3 д печать металлом: Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
3D печать металлами. Аддитивные технологии.
SLM или DMLS: в чем разница?
Всем привет, Друзья! С Вами 3DTool!
Каталог 3D принтеров по металлу BLT
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) — это два процесса аддитивного производства, которые принадлежат к семейству 3D-печати, с использованием метода порошкового наслоения. Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц: SLM использует металлические порошки с одной температурой плавления и полностью плавит частицы, тогда как в DMLS порошок состоит из материалов с переменными точками плавления.
В частности:
SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
И SLM, и DMLS технологии используются в промышленности для создания конечных инженерных продуктов. В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
Существуют и другие технологические процессы для производства плотных металлических деталей, такие как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM). Их доступность и распространение довольно ограничены, поэтому они не будут представлены в данной статье.
Как происходит 3D печать металлом SLM или DMLS.
Как работает 3D печать металлом? Основной процесс изготовления для SLM и DMLS очень похожи.
1. Камера, в которой происходит печать, сначала заполняется инертным газом (например, аргоном), чтобы минимизировать окисление металлического порошка. Затем она нагревается до оптимальной рабочей температуры.
2. Слой порошка распределяется по платформе, мощный лазер делает проходы по заданной траектории в программе, сплавляя металлические частицы вместе и создавая следующий слой.
3. Когда процесс спекания завершен, платформа перемещается вниз на 1 слой. Далее наносится еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока печать всей модели не будет завершена.
Когда процесс печати завершен, металлический порошок уже имеет прочные связи в структуре. В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки.
В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки.
Когда камера 3D принтера охлаждается до комнатной температуры, излишки порошка удаляются вручную, например щеткой. Затем детали как правило подвергаются термообработке, пока они еще прикреплены к платформе. Делается это для снятия любых остаточных напряжений. Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.
Схема работы 3D принтера по металлу.
В SLM и DMLS почти все параметры процесса устанавливаются производителем. Высота слоя, используемого в 3D-печати металлами, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (текучести, гранулометрического состава, формы и т. д.).
д.).
Базовый размер области печати на металлических 3D принтерах составляет 200 x 150 x 150 мм, но бывают и более большие размеры рабочего поля. Точность печати составляет от 50 — 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT.
3D принтеры по металлу, могут использоваться для мелкосерийного производства, но возможности таких систем в 3D-печати, больше напоминают возможности серийного производства на машинах FDM или SLA.
Металлический порошок в SLM и DMLS пригоден для вторичной переработки: обычно расходуется менее 5%. После каждого отпечатка неиспользованный порошок собирают и просеивают, а затем доливают свежим материалом до уровня, необходимого для следующего изготовления.
Отходы в металлической печати, представляют из себя поддержки (опорные конструкции, без которых не удастся добиться успешного результата). При слишком большом обилии поддержек на изготавливаемых деталях, соответственно будет расти и стоимость всего производства.
Адгезия между слоями.
3D печать металлом на 3D принтерах BLT
Металлические детали SLM и DMLS обладают практически изотропными механическими и термическими свойствами. Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки).
Металлические печатные детали имеют более высокую прочность и твердость и часто являются более гибкими, чем детали, изготовленные традиционным способом. Тем не менее, такой металл быстрее становится «уставшим».
Структура поддержки 3D модели и ориентация детали на рабочей платформе.
Опорные конструкции всегда требуются при печати металлом, из-за очень высокой температуры обработки. Они обычно строятся с использованием решетчатого узора.
Поддержки в металлической 3D печати выполняют 3 функции:
• Они делают основание для создания первого слоя детали.
• Они закрепляют деталь на платформе и предотвращают её деформацию.
• Они действуют как теплоотвод, отводя тепло от модели.
Детали часто ориентированы под углом. Однако это увеличит и объем необходимых поддержек, время печати, и в конечном итоге общие затраты.
Деформация также может быть сведена к минимуму с помощью шаблонов лазерного спекания. Эта стратегия предотвращает накопление остаточных напряжений в любом конкретном направлении и добавляет характерную текстуру поверхности детали.
Поскольку стоимость металлической печати очень большая, для прогнозирования поведения детали во время обработки часто используются программные симуляторы. Это алгоритмы оптимизации топологии в прочем используются не только для увеличения механических характеристик и создания облегченных частей, но и для того, чтобы свести к минимуму потребности в поддержках и вероятности искривления детали.
Полые секции и легкие конструкции.
Пример печати на 3D принтере BLT
В отличие от процессов плавления с полимерным порошком, таких как SLS, большие полые секции обычно не используются в металлической печати, так как поддержки будет очень сложно удалить, если вообще возможно.
Для внутренних каналов больше, чем Ø 8 мм, рекомендуется использовать алмазные или каплевидные поперечные сечения вместо круглых, так как они не требуют построения поддержек. Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.
В качестве альтернативы полым секциям, детали могут быть выполнены с оболочкой и сердечниками, которые в свою очередь обрабатываются с использованием различной мощности лазера и скорости его проходов, что приводит к различным свойствам материала. Использование оболочки и сердечников очень полезно при изготовлении деталей с большим сплошным сечением, поскольку это значительно сокращает время печати и уменьшает вероятность деформации.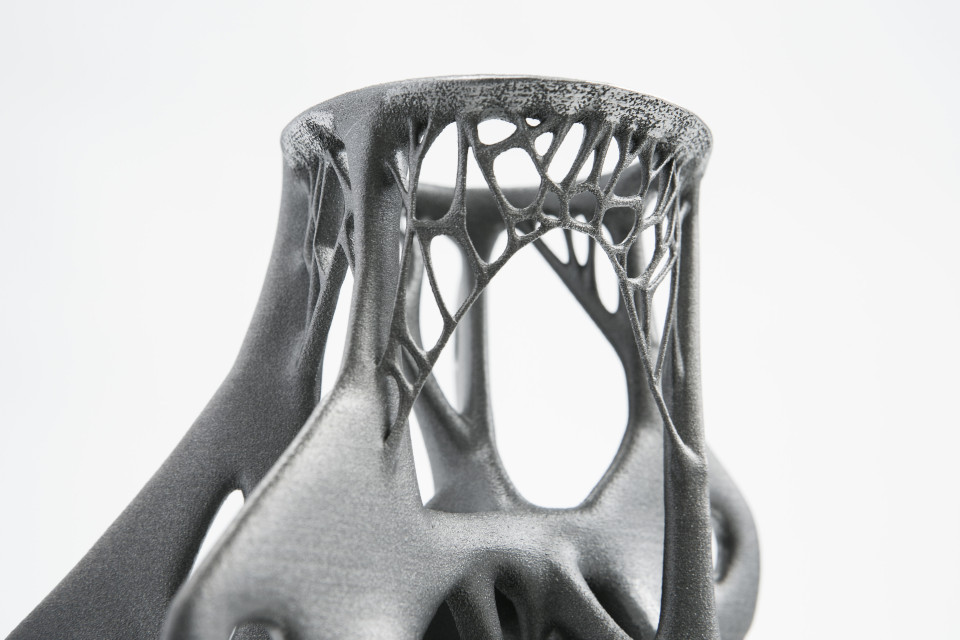
Использование решетчатой структуры является распространенной стратегией в 3D-печати металлом, для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органичных легких форм.
Расходные материалы для 3D печати металлом.
Технологии SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт, хром и инконель. Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316 стоит примерно 350-450 долларов. По этой причине минимизация объема детали и необходимость поддержек является ключом к поддержанию оптимальной стоимости производства.
Основным преимуществом металлической 3D-печати является ее совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые супер сплавы, которые очень трудно обрабатывать традиционными методами. За счет использования металлической 3D-печати для создания детали практически чистой формы — можно достичь значительной экономии средств и времени. В последствии такая деталь может быть подвергнута обработке до очень высокого качества поверхности.
Постобработка металла.
Различные методы пост. обработки используются для улучшения механических свойств, точности и внешнего вида металлических печатных изделий.
Обязательные этапы последующей обработки включают удаление рассыпного порошка и опорных конструкций, в то время как термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках ЧПУ может быть использована для критически важных элементов (таких как отверстия или резьбы). Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Преимущества и недостатки металлической 3D печати.
Плюсы:
1. 3D печать с использованием металла, может быть использована для изготовления сложных деталей на заказ, с геометрией, которую традиционные методы производства не смогут обеспечить.
2. Металлические 3D печатные детали могут быть оптимизированы, чтобы увеличить их производительность при минимальном весе.
3. Металлические 3D-печатные детали имеют отличные физические свойства, 3D принтеры по металлу могут печатать большим перечнем металлов и сплавов. Включают в себя трудно обрабатываемые материалы и металлические суперсплавы.
Минусы:
1. Затраты на изготовление, связанные с металлической 3D-печатью, высоки. Стоимость расходного материала от 500$ за 1 кг.
2. Размер рабочей области в 3D принтерах по металлу ограничен.
Размер рабочей области в 3D принтерах по металлу ограничен.
Выводы.
• 3D печать металлом наиболее подходит для сложных, штучных деталей, которые сложно или очень дорого изготовить традиционными методами, например на станке ЧПУ.
• Уменьшение потребностей в построении поддержек, значительно снизит стоимость печати при помощи металла.
• Металлические 3D-печатные детали имеют отличные механические свойства и могут быть изготовлены из широкого спектра инженерных материалов, включая суперсплавы.
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Каталог 3D принтеров по металлу BLT
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
• По электронной почте: [email protected]
• По телефону: 8(800)775-86-69
• Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.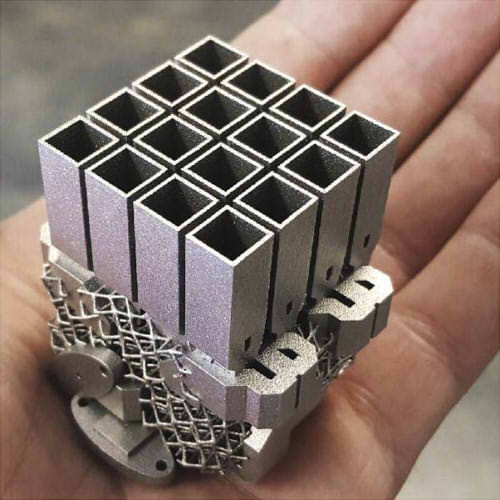 сетях:
сетях:
ВКонтакте
3D–печать металлом — основополагающее руководство
Сегодня в 3D–печати нет более актуального тренда, чем металл. Мы расскажем про металлическую печать в домашних условиях, как это делается в промышленным масштабах, о технологиях, приложениях, принтерах, процессах, ценах и материалах.
Последние несколько лет 3D–печать металлом активно набирала популярность. И это вполне естественно: каждый материал предлагает уникальное сочетание практических и эстетических качеств, может подходить для широкого круга изделий, прототипов, миниатюр, украшений, функциональных деталей и даже кухонной утвари.
Причина, по которой 3D–печать металлом стала столь популярной, заключается в том, что напечатанные объекты можно выпускать серийно. На самом деле, некоторые из напечатанных деталей так же хороши (если не лучше), как и те, которые изготавливаются традиционными способами.
При традиционном производстве работа с пластиком и металлом может оказаться довольно расточительной — появляется масса отходов, используется немало лишнего материала. Когда авиапроизводитель делает детали из металла, до 90% материала просто обрезается. 3D–напечатанные металлические детали требуют меньше энергии, а количество отходов сокращается до минимума. Немаловажно и то, что конечный напечатанный 3D–продукт оказывается до 60% легче традиционной детали. На одной только авиационной промышленности — главным образом за счет снижения веса и экономии топлива — можно сэкономить миллиарды долларов.
Когда авиапроизводитель делает детали из металла, до 90% материала просто обрезается. 3D–напечатанные металлические детали требуют меньше энергии, а количество отходов сокращается до минимума. Немаловажно и то, что конечный напечатанный 3D–продукт оказывается до 60% легче традиционной детали. На одной только авиационной промышленности — главным образом за счет снижения веса и экономии топлива — можно сэкономить миллиарды долларов.
Итак, что же нам надо знать про 3D–печать металлами?
3D–печать металлом в домашних условиях
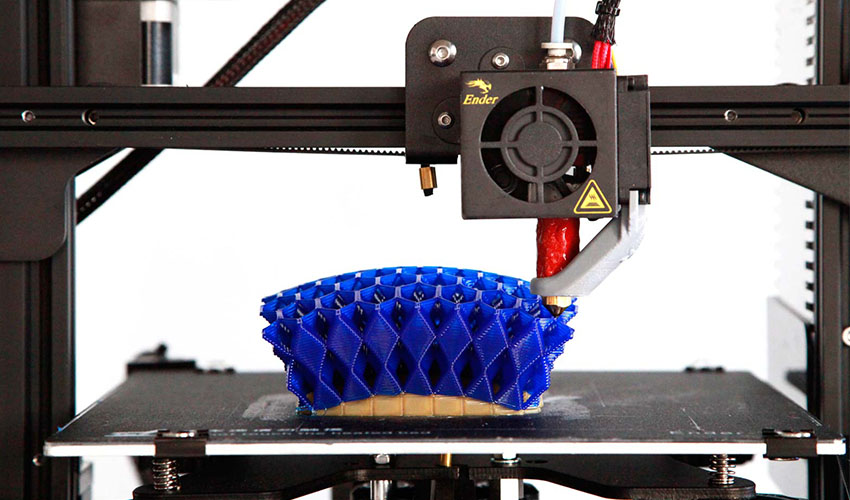
Если вы хотите изготавливать дома объекты, которые будут выглядеть, как металлические, лучше всего обратить внимание на металлизированные PLA–филаменты (Фото: colorFabb)
С чего начать, если хочется печатать металлические объекты в домашних условиях? Учитывая экстремально высокую температуру, которая требуется для настоящей 3D–печати металлом, обычным FDM 3D–принтером сделать это не получится.
Едва ли в это десятилетие появится возможность печатать жидким металлом в домашних условиях. До 2020 года у вас, вероятно, не появится дома специализированного для этих целей принтера. Но через несколько лет, по мере развития нанотехнологий, мы можем стать свидетелями существенного развития новых приложений. Это может быть 3D–печать проводящим серебром, которое будет испускаться примерно так же, как это происходит в двумерных домашних принтерах. Станет возможным даже смешивать в одном объекте различные материалы вроде пластика и металла.
До 2020 года у вас, вероятно, не появится дома специализированного для этих целей принтера. Но через несколько лет, по мере развития нанотехнологий, мы можем стать свидетелями существенного развития новых приложений. Это может быть 3D–печать проводящим серебром, которое будет испускаться примерно так же, как это происходит в двумерных домашних принтерах. Станет возможным даже смешивать в одном объекте различные материалы вроде пластика и металла.
Материалы для металлической 3D–печати в домашних условиях
Даже несмотря на то, что вы не можете печатать в домашних условиях собственно металлические объекты, можно обратиться к пластиковому филаменту, в который добавлены металлические порошки. ColorFabb, ProtoPasta и TreeD Filaments предлагают интересные композитные металло-PLA филаменты. Эти филаменты, содержащие значительный процент металлических порошков, остаются достаточно пластичными для того, чтобы ими можно было печатать при низкой температуре (от 200 до 300 по Цельсию) на практически любом 3D–принтере. В то же самое время они содержат достаточно металла, чтобы конечный объект выглядел, создавал тактильное ощущение и даже весил, как металлический. Филаменты на основе железа в определенных условиях даже ржавеют.
В то же самое время они содержат достаточно металла, чтобы конечный объект выглядел, создавал тактильное ощущение и даже весил, как металлический. Филаменты на основе железа в определенных условиях даже ржавеют.
Но можно пойти и дальше. Обычно в филамент для 3D–печати добавляется до 50 процентов металлического порошка. В голландской компании Formfutura заявляют, что им удалось добиться 85-процентного содержания металлического порошка при 15 процентах PLA. Эти филаменты называются MetalFil Ancient Bronze и Metalfil Classic Copper. Ими можно печатать даже при «умеренных» температурах от 190 до 200 градусов Цельсия.
Катушки филамента для металлической 3D–печати, в данном случае от SteelFill и CopperFill colorFabb (Сталь и бронза), Ancient Bronze (Старинная бронза) от Formfutura
Вот ключевые моменты о металлической печати в домашних условиях
- Получается уникальная металлическая поверхность и вид
- Идеальный вариант для украшений, статуэток, бытовой утвари, реплик
- Долговечность
- Объекты не гибкие (зависит от структуры)
- Объекты не растворяются
- Не считаются безопасными для продуктов питания
- Обычная температура печати: 195 — 220 °C
- Крайне малая усадка при охлаждении
- Подогрева стола не требуется
- Сложность печати высокая, требуется тонкая настройка температуры сопла, скорости подачи, постобработки
Подготовка домашнего принтера к металлической 3D–печати
Поскольку получение металлических 3D–распечаток — дело более сложное, чем обычно, вам может понадобиться сделать апгрейд сопла 3D–принтера, особенно, если речь идет о принтере начального уровня. Металлический филамент быстро его изнашивает. Существуют износостойкие хот-энды (например, E3D V6), которые сами сделаны из металла. Они могут противостоять высоким температурам и подходят к большинству принтеров. Будьте готовы к тому, что сопла придется заменять часто, потому что металлический филамент очень абразивен.
Металлический филамент быстро его изнашивает. Существуют износостойкие хот-энды (например, E3D V6), которые сами сделаны из металла. Они могут противостоять высоким температурам и подходят к большинству принтеров. Будьте готовы к тому, что сопла придется заменять часто, потому что металлический филамент очень абразивен.
Также вам нужно будет позаботиться о конечной доводке поверхности (чистке, зачистке, смазке, покрытии воском или грунтом), чтобы напечатанный металлический объект блестел как положено.
Почём металлический филамент для 3D–печати?
И почем же металлический филамент для 3D–печати? — спросите вы. Вот несколько примеров:
- 750-граммовая катушка Bronzefill от ColorFabb стоит $56,36
- 750-граммовая катушка Copperfill от ColorFabb стоит $56,36
- PLA-композит Polishable Stainless Steel от Protopasta стоит $56 за 56 граммов
- PLA-композит Rustable Magnetic Iron от Protopasta стоит $34.99 за 500 граммов
Металлическая 3D–печать в промышленности
Но что если вам требуется более качественный результат или даже полностью металлическая 3D–печать? Следует ли для бизнес-нужд приобретать реально «металлический» 3D–принтер? Мы бы не советовали — если только вы не собираетесь заниматься этим каждый день.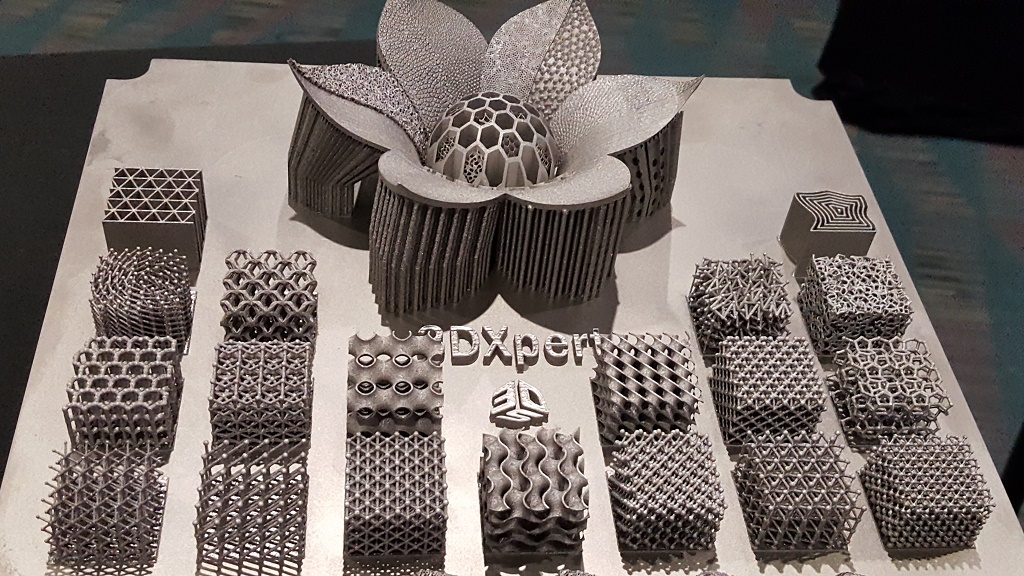 Стоит профессиональный 3D–принтер металлом дорого: аппараты фирм EOS или Stratasys обойдутся вам в 100–500 тысяч долларов. Кроме того, расходы окажутся еще больше, поскольку вам придется нанять оператора, работника для обслуживания аппарата, а также для конечной доводки распечаток (полировки, например). Просто отметьте для себя: в 2016 году приемлемого по цене металлического 3D–принтера не существовало.
Стоит профессиональный 3D–принтер металлом дорого: аппараты фирм EOS или Stratasys обойдутся вам в 100–500 тысяч долларов. Кроме того, расходы окажутся еще больше, поскольку вам придется нанять оператора, работника для обслуживания аппарата, а также для конечной доводки распечаток (полировки, например). Просто отметьте для себя: в 2016 году приемлемого по цене металлического 3D–принтера не существовало.
Снижаем затраты на металлическую 3D–печать
В случае если вы не собираетесь открывать дело по 3D–печати металлом, но вам всё же требуется профессионально выполненная на 3D–принтере металлическая деталь, лучше обратиться в соответствующую фирму, которая оказывает такие услуги. Сервисы 3D–печати, подобные Shapeways, Sculpteo и iMaterialise, предлагают прямую печать металлом.
В настоящее время при 3D–печати они работают со следующими металлическими материалами:
- алюминий
- сталь
- латунь
- медь
- бронза
- стерлинговое серебро
- золото
- платина
- титан
Если вы ювелир, вы можете также заказать восковые модели для отливки из благородных металлов.
Если говорить о восковых моделях, то в большинстве случаев именно они (с последующим расплавлением) используются при печати металлами (включая золото и серебро). Не все заказы выполняются непосредственно этими фирмами. Обычно, чтобы выполнить заказ, они обращаются к другим компаниям, специализирующимся на металлической 3D–печати. Впрочем, число подобно рода сервисов во всем мире быстро растет. Кроме того, техника для 3D–печати металлом получает все большее распространение в фирмах, которые предлагают такие услуги.
Причина, по которой крупные компании так полюбили 3D–печать, заключается в том, что на ее основе можно построить полностью автоматизированные линии, выпускающие «топологически оптимизированные» детали. Это означает, что появляется возможность точно выделять исходные материалы и делать компоненты толще лишь в том случае, если они должны выдерживать большие нагрузки. В целом масса деталей существенным образом уменьшается, а их структурная целостность при этом сохраняется.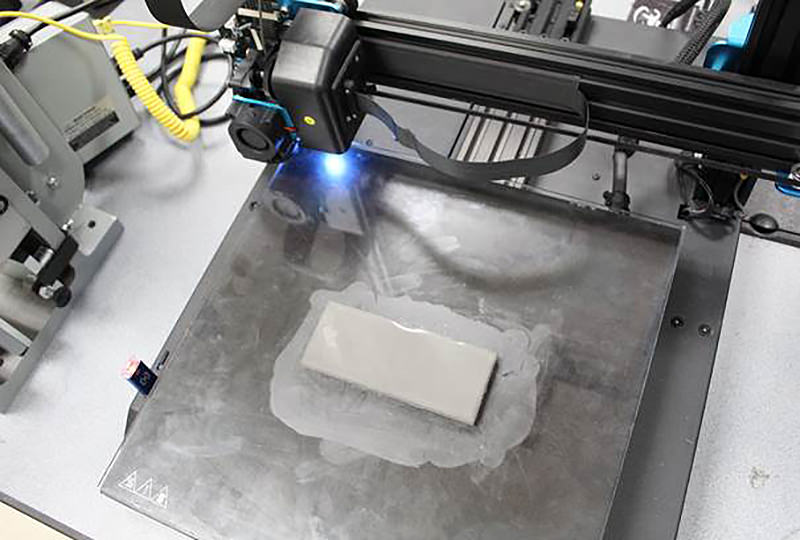 И это не единственное преимущество данной технологии. В некоторых случаях продукт получается существенно дешевле и доступным по цене практически всем.
И это не единственное преимущество данной технологии. В некоторых случаях продукт получается существенно дешевле и доступным по цене практически всем.
Имейте, пожалуйста, в виду, что 3D–печать металлом требует для моделирования специальных CAD-программ. Стоит обратить внимание на рекомендации Shapeways — 3D printing metal guidelines. Чтобы еще больше углубиться в тему, посмотрите Statasys’ information по соответствующим 3D–принтерам и нюансам металлической 3D–печати.
Вот несколько примеров цены тестовой модели Benchy при металлической 3D–печати:
- Металлический пластик: $22,44 (бывший алюмид, PLA с алюминием)
- Нержавеющая сталь: $83,75 (плакированная, полированная)
- Бронза: $299,91 (сплошная, полированная)
- Серебро: $713,47 (сплошная, зеркальной полировки)
- Золото: $87,75 (плакированная золотом, полированная)
- Золото: $12 540 (сплошная, золото 18 карат)
- Платина: $27 314 (сплошная, полированная)
Как и следовало ожидать, что цены на сплошную металлическую 3D–печать довольно высоки.
Металлическая 3D–печать. Применения
Детали авиадвигателя GE LEAP, напечатанные на 3D–принтере на фабрике Avio Aero (Фото: GE)
Есть несколько отраслей, в которых уже применяются 3D–принтеры для изготовления объектов повседневного пользования — вы можете даже не знать, что эти объекты напечатаны.
- Наиболее распространенный случай — хирургические и зубные импланты, которые в таком исполнении сегодня считаются лучшим вариантом для пациентов. Причина: они могут быть приспособлены под индивидуальные особенности.
- Другая отрасль — ювелирное дело. Тут большинство производителей отказались от 3D–печати смолой и восковой отливки, переключившись непосредственно на металлическую 3D–печать.
- Кроме того, аэрокосмическая отрасль становится все более и более зависимой от напечатанных металлических 3D–объектов. Итальянская компания Ge-AvioAero была первой, которая занялась цельнометаллической 3D–печатью. Она производит компоненты для авиадвигателей LEAP.

- Еще одна отрасль, нацеливающаяся на металлическую 3D–печать — это автомобилестроение. BMW, Audi, FCA серьезно рассматривают эту технологию, причем не только для прототипирования (для этого 3D–печать применяется уже довольно давно), но и для изготовления реальных деталей.
Однако прежде, чем металлическая 3D–печать по-настоящему пойдет на взлет, придется преодолеть некоторые препятствия. И в первую очередь это — высокая цена, которую не получается сделать ниже, чем при формовке. Также проблемой является низкая скорость изготовления.
3D–печать металлом.
Технологии
Большинство процессов 3D–печати металлом начинается с «атомизированного» порошка
Можно много говорить про «металлические» 3D–принтеры, но главными их проблемами остаются те же, что и у любых других 3D–принтеров: программные и аппаратные ограничения, оптимизация материалов и мультиматериальность. Мы не будет особо говорить о программном обеспечении, скажем только, что большинство крупных профильных софтверных компаний, таких как Autodesk, SolidWorks и solidThinking, стараются максимально упирать на то обстоятельство, что в результате процесса 3D–печати металлом можно получить какую угодно форму.
В целом, металлические напечатанные детали могут быть такими же прочными, как и детали, изготовленные по традиционным процессам. Детали, выполненные по технологии DMLS, имеют механические свойства, эквивалентные литью. Помимо этого, пористость объектов, выполненных на хорошем «металлическом» 3D–принтере, может достигать 99,5%. Вообще-то, производитель Stratasys утверждает, что 3D–напечатанные металлические детали при проверке на плотность показывают результаты выше промышленных стандартов.
3D–напечатанный металл может иметь разное разрешение. При самом высоком разрешении толщина слоя составляет 0,0008 — 0,0012″, а разрешение по X/Y — 0,012 – 0,016″. Минимальный диаметр отверстия — 0,035 — 0,045″.
Давайте, впрочем, рассмотрим, какие бывают технологии металлической 3D–печати.
Процесс металлической 3D–печати №1:
Powder Bed Fusion (расплавление в заранее сформированном слое)
Процесс металлической 3D–печати, который сегодня применяется большинством соответствующих крупных компаний, называется Powder Bed Fusion. Это название указывает на то, что некий источник энергии (лазер или другой энергетический пучок) расплавляет «атомизированный» порошок (т.е. такой металлический порошок, который тщательно измельчен на сферические частицы), в результате чего получаются слои печатаемого объекта.
Это название указывает на то, что некий источник энергии (лазер или другой энергетический пучок) расплавляет «атомизированный» порошок (т.е. такой металлический порошок, который тщательно измельчен на сферические частицы), в результате чего получаются слои печатаемого объекта.
В мире существует восемь крупных производителей металлических 3D–принтеров, в которых уже применяется данная технология; пока мы тут рассуждаем, таких компаний становится больше и больше. Большинство из них находится в Германии. Их технологии называются SLM (Selective Laser Melting — селективное лазерное сплавление) или DMLS (Direct Metal Laser Sintering — прямое лазерное спекание металлов).
Процесс металлической 3D–печати №2:
Binder Jetting (разбрызгивание связующего вещества)
При 3DP-технологии ExOne металлические объекты печатаются за счет связывания порошка перед его обжигом в горне (фото: ExOne)
Другой профессиональный подход, при котором также применяется порошковая основа, называется Binder Jetting. В этом случае слои формируются за счет склеивания металлических частиц и дальнейшего их спекания (или сплавления) в высокотемпературном горне — точно так же, как это делается с керамикой.
В этом случае слои формируются за счет склеивания металлических частиц и дальнейшего их спекания (или сплавления) в высокотемпературном горне — точно так же, как это делается с керамикой.
Еще один вариант, который тоже похож на работу с керамикой, это замешивание металлического порошка в металлическую пасту. 3D–принтер с пневматическим экструдированием (похожий на шприцевый биопринтер или недорогой пищевой принтер) формирует 3D–объекты. Когда требуемая форма достигнута, объект отправляется в печь, т.е. в горн.
Этот подход применяется в Mini Metal Maker, видимо, единственном недорогом «металлическом» 3D–принтере.
Процесс металлической 3D–печати №3:
Metal Deposition (нанесение слоя металла)
Может показаться, что единственный процесс 3D–печати, который остается в стороне от работы с металлами, это послойное наплавление. Это не совсем так. Разумеется, на каком-то настольном устройстве просто наплавлять металлические нити на основу не получится. Однако очень крупные металлургические компании это могут. И делают. Есть два варианта работы при «наплавлении металла».
Однако очень крупные металлургические компании это могут. И делают. Есть два варианта работы при «наплавлении металла».
Один называется DED (Directed Energy Deposition — осаждение материала при помощи направленного энергетического воздействия) или Laser Cladding (лазерное плакирование, наплавка). Здесь для расплавления металлического порошка, который медленно выпускается и застывает в виде слоя, применяется лазерный луч, а порошок подается при помощи роботизированной руки.
Обычно весь процесс идет в закрытой камере, но в проекте MX3D при строительстве полноразмерного моста использованы приемы привычной 3D–печати. Другой вариант наплавления металла называется EBAM (Electron Beam Additive Manufacturing — аддитивная технология электронного пучка), который по сути является пайкой, при которой для расплавления 3-миллиметровой титановой проволоки применяется очень мощный электронный пучок, а расплавленный металл образует очень крупные готовые структуры. Что касается этой технологии, то ее подробности известны пока только военным.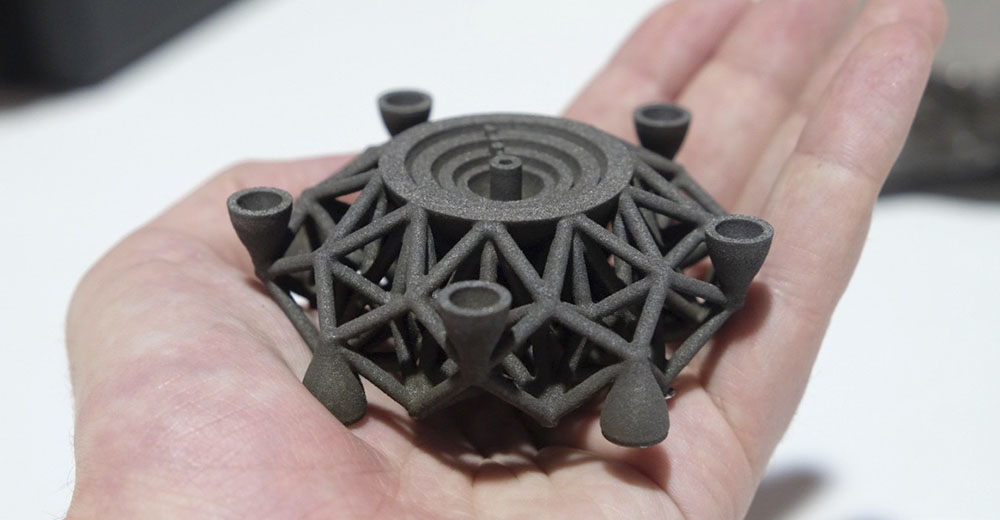
Металлическая 3D–печать. Металлы
Металл для 3D–печати №1: Титан
Чистый титан (Ti64 или TiAl4V) — один из наиболее часто применяемых для 3D–печати металлов, он определенно один из самых универсальных, он прочен и легок. Титан задействуется как при процессе расплавления в заранее сформированном слое, так и при процессе разбрызгивания связующего вещества и применяется главным образом в медицинской промышленности (для изготовления персональных протезов), а также в аэрокосмической отрасли, автомобилестроении и в станкостроении (для изготовления деталей и прототипов). Но есть одна проблема. Титан очень химически активен и в порошкообразном виде легко взрывается. Поэтому необходимо, чтобы титановая 3D–печать проходила в вакууме или в аргоновой среде.
Металл для 3D–печати №2: Нержавеющая сталь
Нержавеющая сталь — один из наиболее дешевых металлов для 3D–печати. В то же время она очень прочна и может применяться в широком спектре производственных и даже художественно-дизайнерских приложений. Используемый тип стального сплава содержит также кобальт и никель, его очень трудно сломать, при этом он обладает очень высокой эластичностью. Нержавеющая сталь используется почти исключительно в промышленности.
Используемый тип стального сплава содержит также кобальт и никель, его очень трудно сломать, при этом он обладает очень высокой эластичностью. Нержавеющая сталь используется почти исключительно в промышленности.
Металл для 3D–печати №3: Инконель
Инконель — это суперсплав, выпускаемый компанией Special Metals Corporation, ее зарегистрированная торговая марка. Сплав состоит в основном из никеля и хрома и очень термостоек. Поэтому его применяют в нефтяной, химической и аэрокосмической (для черных ящиков) отраслях.
Металл для 3D–печати №4: Алюминий
Из-за легкости и многофункциональности алюминий очень популярен в 3D–печати. Обычно используются сплавы на основе алюминия.
Металл для 3D–печати №5: Кобальт-хром
Этот сплав обладает очень высокой удельной прочностью (т.е. прочностью, деленной на плотность, что в целом показывает силу, которую требуется приложить на единицу площади для разрыва). Он чаще всего используется в производстве турбин, зубных и ортопедических имплантов, везде, где 3D–печать стала доминирующей технологией.
Металл для 3D–печати №5. Медь и бронза
За некоторыми исключениями медь и бронза применяются в процессах воскового выплавления, в процессе расплавления в слое — редко. Дело заключается в том, что эти металлы не очень подходят для промышленности, они чаще применяются при изготовлении произведений искусства и поделок. На colorFabb предлагаются оба металла — в качестве основы специального металлического филамента.
Металл для 3D–печати №6. Железо
Железо, в т.ч. магнитное, тоже в основном используется как добавка к филаментам на базе PLA, которые производятся, например, ProtoPasta и TreeD.
Металл для 3D–печати №7. Золото, серебро и другие благородные металлы
Большинство компаний, занимающихся процессом расплавления в заранее сформированном слое, могут задействовать при 3D–печати такие благородные металлы, как золото, серебро и платину. Здесь наряду с сохранением эстетических свойств материалов важно добиться оптимизации работы с дорогим исходным порошком.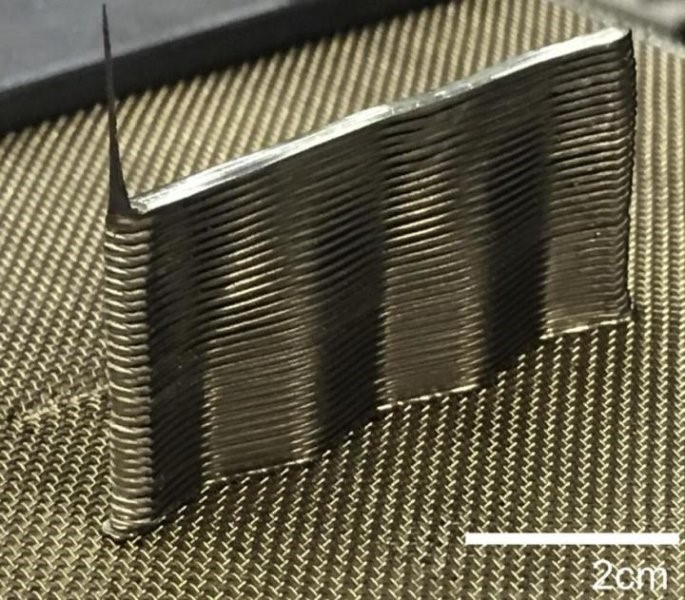 3D–печать благородными металлами требуется для ювелирного дела, медицинских приложений и электроники.
3D–печать благородными металлами требуется для ювелирного дела, медицинских приложений и электроники.
Металлическая 3D–печать. Принтеры
Даже не сомневайтесь — приобретение металлического 3D–принтера не пройдет бесследно для вашего бюджета. Обойдется он как минимум в 100–250 тысяч долларов. Приводим список разнообразных «металлических» принтеров, некоторые из которых можно встретить в фирмах, предоставляющих услуги 3D–печати.
Металлический 3D–принтер №1:
Sciaky EBAM 300 — печать металлическим филаментом
Если вам требуется печатать по-настоящему крупные металлические конструкции, лучше всего остановить свой выбор на Sciaky’s EBAM technology. По заказу может быть выстроен аппарат практически любых размеров. Такая техника используется главным образом в аэрокосмической отрасли и военными.
Самый крупный из серийных принтеров Sciaky — это EBAM 300. Он печатает объекты в объеме 5791 × 1219 × 1219 мм.
В компании утверждают, что EBAM 300 является также одним из самых быстрых имеющихся в продаже промышленных 3D–принтеров. Трехметрового размера титановая деталь для самолета печатается на нем за 48 часов, при этом расход материала составляет около 7 кг в час. Вообще, кованные детали, на которые обычно уходит 6-12 месяцев, на этом 3D–принтере могут быть сделаны за 2 дня.
Применяемая в Sciaky уникальная технология использует высокоэнергетический электронный пучок, который плавит 3-миллиметровый титановый прут, стандартная скорость наплавления составляет от 3 до 9 кг в час.
Металлический 3D–принтер №2:
Fabrisonic UAM — ультразвуковая 3D–печать
Другой способ печати крупных металлических деталей — UAM (Ultrasound Additive Manufacturing Technology — ультразвуковая аддитивная технология) от Fabrisonic. Аппараты этой фирмы представляют собой трехосные фрезы с ЧПУ, к которым добавлены сварочные головки для аддитивности процесса.
Металлические слои сначала разрезаются, а потом свариваются ультразвуком. Самый большой принтер Fabrisonic 7200 работает в объеме 2 × 2 × 1,5 м.
Металлический 3D–принтер №3:
Concept Laser XLine 1000 — 3D–печать металлическим порошком
Самый крупный на рынке 3D–принтер, работающий с металлическим порошком, — это Concept Laser XLine 1000. Он имеет объем моделирования — 630 × 400 × 500 мм, а сам размером с дом.
Выпускающая его немецкая компания, один из главных поставщиков 3D–принтеров для аэрокосмических гигантов вроде Airbus, недавно представила новый аппарат — Xline 2000.
В этом оборудовании задействовано два лазера, а рабочий объем составляет 800 × 400 × 500 мм. Используется лазерная технология LaserCUSING (вариант селективного лазерного сплавления) от Concept Laser, которая позволяет печатать сплавами стали, алюминия, никеля, титана, благородных металлов и даже некоторыми чистыми веществами (титан и высокосортная сталь).
Металлическая 3D–печать. Сервисы
В мире существует более 100 компаний, предлагающих услуги металлической 3D–печати. Перечислим наиболее популярные сервисы для потребительских нужд.
Сервис металлической 3D–печати №1: Shapeways
Самый популярный в мире сервис 3D–печати Shapeways предлагает два вида услуг. Как потребитель вы можете сделать свой выбор среди большого ассортимента профессионально спроектированных объектов, кастомизировать их, после чего заказывать их печать по вашим спецификациям. Как и другие сервисы 3D–печати, Shapeways предлагает площадку для дизайнеров, чтобы они могли продавать и печатать свои работы. Shapeways также хорошее место для быстрого прототипирования: клиенты выигрывают за счет принтеров промышленного уровня (EOS, 3D Systems) и персональной технической поддержки.
Металлы для 3D–печати: алюминий, латунь, бронза, золото, платина, плакировка благородными металлами, серебро, сталь. Предлагаются также восковые формы для ювелирных целей.
Сервис металлической 3D–печати №2: Sculpteo
Подобно Shapeways и i.materialise, Sculpteo — онлайн-сервис 3D–печати, который позволяет каждому желающему закачивать 3D–модели и направлять их на изготовление из широкого спектра материалов. Как и конкуренты, Sculpteo предоставляет свою площадку для любителей и профессионалов, которые могут демонстрировать и продавать свои дизайнерские решения. В конюшне принтеров Sculpteo — высокопрофессиональные машины от 3D Systems, EOS, Stratasys и ZCorp. Обширная техническая документация поможет выявить недочеты в дизайне и подобрать для проекта правильный материал.
Металлы для 3D–печати: алюмид (пластик с частицами алюминия), латунь, серебро.
Сервис металлической 3D–печати №3: iMaterialise
Materialise — это компания, которая работает с промышленными клиентами, занимаясь прототипированием 3D–печатной продукции. Для простых пользователей и дизайнеров Materialise предлагает онлайн-сервис 3D–печати под названием i. materialise. Как и в случае Shapeways, этот сервис позволяет всем закачивать свои 3D–проекты и распечатывать их. Как только объект загружен и успешно напечатан, дизайнер может выставить его на продажу либо в галерее онлайн-магазина i.materalise, либо встроив определенный код в свой сайт.
materialise. Как и в случае Shapeways, этот сервис позволяет всем закачивать свои 3D–проекты и распечатывать их. Как только объект загружен и успешно напечатан, дизайнер может выставить его на продажу либо в галерее онлайн-магазина i.materalise, либо встроив определенный код в свой сайт.
Металлы для 3D–печати: алюмид (пластик с алюминиевым порошком), латунь, бронза, медь, золото, серебро, сталь, титан.
Сервис металлической 3D–печати №4: 3D Hubs
Через 3D Hubs вы можете искать частных лиц и фирмы, которые в вашем регионе предлагают услуги 3D–печати, закачивать STL-файлы (которые немедленно оцениваются на предмет недочетов) и непосредственно связываться с поставщиками услуг для выполнения работы. Онлайн-услуга 3D–печати позволяет также сортировать предложения по материалам, клиентскому рейтингу, удаленности и множеству других параметров. Какой бы объект вы ни пожелали напечатать, скорее всего, найдется кто-то неподалеку, кто сможет это сделать. Значительное количество материалов может быть напечатано в промышленном качестве, у таких материалов в поле поиска имеется пометка HD.
Значительное количество материалов может быть напечатано в промышленном качестве, у таких материалов в поле поиска имеется пометка HD.
Металлы для 3D–печати: алюминий, бронза, кобальт-хром, нержавеющая сталь, титан.
Программное обеспечение Eiger для 3D-печати | Markforged
Перейти к навигации
Eiger™
Ведущее программное обеспечение для цифрового производства для трансформации бизнеса.
Попробуйте сами
Производите детали по запросу и в момент необходимости с помощью первой подключенной безопасной платформы для аддитивного производства.
Моделирование избавляет от догадок при 3D-печати
Попробуйте симуляцию
От проекта к детали — легко и быстро
Eiger — это интегрированная подключенная платформа, предназначенная для быстрого перехода от CAD к функциональной детали. Рабочие процессы программного обеспечения для 3D-печати на основе браузера безопасны, быстры и интуитивно понятны.
Попробуйте сами
Печать с использованием волокон, композитов и металлов
Eiger, наше программное обеспечение для 3D-печати, позволяет нарезать и печатать композитные детали, армированные непрерывными волокнами и металлами. Вы можете подготовить детали к печати одним щелчком мыши или углубиться в настройки деталей, чтобы оптимизировать конечный продукт.
Удобное взаимодействие с принтерами
Программное обеспечение Eiger полностью интегрируется со всеми 3D-принтерами Markforged, что позволяет создавать сборки, печатать детали и отслеживать отпечатки в едином рабочем процессе.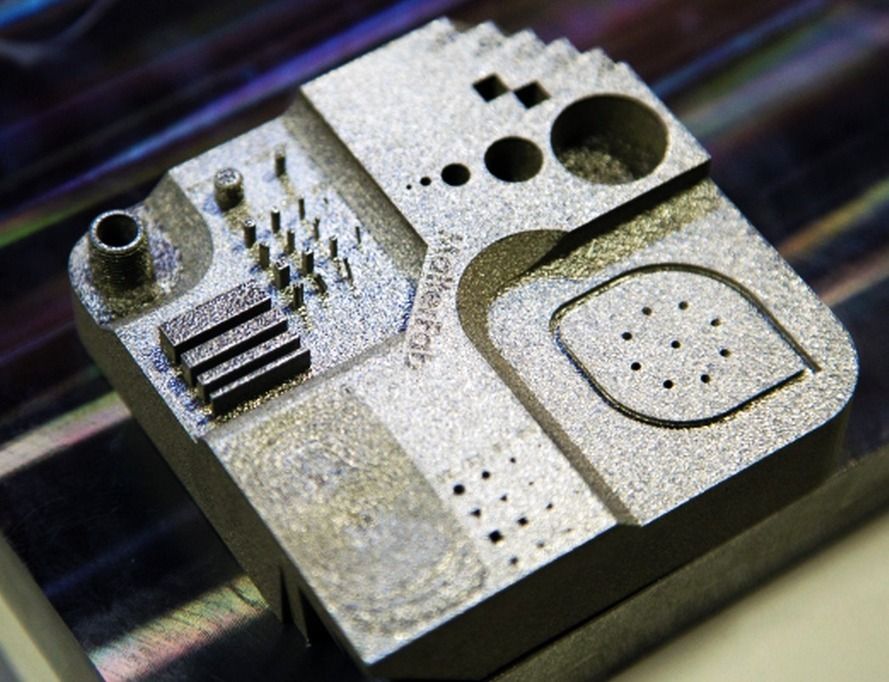
Настройка размещения опор
Eiger упрощает автоматическое создание опор, оптимизированных для большинства деталей. Используя переопределения поддержки, вы можете выбрать, где разместить опоры, чтобы избежать внутренних каналов, небольших выступов или резьбы или обеспечить дополнительную поддержку.
Попробуйте сами
Проверка прочности деталей и оптимизация параметров печати с помощью Simulation
Внедрение 3D-печати в инструменты и приложения для конечного использования требует полной уверенности в прочности деталей. Традиционно для этого требовались длительные циклы тестирования «проектирование-распечатка» или дорогостоящее программное обеспечение для анализа. Моделирование избавляет от догадок из 3D-печати, интегрируя виртуальное тестирование и оптимизацию времени/затрат в наш знакомый рабочий процесс срезов и печати.
Удобное хранение деталей и доступ к ним
Защищенная библиотека деталей позволяет динамически управлять инженерными проектами любого размера, включая управление версиями.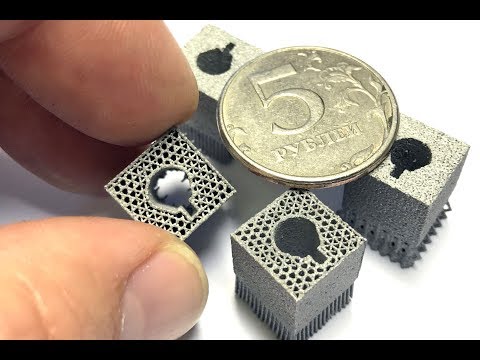 Файлы деталей Eiger надежно хранятся и могут быть проверены, отредактированы и распечатаны в любом месте.
Файлы деталей Eiger надежно хранятся и могут быть проверены, отредактированы и распечатаны в любом месте.
Попробуйте сами
Управляйте проектами с помощью простых организационных функций
Упорядочивайте и группируйте свои детали интуитивно понятным и простым способом с помощью папок. Организуйте детали и проекты в алфавитном порядке, по дате создания или по дате редактирования.
Всегда находите нужные детали
Простые в использовании фильтры сортируют детали по названию, материалу или пользователю, что позволяет быстро найти нужную деталь в нужное время.
Добейтесь успеха благодаря мониторингу в режиме реального времени
Единое место для управления парком принтеров в режиме реального времени, будь то в одном месте или по всему миру. Воспользуйтесь преимуществами автоматических обновлений, получая аналитику, данные об использовании и оперативную телеметрию в одном месте.
Попробуйте сами
Мониторинг устройств в режиме реального времени
Eiger позволяет вам контролировать любое подключенное устройство в вашей организации из любой точки мира. Получайте обновления в режиме реального времени о ходе выполнения важных проектов.
Успех клиентов, встроенный
Обновления программного обеспечения для 3D-печати Eiger автоматически отправляются в вашу организацию, открывая новые функции и постоянно повышая производительность принтера. Поддержка полностью интегрирована в работу с программным обеспечением и доступна напрямую как со страниц деталей, так и со страниц принтера.
Eiger Core
Разработан, чтобы помочь вам и вашим командам быстро перейти от САПР к прочным и функциональным деталям, которые можно совместно использовать и повторять.
Попробуйте Eiger
Eiger Fleet
Предназначен для масштабирования операций аддитивного производства за счет централизованного контроля над принтерами, пользователями, деталями и рабочими процессами.
Узнать больше
Автономный Eiger
Предназначен для быстрого перехода от САПР к прочным и функциональным деталям, когда доступ в Интернет прерывается или ограничен.
Узнать больше
Узнайте об онлайн- и офлайн-операциях программного обеспечения в Eiger Deployment Options and Data Security
Изучите основы программного обеспечения для 3D-печати в книге «От рисунка к детали: пошаговое руководство по 3D-печати»
Кузнец —
Доверяйте свои детали прямо с печатной платформы благодаря контролю качества в процессе
Революционное программное обеспечение Markforged Blacksmith повышает качество деталей и обеспечивает проверку деталей в режиме реального времени и с документированием, гарантируя, что распечатанная деталь подходит для работы.
Узнать больше
Совместная работа и масштабируемость
Делитесь деталями между командами. Запускайте и контролируйте печать из любого места в защищенной подключенной инфраструктуре.
Запускайте и контролируйте печать из любого места в защищенной подключенной инфраструктуре.
Продуктивность с первого дня
Готовое решение для любого уровня квалификации и многофункциональное, когда вам это нужно. Это мощно — не сложно.
Постоянное улучшение
Автоматические обновления программного обеспечения постоянно улучшают ваше оборудование и детали. Мы всегда добавляем новые функции и улучшаем существующие.
Безопасность, встроенная в ваш рабочий процесс
Модель безопасности нашего программного обеспечения, инфраструктура мирового масштаба и уникальные возможности для инноваций помогут обеспечить безопасность вашей организации и соответствие требованиям.
Уже являетесь клиентом Markforged?
Начнем.
Поговорите с экспертом
Запросить демо
Попробуйте программное обеспечение
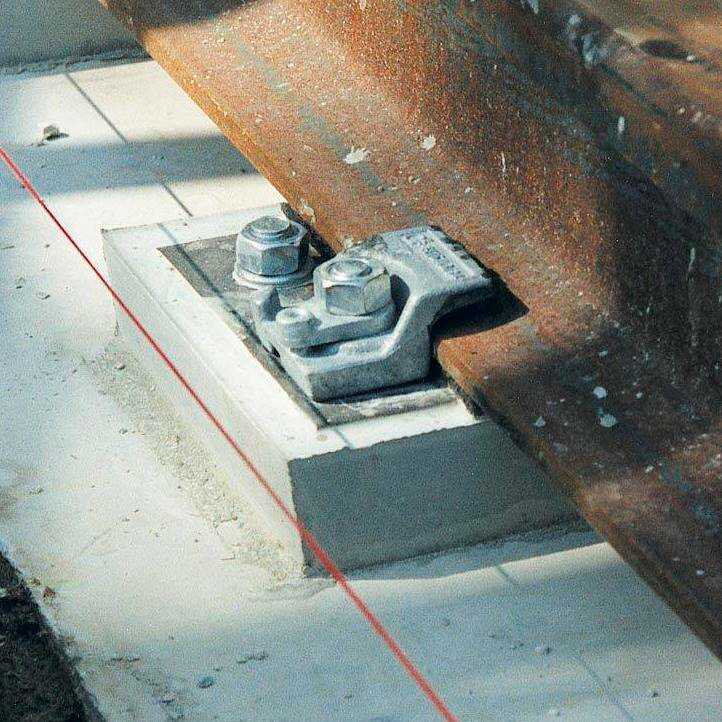
Angus 3D Solutions: ключ с малым зазором
Обзоры приложений
Скачать PDF
Angus 3D Solutions — шотландская компания, занимающаяся 3D-сканированием, 3D-печатью и производством.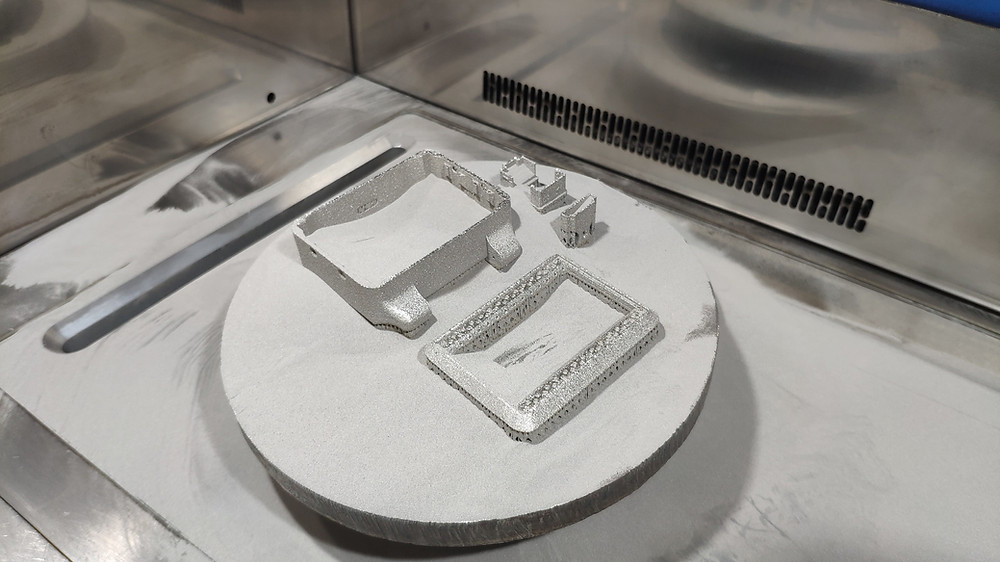 Они помогают частным лицам, малым предприятиям и глобальным компаниям в различных отраслях промышленности создавать детали, которые часто нецелесообразно изготавливать с использованием традиционных производственных технологий. Недавно компания обратилась в Angus 3D Solutions со срочным запросом: клиенту из нефтегазовой отрасли требовались специализированные детали, доставленные на его морскую буровую установку в течение 6 дней. У клиента был новый инструмент, но он не мог его собрать или протестировать, потому что у него не было подходящих гаечных ключей с малым зазором. Детали должны были быть изготовлены на заказ и отправлены ближайшим доступным морским транспортом.
Они помогают частным лицам, малым предприятиям и глобальным компаниям в различных отраслях промышленности создавать детали, которые часто нецелесообразно изготавливать с использованием традиционных производственных технологий. Недавно компания обратилась в Angus 3D Solutions со срочным запросом: клиенту из нефтегазовой отрасли требовались специализированные детали, доставленные на его морскую буровую установку в течение 6 дней. У клиента был новый инструмент, но он не мог его собрать или протестировать, потому что у него не было подходящих гаечных ключей с малым зазором. Детали должны были быть изготовлены на заказ и отправлены ближайшим доступным морским транспортом.
Конечный клиент Angus 3D Solutions планировал использовать обычного производителя для решения проблемы своего клиента. Но когда они поняли, что производителю потребуется 2-3 недели, чтобы изготовить ключи, они решили изучить более быстрые альтернативы. Именно тогда они обратились к Angus 3D Solutions. Их клиент доставил ключи всего за 3 дня с помощью системы Markforged Metal X (по сравнению с 10-дневным сроком изготовления с использованием технологии лазерной сварки в порошковом слое). Это позволило клиенту доставить ключи на морскую нефтяную вышку в течение 6 дней, что привело к экономии 25 тысяч долларов США на транспортных расходах для клиента Angus 3D Solutions, не говоря уже о потенциальной экономии миллионов долларов на незапланированных простоях для заказчик нефти и газа.
Это позволило клиенту доставить ключи на морскую нефтяную вышку в течение 6 дней, что привело к экономии 25 тысяч долларов США на транспортных расходах для клиента Angus 3D Solutions, не говоря уже о потенциальной экономии миллионов долларов на незапланированных простоях для заказчик нефти и газа.
В 2021 году Markforged выпустила Next Day Metal для всего своего парка металлических 3D-принтеров. Это беспроводное (OTA) обновление программного обеспечения позволяет пользователям печатать те же высококачественные детали за короткое время. Увеличение скорости производства является ключевым фактором для таких производителей, как Angus 3D Solutions, которые часто получают срочные заказы на детали в последнюю минуту. С помощью Next Day Metal компании могут печатать такие детали, как гаечные ключи с малым зазором, в одночасье, что сокращает время ожидания клиентов на два дня.
Скачать PDF
Авторские права на все блоги и информацию, содержащуюся в этих блогах, принадлежат Markforged, Inc.
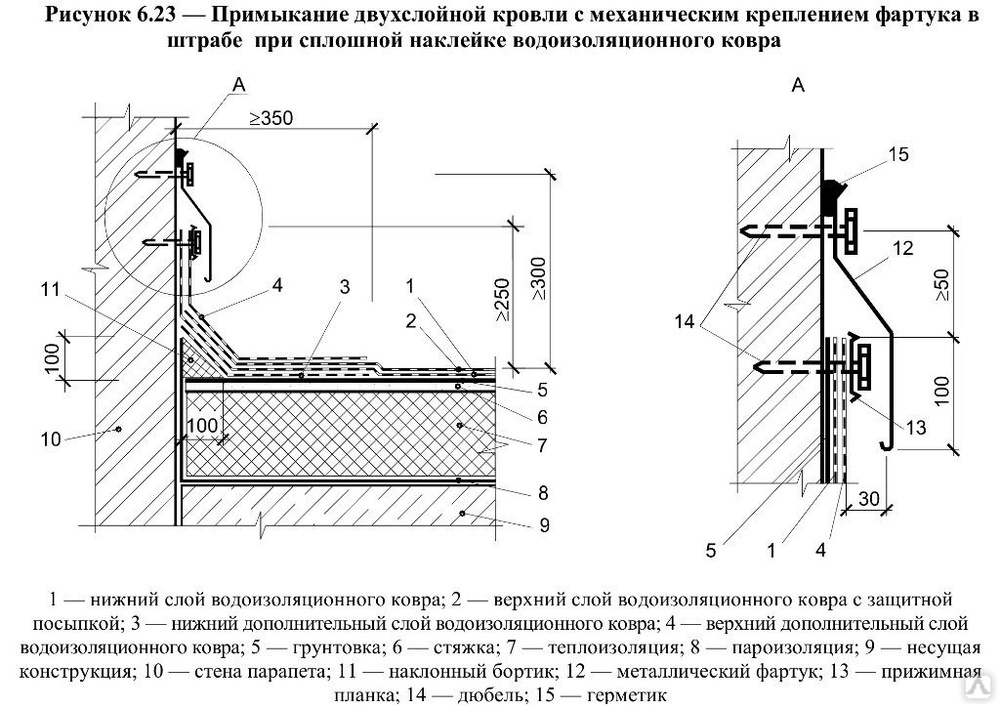
 Одно дело прикатать рулонку по горизонтали без примыканий, и совсем другое – работать на стенах.
Одно дело прикатать рулонку по горизонтали без примыканий, и совсем другое – работать на стенах. В том смысле, что напрягать мозги и отвечать на такие вопросы не следует.
В том смысле, что напрягать мозги и отвечать на такие вопросы не следует.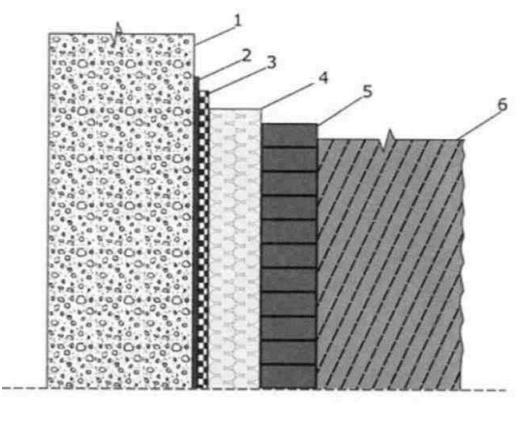
 Вода по прежнему проникает в стены, что приводит к выщелачиванию бетона. Вода внутри бетона при замерзании расширяется и разрушает стены. Это происходит на глубину промерзания, если не была предусмотрена теплоизоляция гидроизоляции и утепленная широкая отмостка. О морозном пучении грунта и про глубину промерзания рассказывается здесь.
Вода по прежнему проникает в стены, что приводит к выщелачиванию бетона. Вода внутри бетона при замерзании расширяется и разрушает стены. Это происходит на глубину промерзания, если не была предусмотрена теплоизоляция гидроизоляции и утепленная широкая отмостка. О морозном пучении грунта и про глубину промерзания рассказывается здесь. Тогда через какое-то время на стенах подвала появятся пузыри или по полу образуются вздутия. Если их проколоть, оттуда потечёт вода. Почему?
Тогда через какое-то время на стенах подвала появятся пузыри или по полу образуются вздутия. Если их проколоть, оттуда потечёт вода. Почему?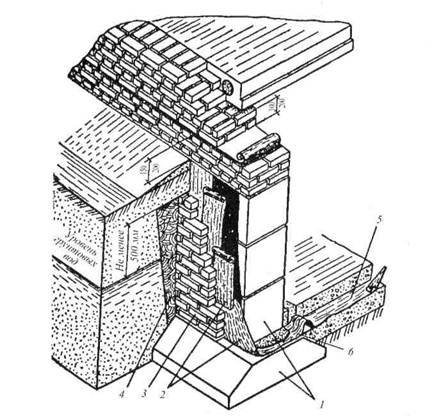 И таких полостей может быть множество. Гипотетически, когда-нибудь от стены может оторвать гидроизоляцию по всей поверхности.
И таких полостей может быть множество. Гипотетически, когда-нибудь от стены может оторвать гидроизоляцию по всей поверхности. Сопротивляться напору воды может новая стенка в полкирпича или в кирпич или монолитная стена или еще что-нибудь аналогичное. Монументальность и толщина прижимной стенки зависят от предполагаемого напора воды.
Сопротивляться напору воды может новая стенка в полкирпича или в кирпич или монолитная стена или еще что-нибудь аналогичное. Монументальность и толщина прижимной стенки зависят от предполагаемого напора воды. b2bb2c.ru про гидроизоляцию подвала.
b2bb2c.ru про гидроизоляцию подвала. Хорошая устойчивость и надёжная амортизация такого фундамента покрывают его немногочисленные недостатки, однако с одним из недостатков надо бороться ещё на стадии строительства.
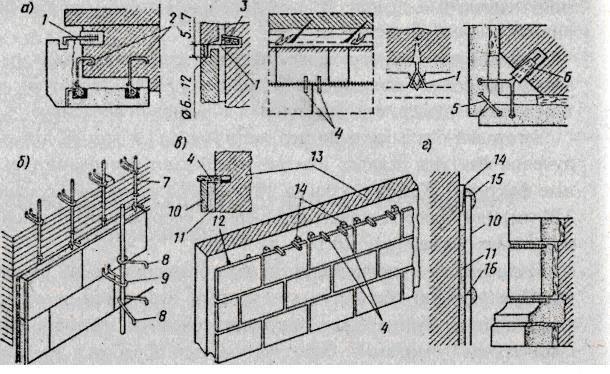
Хорошая устойчивость и надёжная амортизация такого фундамента покрывают его немногочисленные недостатки, однако с одним из недостатков надо бороться ещё на стадии строительства. Эта гидроизоляция уже в процессе засыпки котлована довольно часто бывает повреждена.
Эта гидроизоляция уже в процессе засыпки котлована довольно часто бывает повреждена. Подготовка поверхности в этом случае не нужна, только лишь очистка от пыли.
Подготовка поверхности в этом случае не нужна, только лишь очистка от пыли. Поэтому для изготовления таких столбов или свай применяется влагостойкий бетон.
Поэтому для изготовления таких столбов или свай применяется влагостойкий бетон.

 Хотя есть множество вариантов, которые жители Нью-Йорка могут использовать, чтобы сделать небольшие квартиры удобными для соседей по комнате, один из самых популярных «трюков», который обычно используется, — это возведение временных стен, чтобы удобно разделить жилое пространство. Временные стены могут включать в себя установку частичной стены, стены с книжными полками или временной стены под давлением, все из которых привносят немного уединения в общее жилое пространство.
Хотя есть множество вариантов, которые жители Нью-Йорка могут использовать, чтобы сделать небольшие квартиры удобными для соседей по комнате, один из самых популярных «трюков», который обычно используется, — это возведение временных стен, чтобы удобно разделить жилое пространство. Временные стены могут включать в себя установку частичной стены, стены с книжными полками или временной стены под давлением, все из которых привносят немного уединения в общее жилое пространство. В частности, не мешает работе вентиляции, спринклерной системы и путей эвакуации (выходов) в квартиру. Временные герметичные стены также называют гибкими стенами. В течение многих лет жители Нью-Йорка использовали временные герметичные стены в качестве своего рода первоклассной перегородки.
В частности, не мешает работе вентиляции, спринклерной системы и путей эвакуации (выходов) в квартиру. Временные герметичные стены также называют гибкими стенами. В течение многих лет жители Нью-Йорка использовали временные герметичные стены в качестве своего рода первоклассной перегородки.
 В результате DOB Нью-Йорка пришлось оценить использование герметичных стен и внедрить положения об их использовании в правилах эксплуатации жилья. Следовательно, некоторые домовладельцы теперь не решаются разрешить временные герметичные стены. Хотя некоторые из них могут по-прежнему разрешать установку сплошной стены, домовладельцы стали гораздо чаще одобрять только частичные стены и стены книжных полок из-за того, что ни для того, ни для другого не требуется такая же бюрократия для установки полной стены. На самом деле, установка полной, герметичной стены требует прыжков через все те же обручи, что и установка постоянной стены, что означает получение одобрения от DOB.
В результате DOB Нью-Йорка пришлось оценить использование герметичных стен и внедрить положения об их использовании в правилах эксплуатации жилья. Следовательно, некоторые домовладельцы теперь не решаются разрешить временные герметичные стены. Хотя некоторые из них могут по-прежнему разрешать установку сплошной стены, домовладельцы стали гораздо чаще одобрять только частичные стены и стены книжных полок из-за того, что ни для того, ни для другого не требуется такая же бюрократия для установки полной стены. На самом деле, установка полной, герметичной стены требует прыжков через все те же обручи, что и установка постоянной стены, что означает получение одобрения от DOB.
 Имейте в виду, что стена не может быть установлена, пока DOB не выдаст разрешение.
Имейте в виду, что стена не может быть установлена, пока DOB не выдаст разрешение.
 Использование компании, с которой ваш арендодатель работал в прошлом, может значительно упростить весь процесс.
Использование компании, с которой ваш арендодатель работал в прошлом, может значительно упростить весь процесс. Потратьте дополнительное время, чтобы убедиться, что вы найдете уважаемую компанию.
Потратьте дополнительное время, чтобы убедиться, что вы найдете уважаемую компанию. Для тех, кто думает о создании еще одной комнаты в своем доме или бизнесе, герметичная стена является правильным решением по нескольким причинам.
Для тех, кто думает о создании еще одной комнаты в своем доме или бизнесе, герметичная стена является правильным решением по нескольким причинам. Одного давления более чем достаточно, чтобы удерживать стену на месте, не повреждая окружающие материалы.
Одного давления более чем достаточно, чтобы удерживать стену на месте, не повреждая окружающие материалы.

 Сегодня она включает в себя мощное оборудование, передовое ПО и инструменты, межотраслевые платформы и обширную сеть приложений сторонних производителей.
Сегодня она включает в себя мощное оборудование, передовое ПО и инструменты, межотраслевые платформы и обширную сеть приложений сторонних производителей.
 Вы также получите доступ к ПО NVIDIA RTX Desktop Manager для управления рабочим столом с такими функциями, как гибкая привязка окон, профили пользователей, управление окнами и поддержка горячих клавиш, призванными обеспечить полный контроль над рабочим столом.
Вы также получите доступ к ПО NVIDIA RTX Desktop Manager для управления рабочим столом с такими функциями, как гибкая привязка окон, профили пользователей, управление окнами и поддержка горячих клавиш, призванными обеспечить полный контроль над рабочим столом.
 Barthélemy St. Helena St. Kitts & Nevis St. Lucia St. Martin St. Pierre & Miquelon St. Vincent & Grenadines Sudan Suriname Svalbard & Jan Mayen Swaziland Sweden Switzerland Syria São Tomé & Príncipe Taiwan Tajikistan Tanzania Thailand Togo Tokelau Tonga Trinidad & Tobago Tristan da Cunha Tunisia Turkey Turkmenistan Turks & Caicos Islands Tuvalu U.S. Outlying Islands U.S. Virgin Islands Uganda Ukraine United Arab Emirates United Kingdom United States Uruguay Uzbekistan Vanuatu Vatican City Venezuela Vietnam Wallis & Futuna Western Sahara Yemen Zambia Zimbabwe Åland Islands
Barthélemy St. Helena St. Kitts & Nevis St. Lucia St. Martin St. Pierre & Miquelon St. Vincent & Grenadines Sudan Suriname Svalbard & Jan Mayen Swaziland Sweden Switzerland Syria São Tomé & Príncipe Taiwan Tajikistan Tanzania Thailand Togo Tokelau Tonga Trinidad & Tobago Tristan da Cunha Tunisia Turkey Turkmenistan Turks & Caicos Islands Tuvalu U.S. Outlying Islands U.S. Virgin Islands Uganda Ukraine United Arab Emirates United Kingdom United States Uruguay Uzbekistan Vanuatu Vatican City Venezuela Vietnam Wallis & Futuna Western Sahara Yemen Zambia Zimbabwe Åland Islands Я могу отказаться от подписки в любой момент.
Я могу отказаться от подписки в любой момент.
 Технологии должны сделать жизнь наших граждан более безопасной, процветающей и полезной, решая некоторые из самых серьезных общих мировых проблем, таких как справедливый рост, изменение климата, энергетическая безопасность и пандемические заболевания. Мы стремимся развивать открытую, доступную и безопасную технологическую экосистему, основанную на взаимном доверии и уверенности, и призываем все страны поддержать следующие принципы:
Технологии должны сделать жизнь наших граждан более безопасной, процветающей и полезной, решая некоторые из самых серьезных общих мировых проблем, таких как справедливый рост, изменение климата, энергетическая безопасность и пандемические заболевания. Мы стремимся развивать открытую, доступную и безопасную технологическую экосистему, основанную на взаимном доверии и уверенности, и призываем все страны поддержать следующие принципы:
.jpg) Разработчики технологий также должны внедрять подходы к безопасности и защите в соответствии с проектом, чтобы надежные методы обеспечения безопасности и защиты были частью процесса разработки технологий. Незаконная передача или кража технологий — это распространенная проблема, которая подрывает саму основу глобального технологического развития и требует решения.
Разработчики технологий также должны внедрять подходы к безопасности и защите в соответствии с проектом, чтобы надежные методы обеспечения безопасности и защиты были частью процесса разработки технологий. Незаконная передача или кража технологий — это распространенная проблема, которая подрывает саму основу глобального технологического развития и требует решения.
 Кроме того, его легко выдавливать из сопел принтера, поэтому с ним легко работать и его можно везде купить.
Кроме того, его легко выдавливать из сопел принтера, поэтому с ним легко работать и его можно везде купить. org/BreadcrumbList»>
org/BreadcrumbList»> .
. .
. .
. .
.
 Склеенные нити обычно предназначены для обивки и тяжелых
Склеенные нити обычно предназначены для обивки и тяжелых

 Преимущества вискозных нитей:
Преимущества вискозных нитей: Мы не используем нейлон для квилтинга или вышивки.
Мы не используем нейлон для квилтинга или вышивки.
 Вы можете отличить газированную и негазированную нить
Вы можете отличить газированную и негазированную нить



 Как вариант — поломка сервопривода;
Как вариант — поломка сервопривода; Загрязненную необходимо своевременно менять.
Загрязненную необходимо своевременно менять.


 S.Wallis and ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские островаСтрана
S.Wallis and ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские островаСтрана Мы гордимся тем, что предоставляем качественные услуги по механической обработке и ремонту оборудования для производственных, промышленных, коммерческих, и строительных отраслях. Мы обслуживаем сталелитейные заводы, строительные, пищевые предприятия, компании по производству подшипников и энергетического оборудования, а также других производителей в Огайо. Наши технические специалисты гордятся тем, что поставляют высококачественную продукцию с быстрым и дружелюбным обслуживанием, чтобы сократить потери времени и затраты, связанные с отказами оборудования.
Мы гордимся тем, что предоставляем качественные услуги по механической обработке и ремонту оборудования для производственных, промышленных, коммерческих, и строительных отраслях. Мы обслуживаем сталелитейные заводы, строительные, пищевые предприятия, компании по производству подшипников и энергетического оборудования, а также других производителей в Огайо. Наши технические специалисты гордятся тем, что поставляют высококачественную продукцию с быстрым и дружелюбным обслуживанием, чтобы сократить потери времени и затраты, связанные с отказами оборудования.

 Опционно фрезерные станки серии ФП оснащаются магазином режущего инструмента (до 8 позиций).
Опционно фрезерные станки серии ФП оснащаются магазином режущего инструмента (до 8 позиций).
 Опционно оборудование оснащается поворотным столом.
Опционно оборудование оснащается поворотным столом. При своей выгодной цене русские станки во многом не уступают многим импортным аналогам, солидный уровень качества достигается в том числе применением зарубежных комплектующих в компоновке оборудования.
При своей выгодной цене русские станки во многом не уступают многим импортным аналогам, солидный уровень качества достигается в том числе применением зарубежных комплектующих в компоновке оборудования. org/BreadcrumbList»>
org/BreadcrumbList»> Работает система гарантийного и постгарантийного обслуживания купленного оборудования.
Работает система гарантийного и постгарантийного обслуживания купленного оборудования. 00 кВт
00 кВт Немаловажен и выбор современных средств контроля, а также новым решениям в конструкции станков.
Немаловажен и выбор современных средств контроля, а также новым решениям в конструкции станков.
 это 770м
это 770м Он работает от однофазного источника питания, а его модульная конструкция позволяет вам купить его сейчас и начать изготавливать детали, а когда вы будете готовы добавить что-то еще, вы сможете повысить производительность по мере необходимости.
Он работает от однофазного источника питания, а его модульная конструкция позволяет вам купить его сейчас и начать изготавливать детали, а когда вы будете готовы добавить что-то еще, вы сможете повысить производительность по мере необходимости. Каждая вышка тура комплектуется двумя такими опорами. Изготавливается они из стальной трубы квадратного сечения 60*60 мм. В зависимости от марки вышки туры длинна опоры может отличаться. Работать на строительной конструкции без данного основания или в неисправном (поврежденном виде) ЗАПРЕЩАЕТЬСЯ.
Каждая вышка тура комплектуется двумя такими опорами. Изготавливается они из стальной трубы квадратного сечения 60*60 мм. В зависимости от марки вышки туры длинна опоры может отличаться. Работать на строительной конструкции без данного основания или в неисправном (поврежденном виде) ЗАПРЕЩАЕТЬСЯ. настилов определенного типа на каждый рабочий ярус.
настилов определенного типа на каждый рабочий ярус. В случае их выявления необходимо остановить все работы вплоть до устранения всех неполадок или полной замены комплекта ограждения вышки туры.
В случае их выявления необходимо остановить все работы вплоть до устранения всех неполадок или полной замены комплекта ограждения вышки туры. Процесс монтажа вышки туры не требует специальных знаний, поэтому собрать конструкцию можно в домашних условиях без использования специального оборудования.
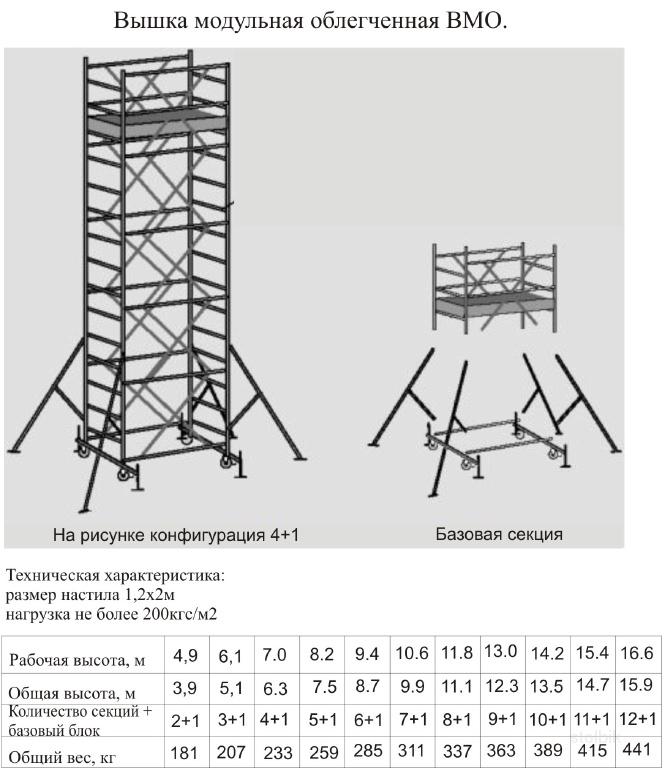
Процесс монтажа вышки туры не требует специальных знаний, поэтому собрать конструкцию можно в домашних условиях без использования специального оборудования. С уменьшением площади количество рабочих секций также идет на спад. Другими словами, габариты рабочих платформ прямо пропорциональны высоте конструкции.
С уменьшением площади количество рабочих секций также идет на спад. Другими словами, габариты рабочих платформ прямо пропорциональны высоте конструкции.
 TourGuide Solutions, ведущий поставщик беспроводных систем гида в Северной Америке, предлагает следующие элементы организации экскурсии для успешного проведения мероприятия:
TourGuide Solutions, ведущий поставщик беспроводных систем гида в Северной Америке, предлагает следующие элементы организации экскурсии для успешного проведения мероприятия: Убедитесь, что ваши гиды ясно говорят о предметах для разговора, избегайте жаргона и не думайте, что вам нужно показывать или говорить обо всем.
Убедитесь, что ваши гиды ясно говорят о предметах для разговора, избегайте жаргона и не думайте, что вам нужно показывать или говорить обо всем.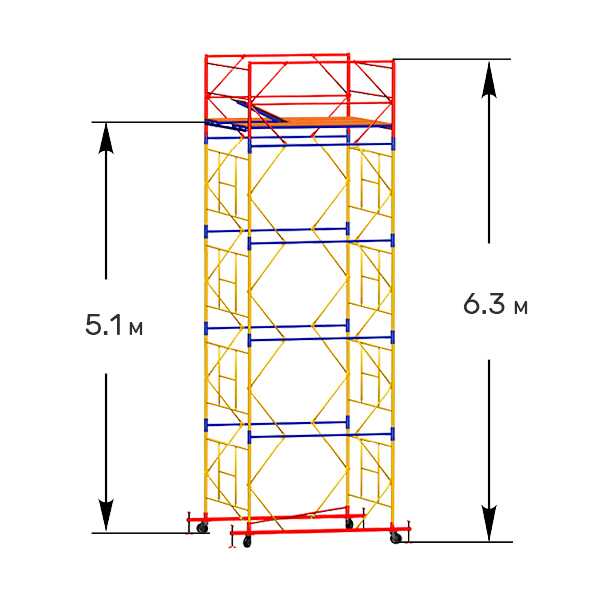 Рассмотрите бесплатную демонстрацию от TourGuide Solutions, чтобы протестировать небольшой набор звукового оборудования в окружающей среде, чтобы убедиться, что у вас есть подходящие гарнитуры и система для передачи вашего сообщения.
Рассмотрите бесплатную демонстрацию от TourGuide Solutions, чтобы протестировать небольшой набор звукового оборудования в окружающей среде, чтобы убедиться, что у вас есть подходящие гарнитуры и система для передачи вашего сообщения. Убедитесь, что вся ваша тяжелая работа и важная информация не будут потеряны в акустически сложном пространстве, и добавьте элемент безопасности для гостей или новых сотрудников, не знакомых с вашим заведением.
Убедитесь, что вся ваша тяжелая работа и важная информация не будут потеряны в акустически сложном пространстве, и добавьте элемент безопасности для гостей или новых сотрудников, не знакомых с вашим заведением.

 Этот подход подходит для туров, которые нацелены на охват широкой территории, таких как «Достопримечательности Центральной Европы».
Этот подход подходит для туров, которые нацелены на охват широкой территории, таких как «Достопримечательности Центральной Европы». 
 Туры обычно включают в себя некоторые достопримечательности, которые являются стандартными туристическими достопримечательностями, такие как Всемирный курорт Уолта Диснея, Буш Гарденс Тампа Бэй и Курорт Юниверсал Орландо во Флориде. Во время независимого или организованного тура путешественники обычно получают ваучеры на осмотр достопримечательностей и входные билеты заранее или забирают их на первой остановке в поездке. В экскурсионном туре достопримечательности могут быть добавлены во время тура, в зависимости от интересов группы.
Туры обычно включают в себя некоторые достопримечательности, которые являются стандартными туристическими достопримечательностями, такие как Всемирный курорт Уолта Диснея, Буш Гарденс Тампа Бэй и Курорт Юниверсал Орландо во Флориде. Во время независимого или организованного тура путешественники обычно получают ваучеры на осмотр достопримечательностей и входные билеты заранее или забирают их на первой остановке в поездке. В экскурсионном туре достопримечательности могут быть добавлены во время тура, в зависимости от интересов группы.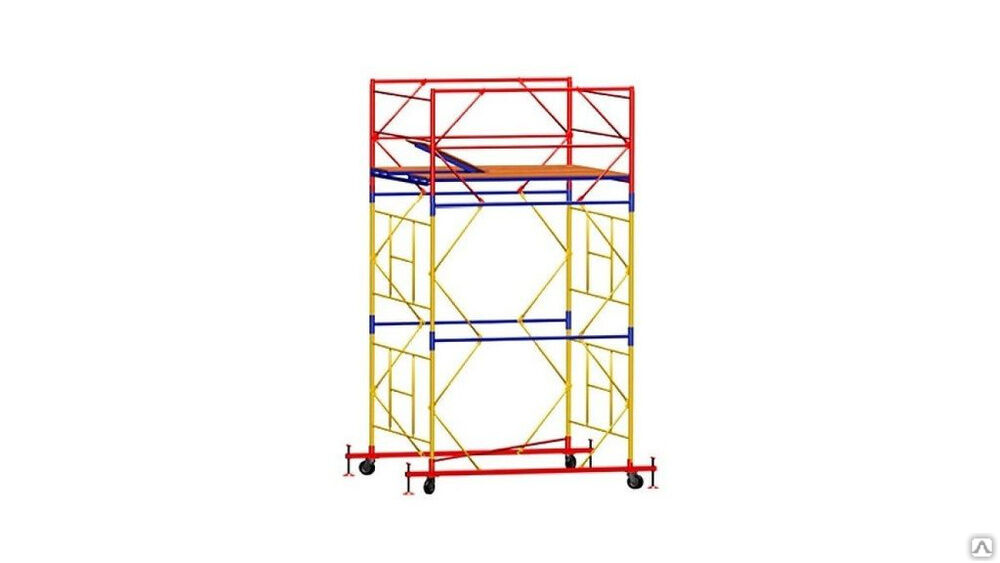

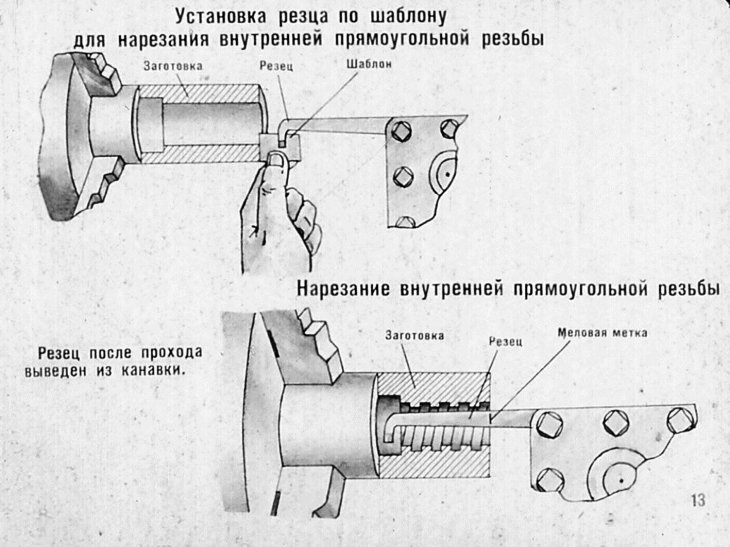
 Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы. Опытные мастера чаще всего делают это при помощи резца.
Опытные мастера чаще всего делают это при помощи резца.

 Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью. С их помощью проверяется шаг резьбы.
С их помощью проверяется шаг резьбы.
 Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
 Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги. Я полагаю, что оно все еще доступно.
Я полагаю, что оно все еще доступно. Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.
Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.

 Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно. 49
49 11 часов. Обнулить и заблокировать циферблат.
11 часов. Обнулить и заблокировать циферблат. Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь.
Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь. Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза.
Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза. .. Я не делал этого для резьбы 1/2″-20 или 3/4″-10.
.. Я не делал этого для резьбы 1/2″-20 или 3/4″-10. scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe
scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe Просто остановите шпиндель после этого и включите реверс.
Просто остановите шпиндель после этого и включите реверс.

 Подача
Подача 0247
0247 0570
0570

 Xact Metal, кстати, так и поступила, спустя год после премьеры переделав XM200 в XM200S.
Xact Metal, кстати, так и поступила, спустя год после премьеры переделав XM200 в XM200S.
 ..
.. Современный 3D принтер для печати по металлу позволяет распечатывать высокоточные конструктивные элементы, которые востребованы в космической, машиностроительной, авиационной отраслях.
Современный 3D принтер для печати по металлу позволяет распечатывать высокоточные конструктивные элементы, которые востребованы в космической, машиностроительной, авиационной отраслях.
 org/ListItem»>
org/ListItem»>


 org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»> org/ListItem»>
org/ListItem»>

 Вы даже можете купить более мощную лазерную насадку мощностью 10 Вт, 4-осевую вращающуюся надстройку для резки или гравировки круглых объектов и многое другое!
Вы даже можете купить более мощную лазерную насадку мощностью 10 Вт, 4-осевую вращающуюся надстройку для резки или гравировки круглых объектов и многое другое! 0020
0020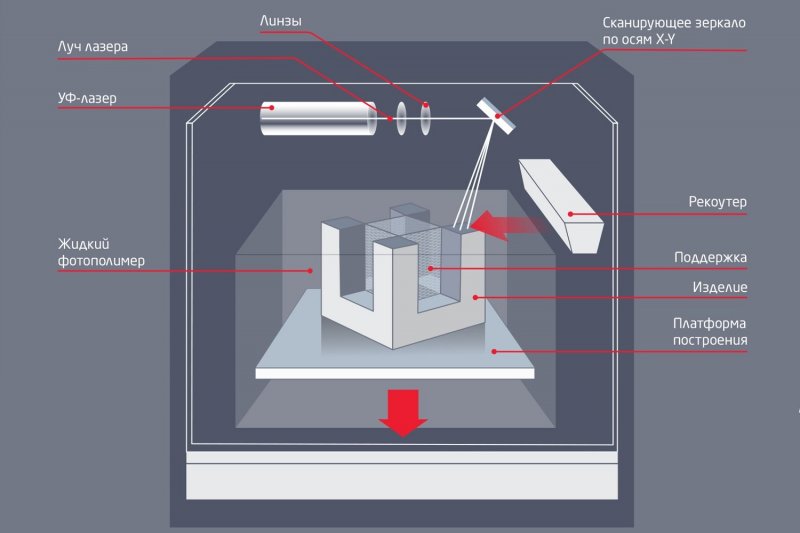 Элитные спортсмены не могли одновременно конкурировать на вершине НБА, НФЛ и НХЛ — даже Майкл Джордан не мог взломать бейсбол — и то же самое верно для менее специализированных 3D-принтеров.
Элитные спортсмены не могли одновременно конкурировать на вершине НБА, НФЛ и НХЛ — даже Майкл Джордан не мог взломать бейсбол — и то же самое верно для менее специализированных 3D-принтеров.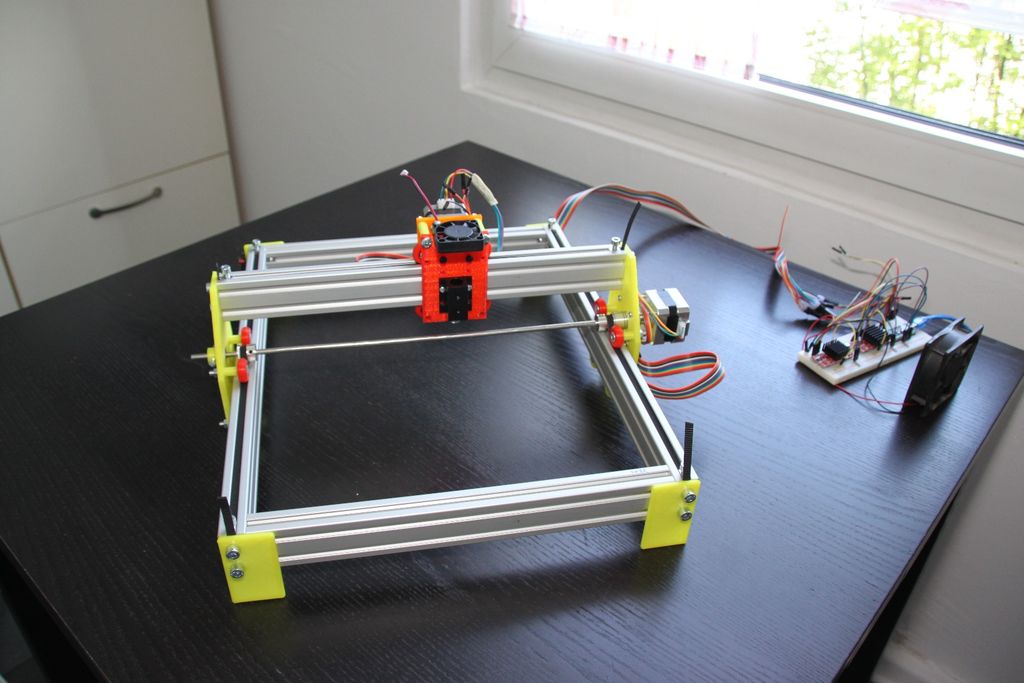 Более мощные станки с ЧПУ вращаются быстрее, могут резать более прочные материалы и работать точнее и дольше.
Более мощные станки с ЧПУ вращаются быстрее, могут резать более прочные материалы и работать точнее и дольше. 0 полностью уничтожил это, став самым финансируемым технологическим проектом в истории Kickstarter, собрав удивительные 7,85 миллиона долларов. Тысячи восторженных поклонников, которым понравился Snapmaker Original, вернулись, чтобы поддержать новую версию, и с момента своего полного выпуска он остается самым популярным 3D-принтером «все в 1».
0 полностью уничтожил это, став самым финансируемым технологическим проектом в истории Kickstarter, собрав удивительные 7,85 миллиона долларов. Тысячи восторженных поклонников, которым понравился Snapmaker Original, вернулись, чтобы поддержать новую версию, и с момента своего полного выпуска он остается самым популярным 3D-принтером «все в 1».
 Это эффективный недорогой 3D-лазерный принтер. Мы также протестировали его в качестве лазерного резака, и нам удалось вырезать и собрать подарочную коробку из тонкого листа мягкой древесины толщиной 1,5 мм. Snapmaker 2.0 также работает как лазерный резак, а также как 3D-принтер.
Это эффективный недорогой 3D-лазерный принтер. Мы также протестировали его в качестве лазерного резака, и нам удалось вырезать и собрать подарочную коробку из тонкого листа мягкой древесины толщиной 1,5 мм. Snapmaker 2.0 также работает как лазерный резак, а также как 3D-принтер. Готовая резная деталь льва с ЧПУ на 3D-принтере Snapmaker 2.0 3-в-1.
Готовая резная деталь льва с ЧПУ на 3D-принтере Snapmaker 2.0 3-в-1. Функциональный как небольшой 3D-принтер, а также способный резать дерево и гравировать изображения на чехлах для телефонов и других материалах, Snapmaker Original покорил сердца многих производителей по всему миру и добился оглушительного успеха.
Функциональный как небольшой 3D-принтер, а также способный резать дерево и гравировать изображения на чехлах для телефонов и других материалах, Snapmaker Original покорил сердца многих производителей по всему миру и добился оглушительного успеха.
 Этот вариант съедобного материала может печатать шоколадом, а также другими подобными материалами, такими как глазурь и тесто для приготовления пищи.
Этот вариант съедобного материала может печатать шоколадом, а также другими подобными материалами, такими как глазурь и тесто для приготовления пищи. часть. Гибридный 3D-лазерный принтер с ЧПУ может быть настроен для печати нитей 3D-принтера диаметром 1,75 мм и 3 мм и имеет достаточно большую рабочую область для печати даже самых крупных проектов.
часть. Гибридный 3D-лазерный принтер с ЧПУ может быть настроен для печати нитей 3D-принтера диаметром 1,75 мм и 3 мм и имеет достаточно большую рабочую область для печати даже самых крупных проектов. В целом, это фантастический и чрезвычайно универсальный 3D-принтер «все в одном» и наиболее близкий доступный вариант к машине с полным производственным комплексом. Инструментальная головка ZMorph с ЧПУ создает дизайн из дерева. Источник: ZMorph на Medium.
В целом, это фантастический и чрезвычайно универсальный 3D-принтер «все в одном» и наиболее близкий доступный вариант к машине с полным производственным комплексом. Инструментальная головка ZMorph с ЧПУ создает дизайн из дерева. Источник: ZMorph на Medium.
 5axismaker может выполнять 3D-печать из PLA или ABS.
5axismaker может выполнять 3D-печать из PLA или ABS.
 Фрезерная деталь с ЧПУ может фрезеровать мягкие металлы с прочностью до 75 HRB — это действительно комплексное решение. Оси вращения Diabase H-Series предлагают фантастическую сложность деталей и варианты сложной геометрии для производства.
Фрезерная деталь с ЧПУ может фрезеровать мягкие металлы с прочностью до 75 HRB — это действительно комплексное решение. Оси вращения Diabase H-Series предлагают фантастическую сложность деталей и варианты сложной геометрии для производства. Следовательно, печать высокотемпературных нитей, таких как ABS и HIPS, невозможна, и вы можете использовать Ecubmaker TOYDIY только как 3D-принтер PLA. (Проведено тестирование использования двойного экструдера для печати ПВА в качестве подложки, хотя компания этого не рекомендует). Поэтому, если вы используете вариант 3D-печати с двумя экструдерами, вы можете печатать только два разных цвета PLA, а не опоры из растворимого материала.
Следовательно, печать высокотемпературных нитей, таких как ABS и HIPS, невозможна, и вы можете использовать Ecubmaker TOYDIY только как 3D-принтер PLA. (Проведено тестирование использования двойного экструдера для печати ПВА в качестве подложки, хотя компания этого не рекомендует). Поэтому, если вы используете вариант 3D-печати с двумя экструдерами, вы можете печатать только два разных цвета PLA, а не опоры из растворимого материала.
 Сам фокус приходится точно на поверхность материала, который находится в обработке на станине. Поэтому важно перед началом процедуры реза провести точную фокусировку.
Сам фокус приходится точно на поверхность материала, который находится в обработке на станине. Поэтому важно перед началом процедуры реза провести точную фокусировку. Агрегатно-активной средой в них выступает специальный газ, который при прохождении через него электрического импульса превращается в монохромный направленный высокотемпературный луч;
Агрегатно-активной средой в них выступает специальный газ, который при прохождении через него электрического импульса превращается в монохромный направленный высокотемпературный луч;
 Также лазерный станок необходим для экономии процессуального времени при работе с цветными металлами: алюминием, медью, латунью и другими.
Также лазерный станок необходим для экономии процессуального времени при работе с цветными металлами: алюминием, медью, латунью и другими.

 Чем толще дерево, тем выше должно быть давление для обеспечения аккуратного края реза. При выполнении тонкой гравировки давление необходимо снижать.
Чем толще дерево, тем выше должно быть давление для обеспечения аккуратного края реза. При выполнении тонкой гравировки давление необходимо снижать. Обязательно нужно прибавить запас мощности для продления срока службы трубки.
Обязательно нужно прибавить запас мощности для продления срока службы трубки. Изображение, созданное дизайнером или инженером, переносится на дерево без искажений, с сохранением заданных размеров.
Изображение, созданное дизайнером или инженером, переносится на дерево без искажений, с сохранением заданных размеров.


 Наши клиенты варьируются от гигантов отрасли, таких как Apple, до студентов инженерных специальностей и любителей, которым нужны детали самого высокого качества, вырезанные лазером, по разумной цене.
Наши клиенты варьируются от гигантов отрасли, таких как Apple, до студентов инженерных специальностей и любителей, которым нужны детали самого высокого качества, вырезанные лазером, по разумной цене.
 Обслужив более 33 000 клиентов, изготовив более 2 миллионов деталей, мы участвовали в многочисленных проектах, охватывающих все отрасли. Поскольку самой большой проблемой, с которой сталкиваются инженеры, является время, мы сосредоточили свое внимание на развитии компании по лазерной резке, которая может рассчитать стоимость, произвести и поставить точные детали менее чем за 24 часа.
Обслужив более 33 000 клиентов, изготовив более 2 миллионов деталей, мы участвовали в многочисленных проектах, охватывающих все отрасли. Поскольку самой большой проблемой, с которой сталкиваются инженеры, является время, мы сосредоточили свое внимание на развитии компании по лазерной резке, которая может рассчитать стоимость, произвести и поставить точные детали менее чем за 24 часа. Как и в любом производственном процессе, программное обеспечение, используемое для разработки продукта, никогда не взаимодействует с оборудованием, и большинство производителей преобразуют представленные файлы в свои собственные форматы.
Как и в любом производственном процессе, программное обеспечение, используемое для разработки продукта, никогда не взаимодействует с оборудованием, и большинство производителей преобразуют представленные файлы в свои собственные форматы.


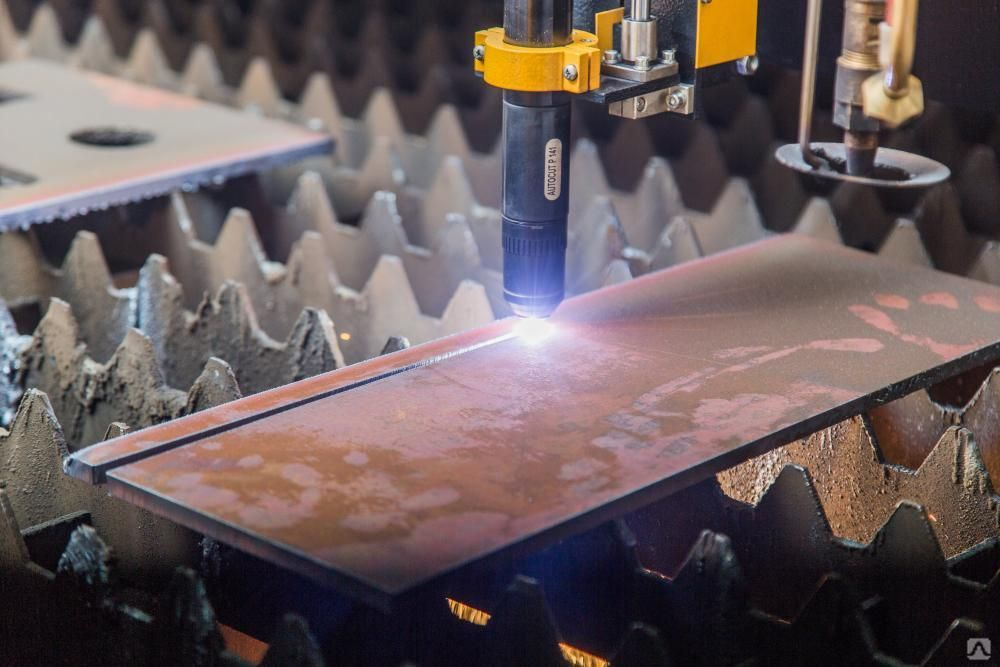
 Фрезерование с ЧПУ — это производственный процесс, который может обеспечить более высокую точность, чем лазерная резка, но длительный период времени, необходимый для каждого прохода, означает, что он применим только в тех случаях, когда важна точность (например, установка поршней в блок цилиндров).
Фрезерование с ЧПУ — это производственный процесс, который может обеспечить более высокую точность, чем лазерная резка, но длительный период времени, необходимый для каждого прохода, означает, что он применим только в тех случаях, когда важна точность (например, установка поршней в блок цилиндров). Самые маленькие детали, которые мы можем вырезать, имеют размер 6×6 мм из-за использования решетчатых станин (это означает, что детали меньшего размера провалятся через отверстия в станине лазера). Сложные элементы на деталях имеют минимальный размер 1×1 мм, в противном случае сильный нагрев лазера может вызвать деформацию и обезображивание.
Самые маленькие детали, которые мы можем вырезать, имеют размер 6×6 мм из-за использования решетчатых станин (это означает, что детали меньшего размера провалятся через отверстия в станине лазера). Сложные элементы на деталях имеют минимальный размер 1×1 мм, в противном случае сильный нагрев лазера может вызвать деформацию и обезображивание.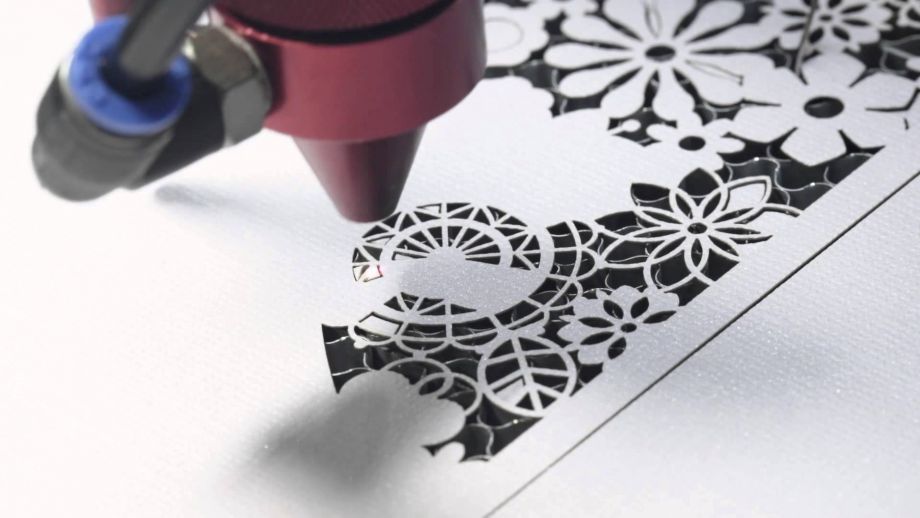 д., но, вопреки распространенному мнению, лазер не плавит разрезаемую деталь, а испаряет материал. Именно это испарение позволяет лазерным резчикам работать с горючими материалами, такими как дерево и бумага, не поджигая их.
д., но, вопреки распространенному мнению, лазер не плавит разрезаемую деталь, а испаряет материал. Именно это испарение позволяет лазерным резчикам работать с горючими материалами, такими как дерево и бумага, не поджигая их. Таким образом, перед инженерами часто ставится задача найти подходящий запас материалов, безопасных для лазера, и это может занять драгоценное время.
Таким образом, перед инженерами часто ставится задача найти подходящий запас материалов, безопасных для лазера, и это может занять драгоценное время.
 Что еще хуже, может быть сложно найти производителей, готовых решить эти проблемы, не сталкиваясь с серьезными компромиссами в проекте.
Что еще хуже, может быть сложно найти производителей, готовых решить эти проблемы, не сталкиваясь с серьезными компромиссами в проекте.
 »
»
 Деревянные механические компоненты представляют собой экологически чистую и устойчивую альтернативу пластику и металлу, при этом они легкие и обладают высокими эксплуатационными характеристиками.
Деревянные механические компоненты представляют собой экологически чистую и устойчивую альтернативу пластику и металлу, при этом они легкие и обладают высокими эксплуатационными характеристиками.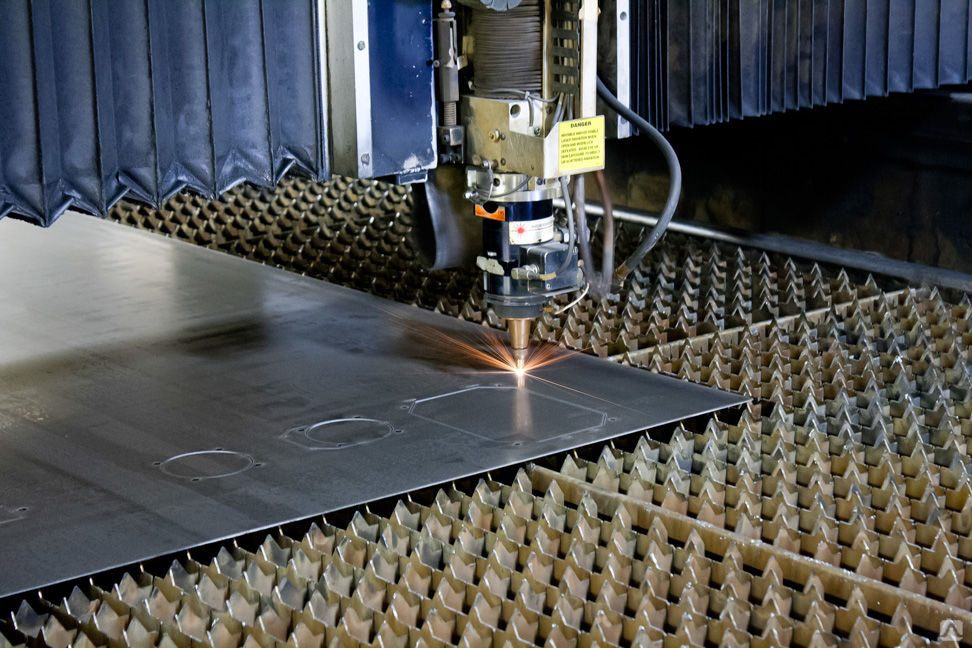 Хотя распространено мнение, что лазерные резаки режут материалы путем сжигания, вместо этого они используют интенсивное тепло лазерного луча для испарения материала (тем самым удаляя его).
Хотя распространено мнение, что лазерные резаки режут материалы путем сжигания, вместо этого они используют интенсивное тепло лазерного луча для испарения материала (тем самым удаляя его). в отрасли лазерной резки.
в отрасли лазерной резки.
 Это связано с отсутствием какой-либо механической силы со стороны лазерного луча, что позволяет изготавливать чрезвычайно сложные детали. В то же время отсутствие механических усилий также устраняет необходимость в выступах или вырезах в деталях, и это позволяет деревянным деталям, вырезанным лазером, быть идеальной копией дизайна.
Это связано с отсутствием какой-либо механической силы со стороны лазерного луча, что позволяет изготавливать чрезвычайно сложные детали. В то же время отсутствие механических усилий также устраняет необходимость в выступах или вырезах в деталях, и это позволяет деревянным деталям, вырезанным лазером, быть идеальной копией дизайна.

 Использование дерева предоставляет инженерам более дешевую альтернативу перед переходом на более прочный материал, такой как металл или пластик, а когда производственные партии готовы к заказу, скидки на оптовые заказы могут достигать 93%. Инженерам доступно очень мало производственных услуг, которые могут перейти от прототипирования к полномасштабному производству так же быстро и дешево, как Поноко.
Использование дерева предоставляет инженерам более дешевую альтернативу перед переходом на более прочный материал, такой как металл или пластик, а когда производственные партии готовы к заказу, скидки на оптовые заказы могут достигать 93%. Инженерам доступно очень мало производственных услуг, которые могут перейти от прототипирования к полномасштабному производству так же быстро и дешево, как Поноко.