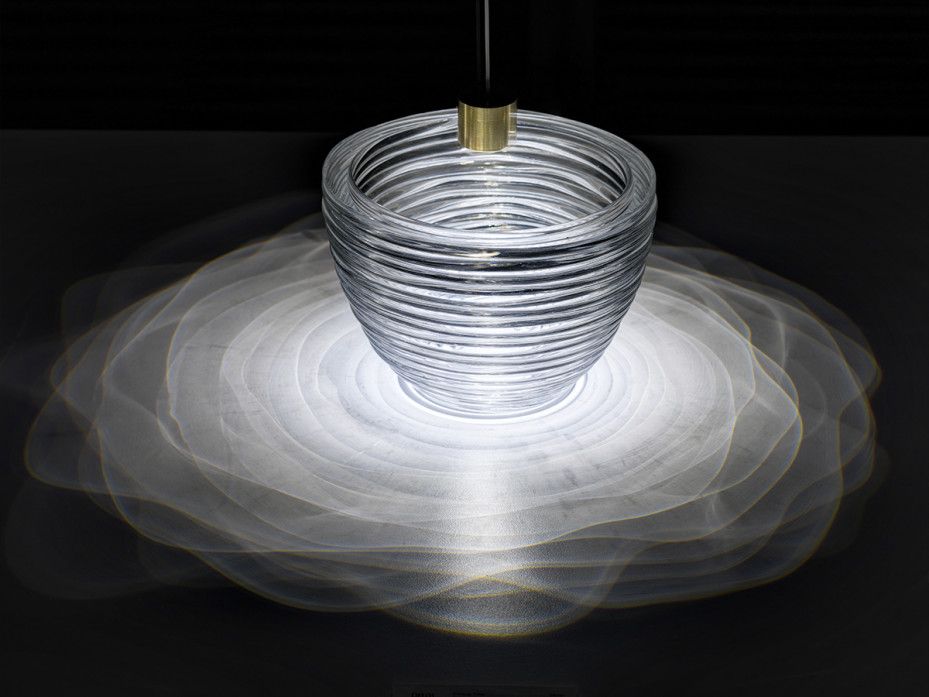

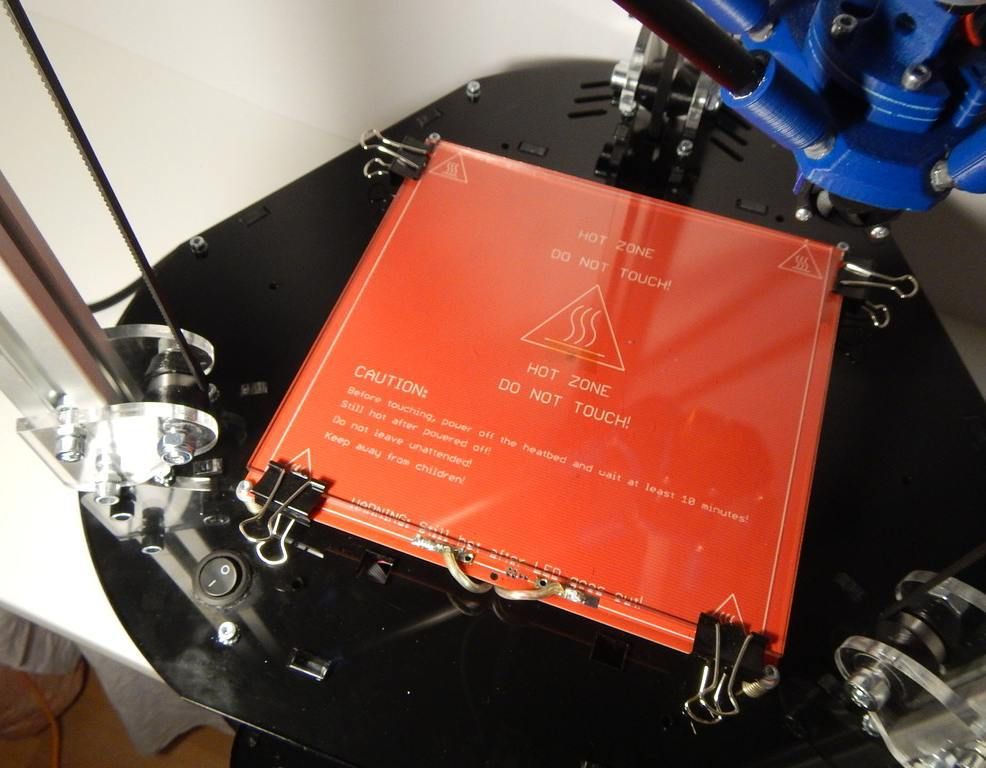 Фото: Чикара Инамура, отдел новостей Массачусетского технологического института. перспективная технология, в отличие от традиционных субтрактивных методов производства, некоторые формы аддитивного производства, в частности, металлические аддитивного производства, быстро становятся массовыми. Тем не менее, другие формы AM далеки от достижения промышленной мощности.
Фото: Чикара Инамура, отдел новостей Массачусетского технологического института. перспективная технология, в отличие от традиционных субтрактивных методов производства, некоторые формы аддитивного производства, в частности, металлические аддитивного производства, быстро становятся массовыми. Тем не менее, другие формы AM далеки от достижения промышленной мощности.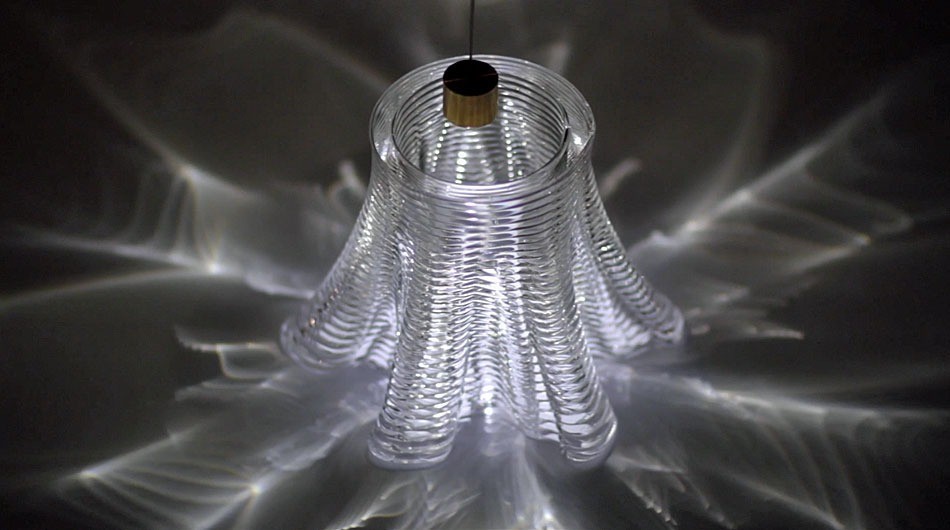 В этих системах на основе порошка струйный принтер наносит капли связующего раствора на тонкий слой порошка, и связующее вещество и порошок вступают в реакцию, связывая частицы вместе и создавая трехмерный объект.
В этих системах на основе порошка струйный принтер наносит капли связующего раствора на тонкий слой порошка, и связующее вещество и порошок вступают в реакцию, связывая частицы вместе и создавая трехмерный объект. Во-первых, в марте Micron3DP завершила установку своих первых полностью работающих стеклянных 3D-принтеров высокого разрешения на своем объекте в Кфар-Сабе, а затем начала переговоры о внешнем бета-тестировании. Затем, в апреле, Массачусетский технологический институт продемонстрировал результаты G3DP2, своего второго проекта по 3D-печати стеклом, на Миланской неделе дизайна.
Во-первых, в марте Micron3DP завершила установку своих первых полностью работающих стеклянных 3D-принтеров высокого разрешения на своем объекте в Кфар-Сабе, а затем начала переговоры о внешнем бета-тестировании. Затем, в апреле, Массачусетский технологический институт продемонстрировал результаты G3DP2, своего второго проекта по 3D-печати стеклом, на Миланской неделе дизайна.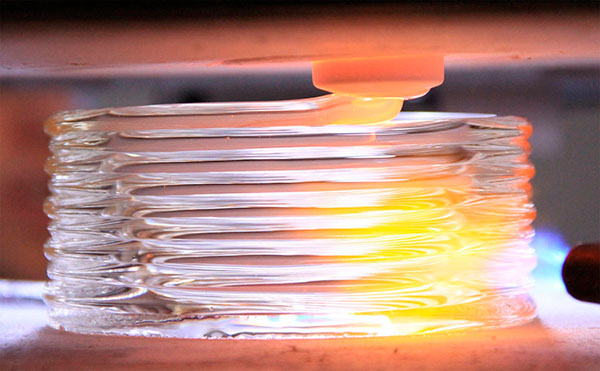 Предоставлено: Технологический институт Карсруэ,
Предоставлено: Технологический институт Карсруэ,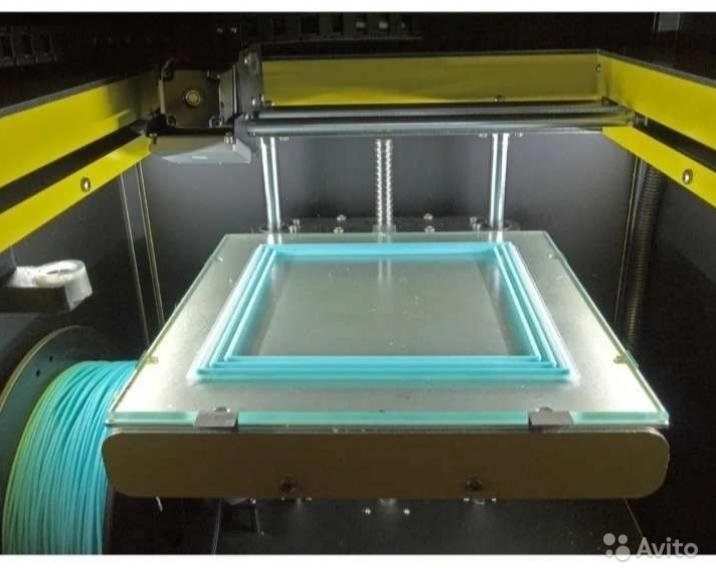
 0 kW
0 kW
 При помощи фрезерной обработки на плоских деталях можно получить любые объемные изображения, включая оригинальные дизайнерские разработки или 3D модели, разработанные с помощью специальных программ и размещенные в сетях.
При помощи фрезерной обработки на плоских деталях можно получить любые объемные изображения, включая оригинальные дизайнерские разработки или 3D модели, разработанные с помощью специальных программ и размещенные в сетях.
 Это может быть авторская разработка или образец, найденный на специализированном сайте в интернете, где каждая модель выполнена на профессиональном уровне;
Это может быть авторская разработка или образец, найденный на специализированном сайте в интернете, где каждая модель выполнена на профессиональном уровне;
 Благодаря конструктивным особенностям нового оборудования, режущий инструмент получает дополнительные степени свободы, увеличивая, таким образом, технологические возможности производства. В процессе обработки фреза перемещается по более сложному маршруту, обрабатывая одновременно несколько поверхностей при неизменном положении заготовки.
Благодаря конструктивным особенностям нового оборудования, режущий инструмент получает дополнительные степени свободы, увеличивая, таким образом, технологические возможности производства. В процессе обработки фреза перемещается по более сложному маршруту, обрабатывая одновременно несколько поверхностей при неизменном положении заготовки.
 Конечным результатом стал Fabricator Pro: машина, которая, как мы твердо верим, изменит правила игры в индустрии цифровых технологий.
Конечным результатом стал Fabricator Pro: машина, которая, как мы твердо верим, изменит правила игры в индустрии цифровых технологий. Если вы планируете разместить компьютер дальше от машины, вам потребуется приобрести кабель большей длины. Если вы не уверены, сколько футов кабеля вам нужно, позвоните или напишите нам, и мы поможем вам. Шпинделю потребуется кабель калибра 12/3, 14/3 или 16/3 для подключения инвертора к стене. . Вам также понадобится 4-жильный провод для подключения шпинделя к инвертору, так как 4-й провод необходим для заземления. Важно понимать электрические требования к шпинделю, поэтому мы настоятельно рекомендуем вам проконсультироваться с лицензированным электриком, прежде чем пытаться подключить его.
Если вы планируете разместить компьютер дальше от машины, вам потребуется приобрести кабель большей длины. Если вы не уверены, сколько футов кабеля вам нужно, позвоните или напишите нам, и мы поможем вам. Шпинделю потребуется кабель калибра 12/3, 14/3 или 16/3 для подключения инвертора к стене. . Вам также понадобится 4-жильный провод для подключения шпинделя к инвертору, так как 4-й провод необходим для заземления. Важно понимать электрические требования к шпинделю, поэтому мы настоятельно рекомендуем вам проконсультироваться с лицензированным электриком, прежде чем пытаться подключить его.


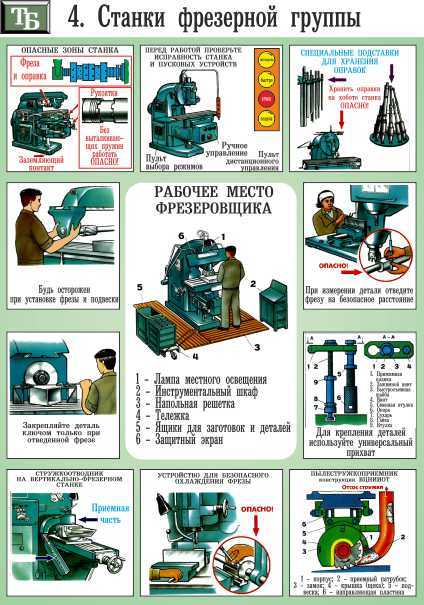



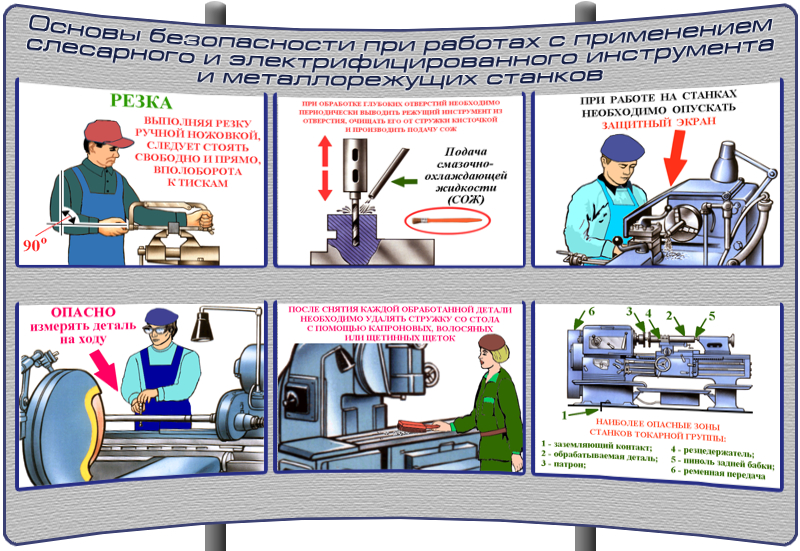

 Выполняют заземление, подводят электропитание и, если необходимо, соединяют коммуникации центральной подачи смазывающе-охлаждающей жидкости, стружкоудаления, сети сжатого воздуха.
Выполняют заземление, подводят электропитание и, если необходимо, соединяют коммуникации центральной подачи смазывающе-охлаждающей жидкости, стружкоудаления, сети сжатого воздуха.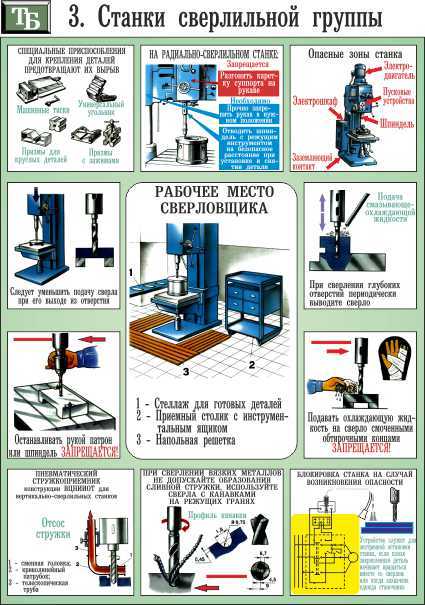 Наладку завершают регулировкой инструментов на размер и пробными работами.
Наладку завершают регулировкой инструментов на размер и пробными работами. При эксплуатации автоматизированных станков применяют смешанную форму обслуживания: наладку производит наладчик, а подналадку — оператор. При этом функции оператора разнообразны: приемка заготовок и их установка, снятие готовых деталей, оперативное управление, периодический контроль деталей, смена или регулирование режущего инструмента, регулирование подачи СОЖ, контроль удаления стружки и др.
При эксплуатации автоматизированных станков применяют смешанную форму обслуживания: наладку производит наладчик, а подналадку — оператор. При этом функции оператора разнообразны: приемка заготовок и их установка, снятие готовых деталей, оперативное управление, периодический контроль деталей, смена или регулирование режущего инструмента, регулирование подачи СОЖ, контроль удаления стружки и др. Периодически смазывают приводы аппаратов тонким слоем смазочного материала, не допуская попадания его на контакты. Раз в полгода меняют полярность рабочих контактов у кнопок и выключателей, работающих в цепях постоянного тока, проверяют состояние контактов. При появлении пригара или капель металла на поверхности контактов их слегка зачищают бархатным надфилем (зачистка абразивными материалами недопустима).
Периодически смазывают приводы аппаратов тонким слоем смазочного материала, не допуская попадания его на контакты. Раз в полгода меняют полярность рабочих контактов у кнопок и выключателей, работающих в цепях постоянного тока, проверяют состояние контактов. При появлении пригара или капель металла на поверхности контактов их слегка зачищают бархатным надфилем (зачистка абразивными материалами недопустима). . К счастью, современные станки имеют множество функций безопасности, которые помогают снизить эти опасности. Чтобы обеспечить безопасность при работе на станке, помните следующее:
. К счастью, современные станки имеют множество функций безопасности, которые помогают снизить эти опасности. Чтобы обеспечить безопасность при работе на станке, помните следующее:




 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! Трубки RECI на протяжении долгого времени сочетают в себе высокие стандарты качества и надежность. Серия трубок RECI W2 – этой третье поколение излучателей RECI, которое имеет ряд улучшений относительно предыдущих серий RECI S2 и RECI V2.
Трубки RECI на протяжении долгого времени сочетают в себе высокие стандарты качества и надежность. Серия трубок RECI W2 – этой третье поколение излучателей RECI, которое имеет ряд улучшений относительно предыдущих серий RECI S2 и RECI V2.
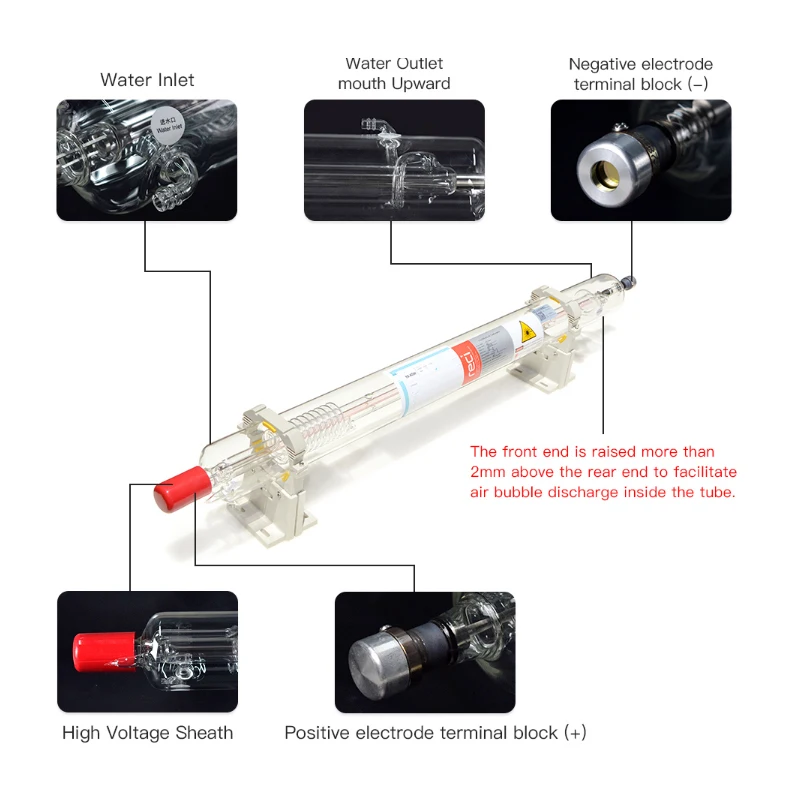
 Анодированный алюминий с черной маркировкой; цветная маркировка из титана и нержавеющей стали)
Анодированный алюминий с черной маркировкой; цветная маркировка из титана и нержавеющей стали)  cloudraylaser.com), отличающимися высокой стабильностью и эффективностью маркировки.
cloudraylaser.com), отличающимися высокой стабильностью и эффективностью маркировки.  cloudraylser.com, а не для клиентов из других каналов продаж.
cloudraylser.com, а не для клиентов из других каналов продаж. 
 28 мА)
28 мА) Если это не удалось сделать; это приведет к отклонению всех претензий. Клиенты должны подать отчет перевозчику и держать все транспортные материалы под рукой для проверки. Мы не несем ответственности за любые внутренние трещины после получения, любой ущерб, причиненный во время транспортировки, покрывается страховкой. Покупатель несет ответственность за стоимость доставки сменной трубки, если дата заказа превышает 30 дней. Принятие или отказ в гарантии зависит от решения, принятого производителями труб. Lightobject не несет ответственности за отказ ни при каких обстоятельствах.
Если это не удалось сделать; это приведет к отклонению всех претензий. Клиенты должны подать отчет перевозчику и держать все транспортные материалы под рукой для проверки. Мы не несем ответственности за любые внутренние трещины после получения, любой ущерб, причиненный во время транспортировки, покрывается страховкой. Покупатель несет ответственность за стоимость доставки сменной трубки, если дата заказа превышает 30 дней. Принятие или отказ в гарантии зависит от решения, принятого производителями труб. Lightobject не несет ответственности за отказ ни при каких обстоятельствах. Мало того, что эта трубка была дешевле, чем 1/2 цены, она еще и намного более высокого качества! Я позвонил и поговорил с очень хорошим джентльменом о моих потребностях. Он ответил на некоторые вопросы и помог мне подобрать правильную трубку для моей машины. Тюбик был в резерве, но мы собирались в семейный отпуск… так что ожидание нас особо не задело. Как только они получили и протестировали запас, он был отправлен нам быстро. Их упаковка была отличной! Двойная коробка с тоннами защиты. Именно так вы должны отправлять такие предметы! Я смог установить свою трубку… отрегулировать, и теперь мы снова в работе! Большое спасибо! Настоятельно рекомендуется! 7/19/2019
Мало того, что эта трубка была дешевле, чем 1/2 цены, она еще и намного более высокого качества! Я позвонил и поговорил с очень хорошим джентльменом о моих потребностях. Он ответил на некоторые вопросы и помог мне подобрать правильную трубку для моей машины. Тюбик был в резерве, но мы собирались в семейный отпуск… так что ожидание нас особо не задело. Как только они получили и протестировали запас, он был отправлен нам быстро. Их упаковка была отличной! Двойная коробка с тоннами защиты. Именно так вы должны отправлять такие предметы! Я смог установить свою трубку… отрегулировать, и теперь мы снова в работе! Большое спасибо! Настоятельно рекомендуется! 7/19/2019 Новый тюбик появился быстро, отправили в день заказа. Я установил его, прошел выравнивание зеркала и заработал. 5/29/2019
Новый тюбик появился быстро, отправили в день заказа. Я установил его, прошел выравнивание зеркала и заработал. 5/29/2019

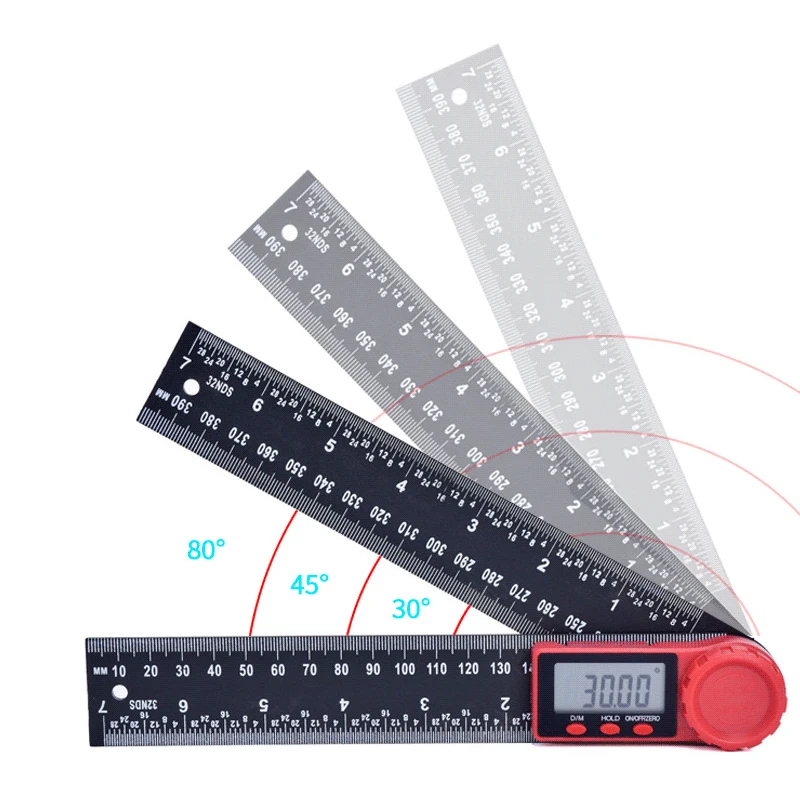 УЦИ преобразует количество пройденных линий в цифровую информацию и выводит на свой дисплей. Линейка имеет от одной до нескольких референтных точек для установки начала отсчета перемещения (нуля координат).
УЦИ преобразует количество пройденных линий в цифровую информацию и выводит на свой дисплей. Линейка имеет от одной до нескольких референтных точек для установки начала отсчета перемещения (нуля координат). Учитывать следует не величину хода, а расстояние между жесткими упорами по измеряемой оси. Это предохранит выход из строя считывающего датчика (головки) по вине оператора либо при неисправности концевых выключателей оборудования. Рекомендуется рабочую длину электронно-цифровой линейки исходя из максимальной величины перемещения по оси +100 мм
Учитывать следует не величину хода, а расстояние между жесткими упорами по измеряемой оси. Это предохранит выход из строя считывающего датчика (головки) по вине оператора либо при неисправности концевых выключателей оборудования. Рекомендуется рабочую длину электронно-цифровой линейки исходя из максимальной величины перемещения по оси +100 мм Внешние факторы тоже немаловажны: уровень вибрации при работе оборудования, температура и т. п. Без устранения всех негативных условий, без модернизации и соблюдения правил нормальной эксплуатации станков добиться даже паспортных показателей невозможно. И прецизионная измерительная система в виде оптической линейки высокого класса точности в этом случае не поможет.
Внешние факторы тоже немаловажны: уровень вибрации при работе оборудования, температура и т. п. Без устранения всех негативных условий, без модернизации и соблюдения правил нормальной эксплуатации станков добиться даже паспортных показателей невозможно. И прецизионная измерительная система в виде оптической линейки высокого класса точности в этом случае не поможет. Уменьшение дискретности измерения (повышение точности или сужение зоны нечувствительности) требует увеличения точности изготовления стекла и нанесения рисок, что приводит к увеличению стоимости. Большое количество импульсов в итоге может стать также ограничителем максимальной скорости перемещения по оси, т.е. принимающее сигналы устройство может воспринять не все импульсы, и позиция будет потеряна
Уменьшение дискретности измерения (повышение точности или сужение зоны нечувствительности) требует увеличения точности изготовления стекла и нанесения рисок, что приводит к увеличению стоимости. Большое количество импульсов в итоге может стать также ограничителем максимальной скорости перемещения по оси, т.е. принимающее сигналы устройство может воспринять не все импульсы, и позиция будет потеряна Но цена магнитного измерителя начинает выигрывать у стоимости оптической линейки только у моделей с рабочей длиной от полуметра.
Но цена магнитного измерителя начинает выигрывать у стоимости оптической линейки только у моделей с рабочей длиной от полуметра. Серия отличается высокой дискретностью измерения (сигнал передается через каждые 1 или 5 мкм перемещения в зависимости от дискретности линейки), что сводит к минимуму позиционную ошибку. Оптические линейки снабжены корпусами, защищающими рабочие поверхности от металлической стружки, шлама, СОЖ.
Серия отличается высокой дискретностью измерения (сигнал передается через каждые 1 или 5 мкм перемещения в зависимости от дискретности линейки), что сводит к минимуму позиционную ошибку. Оптические линейки снабжены корпусами, защищающими рабочие поверхности от металлической стружки, шлама, СОЖ.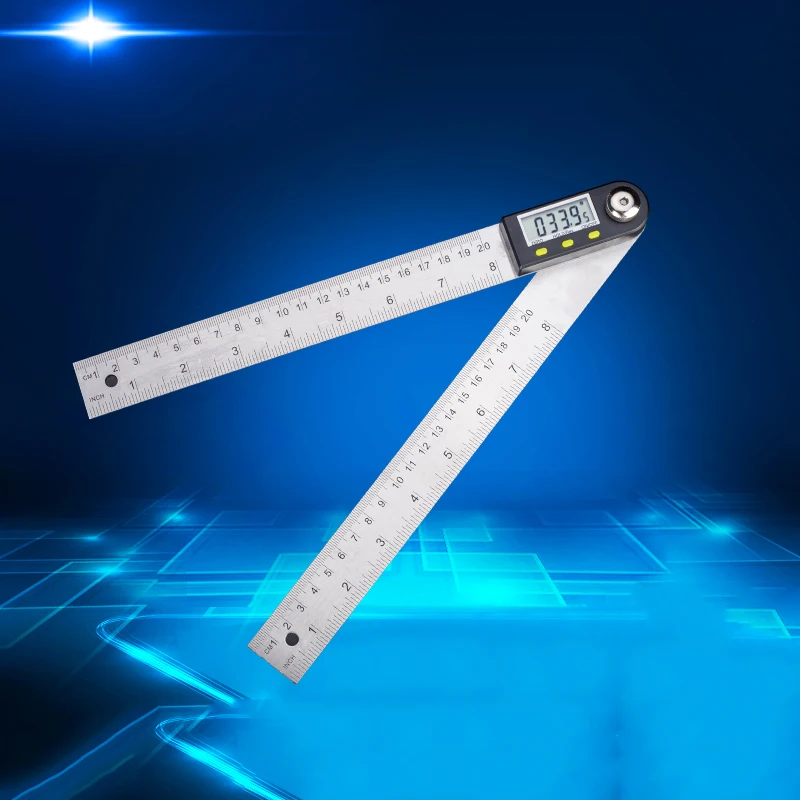 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. Этот принцип измерения не изнашивается, очень надежен и обеспечивает высочайшее разрешение до 0,2 микрона.
Этот принцип измерения не изнашивается, очень надежен и обеспечивает высочайшее разрешение до 0,2 микрона.
 тока ±5 %
тока ±5 %

 Для этой цели узлы станка должны обеспечивать возможность подхода инструмента ко всем обрабатываемым поверхностям. Автоматизация операций закрепления, совмещение зажима – разжима заготовки с обработкой. Одним из путей для существенного сокращения времени простоев токарных центров является уменьшение времени зажима-разжима заготовок. Возможность обработки максимального числа поверхностей заготовки с одной ее установки резко увеличивает цикл обработки заготовки на одном станке.
Для этой цели узлы станка должны обеспечивать возможность подхода инструмента ко всем обрабатываемым поверхностям. Автоматизация операций закрепления, совмещение зажима – разжима заготовки с обработкой. Одним из путей для существенного сокращения времени простоев токарных центров является уменьшение времени зажима-разжима заготовок. Возможность обработки максимального числа поверхностей заготовки с одной ее установки резко увеличивает цикл обработки заготовки на одном станке.
 Точность изготовления детали напрямую зависит от перемещения подвижных узлов станка. В токарно-фрезерном центре ТС1720Ф4 применены высокоскоростные направляющие качения повышенной жесткости и ШВП от ведущего мирового производителя HIWIN. Направляющие данного типа за счет применения роликов обеспечивают минимальное сопротивление движению исполнительного механизма, достигая максимальной скорости перемещения 20000 мм/мин, в то время как шарико-винтовые пары, благодаря применению гаек с предварительным натягом и большему диаметру ходового винта, отличаются высокими точностью останова, износостойкостью и жесткостью.
Точность изготовления детали напрямую зависит от перемещения подвижных узлов станка. В токарно-фрезерном центре ТС1720Ф4 применены высокоскоростные направляющие качения повышенной жесткости и ШВП от ведущего мирового производителя HIWIN. Направляющие данного типа за счет применения роликов обеспечивают минимальное сопротивление движению исполнительного механизма, достигая максимальной скорости перемещения 20000 мм/мин, в то время как шарико-винтовые пары, благодаря применению гаек с предварительным натягом и большему диаметру ходового винта, отличаются высокими точностью останова, износостойкостью и жесткостью.
 Инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Время смены инструмента должно быть минимальным. Замена инструмента должна осуществляться удобно и легко.
Инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Время смены инструмента должно быть минимальным. Замена инструмента должна осуществляться удобно и легко. Для ТС1720Ф4 данные системы устанавливаются опционально, но позволяют максимально эффективно снизить трудозатраты производственного процесса, исключить брак и снизить себестоимость продукции.
Для ТС1720Ф4 данные системы устанавливаются опционально, но позволяют максимально эффективно снизить трудозатраты производственного процесса, исключить брак и снизить себестоимость продукции. Этими качествами обладает токарный станок с ЧПУ.
Этими качествами обладает токарный станок с ЧПУ.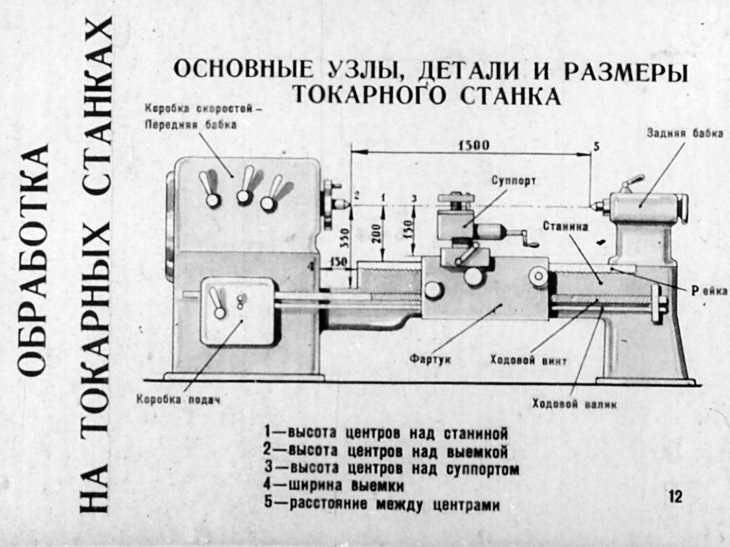


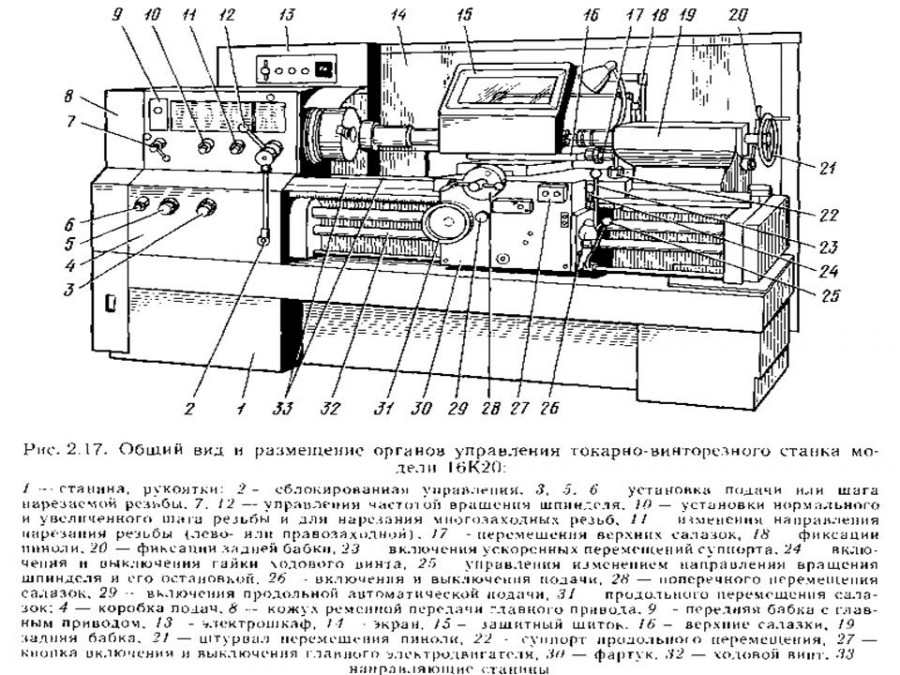 Максимальная температура плавления равна +30 000 градусов.
Максимальная температура плавления равна +30 000 градусов.

 Эти детали приводятся в движение главным двигателем, и их конфигурация определяет скорость вращения шпинделя.
Эти детали приводятся в движение главным двигателем, и их конфигурация определяет скорость вращения шпинделя. Если подшипники изношены или загрязнены, они могут повредить шпиндель. Это может привести к дальнейшему повреждению других компонентов и повлиять на производительность вашего токарного станка.
Если подшипники изношены или загрязнены, они могут повредить шпиндель. Это может привести к дальнейшему повреждению других компонентов и повлиять на производительность вашего токарного станка.
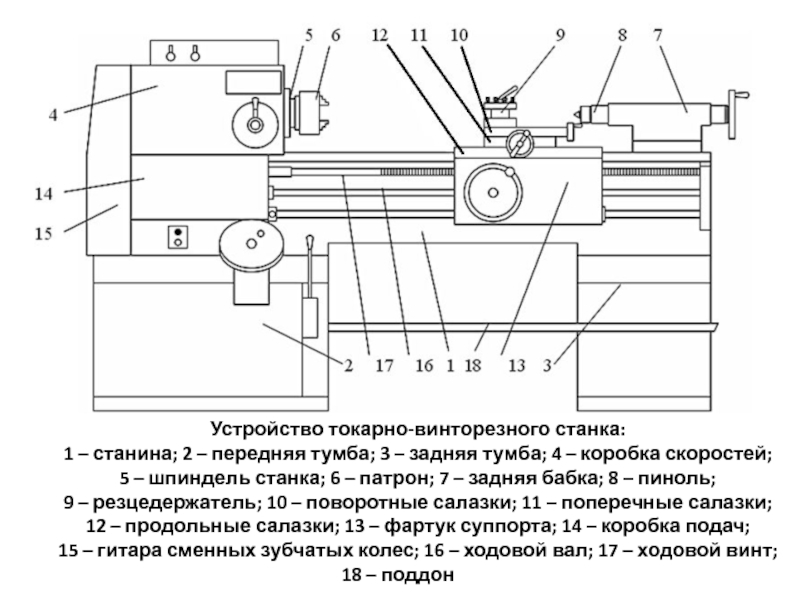

 д. выполнены на одном конце шпинделя, к которому можно прикрепить удерживающие устройства.
д. выполнены на одном конце шпинделя, к которому можно прикрепить удерживающие устройства.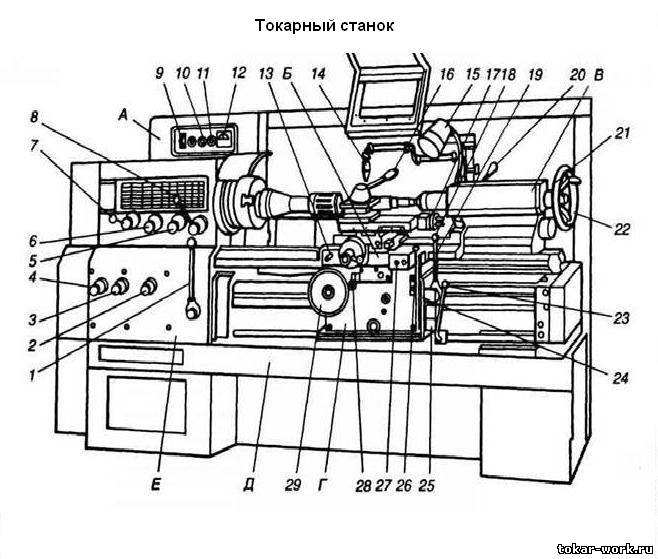
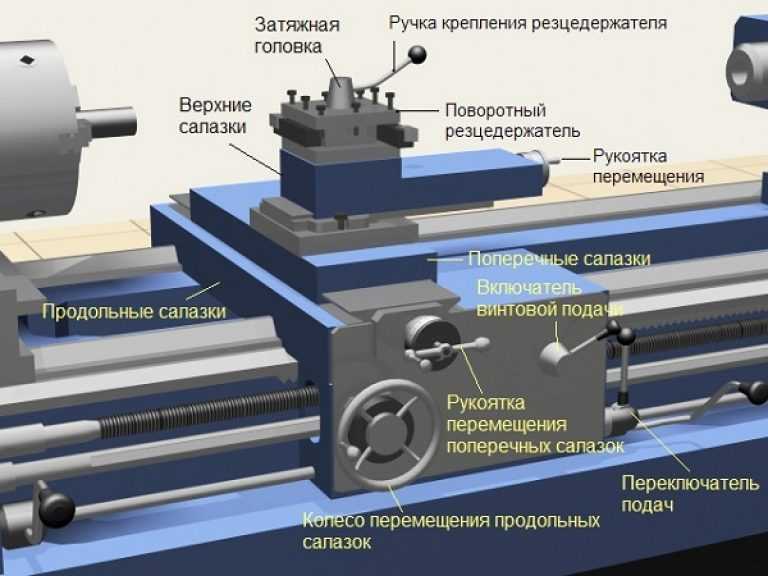





 Детали, полученные на выходе, будут соответствовать заданным требованиям и ожиданиям.
Детали, полученные на выходе, будут соответствовать заданным требованиям и ожиданиям.


 Так происходит фрезерование заготовки для изготовления детали требуемых форм и размеров.
Так происходит фрезерование заготовки для изготовления детали требуемых форм и размеров.



 Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
 Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw. После установки разработанной программы в ОЗУ станка (оперативное запоминающее устройство или оперативная память), оператор может начать работу, предварительно выбрав нужные режимы и параметры в соответствии с поставленной технологической задачей и обрабатываемым материалом.
Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw. После установки разработанной программы в ОЗУ станка (оперативное запоминающее устройство или оперативная память), оператор может начать работу, предварительно выбрав нужные режимы и параметры в соответствии с поставленной технологической задачей и обрабатываемым материалом. В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций.
В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций. С тех пор процесс фрезерования продвинулся до уровня компьютеризированного управления.
С тех пор процесс фрезерования продвинулся до уровня компьютеризированного управления. Они могут иметь подвижную заготовку и неподвижный вращающийся инструмент, неподвижную заготовку и подвижный вращающийся инструмент или подвижную заготовку и вращающийся инструмент, в зависимости от их конструкции и требований к фрезерованию. Поскольку фрезерование с ЧПУ обычно служит вторичным или чистовым процессом для обработанных компонентов, фрезерные станки можно использовать для создания таких элементов дизайна, как плоские поверхности, контуры, канавки, пазы, выемки, отверстия и карманы.
Они могут иметь подвижную заготовку и неподвижный вращающийся инструмент, неподвижную заготовку и подвижный вращающийся инструмент или подвижную заготовку и вращающийся инструмент, в зависимости от их конструкции и требований к фрезерованию. Поскольку фрезерование с ЧПУ обычно служит вторичным или чистовым процессом для обработанных компонентов, фрезерные станки можно использовать для создания таких элементов дизайна, как плоские поверхности, контуры, канавки, пазы, выемки, отверстия и карманы. Затем коды переводятся в органы управления станка, которые работают по крайней мере по двум осям (X и Y), в дополнение к шпинделю инструмента, работающему по глубине или оси Z. Некоторые обрабатывающие центры позволяют контролировать до пяти уникальных осей.
Затем коды переводятся в органы управления станка, которые работают по крайней мере по двум осям (X и Y), в дополнение к шпинделю инструмента, работающему по глубине или оси Z. Некоторые обрабатывающие центры позволяют контролировать до пяти уникальных осей. После того, как станок с ЧПУ запрограммирован и настроен, операторы могут производить больше деталей на более высоких скоростях с хорошей повторяемостью от детали к детали, что делает процесс идеальным для крупносерийного производства.
После того, как станок с ЧПУ запрограммирован и настроен, операторы могут производить больше деталей на более высоких скоростях с хорошей повторяемостью от детали к детали, что делает процесс идеальным для крупносерийного производства. Торцевое фрезерование использует ось вращения, перпендикулярную поверхности материала. Режущий или шлифовальный инструмент обращен вниз к поверхности заготовки для удаления материала.
Торцевое фрезерование использует ось вращения, перпендикулярную поверхности материала. Режущий или шлифовальный инструмент обращен вниз к поверхности заготовки для удаления материала. Однако в целом заготовка остается неподвижной, в то время как режущий инструмент движется и вращается, удаляя материал и реализуя дизайн. Различные фрезерные станки с ЧПУ будут иметь различные конфигурации шпинделя, которые удерживают и перемещают заготовку по-разному.
Однако в целом заготовка остается неподвижной, в то время как режущий инструмент движется и вращается, удаляя материал и реализуя дизайн. Различные фрезерные станки с ЧПУ будут иметь различные конфигурации шпинделя, которые удерживают и перемещают заготовку по-разному.

 6А
6А
 (кабель для соединения получаем в комплект).
(кабель для соединения получаем в комплект).
 175мм с торцевыми шпильками под шестигранник.
175мм с торцевыми шпильками под шестигранник.
 5мм.
5мм.  д. Он подходит для высокоточной гравировки. В настоящее время он может гравировать цифры и английские буквы с точностью до 1 мм. И он также может гравировать человека размером 2 мм, а поверхность гравировки гладкая и без заусенцев.
д. Он подходит для высокоточной гравировки. В настоящее время он может гравировать цифры и английские буквы с точностью до 1 мм. И он также может гравировать человека размером 2 мм, а поверхность гравировки гладкая и без заусенцев. И он также подходит для гравировки печатных плат, форм для моделей, поделок, пластиковых коробок с ограниченными характеристиками, шасси из алюминиевого сплава, отверстий в панели. Кроме того, он также может выполнять некоторые процессы, такие как 3D-гравировка, сверление и фрезерование металлических материалов, таких как алюминиевый сплав и медь.
И он также подходит для гравировки печатных плат, форм для моделей, поделок, пластиковых коробок с ограниченными характеристиками, шасси из алюминиевого сплава, отверстий в панели. Кроме того, он также может выполнять некоторые процессы, такие как 3D-гравировка, сверление и фрезерование металлических материалов, таких как алюминиевый сплав и медь. И он также может делать двери без покраски, обрабатывать окна вентилятора, чистящие средства для обуви, шкафы и панели для игровых автоматов, столы для маджонга, компьютерные столы и панельную мебель.
И он также может делать двери без покраски, обрабатывать окна вентилятора, чистящие средства для обуви, шкафы и панели для игровых автоматов, столы для маджонга, компьютерные столы и панельную мебель. д.
д. И его производительность оказывает жизненно важное влияние на производительность хобби-фрезерного станка с ЧПУ. Обрабатывающие шпиндели обычно делятся на прецизионные обрабатывающие шпиндели и шпиндели большой мощности.
И его производительность оказывает жизненно важное влияние на производительность хобби-фрезерного станка с ЧПУ. Обрабатывающие шпиндели обычно делятся на прецизионные обрабатывающие шпиндели и шпиндели большой мощности. Выбор режима управления.
Выбор режима управления. Вышеупомянутые три метода управления имеют свои собственные характеристики управления. Мы можем выбрать в соответствии с конкретными требованиями к обработке.
Вышеупомянутые три метода управления имеют свои собственные характеристики управления. Мы можем выбрать в соответствии с конкретными требованиями к обработке. Постепенно осваивая тонкости работы на станке, можно даже наладить прибыльный бизнес, например, изготовление мебели или рекламной продукции.
Постепенно осваивая тонкости работы на станке, можно даже наладить прибыльный бизнес, например, изготовление мебели или рекламной продукции.
 Мини-фрезерные станки также используются в промышленности, где они помогают вырезать различные детали с высокой точностью.
Мини-фрезерные станки также используются в промышленности, где они помогают вырезать различные детали с высокой точностью. Что касается стоимости, а также соотношения цена-качество, то вариантов на мировом рынке предостаточно. Следует только выбрать наиболее оптимальные для ваших задач.
Что касается стоимости, а также соотношения цена-качество, то вариантов на мировом рынке предостаточно. Следует только выбрать наиболее оптимальные для ваших задач. Рабочая зона 400 на 400 на 100 мм. Вес машины 100 кг.
Рабочая зона 400 на 400 на 100 мм. Вес машины 100 кг.
 Используется система управления NcStudio.
Используется система управления NcStudio.
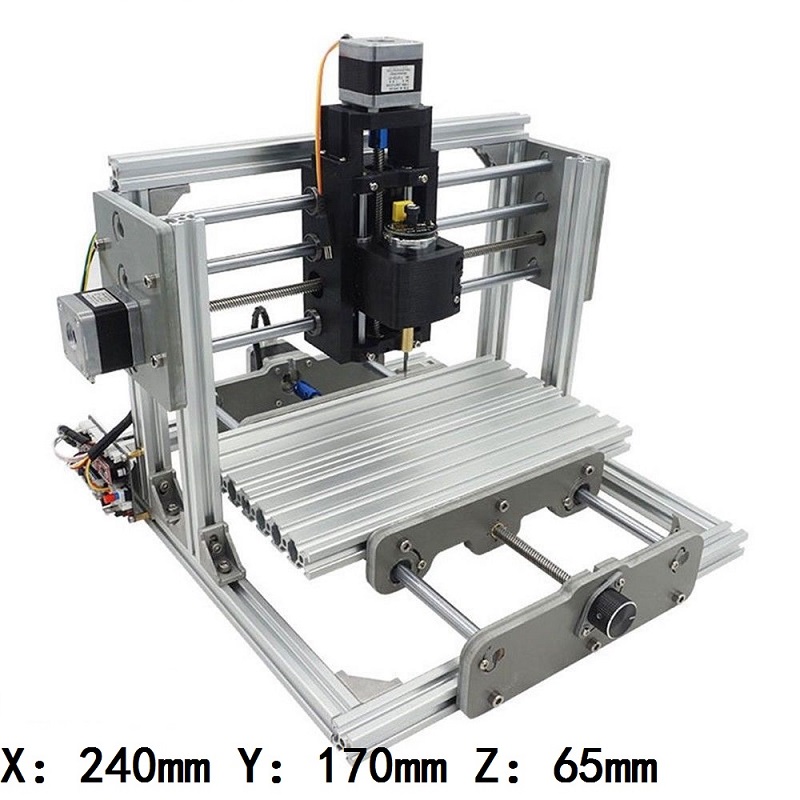 WATSAN 0609 mini используется компаниями, производящими мебель, сувениры, детали интерьера и экстерьера зданий.
WATSAN 0609 mini используется компаниями, производящими мебель, сувениры, детали интерьера и экстерьера зданий.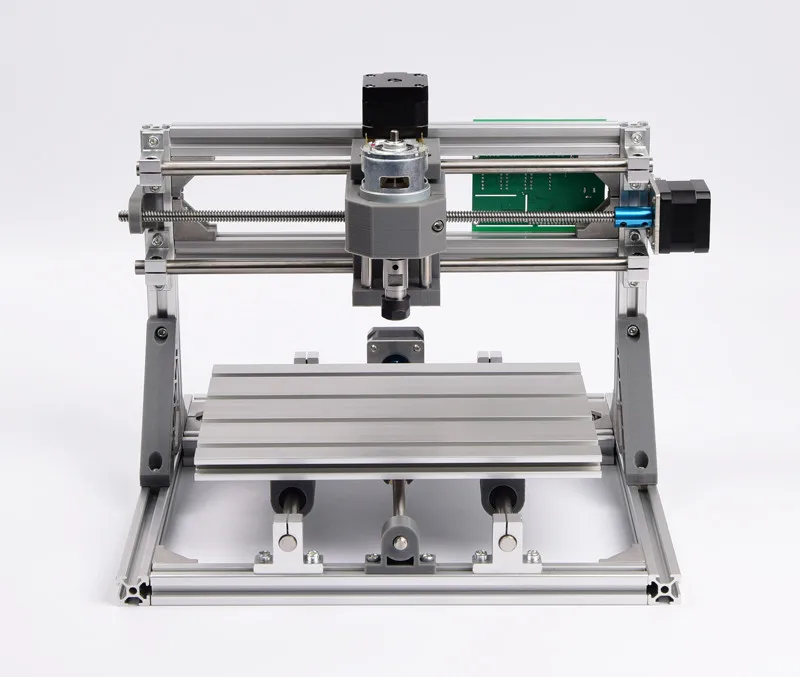


 Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ГЕОКРАФТ» по указанным телефону или адресу электронной почты.
Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ГЕОКРАФТ» по указанным телефону или адресу электронной почты.






 -330CG 360-градусный лазер с зеленым лучом
-330CG 360-градусный лазер с зеленым лучом Однако они также более дороги и потенциально более опасны для глаз пользователей, чем красный лазер.
Однако они также более дороги и потенциально более опасны для глаз пользователей, чем красный лазер.
 После размещения на относительно плоской поверхности маятник берет верх и достигает конечной степени уровня. Это делает настройку быстрой и легкой, особенно при наличии существующей контрольной точки для регистрации.
После размещения на относительно плоской поверхности маятник берет верх и достигает конечной степени уровня. Это делает настройку быстрой и легкой, особенно при наличии существующей контрольной точки для регистрации. Другие модели будут поставляться со штативами или креплениями, которые крепятся к металлическим шпилькам или подвесным потолкам. При покупке лазерного уровня учитывайте его предполагаемое использование и то, какие монтажные аксессуары могут потребоваться для обеспечения совместимости.
Другие модели будут поставляться со штативами или креплениями, которые крепятся к металлическим шпилькам или подвесным потолкам. При покупке лазерного уровня учитывайте его предполагаемое использование и то, какие монтажные аксессуары могут потребоваться для обеспечения совместимости.
 Единственное, что он действительно не может сделать, это проецировать 360-градусный луч.
Единственное, что он действительно не может сделать, это проецировать 360-градусный луч. БДЛ190S поставляется с вешалкой, которая крепится к стене с помощью шпильки, похожей на гвоздь, и после ее подвешивания лазер автоматически выравнивается. Недостатком Black & Decker является то, что для его установки пользователю необходимо проделать небольшое отверстие в стене, что может стать препятствием для бетонных или кирпичных поверхностей. Кроме того, он проецирует только горизонтальную линию.
БДЛ190S поставляется с вешалкой, которая крепится к стене с помощью шпильки, похожей на гвоздь, и после ее подвешивания лазер автоматически выравнивается. Недостатком Black & Decker является то, что для его установки пользователю необходимо проделать небольшое отверстие в стене, что может стать препятствием для бетонных или кирпичных поверхностей. Кроме того, он проецирует только горизонтальную линию. com. 330 кг. Эта самонивелирующаяся модель оснащена 360-градусным лазером в горизонтальной плоскости и двумя 360-градусными лазерами в вертикальной плоскости, обеспечивая контрольную линию уровня для любой работы. Зеленый лазер виден на расстоянии до 330 футов в диаметре.
com. 330 кг. Эта самонивелирующаяся модель оснащена 360-градусным лазером в горизонтальной плоскости и двумя 360-градусными лазерами в вертикальной плоскости, обеспечивая контрольную линию уровня для любой работы. Зеленый лазер виден на расстоянии до 330 футов в диаметре. Это было скорее преимуществом, чем проблемой, поскольку его было легко очистить, и он предупреждал об ударах. Кроме того, мне нравится, что этот уровень предлагает гибкие источники батарей (перезаряжаемые или сменные). Единственная проблема? Хотя это лучший 360-градусный лазерный уровень в этом списке, устройство немного дороже.
Это было скорее преимуществом, чем проблемой, поскольку его было легко очистить, и он предупреждал об ударах. Кроме того, мне нравится, что этот уровень предлагает гибкие источники батарей (перезаряжаемые или сменные). Единственная проблема? Хотя это лучший 360-градусный лазерный уровень в этом списке, устройство немного дороже.



 Горизонтальная плоскость на 360 градусов также была хороша, особенно при выравнивании большой открытой площадки. Однако область, где дела обстояли хуже всего, была стабильной.
Горизонтальная плоскость на 360 градусов также была хороша, особенно при выравнивании большой открытой площадки. Однако область, где дела обстояли хуже всего, была стабильной.


 Умышленное злоупотребление этими инструментами немного разбило мне сердце, но я сделал это во имя науки.
Умышленное злоупотребление этими инструментами немного разбило мне сердце, но я сделал это во имя науки. Одними из самых идеальных ситуаций для лазерного уровня являются выравнивание шкафов и сантехники, выравнивание полов, установка дверей и окон и измерение подвесных потолков.
Одними из самых идеальных ситуаций для лазерного уровня являются выравнивание шкафов и сантехники, выравнивание полов, установка дверей и окон и измерение подвесных потолков.
 В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству.
В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству.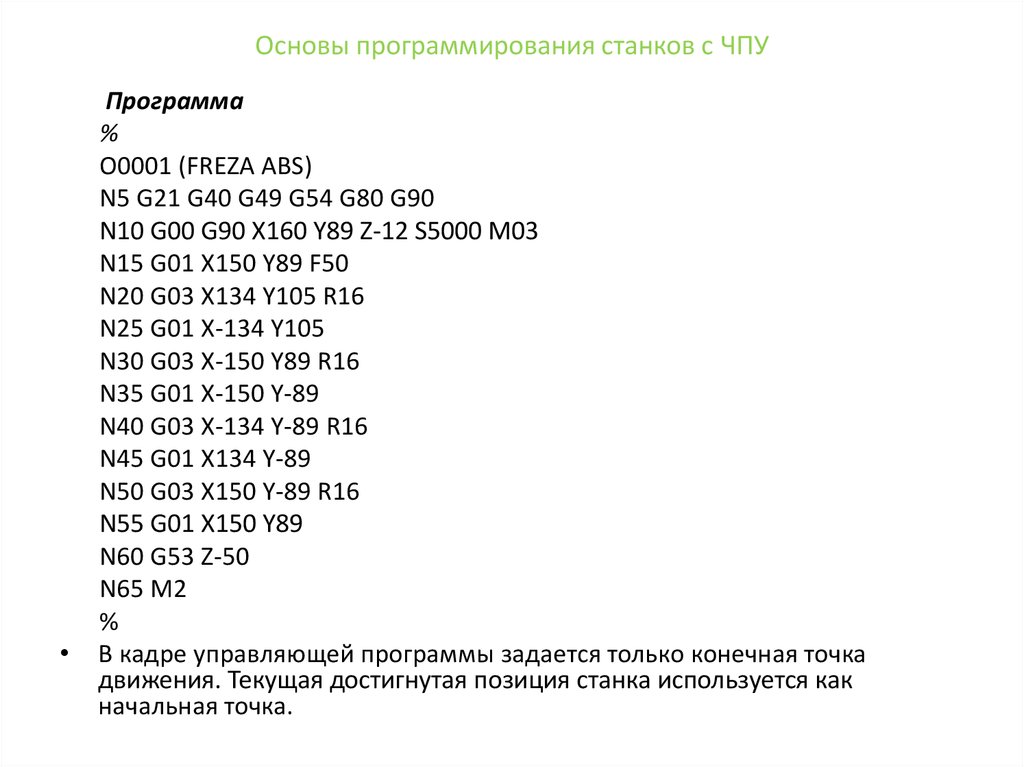 В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда.
В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда.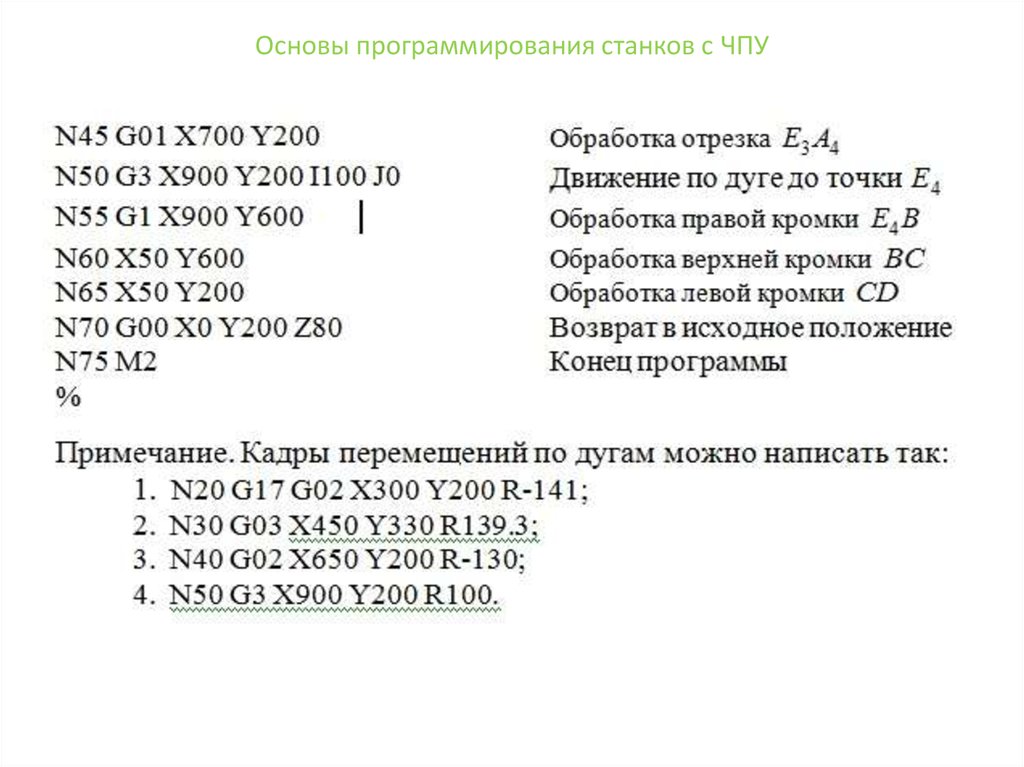
 В этих случаях ручной обсчёт нецелесообразен и даже невозможен.
В этих случаях ручной обсчёт нецелесообразен и даже невозможен.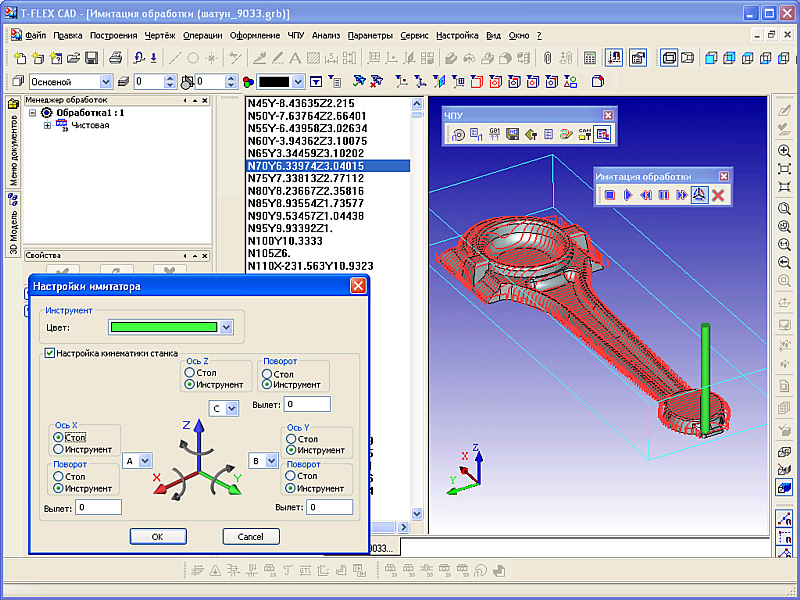 При создании таких программ используется язык программирования, известный среди специалистов как язык ISO 7 бит или язык G и M кодов. Различают три основных метода создания программ обработки для СЧПУ: метод ручного программирования, метод программирования непосредственно на стойке ЧПУ и метод программирования с использованием CAM-систем.
При создании таких программ используется язык программирования, известный среди специалистов как язык ISO 7 бит или язык G и M кодов. Различают три основных метода создания программ обработки для СЧПУ: метод ручного программирования, метод программирования непосредственно на стойке ЧПУ и метод программирования с использованием CAM-систем. Метод неавтоматизированного программирования строится на записи посредством клавиатуры ПК (либо, если в условиях производства наличие ПК не предусмотрено, то просто на листе бумаги) необходимых данных в виде G и M кодов и координат перемещения обрабатывающего инструмента.
Метод неавтоматизированного программирования строится на записи посредством клавиатуры ПК (либо, если в условиях производства наличие ПК не предусмотрено, то просто на листе бумаги) необходимых данных в виде G и M кодов и координат перемещения обрабатывающего инструмента.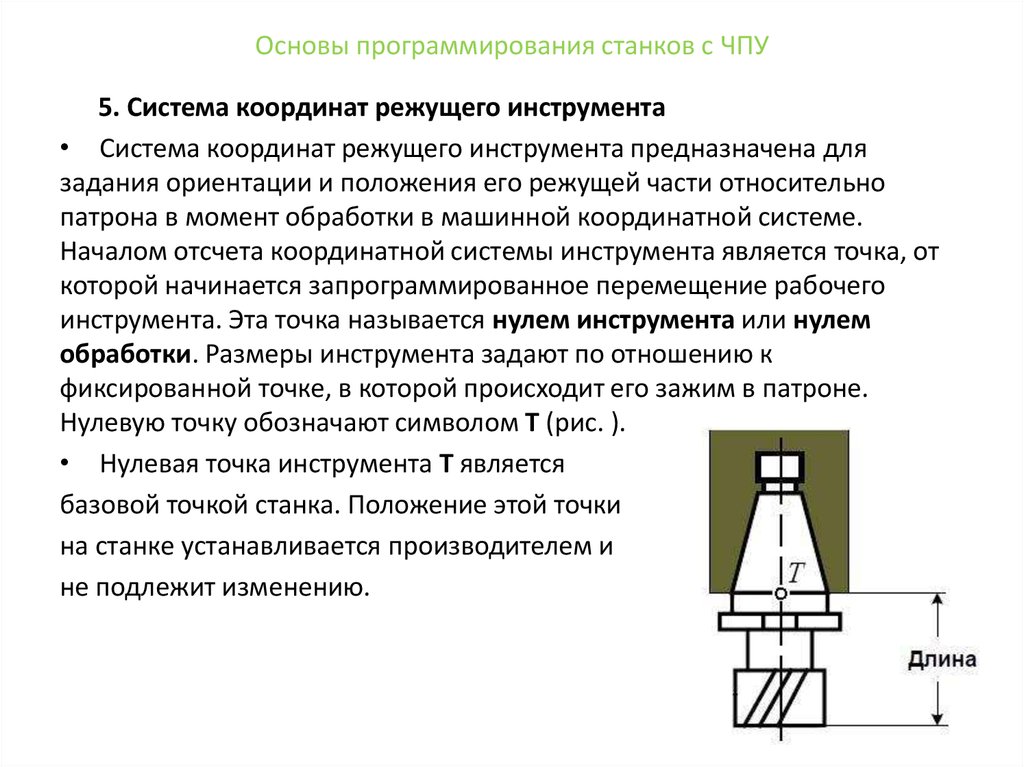 Еще один пример: свои станки компания использует для обработки небольшого номенклатурного ряда деталей. После того, как процесс обработки таких деталей будет запрограммирован, программу когда-либо вряд ли изменят, во всяком случае, в ближайшем будущем она будет оставаться все той же. Разумеется, в подобных условиях ручное программирование для ЧПУ окажется наиболее эффективным с экономической точки зрения.
Еще один пример: свои станки компания использует для обработки небольшого номенклатурного ряда деталей. После того, как процесс обработки таких деталей будет запрограммирован, программу когда-либо вряд ли изменят, во всяком случае, в ближайшем будущем она будет оставаться все той же. Разумеется, в подобных условиях ручное программирование для ЧПУ окажется наиболее эффективным с экономической точки зрения. Для программирования на пульте может быть использован как диалоговый режим, так и ввод G и M кодов. При этом уже созданную программу можно протестировать, используя графическую имитацию обработки на дисплее СЧПУ управления.
Для программирования на пульте может быть использован как диалоговый режим, так и ввод G и M кодов. При этом уже созданную программу можно протестировать, используя графическую имитацию обработки на дисплее СЧПУ управления.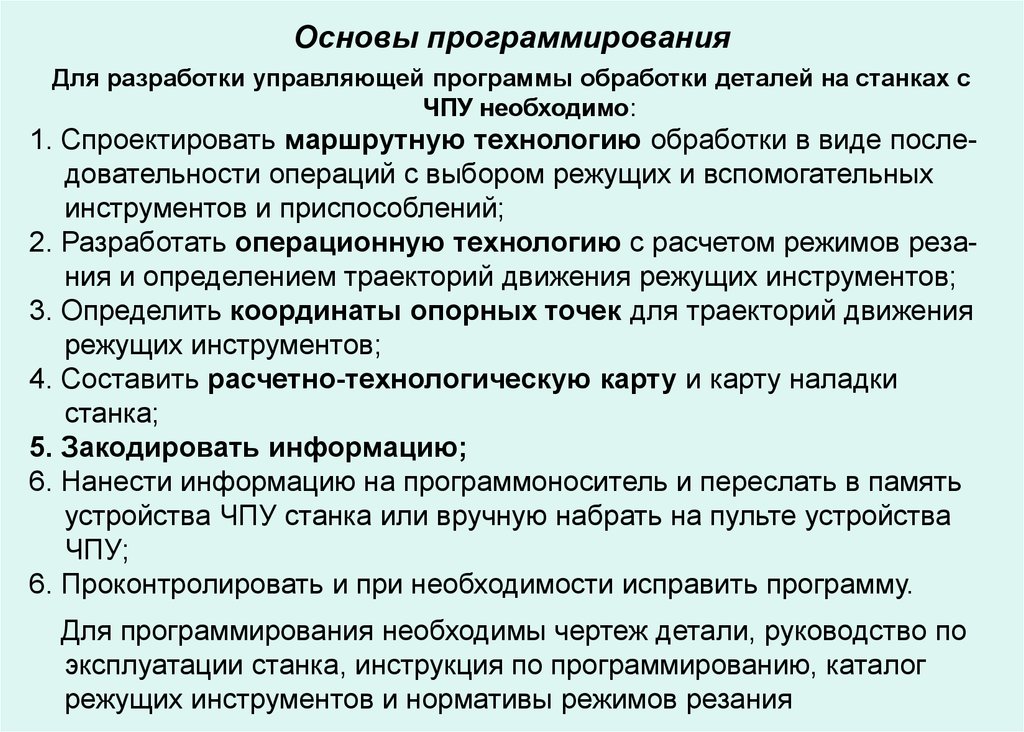 При использовании в работе CAD/CAM системы программист-технолог избавлен от необходимости выполнять трудоемкие математические расчеты и получает инструментарий, способный значительно ускорить процесс создания УП.
При использовании в работе CAD/CAM системы программист-технолог избавлен от необходимости выполнять трудоемкие математические расчеты и получает инструментарий, способный значительно ускорить процесс создания УП.


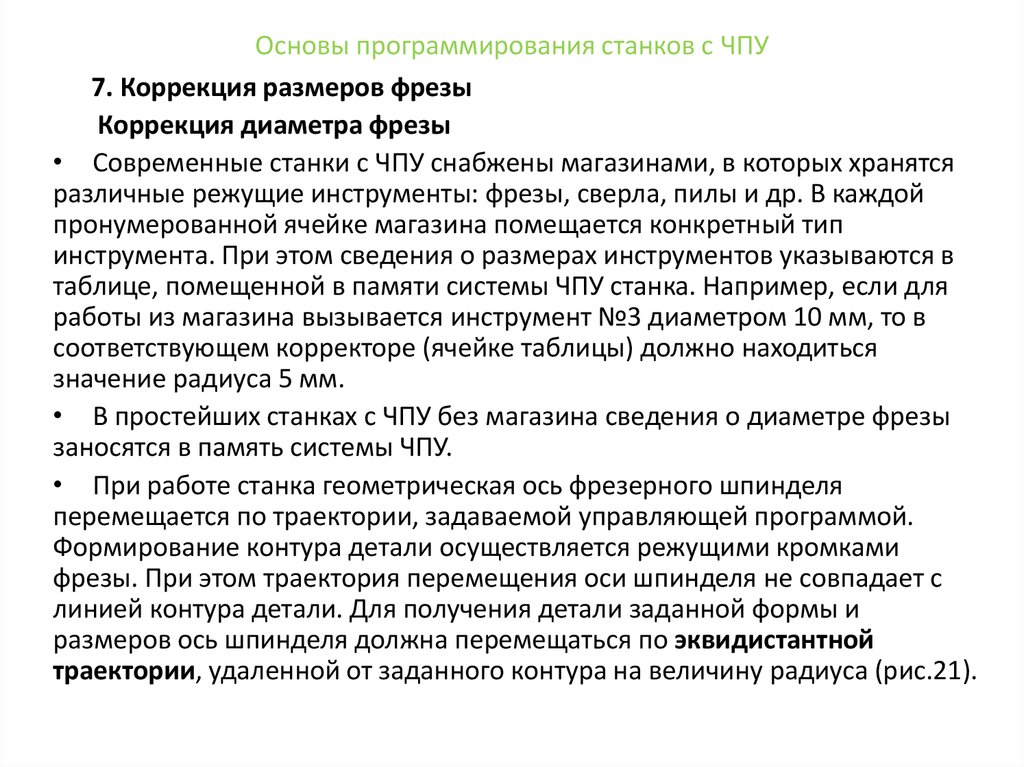

 Компании были оштрафованы на миллионы долларов.
Компании были оштрафованы на миллионы долларов. Как стать программистом ЧПУ и каковы повседневные обязанности?
Как стать программистом ЧПУ и каковы повседневные обязанности?  Наиболее распространенным языком программирования , используемым для запуска станков с ЧПУ, является G-код (также известный как G-программирование ). С помощью G-кода программист может управлять различными движениями и функциями инструмента с ЧПУ.
Наиболее распространенным языком программирования , используемым для запуска станков с ЧПУ, является G-код (также известный как G-программирование ). С помощью G-кода программист может управлять различными движениями и функциями инструмента с ЧПУ.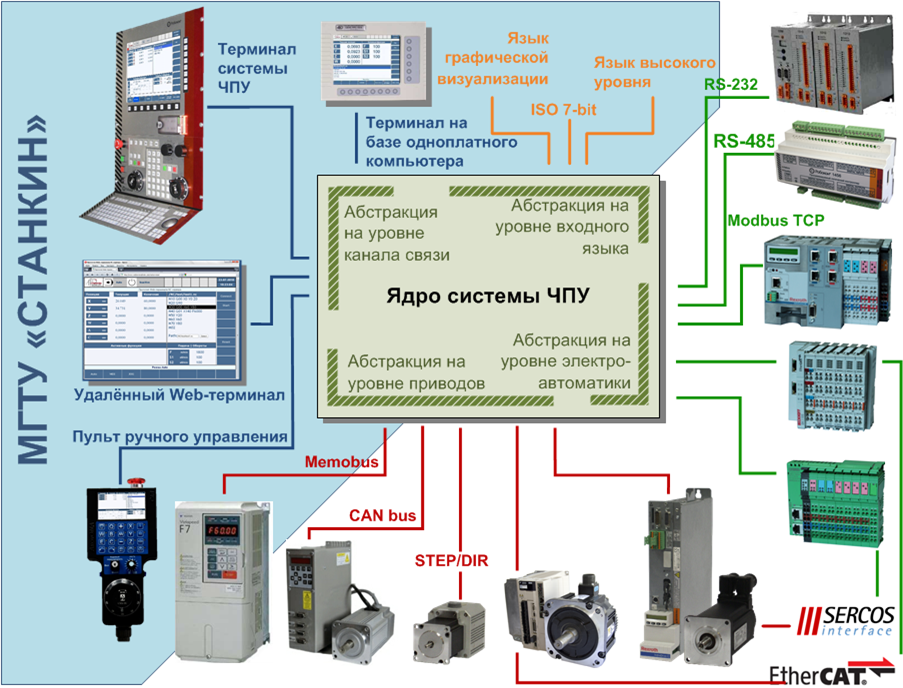 Программист ЧПУ отвечает за разработку и программирование этого программного обеспечения. Они также работают над улучшением приложений программного обеспечения по отношению к машине.
Программист ЧПУ отвечает за разработку и программирование этого программного обеспечения. Они также работают над улучшением приложений программного обеспечения по отношению к машине. Технические навыки включают знание САПР, производственного программного обеспечения , а также в области математики и физики.
Технические навыки включают знание САПР, производственного программного обеспечения , а также в области математики и физики. градусов в полях 9Подходящими вариантами являются 0043 Информатика и/или инженерное дело .
градусов в полях 9Подходящими вариантами являются 0043 Информатика и/или инженерное дело .