Лазерные станки от производителя — Челябинский станкостроительный завод
Лазерные станки от производителя — Челябинский станкостроительный завод
Комплектации станка
CHAMPION
1
Базовая
комплектация
Champion
Станок CHAMPION изначально богато оснащён технологичными компонентами. В его основе лежит уникальная термообработанная стальная станина
с минерало-композитным наполнением. В процессе эксплуатации станка, особенно при работе с тонким металлом, вибрация станины значительно меньше, чем на станках с чугунной или сварной станиной.
Эффективная шестизонная система удаления газов
Портал с коэффициентом линейного расширения идентичным со станиной
Стойка оператора с широкоформатным экраном 21’’
Наличие выкатной паллеты в базовой комплектации
2
С автоматическими
сменными столами*
Сменный стол предназначен для смены паллеты с заготовками/деталями в рабочей области станка в автоматическом режиме: команду на начало смены паллет формируем оператор, заканчивается она автоматически.
Повышение производительности за счет снижения времени на загрузку заготовок и выгрузки деталей
Повышение удобства осуществления операций загрузки/выгрузки, в том числе, с использованием подъемных механизмов
3
С кабинетной защитой
и автоматическими сменными
столами
Кабинетные защиты применяют для обеспечения защиты оператора, других участников и помещений производства от воздействия неблагоприятных факторов, возникающих при работе станка.
Защита от воздействия лазерного излучения, как прямого, так и отраженного
Снижение задымленности/ запыленности вокруг станка
Повышение культуры и безопасности производства, соответствие международным требованиям, требованиям ISO, CE и т. п.
Новые возможности станка лазерной резки CHAMPION
Челябинский Станкостроительный завод заботится о своих клиентах и продолжает совершенствовать свою продукцию.
В видео показаны:
— автоочистка сопла;
— механическая защита головы от повреждения при столкновении;
Акция до 31 декабря: бесплатное размещение гостей и экскурсия по заводу!
Сравнение станка
CHAMPION с китайскими аналогами
Станок CHAMPION
Китайский аналог *
Станина и портал сделаны из одного материала — стали. Со временем не произойдёт потери точности из-за перепада температур.
Станина из чугуна или стали, портал из алюминия. При перепаде температур конструкция сама себя «разрывает». На ширине 2 метра значения могут быть до 0,3 мм., при этом точность станков заявляется +/- 0,02мм.
Станина сделана из стали, термообработанна и заполнена специальным бетоном для гашения вибраций
Станина не термообработанна, имеет «жидкую» конструкцию, не сможет обеспечить надежное основание для динамичной работы портала.
Наша скорость подтверждена как инженерными расчётами, так и фактическими испытаниями.
Заявленные скорости не соответствуют применяемым приводам, просто обман.
Выкатная паллета в базовой комплектации
Нет такого
Наш станок можно прокачать! Поставить более мощный источник или добавить сменный стол.
Нет такого
Широкоформатный экран у оператора
Маленькие, либо вертикальные
* в таблице приведены недостатки китайских станков разных производителей, которые мы лично видели и учли при проектировании нашего станка CHAMPION.
* прежде чем спроектировать CHAMPION, мы посмотрели производство и изучили конструкции более 20ти производителей станков в Китае, Турции, Европе, а также сами эксплуатируем несколько импортных станков лазерной резки.
И это не все!
Посмотрите все инновации, которые мы придумали и реализовали в станке CHAMPION для Вас!
Cвяжемся с вами сегодня!
Заполните данную форму и наши специалисты свяжутся с вами в бижайшее время и проконсультируют
30 дилеров по СНГ
Продукция ЧСЗ пользуется высоким интересом и всё больше компаний становятся нашими партнерами. Мы работаем над улучшением качества сервиса и стремимся сделать работу с нашей продукцией еще более комфортной.
Выбирайте надежного производителя станков для достижения высоких результатов!
Покупайте станки ЧСЗ!
Лизинг
Вы можете купить станок в лизинг.
Для этого Вам необходимо просто отправить заявку!
Новый каталог продукции
Для вас мы подготовили НОВЫЙ КАТАЛОГ продукции Челябинского Станкостроительного завода. Электронную версию каталога вы можете получить уже сейчас. В каталоге подробно описаны технические характеристики и отличительные особенности наших станков.
Опции и дополнительное оборудование
Система хранения металла
Пневмозахваты
Криогенные газификаторы
Стабилизаторы напряжения
оставьте заявку на
видеопрезентацию станка champion
Мы проведем видеопрезентацию лазерного станка персонально для вас по видеосвязи!*
*Время и способ видеосвязи согласовывается индивидуально
Свяжемся с вами сегодня
Видео о нашем заводе
История
2022
Челябинский Станкостроительный завод принял участие в выставке «Металлообработка-2022» г. Москва. На ней впервые продемонстрировали улучшенную версию установки лазерной резки металла CHAMPION-3015. Специалисты Челябинского Станкостроительного завода уделили еще больше внимания производительности, надежности и безопасности. В числе технологических новинок: магнитная защита головы, защитные шторки, система верхнего дымоудаления, автоматическая чиста сопла.
2021
Разработка и создание станка серии бюджетных моделей — AVANGARD.
Активное развитие дилерской сети на территории СНГ.
Челябинский СтанкоЗавод был официально представлен в составе группы от Челябинской области на выставке «Иннопром-2021» в Узбекистане. Кроме того, наша делегация работала на крупнейшем мероприятии отрасли — «Металлообработка-2021» в Москве.
2020
Зарегистрировано новое юридическое лицо «Челябинский Станкостроительный Завод». Запущено серийное производство станков лазерной резки листового металла «СHAMPION». В наших станках слились самые перспективные решения наших инженеров, а также пятнадцатилетний опыт и мастерство производственного персонала.
2019
Компания начала локализацию производства машин лазерной
резки в РФ, регулярно участвовать в выставке
Металлообработка г. Москва Экспоцентр.
2017
Компания начала продажи комплексов лазерной резки импортного
производства. Расширен штат разработчиков, сервисных
инженеров, программистов и специалистов по автоматизации.
2015
Компания начала развивать производство в области
станкостроения. Компания существенно расширила
производственные возможности за счет применения современных
обрабатывающих центров, лазерных и координатно-пробивных
станков, листогибов с ЧПУ и другого оборудования. Компания
приступила к производству транспортеров стружки, кабинетных
защит и станин для станков с ЧПУ.
2005
Компания занималась изготовлением изделий на
металлообрабатывающих станках с ЧПУ по чертежам заказчиков. Сообразно росту компании, начали расти наши возможности и
компетенции, посредством которых компания стала заниматься
изготовлением сложных промышленных изделий с большой
инженерной и интеллектуальной составляющей. Также были
созданы конструкторский, технологический отделы и отдел
развития. Численность штата сотрудников компании выросла до
150 человек.
Оставьте заявку:
заполните данную форму и наши специалисты свяжутся
с вами в бижайшее время и проконсультируют
Полное наименование
Общество с ограниченной ответственностью «ЧЕЛЯБИНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД»
ОГРН
1207400025381
ИНН
7460049223
КПП
746001001
ИФНС
Межрайонная инспекция Федеральной налоговой службы № 22 по Челябинской области
Код ОКВЭД
28. 41 Производство металлообрабатывающего оборудования
ОКОПФ
12300
ОКФС
16
ОКТМО
75701330
ОКПО
44813939
ФИО руководителя
Мануйлов Евгений Викторович
ФИО гл.бухгалтер
Мануйлов Евгений Викторович
Юридический адрес
454038, г. Челябинск, ул. Хлебозаводская. Дом 7, Помещение 305
Фактический адрес
454038, г. Челябинск, ул. Хлебозаводская. Дом 7, Помещение 305
Почтовый адрес
454038, г. Челябинск, ул. Хлебозаводская. Дом 7, Помещение 305
Система налогообложения
Общая система налогообложения
Расчетный счет
40702810072000042452
Банк
Челябинское отделение №8597 ПАО СБЕРБАНК г. Челябинск
БИК
047501602
к/с
30101810700000000602
ОКАТО
75401372000
Скачать
Полное наименование
Общество с ограниченной ответственностью «Авангард»
ОГРН
1117450003307 св-во серия 74 № 005275799 от 27.06.2011
ИНН
7450074598
КПП
746001001
ИФНС
Межрайонная ИФНС № 22 по Челябинской области
Код ОКВЭД
25.99 «Производство прочих готовых металлических изделий, не включенных в другие группировки»
ОКОПФ
65
ОКФС
16
ОКТМО
75701330
ОКПО
91337449
ФИО руководителя
Никулкин Егор Анатольевич
ФИО гл. бухгалтер
Шуева Татьяна Федоровна
Юридический адрес
454038, г.Челябинск, ул. Монтажников. Дом 8
Почтовый адрес
454038, г. Челябинск, ул. Хлебозаводская. Дом 7, Помещение 305
Телефон
(351) 247-92-95 , 96, 97
Система налогообложения
Общая система налогообложения
Расчетный счет
40702810590810000679
Банк
ПАО «Челябинвестбанк» г. Челябинск
БИК
047501779
к/с
30101810400000000779
Скачать —>
Производители лазерных станков с ЧПУ
Лазерные станки с ЧПУ являются высокотехнологичным оборудованием, без которого не обходится практически ни одно современное производство. На такую популярность влияет множество достоинств лазерного луча, как режущего инструмента. Лидируют в списке такие факторы, как:
прецизионная точность обработки;
универсальность в материалах для раскроя и гравировки;
высокая скорость рабочего процесса;
безотходность производства;
отсутствие необходимости в постобработке полученных заготовок и изделий.
Лазерные резчики и граверы могут работать с деревом и металлом, бумагой и тканью, пластиком и резиной, стеклом и гранитом и т. д., поэтому используются везде, где важен высокоточный конечный результат.
Как уже говорилось, качество и скорость работы лазерного оборудования с программным управлением намного превосходит все прочие производственные станки. Однако внутри группы аппараты заметно различаются по мощности луча, темпах его передвижения, предпочтительным материалам для обработки и еще некоторым параметрам. Это объясняется таким важным фактором, как фирма-производитель станков.
Анализ производителей лазерного оборудования с ЧПУ
Рассматривать каждую марку в отдельности не имеет большого смысла, так как у всех них есть общие параметры, по которым производителей можно объединить в три группы.
Брендовые компании
Выпускают дорогое высококачественное оборудование премиум-класса. Заводы таких производителей расположены в США, Японии, Тайвани и в некоторых европейских странах. В числе известных брендов можно упомянуть австрийский Trotec и немецкий Eurolaser. Несмотря на широкий диапазон моделей и цен, общим для всех станков является первоклассные комплектующие и безупречное качество сборки.
Самым важным устройством в лазерном станке является излучатель, и именно этот элемент отличает именитые марки от более дешевых собратьев. Оборудование брендовой группы оснащается металлическими или керамическими излучателями, продолжительность работы которых многократно превышает стеклянные трубки. Так, например, изделия в металлическом корпусе могут работать до 50000 часов, а сделанные из керамики даже до 90000 (что составляет порядка 10 лет). Луч лазера, сгенерированный в таких устройствах, не дрожит и не оставляет обугленности на краях некоторых материалов. Если же говорить о твердотельном оборудовании, предназначенном для работы с металлами и пластиками, то срок эксплуатации оптоволоконных излучателей превышает 10 лет.
Если говорить об остальных важных элементах оборудования, то, например, направляющие для него изготовлены из нержавеющей стали, что полностью исключает их деформацию. За перемещение всех подвижных элементов отвечают сервоприводы, которые гарантируют максимально высокую точность, скорость и производительность обработки.
Завершая общий обзор брендовых станков, стоит упомянуть о гарантии, которая составляет 2-4 года. Но и после ее окончания такое оборудование работает безотказно и без потерь в качестве по 10 и более лет.
Китайские компании
Несмотря на то что китайские товары давно уже стали притчей во языцех, лазерное оборудование, произведенное на крупных заводах-производителях Китая, показывает вполне приемлемые результаты в плане качества. Это обусловлено тем, что конкуренция в стане очень высока, а для компаний крайне важно сохранить свои позиции на мировом рынке и не потерять доверие потребителей. Поэтому производимая продукция проходит многократное тестирование на всех этапах изготовления, а модельные линейки постоянно совершенствуются с учетом инновационных разработок и потребительского спроса.
Такие заводы имеют собственные производственные и исследовательские площади, а наиболее важные элементы оборудования импортируют из других стран. Например, колбы для излучателей поставляются из Германии, а внутренние оптические резонаторы из США.
Целью китайских производителей выпуск недорогого, но максимально качественного оборудования. Удешевлению продукции в 3-5 раз способствует низкооплачиваемая рабочая сила и использование бюджетных комплектующих. Например, как уже упоминалось, лазерные излучатели на таких станках преимущественно изготовлены из стекла. Такие трубки служат существенно меньше своих металлических и керамических аналогов и требует замены уже через 3000-6000 часов. Максимальный срок эксплуатации доходит до 10000. Стеклянные колбы более подвержены проблеме утечки газовой смеси, что напрямую влияет на качество, мощность и скорость лазера.
Что касается направляющих и двигателей, то первые обычно выполнены из алюминия, поэтому со временем или при некорректном использовании могут погнуться, что вызовет дрожание луча. К такому же дефекту может привести и использование шаговых двигателей которыми в большинстве своем оснащены все китайские станки.
Тем не менее газовые лазеры из Китая являются самым популярным оборудованием, особенно в российском сегменте рынка. Это вызвано дешевыми расходными комплектующими, наличием 3-месячной гарантии на все излучатели и своевременным откликом производителя по всем вопросам, касающимся техподдержки и сервисного обслуживания.
Noname
Безымянные станки китайского производства, собранные либо в небольших мастерских кустарным способом, либо на крупных заводах, но в свободное от основной работы время из некачественных комплектующих. Очень дешевое оборудование сомнительного качества, которое практически не тестируется, не имеет гарантии, а сам поставщик после продажи не выходит на контакт. Трубки в таких станках могут быть бракованными еще на момент установки, а сам луч не всегда соответствует заявленным характеристикам.
Свежее:
Сферы применения лазерных станков с ЧПУ
Лазерный сварочный аппарат
Сравнение Wattsan 1610 LT и Zerder ACE 1610
Идеи бизнеса на лазерном станке Zerder дома
Новая линейка доступных станков Zerder
Популярное:
Обработка кожи на лазерно-гравировальном станке
Принцип работы лазерного оборудования с ЧПУ
Что такое чиллер для лазерного станка с ЧПУ?
Как выбрать лазерный станок
Особенности лазерной резки пенокартона
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 3,4 Голосов: 5
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Epilog Laser Clinics
Скоро:
Арлингтон, Техас
Чаттануга, Теннесси
Хьюстон, Техас
Арлингтон, Техас – Engraving Concepts Monthly Open House & Clinics
В связи с текущей ситуацией с COVID-19 для здоровья и безопасности наших сотрудников, клиентов и потенциальных клиентов мы временно предлагаем наши клиники Corel Basics удаленно. Мы предлагаем эту клинику во 2-й понедельник каждого месяца. Перейдите по этой ссылке, чтобы зарегистрироваться!
— Концепции гравировки
Посещайте офисы компании Engraving Concepts в Арлингтоне каждый второй понедельник или третью субботу месяца для проведения специальных мероприятий. В субботу вы можете посетить выставочный зал, чтобы задать вопросы, пообщаться с персоналом и найти новые идеи. Во второй понедельник месяца компания Engraving Concepts также проводит специальный семинар для пользователей и семинар по основам Corel.
2-й понедельник месяца (в ожидании)
Приостановлено
9:00-12:00: Семинар по основам Corel Бесплатно для существующих клиентов, которые приобрели оборудование через Engraving Concepts как его инструменты связаны с лазерным и механическим гравировальным оборудованием. Под руководством Рэнди Аллена он раскроет основные темы, включая управление рабочим пространством, создание макетов, импорт графических форматов, работу с фотографиями и многое другое.
13:00–15:00: Tech Talk (бесплатно)
На этих сессиях, представленных Майком Эвансом, будут вопросы и ответы по оборудованию, помощь по конкретным проектам, общие вопросы и ответы для существующих клиентов и т. д.
Чтобы зарегистрироваться на Corel Basics Clinic and Tech Talk, пожалуйста, заполните эту регистрационную форму.
3-я суббота месяца — демонстрации по предварительной записи
День открытых дверей
Идеально подходит для тех, кто заинтересован в покупке лазера. В третью субботу каждого месяца мы приглашаем вас в наш выставочный зал в Арлингтоне. Во время пандемии COVID-19 мы проводим эти демонстрации по предварительной записи только с 10:00 до 14:00. Чтобы увидеть лазер в действии, задать вопросы и узнать, что нового, напишите по адресу [email protected], чтобы запланировать демонстрацию!
ПРИМЕЧАНИЕ: Если третья суббота не подходит для вас, один из наших парней почти всегда может встретиться с вами в любой день и в любое время, если мы знаем, что вы приедете. Напишите по адресу [email protected], чтобы настроить демонстрацию.
Хьюстон, Техас – Engraving Concepts Monthly Open House & Clinics
В связи с текущей ситуацией с COVID-19 для здоровья и безопасности наших сотрудников, клиентов и потенциальных клиентов мы временно предлагаем наши клиники Corel Basics удаленно. Мы предлагаем эту клинику во 2-й понедельник каждого месяца. Перейдите по этой ссылке, чтобы зарегистрироваться!
— Концепции гравировки
Присоединяйтесь к Джимми Дюбозу из офиса Engraving Concepts в Хьюстоне и примите участие в различных информативных лазерных мероприятиях!
Третий понедельник месяца (в ожидании)
Приостановлено
9:00-12:00: Семинар по основам Corel Бесплатно для существующих клиентов, которые приобрели оборудование через Engraving Concepts его инструменты относятся к лазерному и механическому гравировальному оборудованию. На этом семинаре, проводимом профессионалами из Engraving Concepts, будут рассмотрены основные темы, включая управление рабочим пространством, создание макетов, импорт графических форматов, работу с фотографиями и многое другое. Воспользуйтесь регистрационной формой, чтобы забронировать место уже сегодня!
13:00–15:00: Tech Talk (бесплатно)
Представленные Джимми ДюБозом, эти сессии будут охватывать вопросы и ответы по оборудованию, помощь по конкретным проектам, общие вопросы и ответы для существующих клиентов и т. д.
Чтобы зарегистрироваться для участия в Corel Basics семинар и Tech Talk, пожалуйста, заполните регистрационную форму.
Четвертая суббота месяца — демонстрации по предварительной записи
День открытых дверей Идеально подходит для тех, кто заинтересован в покупке лазера, в четвертую субботу каждого месяца мы приглашаем вас в наш выставочный зал в Хьюстоне. Во время пандемии COVID-19 мы проводим эти демонстрации по предварительной записи только с 10:00 до 14:00. Чтобы увидеть лазер в действии, задать вопросы и узнать, что нового, напишите по адресу [email protected], чтобы запланировать демонстрацию!
ПРИМЕЧАНИЕ: Если четвертая суббота не подходит для вас, один из наших парней почти всегда может встретиться с вами в любой день и в любое время, если мы знаем, что вы приедете. Напишите по адресу [email protected], чтобы настроить демонстрацию.
Чаттануга, Теннесси — Ежемесячный день открытых дверей RS Digital и Laser
Присоединяйтесь к представителям RS Digital и Laser на их ежемесячном дне открытых дверей! Эти мероприятия, проводимые в первую субботу каждого месяца, идеально подходят для всех, кто интересуется лазерами и хотел бы увидеть системы Epilog в действии. Не забудьте принести свои вопросы о лазере, потому что у нас есть ответы!
Первая суббота месяца
День открытых дверей
Часы работы: 9:00 — 13:00
Местоположение RS Digital & Laser 6032 Dayton, Blvd. , Suite A Chattanooga, TN 37415
Зайдите в любое время в часы открытых дверей или свяжитесь с RS Digital & Laser по телефону (423) 847-9869 или по электронной почте [email protected], чтобы запланировать индивидуальную демонстрацию!
Лазерные станки в производстве | Trotec Laser
Trotec Laser
Применение
Производство
Использование лазерных станков в производстве: цифровое. Постоянный. Бесконтактный. Резка и маркировка функциональной пленки, конструкционных пластиков и корпусов в точном машиностроении или автомобилестроении снижает производственные затраты и повышает гибкость.
Преимущества лазерных станков в производстве.
Лазерный станок в производстве может использоваться для самых разных целей: от безупречной маркировки на безеле часов до резки со стабильными размерами при создании архитектурных моделей и высокоточной маркировки в автомобильной промышленности.
Производственным компаниям часто требуется индивидуальный и надежный производственный процесс для своей продукции. Лазерное производство — это цифровой, бесконтактный и не требующий износа процесс. Качественный результат резки и гравировки повышает ценность продукта.
Хотите снизить производственные затраты? Мы можем проконсультировать вас по выбору правильного лазера в соответствии с вашими индивидуальными требованиями.
Запросите дополнительную информацию сейчас.
Свяжитесь с нами
Почему использование лазерного станка Trotec в производстве имеет смысл. Сравнение технологий.
Что можно изготовить.
Как лазерный станок снижает производственные затраты.
Если в производстве используется лазерная технология, затраты могут быть снижены во много раз. Эти примеры показывают экономию за одну маркировку или за период инвестирования. Полезно знать: затраты на лазер включают в себя инвестиционные затраты и эксплуатационные расходы.
Давайте посчитаем вместе. Мы поддерживаем вас от анализа текущей технологии производства до максимальной производительности.
Запросите встречу сейчас.
Свяжитесь с нами
Какой лазерный станок нужно на производстве?
Станки для лазерной резки серии SP отличаются максимальной производительностью и удобством в использовании, высочайшим качеством резки и надежной работой в режиме 24/7. Эти свойства делают лазерный станок правильным выбором для производства.
Откройте для себя станки для лазерной резки
Что говорят наши клиенты.
«Помимо улучшения качества резки и возможности выполнять более широкий спектр индивидуальных заказов, наши лазерные резаки SP2000 позволили нам самостоятельно производить акриловые инструменты для другого нашего оборудования. Мы также смогли отказаться от работы с механическими мастерскими для производства пресс-форм и прототипов для новых проектов. Теперь мы можем производить эти детали на наших собственных лазерных станках в рекордно короткие сроки!»
Джефф Шух, Майк Шух и Джефф Грин
Менеджер по производству и развитию — президент, генеральный директор Graffiti Shield
Читать историю клиента
«Станок лазерной резки имеет много преимуществ, это всем известно. Но производительность и эффективность имеют решающее значение для успеха компании. Клиенты ожидают высокого качества, а также быстрой и пунктуальной доставки. Время простоя недопустимо. Поэтому при покупке лазерной системы важно учитывать не только производительность самой системы, но и услуги и поддержку, предоставляемые поставщиком».
Автозапчасти, запчасти для иномарок оптом и в розницу
Касимов
Клиентам
Каталоги
Контакты
VIN запрос
Каталоги
Главная
Личный кабинет
Регистрация
Оригинальные каталоги
Запчасти для ТО
Специальное предложение
Задний фонарь
Купить
Фара передняя
Купить
Компрессор, наддув
Купить
Стартер
10 200. 00 р.
Купить
Колодки тормозные
Купить
Фильтр масляный
Купить
Фильтр тонкой очистки топлива
Купить
Комплект сцепления
Купить
Моторное масло Castrol Power 1 Racing 4T 10W-30 синтетическое, 4 л
2 850.00 р.
2 850.00 р.
Купить
Присадка для топлива
601.00 р.
601.00 р.
Купить
Рычаг независимой подвески колеса
2 400. 00 р.
Купить
Ремкомплект ГРМ
Купить
Аккумуляторная батарея
5 200.00 р.
4 500.00 р.
Купить
Компрессор автомобильный
2 899.00 р.
Купить
Ксеноновые лампы D2S
1 500.00 р.
Купить
Продажа Футболка унисекс Mercedes
3 500.00 р.
Купить
Высококачественный зеленый антифриз
Купить
Насадка на глушитель
1 700.00 р.
1 550. 00 р.
Купить
Автокресло детское
4 800.00 р.
3 700.00 р.
Купить
Цифровое зарядное устройство
5 600.00 р.
Купить
Наша компания на рынке по продаже автозапчастей работала под известным брендом свыше 8 лет. За это время был накоплен бесценный опыт, и мы решили начать работать самостоятельно – и с успехом справились с поставленными задачами. Широкая клиентская база и опытные сотрудники позволяют оперативно принять заказ и выполнить его точно в срок. Все, что вам необходимо сделать – это выбрать нужную марку автомобиля, модель, двигатель, чтобы затем найти нужные запчасти и аксессуары именно для вашего автомобиля. Если у вас есть вопросы – звоните нашим менеджерам по указанным телефонам либо пишите в чат прямо на сайте. Наши сотрудники оперативно и профессионально ответят на все ваши вопросы.
Наш девиз — индивидуальный подход к каждому клиенту и оперативная поддержка!
Богатый ассортимент запчастей и аксессуаров позволит вам выбрать оптимальный из всех предложенных вариантов. Купить практически любые автозапчасти в кратчайшие сроки по низким ценам и отправить в любой регион – все это возможно в нашем интернет-магазине. При этом мы работаем только с проверенными поставщиками – качество для нас превыше всего!
Почему именно мы?
Потому что у нас:
Автозапчасти для всех автомобилей;
Цены от производителя без накруток!
Простой и удобный поиск автозапчастей;
Подробная консультация клиентов.
Клиентам
Каталоги
Контакты
VIN запрос
Название:
Номер:
Примечание:
Касимов
Касимов 50 лет СССР 28
Сасово
Сасово Ново-Елатомская 41
Ваш телефон или Email
Пароль
Запомнить меня
Зарегистрироваться
Восстановить пароль
ОК Отмена
Запчасти на Интерскол KM-1000Э, КМ-60.
1000Э в г.
Схема и деталировка миксера Интерскол KM-1000Э, КМ-60.1000Э. Запчасти в наличии и под заказ.
Можно изменить параметры, выбрав их в списке Print Settings (Параметры печати).
Вкладка Basic (Основные)
•
Media Type (Тип носителя)
Тип печатного носителя можно изменить на один из следующих:
•
Plain Paper (Обычная бумага)
•
Thin Paper (Тонкая бумага)
•
Thick Paper (Плотная бумага)
•
Thicker Paper (Более плотная бумага)
•
Bond Paper (Бумага Bond)
•
Transparencies (Прозрачные пленки)
•
Envelopes (Конверты)
•
Env. Thick (Плотный конверт)
•
Env. Thin (Тонкий конверт)
•
Recycled Paper (Переработанная бумага)
•
Resolution (Разрешение)
Можно установить одно из следующих значений разрешения:
•
300 dpi (300 т/д)
•
600 dpi (600 т/д)
•
HQ 1200
•
1200 dpi (1200 т/д)
•
Toner Save Mode (Режим экономии тонера)
С помощью этой функции можно экономить тонер. Если установить для функции Toner Save Mode (Режим экономии тонера) значение On (Вкл.), отпечатки будут более бледными. По умолчанию установлено значение Off (Выкл.).
Примечание
•
Не рекомендуется использовать Toner Save Mode (Режим экономии тонера) для печати фотографий или изображений с оттенками серого.
•
Toner Save Mode (Режим экономии тонера) недоступен для разрешения 1200 dpi (1201 т/д) или HQ 1200.
•
Reverse Print (Зеркальная печать) (ОС Mac OS X версий 10.3.9 – 10.4.x)
Установите флажок Reverse Print (Зеркальная печать) для зеркального отображения данных по вертикали.
•
Support (Поддержка)
Нажав кнопку Support (Поддержка), можно посетить веб-сайт Brother Solutions Center (http://solutions.brother.com/) и веб-сайт, посвященный оригинальным/подлинным расходным материалам Brother.
Brother Solutions Center – это веб-сайт, на котором собрана информация о вашем изделии Brother, в том числе часто задаваемые вопросы, pуководства пользователя, обновления драйверов и рекомендации по использованию устройства.
Вкладка Advanced (Расширенные)
•
Graphics Quality (Качество графики)
Можно установить одно из следующих значений качества печати:
•
Photo (Фото)
Это фотографический режим (приоритет градаций). Выбирайте этот вариант для печати фотографий, содержащих плавные переходы. Возможна мягкая передача переходов между различными оттенками серого.
•
Graphics (Графика)
Это графический режим (приоритет контрастности). Выбирайте этот вариант для печати текста и рисунков, например, деловых документов и презентационных материалов. Обеспечивается высокая контрастность между областями разных оттенков.
•
Chart/Graph (Таблица/график)
Это оптимальный способ передачи оттенков для таких деловых документов, как презентации, содержащие текст, диаграммы или таблицы. Особенно хорошо подходит для сплошных заливок.
•
Text (Текст)
Это оптимальный режим для печати текстовых документов.
•
Improve Print Output (Улучшение качества печати)
Эта функция позволяет повысить качество печати.
•
Reduce Paper Curl (Уменьшить скручивание бумаги)
При выборе этой настройки может быть уменьшено скручивание бумаги.
Для печати нескольких страниц выбирать эту настройку не требуется. В драйвере принтера измените значение параметра Media Type (Тип носителя) на тонкий носитель.
•
Improve Toner Fixing (Усиление фиксации тонера)
При выборе этой настройки может быть улучшена фиксация тонера на бумаге. Если значительного улучшения не происходит, выберите Thicker Paper (Более плотная бумага) в настройках Media Type (Тип носителя).
Двусторонняя печать
•
Используйте модуль двусторонней печати
Выберите Layout (Компоновка).
Выберите Long-edge binding (Переплет по длинному краю) или Short-edge binding (Переплет по короткому краю) в разделе Two-Sided (Двусторонний).
•
Ручная двусторонняя печать
Выберите Paper Handling (Подача бумаги).
•
(ОС Mac OS X версий 10.3.9 – 10.4.x)
Выберите Even numbered pages (Четные страницы) и выполните печать, после чего выберите Odd numbered pages (Нечетные страницы) и выполните печать.
•
(ОС Mac OS X 10.5.x)
Выберите Even Only (Только четные) и выполните печать, после чего выберите Odd Only (Только нечетные) и выполните печать.
Наверх страницы
Монитор состояния
Сообщает о состоянии принтера (о любых возможных ошибках принтера) при печати. Если требуется включить монитор состояния, запустите Status Monitor (Монитор состояния) (с Macintosh HD (Startup Disk), выберите Library (Библиотека), Printers (Принтеры), Brother, Utilities (Утилиты)).
Наверх страницы
Видео: «Дополнительные параметры печати» — Служба поддержки Майкрософт
Печать листов и книг
Обучение работе с Excel 2013
Печать листов и книг
Печать листов и книг
Дополнительные параметры печати
Печать листов и книг
Видео
Дополнительные параметры печати
Видео
Печать конкретных страниц
Видео
Печать заголовков, линий сетки и формул
Видео
Далее:
Работа с макросами
Настраивайте различные параметры печати в режиме предварительного просмотра, в котором можно увидеть, как будет выглядеть отпечатанный документ. Кроме того, вы можете выбрать определенный диапазон ячеек для печати и напечатать таблицу на отдельном принтере.
Печать части листа
Щелкните на этом диапазоне и выберите диапазон данных, которые нужно напечатать.
На вкладке Файл выберите команду Печать. Также можно нажать клавиши CTRL+P.
В разделе Настройки щелкните стрелку рядом с командой Напечатать активные листы и выберите параметр Напечатать таблицу.
Нажмите кнопку Печать. Если на листе заданы области печати, будут напечатаны только эти области. Если вы не хотите печатать только запредельную область печати, проверьте, не нужно ли печатать область.
Печать таблицы Excel
Чтобы перейти к таблице, щелкните одну из ее ячеек.
На вкладке Файл выберите команду Печать. Также можно нажать клавиши CTRL+P.
org/ListItem»>
В разделе Настройки щелкните стрелку рядом с командой Напечатать активные листы и выберите параметр Выбранная таблица.
Нажмите кнопку Печать.
Печать линий сетки на листе
Выберите листы, которые требуется распечатать.
На вкладке «РАЗМЕТКА СТРАНИЦЫ» в группе «Параметры листа» в группе «Печать» в группе «Сетка» задайте параметрыпечати.
На вкладке Файл выберите команду Печать. Также можно нажать клавиши CTRL+P.
Хотите узнать больше?
Закрепление (блокирование) областей
Добавление колонтитулов
Печать листа или книги
Настройка параметров печати в Access
Хотя вы можете печатать данные из таблицы, запроса, формы или отчета в базе данных Microsoft Access, вы можете установить параметры печати для отчетов, которые будут создавать привлекательную и более удобочитаемую печатную копию ваших данных. .
Печать данных непосредственно из таблиц или запросов работает, когда вы хотите напечатать только простой список. Формы лучше подходят для просмотра или печати данных одной записи или связанного набора записей, а не для печати больших наборов данных или сводок данных. Распечатывая данные из отчета, вы можете сравнивать, суммировать и суммировать большие наборы данных, а затем представлять эту информацию в привлекательном виде.
Дополнительные сведения о создании отчета см. в разделе Введение в отчеты в Access.
В этой статье
Выберите параметры настройки страницы
Выберите настройки принтера
Предварительный просмотр перед печатью
Выберите параметры настройки страницы
После создания отчета можно задать параметры макета печати в диалоговом окне Параметры страницы . Эти параметры помогают точно настроить формат с помощью параметров полей, использования линий сетки и столбцов или печатать только данные из отчета без форматирования. Чтобы настроить параметры печати страницы, выполните следующие шаги:
В области навигации щелкните отчет правой кнопкой мыши и выберите Предварительный просмотр печати .
На вкладке Предварительный просмотр в группе Макет страницы щелкните Параметры страницы и задайте нужные параметры полей, ориентации и столбца.
Параметры печати настройки вкладки
Настройка
Описание
Поля (дюймы)
При необходимости увеличьте или уменьшите поля по умолчанию и просмотрите изменения, отображаемые на странице Sample .
Печать только данных
Выберите этот параметр, если вы не хотите печатать элементы макета в отчете, такие как сетки.
Разделенная форма
Этот параметр недоступен для отчета.
Чтобы настроить поля в отчете, на вкладке Предварительный просмотр в группе Размер страницы нажмите Поля и выберите подходящий вариант, и отобразится предварительный просмотр отчета с измененными настройками полей. .
Страница вкладка настроек
Параметр
Описание
Ориентация
Выберите книжную или альбомную ориентацию. Если вы хотите увидеть, как выглядит отчет, вместо того, чтобы задавать ориентацию здесь, задайте ее на вкладке Предварительный просмотр страницы. На вкладке Предварительный просмотр в группе Макет страницы щелкните Книжная или Альбомная .
Бумага
Выберите размер бумаги и источник.
Принтер для адреса клиента…
Если вы выберете Использовать определенный принтер , вы можете установить несколько других параметров принтера и формата документа.
Столбцы настройки вкладки
Примечание. Эти параметры также доступны на вкладке Предварительный просмотр в группе Макет страницы в разделе Столбцы .
Настройка
Описание
Настройки сетки
Выберите количество столбцов и интервал между строками. Если настройка предназначена для одного столбца, параметры Интервал между столбцами и Макет столбца будут недоступны.
То же, что и деталь
Выберите, чтобы напечатать столбец в том же размере, который вы установили в отчете. Чтобы настроить ширину и высоту столбца, снимите выделение и введите новые значения.
Размер столбца
Выберите ширину и высоту столбцов.
Расположение столбцов
Выберите направление печати столбцов. Этот параметр доступен только при наличии нескольких столбцов.
Верх страницы
Выберите настройки принтера
После того, как вы завершите настройку параметров страницы для своего отчета, вы можете выбрать определенные параметры принтера для управления макетом печати или страницами, которые вы хотите напечатать, и количеством копий.
В области навигации щелкните правой кнопкой мыши отчет, который нужно напечатать, и выберите Предварительный просмотр .
На вкладке Предварительный просмотр печати в группе Печать щелкните Печать .
Сочетание клавиш Нажмите Ctrl+P.
Выберите параметры печати и нажмите OK , чтобы напечатать отчет.
В следующей таблице описаны результаты, которые можно ожидать при определенных настройках принтера:
Настройка
Описание
Принтер
Выберите принтер, на котором вы хотите распечатать отчет. Если вы не задали ориентацию и размер бумаги, нажмите кнопку Свойства .
Диапазон печати
Чтобы напечатать только выбранные страницы отчета, выберите страниц и установите диапазон. Например, чтобы напечатать только 5-ю страницу отчета, введите 5 в полях От и По .
Чтобы напечатать только одну страницу отчета, задайте в полях From и To один и тот же номер страницы.
Копий
Выберите количество копий и выберите Разбор по копиям , если вы хотите, чтобы копии печатались наборами для многостраничного отчета.
Чтобы сэкономить бумагу, отправить задание на печать на коммерческое принтер или отправить отчет по электронной почте, вы можете создать отчет в формате .pdf или xps: на На вкладке Предварительный просмотр в группе Данные щелкните PDF или XPS .
Верх страницы
Предварительный просмотр перед печатью
Используйте параметр «Предварительный просмотр печати», чтобы проверить, как будет выглядеть печатная версия вашего отчета.
Вы можете открыть отчет в режиме предварительного просмотра одним из следующих способов:
Для предварительного просмотра отчета, который еще не открыт, в области навигации щелкните правой кнопкой мыши отчет, который вы хотите просмотреть, и выберите Предварительный просмотр перед печатью .
или
Щелкните Файл > Печать , а затем щелкните Предварительный просмотр печати .
или
Если отчет открыт, щелкните правой кнопкой мыши вкладку документа для отчета и выберите Предварительный просмотр перед печатью .
Дальнейшие изменения форматирования можно вносить из предварительного просмотра печати, используя параметры на вкладке Preview Print .
Если вы хотите просмотреть несколько страниц отчета, перейти на другие страницы или просмотреть несколько страниц одновременно при предварительном просмотре отчета, попробуйте любые из следующих вариантов:
org/ListItem»>
Нажмите кнопку Открыть/закрыть панель шторок ( << ) в правом верхнем углу области навигации, а затем разверните область просмотра отчета.
Расположите отчет с помощью горизонтальных или вертикальных полос прокрутки.
Чтобы увеличить область отчета, на Предварительном просмотре печати , в группе Масштаб щелкните стрелку под Масштаб и выберите процент увеличения. Вы также можете использовать элемент управления «Масштаб» в правом нижнем углу окна.
Для одновременного предварительного просмотра нескольких страниц в группе Zoom щелкните Two Pages или щелкните More Pages , а затем выберите параметр.
Выберите параметры печати: В группе Печать нажмите Печать , а затем выберите параметры печати.
Close Print Preview: В группе Close Preview нажмите Close Print Preview .
Верх страницы
Распечатать документ в Word
Word для Microsoft 365 Word для Интернета Word 2021 Word 2019Word 2016 Word 2013 Word 2010 Word 2007 Word Starter 2010 Дополнительно…Меньше
Перед печатью вы можете предварительно просмотреть документ и указать, какие страницы вы хотите напечатать.
Предварительный просмотр документа
Выберите Файл > Распечатать .
Для предварительного просмотра каждой страницы выберите стрелки вперед и назад внизу страницы.
Если текст слишком мал для чтения, используйте ползунок масштабирования в нижней части страницы, чтобы увеличить его.
Выберите количество копий и любые другие параметры, которые вы хотите, и выберите Кнопка печати .
org/ItemList»>
Выберите Файл > Распечатать .
Чтобы распечатать только определенные страницы, распечатать некоторые свойства документа или распечатать отслеженные изменения и комментарии, выберите стрелку под Настройки , рядом с Печать всех страниц (по умолчанию), чтобы увидеть все ваши параметры.
Чтобы напечатать только определенные страницы, выполните одно из следующих действий:
org/ListItem»>
Чтобы напечатать страницу, показанную в предварительном просмотре, выберите Печать текущей страницы .
Для печати последовательных страниц, таких как 1-3, выберите Custom Print и введите номера первой и последней страниц в поле Pages .
Для одновременной печати отдельных страниц и диапазона страниц (например, страницы 3 и страниц 4–6) выберите 9.0027 Custom Print и введите номера страниц и диапазоны, разделенные запятыми (например, 3, 4-6).
Примечание. Если принтер, выбранный вами в разделе Принтер , поддерживает параметры цветной, черно-белой печати и печати в оттенках серого, эти параметры появятся в списке в разделе Настройки .
Выберите Файл > Распечатать .
В разделе Настройки выберите параметр цветной печати и любые другие параметры, которые вы хотите, и нажмите кнопку Печать .
Откройте документ с комментариями. Если опция комментариев не отображается сразу, перейдите к Просмотрите > Показать разметку и выберите из списка только комментарии .
Вы можете распечатать комментарии от одного конкретного рецензента, выбрав рецензента в разделе Конкретные люди .
Выберите Файл > Распечатать .
В разделе Settings выберите Print Markup .
Выберите Распечатайте .
Ваш документ будет напечатан с комментариями.
Примечание. Если вы хотите распечатать документ без комментариев, перейдите на страницу Review 9.0028 > Отслеживание > Без разметки , а затем распечатайте документ.
Печать из Word для Интернета может показаться немного запутанной. Это связано с тем, что сначала создается PDF-файл для сохранения макета и форматирования, а затем вы печатаете PDF-файл.
Примечание. Если вы используете Internet Explorer в Windows 7 или более ранней операционной системе, вам необходимо загрузить и установить бесплатное приложение Adobe Reader, прежде чем вы сможете распечатать документ.
Распечатайте документ
Щелкните Файл > Распечатать > Распечатать .
Примечания:
Если вы находитесь в режиме чтения, нажмите Печать в верхней части экрана.
Веб-приложение Word создаст PDF-копию вашего документа.
Щелкните Щелкните здесь, чтобы просмотреть документ в формате PDF , чтобы открыть предварительный просмотр документа в формате PDF.
Совет: Если средством просмотра PDF по умолчанию является Word, отмените задание на печать Word для Интернета, откройте документ в Word ( «Редактировать документ» > «Редактировать в Word» ) и распечатайте его из Word ( «Файл» > «Печать» ).
Распечатайте документ:
В Windows 7 выберите принтер и измените или сохраните другие нужные параметры, а затем щелкните Печать .
В Windows 8 в приложении Reader проведите вверх от нижнего края экрана (или щелкните правой кнопкой мыши в любом месте) и выберите Распечатать . На странице «Печать» выберите принтер, выберите нужные параметры и нажмите «Печать ».
В Windows 10 в приложении Reader проведите вверх от нижнего края экрана (или щелкните левой кнопкой мыши в любом месте) и выберите Print . На странице «Печать» выберите принтер, установите нужные параметры и нажмите 9.0027 Распечатать .
Если вам нужно несколько копий распечатки, измените количество копий на странице печати:
В Windows 7 или более ранней версии в верхней части страницы «Печать» находится поле с надписью Копии со стрелками вверх и вниз для выбора необходимого количества копий документа. Сделайте свой выбор (либо введя число, либо используя стрелки), а затем нажмите Распечатать .
В Windows 8 или Windows 10 выберите количество копий для печати (либо введя число, либо используя кнопки + и – ), а затем нажмите Печать .
Примечание. Если принтер, выбранный вами в разделе Принтер , поддерживает параметры цветной, черно-белой печати и печати в оттенках серого, эти параметры появятся в списке в разделе Настройки .
Передняя бабка предназначена для осуществления круговой подачи детали, а на некоторых типах станков ( отдельные конструкции внутришлифовальных) для поперечной подачи. Вращение шпинделя в двух опорах передней бабки обеспечивает круговую подачу обрабатываемой детали.
[4]
Передняя бабка / служит для сообщения обрабатываемой заготовке вращения с необходимой скоростью. Внутри передней бабки расположены коробка скоростей и шпиндель, на переднем конце которого установлен патрон или цанга для крепления заготовки при ее обработке. [5]
Передняя бабка ( рис. 44) базового станка модели 6В2 имеет устройство для непосредственного деления и фиксации каждой из восьми пинолей. Точность деления при этом определяется только погрешностью выполнения делительных дисков, устанавливаемых прямо на пиноли и поэтому достаточно высока.
[6]
Передняя бабка 4 представляет собой литой корпус коробчатой формы, в котором размешаются гидродвигатель, механизм привода вращения шпинделя бабки и механизм продольной подачи. В коническое гнездо шпинделя вставляется патрон для базирования и привода вращения обрабатываемого изделия.
[7]
Передняя бабка предназначена для установки и вращения детали, обрабатываемой в центрах или в патроне. Вращение передается через шпиндель от электродвигателя, расположенного в верхней части передней бабки. В станке данной модели шпиндель передней бабки совершает 75, 150 и 300 об / мин.
[8]
Схема обработки цапфы твердосплавным диском. | Рабочие элементы станка.
[9]
Передняя бабка 2, в шпинделе которой закрепляется обрабатываемая деталь, и бабка люнета 6 имеют возможность поворачиваться и устанавливаться на определенный угол при помощи нониусов 5, что необходимо при обработке конических цапф.
[10]
Передняя бабка закреплена на левом конце станины. В ней находится коробка скоростей, станка, основной частью которой является шпиндель, вращающийся в подшипниках качения или скольжения. В корпусе передней бабки размещен также механизм коробки скоростей.
[11]
Передняя бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель. Развертка коробки скоростей станка 16К20 показана на рис. 6.2. В некоторых станках коробка скоростей размещена в передней тумбе станины. В этом случае она связана со шпинделем ременной передачей. Такие станки называют станками с разделенным приводом. [12]
Передняя бабка имеет чугунный корпус, внутри которого находится механизм коробки скоростей. Важнейшей частью передней бабки является шпиндель, который служит для закрепления на нем приспособлений, удерживающих обрабатываемое изделие.
[13]
Передняя бабка имеет чугунный корпус, внутри которого находится механизм коробки скоростей. Важнейшей частью передней бабки является шпиндель, который служит для закрепления на нем приспособлений, удерживающих обрабатываемое изделие.
[14]
Передняя бабка служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза
нарезать правые и левые резьбы
нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов
Передняя бабка устанавливается на линии центров в горизонтальной плоскости винтами.
Установка числа оборотов шпинделя осуществляется двумя рукоятками 5 и 9 (рис. 5) по таблице, помещенной на передней бабке.
В правой и левой части таблицы даны ряды чисел оборотов шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемого числа оборотов.
Рукояткой 9 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Рукояткой 5, на ступице которой нанесены цифры от 1 до 6, устанавливается требуемое число оборотов из выбранного ряда.
Для этого цифру, обозначающую требуемое число оборотов по таблице, нужно совместить с вертикальной стрелкой, изображенной над рукояткой.
Задняя бабка станка
Задняя бабка перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой.
Перемещение пиноли осуществляется вращением маховика, а крепление пиноли рукояткой.
При помощи поперечного смещения задней бабки, осуществляемого винтами I и 2 (рис. 8), можно обрабатывать пологие конуса.
Коробка подач тс-75
Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
метрические с шагом от 0,87 до 12 мм
дюймовые от 2 до 24 ниток на 1″
модульные от 0,5 до 3 модулей
питчевые от 1 до 96 питчей
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 — в 8 раз в соответствии с данными таблицы на рукоятке 1 (см. рис. 5).
Через ходовой валик суппорт, при любом числе оборотов шпинделя, получает продольные подачи от 0,07 до 2,08 мм/об, и поперечные от 0,035 до 1,04 мм/об., а при числе оборотов от 50 до 630 в минуту — продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2 (рис. 5), при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 1 с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи необходимо рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
Фартук имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 23 (см. рис. 5).
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Головка грифа для гитары другого типа
ГЛАВНАЯ > Головка грифа для гитары другого типа
Головка грифа служит опорой для колков, но также играет важную роль в общем звучании инструмента. Чем жестче головка грифа и соединение грифа с головкой грифа, тем в большей степени инструмент будет сохранять вибрацию струн нетронутой в интересах сустейна.
Более слабое, не усиленное соединение грифа и головки грифа или тонкая головка грифа будут иметь тенденцию изгибаться во время игры на инструменте, поглощая вибрацию струн и уменьшая сустейн нот.
Таким образом, то, как сделана головка грифа, будь то прямая или наклоненная назад, влияет на звук, сустейн, удобство игры и стоимость производства инструмента.
Прямая передняя бабка, наклоненная назад передняя бабка и шарф.
Головка грифа типа Fender (Strat/Tele/JB и т. д.) определяется как «прямая» и позволяет изготовить весь гриф, включая головку грифа, из цельного куска дерева толщиной около 20 мм.
Это решение подходит для массового производства, позволяя значительно сократить трудозатраты и отходы. Это также очень эффективно при наличии мостов вибрато, потому что струна растягивается, не наклоняясь к порожку, за исключением минимума нижней стороны, который позволяет ей вибрировать.
Выравнивание струн в прямой бабке
Настройка в инструментах Gibson отличается, когда головка грифа наклонена и требует использования более крупных кусков дерева для изготовления грифа, что, как следствие, увеличивает затраты.
Угловая передняя бабка также обеспечивает гораздо меньшую устойчивость к ударам из-за меньшей длины волокон в области соединения.
Угол передней бабки НЕ влияет на натяжение струн .
Передняя бабка с наклоном назад или под углом на модели Tuscany Rush Custom.
Чтобы избежать значительной хрупкости конструкции с наклонной спинкой, некоторые производители заимствовали из мира классической гитары систему «шейки шарфа», которая состоит из склеивания двух кусков дерева, как показано на рисунке А.
Эта система обеспечивает замечательную прочность и в то же время сохраняет тембральные преимущества решения с наклоном назад.
Изготовление шарфа для 7-струнной гитары (обратите внимание на головку грифа , усиленную улиткой).
Улитка также помогает усилить соединение головы грифа и грифа, тем самым улучшая звук. увеличение сустейна и прочности грифа.
Хотя и прямая, и наклоненная назад головка бабки используются с любым типом фиксированного бриджа и тремоло, из-за прямолинейного выравнивания, с которым струны проходят через порожек, «прямая» головка бабки имеет размер 9.0027 больше подходит для использования тремоло.
Некоторым производителям, например PRS, тем не менее удалось добиться отличных результатов в плане удержания строя даже при наклоненной назад головке грифа, уменьшив угол наклона до 10 градусов и переосмыслив конструкцию так, чтобы струны доставали до колков как прямые насколько это возможно.
Выравнивание струн над порожком на передней бабке PRS.
Это уменьшает трение и способствует скольжению струн, как показано на рис. эта серия видеороликов, в которых Галеаццо Фрудуа объясняет все виды модификации, которые вы можете применить к гитаре с тремоло, чтобы добиться идеальной стабильности настройки при работе с тремоло.
Улитка помогает усилить головку грифа, тем самым улучшая звук, увеличивает сустейн и прочность грифа.
Добавление любого вида «массы» к головке грифа сместит резонансный пик от одной из струн и, следовательно, может способствовать улучшению вашего тона и устранению «мертвых» нот.
Установка соответствующих приспособлений на головку грифа (в данном случае «толстый палец») увеличивает жесткость и массу , тем самым улучшая тон и вибрации струн.
Категория:Гитарные головки — Wikimedia Commons
00 Головка грифа Squier Trans Fat Stratocaster красного цвета.jpg 4000 × 3000; 2,49 МБ
1996 Gibson Montana Blues King Electro VS (4713936347).jpg 1158 × 778; 497 КБ
1996 Gibson Montana Blues King Electro VS (4714585020).jpg 1158 × 778; 512 КБ
2005 Gibson ES-335 — наклонная передняя бабка — Тюнеры (2010-03-17 00.03.06 by John Tuggle).jpg 4272 × 2848; 6,7 МБ
2015 Gretsch G5420T Electromatic — оранжевое пятно (SN KS16113183, сделано в Корее) — передняя бабка с логотипами (2017-03-11 11.30.22 by Freebird).jpg 3021 × 2235; 4,21 МБ
2015 Gretsch G5420T Electromatic — Orange Stain (SN KS16113183 Made In Korea) — серийный номер на задней бабке (2017-03-11 11.36.06, Freebird).jpg 3390 × 2253; 4 МБ
2017 Gretsch G5622T Electromatic — цвет Джорджия зеленый (SN KS16113183 Сделано в Корее) — логотип на передней бабке (11.03.2017, 11.38.20, Freebird).jpg 2158 × 1434; 1,39МБ
2017 Gretsch G5622T Electromatic — Georgia Green (SN KS16113183 Made In Korea) — серийный номер сзади передней бабки (2017-03-11 11. 45.00 by Freebird).jpg 3600 × 2393; 3,7 МБ
2019 Maybach Lester Honey Pie ’59 Aged (серийный номер 193925) — передняя бабка с логотипом (загружено Freebird 05 января 2020 г.).jpg 2871 × 1908; 2,83 МБ
2019 Maybach Lester Honey Pie ’59 Aged (серийный номер 193925) — серийный номер на задней стороне передней бабки (загружено Freebird 05 января 2020 г.).jpg 3323 × 2209; 3,83 МБ
2020 Epiphone SG Standard Ebony — вдохновлено Gibson — головка грифа, гриф, вид сверху (2020-11-09 12.10.25 by VirtualWolf).jpg 6 598 × 4 399; 2,23 МБ
Передняя бабка CF Martin DRSGT (снято rlb9682 13 августа 2015 г.).jpg 426 × 640; 196 КБ
CF Martin NWD Прототип памятного издания Джорджа Накашимы (около 19 г.99), D12-42RM Прототип подписи Роджера МакГуинна (около 1999 г.), Прототип подписи D-40DM Done McLean (около 1999 г.), Прототип 000X Hippie (2007 г.) — C.F.Martin Tour-20.jpg 3000 × 4000; 4,02 МБ
Eko Rio Bravo 12 — Аккорд ля-моль. Рука на шее крупного плана акустической гитары. (2021-08-29 39.11.31 Ненад Стойкович).jpg 6016 × 4016; 8,99 МБ
Эко Рио Браво 12 — старший Мужчина настраивает акустическую гитару в домашних условиях. Крупный план бабки. (2021-08-29 33.11.55 Ненад Стойкович).jpg 6016 × 4016; 90,61 МБ
Эпихед.JPG 1067 × 1600; 194 КБ
Эпихед1945.JPG 1497 × 2172; 573 КБ
Epiphone Limited Edition 1959 Les Paul Standard (2008, передняя бабка).jpg 3648 × 2736; 4,46 МБ
Передняя бабка Epiphone Sheraton II (снято DorkJr 28 мая 2008 г.).jpg 480 × 640; 120 КБ
Эпифон TRIUMPH DELUX1951.JPG 1067 × 1600; 191 КБ
Epiphone Zenith (около 1950 г.), Эйдан МакМахон, 2.jpg 3373 × 2248; 1,59 МБ
Fender Telecaster Light Ash c.2000 г. (SN 06113811, сделано на корейском языке) головная часть.jpg 3456 × 5184; 5,62 МБ
Fender-VI-Bass-Kopfplatte.jpg 380 × 285; 96 КБ
Fernandes FR-55 (около 1986 г.) от Matsumoku — логотип на передней бабке со стопорной гайкой (2022-10-17 15.30.36, Ненад Стойкович). jpg 6016 × 4016; 11,86 МБ
Передние бабки для гитар, Rock Shop в Hard Rock Cafe London.jpg 5184 × 3456; 21,13 МБ
Гитара MET DP268727.jpg 1500 × 2000; 1,33 МБ
Механическая гитара.jpg 2000 × 3008; 950 КБ
Механическая гитара.jpg 3008 × 2000; 1,86 МБ
Музей гитары Basel 24102013 2.jpg 2200 × 1732; 2,45 МБ
Гитара tete3.jpg 3008 × 2000; 2,76 МБ
Гитарная голова. jpg 3039 × 2014; 507 КБ
Гитары Терстон и Ким.jpg 2816 × 1416; 3,01 МБ
Гитер cliptuner.jpg 1108 × 1478; 986 КБ
Мартин 0-18 Гая и Сюзанны Кларк 1958 года, подаренный Джерри Джеффом Уокером — голова и шея — Зал славы и музей музыки кантри (21 августа 2018 г., 13.38.37, e Kat).jpg 2663 × 3551; 1,95 МБ
Гитара Hobner Jumboo Export — задняя бабка с названием модели — Sir Theo, Belgaum, India (2011-11-23 08.13.50 by julian correa).jpg 3000 × 4000; 2,64 МБ
Гитара Hobner Jumboo Export — головка грифа с большим логотипом — Sir Theo, Белгаум, Индия (2011-11-23 08.13.28 by julian correa).jpg 3000 × 4000; 3,97 МБ
Всем привет. Решил создать тему здесь, поскольку много тут людей технически подкованных.
Достался нам станок Carver 2030, со снятым порталом и блоками приводов портала. Есть большая необходимость его собрать. Собственно несколько вопросов по монтажу портала:
1. Как правильно установить портал на опорные подшипники, есть ли какие нибудь тонкости в этом процессе?
2. Как правильно установить блоки приводов, как ставить шестерню в плотную к рейке или какой то зазор должен быть?
3. Ремни от мотора к шестерне имеют небольшую слабину, я так понимаю нужно натянуть ремни, но с каким усилием, небольшой монтажкой или от руки?
4 Как обеспечить соосность шестерен привода портала
5. Так есть вакуумный насос к системе прижима материала, бывший владелец не смог объяснить зачем там вода в баке. Подскажите какой уровень воды должен быть и для чего она там?.
Ну и может кто эксплуатирует такой станок, пару слов в качестве отзывов, если не затруднит.
Всем заранее спасибо за ответы. Очень ждем помощи.
Похожие темы:
Настройка геометрии станка
Настройка геометрии портала Выставление шпинделя в креплении перпендикулярно столу
Наверх
#2
OFFLINE
T-Rex
Отправлено 12 Сентябрь 2014 — 13:24
5. Так есть вакуумный насос к системе прижима материала, бывший владелец не смог объяснить зачем там вода в баке. Подскажите какой уровень воды должен быть и для чего она там?
Затем, что это «водокольцевой» вакуумный насос. По этим ключевым словам вам Гугль с Яндексом выдадут исчерпывающую информацию о принципах его устройства и правилах эксплуатации.
Имейте в виду, что:
а) Вода в нем в процессе работы сильно нагревается. При перегреве свыше 50-60 градусов максимальное развиваемое разрежение заметно ухудшается. При интенсивном использовании не помешает организовать эффективное охлаждение бака (любыми доступными способами) и отвод «выхлопного» влажного воздуха куда-нибудь за пределы рабочего помещения.
б) Воду в баке надо регулярно менять, удаляя из системы грязь, накипь и прочие абразивные примеси. Иначе сальники насосной камеры долго не проживут.
Ну а по вопросам сборки/юстировки частично разобранного станка — воздержусь от консультаций, подождем ответа специалистов, более подкованных в нюансах механики широкоформатных «реечных» станков.
Наверх
#3
OFFLINE
Temak82
Отправлено 12 Сентябрь 2014 — 13:33
Принято. Спасибо большое. Погуглим про вакуумный насос.
Наверх
#4
OFFLINE
Пиноккио
Отправлено 12 Сентябрь 2014 — 14:17
2 года такой в работе. Пока особых беспокойств не доставлял. По пунктам:
1. Если опорные подшипники остались на направляющих, то особенных затруднений быть не должно. Ставите портал на них, наживляете болты, затягиваете после выставления перпендикулярности портала оси Y. Проверяете, насколько свободно и без заеданий все катается. Если же вам не повезло и опорные подшипники сняты с направляющих, перед установкой следует убедиться в наличии всех шариков (как в самих каретках, так и у того, кто их снимал)
2. блоки крепятся 4-мя болтами (резьба в алюминии ) Там все просто. Если не разберетесь, пришлю фото со снятой крышкой портала. Шестерню выставляю без зазора, но проверяю, чтобы по всей длине портал катался свободно, без заеданий и лишних шумов. За 2 года износа не замечено. Однако люфты +-0.2 считаю допустимыми.
3. Слабину выбираю, натягивая «от руки». А вот заменить ремни в этой конструкции- та еще проблема.
4. Не понял
5. В моем баке 3 свободных патрубка. 1-й диаметром около 50 мм, на самом верху-это выхлоп. На него трубу, и отвести подальше, если есть возможность-на улицу. Один, маленький-внизу бака, с краном, через него происходит наполнение бака, в начале каждой смены. Верхний маленький патрубок с заглушкой служит контрольным отверстием-заполняем бак до этого уровня. За 2 года интенсивной эксплуатации (часто в 2 смены) бак ни разу не чистили
Спрашивайте, постараюсь помочь
Сообщение отредактировал Пиноккио: 12 Сентябрь 2014 — 15:13
Наверх
#5
OFFLINE
Temak82
Отправлено 12 Сентябрь 2014 — 16:25
Пиноккио спасибо за ответ.
1. Опорные остались на направляющих. опустили аккуратно на них портал и равномерно затягивали болты крест на крест. Как проверить перпендикулярность портала ???
2. У меня резьба под крепление блоков (4 отв М6) в самом портале сделаны. То есть просто от руки прижимаю шестерню к рейке и затягиваю болты правильно?
3. Сделаем
4. имелос виду как обеспечить чтобы правая и левая шестерни приводов находились на одной оси, тем самым обеспечивая перпендикулярность портала к направляющим.
5. Понятно. А обязательно каждый день менять воду? По конструкции такой же бак.
Наверх
#6
OFFLINE
T-Rex
Отправлено 12 Сентябрь 2014 — 17:22
Как проверить перпендикулярность портала ?
Киньте на стол любой ровный листовой материал. Установите в цангу конический гравер. Составьте простенькую программу, которая нарисует вам на этом листе прямоугольник достаточно большого размера (гравировать весь контур нет необходимости, достаточно «накернить» метки в углах). Теперь замерьте диагонали прямоугольника — если они равны, оси X и Y перпендикулярны. Если нет — выправляйте получившийся «параллелограмм».
Параллельность балки портала и плоскости стола — тот же самый конический гравер и щуп (пластина калиброванной толщины). Замеряете расстояние от плоскости стола до кончика гравера в разных точках, не меняя высоту Z. Если отклонение незначительное — просто отфрезеруйте всю плоскость жертвенного покрытия стола фрезой большого диаметра. При значительном перекосе ищите причину — начиная с того, что станок при установке в цеху могли не отгоризонтировать по станочному (не строительному!!!) уровню, из-за чего сварную раму станины перекосило «вертолетом» (то есть не добились равномерного распределения веса станка на все четыре «копыта», одно из них почти висит в воздухе).
А обязательно каждый день менять воду?
Необязательно. Можно и без «чистоплюйства», по мере загрязнения. Но зимой, если возможны проблемы с отоплением цеха, лучше сливать — замерзшая вода порвет чугунную насосную камеру.
Загрязнение неизбежно, поскольку вместе с воздухом вакуумник подсасывает стружку и пыль из рабочей зоны. Никакие фильтры не способны обеспечить стопроцентную очистку воздуха на входе в насос.
Да и карбонат кальция из водопроводной воды тоже выпадает, в виде порошковой накипи (вы же не станете регулярно тратить сотню литров дистиллированной воды на заправку насоса?). Правда, с ним бороться проще — добавлять в бак немного «Калгона», если в вашей местности вода слишком жесткая.
По части воздушных фильтров — мы пользуемся автомобильными МАЗовскими (вместе с их штатными «бочками»). Нареканий нет, дешево и сердито. Но, возможно, придется усилить «бочку» навариванием обручей, а под ее съемной крышкой установить подпорку — у нас одна бочка при первых экспериментах «схлопнулась».
Если специфика производимой продукции будет приводить к частому подсасыванию стружки в вакуумную систему, можете поставить перед фильтром циклон.
Наверх
#7
OFFLINE
Пиноккио
Отправлено 12 Сентябрь 2014 — 18:03
1. Динозавр в точности описал метод, которым я пользуюсь
2. Да, именно так. На всякий случай: зубья должны войти в зацепление))
4. Перпендикулярность портала, если верить продавцам обеспечивается «жесткостью конструкции портала».. Весьма спорная сентенция. Из известных мне китайцев только у росфрезера есть система позиционирования портала по 2-м датчикам по Y.
5 Нет-нет, вы неправильно поняли. Воду не меняем каждое утро, а ДОЛИВАЕМ. Поначалу немного диким кажется расход до 30 литров за смену, но потом привыкнете)). Это не напрягает, когда насос подключен к магистрали, но может стать большой проблемой, если таскать вручную
Если в процессе сборки-настройки появятся срочные вопросы, звоните. Телефон скинул в личку
Сообщение отредактировал Пиноккио: 12 Сентябрь 2014 — 18:05
Наверх
#8
OFFLINE
T-Rex
Отправлено 12 Сентябрь 2014 — 18:16
Поначалу немного диким кажется расход до 30 литров за смену, но потом привыкнете)). Это не напрягает
…если выхлоп насоса выведен куда-нибудь на улицу. А вот если в небольшое помещение — то от влажности в нем будет некуда деваться. Ведь все эти 30 литров воды не уходят в другое измерение пространства, а испаряются. ..
Наверх
#9
OFFLINE
Пиноккио
Отправлено 12 Сентябрь 2014 — 18:28
Это так. Но для наших 6000м3 эти 30 литров-только на пользу))
Наверх
#10
OFFLINE
T-Rex
Отправлено 12 Сентябрь 2014 — 18:36
для наших 6000м3 эти 30 литров-только на пользу
«Тогда ой» Хотя если насос волею судеб вынужден располагаться возле места складирования хорошо просушенной древесины, стопы картона, малярной камеры или какого-то иного объекта, для которого нежелательна высокая, да еще и неравномерная влажность — приходится таки отводить. Необязательно на улицу, можно высокой «пароходной трубой» под потолок цеха, пусть там равномерно распределяется.
Наверх
#11
OFFLINE
Menu/Exit
Отправлено 12 Сентябрь 2014 — 18:36
Но для наших 6000м3 эти 30 литров-только на пользу))
Бесплатный увлажнитель. ))))
Наверх
#12
OFFLINE
T-Rex
Отправлено 12 Сентябрь 2014 — 18:44
Бесплатный увлажнитель.
Зимой, надо сказать, бывает актуально. Влажность воздуха низкая, аж в горле першит (и, что еще хуже, отовсюду статическим электричеством шибает). Так что главный недостаток водокольцевого насоса может даже в достоинство превратиться.
Наверх
#13
OFFLINE
Пиноккио
Отправлено 12 Сентябрь 2014 — 18:50
«высокой «пароходной трубой» под потолок цеха, пусть там равномерно распределяется»-именно так и сделано))
Бесплатный увлажнитель. ))))
Да, и второй в планах. Хочу шумный пластинчато-роторный китайский агрегат на маленьком станке заменить на водокольцевой.
Сообщение отредактировал Пиноккио: 12 Сентябрь 2014 — 18:47
Наверх
#14
OFFLINE
Menu/Exit
Отправлено 12 Сентябрь 2014 — 19:25
Мы вывели один патрубок на улицу, другой ближе к потолку.
Иногда выбрасываем на улицу, иногда в цех.
От погоды.
Наверх
#15
OFFLINE
Temak82
Отправлено 12 Сентябрь 2014 — 20:23
Друзья всем спасибо за участие. Все в процессе. Без станочного уровня получается никак? Думали лазерным уровнем выставить по направляющим. У нас шесть регулируемых опор.
А диагонали линейкой мерить?
Сообщение отредактировал Temak82: 12 Сентябрь 2014 — 20:28
Наверх
#16
OFFLINE
Admin
#17
OFFLINE
Пиноккио
Отправлено 12 Сентябрь 2014 — 20:45
Мы вывели один патрубок на улицу, другой ближе к потолку.
Иногда выбрасываем на улицу, иногда в цех.
От погоды.
так я ж видел))
Друзья всем спасибо за участие. Все в процессе. Без станочного уровня получается никак? Думали лазерным уровнем выставить по направляющим. У нас шесть регулируемых опор.
А диагонали линейкой мерить?
Я лазерным и выставлял (после оплаченного чудо-настройщика). Естественно, по направляющим.
Диагональ-рулеткой, только прямоугольник побольше размечайте. Чем больше зададите размер, тем меньше будет погрешность.
Наверх
#18
OFFLINE
T-Rex
Отправлено 12 Сентябрь 2014 — 23:46
Без станочного уровня получается никак?
Даже самый поганый и дешевый станочный уровень имеет точность не хуже 0. 1 миллиметра на метр, хороший — 0.02 мм/метр. Лазерные нивелиры и прочие строительные прибамбасы даже рядом не валялись.
Поищите, где его одолжить напрокат. Вещь дорогая — не покупать же ее ради одноразовой работы, которая на предварительно выставленном по длинному строительному «плиточному» уровню станке займет не более 2-3 часов… Необходимость поймете, когда на «шестикопытной» станине с помощью такого уровня заметите, как ее середина проваливается «седлом» или выгибается горбом при подкручивании винтовых опор.
Наверх
#19
OFFLINE
vv92
Отправлено 13 Сентябрь 2014 — 00:10
Хорошо, что я в станках ничегошеньки не понимаю и не имею опытов.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#20
OFFLINE
T-Rex
Отправлено 13 Сентябрь 2014 — 00:15
Хорошо, что я в станках ничегошеньки не понимаю и не имею опытов.
Допускаю, что станочный уровень — излишний перфекционизм при установке реечного китайца со столом 2х3 метра… Как-то работать он в любом случае будет.
Наверх
Тонкости использования водного строительного уровня
Строгое соблюдение вертикали и горизонтали — базовое правило, которое надо соблюдать при строительстве домов или ремонте помещений. Ведь ровные стены, потолки и полы нужны не только для красоты. Они обеспечивают устойчивость здания и повышают долговечность отделочных материалов. Для разметки горизонтальных линий чаще всего используют водяной уровень. Рассмотрим, что это такое и как пользоваться строительным гидроуровнем.
Какие задачи помогает решить прибор
Водяной уровень позволяет вычислять точки, расположенные на одной высоте. В дальнейшем через них можно будет провести горизонтальные линии, при необходимости. При помощи водного инструмента решаются следующие задачи:
Создаются строго горизонтальные поверхности потолков и полов. При правильном использовании гидроуровней не возникает проблем с укладкой напольных покрытий и отделкой потолков.
Формируются геометрически верные дверные проемы.
Монтируются натяжные потолки.
Проводится разметка перед монтажом навесных полок и шкафов. Без строительного уровня сложно разместить крепеж на одной высоте. При несоблюдении горизонта петли будут испытывать разную нагрузку, что приведет к их разрушению.
Оклеиваются стены. Правильное нанесение обоев отражается на качестве ремонта и дизайне интерьера.
Развешиваются фото, светильники и картины.
Создается устойчивый фундамент для дома.
Устанавливаются заборы и другие конструкции.
Для всех перечисленных работ можно использовать строительный уровень лазерного типа. Но это измерительное устройство невыгодно покупать для разовых задач. Некоторые мастера пытаются выполнять разметку с помощью пузырькового прибора. Но его тоже нельзя назвать оптимальным способом решения проблемы, так как этот инструмент выдает результаты с большой погрешностью. Поэтому лучше пользоваться гидроуровнем, работающим на воде. Строительные уровни гидравлического типа продаются в компании MICRONTOOLS. Здесь можно заказать прибор с высокой точностью измерений.
Конструкция гидроуровня и особенности его работы
Еще в школе мы изучали правило сообщающихся сосудов. В нем говорится, что жидкость в двух соединенных между собой емкостях всегда будет находиться на одном уровне по горизонтали. То есть если вы добавите воду в одну емкость, она равномерно распределится по двум колбам. В итоге произойдет выравнивание водяной поверхности по горизонтали.
Этот же принцип реализован в гидроуровне. Прибор состоит из следующих компонентов:
Двух прозрачных колб. На их поверхности нанесена миллиметровая разметка.
Пробок для колб, не дающих жидкости выливаться (если пробок нет, отверстия закрывают большими пальцами).
Тонкого шланга, соединяющего колбы между собой. Длина шланга зависит от модели инструмента. Водяной прибор может комплектоваться трубкой длиной 10-25 метров.
Простой аналог профессионального прибора можно сделать самостоятельно (особенно, если вы не собираетесь им пользоваться регулярно). Для этого надо взять прозрачную гибкую трубку и нанести на нее шкалу с двух сторон (по краям). В этом случае вы сможете применять шланг для других задач после проведения измерений. Но надо помнить, что самодельный водяной инструмент не так удобен, как промышленный. Более того, он будет работать с ощутимой погрешностью.
Недостатки и достоинства
Работать с гидроуровнем не всегда получается в одиночку. Это один из минусов водяного девайса. Вы сможете сделать разметку самостоятельно только на небольшой поверхности. Например, определить точки крепления для шкафчика или полочки на стене. Для замеров на дистанции в несколько метров вам понадобится помощник.
Второй недостаток разметки строительным гидроуровнем касается работ при минусовой температуре. Если вам надо работать на морозе, выбирайте инструмент другого типа. Водяной уровень не подходит для подобных задач, так как жидкость в нем быстро замерзает. Но проблему можно решить с помощью незамерзающих составов.
В теплый сезон замеры осложняются быстрым испарением воды, особенно если вам приходится долго работать с гидроуровнем на улице. В этом случае придется регулярно подливать жидкость, чтобы правильно проводить разметку.
Перечисленные минусы компенсируются четырьмя существенными плюсами водяного уровня:
Доступной стоимостью. Лазерные устройства стоят гораздо дороже водных.
Простотой использования и нетребовательностью к условиям хранения. Пользоваться гидроуровнем сможет и новичок.
Возможностью проведения сложных замеров. Правильно сделать разметку можно даже через перегородки. Вам не помешают ниши, углы и другие особенности стен.
Точностью замеров. Зная, как работает гидроуровень, вы будете легко определять точки на одной высоте и создавать горизонтальные линии и поверхности.
Настройка инструмента перед работой
Этот простой по конструкции строительный прибор тоже нуждается в настройке и подготовке. Выполните ряд рекомендаций, чтобы правильно провести разметку. В первую очередь слегка потяните шланг руками вдоль. Это позволит снизить риск заломов.
Затем промойте шланг моющим раствором. Он удалит маслянистый налет со стенок трубки. Это надо сделать для того, чтобы результаты замеров были правильными. Далее можно наполнять систему водой. Поставьте одну емкость выше другой, опустите в нее конец шланга и потяните воздух с другого конца. Также можно наполнить трубку с помощью воронки, подавая воду вручную через один конец.
Не заливайте в строительный гидроуровень воду из-под крана. В ней содержится много воздуха. Он создаст пробки внутри трубки и помешает правильно провести разметку. Лучше используйте кипяченую воду после остывания. Ее можно подкрасить для более четкого отображения результатов.
Готовность прибора проверяется простым способом. Приложите колбы к стене на одной высоте. Если поверхности жидкости совпадают по горизонтали, значит можно приступать к измерениям. Если же наблюдается разница в высоте, значит в трубке есть воздух. Аккуратно постучите по шлангу, чтобы вытолкнуть воздушные пузырьки наружу, и убедитесь, что инструмент работает правильно. Также несоответствие горизонта бывает при заломах трубки. Их надо найти и устранить.
Порядок проведения разметки
Рассмотрим, как пользоваться водяным уровнем, чтобы получить две точки на одной высоте. Действуйте в следующем порядке:
Возьмите в руки одну колбу, а вторую передайте напарнику.
Поставьте метку в нужной точке на стене.
Отметьте гидроуровнем расположение метки. Для этого надо приложить обе колбы к отмеченной точке так, чтобы жидкость находилась на одной высоте по шкале.
Запомните значение шкалы и удерживайте свою емкость неподвижно.
Попросите напарника перейти к ориентировочному месту второй точки и приложить колбу к стене.
Сравните результаты после выравнивания поверхности жидкости. Напарник должен перемещать емкость по вертикали до тех пор, пока значение горизонта не совпадет. После этих действий можно будет провести линию через точки или зафиксировать крепеж для полки или шкафа.
Гидроуровень помогает в домашнем ремонте и в строительстве домов. С его помощью вы создадите надежный фундамент для будущего жилья и грамотно сформируете полы и потолки. Этот прибор работает без сбоев и обеспечивает высокую точность замеров. Вам надо лишь правильно его настроить, чтобы избежать заломов и воздушных пробок.
В домашних условиях чаще всего используют кипяченую воду для заполнения трубки, но если у вас есть дистиллированная вода, лучше возьмите ее. Во время перемещений по комнатам следите, чтобы шланг не перегибался, и вы гарантированно получите точные результаты.
У меня есть несколько 10-секундных пузырьков, и я хочу сделать мастер-уровень. Не видя уровня мастер-прецизионности, я не уверен, как монтируется узел флакона. Я знаю, что флаконы довольно чувствительны к температуре, поэтому я буду делать экран для сборки флакона. Флаконы установлены так же, как на уровне машиниста. Я намерен использовать кусок Durabar размером 2 на 2 дюйма для основания. Какие-либо предложения.
Пол М
Нержавеющая сталь
#2
Судя по картинкам, а также по тому, что у меня есть, кажется, что у большинства уровней высокой точности есть карман, в который утоплен флакон, по сравнению с менее точным типом машиниста Starrett, у которого флакон защищен в трубке. Так что, если бы я сделал свой собственный, я бы просто вырезал карман в стержне твердой мозговой оболочки, а затем сделал бы фитинги, позволяющие регулировать наклон, я бы хотел, чтобы вы могли сделать пластиковую «крышку» с окном для флакона. это защитит его немного больше, а также скроет регуляторы после их установки. Разгрузите стороны и немного облегчите планку, прежде чем чистить ее, а также добавьте несколько пластиковых ручек, чтобы схватить ее, чтобы тепло от ваших рук не передавалось на металл в такой степени. Я думал сделать то же самое, пока не наткнулся на недорогой.
Удачи Пол
гернофф
Горячекатаный
#3
Флакон отрегулирован так же, как на уровнях машиниста? так как он у меня есть, для обложки будет карбон…..
Настоящая Ли
Алмаз
#4
При изготовлении уровня необходимо предусмотреть теплоизоляцию в той или иной форме, чтобы тепло от ваших рук не передавалось компонентам уровня во время манипуляций.
Все уровни регулируются одинаково…
Поместите его на очень гладкую поверхность с позиционным приспособлением (буквой «L»), чтобы он поместился в углу. Обратите внимание на показания. Поверните его на 180° и поместите в то же место. Запишите новое показание и определите разницу. Отрегулируйте, чтобы удалить половину ошибки. Обратите внимание на показания. Поверните его на 180° и поместите в то же место. Запишите показание и убедитесь, что оно точно такое же, как и предыдущее показание. При необходимости повторите для окончательной точности.
— Ли
Мебфаб
Алмаз
#5
Квадрат 2×2 не слишком мал для уровня? Или вы имеете в виду квадрат 2×2 на фут длиной?
Настоящая Ли
Алмаз
#6
Я полагаю, он имел в виду сечение 2х2 с неустановленной длиной, которая все же ужасно мала для предполагаемой цели.
— Ли
гернофф
Горячекатаный
#7
Особенности регулировки пузырькового уровня Master Precision.
Я имел в виду, какие элементы типа используются для регулировки пузырька по уровню. То же, что уровень машиниста? Сферические шайбы на одном конце, стойка с двумя гайками на другом? Я думал, что секция 2″ на 2″ имеет длину 12 дюймов. Какую длину большинство людей сочло бы «правильной» с точки зрения использования во время переборки машины. 12″, 18″? Если повезет, машина будет перестроенный будет 10EE ……. Скрестим пальцы
Я также ищу автоколлиматор
Ричард Кинг
Алмаз
#8
Пол М
Нержавеющая сталь
#9
Длина 15 дюймов кажется несколько стандартной для эталонных уровней точности в США, поскольку это длина Starrett и P&W. Ширина WAG 2 дюйма, вероятно, находится в правильном диапазоне (при проверке Starrett указывает ширину как 1 5/8, но они не указывают высоту), рассмотрите возможность увеличения высоты, по крайней мере, на 3 дюйма, возможно, немного больше. Если вы посмотрите на фотографии Starrett 199 вы увидите, что это литье, которое значительно облегчает его, P&W имеет приятный дизайн с открытым лучом, который, я думаю, выглядит красиво с эстетической точки зрения. Послушайте Ли и Ричарда, они разбираются в этих вещах гораздо лучше меня.
Пол
гернофф
Горячекатаный
#10
Я беспокоился о жесткости и провисании, поэтому думал и о более высокой форме секции, но …… Провисание не должно иметь значения, если уровень поддерживается на симметричном расстоянии от каждого конца, правильно? Что касается жесткости/высоты поперечного сечения, то чем меньше высота, тем устойчивее. Что касается дополнительной обработки для углубления флакона. Считаете ли вы, что производственная функция защиты флакона больше, чем необходимое требование для самодельного уровня?
Настоящая Ли
Алмаз
#11
Starrett 199Z имеет высоту 3 дюйма.
— Leigh
Клайв603
Титан
#12
В RARDE мы часто производили специальное лабораторное и демонстрационное оборудование, включающее чувствительные уровни. Обычной практикой было размещение флакона в утопленном носителе с листовым волокнистым материалом, защищающим флакон от прямого контакта с металлическими частями и, возможно, обеспечивающим некоторую изоляцию. Работая в диапазоне температур военного назначения, было очень важно немного соответствовать требованиям, чтобы справиться с различиями в тепловом расширении между материалами. Насколько я помню, это выглядело как промокательная бумага, черт возьми, это могло быть даже промокательной бумагой, насколько я знаю, в значительной степени на стороне пользователя, а не дизайнера. Регулировка может осуществляться либо с помощью прокладок, либо с помощью вращения крепления в какой-либо форме. Единственное устройство, которое все еще находится в моем распоряжении (демонстратор оптического клинометра, выпущенный как часть контракта на консультационные услуги после увольнения), фактически имеет вращающийся носитель.
Мне интересно, является ли самодельный мастер-уровень правильным способом работы, если вы в основном заинтересованы в наличии инструмента для ремонта станков. Я всегда предпочитал устройство типа клинометра с короткой, точно откалиброванной шкалой наклона для работы в оптической лаборатории и юстировки машины. У моего фаворита 6-дюймовая база, 20-секундная пузырьковая камера и 10 градусов наклона в одну сторону, градуированные до 10 угловых секунд. Компактный, простой в обращении, и вы можете выполнить грубую настройку с помощью регулятора. Мастер-уровень вышел из коробки. , я думаю, один раз в 20 с лишним лет, чтобы подтвердить, что это было слишком много PIA для использования.Естественно, если вы хотите гордиться (очень значительными) достижениями в создании мастер-уровня точности, это другое дело.
Клайв
гернофф
Горячекатаный
№13
Хорошее замечание по клинометру. Я использовал их во время прицеливания самолетов. Было бы здорово иметь такой в магазине. Я намереваюсь заполучить автоколлиматор для большей части работы по картированию путей и т. д. Основная причина, по которой я его строю, заключается в том, что я получил флаконы почти за бесценок. При ближайшем рассмотрении они могут быть ближе к 15-секундной точности. Я создаю приспособление для их проверки / калибровки. Как было предложено выше, я, вероятно, закреплю флаконы на шпильках с пружинами внизу и волокнистой прокладкой под держателем флакона. Сферическая гайка на одном конце и накатная гайка на другом. Все покрыто теплозащитным экраном из углеродного волокна с небольшой прорезью для просмотра.
гернофф
Горячекатаный
№14
Просто публикую, чтобы позлорадствовать. Зашел на E-Bay 3 минуты назад….. Кто-то разместил 18-дюймовый уровень Pratt . 00025/div.
Купить сейчас: $150 Понятно! Кому-нибудь нужен флакон на 10-15 секунд? Я до сих пор храню одну из них. Теперь нужно найти этот автоколлиматор……………
Клайв603
Титан
№15
Великолепный улов.
Скопируйте это, чтобы использовать флакон, который у вас есть!
Очень удобно.
Извините, ошибка в предыдущем посте по поводу весов. Верхняя ручка откалибрована на 1 угловую минуту и может быть рассчитана на 10 секунд, а не на чтение, как я сказал.
Клайв
Пол М
Нержавеющая сталь
№16
Заставили меня посмотреть на ebay, чтобы увидеть 18-дюймовый уровень, и ничего не появляется при поиске на уровне Пратта? Поиск действительно выдал уровень Пратта и Уитни Мастер, который был продан за все 66 долларов 16 апреля, они указали его как «некоторое повреждение». » но фото выглядят так, будто это сколы на краске и долгий износ на коробке — кто-то получил супер-предложение.
Пол
гернофф
Горячекатаный
# 17
Я поймал уровень Пратта, как только его увидел. У того же продавца есть несколько уровней Starrett #199 за 199 долларов, но я видел, что они стоят менее 19 долларов.9 время от времени. Уровень Пратта в два раза чувствительнее у Starrett #199, так что, честно говоря, вряд ли он будет использоваться так часто…..
Пол М
Нержавеющая сталь
# 18
OK Думаю, я нашел это на аукционе ebay 281097282185 Исходя из того, что у них есть на продажу Starrett, у них не должно быть рулетки — я думаю, вы обнаружите, что длина уровня составляет 15 дюймов, как у Starrett, которые указаны как 18 дюймов. Кроме того, стандарт Пратта и Уитни такой же, как у Старретта (. 0005), поэтому, если кто-то не поменял флакон… Ли, вероятно, знает лучше. Если вы хотите быть немного задницей, вы можете попросить у продавца скидку, так как у него не будет 3 дюймов длины. В любом случае мне больше нравится внешний вид P&W.
Пол
Настоящая Ли
Алмаз
# 19
Starrett 199Z имеет длину 15 дюймов. По крайней мере, оба моих.
— Leigh
Ник Мюллер
Титан
#20
У меня есть несколько 10-секундных пузырьков, и я хочу сделать мастер-уровень.
Нажмите, чтобы развернуть…
Это 0,054 мм/м. Почти в 3 раза ниже уровня точности (они составляют 0,02 мм/м). Общая длина 200 или 250 мм. Многие стандарты требуют измерения отклонения на длине 200 мм.
Ник
Как построить рентгеновский аппарат
Научные проекты
322 отзыва
Аннотация
Когда вам делают рентгеновские снимки в кабинете стоматолога или врача, задумывались ли вы когда-нибудь, как работает рентгеновский аппарат? Или еще лучше, как вы можете сделать его самостоятельно для экспериментов? Это практическое руководство содержит подробные инструкции для учащихся старших классов и взрослых, занимающихся самодельными работами (DIY), по безопасному изготовлению и использованию самодельного рентгеновского аппарата.
Краткий обзор
Физика
Длинный (2–4 недели)
Прежде чем приступить к этому научному проекту, необходимо иметь общее представление о радиации и радиационной безопасности.
Многие предметы для этого научного проекта, включая рентгеновскую трубку, необходимо заказывать специально. См. В разделе «Материалы и оборудование» подробнее.
Очень высокий (более 150 долларов США)
Хорошее понимание радиационная безопасность, требуются надлежащие радиационно-защитные материалы и наблюдение со стороны взрослого для этого научного проекта. Рентгеновский аппарат должен работать в надлежащим образом защищенном месте вдали от прохожих. Рентгеновскому аппарату требуется источник питания высокого напряжения; выходное напряжение источника питания может быть смертельным при неправильном обращении.
Мэтью Феддерсен, летний научный сотрудник 2011 г. Сандра Слуц, доктор философии, друзья по науке Тейша Роуленд, доктор философии, друзья по науке
Цель
Соберите и безопасно используйте самодельный рентгеновский аппарат.
Введение
Это ресурс для безопасного изготовления и использования самодельного рентгеновского аппарата. Самодельный рентгеновский аппарат можно использовать для проведения многих соответствующих экспериментов, включая, помимо прочего, проверку того, как Рентгеновские лучи воздействуют на микроорганизмы, такие как дрожжи, и наилучшие рентгеновские изображения получают с помощью пленки. Этот ресурс стал возможен благодаря двум увлеченным старшеклассникам, которые разработали самодельный рентгеновский аппарат, чтобы помочь им не только ответить на их многочисленные научные вопросы, но и отправиться в увлекательное научное приключение.
План самодельного рентгеновского аппарата, идея о том, как увеличить локальную дозу облучения раковых клеток, и часы исследований, экспериментов и инноваций — вот составляющие успеха Мэтью Феддерсена и Блейка Маргграффа в 2011 Международная научно-техническая выставка Intel (ISEF). Вместе Мэтью и Блейк увезли домой главный приз ISEF. В качестве научного сотрудника летней научной программы Science Buddies 2011 Мэтью согласился поделиться своим опытом создания самодельного рентгеновского аппарата.
Вы можете собрать рентгеновский аппарат дома, внимательно следуя этому руководству. Однако рентгеновские лучи, как и другие формы излучения, могут быть опасны. Чтобы безопасно построить рентгеновский аппарат и экспериментировать с радиацией, вы должны прочитать все части этого руководства, а также «Введение в радиацию и радиационную безопасность».
Вам также может быть интересно прочитать рассказ Мэтью из первых рук о том, как он и Блейк построили свой первый рентгеновский аппарат и начали свои приключения в экспериментах с радиацией: наука (и эксперименты с радиацией) как летнее хобби.
Библиография
Американское ядерное общество. (2011, 22 июля). Таблица доз радиации. Проверено 27 сентября 2011 г.
.
Центр США по контролю за заболеваниями. (2011, 30 марта). Радиация и ваше здоровье. Проверено 27 сентября 2011 г.
.
Агентство по охране окружающей среды США. (2010, 19 июля). Радтаун США. Проверено 27 сентября 2011 г.
.
Комитет ядерного регулирования США. (2011, 8 сентября). Единицы радиационной дозы. Проверено 27 сентября 2011 г.
Управление по охране труда и здоровья США. (2011). Радиация. Проверено 27 сентября 2011 г.
.
Материалы и оборудование
Этот рентгеновский аппарат можно собрать всего за 300 долларов, если вы одолжите счетчик Гейгера в целях безопасности. В таблице ниже перечислены материалы, необходимые для создания рентгеновского аппарата. Обязательно прочитайте весь проект и Введение в радиационную безопасность и радиационная безопасность на странице перед покупкой материалов . Это поможет вам сделать информированным решения о типе радиационной защиты, которую вы решили приобрести, а также о других дополнительных материалах.
Экспериментальная процедура
Сборка рентгеновского аппарата
Перед сборкой рентгеновского аппарата обязательно прочтите и усвойте всю справочную информацию, изложенную во Введении в радиацию и радиационную безопасность. Если вы строите это для научной ярмарки , вам может потребоваться предварительное разрешение . Внимательно ознакомьтесь с правилами вашей научной выставки и прочитайте наше руководство по правилам для проектов, связанных с опасными химическими веществами, деятельностью или устройствами.
Обзор Рис. 1 ниже, на котором показано, что рентгеновский аппарат состоит из трех основных частей: высоковольтный источник питания, подключенный к рентгеновской трубке с экраном вокруг рентгеновской трубки в целях безопасности.
С помощью зажимов типа «крокодил» и соединительного провода калибра 12 (American Wire Gauge, AWG) подключите источник питания к рентгеновской трубке.
Предупреждение: Не подключайте и не включайте блок питания модели , пока он не будет правильно подключен и не будет установлена радиационная защита. При работе с источником питания высокого напряжения помните, что его выход может быть смертельным при неправильном обращении.
Убедитесь, что вы подсоединяете рентгеновскую трубку в правильной ориентации. Поскольку у трубки есть положительный и отрицательный конец (см. рис. 2), подключите источник питания так, чтобы ток протекал в правильном направлении. Подсоедините положительный вывод источника питания к наконечнику трубки, а отрицательный конец источника питания к базовым контактам трубки, как показано на рисунке 2.
Примечание. Провод размера 10 AWG также подходит для выполнения этих соединений. Оба размера 10 и 12 AWG имеют более низкий калибр, они толще и, следовательно, лучше подходят для более высоких напряжений, таких как те, которые выдает этот источник питания.
После того, как зажимы типа «крокодил» правильно подсоединены к рентгеновской трубке, оберните изолентой зажимы типа «крокодил» и рентгеновскую трубку, чтобы зафиксировать зажимы типа «крокодил» на месте.
Далее организуем размещение блока питания и трубки. Есть два варианта:
Вариант 1. Установите блок питания и рентгеновскую трубку на деревянную доску, как показано на рис. 3.
Этот вариант позволяет легко транспортировать рентгеновский аппарат, и этот вариант мы продолжим изображать на последующих изображениях.
Крепление блока питания с помощью липучки; закрепите рентгеновскую трубку, пропустив прикрепленные провода через прорези в деревянном устанавливать.
Вариант 2: Спрятать все в какой-нибудь контейнер. Точные размеры контейнера зависят от размера источник питания, который вы используете, а также то, для чего вы собираетесь использовать рентгеновский аппарат (и, следовательно, к каким частям вам нужен доступ слишком часто), но это отличный способ держать все в порядке и скрывать от глаз.
Предупреждение: В этой конструкции рентгеновская трубка с большей вероятностью перегревается, поэтому обязательно предусмотрите отверстие для охлаждающий вентилятор.
Dangerouslaboratories.com имеет пример рентгеновского снимка машина в старом ящике для инструментов.
Установите защитный материал вокруг рентгеновской трубки. Этот шаг имеет решающее значение для безопасной работы рентгеновского аппарата. В зависимости от того, какой материал вы используете и что вы собираетесь делать с машиной, вам придется по-разному размещать экран вокруг трубы. Независимо от того, что вы будете делать с экраном, оставьте где-нибудь на экране отверстие для вентиляции и охлаждения. Ознакомьтесь с документом «Введение в радиацию и радиационную безопасность», прежде чем принимать решение о защите.
Экранирующий материал: Свинец и бетон — два безопасных материала для экранирования.
Свинцовая защита: Свинец — традиционный экранирующий материал. Он имеет вдвое толщину 0,4 дюйма (обратитесь к документу «Информация о радиации и радиационной безопасности», чтобы узнать, что это значит). Чтобы гарантировать безопасность в этой установке, вокруг рентгеновской трубки должно быть три деления толщины пополам. Это соответствует корпусу из свинца толщиной 1,2 дюйма. Свинец является самым тонким надежным защитным материалом и поэтому занимает меньше всего места, но он намного дороже бетона.
Бетонная защита: Вы также можете использовать бетон для эффективной защиты от рентгеновских лучей. Он имеет вдвое толщину 2,4 дюйма. Чтобы гарантировать безопасность в этой установке, вокруг рентгеновской трубки должно быть три деления толщины пополам. Это соответствует корпусу из бетона толщиной 7,2 дюйма. Если вы используете бетон, одним из самых дешевых способов является покупка твердых бетонных блоков и использование их для возведения стены или купола вокруг трубы. Убедитесь, что блоки изготовлены из твердого бетона марки марки .
Размещение экрана . То, где именно вы разместите экран, зависит от того, что вы планируете делать с рентгеновским аппаратом. Как показано на рис. 4, между рентгеновской трубкой и источником питания всегда необходимо размещать экран, чтобы любой, кто включает и выключает источник питания, не подвергался воздействию радиации.
Если вы хотите облучать объекты или организмы в непосредственной близости от трубки, вам может понадобиться экранировать всю трубку, не оставляя отверстий (кроме одного для вентиляции). Вы можете сформировать бетонное иглу вокруг трубы из бетонных кирпичей или использовать свинцовые листы, чтобы полностью закрыть трубу. Это будет удерживать рентгеновские лучи в области, окруженной защитой, до тех пор, пока в материале нет отверстий. Не забудьте оставить достаточно места для вашего образца (объекта или организмов, которые вы хотите облучить) внутри защитного кожуха.
Если вы хотите проявлять изображения с помощью рентгеновских лучей, вы должны оставить отверстие сбоку или в верхней части экрана, чтобы контролируемый поток рентгеновских лучей мог выйти для экспонирования изображения. Это отверстие никогда не должно быть направлено туда, где может стоять пользователь машины или могут пройти другие люди.
Если рентгеновский аппарат находится на столе или на полу многоэтажного дома, под рентгеновским аппаратом необходимо установить экран. Точно так же, если вы находитесь в многоэтажном здании, над вами находятся люди, вы должны установить экран над рентгеновским аппаратом.
Поскольку существует опасность возгорания, связанная с проводами высокого напряжения, убедитесь, что провода между клеммами источника питания и рентгеновскими клеммами короткие, висят в воздухе и не находятся близко ни к чему (включая свинцовый экран, другие проволока и любой металл на полу, например, гвозди). Держите провод изолированным от проводов с помощью пенопласта или резины.
Указание по технике безопасности: Провода высокого напряжения будут пытаться образовать дугу на металле, а изоляция проводов не остановит искрение. Если поблизости есть какой-либо металл, например, гвозди в полу, неизолированный свинцовый экран или другой провод, высокое напряжение может вызвать дугу через изоляцию на кусок металла, что может привести к расплавлению изоляции и воспламенению проводов, а также к чему бы ни примыкала дуга (например, к полу).
Поместите вентилятор внутрь зоны экранирования, чтобы он мог перемещать воздух вокруг экрана и из него через вентиляционное отверстие. Это очень важно, поскольку рентгеновская трубка накапливает тепло, которое может мешать облучаемым образцам и может сократить срок службы трубки. Вентилятор будет поддерживать температуру довольно постоянной и относительно прохладной.
Найдите подходящее место для использования машины. Попробуйте разместить машину в углу комнаты, в идеале граничащей с толстыми стенами, способными поглощать излучение. Всегда проверяйте и калибруйте рентгеновский аппарат перед использованием, как будет описано далее в этом руководстве.
Тестирование машины
Теперь, когда машина построена, нужно убедиться, что она действительно работает и достаточно ли экранирован. Просто и безопасно проверить, работает ли машина, а также проверить наличие проблем. При использовании рентгеновского аппарата рекомендуется размещать таблички с просьбой не входить в комнату и следить за тем, чтобы все домашние животные и маленькие дети также не находились в комнате.
Убедитесь, что рентгеновский аппарат отключен от сети и выключен. Включите счетчик Гейгера. Запишите нормальное значение радиационного фона.
Затем вам нужно будет проверить показания радиации, когда рентгеновский аппарат включен из-за защиты, стоя там, где помечен «Экспериментатор» на рисунке 5 ниже. Это позволит вам убедиться, что экранирование достаточно, чтобы защитить вас, пока вы выполняете остальные этапы тестирования и калибровки рентгеновского аппарата.
Включите вентилятор.
Отойдите от отверстия в защите, подключите источник питания и включите его на 30 000 вольт (30 кВ). В этот момент машина активна и опасна и производит рентгеновские лучи.
Указание по технике безопасности: За исключением кнопки включения/выключения на блоке питания, не прикасайтесь и не приближайтесь ближе 8 дюймов к блоку питания, подключенным проводам, зажимам типа «крокодил» или клеммам на рентгеновской трубке, когда включено питание. источник питания подключен. 30 кВ электричества может легко прыгнуть на несколько дюймов, а случайное прикосновение может привести к серьезной травме или смерти.
Стоя за щитом, где на рис. 5 ниже обозначено слово «Экспериментатор», возьмите в руку счетчик Гейгера и измерьте уровень радиации. Любые показания счетчика Гейгера выше 300 микробэр (мкБэр) в час за пределами экранирования вызывает беспокойство. Если вы видите такое показание, немедленно выключите машину и работайте над усилением защиты. Даже если показания счетчика Гейгера ниже 300 мкБэр в час, вы все равно можете увеличить экранирование. Это зависит от вашего общего воздействия. Подробнее читайте в разделе «Калибровка рентгеновского аппарата» ниже.
Когда вы закончите проверку защиты, выключите источник питания и отключите его от сети.
Затем, убедившись, что счетчик Гейгера все еще включен, поместите его где-нибудь на расстоянии от 6 дюймов до 2 футов от отверстия в защитном кожухе машины, чтобы вы могли считать показания с безопасного места. Идея здесь состоит в том, чтобы использовать счетчик Гейгера, чтобы увидеть, выдает ли машина рентгеновские лучи после того, как вы снова включите ее. Вы не должны держаться за счетчик Гейгера во время этого теста; вместо этого придумайте способ положить его вниз, но все же прочитать его из-за экрана, как показано на рисунке 6 ниже.
Включите вентилятор.
Отойдите от отверстия в экранировании, подключите блок питания и включите его на 30 кВ. В этот момент машина активна и опасна и производит рентгеновские лучи. Счетчик Гейгера должен получить показания.
Примечание по технике безопасности: За исключением кнопки включения/выключения на блоке питания, не прикасайтесь и не приближайтесь к блоку питания, подключенным проводам, зажимам типа «крокодил» или клеммам на рентгеновской трубке, когда включено питание, и не приближайтесь к ним ближе, чем на 8 дюймов. питание подключено.
Наблюдайте за показаниями счетчика Гейгера. С момента включения рентгеновского аппарата показания счетчика Гейгера должны быть намного выше, чем обычно. Если у него есть аудиофункции, он может начать издавать звуковые сигналы гораздо чаще, чем обычно. Это свидетельствует о том, что машина работает.
Убедитесь, что вы проверили нормальные фоновые показания до того, как включите рентгеновский аппарат.
Если вы поместите счетчик Гейгера рядом с вакуумной трубкой (внутри экрана) во время ее работы, счетчик может выйти из строя.
Указание по технике безопасности: Радиационная безопасность обычно рассматривается с точки зрения общей дозы с течением времени, а не значения мгновенного облучения. Однако любые показания счетчика Гейгера выше 300 микробэр (мкБэр) в час 90 572 за пределами 90 573 экранирования вызывают беспокойство. Немедленно выключите машину и работайте над усилением защиты.
Когда вы закончите свой проект рентгеновского аппарата, если вы использовали свинцовую защиту, вы не должны ее выбрасывать. Вместо этого вы должны переработать его. Обратитесь в местные центры переработки, чтобы узнать, принимают ли они свинец.
Устранение неполадок после первого теста
Во время тестирования машины могут возникнуть некоторые проблемы. Вот некоторые из них вместе с возможными решениями.
Дугообразование — искрение (видимый скачок электрического тока от одного компонента к другому) может возникнуть либо между проводами и каким-либо металлом, находящимся поблизости, либо между самими проводами. Убедитесь, что провода отделены друг от друга и рядом с ними нет другого металла, включая гвозди в полу или свинец, если вы используете его в качестве экрана. Держите провод изолированным от провода с помощью пенопласта или резины. Дуга может расплавить изоляцию на проводах и привести к их возгоранию вместе со всем, что вызывает искрение.
Нет изменений в показаниях счетчика Гейгера — если счетчик Гейгера не обнаруживает никакого излучения при включении источника питания, возможно, проблема связана с проводкой между источником питания и рентгеновской трубкой. Выключите питание, отсоедините блок питания и проверьте правильность полярности трубки (чтобы она была направлена в правильном направлении для протекания через нее тока) и правильность работы блока питания. Другие возможные проблемы включают в себя:
Возможно, в блоке питания отсутствует предохранитель, он не подключен или не выдает достаточного напряжения.
Возможно, неисправна сама рентгеновская трубка.
Проблема также может заключаться в счетчике Гейгера, поскольку он может не обнаруживать гамма-лучи или рентгеновские лучи.
Проверьте все эти пункты, если считаете, что есть проблема со способностью машины производить рентгеновские лучи.
После того, как вы заработаете рентгеновский аппарат, обязательно повторно проверьте защиту на наличие утечек радиации (как описано в разделе «Проверка аппарата» выше, в шаге 2).
Калибровка рентгеновского аппарата
Теперь, когда машина работает, вам нужно выяснить, сколько радиации она может выдать. Вам нужно будет найти приблизительные значения воздействия в различных областях, чтобы получить представление о вашей безопасности и возможностях машины. Как правило, выходная энергия рентгеновских лучей напрямую связана с входной энергией от источника питания. Таким образом, 1 В подводимой энергии должен выдавать 1 эВ (электрон-вольт) энергии рентгеновского излучения. Рентгеновские трубки обычно могут поддерживать соотношение входной и выходной энергии 1: 1; основное различие между трубками заключается в количестве или интенсивности производимого рентгеновского излучения. Процедура калибровки заключается в определении интенсивности рентгеновского излучения с точки зрения экспозиции, измеренной счетчиком Гейгера. Вы составите таблицу значений, к которой вы сможете вернуться позже из соображений безопасности и для расчетов радиации.
Убедитесь, что машина выключена и отсоединена от сети. Поместите счетчик Гейгера на расстоянии 2 футов от рентгеновской трубки, на одной линии с отверстием в защите. Включите счетчик Гейгера.
Включите вентилятор. Отойдите от отверстия в экранировании, подключите блок питания и включите его на 20 кВ. Наблюдайте и записывайте показания счетчика Гейгера.
Указание по технике безопасности: За исключением кнопки включения/выключения на блоке питания, не прикасайтесь и не приближайтесь ближе 8 дюймов к блоку питания, подключенным проводам, зажимам типа «крокодил» или клеммам на рентгеновской трубке при включенном питании. питание подключено.
Повторите для различных входных напряжений, таких как 20 кВ, 30 кВ, 40 кВ и 50 кВ.
Также повторите для различных мест, таких как источник питания, на уровне вашей головы, когда вы работаете на машине, и в точках по всей области, где вы работаете. Обязательно выключите машину (т.е. выключите питание). подайте питание и отключите его) при любых изменениях положения счетчика Гейгера.
После тестирования у вас должна получиться таблица значений, аналогичная Таблице 1 ниже.
Таблицы значений должно быть достаточно для определения радиационного потенциала машины. Если вы облучаете образцы, вы можете использовать эту процедуру для определения их воздействия на основе расстояния от трубки. В противном случае это полезно в качестве эталона безопасности при использовании машины.
Указания по технике безопасности:
Радиационная безопасность обычно рассматривается с точки зрения общей дозы, а не значения немедленного облучения. Однако любые показания счетчика Гейгера выше 300 мкБэр в час за пределами экранирования вызывает беспокойство. Немедленно выключите машину и работайте над усилением защиты.
В случае радиации ответ обычно таков: чем меньше, тем лучше. Вот несколько фактов, которые следует иметь в виду.
Однократный рентген грудной клетки или рентген зубов, оба из которых считаются безопасными с медицинской точки зрения, подвергают пациента воздействию радиации в 10 мбэр. Ограничение экспозиции для одного эксперимента до 10 мбэр было бы похоже на получение рентгеновского снимка.
Международный стандарт безопасности составляет 5 000 млн бэр или менее в год. Ваше годовое облучение, как нормальное, так и экспериментальное, должно быть ниже уровня 5000 мбэр.
Задать вопрос эксперту
У вас есть конкретные вопросы о вашем научном проекте? Наша команда ученых-добровольцев может помочь. Наши эксперты не сделают всю работу за вас, но они сделают предложения, дадут рекомендации и помогут устранить неполадки.
Опубликовать вопрос
Варианты
Этот рентгеновский аппарат можно использовать для проведения различных экспериментов. Вот несколько идей для начала:
Изучите биологические эффекты различных доз радиации в Уничтожение дрожжей рентгеновскими лучами.
Узнайте, что нужно для создания лучших рентгеновских изображений в Проявление изображений с помощью рентгеновских лучей.
Вакансии
Если вам нравится этот проект, вы можете изучить следующие родственные профессии:
Руководство по проекту научной ярмарки
Другие подобные идеи
Идеи проекта по физике
Мои любимые
Введение в радиацию и радиационную безопасность
Лента новостей по этой теме
, ,
Цитировать эту страницу
Общая информация о цитировании представлена здесь. Обязательно проверьте форматирование, включая заглавные буквы, для используемого метода и при необходимости обновите цитату.
Классификация и система обозначения металлорежущих станков
Металлорежущие
станки в зависимости от вида обработки делят на девять групп, а каждую группу -
на десять типов (подгрупп), характеризующих назначение станков, их компоновку,
степень автоматизации или вид применяемого инструмента. Например, группа 4
предназначена для электроэрозионных, ультразвуковых и других станков.
Обозначение
модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра
означает номер группы, вторая — номер подгруппы (тип станка), а последние одна
или две цифры — наиболее характерные технологические параметры станка.
Например:
1Е116 -
означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого
прутка 16 мм;
2Н125 — означает вертикально-сверлильный станок с наибольшим условным
диаметром сверления 25мм;
2Г103П — настольный вертикально-сверлильный станок повышенной точности с
наибольшим условным диаметром сверления 3 мм.
Буква,
стоящая после первой цифры, указывает на различное исполнение и модернизацию
основной базовой модели станка. Буква в конце цифровой части означает
модификацию базовой модели, класс точности станка или его особенности.
Классы
точности станков обозначают:
Н -
нормальной;
П — повышенной, точность 0,6 отклонений от Н;
В – высокой, точность 0,4 отклонений от Н;
А — особо высокой точности, точность 0,25 отклонений от Н;
С — особо точные станки, точность 0,16 отклонений от Н.
П, В, А, С -
прецизионные станки (повышенной точности).
Принята
следующая индексация моделей станков с программным управлением:
Ц — с цикловым
управлением;
Ф1 — с цифровой индексацией положения, а также с предварительным набором
координат;
6Р13К-1 — вертикально-фрезерный консольный станок с копировальным
устройством;
1Г340ПЦ — токарно-револьверный станок с горизонтальной головкой,
повышенной точности, с цикловым программным управлением;
2455АФ1 — координатно-расточной двухстоечный станок особо высокой точности
с предварительным набором координат и цифровой индикацией;
2Р135Ф2 — вертикально-сверлильный станок с револьверной головкой,
крестовым столом и с позиционной системой числового программного управления;
Станки
подразделяют на универсальные (общего назначения), широкоуниверсальные
(ограниченное число операций), специализированные (одного наименования),
специальные и агрегатные (из взаимозаменяемых узлов).
Специальные
и специализированные станки обозначают буквенным индексом (из одной или двух
букв), присвоенным каждому заводу, с номером модели станка. Например, мод.
МШ-245 — рейкошлифовальный полуавтомат повышенной точности Московского завода
шлифовальных станков.
По
весу станки делятся на следующие категории:
до 1 т -
легкая;
до 10 т — средняя;
до 30 т — крупная;
до 100 т — тяжелая;
св 100 т — уникальная.
при этом
до 5 т — транспортабельные;
св 5 т — не транспортабельные.
По
степени автоматизации:
с ручным -
нужны команды рабочего;
полуавтомат — только для наладки, установки и снятия заготовки;
автомат — без участия рабочего от установки детали
с ЧПУ — полуавтомат или автомат, управляемый по заранее составленной и
легко заменяемой программе.
КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
Станки
Группа
Тип
станка
Назначение
станка
ТОКАРНЫЕ
1
0
автоматы и
полуавтоматы специализированные
1
автоматы и
полуавтоматы одношпиндельные
2
автоматы и
полуавтоматы многошпиндельные
3
токарно-револьверные
4
токарно-револьверные
полуавтоматы
5
карусельные
6
токарные и
лоботокарные
7
многорезцовые и
копировальные
8
специализированные
9
разные токарные
СВЕРЛИЛЬНЫЕ
И РАСТОЧНЫЕ
2
0
—
1
настольно- и
вертикально-сверлильные
2
полуавтоматы
одношпиндельные
3
полуавтоматы
многошпиндельные
4
координатно-расточные
5
радиально- и
координатно-сверлильные
6
расточные
7
отделочно-расточные
8
горизонтально-сверлильные
9
разные
сверлильные
ШЛИФОВАЛЬНЫЕ,
ПОЛИРОВАЛЬНЫЕ,
ДОВОДОЧНЫЕ,
ЗАТОЧНЫЕ
3
0
—
1
круглошлифовальные,
бесцентрово-шлифовальные
2
внутришлифовальные,
координатно-шлифовальные
3
обдирочно-шлифлвальные
4
специализированные
шлифовальные
5
продольно-шлифовальные
6
заточные
7
плоско-шлифовальные
8
притирочные,
полировальные,хонинговальные,
доводочные
9
разные станки,
работающие абразивом
ЭЛЕКТРОФИЗИЧЕСКИЕ,
ЭЛЕКТРОХИМИЧЕСКИЕ
4
0
—
1
—
2
светолучевые
3
—
4
электрохимические
5
—
6
—
7
электроэрозионные,
ультразвуковые прошивочные
8
анодно-механические
отрезные
9
—
ЗУБО- и
РЕЗЬБО-
ОБРАБАТЫВАЮЩИЕ
5
0
резьбонарезные
1
зубодолбежные для
цилиндрических колес
2
зуборезные для
конических колес
3
зубофрезерные для
цилиндрических колес
и шлицевых валов
4
для нарезания
червячных колес
5
для обработки
торцов зубьев колес
6
резьбо-фрезерные
7
зубоотделочные,
проверочные и обкатные
8
зубо- и
резьбо-шлифовальные
9
разные зубо- и
резьбообрабатывающие
ФРЕЗЕРНЫЕ
6
0
барабано-фрезерные
1
вертикально-фрезерные
консольные
2
фрезерные
непрерывного действия
3
продольные
одностоечные
4
копировальные и
гравировальные
5
вертикально-фрезерные
бесконсольные
6
продольные
двухстоечные
7
консольно-фрезерные
операционные
8
горизонтально-фрезерные
консольные
9
разные фрезерные
СТРОГАЛЬНЫЕ,
ДОЛБЕЖНЫЕ,
ПРОТЯЖНЫЕ
7
0
—
1
продольные
одностоечные
2
продольные
двухстоечные
3
поперечно-строгальные
4
долбежные
5
протяжные
горизонтальные
6
протяжные
вертикальные для протягивания
внутреннего
7
протяжные
вертикальные для протягивания
наружного
8
—
9
разные
строгальные станки
РАЗРЕЗНЫЕ
8
0
—
1
отрезные,
работающие резцом
2
отрезные,
работающие абразивным кругом
3
гладким или
насечным диском
4
правильно-отрезные
5
ленточно-пильные
6
отрезные с
дисковой пилой
7
отрезные
ножовочные
8
—
9
—
РАЗНЫЕ
9
0
—
1
трубо- и
муфтообрабатывающие
2
пилонасекательные
3
правильно- и
бесцентровообдирочные
4
—
5
для испытания
инструментов
6
делительные
машины
7
балансировочные
8
—
9
—
Запчасти для станков с ЧПУ
Запчасти для станков с ЧПУ
+7 (812) 335-48-05
Новые детали вашего станка
Услуги и поддержка
Для заказчиков, планирующих отдачу от оборудования
Отдел запчастей компании POLITEK осуществляет поставку запчастей и комплектующих для металлообрабатывающих станков с ЧПУ тайваньского и европейского производства.
Склад запчастей компании POLITEK в Санкт-Петербурге обеспечивает предприятия быстроизнашиваемыми запасными частями и расходными деталями.
POLITEK осуществляет срочную поставку оригинальных запчастей и крупногабаритных узлов станка от завода-производителя для проведения средних и капитальных ремонтов.
Отдел поставки запчастей осуществляет
Поставку быстроизнашиваемых запчастей со склада в санкт-петербурге
срочную поставку оригинальных запчастей от завода-производителя
поставку крупногабаритных узлов станка от завода-производителя для проведения средних и капитальных ремонтов
Заказать детали
Склад запчастей обеспечивает
Деталями для гарантийного и постгарантийного обслуживания
Быстроизнашиваемыми и расходными деталями
Заказать детали
Запчасти и комплектующие для станков производителей из Тайваня
ДЛЯ ТОКАРНЫХ СТАНКОВ С ЧПУ
ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ С ЧПУ
ДЛЯ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКОВ С ЧПУ
ДЛЯ ПОРТАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ
ДЛЯ ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКОВ С ЧПУ
ДЛЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Заказать детали
ПОСТАВКА ЗАПЧАСТЕЙ И КОМПЛЕКТУЮЩИХ ДЛЯ ТОКАРНЫХ СТАНКОВ С ЧПУ TAKISAWA
ЗАЩИТНЫЕ КОЖУХИ НАПРАВЛЯЮЩИХ И ШВП
ПОДШИПНИКИ ШВП
ШАРИКО-ВИНТОВЫЕ ПЕРЕДАЧИ (ШВП)
НАПРАВЛЯЮЩИЕ КАЧЕНИЯ
ПУЛЬТЫ УПРАВЛЕНИЯ
РЕМНИ
ГИДРАВЛИЧЕСКИЕ КЛАПАНЫ
ЗАЩИТНЫЕ СТЁКЛА
ЛАМПЫ ОСВЕЩЕНИЯ
ДРУГИЕ ЗАПЧАСТИ И КОМПЛЕКТУЮЩИЕ
Заказать детали
ПОСТАВКА ЗАПЧАСТЕЙ И КОМПЛЕКТУЮЩИХ
ДЛЯ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ ШВЕЙЦАРСКОГО ТИПА TORNOS
КОМПЛЕКТЫ НАПРАВЛЯЮЩИХ ДЛЯ СИСТЕМЫ ПОДАТЧИКА ПРУТКА
ПРИВОДНЫЕ И СТАТИЧЕСКИЕ БЛОКИ
СИСТЕМА ВЫТЯЖКИ ТУМАНА СОЖ
СИСТЕМА ПОЖАРОТУШЕНИЯ
СИСТЕМА ПОДАЧИ СОЖ ВЫСОКОГО ДАВЛЕНИЯ 20-140 БАР
СИСТЕМА КОНТРОЛЯ ПОЛОМКИ ИНСТРУМЕНТА
СТРУЖКОУБОРОЧНЫЕ КОНВЕЙЕРЫ И УЛОВИТЕЛИ ДЛИННЫХ ДЕТАЛЕЙ
ДАТЧИКИ, КОНЦЕВИКИ И ДРУГИЕ ЭЛЕКТРОННЫЕ КОМПОНЕНТЫ
AS14
BS20
DECO7
DECO10
DECO13
DECO20
DECO26
DELTA
ENC75
ENC162
ENC164
ENC264
MD32/6I
MS7
SAS16DC
SIGMA32
ST26
Заказать детали
CT20
EVODECO10
EVODECO16
EVODECO20
EVODECO32
MULTISWISS 6X16
MULTISWISS 6X32
MULTISWISS 8X26
SWISS DECO
SWISS DT13
SWISS DT26
SWISS GT13
SWISS GT26
SWISS GT32
SWISSNANO
Заказать детали
Запчасти и комплектующие
Найти, подобрать, узнать наличие и оценить стоимость.
ОТПРАВИТЬ ЗАПРОС
Финансирование
Свяжитесь с нами и узнайте, как POLITEK может помочь вам приобрести оборудование и защитить инвестиции.
Свяжитесь с Politek сегодня
Срочные предложения
Воспользуйтесь преимуществами срочных складских предложений на готовые станки.
ПОДОБРАТЬ
Истории заказчиков
Оцените спектр технологических задач, решаемых нашими технологами. Определите проекты, которые имеют сходство с Вашими задачами.
Посмотреть
11 типов машин, используемых в металлообрабатывающей промышленности
Независимо от того, управляете ли вы заводом, механической или металлообрабатывающей мастерской, крайне важно инвестировать в правильные машины, если вы хотите добиться успеха в металлообрабатывающей промышленности. В металлообрабатывающей промышленности используется широкий спектр различных типов промышленных инструментов для создания металлических деталей желаемой формы и размера.
Эти машины развивались на протяжении сотен лет, что позволяет изготавливать самые сложные формы с гораздо меньшими усилиями человека. Существуют различные методы, используемые в производственной промышленности, которые привели к изобретению и развитию многих машин.
При таком разнообразии машин важно понимать их типы и возможности каждой из них. К счастью, в Penn Tool Co. мы объединили свой опыт, чтобы предоставить этот список из 11 станков, наиболее распространенных в этой отрасли.
11 наиболее широко используемых станков в металлообрабатывающей промышленности
Если вы работаете на металлообрабатывающем заводе, то знаете, что правильное промышленное оборудование необходимо для производства высококачественной продукции. Существует множество машин, которые можно использовать в этих отраслях, и каждая из них имеет свой собственный набор преимуществ и областей применения.
Это наиболее распространенные станки, используемые для операций резки и формовки металла в металлообрабатывающей промышленности. Машины специального назначения изготавливаются также для выполнения некоторых специфических операций над конкретным изделием.
Эти станки используются для увеличения производительности.
1. Токарный станок
Токарные станки представляют собой металлообрабатывающие станки, которые вращают заготовку для выполнения различных операций механической обработки. На токарных станках можно изготавливать детали из черных и цветных металлов, пластмасс, дерева.
Это многоцелевые станки, которые можно использовать для выполнения таких операций, как резка, шлифование, накатка, сверление, растачивание, нарезание резьбы, торцовка и токарная обработка. Они бывают разных размеров и с различными аксессуарами.
Токарные станки существуют с древних времен и в основном используются для точных работ. Их можно найти на заводах, производящих детали для легких машин, а также в механических и металлообрабатывающих цехах, где присутствуют тяжелые станки.
2. Фрезерный станок
Фрезерный станок — это инструмент для металлообработки, в котором используются вращающиеся фрезы для удаления нежелательного материала. Заготовка плотно удерживается на подвижном рабочем столе, вокруг которого вертикально перемещается вращающийся инструмент.
Фрезерный станок выполняет две основные операции: торцевое и периферийное фрезерование. При торцевом фрезеровании оператор фрезерует плоскую поверхность под прямым углом к вращению фрезы, тогда как при периферийном фрезеровании фреза располагается параллельно заготовке.
Они используются для самых разных целей, от простой резки до сложной формовки и сверления. Из-за этой универсальности фрезерные станки являются основным продуктом в большинстве металлообрабатывающих цехов.
3. Шлифовальный станок
В шлифовальном станке абразивный круг вращается с относительно высокой скоростью. Вращающееся колесо обеспечивает финишную обработку заготовки, удаляя очень небольшое количество материала с ее поверхности, после чего она становится гладкой на ощупь.
Шлифовальные станки можно использовать для придания формы, выравнивания и сглаживания поверхностей деталей, которые были вырезаны с помощью других инструментов, таких как пилы или токарные станки. Абразивные материалы также могут применяться для удаления ржавчины или краски с деталей в целях перекраски или ремонта.
Гибкость и точность, обеспечиваемые шлифовальными станками, делают их неотъемлемой частью любой производственной операции, связанной с металлами.
4. Сверлильные станки
Сверлильные станки являются одним из наиболее распространенных типов станков, которые мы обычно видим в металлообрабатывающих цехах. Их часто используют и для различных бытовых ремонтных работ.
Инструменты сверлильного станка легко устанавливаются и заменяются, что делает его очень простым в использовании. Их можно использовать для сверления отверстий в различных материалах, включая металлы, цемент и даже бетон.
5. Фрезерные станки
Фрезерный станок использует одноточечный режущий инструмент, который движется линейно для выполнения операции резания на заготовке. Он имеет простой механизм и прост в эксплуатации.
Эти фрезы можно использовать для резки, придания формы или придания металлу желаемой формы. Обычно они устанавливаются на столе, что позволяет им иметь доступ ко всем сторонам материала.
Одним из типов заготовок, для которых эти типы станков выгодны, является листовой металл, поскольку они могут легко создавать сложные формы, такие как дуга, всего за один проход. Как вы, наверное, догадались, они очень часто используются в отрасли.
6. Протяжные станки
Протяжный станок режет, формирует и формирует различные материалы. Он использует зубчатый инструмент или протяжку для удаления материала с заготовки.
Существует два типа процессов протяжки – линейный и ротационный. Более распространенным из них является линейная протяжка, при которой станок располагается на одной линии с заготовкой. Однако при ротационном протягивании протяжка вращается, когда она применяется к заготовке.
Протяжки — это универсальные инструменты, которые можно использовать во многих отраслях промышленности. Они создают множество различных типов продуктов для профессионалов отрасли, которые работают над проектами по металлообработке.
7. Пильные станки
Существует три типа пильных станков: ножовка, циркулярная пила и ленточная пила. Эти машины используются для разделения металлической детали на более мелкие части.
Ленточная пила
Ленточная пила — отличный инструмент для резки металла и дерева. Его можно использовать для создания длинных деталей, таких как трубы или цельные стержни, любой желаемой длины и в больших количествах.
Циркулярная пила
Циркулярные пилы, как ручные, так и настольные, используют круглое полотно, которое вращается или совершает возвратно-поступательное движение для выполнения разреза. Циркулярная пила является одним из самых универсальных типов пильных станков, доступных для промышленных операций.
Ножовка
Пожалуй, самая узнаваемая пила — ножовка. Эта ручная машина оснащена прямым лезвием с множеством мелких зубьев для резки различных металлических предметов, таких как трубы, стержни и даже листовой металл.
8. Строгальный станок
Планарные станки очень похожи на строгальные станки. По сути, единственное отличие этого станка в том, что режущий инструмент неподвижен, а заготовка движется линейно. Как правило, эти машины также больше, чем формовочные машины.
Они используются для уменьшения толщины и размера таких материалов, как стальные пластины, стержни и стержни, путем срезания лишнего материала в процессе обработки. Он также используется для создания плоских поверхностей из шероховатых или неровных поверхностей.
9. Стригальный станок
Стригальный станок используется для резки листового металла на желаемые формы и размеры. Одна вещь, которая делает эти металлообрабатывающие станки идеальными для промышленных цехов, заключается в том, что в процессе резки не образуется стружка или какой-либо остаточный материал, что уменьшает количество мусора в воздухе и на полу.
Как и другое оборудование в этом списке, стригальные станки необходимы для большинства промышленных операций по металлообработке. Другими основными операциями резки металла, похожими на резку, являются вырубка и прошивка.
10. Зубофрезерные станки
Использование зубофрезерных станков в металлообрабатывающей промышленности значительно повысило качество и эффективность производственных процессов. Они представляют собой вариант фрезерного станка, в котором используется специальный тип режущего инструмента для изготовления высокоточных валов, шестерен, шлицев и других цилиндрических деталей, необходимых для самых разных применений.
Типичный металлообрабатывающий завод должен иметь по крайней мере один или два фрезерных станка для удовлетворения своих потребностей. Они относительно недороги, и обычно для их запуска требуется всего несколько человек, при этом производя большое количество деталей в день.
11. Сверлильный станок
Сверлильный станок — это станок, обычно используемый в металлообрабатывающей промышленности для выполнения операций сверления. Он может быть с ручным или электрическим приводом и часто включает в себя рабочую поверхность, называемую станиной, которая позволяет удерживать просверливаемую деталь вертикально.
Как более надежная версия ручной дрели, они имеют лучшую устойчивость, чем их аналоги. Верстак позволяет производить сверла непрерывно и с исключительной точностью.
Сверлильный станок в металлообрабатывающей промышленности используется уже сотни лет. С тех пор многое изменилось благодаря новым инновациям, которые упростили быстрое и эффективное выполнение металлообрабатывающих операций.
Найдите самые надежные металлообрабатывающие станки в Penn Tool Co.
Как видите, существует несколько типов заводских станков, широко используемых в металлообрабатывающей промышленности. Однако, несмотря на то, что такое изобилие выбора увеличивает вероятность найти идеальный инструмент для ваших операций, само количество инструментов и оборудования для обработки металла может пугать.
К счастью, компания Penn Tool Co. имеет многолетний опыт работы со всеми основными металлообрабатывающими инструментами, на которые опирается эта отрасль. Более того, у нас работают знающие и готовые к сотрудничеству профессионалы, которые увлечены поддержкой промышленных операций по всему миру. Если вам нужна дополнительная информация о самых надежных инструментах для металлообработки на рынке, свяжитесь с нашей командой сегодня.
Металлообрабатывающие станки | JMTUSA.com
JMT — ваш поставщик всех металлообрабатывающих станков, будь то токарный станок, сверлильный станок, линия сверления стали, вертикальный фрезерный станок, коленчатый станок или горизонтально-расточной станок.
Металлообработка на пути к будущему
Компания JMT находится на переднем крае с непрекращающимся поиском новых концепций и процессов. В то время как старые процессы развиваются и становятся более эффективными, новые технологии металлообработки появляются почти каждый день. Из-за этой тенденции JMT поддерживает тесный контакт с нашими дилерами и клиентами для получения ценных отзывов и информации для рекомендуемых улучшений существующих типов машин и нового оборудования, которые могут революционизировать технологический процесс. Стремясь оставаться на переднем крае эволюции металлообработки, JMT постоянно совершенствуется, а команды исследователей и разработчиков проектируют, тестируют и производят металлообрабатывающие станки будущего.
С самого начала, в основном из-за того, что наши клиенты обращались к JMT с просьбой предоставить им оборудование, с которым мы в то время не работали, JMT начала выходить за рамки производственных машин. Что наши клиенты хотели из-за их предыдущего приятного опыта с продуктами и услугами JMT для изготовления металлов, так это чтобы JMT предоставила им все их потребности в станках, включая машины для изготовления микросхем. Благодаря полученному ими опыту, связанному с поддержкой и применением производственного оборудования, наши клиенты были более уверены в том, что они скорее купят машину для изготовления чипов от JMT. С ростом нашей клиентской базы расширился и наш портфель машин для производства чипсов. Сначала мы предлагали несколько сверлильных станков с пьедесталом, пару токарных станков настольного типа и простой вертикально-фрезерный станок. Со временем наш ассортимент металлорежущих станков значительно расширился.
Больше, чем просто производство стружки
Компания JMT имеет в наличии и продает широкий спектр станков для производства стружки, а также настольные токарные станки и небольшие фрезерные станки, но это только верхушка айсберга. В настоящее время JMT поставляет на рынок все типы сверлильных станков, многочисленные типы вертикально-фрезерных станков, от типичных вертикальных коленчатых до огромных горизонтально-расточных станков, а также напольные фрезы большой мощности. Мы поставляем много типов горизонтальных токарных станков, таких как токарные станки для двигателей, токарные станки для крупных нефтяных месторождений, токарные станки для механики, токарные станки для инструментальных цехов, даже токарные станки для часовщиков! Не забываем, что JMT продает самый широкий ассортимент ленточных пил для резки металла, от небольшой ручной торцовочной пилы размером 6 на 8 дюймов до гигантов, способных резать твердые круглые материалы диаметром 40 дюймов. JMT также выводит на рынок качественную линию сверления, часто называемую «линии сверления балок» или «линии бурения конструкционной стальной балки», которая сочетает в себе как мощность сверления, так и встроенный ленточнопильный станок. И подождите, мы только разогреваемся.
Непрерывные лазеры низкой мощнoстиНепрерывные лазеры средней мощнoстиНепрерывные лазеры высокой мощнoстиКвазинепрерывные волоконные лазерыНаносекундные лазерыПико- и фемтосекундные лазеры
Повышенная пиковая мощность — QCW-опция
Повышается скорость, чистота и качество
Опция Повышенная пиковая мощность (HPP) даёт возможность работы непрерывных лазеров (CW) в режиме , характерном для QCW — лазеров и доступна исключительно в последних сериях YLR и YLS лазеров от IPG . Повышенная пиковая мощность стала возможной благодаря особой конструкции диодов накачки от IPG , которые способны обеспечивать очень высокую пиковую мощность при коротких рабочих циклах за счёт модулирования в режиме реального времени непрерывного излучения.
Более быстрое и чистое входное отверстие (при резке)
Повышенное качество
Повторяемость
Уменьшение отходов материала
YLS-HPP Series YLR-HPP Series
2-х кратное увеличение мощности в импульсе с опцией Повышенной пиковой мощности (HPP) , предлагает вам расширенные возможности обработки для лазеров серии YLR и YLS
Быстрая и качественная прошивка входных отверстий при резке
Опция НРР эффективна для обработки высокоотражающих металлов.
Чем быстрее осушествляется прошивка металла, тем быстрее начинается процесс резки.
Качественная прошивка входного отверстия увеличивает время безотказной работы системы резки.
Примеры прошивки входного отверстия в латуни толщ. 4.8 мм (без опции и с опцией НРР)
Повышение качества резки
При «чистом» входе резку вы экономите время, потраченное на дополнительную очистку деталей и сокращаете количество отходов материала.
Примеры прошивки входного отверстия в 6-мм н/у стали
Использование НРР позволяет повысить прецизионность обработки
Воспроизводимость сверления отверстий
Высокая пиковая мощность обеспечивает повторяемое и последовательное сверление чистых отверстий
Отверстия диаметром 0. 5 мм в алюминии толщиной 6 мм
Сверление последовательностей отверстий с высокой степенью повторяемости и высоким качеством
Традиционно считается, что качественное сверление отверстий с диаметром, равным толщине материала является сложной задачей. Лазеры с опцией HPP: Отверстия диаметром 0,5 мм, что в 12 раз меньше толщины металла.
Снижение отходов материала
Повышение качества прошивки позволяет осуществлять более плотную раскладку в при резке металлов большей толщины
Чистая прошивка позволяет выполнять более короткие входы при резке, что равнозначно более плотной раскладке деталей
Обычные лазеры: длинна входов порядка 5 — 6 mm при мощности 2 kW
Лазеры с HPP:длина входов 1 мм для металлов толщиной 6 мм
Снижение материальных затрат при резке металлов большой толщины
Традиционно: 42% использования материала при размере детали 5 мм
HPP: 56% использования материала при размере детали 1. 6 мм
YLS-HPP Series YLR-HPP Series
Лазеры средней мощности IPG Photonics Corporation
Лазеры средней мощности IPG Photonics Corporation
Продукты →
Лазеры →
Непрерывные лазеры средней мощнoсти →
1.00-1.08 мкм →
Серия YLR-U
1.00-1.08 мкм
1.00-1.08 мкм
1,09-2,05 мкм
2D3D
Серия YLR-U
Ультрасовременное поколение промышленных лазеров средней мощности
Система BackReflectionSaFety, для безопасной обработки высокоотражающих материалов.
Гарантия 3 года с возможностью расширения до 7 лет
Программа Trade-IN
3D
Обзор
Серия YLR-U — это самые компактные в отрасли непрерывные иттербиевые волоконные лазеры киловаттного диапазона, объединяющие в себе последние достижения и тридцатилетний опыт компании IPG в мире лазерных технологий.
Новое поколение флагманских волоконных лазеров IPG YLR-U с характеристиками, близкими к физическому пределу. Непревзойденное сочетание высокой мощности непрерывного излучения, эксклюзивной опции высокой пиковой мощности, идеального качества луча, высокой надежности и наибольшего среди промышленных лазеров коэффициента полезного действия обеспечивает наилучшие позиции на рынке.
Серия YLR-U создана на основе тридцатилетнего опыта инженеров IPG и аккумулирует последние достижения нашей компании. YLR-U — это промышленные лазеры средней мощности с герметичным корпусом, которые могут работать в условиях чрезвычайно высокой влажности вплоть до 90%.
Версии дистанционного управления лазерами включают аналоговое управление, интерфейсы RS-232 или Ethernet, используется встроенная самодиагностика с подключением к сети Интернет.
Удобная для пользователя конфигурация корпуса для монтажа в стойку — наилучшее решение для интеграции в производственные линии Индустрии 4. 0.
Лазеры YLR-U идеальны для широкого спектра применений при резке, сварке и сверлении металлов. Опция высокой пиковой мощности обеспечивает высокоскоростную прошивку и сверление, прецизионную качественную резку, даёт дополнительные возможности при импульсной сварке, а также позволяет производить резку и сварку металлов с высокой отражающей способностью.
Лазеры YLR-U обеспечивают улучшенное качество прожигания входного отверстия при резке, что позволяет более плотное размещение деталей, что, в свою очередь, снижает общие отходы материала при резке. Доступная исключительно от IPG опция High Peak Power Option (опция высокой пиковой мощности) обеспечивает улучшенное качество и скорость процесса, повышает общую производительность, экономя материалы, время и эксплуатационные расходы.
Лазер YLR-U мощностью 2 кВт (внизу) — это лазер с наименьшим форм-фактором в своем классе, по сравнению с предыдущим поколением, показанный вверху.
Обновленные преимущества
Надежность и безопасность
Система BackReflectionSaFety, для безопасной обработки высокоотражающих материалов, таких как медь, аллюминий, латунь и т.д.
Собственное производство обеспечивает наличие всех компонентов, максимально сокращая скорость ремонта и производства источников излучения.
Широкий диапозон рабочих температур и встроенный осушитель позволяют использовать источник в самых суровых производственных условиях, а система внутренней самодиагностики, высочайшая надежность компонентов и большой грантийный срок обеспечивают максимальную уверенность и контроль над производством.
Уникальная опция HighPeakPower
Опция HighPeakPower (HPP) кратковременного увеличения можности выше номинальной расширяет технологические возможности, позволяя улучшить качество и скрость врезки, реализовать режимы прецизионной квазиимпульсной обработки и точечной сварки.
Cравнение скоростей резки СО2 лазера мощностью 4.0 kW и IPG Fiber 4.0 kW
Дополнительно сотрудничество с IPG «ИРЭ-ПОЛЮС» это:
Базовая гарантия -3 года.
Возможно расширение до 7 лет
Ремонт на территории заказчика в течение 48 часов с момента обращения
100% запчастей на складе
Мгновенное реагирование
Обучение сервисных инженеров заказчика
Срок поставки – от 3 дней
Производство лазеров в России
Дистанционная диагностика
Функция Hot reserve
Увеличенный ресурс лазера и массовые стресс-тесты
В рамках гарантии Вы не оплачиваете выезд, проживание и командировочные расходы сервисных инженеров
Более низкая стоимость обслуживания
Отсутствие регламентных работ
Отсутствие рисков, связанных с торговыми ограничениями
Максимальная выгода по программе утилизации
Узнать подробнее
Features
Средняя мощность до 2 kW*
Опция повышенной пиковой мощности
Эксплуатация в условиях повышенной влажности
Встроенная самодиагностика с помощью Интернет
Рекордные значения к. п.д. («от розетки») >40 %
Рекордно малые размеры и вес
* Вскоре будет доступно 4 кВт
Применения
2D и 3D резка , сварка и сверление металлов.
Прецезионная резка с опцией повышенной пиковой мощности.
Сварка в теплопроводностном режиме и в режиме глубокого проплавления.
Различные стали, алюминий,медь, титановые сплавы и другие металлы.
Сверление сквозных и глухих отверстий с помощью опции повышенной пиковой мощности.
* Выходная мощность 3 и 4 кВт вскоре будет доступна
Закрыть
Общие характеристики
YLR-1000-U
YLR-1500-U
YLR-2000-U
Размеры, ШхГхВ , мм
448×550×88
448×760×88
Вес, кг
<30
<40
Охлаждение
Водяное
Напряжение питания, VAC
Одна фаза 50/60 Гц, 200-240
Потребляемая мощность, Вт
2500
3700
5000
Рабочий диапазон относительной влажности, %
10 to 90
Рабочий диапазон температур, °C
10 to 50
Лазеры YLR-U сертифицированы по стандартам CE.
Стандартным для лазеров YLR-U является выход на оптический разъем HLC-8. IPG производит полную линейку компонентов для доставки лазерного луча, включая оптоволокно и оптику, коллиматоры, соединители луча, переключатели и распределители, обрабатывающие оптические головки и сканеры, а также решения для управления технологическими процессами. Сменные коллиматоры и обрабатывающие головки легко подключаются к коннектору HLC-8.
Закрыть
Серия волоконных лазеров YLR-U
Волоконные лазеры, усилители, диодные и гибридные лазеры
Волоконные лазеры, усилители, диодные и гибридные лазеры | ИПГ Фотоникс
Продукты →
Лазеры
YLS-AMB
Луч регулируемого режима
Лазеры IPG от мВт до >100 кВт, от УФ до среднего ИК-диапазона, непрерывные и импульсные, предназначены для широкого круга промышленных, медицинских, научных, развлекательных, телекоммуникационных, военных и других применений.
Мы предлагаем волоконные лазеры непрерывного действия, квазинепрерывные волоконные лазеры , импульсные волоконные лазеры от мкс до фс, диодные лазеры высокой мощности и высокой яркости , а также гибридные волоконно-оптические лазеры среднего ИК-диапазона.
YLPN
Импульсные лазеры для микрообработки
От мВт до >100 кВт, от УФ до среднего ИК-диапазона, Непрерывные и импульсные лазеры IPG предназначены для широкого круга промышленных, медицинских, научных, развлекательных, телекоммуникационных, военных и других приложений.
Мы предлагаем волоконные лазеры непрерывного действия, квазинепрерывные волоконные лазеры , импульсные волоконные лазеры от мкс до фс, диодные лазеры высокой мощности и высокой яркости , а также гибридные волоконно-оптические лазеры среднего ИК-диапазона.
YLPP
Пикосекундный волоконный лазер
От мВт до >100 кВт, от УФ до среднего ИК, Непрерывные и импульсные лазеры IPG охватывают широкий диапазон промышленных, медицинских, научных, развлекательных, телекоммуникационных, военных и других приложений.
Мы предлагаем волоконные лазеры непрерывного действия, квазинепрерывные волоконные лазеры , импульсные волоконные лазеры от мкс до фс, диодные лазеры высокой мощности и высокой яркости , а также гибридные волоконно-оптические лазеры среднего ИК-диапазона.
Lasers
HIgh Peak Power QCW Option
Adjustable Beam Mode Lasers
Low Power CW Fiber LasersMid Power CW Fiber LasersHigh Power CW Fiber LasersQuasi-CW Fiber LasersNanosecond Fiber LasersPico & Femtosecond Fiber LasersMid-IR Hybrid LasersCW Fiber AmplifiersDiode Лазерные системы
Высокая пиковая мощность — опция QCW
Быстрее, чище, лучше
High Peak Power обеспечивает совершенно новый режим QCW для лазеров CW, доступный эксклюзивно от IPG в последних версиях лазеров YLR и YLS. Высокая пиковая мощность стала возможной благодаря конструкции диодов IPG QCW, которые способны обеспечить очень высокую пиковую мощность в течение коротких рабочих циклов с возможностью переключения в режим CW в реальном времени.
Быстрее и чище пирсинг
Повышенное качество
Повторяемость
Меньше отходов
Серия YLS-HPP Серия YLR-HPP
Импульсы высокой пиковой мощности (HPP) с удвоенной пиковой мощностью обеспечивают расширенные возможности обработки для лазеров серий YLR и YLS
быстрее и более чистый пирсинг
Высокая пиковая мощная обработка для высокоотражающих металлов
Когда вы Pierce надежно , вы можете начать работать более высокой
, когда вы Pierce Safethely 97979797
110
, когда вы Pierce Safethely 9799797
110
. вашей режущей системы
Примеры прокалывания латуни диаметром 4,8 мм
Повышенное качество
Когда вы прокалываете очиститель , вы экономите время за счет того, что не переделываете детали и сокращаете расход материалов
Пример пробивки из мягкой стали 6 мм
Использование HPP позволяет обрабатывать мелких деталей
Повторяемое сверление
Высокая пиковая мощность обеспечивает стабильное и стабильное сверление чистых отверстий
Корпуса 0,5 мм из алюминия 6 мм
Повторяемое и стабильное сверление чистых отверстий
Традиционный: Сверление чистых отверстий диаметром, равным толщине материала, обычно считается сложной задачей HPP: Отверстия диаметром 0,5 мм В 12 раз меньше
Сокращение отходов
Высококачественная пробивка позволяет выполнять плотное размещение в толстых металлах
Чистый прокол обеспечивает короткие вводы = более плотное размещение
Традиционный: Вводы 5–6 мм требуются при пиковой мощности 2 кВт
HPP: Вводы 1 мм для металлов 6 мм
Экономия затрат на материалы для толстых металлов
Традиционный: Использование материала 42% при расстоянии 5 мм
HPP: Использование материала 56 % при расстоянии 1,6 мм
Серия YLS-HPP YLR-HPP Серия
AMB повышает качество и скорость лазерной сварки
Практически исключает брызги
Нормальная лазерная сварка может сопровождаться периодической нестабильностью типа «замочная скважина», проявляющейся брызгами расплавленного металла. Нестабильность замочной скважины приводит к пористости, изменению глубины замочной скважины и ухудшению внешнего вида.
YLS-AMB обеспечивает высокоскоростную высококачественную сварку автомобильных изделий, таких как кузов в белом цвете, трансмиссии и электромобили, такие как алюминиевые корпуса аккумуляторных батарей и выступы аккумуляторных батарей.
Инновационная технология волоконного лазера для питания лазерных систем IPG
Просмотреть всю лазерную продукцию IPG Photonics — ПОСЕТИТЬ КОРПОРАТИВНЫЙ ВЕБ-САЙТ✕
Технология
Уникальные технологии волоконного лазера
IPG обеспечивают клиентам более высокую выходную мощность и превосходное качество луча при гораздо меньших инвестициях, чем у конкурирующих технологий. Запатентованные конструкции основаны на инновационных методах откачки и высокопроизводительных компонентах, которые были усовершенствованы в течение 20-летнего периода интенсивных инвестиций и инноваций.
Структурным элементом волоконного лазера является одноэмиттерный диод IPG, срок службы которого на порядок больше, чем срок службы диодной матрицы или альтернативных стержней. В отличие от традиционных диодных матричных технологий, частая модуляция включения/выключения одноэмиттерных диодов IPG не влияет на срок их службы. Насосы IPG герметичны в соответствии со стандартами телекоммуникаций, поэтому на них не действуют самые агрессивные промышленные среды, включая влажность, пыль и вибрацию. Исключительно высокая надежность насосов с одним эмиттером IPG доказана обширными испытаниями в лабораториях, подтверждена эксплуатационной надежностью и подтверждена лучшей гарантией в отрасли.
Преимущества волоконных лазеров IPG
Волоконные лазеры IPG — самые компактные и энергоэффективные лазеры на рынке. Среди дополнительных преимуществ:
Практически не требует обслуживания
Надежно работает даже в самых суровых промышленных условиях, включая экстремальную вибрацию, грязь, влажность и перепады температуры
Гибкая подача балки упрощает интеграцию производства
Обеспечивает широчайший диапазон выходных мощностей, длин волн и режимов работы
Высокая гибкость в выборе рабочих параметров.
Преобразование энергии в 5–10 раз эффективнее, чем у традиционных CO-лазеров 2
Эффективность настенных дюбелей от 45% до более чем 50% превышает эффективность любых альтернативных лазерных технологий
Это непревзойденное сочетание преимуществ приводит к максимальной производительности и быстрой окупаемости инвестиций, что делает волоконные лазеры IPG отраслевым стандартом и предпочтительным продуктом для многих приложений обработки материалов.
Типы волоконных лазерных источников
IPG предлагает широкий выбор семейств волоконных лазеров для всех режимов работы, включая лазеры с непрерывной волной, квазинепрерывные лазеры, наносекундные импульсные лазеры, сверхбыстрые пико- и фемтосекундные импульсные лазеры. Волоконные лазеры IPG охватывают диапазон длин волн от ультрафиолетового до среднего ИК-диапазона и обеспечивают выходную мощность от нескольких ватт до многих киловатт.
Лазеры непрерывной волны (CW)
IPG предлагает широкий выбор волоконных лазеров непрерывной волны (CW), которые могут быть интегрированы в лазерные системы, мощностью от 10 Вт до десятков киловатт. Основное использование лазеров непрерывного действия заключается в том, чтобы луч включался в течение длительных периодов времени для непрерывной обработки. Однако лазеры IPG CW также могут быть модулированы на частотах от нескольких кГц до десятков кГц, чтобы обеспечить импульсную лазерную обработку в режиме длительности импульса от миллисекунды до микросекунды, если это необходимо.
Квазинепрерывные лазеры (QCW)
IPG Квазинепрерывные волоконные лазеры (QCW) производят пиковую мощность в 10 раз выше в импульсном режиме, чем при работе в непрерывном режиме, обеспечивая энергию в джоулях при длительности импульса от 10 микросекунд до 100 микросекунд. миллисекунды. Это делает лазеры QCW идеальными для высокоточной сварки, тонкой резки и сверления, где требуется высокая энергия импульса для инициирования или поддержания связи лазера с материалом, но где детали могут быть чувствительны к теплу, выделяемому при непрерывной обработке.
Импульсные наносекундные лазеры
IPG предлагает импульсные наносекундных лазеров с длительностью импульса от 1 до >1000 нс со средней выходной мощностью от 10 Вт до 5 кВт.
Качество лазерного луча может быть оптимизировано для тонкой микрообработки или высокоскоростной обработки поверхности, такой как абляция, очистка и текстурирование. Лазеры охватывают диапазон длин волн от ультрафиолетового и зеленого до среднего инфракрасного. Варианты регулируемой длительности импульса и различные способы доставки луча, такие как 2D- и 3D-сканеры, значительно повышают их универсальность.
Сверхбыстрые лазеры
В задачах микрообработки, требующих небольшой зоны термического влияния, часто используются лазеры со сверхкороткими импульсами. Опираясь на хорошо зарекомендовавший себя опыт в области технологии импульсных волоконных лазеров, IPG Photonics разработала сверхбыстрых волоконных лазеров , предназначенных для прецизионной обработки микроматериалов. Сверхбыстрые волоконные лазеры IPG используют преимущества технологии волоконных лазеров, что позволяет создавать самые надежные и экономичные лазерные инструменты. Сверхбыстрые волоконные лазеры IPG увеличивают объем микрообработки, повышают надежность и устраняют барьеры стоимости владения.
Лазеры с регулируемым режимом луча (AMB)
YLS-AMB Лазеры с регулируемым режимом луча обеспечивают независимую программируемую регулировку режима выходного луча для любой комбинации яркого ядра с небольшим пятном высокой интенсивности и более крупного кольцеобразного луча, что позволяет обрабатывать более широкий диапазон толщины материала и оптимизирует производительность сварки и резки. Сварка с помощью лазера AMB практически исключает разбрызгивание, уменьшает растрескивание и улучшает общую отделку. Лазеры AMB также обеспечивают лучшее качество пропила при резке толстой низкоуглеродистой стали.
Лазеры с высокой пиковой мощностью (HPP)
Опция High Peak Power (HPP) для лазеров YLR и YLS позволяет использовать непрерывный лазер в импульсном режиме с двукратным увеличением пиковой мощности по сравнению со средней мощностью непрерывного излучения. Высокая пиковая мощность обеспечивает расширенные возможности обработки для более быстрого прожига, повышения качества продукции, повторяемости и сокращения отходов.
Своевременное обеспечение всеми необходимыми запасными частями существенно сокращает время восстановления работоспособности оборудования.
Только оригинальные запчасти!
Оригинальные запасные части служат гарантией совместимости и надежности, максимально увеличивают срок службы оборудования.
Доставим в срок
Одной из важных характеристик сервисного обслуживания является скорость выполнения работ. ООО «Остек-ЭК» может обеспечить минимальное время простоя оборудования благодаря складской программе (4000 наименований) и оперативности поставок. В случае поставки «под заказ» срок поставки запасных частей ― от 5 дней. Это самый быстрый показатель в отрасли.
Готовимся заранее. Формируем ремкомплект
Наличие запасных частей на складе заказчика значительно снижает время ремонта и уменьшает финансовые потери от простоя оборудования. Специалисты Остек-ЭК могут сформировать комплекты критически важных запасных частей.
Услуга поставки запасных частей включает:
1
весь спектр оригинальных запасных частей, в том числе по эксклюзивным контрактам;
2
оперативный склад запасных частей и расходных материалов на складе;
3
логистику запчастей со складов фирм-производителей;
4
оперативное обслуживание;
5
гарантию от производителя на все запасные части;
6
формирование комплектов запасных частей;
7
фиксированную сервис-историю каждой единицы ремонтированного оборудования;
8
гарантию на все проведенные работы (в рамках услуг: ремонт, ТО, диагностика).
На все поставленные запасные части компания Остек-ЭК дает гарантию. Также мы можем обеспечить оперативный выезд инженера для установки запчастей, ремонта и настройки оборудования. Для получения информации о комплектах запасных частей и стоимости обращайтесь в ООО «Остек-ЭК».
Запасные детали к бытовым приборам
Запасные детали к бытовым приборам | Philips значок поддержки поиска
Ключевые слова для поиска
Видео, Аудио, Связь
Персональный уход
Все для матери и ребенка
Техника для дома
Освещение
Здоровье
Автомобильная продукция
Аксессуары
Промоакции
Как найти запасные части и аксессуары для моего продукта?
1) Найдите номер модели вашего продукта Так вы сможете быть уверены, что покупаете аксессуар, совместимый с вашим продуктом.
2) Введите номер вашей модели в поисковой строке ниже
Ключевые слова для поиска
{{/if}}
{{fields.ISS_TITLE}}
Результатов не найдено.
Кажется, вы искали что-то слишком необычное.
Воспользуйтесь следующими подсказками для поиска продукта:
Введите оригинальный номер модели полностью (например, GC6440, HD9650/90 или HX9351/52).
Поиск по названию: «Sonicare Diamondclean», «Аэрогриль XXL», «Oneblade» В частности, для электрических зубных щеток; номер модели содержит «/» (к примеру: HX9361/62). Рекомендуем осмотреть упаковку с продуктом (номер модели может находиться на ее нижней части или на товарном чеке). Некоторые частые ошибки: HX680A, HX939B, HX6100 — все это ручки либо зарядные устройства зубной щетки.
Относительно наших электрических бритв, триммеров и устройств Oneblade: NL9206AD — это почтовый индекс производства; номер модели напечатан рядом с ним. Например: S7788/55, QP2620/65, QT4070/41.
Вы также можете найти свой продукт через категории; начните поиск, нажав «Обзор по категории»
Результаты поиска для {words} (количество продуктов: {number})
Найдено более 1 продукта.
Выберите модель по соответствию 2 последних цифр номера продукта, например RQ1280/21.
Обратите внимание: NL9206AD — это почтовый индекс, а не номер модели.
3) Нажмите на ваш продукт
Вы будете перенаправлены на страницу со списком доступных аксессуаров и запчастей для вашего продукта.
4) Добавьте деталь или аксессуар в корзину и оформите заказ
Была ли эта информация полезна?
Выберите группу аксессуаров
Глажение
Аэрогрили и Мультиварки
Обработка продуктов
Пылесосы
Очистители и увлажнители воздуха
Вы покидаете официальный веб-сайт Philips Здравоохранение (“Philips”). Любые ссылки на сторонние веб-сайты, которые могут быть размещены на этом сайте, предоставлены исключительно для вашего удобства. Philips не даёт никаких гарантий относительно каких-либо сторонних веб-сайтов и содержащейся на них информации.
Я понимаю
You are about to visit a Philips global content page
Вы покидаете официальный веб-сайт Philips Здравоохранение (“Philips”). Любые ссылки на сторонние веб-сайты, которые могут быть размещены на этом сайте, предоставлены исключительно для вашего удобства. Philips не даёт никаких гарантий относительно каких-либо сторонних веб-сайтов и содержащейся на них информации.
Я понимаю
You are about to visit a Philips global content page
Continue
You are about to visit the Philips USA website.
Я понимаю
Наш сайт лучше всего просматривать с помощью последних версий Microsoft Edge, Google Chrome или Firefox.
запасные части (2015) — IMDB
Награды
2 побед и 2 номинации
Видео12
Трейлер 2:33
The Theatrical Trailer
Трейлер 1:20
Watch Theatrical
1:20
3Lip
. :37
Смотреть My Boys
Клип 1:26
Смотреть Ill Do Anything You Say
Клип 0:37
Смотреть Школьный гимн
Клип 0:27
9 0:12
Смотреть вместе
13
Смотреть Ла ментира
Клип 1:07
Смотреть Мороженое
Клип 1:07
Смотреть Я все это исправлю
Клип 1:04
Смотреть Инженерный клуб
3
3 010013
Время наблюдения для США
Клип 1:45
Смотрю мне нужно, чтобы вы пощечину меня
Photo59
Top Cast
Джордж Лопес
Fredi Cameron
Jamie Lie Lee Curtis
6669
Jame Lee Curtis
6669
9001. 0006
Carlos PenaVega
Oscar Vazquez
Marisa Tomei
Gwen Kolinsky
José Julián
Lorenzo Santillan
(as Jose Julian)
David Del Rio
Cristian Arcega
Оскар Хавьер Гутьеррес II
Луис Аранда
(как Оскар Гутьеррес)
Алессандра Росальдо
Миссис Васкес
J. R. Villarreal
Hector
Aubrey K. Miller
Maddy Kolinsky
(as Aubrey Miller)
Kevin Wiggins
Barrows
Alexa PenaVega
J.P. Murrieta
Male Announcer
(как J.R. Murrieta)
Николь Брэди
Женщина-диктор
Эдвард МакГинти
Уильямс (судья)
(как Ed9 McGinty)0006
David House
Duncan (Judge)
Mia Riverton
Bank Manager
Travis Armstrong
Army Man
Sean McNamara
Joshua Davis(based в статье Wired Magazine «Робот La Vida» автора)
Элисса Мацуэда (сценарий)
Все актеры и съемочная группа
Производство, кассовые сборы и многое другое на IMDbPro
больше, как этот
McFarland, USA
Ingenious
The Mighty MACS
Запасные части
ТОРИЛА
ДОБЕЙНАЯ ЛОЙ
. Самая великая игра. Мы играем
. Приемлемая потеря
Мэри и Марта
Происшествие монументальных масштабов
Сюжетная линия
Знаете ли вы
Саундтреки
Герреро (не могу остановиться сейчас) Автор Андрес Левин (в роли Андреса Левин), Илеана Падрон, Филип Митрович, Деби Нова, Пит Хо, Оскар Ботелло (в роли Оскара Ботелло), Алан Товар Монтальво, Федерико Кабальеро Руис Исполняет Йерба Буэна (в роли Йерба Буэна) с участием Куку Diamantes, Jon Batiste, MLKMN, Pete Miser, Morenito De Fuego и FedeFx Caballero, Blue Man Group (как The Blue Man Group) и Филип Митрович (как The Elkcloner) Опубликовано Peermusic III, Ltd, Peermusic Espanola SA и Peermadrid Levin ( SGAE), Cuculand Music (BMI), The Elkcloner Publishing (SESAC), WB Music Corpo Media Marea Music (ASCAP), Big Brother Lin Drum Music (BMI), Universal Music Publishing (BMI), Алан Товар Монтальво, представитель (ASCAP) , Федерико Кабальеро Руис (ASCAP) Продюсеры Андрес Левин (в роли Андреса Левина) и Филип Митрович Предоставлено Music Has No Enemies MLKMN предоставлено Machete Music По лицензии Universal Music Enterprises /
10
Политически окрашенный фильм об иммиграции и робототехнике.
Что, вы думали, что это фильм о группе старшеклассников, которые собрали робота и соревновались с лучшими командами в мире? Ну, это действительно только частично об этом.
Что касается игры, я думаю, что все справились великолепно, хотя дети оказались одними из самых белых мексиканских детей, которых я когда-либо видел. Джордж Лопес достаточно хорошо вписался в эту роль, хотя на самом деле он был скорее тренером, чем учителем естественных наук. Тем не менее, я рад видеть, как он снимается в кино, так как я никогда особо не интересовался его телешоу, и мне нравится этот парень, он хорошо играет на экране.
Съемки, хореография и монтаж сцен выполнены достаточно хорошо. Вы не услышите никаких скачков сцены или непонятной ерунды, которую вы иногда слышите в других фильмах. Это хорошо собрано, и история течет хорошо. Это вдохновляет.
Помимо сюжета, фильм тратит много времени на комментарии о ситуации с нелегальной иммиграцией здесь, в США. Говорить, что это не относится к рецензии на фильм, неправильно, так как фильм явно об этом. . А как не быть? С Джорджем Лопесом и Марисой Томей, объединившимися, чтобы наносить остроумные удары по консервативным идеалам по большей части. Демонизация консерваторов в кино всегда была излюбленной стратегией левых.
Поскольку я идентифицирую себя как консерватор и поскольку первый удар уже нанесен, я хотел бы воспользоваться секундой, чтобы прояснить позицию большинства консерваторов в отношении иммиграции: не все из нас считают, что каждого нелегала следует депортировать. Мы верим в двухэтапное решение.
1. Понятно, что ящик Пандоры уже открыт за последние 40 лет. Когда ваши дети растут в США, в наших школах и получают образование как граждане США, тогда пришло время позволить этим детям остаться здесь и дать им гражданство, которое они должны иметь. Выборочная и частичная амнистия имеет смысл.
2. Это решение должно совпадать с эффективным закрытием границы, задачей, которую не желал выполнить ни президент, ни конгресс, ни республиканец, ни демократ. Это ключевой элемент решения этой проблемы, и это то, что большинство консерваторов на низовом уровне считают необходимым сделать.
Некоторые другие обзоры и комментарии также указывают на несколько тонких искажений правдивой истории. По-видимому, на самом деле в кружке робототехники было два учителя, и ни один из них не был латиноамериканцем. Их робот также занял третье место в прикладном конкурсе, что я считаю странным изменением в истории, поскольку было бы легко просто рассказать все как есть.
Но если отбросить всю политику и тонкие перекосы, это был очень хороший фильм. Вдохновляет и хорошо сделано, и интересно смотреть. Я рекомендую это.
Спасибо, что прочитали.
helpful•11
4
rushknight
Jun 12, 2015
IMDb Best of 2022
IMDb Best of 2022
Discover the stars who skyrocketed on IMDb’s STARmeter chart this year, and explore more of the Лучшее за 2022 год; включая лучшие трейлеры, плакаты и фотографии.
Подробнее
Подробнее
Дата выпуска
5 июня 2015 г. (Мексика)
United States
Mexico
Official Facebook
English
Spanish
Also known as
Yedek Parçalar
Albuquerque, New Mexico, USA
Производственные компании
Brookwell-McNamara Entertainment
Circle of Confusion
Indieproduction
См. другие кредиты компании на IMDbPro
Box office
$3,618,912
$1,335,768
Jan 18, 2015
$3,701,325
See detailed box office info on IMDbPro
Technical specs
1 час 54 минуты
Dolby Digital
2,35 : 1
Добавить эту новость
0011
Предложить редактирование или добавить отсутствующий контент
Top Gap
Под каким названием были официально выпущены запасные части (2015) в Канаде на английском языке?
Ответ
Запчасти (2015) Отзывы — Metacritic
Из ничего к чему-то!
Если вам интересно, что это фильм категории B, я бы сказал да, но нет. Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, Из ничего к чему-то!
Если вам интересно, что это фильм категории B, я бы сказал да, но нет. Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, этот фильм каким-то образом получил два самых узнаваемых лица, Марису Томей и Джейми Ли Кертис в ролях второго плана. И не забывать, что Джордж Лопес был лучше этих двоих, сыгравших заметную роль.
Этот фильм основан на реальной истории клуба робототехники общественной средней школы из Феникса, который отправился для участия в национальных соревнованиях по подводной робототехнике. Это было в 2004 году, четверо маловероятных мексиканских студентов-иммигрантов без документов собрались вместе для проекта, предназначенного для команд университетского уровня. Остальная часть истории рассказывает об их путешествии от ничего к чему-то.
Очень вдохновляющий фильм, прямо как «Октябрьское небо». Но в начале я совсем не был уверен из-за качества изготовления. Потом понял, что дело в другом. Фильм рассказывает в основном об иммигрантах, из-за того, что большинство персонажей мексиканцы, мне захотелось посмотреть неамериканское кино, поэтому он не был похож на обычный голливудский бренд. Он подпадает под категорию «Жизнь Пи», «Мемуары гейши» и так далее, где он требует новых лиц, но все же очень голливудский.
Вы знаете этих детей, у которых не было опыта, они построили водяного робота из самых дешевых запчастей, которые стоят менее 800 долларов, и соревноваться с действующим чемпионом, таким как MIT, это все равно, что ISRO против NASA. Потому что ISRO отправила недорогую ракету на Марс с самой первой попытки, чего не смогли сделать многие гигантские страны в космической программе. И получил награду «Пионер космоса» в 2015 году, что очень похоже на этот фильм. Так что этот фильм как школьная версия, и пример из ничего невозможен, если вы приложите усилия с правильным настроем.
«Первое инженерное правило…
Вы никогда ничего не строите из настоящего материала…
, пока вы не создадите экспериментальную модель».
Не все повествование посвящено роботу, но он является центром и потрясающе построенными историями всех персонажей, которые с ним связаны. Поскольку дети проживают незаконно, каждая их история о борьбе в обществе и в семье была рассказана эмоционально. По отдельности они не что иное, как вор, жертва хулигана, жертва домашнего насилия и обычный толстый ребенок. Но их таланты в самых разных областях свел их учитель. В команде они достигают чего-то большего, чем чудо.
Такой фильм нужно показывать учащимся в школах, чтобы заинтересовать их. У угонщика и инженера-механика одинаковые знания, но разница в том, что один образованный, а другой неграмотный или не окончивший школу. Если таланты хорошо используются в самом детстве, будущее всегда будет ярче.
Как сделать плоскую подвижную модель животного из бумаги
Здравствуйте, товарищи!
Займёмся — ка мы с вами изготовлением подвижных моделей из бумаги( статичные объёмные модели мы уже научились делать). Только вы меня правильно поймите: подвижные не значит «движущиеся». Мы будем изготовлять такие бумажные модели, детали которых скреплены подвижно и их положение можно менять. А теперь разберём это на практическом примере.
Допустим, есть у нас раскраска «Игрушечная лиса». Отличная развивающая раскраска: можно потренироваться в раскрашивании, но она таит в себе значительно большие возможности. Вырежем фигурку по контуру и перевернём. Положение лап игрушки на лицевой стороне было обозначено очень чётко: показаны места сочленения. Обратная сторона пустая. Задание: на обратной стороне нарисовать как прикрепляются лапки к телу. Это задание с подвохом, подумать надо: положение ног сменится. Ладно,не очень-то и легко это представить. Давайте сделаем модель и увидим воочию как же это будет выглядеть.
Я буду действовать так: вырезаю тело, шею и голову (тоже вырезала отдельно, но потом сообразила, что зря я это сделала-подвижность головы у данной лисы не имеет значения), четыре лапы и хвост.
Хвост, тело, голову и шею склеиваю неподвижно. Жаль, конечно, но ,честно скажу: конкретно лисам хвост на шарнире не идёт — весь шарм пропадает.
А вот лапы нашей модели можно будет передвигать. На что прикрепим? Можно на кусочки проволоки – продеть и с обеих сторон закрутить концы проволоки спиралью.
Можно продеть толстую нитку и с обеих сторон завязать крупные узелки.
Ну, а я пойду иным путём. Человек я взрослый, к работе с открытым огнём привычна. А работать с ним приходится частенько, например ,сделаем шарнирчики. Беру пустую трубочку от гелевой пасты, нагреваю в огне и как только она воспламеняется, тут же прижимаю перпендикулярно к тарелке. На конце трубочки образуется «заклёпка».Обрезаю и изготовляю вторую. Проткнув шилом отверстия сквозь лапки и тело модели лисы, вставляю эти мои пластмассовые гвоздики. Теперь лапки прикреплены подвижно. Чтобы вам показать принцип мне этого достаточно. Если же вы хотите сделать долговечную модель, то расклепайте и вторые концы трубочек. Положите лису на тарелку, нагрейте над огнём ложку и этой горячей ложкой слегка расплющите торчащие из отверстий модели концы трубок. Хороший способ, хотя и огнеопасный. А вот на проволоку скреплять может и ребёнок, но я не посоветую: концы проволоки остаются острыми и могут поцарапать или проколоть руки. Такие дела: идеального сапособа скрепления я ещё не встречала.
Однако цель наша достигнута: на этой модели мы отлично можем видеть как выглядят лапы при изменении их положения или сравнивать положение правых и левых лап.
К помощи таких моделей мы ещё будем обращаться.Хотя справедливость требует признать,что тут пользы поровну как и вреда.Условность этого изображения вам придётся долго объяснять ученикам и уговаривать их не считать подобный способ рисования за «реализм». Ведь вообще-то живой организм целостен и неразъёмен.
Такая вот плоская подвижная модель игрушечной лисы от Handykids.ru
А про объёмные модели читайте статьи
О моделях вообще
Модель кошки
Модель медведя
Модель коровы
Метки: модели животных из бумаги, поделки для детей
Google+
Марина Новикова
Если статья вам понравилась, пожалуйста, поделитесь с друзьями — нажмите на социальные кнопки
Об авторах
Handykids
Добрый день. Вас приветствует коллектив авторов блога Handykids.ru — Марина Новикова и Евгений Новиков .
Модель пластик свет-звук АВИАНОСЕЦ 45 см, подвижные дет., 3 кнопки, кор. Технопарк
Пластиковая модель, выполненная с учётом всех особенностей прототипа, обязательно понравится вашему ребёнку. Каждая деталь отлично проработана. Реалистичный дизайн данной модели плюс световые и звуковые эффекты позволят с головой погрузиться в игру, придумывая новые интересные сюжеты. Кроме того, эта игрушка познакомит малыша с видами военно-морской техники.
Игра с моделью ТМ «Технопарк» развивает: — координацию движений — внимание — ловкость — фантазию и воображение
Длина модели: 45 см. Материал: пластмасса + металл. Работает от 3-х батареек типа LR44 (в комплекте). Рекомендовано детям от 3-х лет.
Гарантии
Обмен, возврат
Открыть сертификат
«Умка». Веселые истории. МиМиМишки (1 кн. 3 пес., с ручкой и закладками). 180х236мм 8 стр. в кор40шт
Артикул: 9785506032113
326 В корзину
«Умка». Игра в доктора. Три кота (5 кн. 5 песен. Книга с ручкой). 210х250мм. 10 стр.
Артикул: 9785506035244
534 В корзину
«Умка». Лео и Тиг. Новые приключения (1 кн. 3 песенки). Формат: 152х185мм. Объем: 8 стр.
Артикул: 9785506033936
314 В корзину
«Умка». Волшебная страна. Сказочный патруль (1 кн. 3 пес., с ручкой и закладками)
Список всех марок мобильных телефонов — GSMArena.com
Acer 100 устройств
alcatel 408 устройств
Allview 157 устройств
Amazon 24 устройства
Amoi 47 устройств
Apple 111 устройств
Archos 43 устройства
Асус 197 устройств
AT&T 4 устройства
Benefon 9 устройств
BenQ 35 устройств
BenQ-Siemens 27 устройств
Bird 61 устройство
BlackBerry 92 устройства
Blackview 49 устройств
BLU 360 устройств
Bosch 10 устройств
БК 20 устройств
Casio 5 устройств
Cat 21 устройство
Celkon 229 устройств
Chea 12 устройств
Coolpad 41 устройство
Dell 20 устройств
Doogee 40 устройств
Emporia 15 устройств
Energizer 62 устройства
Ericsson 40 устройств
Eten 22 устройства
Fairphone 3 устройства
Fujitsu Siemens 2 устройства
Garmin-Asus 5 устройств
Gigabyte 63 устройства
Gionee 95 устройств
Google 22 устройства
Haier 59 устройств
Honor 158 устройств
HP 41 устройство
HTC 278 устройств
Huawei 406 устройств
i-mate 34 устройства
i-mobile 37 устройств
Icemobile 61 устройство
Infinix 102 устройства
Innostream 18 устройств
iNQ 5 устройств
Intex 15 устройств
Jolla 3 устройства
Karbonn 60 устройств
Kyocera 24 устройства
Lava 132 устройства
LeEco 9 устройств
Lenovo 238 устройств
LG 667 устройств
Maxon 31 устройство
Maxwest 41 устройство
Meizu 67 устройств
Micromax 289 устройств
Microsoft 32 устройства
Mitac 12 устройств
Mitsubishi 25 устройств
Modu 8 устройств
Motorola 582 устройства
МВтг 5 устройств
NEC 73 устройства
Neonode 3 устройства
NIU 30 устройств
Nokia 554 устройства
Ничего 1 устройство
Nvidia 3 устройства
O2 45 устройств
OnePlus 52 устройства
Oppo 256 устройств
Orange 19 устройств
Palm 17 устройств
Panasonic 123 устройства
Pantech 72 устройства
Parla 10 устройств
Philips 229 устройств
Plum 113 устройств
Posh 30 устройств
Prestigio 56 устройств
QMobile 90 устройств
Qtek 21 устройство
Razer 2 устройства
Realme 152 устройства
Sagem 120 устройств
Samsung 1347 устройств
Сендо 19 устройств
Sewon 25 устройств
Sharp 68 устройств
Siemens 94 устройства
Sonim 18 устройств
Sony 155 устройств
Sony Ericsson 188 устройств
Spice 120 устройств
T-Mobile 61 устройство
TCL 45 устройств
Tecno 110 устройств
Тел. Me. 7 устройств
Telit 30 устройств
Thuraya 1 устройство
Toshiba 35 устройств
Ulefone 64 устройства
Unnecto 30 устройств
Vertu 17 устройств
verykool 139 устройств
vivo 335 устройств
ВК Мобильный 31 устройство
Vodafone 87 устройств
Wiko 96 устройств
WND 5 устройств
XCute 4 устройства
Xiaomi 317 устройств
XOLO 81 устройство
Yezz 107 устройств
Yota 3 устройства
Ю 13 устройств
ZTE 345 устройств
Варианты складных телефонов с аккумулятором длительного действия
Испытайте телефон, созданный для вас.
Выберите телефоны и бренды, которые лучше всего подходят для вас, с полезными функциями от Google.
Найдите свой идеальный телефон
Подборка смартфонов Android
Делайте больше того, что вам нравится.
Делайте больше и быстрее на своем телефоне Android. С полезными приложениями и функциями Google, которые помогут вам справляться с самыми важными делами, а также мощной защитой для душевного спокойствия.
Камера
Службы Google
Защита
Развлечения
Мультиустройство
Экосистема
Основные моменты
Камера
Будьте тем, чей телефон известен тем, что делает лучшие фотографии.
Снимайте потрясающие фотографии и видео с помощью профессиональных камер и интеллектуальных инструментов редактирования. Размывайте фон и улучшайте цвета и освещение с помощью фильтров Real Tone, которые работают с оттенками кожи для создания ярких портретов с помощью Google Фото. А на телефонах Google Pixel можно волшебным образом стереть 1 нежелательных объектов за несколько быстрых нажатий.
Посмотреть рекомендуемые телефоны
Снимайте потрясающие фотографии и видео с помощью профессиональных камер и интеллектуальных инструментов редактирования. Размывайте фон и улучшайте цвета и освещение с помощью фильтров Real Tone, которые работают с оттенками кожи для создания ярких портретов с помощью Google Фото. А на телефонах Google Pixel волшебным образом стереть 1 нежелательных объектов в несколько быстрых нажатий.
Посмотреть рекомендуемые телефоны
Приложения Google
Сделайте свое дело с помощью полезных приложений Google, разработанных для Android.
Ищите, покупайте и переводите то, что видите, с помощью камеры и Google Lens 2 . Откройте для себя новые места по всему миру или свой уголок с Google Maps. Отправляйте сообщения, получайте ответы и делайте больше с помощью голосового помощника Google Assistant 3 . Нажмите, чтобы узнать о более быстром и безопасном способе оплаты с помощью Google Кошелька. И многое другое.
Ознакомьтесь с последней версией
Демонстрация использования Google Wallet, Google Maps и Google Assistant на телефоне Android
Поиск, покупка и перевод того, что вы видите, с помощью камеры и Google Lens 2 . Откройте для себя новые места по всему миру или свой уголок с Google Maps. Отправляйте сообщения, получайте ответы и делайте больше с помощью голосового помощника Google Assistant 3 . Нажмите, чтобы узнать о более быстром и безопасном способе оплаты с помощью Google Кошелька. И многое другое.
Защита
Получите постоянную защиту на каждом шагу.
Предотвратите вредоносное ПО с помощью Google Play Protect. Будьте на шаг впереди мошенников благодаря защите от спама и фишинга. Выберите, какие приложения получают доступ к вашей информации. И знайте, что функции личной безопасности помогут вам защитить вашу спину: предупреждения о землетрясениях, службы определения местоположения в чрезвычайных ситуациях, обнаружение автомобильных аварий 4 и многое другое.
Как Android защищает вас
Экран телефона Android, показывающий результаты проверки системы безопасности из Google Play Protect и предупреждающее сообщение о подозреваемом абоненте, рассылающем спам
Предотвратите вредоносное ПО с помощью Google Play Protect. Будьте на шаг впереди мошенников благодаря защите от спама и фишинга. Выберите, какие приложения получают доступ к вашей информации. И знайте, что функции личной безопасности помогут вам защитить вашу спину: предупреждения о землетрясениях, службы определения местоположения в чрезвычайных ситуациях, обнаружение автомобильных аварий 4 и многое другое.
Развлечения
Наслаждайтесь более подключенным способом.
Превратите свой телефон в пульт дистанционного управления Google TV и смотрите любимые потоковые сервисы 5 , как Netflix, Hulu и Spotify на большом экране со встроенным Chromecast. Соедините наушники одним нажатием с помощью Fast Pair и легко переключайте звук между устройствами 6 . И получайте свои фильмы, сериалы, книги, приложения и игры в Google Play.
Посмотреть рекомендуемые телефоны
Демонстрация функций телефона Android для развлечений, включая использование телефона в качестве пульта Google TV, последние игры и сопряжение наушников
Превратите свой телефон в пульт Google TV и смотрите любимые потоковые сервисы 5 , как Netflix, Hulu и Spotify на большом экране со встроенным Chromecast. Соедините наушники одним нажатием с помощью Fast Pair и легко переключайте звук между устройствами 6 . И получайте свои фильмы, сериалы, книги, приложения и игры в Google Play.
Несколько устройств
Испытайте связанную экосистему.
Начните звонок на телефоне и продолжите его на Chromebook. Используйте часы, чтобы пропустить песню, которая играет на вашем телефоне 7 . Разблокируйте и заведите машину с помощью телефона. Получите доступ к своим любимым мультимедиа, картам и приложениям для обмена сообщениями в автомобиле с помощью Android Auto. Безопасно и быстро передавайте большие файлы на телефоны Android, планшеты и Chromebook даже в автономном режиме с помощью функции Nearby Share 9.0530 8 .
Узнайте, как это работает
Демонстрация того, как быстро обмениваться файлами между устройствами Android, включая Android Auto
Начните вызов на телефоне и продолжите его на Chromebook. Используйте часы, чтобы пропустить песню, которая играет на вашем телефоне 7 . Разблокируйте и заведите машину с помощью телефона. Получите доступ к своим любимым мультимедиа, картам и приложениям для обмена сообщениями в автомобиле с помощью Android Auto. Безопасно и быстро передавайте большие файлы на телефоны Android, планшеты и Chromebook даже в автономном режиме с помощью функции Nearby Share 9.0530 8 .
Экосистема
Смешивайте и подбирайте лучшие устройства и бренды для вас, все это соединяется.
Таблетки
Носить ОС
Хромбук
Гугл ТВ
Легковые автомобили
Умный дом
Рекомендуемые
Переверните полные руки в режим громкой связи.
Откройте новый способ съемки фотографий и видео с помощью FlexCam Galaxy Z Flip4 и голосовой активации через Google Assistant 9 .
Купить сейчас
Откройте новый способ съемки фотографий и видео с помощью FlexCam Galaxy Z Flip4 и голосовой активации через Google Assistant 9 .
Планшеты
Нужен экран большего размера?
Планшеты Android помогут вам.
Найдите свой планшет
планшета Android помогут вам.
Найдите свой планшет
Простое переключение
Переключитесь на телефон, который действительно принадлежит вам.
Просто подключите свои телефоны, выберите, какие данные вы хотите переместить, и перенесите. Тогда вы готовы к работе со своим новым телефоном.
Как перейти на Android
Просто подключите свои телефоны, выберите, какие данные вы хотите переместить, и перенесите. Тогда вы готовы к работе со своим новым телефоном.
Как перейти на Android
Спасибо за визит.
Мы хотели бы задать вам несколько вопросов о вашем опыте, чтобы помочь нам улучшить наш веб-сайт. Это должно занять около минуты.
Вопрос 1 из 6
Какова основная причина вашего посещения Android.com?
Узнайте, как перейти на Android
Узнайте о безопасности Android
Получить помощь в поиске нового смартфона
Получить помощь в поиске нового планшета
Узнайте о новом выпуске операционной системы
Узнайте о Google Apps и функциях Android
Получить помощь по использованию Android
Узнайте о работе с несколькими устройствами
Другой
Вопрос 2 из 6
Что из следующего лучше всего описывает, на каком этапе вы находитесь в процессе покупки нового смартфона?
Первоначальный сбор информации о доступных смартфонах
Сужение до короткого списка смартфонов
Определился со смартфоном и готов к покупке
В настоящее время не покупаю новый смартфон
Вопрос 3 из 6
Как вы думаете, насколько доступным и инклюзивным является Android?
Чрезвычайно доступный и инклюзивный
Очень доступный и инклюзивный
Несколько доступный и инклюзивный
Не так доступно и инклюзивно
Совсем не доступно и инклюзивно
Вопрос 4 из 6
Насколько, по вашему мнению, безопасен Android?
Чрезвычайно безопасный и надежный
Очень безопасно и надежно
Несколько безопасно и надежно
Не так безопасно и надежно
Совсем не безопасно и надежно
Вопрос 5 из 6
Насколько легко или сложно было найти то, что вы искали на Android.
Стекломир 610035, г. Киров, ул. Производственная, 29
Вы здесь
Главная / Товары для дома / Мебель / Мебель из стекла / Стекломир
Стекломир
610035, г. Киров, ул. Производственная, 29
+7 (8332) 21-21-27
steklomir43.ru
Написать письмо
Производство и обработка изделий из стекла. Производство стеклопакетов. Витражная мастерская. Шторы из стеклянных бусин. Мебель из стекла. Зеркальная плитка. Пескоструйная обработка. Искусственные растения. Фотопечать.
Мебель из стеклаСтеклянные конструкцииСтекольные мастерскиеСтеклопакетыСтекло и стекольная продукция
Филиалы
Стекломир
Производство и обработка изделий из стекла. Производство стеклопакетов. Витражная мастерская. Шторы из стеклянных бусин. Мебель из стекла. Зеркальная плитка. Пескоструйная обработка. Искусственные растения. Фотопечать.
+7 (8332) 41-32-12
610035, г. Киров, ул. Маклина, 77
steklomir43.ru
Стекломир
Похожие организации
Стекломир
Производство и обработка изделий из стекла. Производство стеклопакетов. Витражная мастерская. Шторы из стеклянных бусин. Мебель из стекла. Зеркальная плитка. Пескоструйная обработка. Искусственные растения. Фотопечать.
+7 (8332) 41-32-12
610035, г. Киров, ул. Маклина, 77
steklomir43.ru
Стекломир
Стеклофабрика, Изготовление изделий из стекла
Стеклянные двери, мебель, конструкции, кухонные фартуки, стеклянные лестничные ограждения, душевые кабины и перегородки, стеклянные полы, козырьки и др.
+7 (8332) 77-00-20
г. Киров, Октябрьский пр-т, 104, офис 208 (2 этаж)
steklofabrika.com
Стеклофабрика
Мастерская Стекла, Резка и обработка стекла
Резка и обработка стекла, зеркал, оптовые продажи стекла и зеркал, изготовление художественных витражей, изготовление зеркальных панно
+7 (922) 668-12-61
г. Киров, Октябрьский пр-т, 104, 2этаж, каб. 209
vk.com/club163909745
Мастерская Стекла
Олеся
Фабрика интерьерного и строительного стекла. Производство мебели из стекла. Зеркальная плитка. Оптовые поставки стекла. Интернет-магазин.
+7 (8332) 22-72-27
610026, Кировская обл, сл. Сошени, ул. Трактовая, 4
olesya-glass.com
Олеся
RBK-studio
Изготовление стеклянных столов любой сложности (обеденные, журнальные). Изготовление кухонных, офисных стульев. Изготовление стеклянных стеновых панелей (фартуков) по Вашим размерам и эскизам. Шкафы-купе.
+7 (953) 685-73-48
610002, Киров, ул. Блюхера, 39 В, этаж 3
stol-kirov.ru
RBK-studio
Я рекомендую эту организацию!Добавить организацию бесплатноНашли ошибку?
Рекомендации
Профессиональная консультация, заказывали визы.
Рекомендует: Вячеслав, Киров, 28-09-2022
Пеликан-тур
Заказывали пиццу на день рождения сына. Взяли по акции (третья пицца 43 см со скидкой 50%). Но они оказались такими…
В конце мая с компанией решили отдохнуть от городской суеты, работы и уехали на Урал! Сопровождающая Анна была просто…
Рекомендует: Наталья, туристка, Киров, 29-10-2021
Мир открытий
Где заказать изделия из стекла и зеркала в Кирове? — Мастерская стекла Киров
В «Мастерской стекла»! Уникальные авторские элементы декора, созданные вручную, сделают интерьер вашей квартиры, загородного дома или офиса более стильным, воздушным и гармоничным.
Витражи, изделия из стекла и зеркала способны украсить и разнообразить любое пространство, начиная от окон, потолков и межкомнатных дверей до шкафов-купе и кухонных фасадов. Они выглядят очень изысканно, как настоящие произведения искусства, добавляя дому выразительности, уюта и индивидуальности.
Кроме того, стеклянные и зеркальные изделия могут играть не только декоративную роль, но и функциональную — они зрительно увеличивают пространство и наполняют его светом. С их помощью можно выгодно изменить или подчеркнуть геометрические пропорции комнаты, расставить нужные акценты в дизайне.
Если вы хотите дополнить свой интерьер такой красотой, обращайтесь в «Мастерскую стекла», которая специализируется на изготовлении изделий из стекла, зеркал и художественных витражей, а также тонировании и бронировании любых стеклянных конструкций. При ссылке на портал Кировчанка.ru — скидка 5%!*Работники мастерской — талантливые профессионалы, имеющие многолетний опыт работ со стеклом и готовые выполнить для вас даже самый сложный заказ. Собственное производство по резке и обработке стекол и зеркал открывает широкие возможности по созданию самых разных изделий, как по образцу из каталога, так и по вашим индивидуальным размерам и требованиям.
За какими услугами вы можете обратиться в «Мастерскую стекла»?
резка стекла любых нужных вам размеров
изготовление художественных витражей
декорирование мебели (столики, ширмы, кухонные фасады) и светильников витражными рисунками
создание панно и зеркал с эффектом старения (золото, серебро или бронза)
разработка индивидуального эскиза любого изделия
бронирование стекол антивандальной пленкой класса защиты А-1, А-2, А-3 (покрытие, за счет которого стекло становится стойким к ударам и воздействию огня)
В «Мастерской стекла» вы можете воспользоваться комплексной услугой «Под ключ», что существенно сэкономит ваше время и деньги. Организацию всех процессов, от консультации специалистов до изготовления и установки изделий специалисты возьмут на себя, и вам как заказчику не нужно будет отвлекаться на эти нюансы и тонкости.
Мастерская сотрудничает с ведущими дизайнерами интерьеров как города Кирова, так и других регионов, поэтому в высоком качестве авторской работы вы можете быть уверены!
Подарите своему дому новый облик — украсьте его уникальными дизайнерскими изделиями из стекла и зеркала!
На правах рекламы. *Подробности по телефонам 8-922-668-12-61, 78-12-61.
Киров — Global wiki. Wargaming.net
Перейти к: навигация, поиск
0.11.11
Крейсер | СССР | V уровень
Позиция в дереве исследований
Боевые уровни
12345678910
Киров — Советский промо-крейсер Вриум.
Один из первых крупных боевых кораблей, спроектированных и построенных в СССР (пр. 26). Несмотря на небольшое водоизмещение, он оснащен мощными дальнобойными орудиями и имеет хорошую скорость. В отличие от большинства своих современников, Киров имеет слабую броню.
Киров можно купить в Адмиралтействе за 43 000 ед. угля.
Киров сильно отличается от Светлана IV уровня. В то время как Svietlana по сути представляет собой крупногабаритный эсминец с лучшей броней и большим количеством орудий, Kirov имеет больше общего со своим японским аналогом Furutaka . Там, где «Светлана » полагается исключительно на объем огня своих скорострельных 130-мм орудий, «Киров» имеет гораздо более мощные 180-мм орудия, способные серьезно повредить даже линкоры на близких дистанциях, а максимальная дальность сравнима с немецкой. Кенигсберг . 180-мм орудия также имеют неплохую баллистику, что облегчает поражение целей на дальних дистанциях. Киров тоже способен развивать большие скорости, и неплохо разгоняется.
Однако за эти качества приходится платить. Во-первых, «Киров » — очень даже стеклянная пушка, с плохим бронированием даже для крейсера V уровня. Он может получить урон по цитадели практически под любым углом даже от других крейсеров. Кроме того, это большой корабль с исключительно плохой маскировкой, сравнимой с линкорами, и он будет одним из первых обнаруженных кораблей, особенно когда в игре участвует авиация. Самая серьезная слабость Киров это ей недостаточная маневренность. У него радиус поворота хуже, чем у некоторых линкоров, усугубляемый средним временем перекладки рулей. Это может вызвать значительные трудности при преодолении областей с большим количеством островов и препятствий на скорости, а также затрудняет уклонение от снарядов и особенно торпед.
Киров имеет неплохой зенитный комплекс, который, однако, несколько компенсирует это. Он также использует те же торпеды, что и Гневный 9.0026 -эсминцы класса. Малый радиус действия и высокая скорость делают их в лучшем случае ситуативным оружием.
Сочетание высокой скорости, плохой маневренности, плохой брони и отличных дальнобойных орудий означает, что Киров лучше всего работает на дальних дистанциях. Очень рискованно играть Киров на близких дистанциях, особенно против врагов с торпедами.
Примечание: Начиная с обновления 9.5, «Киров» теперь является премиум кораблем, характеристики корпуса которого представляют собой объединение того, что раньше было стандартным (A) и исследуемым (B) корпусом. Он сочетает в себе авиационные средства и зенитный комплекс корпуса (A) со всеми другими характеристиками, полученными от корпуса (B), а также предоставляет доступ как к катапультному самолету, так и к гидроакустическому поиску одновременно.
Плюсы:
Отличные 180-мм орудия: мощные, дальнобойные, с высокой скоростью, с приемлемой скорострельностью.
Теперь можно одновременно установить гидроакустический поиск и катапульту.
Минусы:
Плохая маневренность.
Плохая броня, но все же лучше, чем ее замена, Котовский .
Исключительно плохая маскировка даже с камуфляжем.
Большой силуэт и цитадель.
Суицидально малый радиус действия торпед сводит на нет их высокую скорость и урон.
Исследовательский
Являясь премиальным кораблем, Киров не имеет улучшений для исследования.
Оптимальная конфигурация
Обновления
Рекомендуемые обновления для Киров :
Слот 1 : Модификация основного вооружения 1
Слот 2 : Модификация системы контроля повреждений 1
Слот 3 : Модификация зенитных орудий 1 для повышения эффективности ПВО или Модификация систем наведения 1 для улучшения рассеивания ГК.
Навыки командира
Рекомендуемые навыки командира
Стоимость (баллов)
Атака
Защита
1
★★★
★
★★★
★★★
2
★★★
★
★
3
★★★
★★★
★
★★
★★★
4
★★
★★★
Ключ: ★★★ — Крайне полезно ★★ — Часто полезно ★ — Время от времени полезно Нет звездочек — Бесполезно6
Расходные материалы
Киров может комплектоваться следующими расходными материалами:
Слот 1: Аварийная группа
Слот 2: Гидроакустический поиск
Слот 3: Самолет-корректировщик или истребитель-катапульта
Камуфляж
Являясь премиум кораблем, Киров имеет постоянный камуфляж «Стандартный» и набор постоянных боевых бонусов.
Сигналы
Рекомендуемые флаги сигналов
Боевой
★
★
★★★
★★★
★
★★★
★★
Примечание: Использование сигнала Джульетты Чарли делает детонацию невозможной.
Галерея
Ссылки
Советский крейсер Киров — Википедия
Киров крейсер класса — Википедия
Squall Line: Киров — Новости — World of Warships
Корабли СССР
Эсминцы
II Сторожевой • III Дерзкий • IV Изяслав • В Гремящий • В Подвойский • Охотник В 4 VI Gnevny • VII Minsk • VII Leningrad • VIII Ognevoi • VIII Kiev • IX Udaloi • IX Tashkent • IX Neustrashimy • X Khabarovsk • X Grozovoi • X Дельный • ★ Зоркий
Крейсеры
I Орлан • II Диана • II Диана Лима • II Новик • III Аврора • III Bogatyr • III Oleg • III Varyag • III AL Avrora • IV Svietlana • V Murmansk • V Kotovsky • V Krasny Krym • V Mikoyan • V Kirov • VI Budyonny • VI Molotov • VI Admiral Makarov • VII Shchors • VII Lazo • VIII Chapayev • VIII Tallinn • VIII Mikhail Kutuzov • VIII Ochakov • VIII Pyotr Bagration • VIII Bagration • IX Dmitri Donskoi • IX Riga • IX Kronshtadt • X Moskva • X Alexander Nevsky • X Petropavlovsk • X Сталинград • X Смоленск • X Севастополь
Линкоры
III Князь Суворов • IV Император Николай I • IV Гангут • V Pyotr Velikiy • V Oktyabrskaya Revolutsiya • VI Izmail • VI Novorossiysk • VII Sinop • VII Poltava • VIII Vladivostok • VIII Lenin • VIII Borodino • VIII В. И. Ленин • IX Советский Союз • IX АЛ Сов. Россия • X Кремль • X Слава • ★ Адмирал Ушаков
Авианосцы
IV Комсомолец • VI Серов • VIII Победа • VIII Чкалов • VIII Чкалов Б • X Адмир
Круизеры
Япония
I HASHIDATE • II Chikuma • III Tenryū • III Katori • IV Yūbari • IV KUMA •
5 IV.0265 Agano • V Yahagi • VI Aoba • VI Gokase • VII Myōkō • VII Omono • VII Tokachi • VII Maya • VII ARP Myōkō • VII ARP Ashigara • VII ARP HAGURO • VII Южный дракон • VII Восточный дракон • VII ARP NACHI • VIII MOGAMI • VII VIII • VIII .0264 VIII Atago B • VIII ARP Takao • VIII ARP Maya • IX Ibuki • IX Takahashi • IX Azuma • IX AL Azuma • X Zaō • X Yodo • X Ёсино • X Ёсино Б • X Китаками
США
I Эри • II Честер • II Олбани • III Сент-Луис • III Чарльстон • IV Phoenix • V Omaha • V Marblehead • V Marblehead Lima • VI Pensacola • VI Dallas • VII Atlanta • VII New Orleans • VII Helena • VII Indianapolis • VII Атланта B • VII Boise • VII Flint • VIII Baltimore • viii Cleveland • VII viii . 0265 Congress • VIII Rochester • VIII San Diego • VIII AL Montpelier • IX Buffalo • IX Seattle • IX Vallejo • IX Alaska • IX Tulsa • IX Alaska B • X Де-Мойн • X Вустер • X Пуэрто-Рико • X Салем • X Остин • ★ Аннаполис
Пан-Азия
I Chengan • III Ning Hai • V Chungking • VI Rahmat • VI Huanghe • VII Chumphon • VIII Harbin • VIII Irian • VIII Wukong • IX Sejong • IX Далянь • X Цзинань
Германия
I Хермелин • II Дрезден • II Эмден • III Кольберг • IV Карлсруэ • V Königsberg • VI Nürnberg • VI Admiral Graf Spee • VI Leipzig • VI HSF Admiral Graf Spee • VII Yorck • VII München • VII Weimar • VIII Admiral Hipper • VIII PRINZ EUGEN • VIII MAINZ • VIII MAINZ B • VIII CROSS OF • IX ROON • IX SHIGFID • • • • • • . 0264 X Гинденбург • ★ Клаузевиц
Европа
I Гриф
СССР
I Orlan • II Diana • II Diana Lima • II Novik • III Aurora • III Bogatyr • III Oleg • III Varyag • III AL Avrora • IV Светлана • В Мурманск • В Котовский • V Krasny Krym • V Mikoyan • V Kirov • VI Budyonny • VI Molotov • VI Admiral Makarov • VII Shchors • VII Lazo • VIII Chapayev • VIII Tallinn • VIII Mikhail Kutuzov • VIII Ochakov • VIII Pyotr Bagration • VIII Bagration • IX Dmitri Donskoi • IX Riga • IX Kronshtadt • X Москва • X Александр Невский • X Петропавловск • X Сталинград • X Смоленск • X Севастополь
Великобритания
I Black Swan • II Weymouth • III Caledon • IV Danae • V Emerald • V Hawkins • V Exeter • VI Leander • VI Devonshire • VI Лондон • VI Dido • VII Fiji • VII Surrey • VII Belfast • VIII Edinburgh • VIII Albemarle • VIII Cheshire • VIII Tiger ’59 • VIII Belfast ’43 • VIII Хэмпшир • IX NEPTUNE • IX DRAKE • x Minotaur • x Goliath • x Plymouth • x Gibraltar • x .
Италия
I Eritrea • II Nino Bixio • III Taranto • IV Alberto di Giussano • V Raimondo Montecuccoli • V Genova • VI Trento • VI Duca d’Aosta • VII Zara • VII Duca Degli Abruzzi • VII Gorizia • VIII AMALFI • IX .
Нидерланды
I Van Kinsbergen • II Gelderland • III Java • IV De Ruyter • V Celebes • VI Kijkduin • VII Eendracht • VIII Haarlem • VIII De Zeven Provinciën • IX Йохан де Витт • X Гуден Леу
Франция
I Бугенвиль • II Жюрьен де ла Гравьер • III Friant • IV Duguay-Trouin • V Émile Bertin • VI La Galissonnière • VI De Grasse • VI Dupleix • VII Algérie • VII Toulon • VIII Charles Martel • VIII Чербург • VIII Bayard • IX Saint-Louis • IX BREST • IX CARNOT • X HENRI IV IV IX • X . 0265 Конде
Содружество
VI Перт • VI Майсур • IX Гектор • X Брисбен
Испания
VI Канарские острова
Панамериканский
II Альмиранте Абреу • VII Нуэв-де-Хулио
Категории:
Корабли СССР
Крейсера
Корабли V уровня
Премиум-корабли
Промо- и подарочные корабли
У ВМФ России большие планы на линейные крейсера типа «Киров» советской эпохи
Когда они прибыли во время холодной войны, линейные крейсера типа «Киров» были одними из самых больших кораблей в Мир.
Программа «Киров» столкнулась с трудностями после холодной войны, но у России есть новая, потенциально важная миссия для оставшихся кораблей.
LoadingЧто-то загружается.
Спасибо за регистрацию!
Получайте доступ к своим любимым темам в персонализированной ленте, пока вы в пути.
Российские линейные крейсера: тяжелый надводный корабль типа «Киров» готов к доминированию? Когда дело доходит до российского флота, размеры по-прежнему имеют значение.
Российский линейный крейсер типа «Киров» — один из самых больших кораблей в мире, не считая авианосцев и десантных кораблей. Когда класс появился в сети в 19В 70-х и 1980-х годах американцы ненадолго вернули четыре линкора класса «Айова», чтобы ответить на советский военно-морской вызов.
И кто может их винить? Огромные линейные крейсера типа «Киров» делали громкое заявление. Большие корабли могут нести больше ракет, и сегодня русские пытаются сделать класс «Киров» более смертоносным и живучим с помощью улучшенных крылатых ракет и средств противовоздушной обороны, возможно, в какой-то момент они даже получат рельсовые пушки, беспилотники и, возможно, даже лазеры.
Линейные крейсера типа «Киров»: все еще впереди
Советский атомный ракетный крейсер типа «Киров» «Фрунзе», 25 марта 1986 г.
Агентство военной разведки
Конечно, это не новые боевые корабли и часть старого советского флота, но русские не отказываются от тяжелых атомных кораблей типа «Киров».
Корабль «Петр Великий» с 700 моряками уже много лет находится в море, выполняя многочисленные патрули и учения. Это флагман Северного флота.
Берегитесь, как только они будут переоснащены современным оружием
Но у русских большие планы на еще один корабль класса «Киров». На «Адмирале Нахимове» уже некоторое время делают ремонт. «Нахимов» получает серьезные современные обновления, особенно его вооружение.
Линейный крейсер типа «Киров» будет нести противокорабельные крылатые ракеты «Калибр» и «Оникс», а также модернизированные зенитные ракеты и новые противолодочные комплексы. Есть даже ракеты «Ответ» для уничтожения подводных лодок. Русские надеются когда-нибудь развернуть гиперзвуковую ракету «Циркон» на военном корабле. Петр Великий тоже может получить новое оружие.
Ходовые испытания модернизированного «Нахимова» начнутся в 2023 году. Тем не менее, мы все знаем, что Москва склонна упускать важные даты боевой готовности и испытаний или вообще не проводить их.
История Кировского класса
Линейный крейсер ВМФ России типа «Киров» «Пётр Великий» в порту Североморска, 17 февраля 2016 года.
Лев Федосеев\ТАСС via Getty Images
Программа началась в 1970-х годах, и к 1983 году «Нахимов» стал третьим линейным крейсером типа «Киров», сошедшим с Балтийского завода в Санкт-Петербурге.
Проходя ходовые испытания в 1986 г., «Нахимов» вошел в состав ВМФ СССР в 1988 г. под своим первоначальным названием «Калинин», а в 1992 г. был переименован в «Адмирал Нахимов». Изначально они не предназначались для ракетных крейсеров. Сначала Советы хотели, чтобы корабли класса «Киров» сосредоточились на противолодочной войне, используя широкий ассортимент торпед и ракет.
У них также были пусковые установки для крылатых ракет и ракет класса «земля-воздух», а также многочисленные пушки и системы ближнего боя, такие как 30-мм пушка Гатлинга. Всего можно было нести 72 ракеты.
Планы по сопровождению авианосцев так и не проработаны
Фрунзе во время пролета P-3B Orion ВМС США, октябрь 1985 года.
Корбис через Getty Images
900:02 Затем класс «Киров» превратился в платформу, которая могла уничтожать авианосцы с помощью противокорабельных ракет.
Корабли «Киров» также были спроектированы для работы в составе боевых групп атомных авианосцев, хотя российская авианосная программа на протяжении многих лет испытывала большие трудности, и атомные авианосцы так и не были реализованы.
Большой, атомный и удивительно быстрый
Имея длину почти в три футбольных поля (827 футов) и водоизмещение 28 000 тонн, «Нахимов» грозен. Он может нести три вертолета на корме для раннего предупреждения и противолодочного патрулирования.
Две ядерные морские двигательные установки КН-3 приводят линейный крейсер в движение с максимальной скоростью 31 узел и крейсерской скоростью 20 узлов, дальность полета не ограничена.
Могут ли они поставить под угрозу авианосцев США?
Носовая часть советского атомного ракетного крейсера типа «Киров» «Калинин» с видимыми системами ближнего боя и пусковыми установками крылатых ракет и зенитных ракет, 1 апреля 19 г. 91.
ВМС США
Летальность самолетов класса «Киров» может стать проблемой для американских авианосцев, особенно с учетом усилий по модернизации и нового вооружения.
Русские корабли вооружены до зубов. Класс «Киров» может похвастаться 352 отсеками вертикального пуска. Сравните это с классом Arleigh-Burke ВМС США, который имеет всего 122 ячейки.
Но ремонт и обслуживание кораблей обходятся дорого. Два корабля типа «Киров» были списаны после холодной войны из-за отсутствия финансирования. Их скоро снесут.
Остерегайтесь американских подводных лодок
Ключом к их успеху должна стать борьба с подводными лодками. Эти старые корабли, вероятно, шумные и могут стать легкой добычей для американских быстроходных подводных лодок, хотя изначально они были построены для противодействия американским подводным лодкам.
Таким образом, экипаж корабля типа «Киров» должен быть полностью подготовлен для ведения крупной наступательной или оборонительной войны. Современным ракетам, таким как гиперзвуковая ракета «Циркон», потребуются моряки, которые знают, что делают. Кроме того, русские должны подготовить офицеров, которые понимают и преуспевают в морской войне нового поколения.
«Петр Великий» и «Адмирал Нахимов» (при условии, что они выйдут в море) являются мощным ударом по российскому флоту и будут продолжать служить в ближайшие десятилетия. Большинство российских кораблей легче и имеют меньше систем вооружения, таких как ракетные фрегаты и корветы, которые сейчас находятся на вооружении.
Но Кремль может использовать эти суда для пропагандистского эффекта, демонстрирующего мощь российского военного кораблестроения, даже несмотря на то, что «Нахимов» уже давно не в строю. Когда-нибудь русские могут даже построить больше кораблей типа «Киров», хотя, учитывая, как долго «Нахимов» находился в переоборудовании и перестройке, это маловероятно.

 п.
п. Вырежем образец Вашей
Вырежем образец Вашей

 В числе технологических новинок: магнитная защита головы, защитные шторки, система верхнего дымоудаления, автоматическая чиста сопла.
В числе технологических новинок: магнитная защита головы, защитные шторки, система верхнего дымоудаления, автоматическая чиста сопла. Москва Экспоцентр.
Москва Экспоцентр.
 41 Производство металлообрабатывающего оборудования
41 Производство металлообрабатывающего оборудования Челябинск
Челябинск бухгалтер
бухгалтер Лидируют в списке такие факторы, как:
Лидируют в списке такие факторы, как:


 К такому же дефекту может привести и использование шаговых двигателей которыми в большинстве своем оснащены все китайские станки.
К такому же дефекту может привести и использование шаговых двигателей которыми в большинстве своем оснащены все китайские станки. Мы предлагаем эту клинику во 2-й понедельник каждого месяца. Перейдите по этой ссылке, чтобы зарегистрироваться!
Мы предлагаем эту клинику во 2-й понедельник каждого месяца. Перейдите по этой ссылке, чтобы зарегистрироваться!
 Напишите по адресу [email protected], чтобы настроить демонстрацию.
Напишите по адресу [email protected], чтобы настроить демонстрацию. На этом семинаре, проводимом профессионалами из Engraving Concepts, будут рассмотрены основные темы, включая управление рабочим пространством, создание макетов, импорт графических форматов, работу с фотографиями и многое другое. Воспользуйтесь регистрационной формой, чтобы забронировать место уже сегодня!
На этом семинаре, проводимом профессионалами из Engraving Concepts, будут рассмотрены основные темы, включая управление рабочим пространством, создание макетов, импорт графических форматов, работу с фотографиями и многое другое. Воспользуйтесь регистрационной формой, чтобы забронировать место уже сегодня! Во время пандемии COVID-19 мы проводим эти демонстрации по предварительной записи только с 10:00 до 14:00. Чтобы увидеть лазер в действии, задать вопросы и узнать, что нового, напишите по адресу [email protected], чтобы запланировать демонстрацию!
Во время пандемии COVID-19 мы проводим эти демонстрации по предварительной записи только с 10:00 до 14:00. Чтобы увидеть лазер в действии, задать вопросы и узнать, что нового, напишите по адресу [email protected], чтобы запланировать демонстрацию! , Suite A
, Suite A 
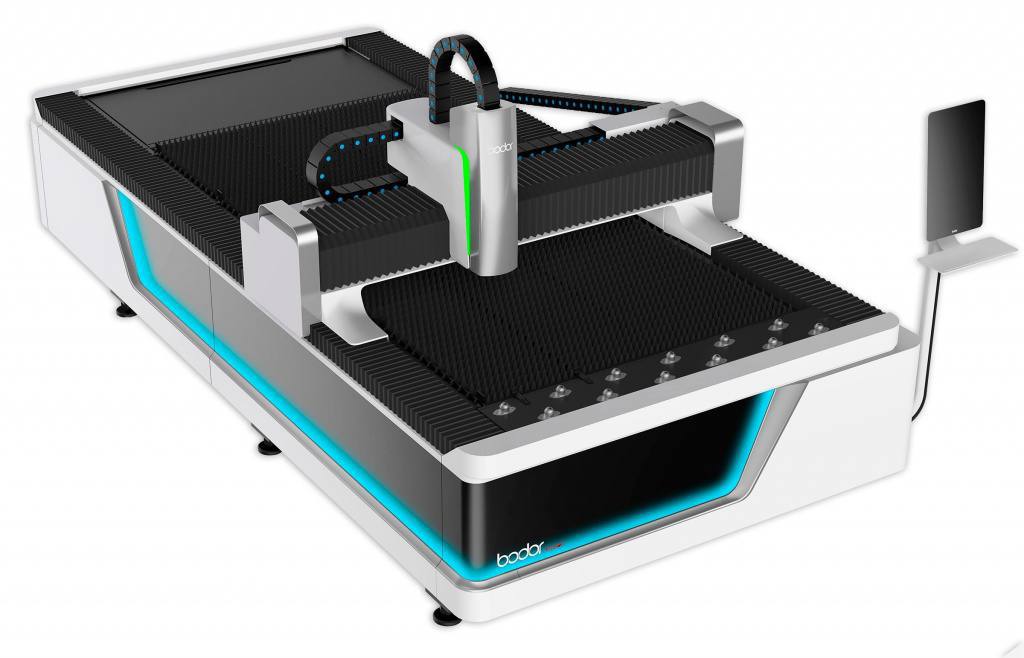


 00 р.
00 р. 00 р.
00 р. Если у вас есть вопросы – звоните нашим менеджерам по указанным телефонам либо пишите в чат прямо на сайте. Наши сотрудники оперативно и профессионально ответят на все ваши вопросы.
Если у вас есть вопросы – звоните нашим менеджерам по указанным телефонам либо пишите в чат прямо на сайте. Наши сотрудники оперативно и профессионально ответят на все ваши вопросы. 1000Э в г.
1000Э в г.











 00
00  00
00  00
00  00
00 


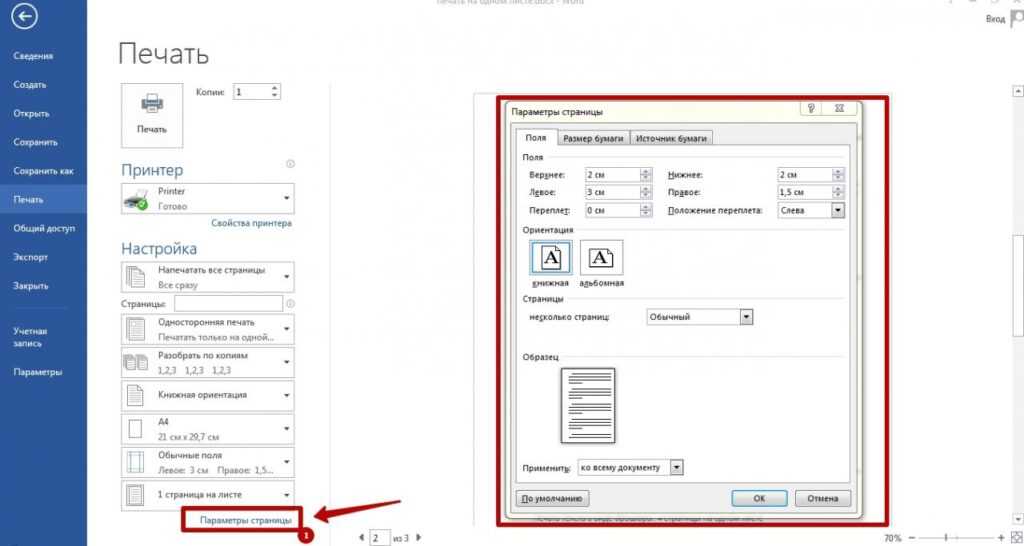 Если значительного улучшения не происходит, выберите Thicker Paper (Более плотная бумага) в настройках Media Type (Тип носителя).
Если значительного улучшения не происходит, выберите Thicker Paper (Более плотная бумага) в настройках Media Type (Тип носителя).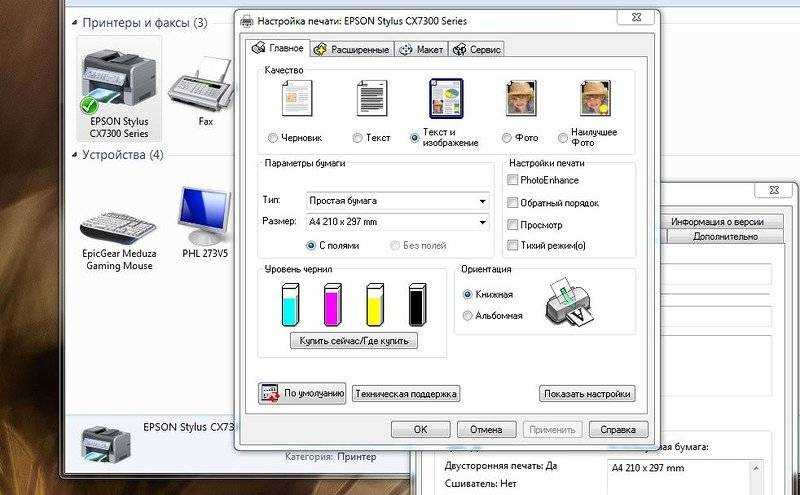
 Кроме того, вы можете выбрать определенный диапазон ячеек для печати и напечатать таблицу на отдельном принтере.
Кроме того, вы можете выбрать определенный диапазон ячеек для печати и напечатать таблицу на отдельном принтере.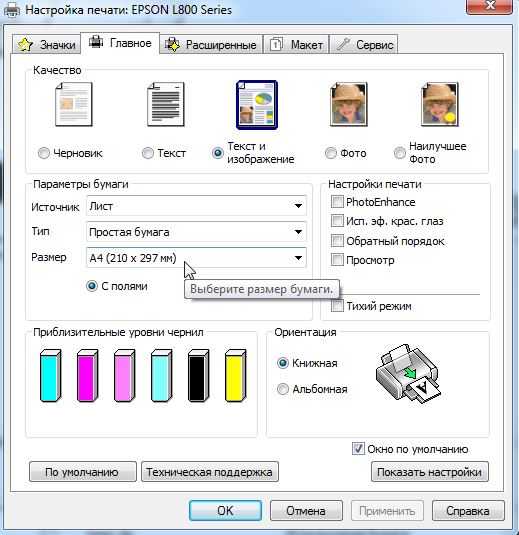
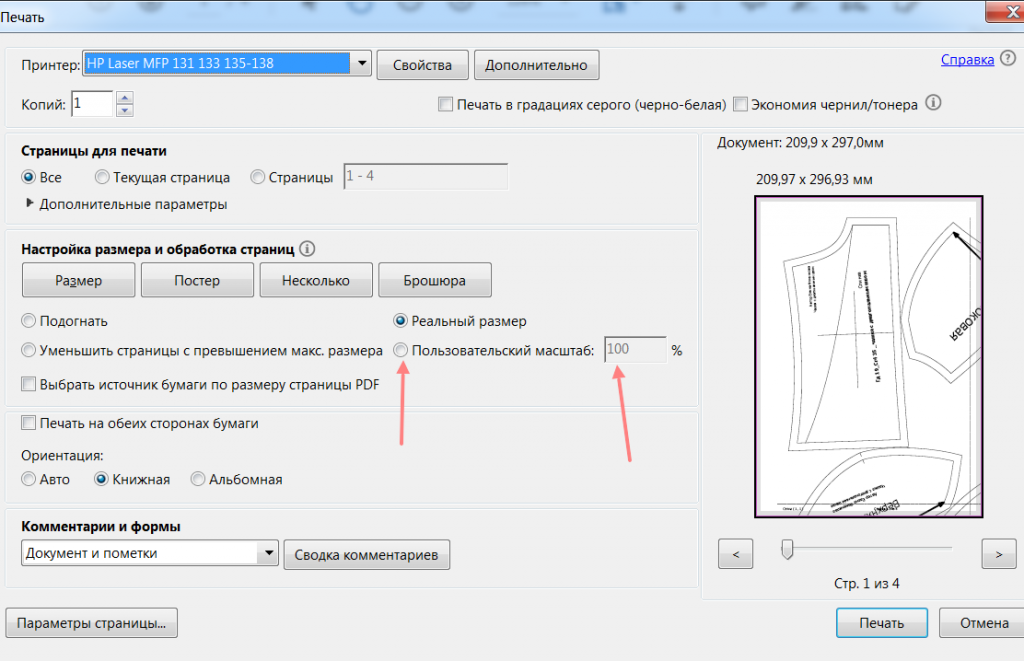 org/ListItem»>
org/ListItem»>

 .
. Эти параметры помогают точно настроить формат с помощью параметров полей, использования линий сетки и столбцов или печатать только данные из отчета без форматирования. Чтобы настроить параметры печати страницы, выполните следующие шаги:
Эти параметры помогают точно настроить формат с помощью параметров полей, использования линий сетки и столбцов или печатать только данные из отчета без форматирования. Чтобы настроить параметры печати страницы, выполните следующие шаги: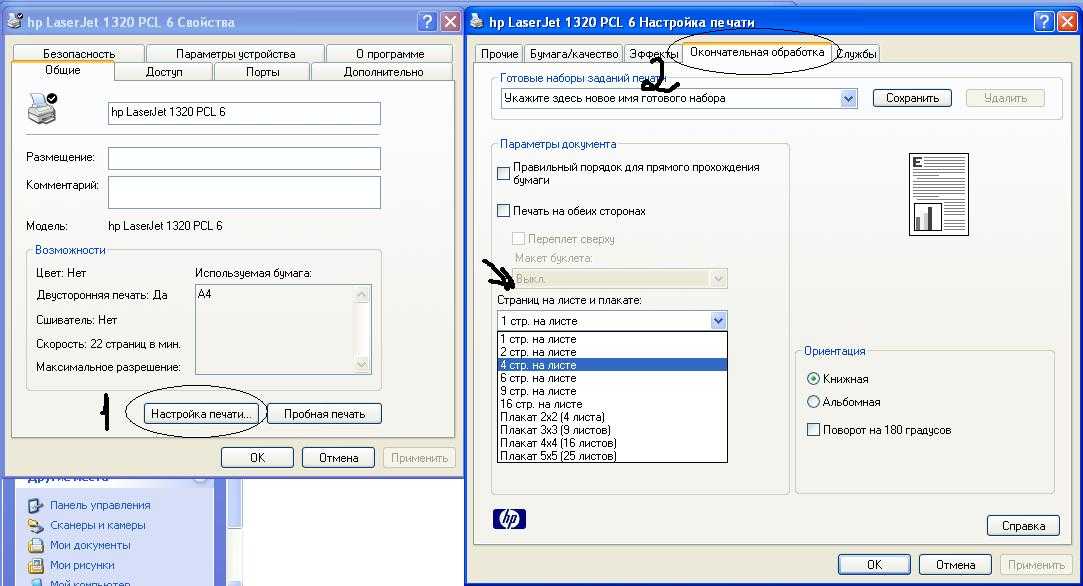
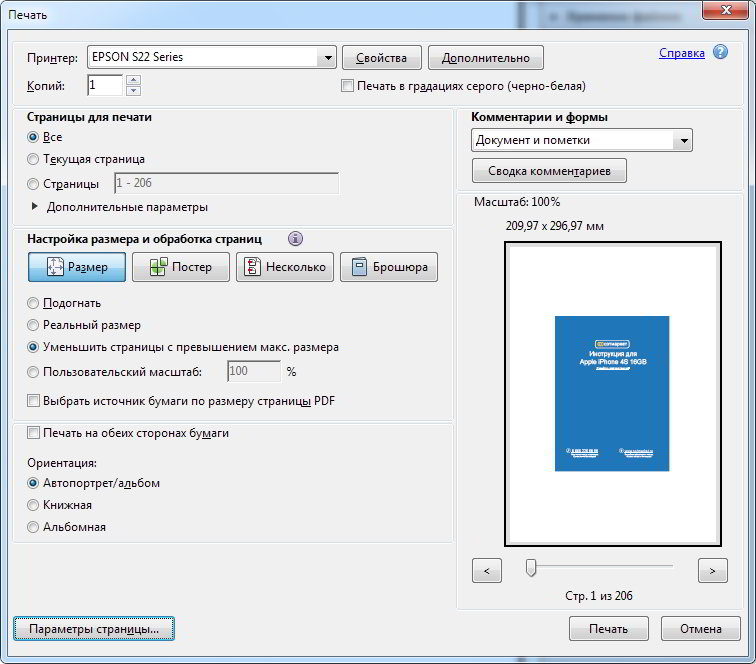 Если вы хотите увидеть, как выглядит отчет, вместо того, чтобы задавать ориентацию здесь, задайте ее на вкладке Предварительный просмотр страницы. На вкладке Предварительный просмотр в группе Макет страницы щелкните Книжная или Альбомная .
Если вы хотите увидеть, как выглядит отчет, вместо того, чтобы задавать ориентацию здесь, задайте ее на вкладке Предварительный просмотр страницы. На вкладке Предварительный просмотр в группе Макет страницы щелкните Книжная или Альбомная .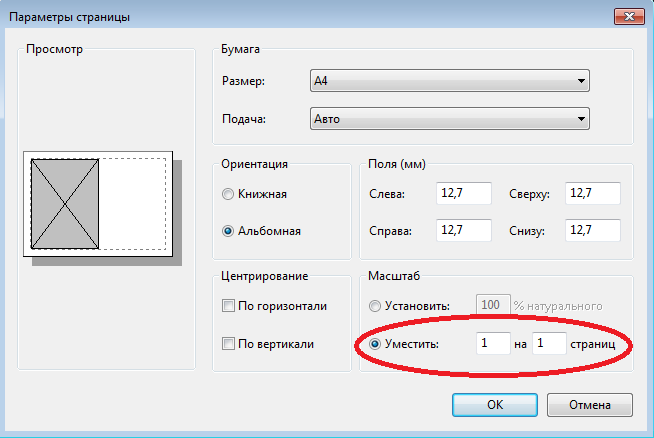 Эти параметры также доступны на вкладке Предварительный просмотр в группе Макет страницы в разделе Столбцы .
Эти параметры также доступны на вкладке Предварительный просмотр в группе Макет страницы в разделе Столбцы .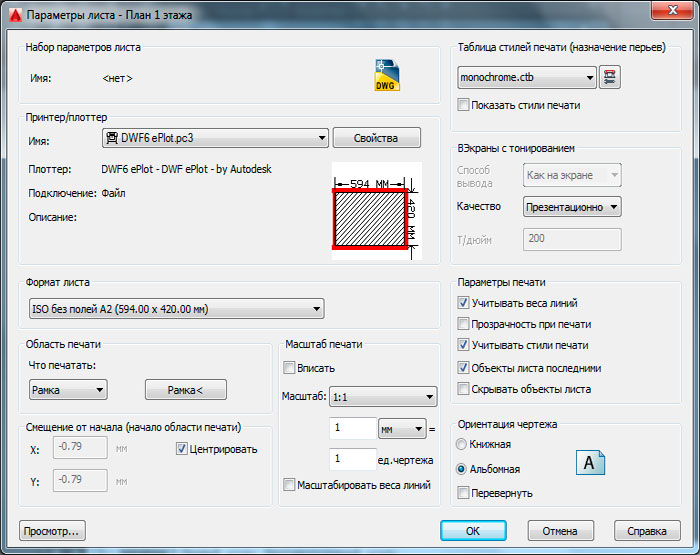 Чтобы настроить ширину и высоту столбца, снимите выделение и введите новые значения.
Чтобы настроить ширину и высоту столбца, снимите выделение и введите новые значения.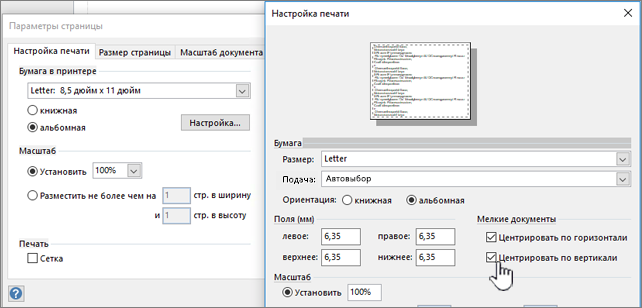
 Если вы не задали ориентацию и размер бумаги, нажмите кнопку Свойства .
Если вы не задали ориентацию и размер бумаги, нажмите кнопку Свойства .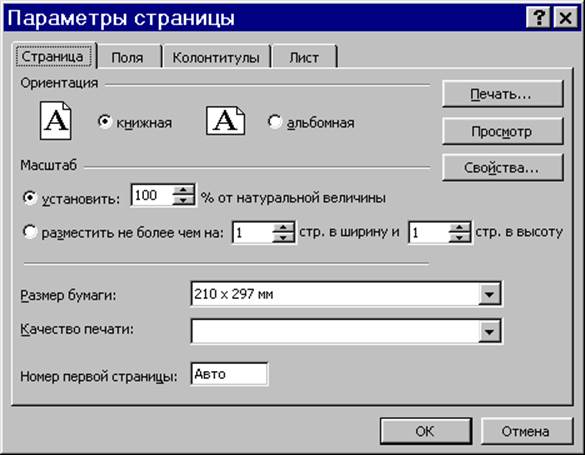
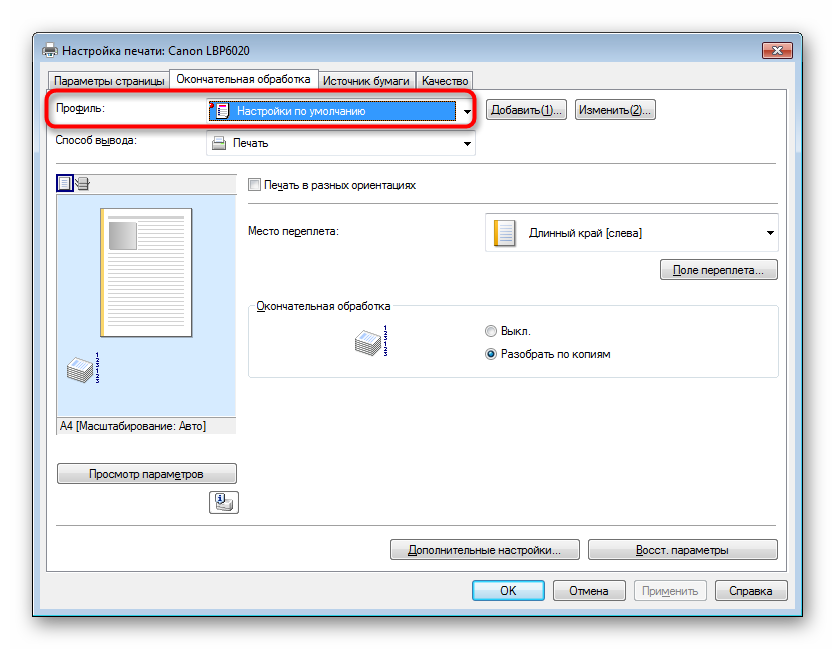
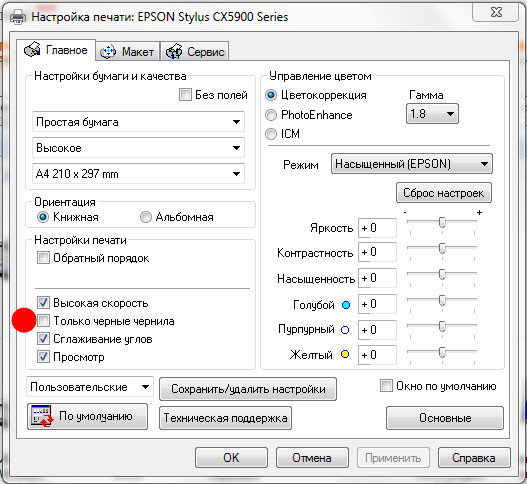 org/ListItem»>
org/ListItem»>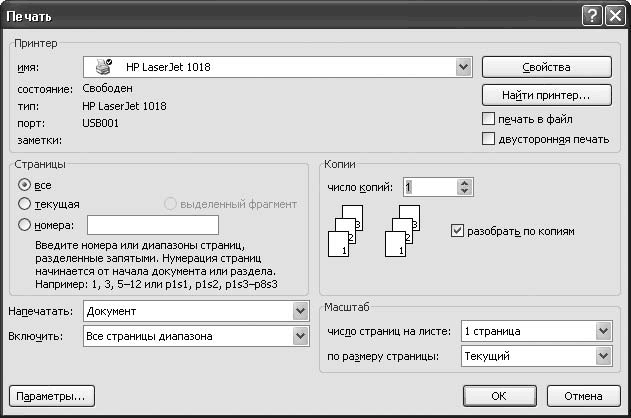
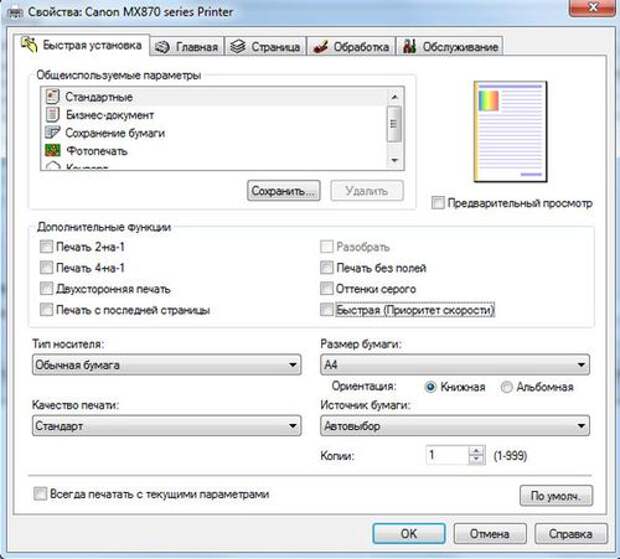
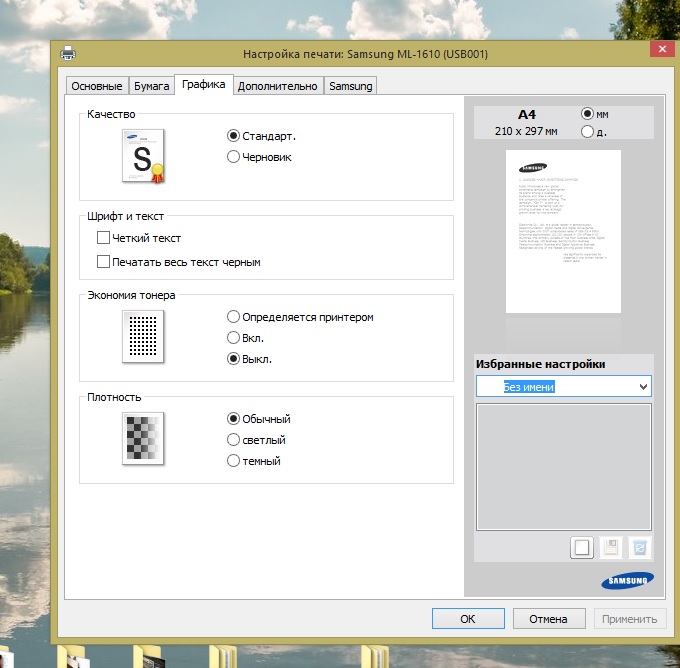 org/ItemList»>
org/ItemList»>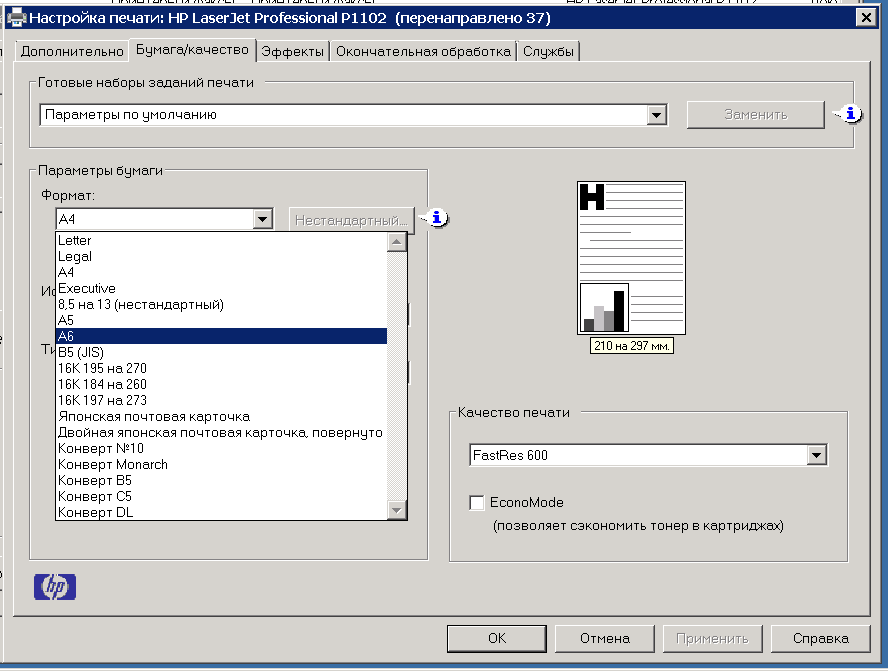 org/ListItem»>
org/ListItem»> Если принтер, выбранный вами в разделе Принтер , поддерживает параметры цветной, черно-белой печати и печати в оттенках серого, эти параметры появятся в списке в разделе Настройки .
Если принтер, выбранный вами в разделе Принтер , поддерживает параметры цветной, черно-белой печати и печати в оттенках серого, эти параметры появятся в списке в разделе Настройки .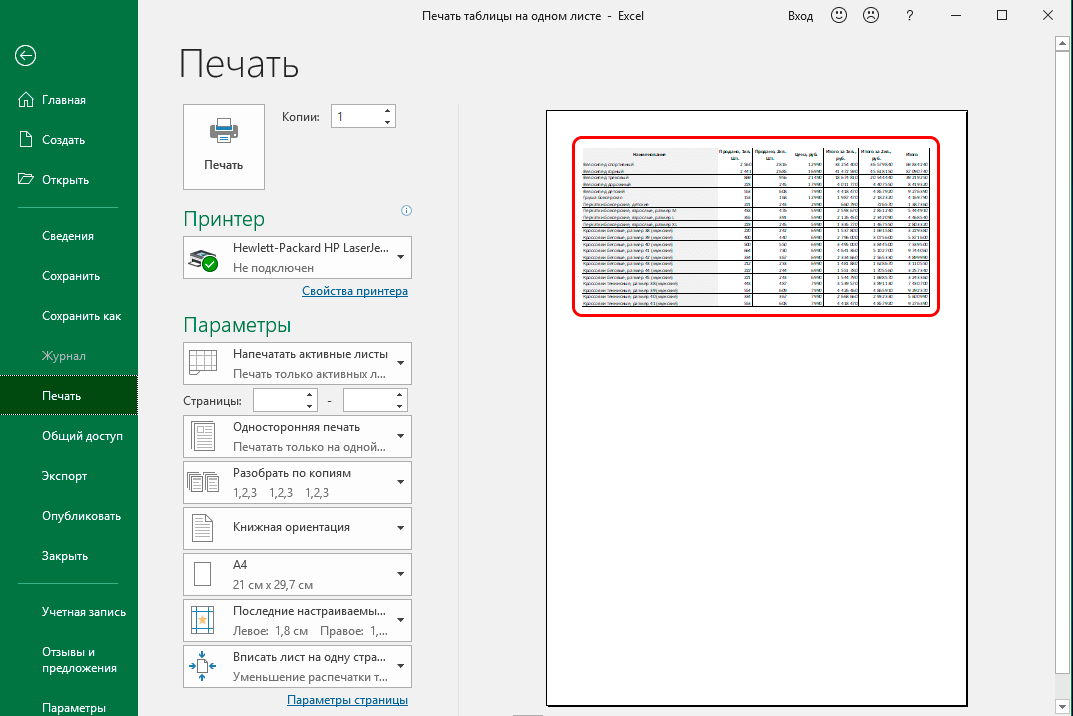 Если опция комментариев не отображается сразу, перейдите к Просмотрите > Показать разметку и выберите из списка только комментарии .
Если опция комментариев не отображается сразу, перейдите к Просмотрите > Показать разметку и выберите из списка только комментарии .
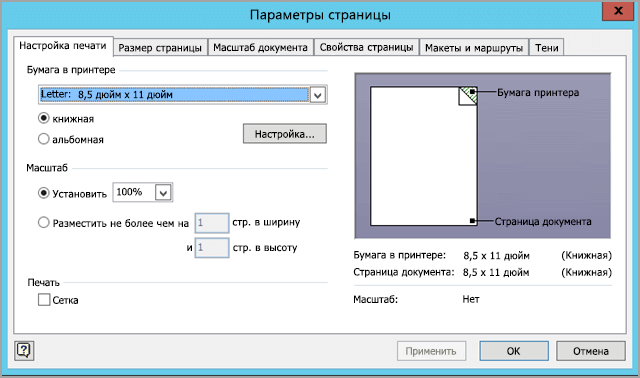
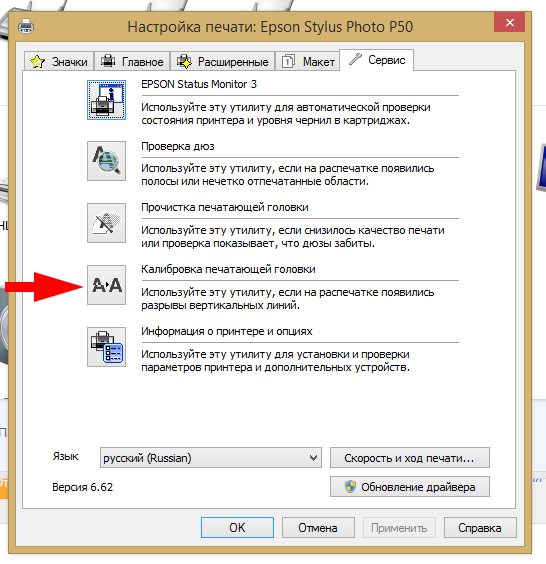
 На странице «Печать» выберите принтер, выберите нужные параметры и нажмите «Печать ».
На странице «Печать» выберите принтер, выберите нужные параметры и нажмите «Печать ».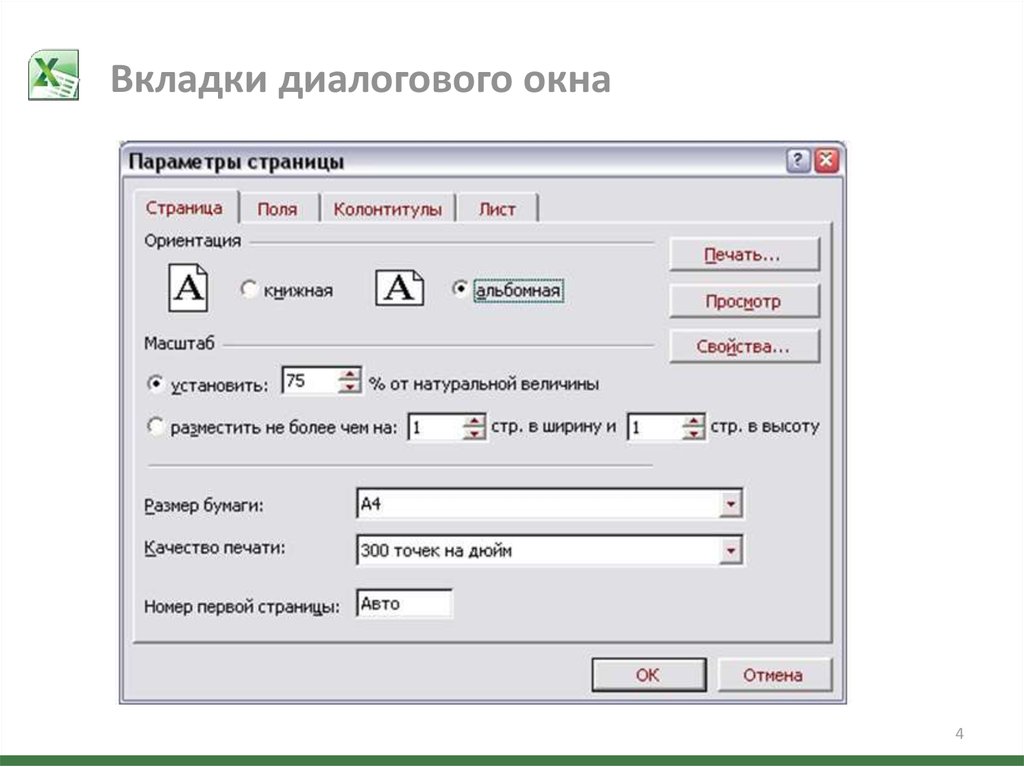 Сделайте свой выбор (либо введя число, либо используя стрелки), а затем нажмите Распечатать .
Сделайте свой выбор (либо введя число, либо используя стрелки), а затем нажмите Распечатать .
 | Рабочие элементы станка.
| Рабочие элементы станка.
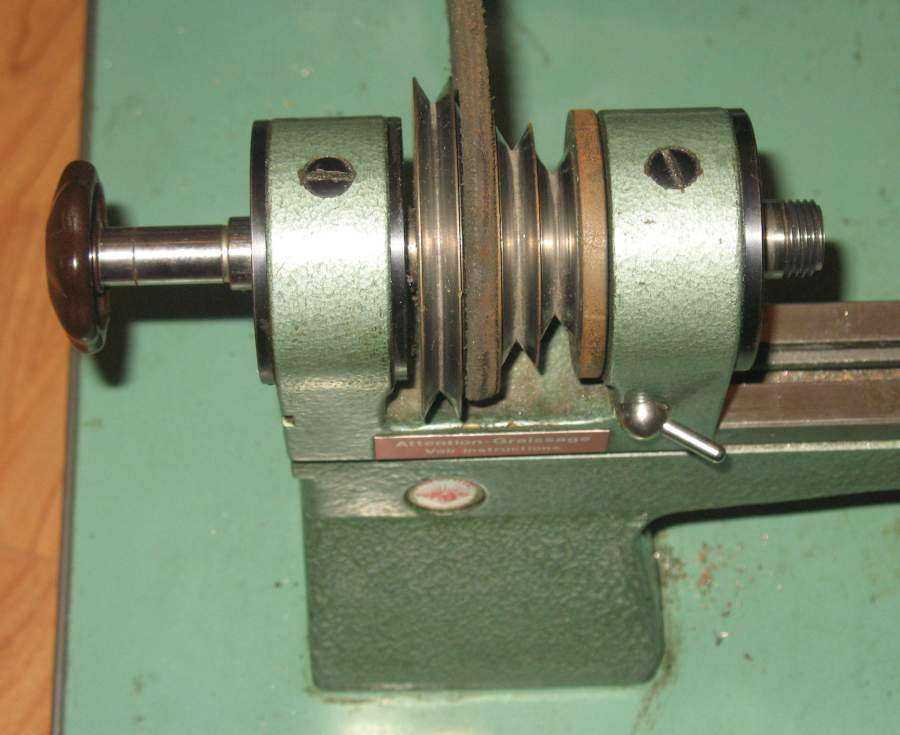
 Механизм передней
Механизм передней
 рис. 5).
рис. 5).
 Чем жестче головка грифа и соединение грифа с головкой грифа, тем в большей степени инструмент будет сохранять вибрацию струн нетронутой в интересах сустейна.
Чем жестче головка грифа и соединение грифа с головкой грифа, тем в большей степени инструмент будет сохранять вибрацию струн нетронутой в интересах сустейна. Это также очень эффективно при наличии мостов вибрато, потому что струна растягивается, не наклоняясь к порожку, за исключением минимума нижней стороны, который позволяет ей вибрировать.
Это также очень эффективно при наличии мостов вибрато, потому что струна растягивается, не наклоняясь к порожку, за исключением минимума нижней стороны, который позволяет ей вибрировать.


 , 37.12.37, Freebird).jpg
, 37.12.37, Freebird).jpg jpg
jpg 47.31 Тим Уокер).jpg
47.31 Тим Уокер).jpg 45.00 by Freebird).jpg
45.00 by Freebird).jpg jpg
jpg jpg
jpg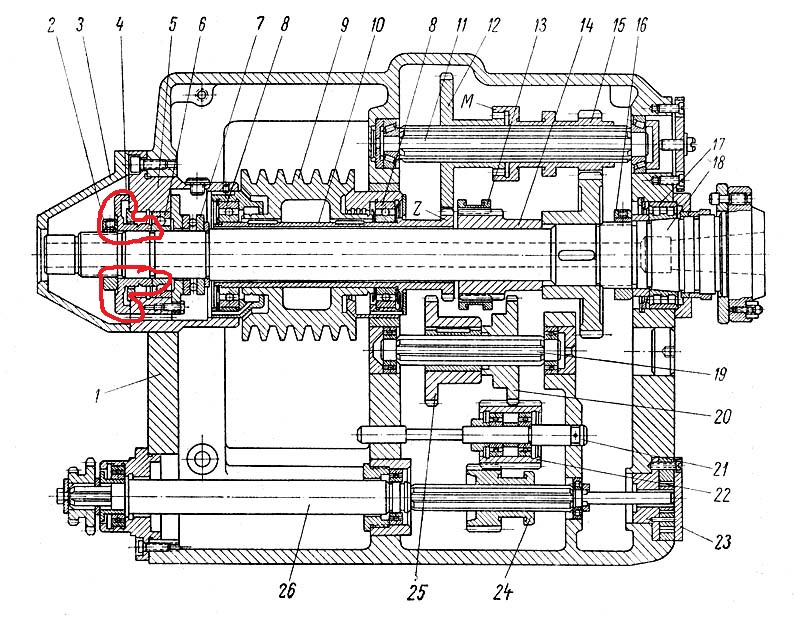 jpg
jpg JPG
JPG jpg
jpg JPG
JPG jpg
jpg jpg
jpg 02.41, sbaimo).jpg
02.41, sbaimo).jpg 14.24 by julian correa).jpg
14.24 by julian correa).jpg 54 Мартина Хескета).jpg
54 Мартина Хескета).jpg jpg
jpg jpg
jpg jpg
jpg jpg
jpg
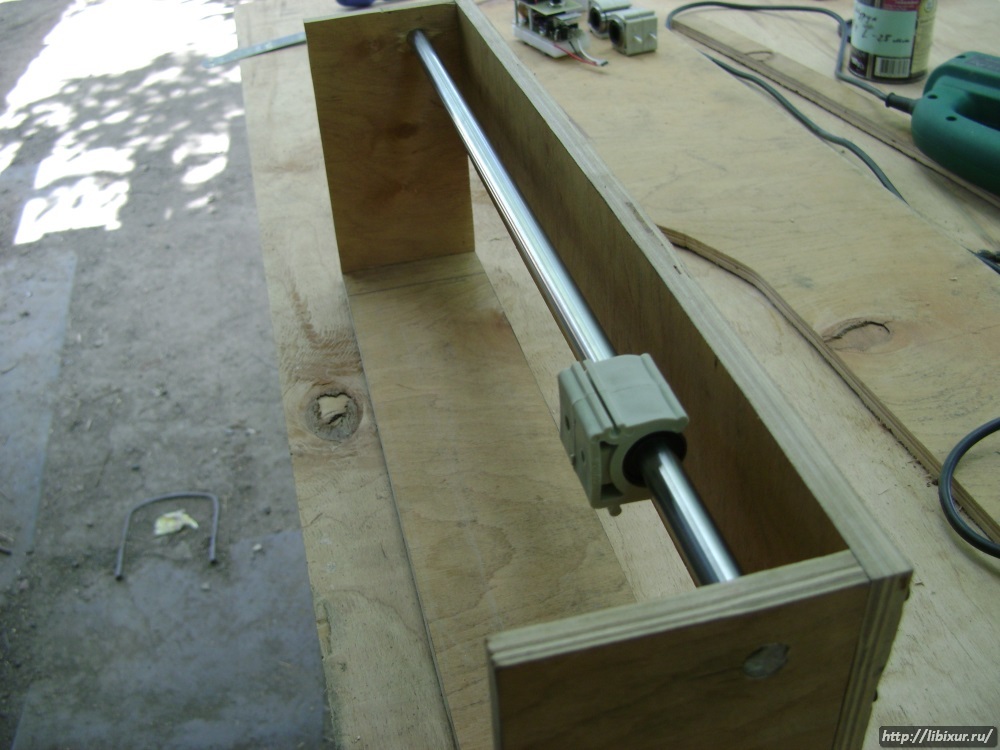 Подскажите какой уровень воды должен быть и для чего она там?
Подскажите какой уровень воды должен быть и для чего она там? Спасибо большое. Погуглим про вакуумный насос.
Спасибо большое. Погуглим про вакуумный насос. 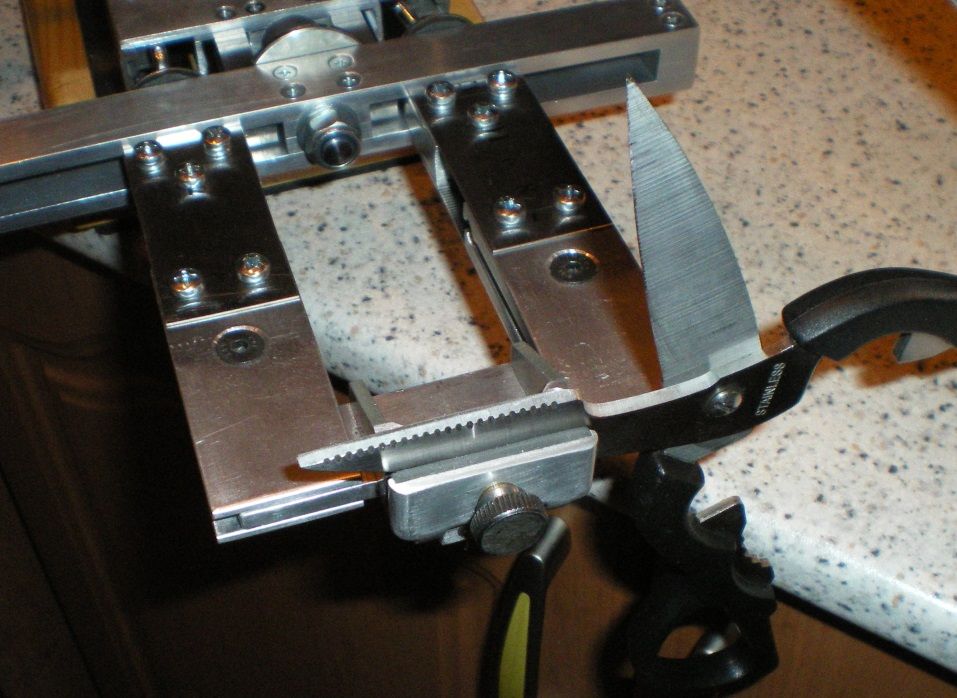 Шестерню выставляю без зазора, но проверяю, чтобы по всей длине портал катался свободно, без заеданий и лишних шумов. За 2 года износа не замечено. Однако люфты +-0.2 считаю допустимыми.
Шестерню выставляю без зазора, но проверяю, чтобы по всей длине портал катался свободно, без заеданий и лишних шумов. За 2 года износа не замечено. Однако люфты +-0.2 считаю допустимыми.
 Установите в цангу конический гравер. Составьте простенькую программу, которая нарисует вам на этом листе прямоугольник достаточно большого размера (гравировать весь контур нет необходимости, достаточно «накернить» метки в углах). Теперь замерьте диагонали прямоугольника — если они равны, оси X и Y перпендикулярны. Если нет — выправляйте получившийся «параллелограмм».
Установите в цангу конический гравер. Составьте простенькую программу, которая нарисует вам на этом листе прямоугольник достаточно большого размера (гравировать весь контур нет необходимости, достаточно «накернить» метки в углах). Теперь замерьте диагонали прямоугольника — если они равны, оси X и Y перпендикулярны. Если нет — выправляйте получившийся «параллелограмм».

 Это не напрягает, когда насос подключен к магистрали, но может стать большой проблемой, если таскать вручную
Это не напрягает, когда насос подключен к магистрали, но может стать большой проблемой, если таскать вручную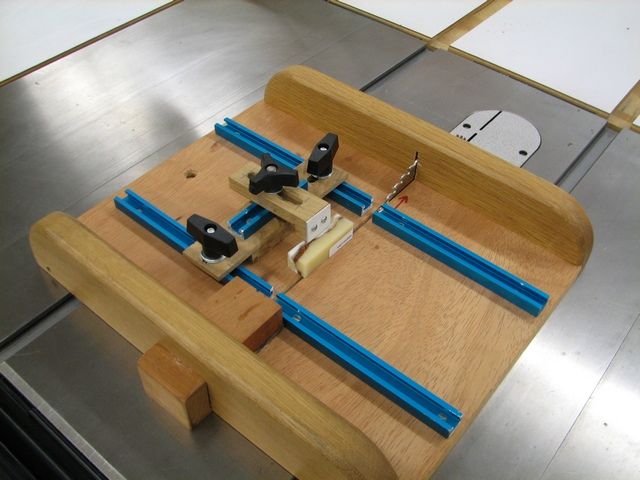 ..
.. Необязательно на улицу, можно высокой «пароходной трубой» под потолок цеха, пусть там равномерно распределяется.
Необязательно на улицу, можно высокой «пароходной трубой» под потолок цеха, пусть там равномерно распределяется.


 1 миллиметра на метр, хороший — 0.02 мм/метр. Лазерные нивелиры и прочие строительные прибамбасы даже рядом не валялись.
1 миллиметра на метр, хороший — 0.02 мм/метр. Лазерные нивелиры и прочие строительные прибамбасы даже рядом не валялись.
 Они обеспечивают устойчивость здания и повышают долговечность отделочных материалов. Для разметки горизонтальных линий чаще всего используют водяной уровень. Рассмотрим, что это такое и как пользоваться строительным гидроуровнем.
Они обеспечивают устойчивость здания и повышают долговечность отделочных материалов. Для разметки горизонтальных линий чаще всего используют водяной уровень. Рассмотрим, что это такое и как пользоваться строительным гидроуровнем.
 То есть если вы добавите воду в одну емкость, она равномерно распределится по двум колбам. В итоге произойдет выравнивание водяной поверхности по горизонтали.
То есть если вы добавите воду в одну емкость, она равномерно распределится по двум колбам. В итоге произойдет выравнивание водяной поверхности по горизонтали. Более того, он будет работать с ощутимой погрешностью.
Более того, он будет работать с ощутимой погрешностью. Лазерные устройства стоят гораздо дороже водных.
Лазерные устройства стоят гораздо дороже водных. Поставьте одну емкость выше другой, опустите в нее конец шланга и потяните воздух с другого конца. Также можно наполнить трубку с помощью воронки, подавая воду вручную через один конец.
Поставьте одну емкость выше другой, опустите в нее конец шланга и потяните воздух с другого конца. Также можно наполнить трубку с помощью воронки, подавая воду вручную через один конец.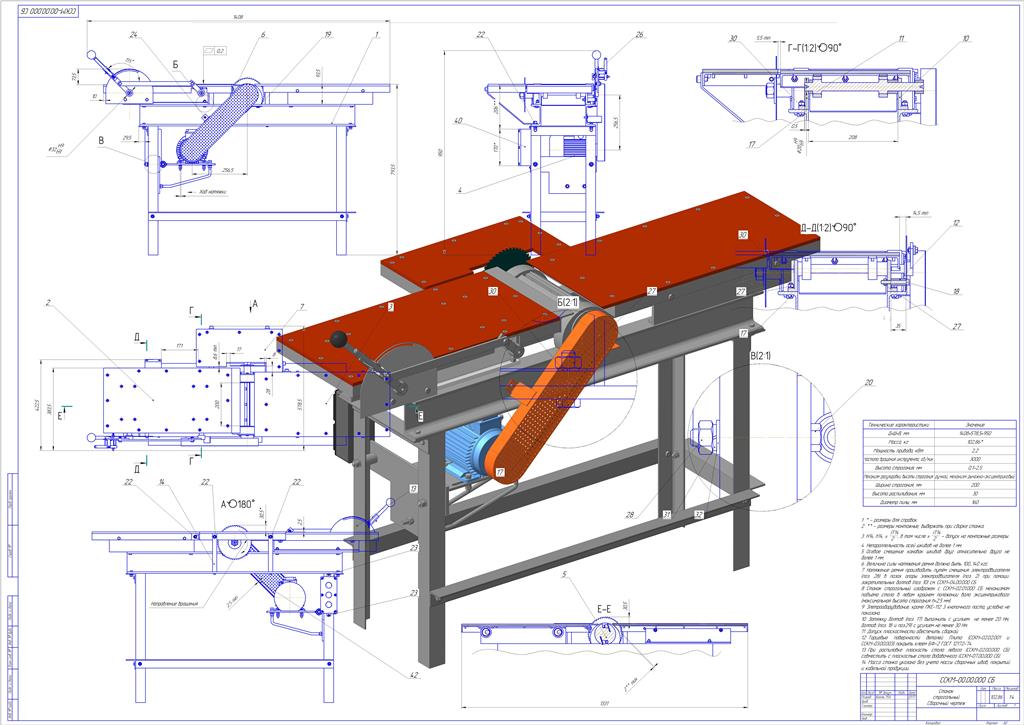 Действуйте в следующем порядке:
Действуйте в следующем порядке: Вам надо лишь правильно его настроить, чтобы избежать заломов и воздушных пробок.
Вам надо лишь правильно его настроить, чтобы избежать заломов и воздушных пробок. Флаконы установлены так же, как на уровне машиниста. Я намерен использовать кусок Durabar размером 2 на 2 дюйма для основания. Какие-либо предложения.
Флаконы установлены так же, как на уровне машиниста. Я намерен использовать кусок Durabar размером 2 на 2 дюйма для основания. Какие-либо предложения. это защитит его немного больше, а также скроет регуляторы после их установки. Разгрузите стороны и немного облегчите планку, прежде чем чистить ее, а также добавьте несколько пластиковых ручек, чтобы схватить ее, чтобы тепло от ваших рук не передавалось на металл в такой степени. Я думал сделать то же самое, пока не наткнулся на недорогой.
это защитит его немного больше, а также скроет регуляторы после их установки. Разгрузите стороны и немного облегчите планку, прежде чем чистить ее, а также добавьте несколько пластиковых ручек, чтобы схватить ее, чтобы тепло от ваших рук не передавалось на металл в такой степени. Я думал сделать то же самое, пока не наткнулся на недорогой. Послушайте Ли и Ричарда, они разбираются в этих вещах гораздо лучше меня.
Послушайте Ли и Ричарда, они разбираются в этих вещах гораздо лучше меня. Насколько я помню, это выглядело как промокательная бумага, черт возьми, это могло быть даже промокательной бумагой, насколько я знаю, в значительной степени на стороне пользователя, а не дизайнера. Регулировка может осуществляться либо с помощью прокладок, либо с помощью вращения крепления в какой-либо форме. Единственное устройство, которое все еще находится в моем распоряжении (демонстратор оптического клинометра, выпущенный как часть контракта на консультационные услуги после увольнения), фактически имеет вращающийся носитель.
Насколько я помню, это выглядело как промокательная бумага, черт возьми, это могло быть даже промокательной бумагой, насколько я знаю, в значительной степени на стороне пользователя, а не дизайнера. Регулировка может осуществляться либо с помощью прокладок, либо с помощью вращения крепления в какой-либо форме. Единственное устройство, которое все еще находится в моем распоряжении (демонстратор оптического клинометра, выпущенный как часть контракта на консультационные услуги после увольнения), фактически имеет вращающийся носитель. Мастер-уровень вышел из коробки. , я думаю, один раз в 20 с лишним лет, чтобы подтвердить, что это было слишком много PIA для использования.Естественно, если вы хотите гордиться (очень значительными) достижениями в создании мастер-уровня точности, это другое дело.
Мастер-уровень вышел из коробки. , я думаю, один раз в 20 с лишним лет, чтобы подтвердить, что это было слишком много PIA для использования.Естественно, если вы хотите гордиться (очень значительными) достижениями в создании мастер-уровня точности, это другое дело. При ближайшем рассмотрении они могут быть ближе к 15-секундной точности. Я создаю приспособление для их проверки / калибровки.
При ближайшем рассмотрении они могут быть ближе к 15-секундной точности. Я создаю приспособление для их проверки / калибровки.  00025/div.
00025/div.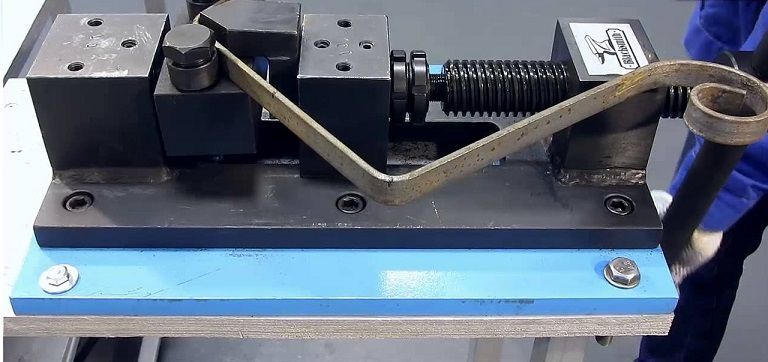 У того же продавца есть несколько уровней Starrett #199 за 199 долларов, но я видел, что они стоят менее 19 долларов.9 время от времени. Уровень Пратта в два раза чувствительнее у Starrett #199, так что, честно говоря, вряд ли он будет использоваться так часто…..
У того же продавца есть несколько уровней Starrett #199 за 199 долларов, но я видел, что они стоят менее 19 долларов.9 время от времени. Уровень Пратта в два раза чувствительнее у Starrett #199, так что, честно говоря, вряд ли он будет использоваться так часто…..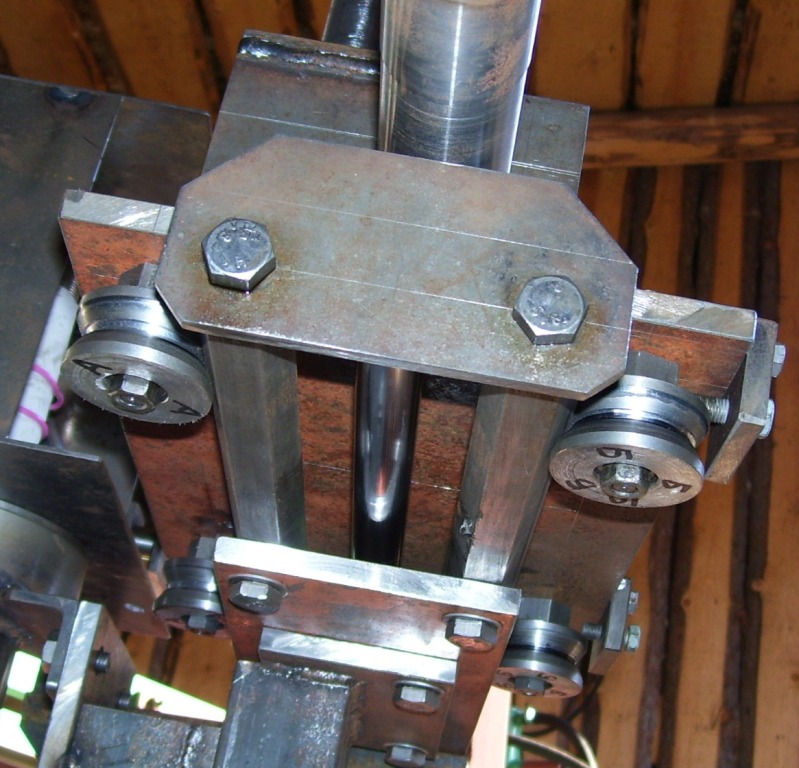 0005), поэтому, если кто-то не поменял флакон… Ли, вероятно, знает лучше. Если вы хотите быть немного задницей, вы можете попросить у продавца скидку, так как у него не будет 3 дюймов длины.
0005), поэтому, если кто-то не поменял флакон… Ли, вероятно, знает лучше. Если вы хотите быть немного задницей, вы можете попросить у продавца скидку, так как у него не будет 3 дюймов длины. 

 В качестве научного сотрудника летней научной программы Science Buddies 2011 Мэтью согласился поделиться своим опытом создания самодельного рентгеновского аппарата.
В качестве научного сотрудника летней научной программы Science Buddies 2011 Мэтью согласился поделиться своим опытом создания самодельного рентгеновского аппарата. Проверено 27 сентября 2011 г.
Проверено 27 сентября 2011 г. Если вы строите это для научной ярмарки , вам может потребоваться предварительное разрешение . Внимательно ознакомьтесь с правилами вашей научной выставки и прочитайте наше руководство по правилам для проектов, связанных с опасными химическими веществами, деятельностью или устройствами.
Если вы строите это для научной ярмарки , вам может потребоваться предварительное разрешение . Внимательно ознакомьтесь с правилами вашей научной выставки и прочитайте наше руководство по правилам для проектов, связанных с опасными химическими веществами, деятельностью или устройствами.
 Есть два варианта:
Есть два варианта:
 Чтобы гарантировать безопасность в этой установке, вокруг рентгеновской трубки должно быть три деления толщины пополам. Это соответствует корпусу из свинца толщиной 1,2 дюйма. Свинец является самым тонким надежным защитным материалом и поэтому занимает меньше всего места, но он намного дороже бетона.
Чтобы гарантировать безопасность в этой установке, вокруг рентгеновской трубки должно быть три деления толщины пополам. Это соответствует корпусу из свинца толщиной 1,2 дюйма. Свинец является самым тонким надежным защитным материалом и поэтому занимает меньше всего места, но он намного дороже бетона. Как показано на рис. 4, между рентгеновской трубкой и источником питания всегда необходимо размещать экран, чтобы любой, кто включает и выключает источник питания, не подвергался воздействию радиации.
Как показано на рис. 4, между рентгеновской трубкой и источником питания всегда необходимо размещать экран, чтобы любой, кто включает и выключает источник питания, не подвергался воздействию радиации.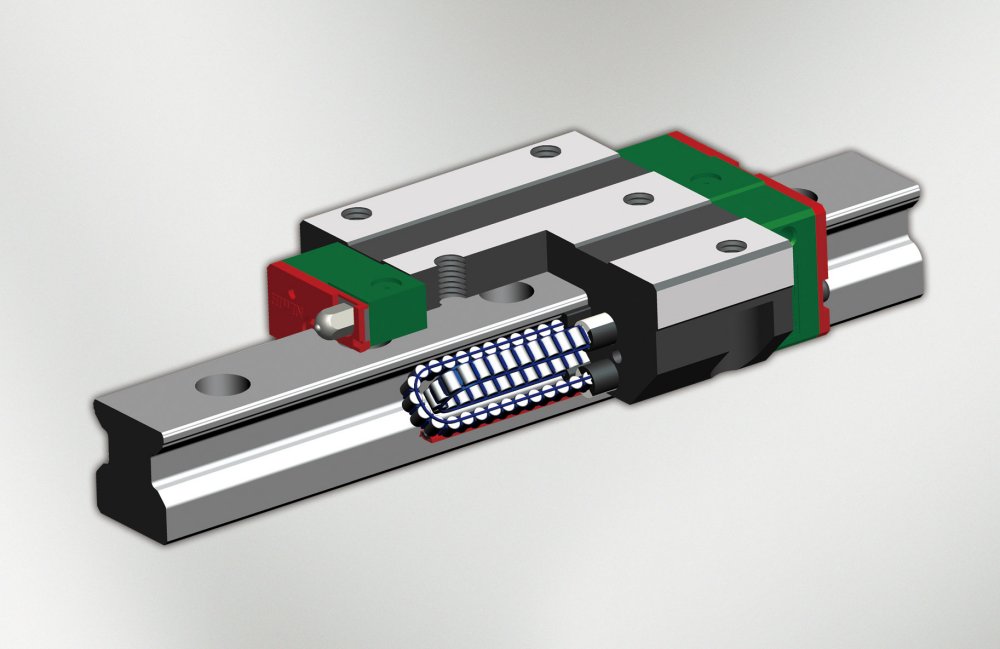 Это отверстие никогда не должно быть направлено туда, где может стоять пользователь машины или могут пройти другие люди.
Это отверстие никогда не должно быть направлено туда, где может стоять пользователь машины или могут пройти другие люди. Если поблизости есть какой-либо металл, например, гвозди в полу, неизолированный свинцовый экран или другой провод, высокое напряжение может вызвать дугу через изоляцию на кусок металла, что может привести к расплавлению изоляции и воспламенению проводов, а также к чему бы ни примыкала дуга (например, к полу).
Если поблизости есть какой-либо металл, например, гвозди в полу, неизолированный свинцовый экран или другой провод, высокое напряжение может вызвать дугу через изоляцию на кусок металла, что может привести к расплавлению изоляции и воспламенению проводов, а также к чему бы ни примыкала дуга (например, к полу).
 В этот момент машина активна и опасна и производит рентгеновские лучи.
В этот момент машина активна и опасна и производит рентгеновские лучи. Это зависит от вашего общего воздействия. Подробнее читайте в разделе «Калибровка рентгеновского аппарата» ниже.
Это зависит от вашего общего воздействия. Подробнее читайте в разделе «Калибровка рентгеновского аппарата» ниже. Счетчик Гейгера должен получить показания.
Счетчик Гейгера должен получить показания. Однако любые показания счетчика Гейгера выше 300 микробэр (мкБэр) в час 90 572 за пределами 90 573 экранирования вызывают беспокойство. Немедленно выключите машину и работайте над усилением защиты.
Однако любые показания счетчика Гейгера выше 300 микробэр (мкБэр) в час 90 572 за пределами 90 573 экранирования вызывают беспокойство. Немедленно выключите машину и работайте над усилением защиты. Держите провод изолированным от провода с помощью пенопласта или резины. Дуга может расплавить изоляцию на проводах и привести к их возгоранию вместе со всем, что вызывает искрение.
Держите провод изолированным от провода с помощью пенопласта или резины. Дуга может расплавить изоляцию на проводах и привести к их возгоранию вместе со всем, что вызывает искрение.
 Процедура калибровки заключается в определении интенсивности рентгеновского излучения с точки зрения экспозиции, измеренной счетчиком Гейгера. Вы составите таблицу значений, к которой вы сможете вернуться позже из соображений безопасности и для расчетов радиации.
Процедура калибровки заключается в определении интенсивности рентгеновского излучения с точки зрения экспозиции, измеренной счетчиком Гейгера. Вы составите таблицу значений, к которой вы сможете вернуться позже из соображений безопасности и для расчетов радиации.
 Немедленно выключите машину и работайте над усилением защиты.
Немедленно выключите машину и работайте над усилением защиты. Вот несколько идей для начала:
Вот несколько идей для начала:

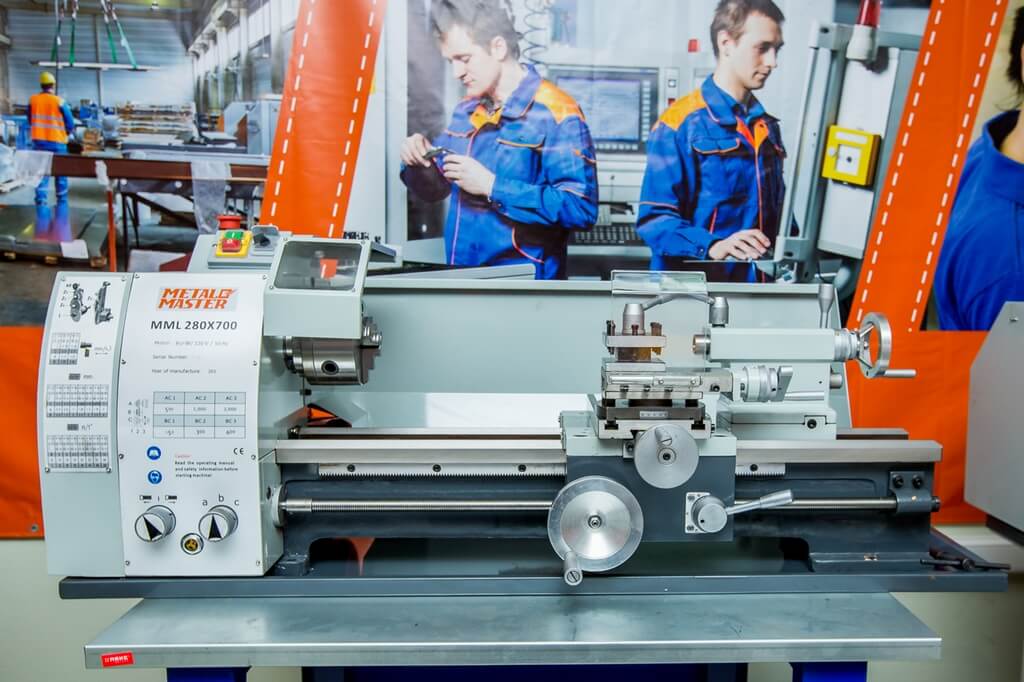

 В металлообрабатывающей промышленности используется широкий спектр различных типов промышленных инструментов для создания металлических деталей желаемой формы и размера.
В металлообрабатывающей промышленности используется широкий спектр различных типов промышленных инструментов для создания металлических деталей желаемой формы и размера.

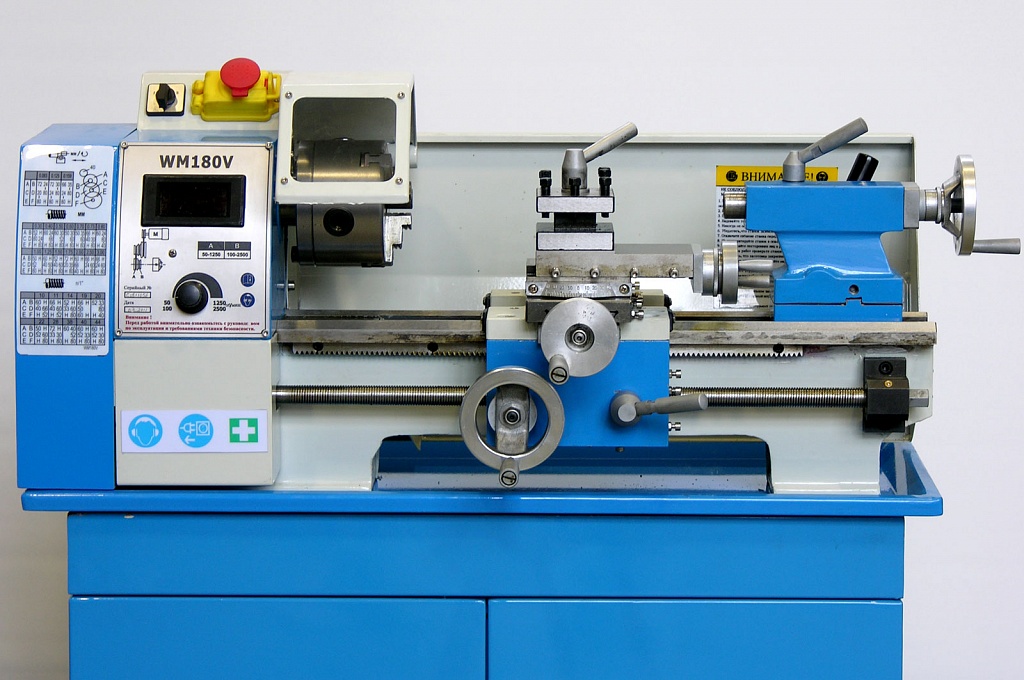 Он имеет простой механизм и прост в эксплуатации.
Он имеет простой механизм и прост в эксплуатации. Они создают множество различных типов продуктов для профессионалов отрасли, которые работают над проектами по металлообработке.
Они создают множество различных типов продуктов для профессионалов отрасли, которые работают над проектами по металлообработке.
 Другими основными операциями резки металла, похожими на резку, являются вырубка и прошивка.
Другими основными операциями резки металла, похожими на резку, являются вырубка и прошивка.
 Если вам нужна дополнительная информация о самых надежных инструментах для металлообработки на рынке, свяжитесь с нашей командой сегодня.
Если вам нужна дополнительная информация о самых надежных инструментах для металлообработки на рынке, свяжитесь с нашей командой сегодня.
 В настоящее время JMT поставляет на рынок все типы сверлильных станков, многочисленные типы вертикально-фрезерных станков, от типичных вертикальных коленчатых до огромных горизонтально-расточных станков, а также напольные фрезы большой мощности. Мы поставляем много типов горизонтальных токарных станков, таких как токарные станки для двигателей, токарные станки для крупных нефтяных месторождений, токарные станки для механики, токарные станки для инструментальных цехов, даже токарные станки для часовщиков! Не забываем, что JMT продает самый широкий ассортимент ленточных пил для резки металла, от небольшой ручной торцовочной пилы размером 6 на 8 дюймов до гигантов, способных резать твердые круглые материалы диаметром 40 дюймов. JMT также выводит на рынок качественную линию сверления, часто называемую «линии сверления балок» или «линии бурения конструкционной стальной балки», которая сочетает в себе как мощность сверления, так и встроенный ленточнопильный станок. И подождите, мы только разогреваемся.
В настоящее время JMT поставляет на рынок все типы сверлильных станков, многочисленные типы вертикально-фрезерных станков, от типичных вертикальных коленчатых до огромных горизонтально-расточных станков, а также напольные фрезы большой мощности. Мы поставляем много типов горизонтальных токарных станков, таких как токарные станки для двигателей, токарные станки для крупных нефтяных месторождений, токарные станки для механики, токарные станки для инструментальных цехов, даже токарные станки для часовщиков! Не забываем, что JMT продает самый широкий ассортимент ленточных пил для резки металла, от небольшой ручной торцовочной пилы размером 6 на 8 дюймов до гигантов, способных резать твердые круглые материалы диаметром 40 дюймов. JMT также выводит на рынок качественную линию сверления, часто называемую «линии сверления балок» или «линии бурения конструкционной стальной балки», которая сочетает в себе как мощность сверления, так и встроенный ленточнопильный станок. И подождите, мы только разогреваемся.

 5 мм в алюминии толщиной 6 мм
5 мм в алюминии толщиной 6 мм 6 мм
6 мм
 0.
0.

 п.д. («от розетки») >40 %
п.д. («от розетки») >40 % средняя мощность (CW) *, W
средняя мощность (CW) *, W


 Высокая пиковая мощность стала возможной благодаря конструкции диодов IPG QCW, которые способны обеспечить очень высокую пиковую мощность в течение коротких рабочих циклов с возможностью переключения в режим CW в реальном времени.
Высокая пиковая мощность стала возможной благодаря конструкции диодов IPG QCW, которые способны обеспечить очень высокую пиковую мощность в течение коротких рабочих циклов с возможностью переключения в режим CW в реальном времени. вашей режущей системы
вашей режущей системы Нестабильность замочной скважины приводит к пористости, изменению глубины замочной скважины и ухудшению внешнего вида.
Нестабильность замочной скважины приводит к пористости, изменению глубины замочной скважины и ухудшению внешнего вида.

 Основное использование лазеров непрерывного действия заключается в том, чтобы луч включался в течение длительных периодов времени для непрерывной обработки. Однако лазеры IPG CW также могут быть модулированы на частотах от нескольких кГц до десятков кГц, чтобы обеспечить импульсную лазерную обработку в режиме длительности импульса от миллисекунды до микросекунды, если это необходимо.
Основное использование лазеров непрерывного действия заключается в том, чтобы луч включался в течение длительных периодов времени для непрерывной обработки. Однако лазеры IPG CW также могут быть модулированы на частотах от нескольких кГц до десятков кГц, чтобы обеспечить импульсную лазерную обработку в режиме длительности импульса от миллисекунды до микросекунды, если это необходимо.





 phoneFlag}} {{/if}}
phoneFlag}} {{/if}} :37
:37 0006
0006 R. Villarreal
R. Villarreal Самая великая игра. Мы играем
Самая великая игра. Мы играем
 Говорить, что это не относится к рецензии на фильм, неправильно, так как фильм явно об этом. . А как не быть? С Джорджем Лопесом и Марисой Томей, объединившимися, чтобы наносить остроумные удары по консервативным идеалам по большей части. Демонизация консерваторов в кино всегда была излюбленной стратегией левых.
Говорить, что это не относится к рецензии на фильм, неправильно, так как фильм явно об этом. . А как не быть? С Джорджем Лопесом и Марисой Томей, объединившимися, чтобы наносить остроумные удары по консервативным идеалам по большей части. Демонизация консерваторов в кино всегда была излюбленной стратегией левых. Это ключевой элемент решения этой проблемы, и это то, что большинство консерваторов на низовом уровне считают необходимым сделать.
Это ключевой элемент решения этой проблемы, и это то, что большинство консерваторов на низовом уровне считают необходимым сделать.
 другие кредиты компании на IMDbPro
другие кредиты компании на IMDbPro Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, Из ничего к чему-то!
Потому что я видел несколько фильмов этого режиссера, и он показал лучшее в этой категории. Не очень популярный, маленький бюджет, низкое качество изготовления, все это не значит, что смотреть не стоит. На самом деле, Из ничего к чему-то! Остальная часть истории рассказывает об их путешествии от ничего к чему-то.
Остальная часть истории рассказывает об их путешествии от ничего к чему-то. Так что этот фильм как школьная версия, и пример из ничего невозможен, если вы приложите усилия с правильным настроем.
Так что этот фильм как школьная версия, и пример из ничего невозможен, если вы приложите усилия с правильным настроем.
 Теперь лапки прикреплены подвижно. Чтобы вам показать принцип мне этого достаточно. Если же вы хотите сделать долговечную модель, то расклепайте и вторые концы трубочек. Положите лису на тарелку, нагрейте над огнём ложку и этой горячей ложкой слегка расплющите торчащие из отверстий модели концы трубок. Хороший способ, хотя и огнеопасный. А вот на проволоку скреплять может и ребёнок, но я не посоветую: концы проволоки остаются острыми и могут поцарапать или проколоть руки. Такие дела: идеального сапособа скрепления я ещё не встречала.
Теперь лапки прикреплены подвижно. Чтобы вам показать принцип мне этого достаточно. Если же вы хотите сделать долговечную модель, то расклепайте и вторые концы трубочек. Положите лису на тарелку, нагрейте над огнём ложку и этой горячей ложкой слегка расплющите торчащие из отверстий модели концы трубок. Хороший способ, хотя и огнеопасный. А вот на проволоку скреплять может и ребёнок, но я не посоветую: концы проволоки остаются острыми и могут поцарапать или проколоть руки. Такие дела: идеального сапособа скрепления я ещё не встречала.
 Каждая деталь отлично проработана. Реалистичный дизайн данной модели плюс световые и звуковые эффекты позволят с головой погрузиться в игру, придумывая новые интересные сюжеты. Кроме того, эта игрушка познакомит малыша с видами военно-морской техники.
Каждая деталь отлично проработана. Реалистичный дизайн данной модели плюс световые и звуковые эффекты позволят с головой погрузиться в игру, придумывая новые интересные сюжеты. Кроме того, эта игрушка познакомит малыша с видами военно-морской техники. Лео и Тиг. Новые приключения (1 кн. 3 песенки). Формат: 152х185мм. Объем: 8 стр.
Лео и Тиг. Новые приключения (1 кн. 3 песенки). Формат: 152х185мм. Объем: 8 стр. Ми-Ми-мишки. Птичий язык (1 кн. 3 песенки). Формат: 180х180мм. Объем: 8 стр.
Ми-Ми-мишки. Птичий язык (1 кн. 3 песенки). Формат: 180х180мм. Объем: 8 стр. Me.
Me. 


 Безопасно и быстро передавайте большие файлы на телефоны Android, планшеты и Chromebook даже в автономном режиме с помощью функции Nearby Share 9.0530 8 .
Безопасно и быстро передавайте большие файлы на телефоны Android, планшеты и Chromebook даже в автономном режиме с помощью функции Nearby Share 9.0530 8 .

 Киров, Октябрьский пр-т, 104, 2этаж, каб. 209
Киров, Октябрьский пр-т, 104, 2этаж, каб. 209 Но они оказались такими…
Но они оказались такими… С их помощью можно выгодно изменить или подчеркнуть геометрические пропорции комнаты, расставить нужные акценты в дизайне.
С их помощью можно выгодно изменить или подчеркнуть геометрические пропорции комнаты, расставить нужные акценты в дизайне. Организацию всех процессов, от консультации специалистов до изготовления и установки изделий специалисты возьмут на себя, и вам как заказчику не нужно будет отвлекаться на эти нюансы и тонкости.
Организацию всех процессов, от консультации специалистов до изготовления и установки изделий специалисты возьмут на себя, и вам как заказчику не нужно будет отвлекаться на эти нюансы и тонкости.  26). Несмотря на небольшое водоизмещение, он оснащен мощными дальнобойными орудиями и имеет хорошую скорость. В отличие от большинства своих современников, Киров имеет слабую броню.
26). Несмотря на небольшое водоизмещение, он оснащен мощными дальнобойными орудиями и имеет хорошую скорость. В отличие от большинства своих современников, Киров имеет слабую броню. )
) 1
1 Там, где «Светлана » полагается исключительно на объем огня своих скорострельных 130-мм орудий, «Киров» имеет гораздо более мощные 180-мм орудия, способные серьезно повредить даже линкоры на близких дистанциях, а максимальная дальность сравнима с немецкой. Кенигсберг . 180-мм орудия также имеют неплохую баллистику, что облегчает поражение целей на дальних дистанциях. Киров тоже способен развивать большие скорости, и неплохо разгоняется.
Там, где «Светлана » полагается исключительно на объем огня своих скорострельных 130-мм орудий, «Киров» имеет гораздо более мощные 180-мм орудия, способные серьезно повредить даже линкоры на близких дистанциях, а максимальная дальность сравнима с немецкой. Кенигсберг . 180-мм орудия также имеют неплохую баллистику, что облегчает поражение целей на дальних дистанциях. Киров тоже способен развивать большие скорости, и неплохо разгоняется. Это может вызвать значительные трудности при преодолении областей с большим количеством островов и препятствий на скорости, а также затрудняет уклонение от снарядов и особенно торпед.
Это может вызвать значительные трудности при преодолении областей с большим количеством островов и препятствий на скорости, а также затрудняет уклонение от снарядов и особенно торпед.


 И. Ленин • IX Советский Союз • IX АЛ Сов. Россия • X Кремль • X Слава • ★ Адмирал Ушаков
И. Ленин • IX Советский Союз • IX АЛ Сов. Россия • X Кремль • X Слава • ★ Адмирал Ушаков 0265 Congress • VIII Rochester • VIII San Diego • VIII AL Montpelier • IX Buffalo • IX Seattle • IX Vallejo • IX Alaska • IX Tulsa • IX Alaska B • X Де-Мойн • X Вустер • X Пуэрто-Рико • X Салем • X Остин • ★ Аннаполис
0265 Congress • VIII Rochester • VIII San Diego • VIII AL Montpelier • IX Buffalo • IX Seattle • IX Vallejo • IX Alaska • IX Tulsa • IX Alaska B • X Де-Мойн • X Вустер • X Пуэрто-Рико • X Салем • X Остин • ★ Аннаполис 0264 X Гинденбург • ★ Клаузевиц
0264 X Гинденбург • ★ Клаузевиц
 0265 Конде
0265 Конде

 «Нахимов» получает серьезные современные обновления, особенно его вооружение.
«Нахимов» получает серьезные современные обновления, особенно его вооружение.

 91.
91.