Сверлильные станки с чпу: Сверлильный станок с ЧПУ: классификация, назначение, особенности
Сверлильные станки с ЧПУ: преимущества
Главная / Библиотека / Новости / Сверлильные станки с ЧПУ: преимущества
Сверлильные станки с ЧПУ предлагают превосходные эксплуатационные и производственные преимущества. Такие станки используются для автоматизации сверлильных работ.
ООО «ДельтаСвар» предлагает самые лучшие технологии и оборудование для сверления и автоматизации. В нашем ассортименте станки с ЧПУ портального типа, со встроенным столом, а также со встроенным столом компактного типа.
Сверлильные машины со встроенным столом
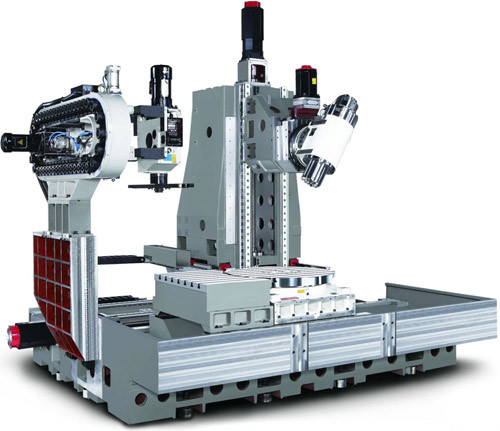
Сверлильные машины со встроенным столом предназначены для производства готовых компонентов с характеристиками точности и скорости. Другие компоненты включают в себя подвижные мосты и двойные вертикальные мачты на параллельных направляющих, которые подвешены над рабочей зоной или операционным столом. Это автоматический, эффективный и высокопроизводительный сверлильный станок с ЧПУ.
Основными компонентами такого станка являются контроллер ЧПУ на базе IPC, серво-подъемник оси Z, серво-сверлильный шпиндель, автоматический детектор длины инструмента, а также автоматическое устройство для измерения толщины плиты.
Дополнительные функции включают в себя уникальный и интуитивно понятный графический интерфейс с сенсорными панелями, который можно быстро и легко определить для множества операций и выравнивания краев. Особенностью сверлильного станка с ЧПУ со встроенным столом является возможность использования разных исходных координат, которые определяются в различных процессах сверления и измерениях для обеспечения точности операций.
Сверлильные станки с ЧПУ портального типа
Серия Drill + портального типа идеально подходит для самых разнообразных применений в сверлении, включая конструкционную сталь, производство металлоконструкций, строительство мостов и пр.
В настоящее время легко увидеть, что производители переключились с радиального сверления на сверление с ЧПУ. К преимуществам относятся: устранение повторных процессов, более высокая эффективность производства и сокращение затрат на детали и время обработки.
Сверлильный станок ProArc с ЧПУ Drill + 1640S специально разработан для сверления плоских пластин диаметром от Ш6мм до Ш80мм. Максимальная толщина сверления составляет 100 мм. Сверлильный станок ProArc Drill + с ЧПУ станет вашим лучшим и надежным производственным партнером.
Максимальная толщина сверления составляет 100 мм. Сверлильный станок ProArc Drill + с ЧПУ станет вашим лучшим и надежным производственным партнером.
Компактный станок для сверления
Данные модели машин в основном пользуются популярностью среди небольших цехов, когда имеется необходимость сверлить небольшие металлоконструкции. Машина состоит из портала и компактного стола. Ширина стола до 600 мм, а длина может достигать до 3000 мм. Очень высокое качество и точность, компактность и простота в обслуживании, производительность – это то, что получает заказчик от Drill+ данного типа.
Эксплуатационные и производственные преимущества сверлильных станков с ЧПУ
ООО «ДельтаСвар» предлагает премиальный ассортимент оборудования, который подходит для различных отраслей и применений. Сверлильные станки с ЧПУ имеют превосходные эксплуатационные и производственные преимущества.
Вот 5 преимуществ станка с ЧПУ для настольного типа:
Оптимизирует автоматизацию и рабочие процессы на производстве
Благодаря сокращению количества рабочей силы и ресурсов, сверлильные станки с ЧПУ сокращают потребность в чрезмерной рабочей силе на заводах.
Увеличивает объем производства и мощность
Сверловка с ЧПУ является точным процессом и может улучшить качество большинства сверлильных работ.
Повышает точность
Точность и внимание к деталям является обязательным аспектом сверлильных работ во многих промышленных условиях.
Станки с ЧПУ контролируют давление
Сверлильные станки с ЧПУ рассчитывают величину давления, необходимого для сверления или резки материала.
Возможность модификации вспомогательных функций машин
У каждого клиента существуют свои требования к проекту. Сверлильные станки с ЧПУ могут быть модифицированы в зависимости от требований заказчика.
Обратившись в компанию «ДельтаСвар», вы получите расчет экономической эффективности и рекомендации по подбору оборудования, которое наилучшим образом подойдет для вашего производства.
За более детальной информацией обращайтесь по телефону: +7 (343) 384 -71- 72 или e-mail:
Данный адрес e-mail защищен от спам-ботов, Вам необходимо включить Javascript для его просмотра.
Читайте также:
Коллектив компании «ДельтаСвар» поздравляет с Новым годом и Рождеством!
…
Выставка Weldex-2022
Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
Екатеринбург!
…
Поделиться ссылкой:
Специфика сверлильных станков с ЧПУ — MULTICUT
Обновлено: 06.12.2022
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения. Например, для мебельной фабрики лучше всего подойдет фрезерно-гравировальный станок с ЧПУ по дереву.
Это оборудование нашло широкое применение в промышленности, во многом благодаря высокой точности осуществляемых работ.
Их предназначение — сверление и развертывание отверстий в материалах, обладающих самыми разнообразными характеристиками прочности, твердости и плотности.
Виды сверлильных станков с ЧПУ
Сегодня производители предлагают покупателям модели сверлильных станков с ЧПУ во всем функциональном многообразии:
- вертикальные,
- горизонтальные,
- одно- и многошпиндельные,
- с ручной заменой инструмента,
- с револьверной головкой для автоматической смены инструментов,
- с магазином инструментов.
Также в ассортименте некоторых производителей имеется многооперационное оборудование, с помощью которого можно производить расточные, фрезерные и иные действия с деталями различных размеров и степени твердости.
Популярные модели
В число наиболее востребованных моделей сверлильных станков с ЧПУ входят:
- Вертикальный одностоечный со столом в комплекте. Предназначается для сверления отверстий диаметром 20-60 мм.
- Вертикальный одностоечный с револьверной головкой.
- Вертикальный одностоечный с инструментальным магазином. Используется для сверления отверстий диаметром 55-65 мм.
- Радиальный станок с установленным рукавом и шпиндельной бабкой / подвижной колонной.
Сверлильный станок с ЧПУ позиционного типа позволяет быструю автоматическую установку деталей в точном соответствии с программным расчетом.
Автоматизированное движение строго по координатным осям обеспечивает высокую точность сверления отверстий.
Движение по координатной оси Z (перемещение инструментов) производится в соответствии с заданной программой при помощи многочисленных упоров, переключателей, штекеров и обычной перфоленты. Если револьверной головки в конструкции не предусмотрено, то инструмент фиксируется на патронах быстрого снятия.
Эволюция сверлильных станков с ЧПУ
Первыми моделями, внешне и функционально приближенными к современным сверлильным станкам, были устройства для обработки металлов 2h218, 2h235 советского производства — полуавтоматические системы со штекерной панелью.
Большая часть станков такого класса представляла собой частично автоматизированные устройства, для использования которых был необходим специальный стол. Ровная высокопрочная столешница, на которой размещалось устройство, позволяла задать координаты расположения обрабатываемых деталей и сверлильного инструмента с максимальной точностью.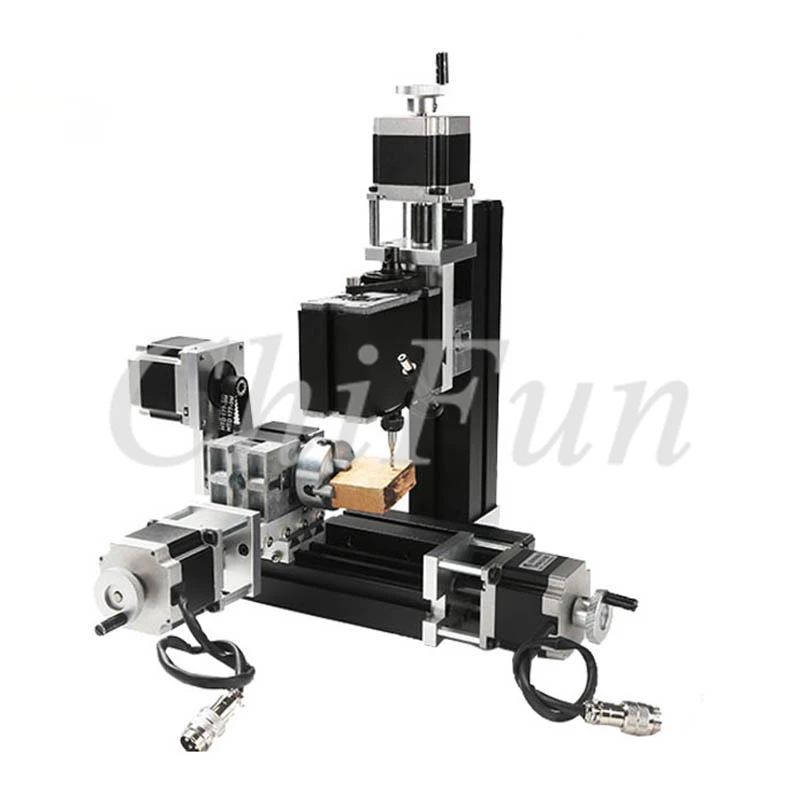
Для повышения производительности требовалось улучшение технического функционала устройств. В этих целях в ходе разработки новой линейки в конструкцию существующих моделей было внесено несколько полезных изменений. В частности, была успешно реализована функция автоматической подачи инструментов и установлена револьверная головка, вмещающая в себя до шести позиций.
Пройти тест
Характеристики современных сверлильных станков
Повышение эффективности и производительности — суть процесса модернизации и улучшения любого оборудования.
Стоит отметить, что внедрение в работу новых станков для сверления повысило производительность промышленных объектов не менее, чем в 2 раза. Расточные станки с реализованной функцией замены работающих инструментов в автоматическом режиме, стали причиной увеличения выработки более чем в 4 раза.
В качестве управляющей системы обычно предусмотрена позиционная, но в отдельных случаях может быть реализована комбинированная.
Современный сверлильный станок с ЧПУ подходит для всех работ, связанных со сверлением различных отверстий в заготовках. Однако если эта задача не является для вас единственной или первостепенной, мы рекомендуем обратить внимание на фрезерные станки с ЧПУ. Это оборудование позволит вам расширить перечень работ, выполняемых на одном инструменте. Так, для сверления отверстий на фрезерном станке достаточно использовать универсальный метод винтовой интерполяции. Суть метода заключается в совмещении осевого перемещения оборудования со спиральным движением его оси. Получаемые при этом отверстия ничем не отличаются от тех, что выполняются на сверлильных станках.
В компании MULTICUT вы можете купить высокотехнологичные фрезерные станки с ЧПУ по ценам производителя. Для оформления заказа или при необходимости в развернутой консультации технического специалиста позвоните нам по телефону или воспользуйтесь формой обратной связи.
Читайте также
Обновлено: 18. 12.2022
12.2022
Фрезы для деревообрабатывающих станков с ЧПУ
Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением…
Подробнее
Обновлено: 06.01.2023
Характеристики шагового двигателя
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Подробнее
Обновлено: 15.12.2022
Программы для станков с ЧПУ
Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Подробнее
Обновлено: 14.12.2022
Особенности правильного выбора фрезерного станка с ЧПУ: советы и рекомендации
Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками…
Подробнее
Обновлено: 17.12.2022
Шипорезный станок
Некоторые элементы мебели или столярные изделия соединяются между собой «на шип». Шипом называют выступ на конце одной из двух заготовок, который входит в паз, предусмотренный в другой…
Подробнее
Возврат к списку
Поделиться:
Лучших сверлильных станков с ЧПУ [2022]
ЧПУ расшифровывается как «Числовое компьютерное управление», а сверлильные станки с ЧПУ используются для создания резьбовых или плоских отверстий в заготовках.
Эти машины доступны в различных конфигурациях, таких как настольные, настольные и промышленные модели. Промышленные сверла с ЧПУ гораздо более совершенны и обладают более широкими возможностями.
В этой статье обсуждаются лучшие сверлильные станки с ЧПУ, рассматриваются их функции, возможности, поддержка и т. д.
В конце я также расскажу, как превратить ручные сверлильные станки в сверла с ЧПУ, управляемые компьютером.
Что в этой статье?
- Что такое сверление с ЧПУ?
- Лучшие сверлильные станки с ЧПУ
- Преобразование ручных сверлильных станков в сверла с ЧПУ
- Часто задаваемые вопросы
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое сверление с ЧПУ?
Иллюстрация сверления с ЧПУ
Сверление с ЧПУ — это автоматизированная высокоточная операция сверления, выполняемая сверлильными станками с компьютерным управлением. В этих станках используется механический вращающийся инструмент для выполнения радиальных отверстий в заготовке. Скорость врезания, глубина резания, скорость подачи, скорость вращения шпинделя, диаметр инструмента и т. д. являются одними из основных параметров сверления с ЧПУ.
В этих станках используется механический вращающийся инструмент для выполнения радиальных отверстий в заготовке. Скорость врезания, глубина резания, скорость подачи, скорость вращения шпинделя, диаметр инструмента и т. д. являются одними из основных параметров сверления с ЧПУ.
С помощью этого станка с ЧПУ вы можете обрабатывать материалы с гораздо большей скоростью, чем при ручном сверлении.
Кроме того, в современных сверлильных станках с ЧПУ используются интеллектуальные технологии замены и позиционирования инструмента, которые еще больше повышают их производительность.
Нарезание резьбы — важный аспект сверления с ЧПУ. Резьбовые операции выполняются для выполнения резьбовых отверстий в заготовке.
Как правило, в сверлах с ЧПУ инструмент вращается с высокой частотой вращения и перемещается по оси Z, а станина перемещается по осям XY.
Лучшие сверлильные станки с ЧПУ
Сверлильные станки с ЧПУ доступны в различных размерах и с различными материалами. В этой статье рассматриваются пять лучших сверлильных станков с ЧПУ на основе их характеристик и возможностей.
В этой статье рассматриваются пять лучших сверлильных станков с ЧПУ на основе их характеристик и возможностей.
| CNC Drilling Machines | Type | Work Area | Price | |
|---|---|---|---|---|
| 1 | Accu-Pro VMC | Desktop | 12.80″ x 11.00″ x 9.25″ | Check |
| 2 | Tormach 770M | Benchtop/Tabletop | 14 «x 7,5» x 13,25 « | Проверка |
| 3 | HASS DT- | |||
| 3 | .0061 | Проверка | ||
| 4 | KVR VMC Series | Промышленность | 39,4 ”x 19,7” x 20,5 ” | Check |
| 5 | 0. » x 2,16″ » x 2,16″ | Проверить |
Лучшие сверлильные станки с ЧПУ
1. Accu-Pro VMC — лучшая настольная сверлильная машина с ЧПУ для любителей
Sherline Accu-Pro VMC (Источник: Sherline)
| Параметры | 0049 | Accu-Pro VMC |
|---|---|---|
| Footprint | 25.25″ x 26″ x 29.375″ | |
| Work Area | 12.80″ x 11.00″ x 9.25″ | |
| Spindle Speed Range | 70 — 2800 об / мин | |
| MAX крутящий момент | 283 унции в | |
| Автоматический инструмент Changer | NO | |
| DRASNACMSION | СВЯЗИ | |
. 0061 0061 | Один год |
Обзор Accu-Pro VMC от Sherline
Вертикальный обрабатывающий центр Accu-Pro (VMC) — настольный вертикально-сверлильный станок из 18-дюймовой серии NexGen 5800 компании Sherline. 25,25″ x 26″ x 29,375″ и рабочая зона 12,80″ x 11,00″ x 9,25″. Максимальное расстояние от рабочего стола до шпинделя составляет 12,875″.
Accu-Pro поставляется с инструментальной пластиной 7 x 13 дюймов с тремя Т-образными пазами и крепежными отверстиями.
В нем используется шарико-винтовая передача с линейным допуском 0,002 дюйма. Шаговые двигатели NEMA 23 с замкнутым контуром приводят в движение шарико-винтовые пары.
Шаговые двигатели с обратной связью получают данные обратной связи и исправляют такие ошибки, как оплошности или остановы.
Шпиндель Accu-Pro имеет диапазон скоростей от 70 до 2800 об/мин.
Шпиндель соединяется с передней бабкой с помощью приводного ремня. Sherline предлагает два варианта передней бабки: стандартный конус Морзе и цанговую переднюю бабку ER-16.
Требуется регулярно смазывать и обслуживать его движущиеся части, чтобы поддерживать его в рабочем состоянии.
Сенсорный контроллер Accu-Pro MASSO G3 может работать независимо, без подключения к компьютеру.
К сенсорному контроллеру можно подключить флешку с загруженным G-кодом. Затем файлы можно перемещать с помощью контроллера MASSO.
Sherline предлагает Accu-Pro с опцией программного обеспечения для 3 и 4 осей. Если для вашего приложения требуется вращательная операция, вы можете выбрать 4-осевую версию.
Accu-Pro поставляется в полусобранном виде для удобства транспортировки. Sherline предоставляет подробную инструкцию по сборке, и вы сможете собрать ее примерно за 2-3 часа.
Sherline предоставляет годовую гарантию на Accu-Pro VMC. Вы можете связаться с ними по телефону, заполнить контактную форму на их веб-сайте или посетить их завод в Калифорнии, США.
Check Price on Sherline
2. Tormach 770M — Best CNC Drill for Small Businesses
Tormach 770M Entry Package (Source: Tormach)
| Parameters | Tormach 770M | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Footprint | 56″ × 48,5 x 88 дюймов | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Work Area | 14″ x 7. 5″ x 13.25″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Spindle Speed | 10,000 RPM | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Maximum Feed rate | 110 ipm | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Threading and Tapping | Yes | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Устройство автоматической смены инструмента | Да | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Трансмиссия | ШВП | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гарантия | Один год | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Характеристики | Вход | Стартер | Standard | Premium |
|---|---|---|---|---|
| 770M Mill | ✓ | ✓ | ✓ | ✓ |
| 770M Stand | ✓ | ✓ | ✓ | |
| Chip Tray | ✓ | ✓ | ✓ | |
| Backsplash Kit | ✓ | ✓ | ✓ | |
| Lifting Bar Kit | ✓ | ✓ | ✓ | |
| Enclosure Kit | ✓ | ✓ | ||
| LCD Monitor | ✓ | ✓ | ✓ | |
| Coolant Kit | ✓ |
Быстрое сравнение различных комплектов Tromach 770M
770M имеет площадь основания 56 дюймов × 48,5 дюймов x 88 дюймов и рабочую зону 14 дюймов x 7,5 дюймов x 13,25 дюймов.
Шпиндель станка 770M оснащен двигателем мощностью 1,5 л.с., который может развивать максимальную скорость 10 000 об/мин. Для привода шпинделя используется поликлиновой ремень.
Для передачи по всем трем осям в 770M используются шариковинтовые передачи, которые обеспечивают более высокую точность, чем другие приводные механизмы.
По оси Z обеспечивает максимальную скорость погружения 110 дюймов в минуту. Для осей XY максимальная скорость подачи составляет 135 дюймов в минуту.
Используя Tormach 770M, вы можете выполнять операции по нарезанию резьбы или нарезанию резьбы с помощью специальных инструментов.
Программа управления ЧПУ PathPilot также поставляется со станком. Это позволяет создавать конструкции и необходимые для них траектории без какого-либо специального программного обеспечения CAD/CAM.
Tormach поставляет 770M в отдельных ящиках, и вам нужно его собрать. Так же есть услуга сборки, но за дополнительную плату.
770M поставляется со стандартной годовой гарантией. Вы даже можете продлить гарантию еще на один год, чтобы получить полную двухлетнюю гарантию на 770M.
Вы можете связаться с Tormach через их веб-сайт, электронную почту или телефон.
Узнать цену на Tormach
3. HAAS DT-1 — лучшая промышленная дрель с ЧПУ
HAAS DT-1 (Источник: Hass Automation Inc.)
| Параметры | DT-1 | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Footprint | 91 «x 97» X 102 « | |||||||||||||||||
| Рабочая область | » | « | » | « | » | « | » | « | » | « | » | « | » | « | » | «. | 10,000 RPM | |
| Maximum Feed Rate | 590 ipm | |||||||||||||||||
| Threading and Tapping | Yes | |||||||||||||||||
| Automatic Tool Changer | Yes | |||||||||||||||||
| Transmission | Шарико-винтовая передача | |||||||||||||||||
| Гарантия | Один год |
Обзор DT-1 от Hass
DT-1 от Hass — лучший промышленный сверлильный станок с ЧПУ в этом списке.
Габаритные размеры 91″ x 97″ x 102″ и рабочая зона 20″ x 16″ x 15,5″.
DT-1 по умолчанию имеет 3-осевую конфигурацию, но вы можете обновить ее до 4- или 5-осевой конфигурации.
Доступно множество вариантов обновления, в том числе пакет для подключения автоматизированного робота.
| Upgrades | Hass DT-1 |
|---|---|
| Spindles | 12,000 RPM Spindle 15,000 RPM Spindle 20,000 RPMSpindle |
| Probing | Wireless probing system |
| Z-axis | 4-дюймовый комплект расширения оси Z |
| Управление стружкой и подачей СОЖ | Автоматический воздушный пистолет Продувка сквозным инструментом Возможность подачи СОЖ через инструмент Вытяжная система корпуса Auxilary coolant filter Programmable coolant nozzle |
| Hass Control | 32/64 GB expanded memory WiFi Support Third-party rotary High-speed machining Control cabinet cooler |
| Fixturing | Clamping kit |
| Гарантия | Продление гарантии на один год |
Некоторые варианты модернизации доступны для Hass DT-1 инструменты вручную.
Включая инструмент, установленный на шпинделе, устройство автоматической смены инструмента может вместить 21 инструмент.
DT-1 может выполнять операции по нарезанию резьбы и нарезанию резьбы. Он может нарезать резьбу со скоростью 5000 об/мин, что позволяет легко изготавливать такие изделия, как крепежные пластины.
Его шпиндель приводится в действие двигателем мощностью 15 л.с., который может работать со скоростью 10 000 об/мин. Также доступны варианты на 12 000 об/мин, 15 000 об/мин и 20 000 об/мин.
В шпинделе DT-1 используется метчик BT30 для крепления режущих инструментов.
Hass DT-1 приводится в движение с помощью шариковинтовых передач по всем трем осям и имеет высокую скорость 2400 дюймов в минуту. Максимально возможная скорость резки на DT-1 составляет 1200 дюймов в минуту.
ДТ-1 необходимо закрепить на земле во время работы. В противном случае возникнет повышенная вибрация, которая может даже привести к нежелательному движению станка на высоких оборотах шпинделя.
Он имеет сенсорный экран управления, который можно использовать для взаимодействия с машиной.
ЧПУ Hass предлагает один год гарантии на DT-1, но вы можете увеличить ее до двух лет с их дополнительным продлением гарантии на один год.
Вы можете связаться с Hass по телефону, электронной почте, каналам социальных сетей или на их веб-сайте.
Check Price on Hass CNC
4. KVR VMC Series
KVR Linear Way VMC Series (Source: Kent CNC)
| Parameters | KVR VMC Series |
|---|---|
| Footprint | Up to 100″ x 90″ x 98,4″ |
| Рабочая зона | До 39,4” x 19,7” x 20,5” |
| Скорость вращения шпинделя | До 20 000 об/мин |
| Maximum Feed Rate | 590 ipm |
| Threading and Tapping | Yes |
| Automatic Tool Changer | Yes |
| Transmission | Ball Screw Driven |
| Warranty | One Year |
Обзор серии KVR VMC от Kent CNC
Серия KVR VMC представляет собой группу из трех промышленных вертикальных обрабатывающих центров/сверл с линейным ходом от Kent CNC.
Машины этой серии: KVR-2418/A, KVR-3618/A и KVR-4020/A. Вы можете выбрать либо 3-осевой, либо 4-осевой совместимый станок.
These models vary in terms of their footprint, work area, spindle speed, etc.
| Parameters | KVR-2418/A | KVR-3618/A | KVR-4020/A | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Площадь основания | 95,3″ x 89″ x 94,5″ | 95,3″ x 89″ x 94,5″ | 100 «x 90» x 98,4 « | |||||||||
| Рабочая зона | 24″ x 18,1 «x 40» | 36 «x 18,1» X 19,7 « | 40″ X 19.7 «x 20.5» | 40 «x 19.7» x 20.5 « | 40″ x 19.7 «x 20,5» | 40 «x 19. 7″ x 20.5 «9.7» | 40 «x 19.7» x 20. | Max Tool Diameter | 3″ | 3″ | 3″ | |
| Spindle Speed | 10K RPM (12K and 15K optional) | 10K RPM (12K and 15K optional) | 10 тыс. об/мин (12 тыс. и 15 тыс. опционально) | |||||||||
| Мотор шпинделя | 10 или 15 л.с. | 10 или 15 л.с. Скорость передачи | 1417 дюймов/мин | 1417 дюймов/мин | 1417 дюймов/мин |
Быстрое сравнение различных сеялок серии Kent KVR
Максимальная рабочая мощность серии KVR 390,4″ x 19,7″ x 20,5″. По умолчанию они оснащены двигателем мощностью 15 л. с., который может развивать максимальную скорость 10 000 об/мин.
Вы также можете выбрать версии на 12 000, 15 000 или 20 000 об/мин. (X, Y и Z) KVR имеет шарико-винтовую передачу и использует роликовые линейные направляющие для передачи. 2,4 л.с., а ось Z приводится в движение двигателем мощностью 4 л.с., обеспечивающим более высокое ускорение.
Максимально возможная скорость подачи на KVR составляет 590 дюймов в минуту, и с правильным инструментом он может сверлить большинство твердых металлов.
Он также имеет устройство автоматической смены инструмента и подачу СОЖ под высоким давлением 1000 psi через шпиндель.
Для уменьшения теплового расширения и его влияния на механическую обработку компания Kent предлагает охладитель, который охлаждает шпиндель и основание его двигателя.
KVR использует систему ЧПУ Fanuc, чтобы помочь вам контролировать работу станка.
Kent предоставляет один год гарантии на свои станки с ЧПУ, и вы можете связаться с ними по электронной почте, по телефону или посетив их офис в Калифорнии, США.
Check Price on Kent CNC
5. Style CNC S7-2412S — Best Industrial CNC Drill for Woodworking
S7-2412S (Source: Style CNC)
| Parameters | S7-2412S |
|---|---|
| Work Area | 94.4″ x 47.24″ x 2.16″ |
| Spindle Speed | 24,000 RPM |
| Threading and Tapping | No |
| Transmission | Ball Screw Driven |
| Automatic Tool Changer | No |
| Warranty | 24 months (Two Years) |
An overview of S7-2412S from Style CNC
S7-2412S from Style CNC is a six-sided CNC drilling машина. Лучше всего подходит для обработки деревянных панелей.
Он может работать со всеми шестью сторонами заготовки, поскольку он автоматически перемещает и выравнивает заготовку.
Помимо дерева, S7-2412S также может работать с органическим стеклом, пластиком, акрилом, ПВХ, плотными плитами, искусственным камнем и металлическими листами из меди и алюминия.
Он может вмещать панели размером 94,4″ x 47,24″ (Д x Ш) и максимальной толщиной 2,16″. Минимальный требуемый размер заготовки составляет 2,36″ x 0,39″
S7-2412S использует различные сверлить горизонтальные и вертикальные отверстия на заготовке.Он также имеет пазовую пилу, работающую на скорости 5000 об/мин
Шпиндель оснащен двигателем мощностью 6 л.с. с максимальной скоростью 24 000 об/мин. листовые материалы, но не имеет возможности выполнять операции по нарезанию резьбы и нарезанию резьбы.0003
Для трансмиссии S7-2412S использует шариковинтовые передачи на всех трех осях. Максимальная скорость, достижимая по оси X, составляет 1574,8 дюйма в минуту, а по оси Y — 2362,2 дюйма в минуту.
Style CNC предоставляет 24-месячную (два года) гарантию на сверло S7-2412S с ЧПУ. Кроме того, вы получите бесплатное обучение работе с машиной и ее обслуживанию.
Вы можете связаться со Style CNC по телефону, скайпу и электронной почте. Они обеспечивают хорошую послепродажную поддержку своим клиентам.
Проверить цену на Style CNC
Преобразование ручных сверлильных станков в сверла с ЧПУ
Интеграция ручной дрели с компьютерной системой
Модернизация ручной дрели может быть более дешевой альтернативой покупке новой дрели с ЧПУ.
Различные производители предлагают комплекты модернизации ЧПУ для сверл всех размеров.
Тем не менее, рекомендуется в первую очередь уточнить у производителя вашей дрели наличие официального комплекта модернизации. Это сэкономит время и устранит риск проблем с совместимостью.
Эксперименты по превращению ручной дрели в дрель с ЧПУ с использованием нестандартных деталей могут привести к повреждению станка, поэтому рекомендуется выполнять их только под руководством специалиста.
Сверла с ЧПУ — это ручные сверла, поддерживающие интеграцию с ЧПУ. Эти тренировки управляются вручную по умолчанию, но их можно легко модернизировать до компьютерных учений.
Вы можете легко преобразовать ручные дрели с ЧПУ в сверлильные станки с ЧПУ, дооснастив их такими компонентами, как шаговые двигатели, контроллеры, ограничители и т. д.
Часто задаваемые вопросы
В чем разница между фрезерованием с ЧПУ и сверлением с ЧПУ?
Разница между фрезерованием с ЧПУ и сверлением с ЧПУ заключается в том, что сверление с ЧПУ создает вертикальную силу резания на поверхности материала за счет погружения инструмента. При фрезеровании с ЧПУ вертикальная и горизонтальная резка происходит одновременно. Как правило, и фрезерные станки с ЧПУ, и сверла с ЧПУ управляются компьютером.
Можно ли использовать фрезерный станок с ЧПУ для сверления?
Да, фрезерный станок с ЧПУ также можно использовать для сверления. Качество сверления будет зависеть от жесткости станка, скорости вращения шпинделя, диаметра инструмента, скорости врезания и т. д.
Какая система ЧПУ используется для сверления?
Для сверления в системе ЧПУ обычно используются сверлильные станки с ЧПУ или вертикальные обрабатывающие центры (VMC).
Краткое введение в сверление с ЧПУ
Автор: Kadco Ceramics| Оставить комментарий
Нажмите, чтобы развернуть
Что такое сверление с ЧПУ?
Сверление с ЧПУ — это процесс механической обработки, в котором используется вращающийся режущий инструмент для получения круглых отверстий в неподвижной заготовке. Отверстия обычно делаются для размещения крепежных винтов или болтов для целей сборки. Однако их можно использовать в эстетических целях в зависимости от конструкции компонента.
Как работает сверление с ЧПУ?
Процесс сверления с ЧПУ имеет те же этапы, что и многие другие операции обработки с ЧПУ. К ним относятся:
- Создание проекта компонента в программном обеспечении САПР. Первым шагом в производстве просверленного компонента с ЧПУ является создание его цифрового проекта в программном обеспечении САПР.

- Преобразование проекта в машинные инструкции. После того, как проект компонента будет завершен, его необходимо преобразовать в язык, понятный ЧПУ. Этот шаг обычно требует запуска проекта CAD через программное обеспечение CAM для генерации машинного кода.
- Загрузка инструкций в станок с ЧПУ. При загрузке на станок с ЧПУ машинный код управляет тем, как станок с ЧПУ и инструменты будут двигаться и работать в процессе сверления.
- Настройка станка с ЧПУ. Настройка станка с ЧПУ обычно включает установку соответствующего сверла и закрепление заготовки.
- Выполнение операции сверления. После загрузки машинного кода и настройки станка оператор может начать операцию сверления.
- Оценка компонента. После завершения операции сверления оператор оценивает компонент на наличие ошибок или дефектов.
Преимущества сверления с ЧПУ
По сравнению с традиционными технологиями сверления сверлильные станки с ЧПУ имеют ряд преимуществ, таких как:
- Более высокая точность. Сверлильные станки, интегрированные с технологией ЧПУ, могут делать отверстия, точно соответствующие исходному файлу проекта, с очень малыми полями.
- Широкая универсальность. Сверлильные станки с ЧПУ могут использоваться для обработки широкого спектра материалов, от металла до пластика и дерева. Кроме того, поскольку они могут вмещать несколько сверл, их можно использовать для выполнения различных отверстий.
- Повышенная воспроизводимость. Поскольку сверлильные станки с ЧПУ управляются компьютером, они менее подвержены ошибкам. В результате производители могут добиться высокой согласованности в рамках партии и между партиями.
Kadco Ceramics: Ваши эксперты по сверлению с ЧПУ
Хотите узнать больше о сверлении с ЧПУ? Свяжитесь со специалистами по обработке Kadco Ceramics! Обладая более чем 30-летним опытом работы в обрабатывающей промышленности, мы готовы ответить или решить любые вопросы или проблемы, которые могут у вас возникнуть.
Крона станки казань: Главная — «КРОНА ОБОРУДОВАНИЕ»
Деревообрабатывающие станки в Казани
Справочник
Казань
Добавить
122 700
организаций
- Купить деревообрабатывающие станки можно у 77 организаций в Казани;
- все адреса и телефоны организаций в любом районе Казани, схемы проезда, рейтинги и фотографии;
- деревообрабатывающие станки — найден 1 отзыв.
Металлообрабатывающее оборудование
Электроинструменты
Промышленное оборудование
Станки и станкостроение
Режущий инструмент
Бензоинструменты
Сварочное оборудование и материалы
Металлообработка
Электроды
Строительные инструменты
Фильтр:
Районы
Показать карту
- Телефон
- 8 (800) 350-43-17, +7 (843) 238-81-80, +7 (843) 290-43-17, +7 (987) 290-43-17
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (843) 250-00-40, +7 (843) 250-00-10, +7 (960) 053-53-60
- Часы работы
- пн-пт 08:00–17:00
- Сайт
- Телефон
- 8 (800) 555-57-70, +7 (965) 585-00-72, +7 (965) 585-00-73, +7 (965) 585-00-75
- Часы работы
- пн-пт 9:00–18:00
- Сайт
1 отзыв
- Телефон
- 8 (800) 350-43-17, +7 (843) 238-81-80, +7 (843) 290-43-17, +7 (987) 290-43-17
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (967) 460-72-27
- Часы работы
- пн-пт 09:00–17:00
- Сайт
- Телефон
- +7 (843) 227-41-16, +7 (927) 249-54-13, +7 (904) 678-41-18
- Часы работы
- пн-пт 09:00–17:00
- Сайт
- Телефон
- 8 (800) 777-42-31, +7 (8552) 91-04-21, +7 (8552) 53-10-72
- Часы работы
- пн-пт 08:00–17:00
- Сайт
- Телефон
- 8 (800) 100-01-11, +7 (843) 202-38-08
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (843) 212-14-90, +7 (917) 298-77-00
- Часы работы
- пн-пт 09:00–17:00
- Сайт
- Телефон
- +7 (843) 245-08-81, +7 (960) 089-79-99, +7 (917) 938-00-02, +7 (960) 076-44-88, +7 (937) 615-08-81, +7 (967) 379-70-07
- Часы работы
- пн-пт 08:00–18:00
- Сайт
- Телефон
- +7 (843) 202-37-27
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Часы работы
- пн-пт 08:30–17:30
- Телефон
- +7 (962) 558-99-65
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (843) 275-81-40
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (843) 202-41-22, 8 (800) 250-67-26
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (843) 500-58-93
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (905) 379-46-80
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- 8 (800) 505-81-47, +7 (843) 207-00-16
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- 8 (800) 550-21-20
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (965) 588-44-46, 8 (800) 600-59-98
- Часы работы
- пн-пт 10:00–20:00; сб,вс 10:00–18:00
- Сайт
- Телефон
- +7 (843) 275-81-40
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (919) 663-59-89
- Часы работы
- пн-пт 09:00–17:00
- Сайт
- Телефон
- +7 (953) 495-55-44
- Часы работы
- пн-пт 10:00–19:00
- Сайт
- Телефон
- +7 (953) 495-55-44
- Часы работы
- пн-пт 10:00–19:00
- Сайт
- Телефон
- 8 (800) 222-69-24, +7 (923) 354-26-62
- Часы работы
- ежедневно, круглосуточно
- Сайт
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (917) 872-23-61
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- 8 (800) 350-30-23, +7 (906) 112-42-92, +7 (906) 123-05-95
- Часы работы
- пн-пт 08:30–17:00
- Сайт
- Телефон
- +7 (843) 567-17-76, +7 (843) 567-17-77
- Часы работы
- пн-пт 09:00–17:30
- Сайт
- Телефон
- +7 (843) 590-91-94
- Часы работы
- пн-чт 08:00–17:00; пт 08:00–16:00
- Сайт
- Телефон
- +7 (917) 398-03-94, +7 (927) 039-10-54, +7 (843) 239-10-54
- Часы работы
- пн-пт 08:00–18:00
- Сайт
- Телефон
- 8 (800) 555-57-70, +7 (965) 585-00-72, +7 (965) 585-00-73, +7 (965) 585-00-75
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (843) 212-23-29
- Часы работы
- пн-пт 9:00–18:00
- Сайт
- Телефон
- +7 (843) 202-10-05
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (927) 404-63-26
- Часы работы
- пн-пт 10:00–19:00, перерыв 13:00–13:30
- Телефон
- +7 (843) 202-08-19, +7 (966) 240-20-77, +7 (960) 055-61-89
- Часы работы
- пн-пт 08:00–17:00
- Сайт
- Телефон
- 8 (800) 234-77-49, +7 (843) 296-14-84
- Часы работы
- пн-пт 08:00–17:00, перерыв 12:00–13:00
- Сайт
- Телефон
- +7 (927) 428-49-97, +7 (960) 046-50-74
- Часы работы
- пн-сб 08:00–18:00
- Сайт
- Телефон
- +7 (963) 230-58-48
- Часы работы
- пн-сб 09:00–20:00; вс 09:00–18:00
- Сайт
- Телефон
- +7 (843) 267-33-22
- Часы работы
- пн-пт 08:30–19:00; сб 08:30–17:00; вс 08:30–16:00
- Сайт
- Телефон
- 8 (800) 775-67-58
- Часы работы
- пн-пт 10:00–18:00
- Сайт
- Телефон
- +7 (843) 212-27-86
- Часы работы
- ежедневно, 08:00–21:00
- Сайт
- Телефон
- +7 (917) 872-23-44
- Сайт
- Часы работы
- пн-пт 08:00–18:00
- Сайт
- Телефон
- 8 (800) 505-73-47
- Часы работы
- пн-пт 09:00–18:00
- Сайт
- Телефон
- +7 (937) 005-60-06
- Часы работы
- mon-sat 8:00–20:00
- Сайт
- Телефон
- +7 (843) 260-85-71, 8 (800) 555-06-47
- Часы работы
- пн-пт 9:00–18:00
- Сайт
- Телефон
- +7 (960) 076-44-88
- Часы работы
- ежедневно, 08:00–22:00
- Телефон
- +7 (351) 220-09-50
- Часы работы
- пн-пт 9:00–18:00
- Сайт
КРОНА (Нижний Новгород) — официальный сайт, адрес, телефон — ID158263
- Пожаловаться
Контакты КРОНА
- Телефон:
+7 (903) 602-52-66 - Email: Написать
- Веб-сайт: Перейти
- Представитель компании на сайте: КРОНА (КРОНА)
- Фактический адрес: г. Нижний Новгород, ул. Торфяная, 34, 1
КРОНА расположена по адресу г. Нижний Новгород, ул. Торфяная, 34, 1. Юридический адрес компании: . Основными видами деятельности КРОНА являются:
Сверлильные станки по металлу, Токарный станок по металлу .
На сайте Проминдекс можно связаться с представителем организации КРОНА (КРОНА) по телефону: +7 (903) 602-52-66 или по электронной почте Написать. На официальном сайте КРОНА, указанном в контактах, узнайте подробную информацию о деятельности и режиме работы организации.
Описание
Поставка металлообрабатывающего, деревообрабатывающего оборудования и КПО.
КРОНА на карте
Телефонные номера с этой страницы:
79036025266
На сайте с 15 авг 2017
Новые товары и услуги компании
2 объявления
Все объявления компании
Отзывы о КРОНА
Сферы деятельности КРОНА
Похожие компании
Казанова Ксения
Анна
Дмитрий
Новиков Александр Иванович
Руслан Рузалевич Халиуллин
Батыр
Карточка компании
- Объявления компании
Crown Equipment Corporation | США
Развивайте свою карьеру вместе с Crown
Работайте с увлеченными людьми. Вдохновляйтесь инновациями. Мир возможностей ждет.
Вдохновляйтесь инновациями. Мир возможностей ждет.
Ваше погрузочно-разгрузочное оборудование
и поставщик решений
Узнайте, что компания Crown может сделать для вас.
Найдите местного дилера Crown
Ручной домкрат PTH с 3-летней гарантией
Прочный, надежный, готовый к отправке
Ручной гидравлический домкрат PTH с 3-летней гарантией
Прочные, надежные, готовые к отправке
Двухрежимные автоматические вилочные погрузчики
Гибкая автоматизация, которая развивается вместе с вашим ростом.
Подробнее
Двухрежимные автоматические вилочные погрузчики
Гибкая автоматизация, которая развивается вместе с вашим ростом.
Подробнее
Делайте больше с меньшими затратами
Вилочные погрузчики серии C-G обеспечивают повышенную маневренность, комфорт оператора и грузоподъемность на высоте.
Подробнее
Делайте больше с меньшими затратами
Вилочные погрузчики серии C-G обеспечивают повышенную маневренность, комфорт оператора и грузоподъемность на высоте.
Узнать больше
Интеллектуальные решения
Складские решения
Подключенные решения
Решения для автоматизации
Энергетические решения
Дизайн склада
Стеллажи и хранение
Товары для склада
Оператор и управление автопарком
Управление техническим обслуживанием флота
Двухрежимные автоматические вилочные погрузчики
Полуавтоматический сбор заказов
Автоматическое позиционирование
Управление энергопотреблением
Литий-ионные энергетические системы
Аккумуляторы, зарядные устройства и аксессуары
Обслуживание аккумуляторов и зарядных устройств
Подъемники для поддонов
Электрические домкраты для поддонов
Тележки с поддонами для пассажиров
Портальные штабелеры
Штабелеры с противовесом
Стоячие вилочные погрузчики
Сидячий вилочный погрузчик
Вилочные погрузчики с двигателем внутреннего сгорания
Ричтраки
Комплектовщики заказов
Башенные сборщики заказов
Вспомогательные транспортные средства
Тягачи
Совершайте покупки в Интернете с Crown
Наслаждайтесь быстрой доставкой на тележках с поддонами вместе с тысячами запасных частей для вилочных погрузчиков и расходными материалами.
Совершайте покупки в Интернете с Crown
Наслаждайтесь быстрой доставкой на тележках с поддонами вместе с тысячами запасных частей для вилочных погрузчиков и сервисных материалов.
Откройте для себя компанию Crown
Определяя будущее погрузочно-разгрузочных работ
Клиенты и отраслевые эксперты согласны с тем, что Crown имеет репутацию компании, отмеченной наградами, за дизайн продукции, передовые инженерные решения и технологии, а также приверженность принципам устойчивого развития.
Подробнее
Определение будущего погрузочно-разгрузочных работ
Заказчики и отраслевые эксперты согласны — Компания Crown имеет репутацию отмеченного наградами дизайна продукции, передовых инженерных разработок и технологий, а также приверженности принципам устойчивого развития.
Подробнее
Заслуживающий доверия дизайн
Компания Crown получила множество наград, подтверждающих ее способность производить инновационные продукты, устанавливающие новые стандарты превосходного дизайна.
Посмотреть награду Crown Design Awards
Заслуживающий доверия дизайн
Компания Crown получила множество наград, подтверждающих ее способность производить инновационные продукты, устанавливающие новые стандарты превосходного дизайна.
Посмотреть награду Crown Design Awards
Компания Crown признана ведущим поставщиком технологий
В знак признания своих подключенных и автоматизированных решений по обработке материалов компания Crown Equipment Corporation была включена в список ведущих поставщиков программного обеспечения и технологий FoodLogistics 2020 FL100+ восьмой год подряд.
Просмотреть всю историю
Просмотреть все новости Crown
Компания Crown признана ведущим поставщиком технологий
В знак признания своих подключенных и автоматизированных решений по обработке материалов компания Crown Equipment Corporation была включена в список ведущих поставщиков программного обеспечения и технологий FoodLogistics 2020 FL100+ восьмой год подряд.
Просмотреть всю историю
Просмотреть все новости Crown
Серия Crown SC помогает повысить производительность
Новости сообщества штата Калифорния также полагаются на долгий срок службы устройств серии Crown SC, чтобы обеспечить непреходящую ценность.
Прочитать историю
Просмотреть все результаты клиентов
Серия Crown SC помогает повысить производительность
Новости сообщества штата Калифорния также полагаются на долгий срок службы устройств серии Crown SC, чтобы обеспечить непреходящую ценность.
Прочитать историю
Просмотреть все результаты клиентов
Готовы ли ваши сотрудники к расширению возможностей подключения
Почти никто не любит перемен, и эту основную черту человеческой натуры необходимо учитывать при внедрении любых технологий, особенно когда вы расширяете возможности подключения на своем предприятии.
Прочитать статью
Просмотреть все статьи блога
Готовы ли ваши сотрудники к расширению возможностей подключения
Почти никто не любит перемен, и эту основную черту человеческой натуры необходимо учитывать при внедрении любых технологий, особенно когда вы расширяете возможности подключения на своем предприятии.
Читать статью
Просмотреть все статьи блога
Производители машин для изготовления консервных банок | История |
Компания, основанная в 1930-х годах, обладает почти вековым опытом в области проектирования и производства машин для производства консервных банок. Мы с гордостью базируемся в Западном Йоркшире, Великобритания, в самом сердце промышленной революции.
CMB Engineering всемирно известна своим инновационным оборудованием для производства банок. Основанная в 1930-х годах, в колыбели европейской промышленной революции; компания занимается разработкой и проектированием передовых технологий в Шипли почти столетие. За это время произошло слияние французского производителя Carnaud; и дальнейшее приобретение компанией Crown Holdings Incorporated, одним из ведущих мировых производителей металлической упаковки; определили инновационную и клиентоориентированную компанию, которую вы видите перед собой сегодня.
При проектировании и создании первой машины для производства банок CMB Engineering одновременно сосредоточилась на использовании векового инженерного мастерства, чтобы разработать решение, отвечающее потребностям производителей банок.

Это привело к изобретению Bodymaker; таким образом, мы предоставили уникальное решение, сочетающее в себе как изготовление банок, так и обрезку, чтобы предоставить производителям удобную и эффективную машину с уменьшенной занимаемой площадью. Запущен более сорока лет назад; вы все еще можете найти наши оригинальные машины Bodymaker, работающие как часы на заводах по производству банок по всему миру.
Сквозь время
Сегодня мы черпаем вдохновение из нашей гордой истории инженерного мастерства. Мы отвечаем за разработку передовых технологий изготовления консервных банок; в дополнение к системам и технологиям для обжатия и декорирования, которые могут помочь производителям консервных банок решить проблемы, которые ждут их в будущем. От имени наших клиентов используются десятилетия промышленных знаний и технического мастерства, которые воплощены в наших проектах.
| 1853 – Основана Основана Джеймсом Денби Ли и Джеймсом Крэбтри в Crag Mills, Windhill, производящая текстильное оборудование.  | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1930 – Преобразование в Metal Box Компания покупает Metal Box Company и начинает производство оборудования для производства консервных банок. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1964 – Докфилд-роуд, Шипли Metal Box переезжает в свой нынешний дом, специально построенный участок на Докфилд-роуд в Шипли. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1986 – Обладатель Королевской премии Обладатель Королевской премии за предприимчивость – Технологические достижения, присуждаемой за разработку технологии накручивания горлышка на банку, состоящую из двух частей. Процесс, который с тех пор используется во всем мире | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1988 – Расширение Офис открывается в Норуолке, США | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1989 – становится CarnaudMetalbox Metal Box сливается с Carnaud SA из Франции и становится CarnaudMetalbox Engineering | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1991 — Запуск Bodymaker Запуск 5000 Bodymaker | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1994 – Разработка триммера для банок CMB начинает разработку машины для обрезки банок, четырехголовочной роторной машины, способной обрабатывать банки всех стандартных размеров DWI | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1995 – 5500 Запуск Canmaker Запуск 5500 Canmaker Интеграция 5000 Bodymaker и 550 Trimmer | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1995- Приобретение компанией Crown Cork & Seal Crown Cork & Seal Company, Inc.  (теперь Crown Holdings) (теперь Crown Holdings) приобретает CarnaudMetalbox Engineering | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1997 – Запуск MK2 Bodymaker Запуск Mk2 5000 Bodymaker, усовершенствованного горизонтального пресса двойного действия для производства алюминиевых или стальных банок DWI с высокой скоростью и эффективностью | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2006 – Запуск распылительной машины 3200 Запуск распылительной машины 3200, высокоскоростной машины для внутреннего лакирования алюминиевых или стальных банок | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2006 – Выпуск набора штампов Выпуск набора штампов, инструмента для каппера для всех типов прессов как для алюминиевых, так и для стальных стаканов | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2007 – 3400 Die Necker Запуск Запуск 3400 Die Necker, многоступенчатой машины для вырезания горловины, способной производить банки со скоростью до 3400 банок в минуту | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2009 – World Skills UK Команда молодых инженеров из CMB Engineering выиграла золото в категории задач производственной команды на конкурсе World Skills UK | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2010 – Обладатель Королевской премии 2-я Королевская премия за предпринимательство в категории «Международная торговля» — высшая официальная награда для британского бизнеса.  Представлено принцессой Анной Представлено принцессой Анной | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2013 – World Skills Команда учеников CMB является частью команды Великобритании, представляющей Великобританию в командном соревновании производственных команд на чемпионате World Skills в Лейпциге, Германия | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2014 – Запуск Академии Запуск Академии, первой в отрасли, предлагающей углубленное практическое и теоретическое понимание изготовления и закатки банок | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2014 – Королевский лауреат 3-й раз лауреаты премии Queens Award в области предпринимательства — международная торговля | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2014 – 50-летие Празднование Докфилд-роуд как дома CMbE и сердца нашего производственного наследия Великобритании | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2015 – World Skills Команда учеников CMB входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на соревнованиях World Skills в Сан-Паулу, Бразилия | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2015 г. – Запуск распылительной машины реформат™ – Запуск распылительной машины реформат™ Запуск распылительной машины реформат™, внутренней распылительной машины с сервоприводом, разработанной для повышения скорости, эффективности и контроля процесса равномерного покрытия внутренней части банок с напитками или едой | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2015 — Расширение Открытие офиса в Шанхае, Китай | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2016 – Вехи 1000-й кузовостроитель продан. 100-й триммер продан | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2016 — Награды CanTech — Награда за инновации. Победители премии CanTech Innovations 2016 за машину для распыления remat™ 2016 Премия Crown за социальную устойчивость Получено за программу безопасности сотрудников «Cool To Be Safe» | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2017 г. – World Skills Команда CMB Apprentices входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на чемпионате World Skills в Абу-Даби, Объединенные Арабские Эмираты | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2018 г. – 1000-й проданный триммер – 1000-й проданный триммер Эрик Миддлтон и Энди Голдсбро представляют табличку 1000-го триммера | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2019 – World Skills Команда CMB Apprentices входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на чемпионате World Skills в Казани, Россия | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2020 – Обладатель Королевской премии Четырехкратный обладатель Королевской премии в номинации «Предприятие — инновации» за распылительную машину Reform™ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2020 – Расширение Расширение блока 9. Объект площадью 20 561 футов2 на заводе Hirstwood Works, Шипли, Западный Йоркшир. Расширение блока 6. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2021 — Расширение блока 12 Производственное предприятие площадью 150 000 футов2 в Лидсе, Западный Йоркшир | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2021 – усиливает присутствие в США.Фрезерный станок это: Для чего нужен фрезерный станок. CutmasterНазначение и классификация фрезерных станковНазначение фрезерных станков и основные типы фрезФрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки. На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце. Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные. К основным движениям относят главное движение, называемое еще движением резания, и движение подачи. Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза. Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически. Классификация и расшифровка фрезерных станковКаждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели. По принятой в СССР классификации все металлорежущие станки делят на девять групп. (Прим. СМ) Типы станков фрезерной группы:
Расшифровка фрезерного станка 6Р12 Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2). (Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
Табл. Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение — коэффициент равный 1,25. В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях. Модели станков, относящихся к одному поколению и типоразмеру
Табл. Металлорежущие станки подразделяют по степени универсальности. Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве. Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка. В металлорежущих станках различают пять классов точности: Н, П, В, А и С. К классу Н принадлежат станки нормальной точности (например, 6P12). Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П). Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В). Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В. Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала. Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью. По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Типы фрезерных станков и их назначение
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 д..
д.. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности. 1.
1. 2.
2.
 Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)

 Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки. Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки:
Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки: Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
 Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д. С помощью фрезерных станков можно выполнять множество операций и функций, начиная от мелких объектов и заканчивая крупными.
С помощью фрезерных станков можно выполнять множество операций и функций, начиная от мелких объектов и заканчивая крупными. Фрезы, называемые концевыми фрезами, имеют на своих торцах специальные режущие поверхности, чтобы их можно было установить на заготовку путем сверления. Они также имеют расширенные режущие поверхности с каждой стороны для периферийного фрезерования. Фрезы имеют маленькие резцы на торцевых углах. Резцы изготовлены из высокопрочных материалов, которые долговечны и создают меньше трения.
Фрезы, называемые концевыми фрезами, имеют на своих торцах специальные режущие поверхности, чтобы их можно было установить на заготовку путем сверления. Они также имеют расширенные режущие поверхности с каждой стороны для периферийного фрезерования. Фрезы имеют маленькие резцы на торцевых углах. Резцы изготовлены из высокопрочных материалов, которые долговечны и создают меньше трения. Это важная операция для изготовления дубликатов деталей.
Это важная операция для изготовления дубликатов деталей.
 Различные части станка, такие как стол, колено и седло, медленно перемещаются по мере необходимости для перемещения заготовки.
Различные части станка, такие как стол, колено и седло, медленно перемещаются по мере необходимости для перемещения заготовки.| Всего в остатке по складам: | 3 шт. |
| Доступно к заказу в интернет магазине: | 1 шт. |
| Минимальная партия: | 1 шт. |
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
Плиткорез Stayer Standard 400 мм. 3303-40 предназначен для разрезки и разламывания всех видов настенной и напольной керамической плитки толщиной 4 — 10 мм под прямым или произвольным углом. Оснащен сменным твердосплавным режущим элементом. Металлические направляющие обеспечивают точный и плавный разрез плитки. Толщина режущего элемента 1,5 мм.
Характеристики
Характеристики Плиткорез Stayer Standard 400 мм. приведены в таблице ниже
| Модель: | 3303-40 |
| Размер, мм | 400 |
| Измерено в Шукур в упаковке | |
| Вес, брутто | 1.63 кг |
| Длина | 56.00 см |
| Ширина | 14. 00 см 00 см |
| Высота | 8.00 см |
Где купить 3303-40
Наличие Плиткорез Stayer Standard 400 мм. приведено в списке ниже. Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
| Магазин | Количество, шт |
|---|---|
| Основной склад Склад-магазин на Рыбинской 25Ц | 0 шт |
| Склад-магазин на 1-й пр. Рождественского 3Б | 1 шт |
| Магазин на Рыбинской 25М | 0 шт |
Магазин с. Солянка, ул. Каспийская, д. 2А Солянка, ул. Каспийская, д. 2А | 1 шт |
| Магазин на Рыбинской 19в | 0 шт |
| Магазин на Аксакова 7 Б | 1 шт |
| Магазин с. Карагали, ул. Зеленая д.22/4 | 0 шт |
| Магазин на Соликамской 74 | 0 шт |
| Остаток всего | 3 |
| В резерве | 0 |
ссылка на страницу с контактами, адресами и схемой расположения магазинов
Доставка
Мы осуществляем доставку по территории РФ силами различных транспортных компаний. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Как купить
Чтобы купить Плиткорез Stayer Standard 400 мм. необходимо нажать на кнопку . Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Оплата
Если вы хотите сэкономить на стоимости доставки, рекомендуем выбрать сразу несколько понравившихся или необходимых товаров в корзине и указать их количество. Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Плиткорез STAYER 3318-40 400мм
3320 ₽
Описание
Описание Наличие
Описание
Описание
Плиткорез ручной STAYER 3318-40 (PROFI)
Используется во время работы с кафельной напольной и настенной плиткой
Особенности:
Усиленное основание
Оснащен металлическими втулками на подшипниках, направляющей из цельного металла и градуированным выносным угольником на 90 градусов.
Технические характеристики:
Габаритные размеры, мм 400
Наличие
Доступно на складах
Адрес магазина
Режим работы
Наличие
Волгоградская улица, 105
с 8:00 до 19:00
Наличие:
Нет в наличии
Сухумское шоссе, 110А
с 8:00 до 19:00
Наличие:
Нет в наличии
Шоссейная улица, 150
с 8:00 до 20:00
Наличие:
Нет в наличии
Волгоградская улица, 99
с 8:00 до 19:00
Наличие:
Нет в наличии
Просмотренные товары
3 320 ₽
В корзину
3 шт.
Артикул: 331840
На складе 3 шт.
Плиткорез STAYER 3318-40 400мм
В корзину
Kraft Tool Co- Большой плиткорез 15 x 15 дюймов с твердосплавным диском № 400 (# 2A-400) № 2A-400)
114,60 $
Большой плиткорез 15 x 15 дюймов с твердосплавным диском № 400 (# 2A-400)
Артикул: ST006
7-дюймовые плитки по диагонали. Режет бычий нос, основание для обуви, четверть круга, стену, тонкое стекло, карьер, фарфор и листовую керамическую плитку. Сменный твердосплавный отрезной диск (ST048) обеспечивает ровную насечку для превосходных результатов. Регулируемый угловой датчик, прикрепленный к резаку, обеспечивает согласованность и точность при определении размеров и углов резки. Мягкая рабочая поверхность обеспечивает комфорт и амортизацию при работе с деликатной плиткой. Этот плиткорез имеет 6-дюймовое рабочее пространство с каждой стороны ломика, что обеспечивает достаточно места при работе с плиткой малого или среднего размера. Прочная литая алюминиевая конструкция разработана таким образом, чтобы быть легкой для портативности, но прочной для долговечности. Простота установки и начните использовать немедленно, просто вставьте и отрегулируйте винт с накатанной головкой в зависимости от толщины плитки. Не требуется вода или электричество. Подрезное колесо в передней части рукоятки надрезает плитку. Задняя часть рукоятки расширяется, чтобы аккуратно разбить плитку. рифленая плитка.Отлично подходит для больших или малых работ.Протектор плитки Kraft Tool (ST072) помогает защитить плитку, поскольку она разделена, чтобы обеспечить некоторую амортизацию, продается отдельно.Всегда используйте надлежащие средства защиты глаз при использовании плиткореза.С гордостью сделано в США.
Прочная литая алюминиевая конструкция разработана таким образом, чтобы быть легкой для портативности, но прочной для долговечности. Простота установки и начните использовать немедленно, просто вставьте и отрегулируйте винт с накатанной головкой в зависимости от толщины плитки. Не требуется вода или электричество. Подрезное колесо в передней части рукоятки надрезает плитку. Задняя часть рукоятки расширяется, чтобы аккуратно разбить плитку. рифленая плитка.Отлично подходит для больших или малых работ.Протектор плитки Kraft Tool (ST072) помогает защитить плитку, поскольку она разделена, чтобы обеспечить некоторую амортизацию, продается отдельно.Всегда используйте надлежащие средства защиты глаз при использовании плиткореза.С гордостью сделано в США.
- Твердосплавный отрезной круг обеспечивает плавный рез
- Прочная конструкция из литого алюминия
- 7-1/4 дюйма. рабочее пространство по обеим сторонам стержня
- Резка до 10 дюймов. плитка
- Регулируемый угловой упор для равномерного реза
- Мягкая рабочая поверхность защищает деликатную плитку
- Быстрая и простая установка
- Не требует воды и электричества
- Сменный режущий диск
- Всегда используйте соответствующие средства защиты глаз
- Сделано в США
Products specifications
| Name | Value | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Length | 15. Элайнеры преимущество: Элайнеры: преимущества и недостатки, срок лечения, уход Стоматология Dental Way в Москве и Московской областиПочему стоит выбрать элайнеры?
Мы уже писали о том, что элайнеры имеют массу преимуществ. Какие из них наиболее значимы, о чем стоит знать перед лечением, чтобы сделать правильный выбор? А главное, почему при этом несъемные брекеты не ушли в прошлое? Отвечаем на эти вопросы. Элайнеры для исправления прикуса Сравним брекеты и элайнеры по основным параметрамСравним элайнеры с вестибулярными брекетами как наиболее распространенными. Лингвальные до сих пор являются достаточно редкой и специфичной технологией, которую к тому же применяют далеко не во всех клиниках.
Как видно, элайнеры имеют преимущества перед брекетами – прежде всего это эстетика и удобство в ношении. Сравнивать цену нет смысла, так как конечная стоимость лечения рассчитывается индивидуально и зависит от того, какое нарушение было у пациента и насколько сложно его было исправлять. Но благодаря тому, что элайнеры применяют все чаще, они перестали быть эксклюзивной услугой и сейчас доступны наравне с вестибулярными брекетами. Во многих случаях стоимость лечения сопоставима. По цене из общего ряда скорее будут выбиваться лингвальные брекеты, чья цена заметно выше, чем у других технологий. Почему же брекеты не ушли в прошлое, раз у них есть недостатки? По той же причине, почему люди продолжают носить очки, хотя есть контактные линзы. Многих пациентов вполне устраивают брекеты, даже металлические. Очень многим нравится их внешний вид, для привлечения внимания есть цветные лигатуры, их даже можно подобрать под цвет наряда или оправы очков. К тому же брекеты – это технология, которой владеют все врачи-ортодонты. Брекеты пока что не уходят в прошлое Тем не менее, именно элайнеры дают больший комфорт при лечении, позволяют открыто улыбаться и не переживать, что окружающие заметят эту конструкцию. А благодаря программам рассрочки цена лечения становится доступной – всю сумму сразу вносить не нужно. Другие статьи:
Вы можете пройти бесплатную диагностику и получить | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Если ситуация требует, чтобы вы появились без ортодонтической конструкции, то их можно на некоторое время снять
Если ситуация требует, чтобы вы появились без ортодонтической конструкции, то их можно на некоторое время снять Чистка может занимать от 5 до 15 минут. Утром и вечером рекомендуется использовать ирригатор. Нужно соблюдать некоторые ограничения в пище.
Чистка может занимать от 5 до 15 минут. Утром и вечером рекомендуется использовать ирригатор. Нужно соблюдать некоторые ограничения в пище. А для людей с низким болевым порогом – еще и заметное снижение неприятных ощущений.
А для людей с низким болевым порогом – еще и заметное снижение неприятных ощущений.



 Это нужно делать при каждой чистке зубов.
Это нужно делать при каждой чистке зубов.| Пн-Пт | 10:00 — 22:00 |
| Сб-Вс | 10:00 — 20:00 |
Левковская Ольга Владимировна
Врач-стоматолог терапевт
ПОСЛЕДНИЕ СТАТЬИ
Как соблюдать зубную гигиенуПротезирование зубов: металлокерамика и другие материалыПротезирование на имплантахИзготовление съемных зубных протезов и их ценаКак проходит процесс диагностики зубов
Что такое Clear Aligner: преимущества и недостатки
Всегда заранее.
Я КАНДИДАТ?
НАЙТИ ВРАЧА
Узнайте больше
Что такое прозрачные элайнеры: преимущества и недостатки
Вы планируете преобразить свою улыбку, но не знаете, какую процедуру выбрать? Если вы беспокоитесь о кривых или смещенных зубах, то лечение прозрачными элайнерами — отличный выбор. Прозрачные элайнеры выпрямляют кривые, скученные или неравномерно расположенные зубы, а также исправляют такие проблемы, как неправильный, неправильный и перекрестный прикус.
Что такое прозрачный элайнер?
Прозрачный элайнер представляет собой съемную пластиковую ложку или форму, одобренную Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), которая адаптирована к индивидуальным зубам, чтобы выпрямить их до идеальной улыбки. Элайнеры необходимо носить в течение всего периода лечения, при этом на каждом этапе мягко оказывая давление, чтобы шаг за шагом перемещать зубы в желаемое положение. Имея ряд преимуществ, прозрачные элайнеры стали предпочтительным выбором по сравнению с традиционными металлическими брекетами. Тем не менее, некоторые недостатки все еще остаются, о которых можно легко позаботиться при наличии подробных знаний и помощи ортодонта.
Тем не менее, некоторые недостатки все еще остаются, о которых можно легко позаботиться при наличии подробных знаний и помощи ортодонта.
Преимущества
- Эстетика: Мысль о видимом металле каждый раз, когда вы улыбаетесь, заставляет вас содрогаться при ношении брекетов? Просто выберите прозрачные элайнеры, так как они почти невидимы невооруженным глазом, и мир никогда не узнает о вашем лечении.
- Комфорт: отсутствие металлических брекетов означает отсутствие уколов и боли. Будет минимальный первоначальный дискомфорт после смены на новый набор прозрачных элайнеров каждую неделю. После того, как ваши зубы приспособятся, вы едва почувствуете его присутствие во рту.
- Removabie: прозрачные элайнеры легко снимаются во время еды и чистки зубов/флосса. Просто снимите их, очистите надлежащим образом и снова наденьте, не опасаясь, что пища застрянет, как в случае с металлическими брекетами. Легкое удаление облегчает чистку зубов щеткой или зубной нитью без ущерба для гигиены полости рта.

- Меньше посещений стоматолога: поскольку обслуживание, снятие и надевание нового комплекта прозрачных элайнеров можно легко контролировать, частые походы к стоматологу или ортодонту при желании сводятся к минимуму. OrthoFX также предлагает технологическое приложение FXOnTrack, которое помогает сообщать врачу о ходе вашего лечения, не выходя из дома.
Недостатки
- Консистенция: Для достижения наилучших результатов прозрачные элайнеры необходимо носить 20-22 часа в день. Снятие их несколько раз, а затем не надевание обратно может замедлить процесс лечения.
- Потеря: Легкое удаление может привести к потере, если не надевать обратно сразу после еды или чистки зубов.
- Расходы: С развитием технологий, связанных с диагностикой, планированием лечения, подготовкой и производством прозрачных элайнеров, плата *может* быть выше, чем обычные брекеты. Однако с появлением большего количества брендов и конкурентоспособных цен доступность стала менее важной проблемой, поскольку на рынке появилось больше вариантов.
 Тем не менее, OrthoFX предлагает НОВУЮ гибкую программу финансирования с высоким рейтингом одобрения и доступными ежемесячными платежами. 24-месячная беспроцентная программа предназначена для работы с большинством бюджетов и делает цель красивой улыбки достижимой.
Тем не менее, OrthoFX предлагает НОВУЮ гибкую программу финансирования с высоким рейтингом одобрения и доступными ежемесячными платежами. 24-месячная беспроцентная программа предназначена для работы с большинством бюджетов и делает цель красивой улыбки достижимой. - Не для сложных случаев: прозрачные элайнеры могут решить большинство проблем с выравниванием зубов, от простых до комплексных. Тем не менее, есть еще некоторые тяжелые случаи, которые могут потребовать более глубокого лечения.
Хотя приведенная выше информация поможет вам принять решение, в отношении выпрямления зубов настоятельно рекомендуется мнение эксперта. Запишитесь на прием к стоматологу или ортодонту в OrthoFX, чтобы узнать о нашей комплексной программе лечения для достижения идеальной улыбки.
Поиск
Наша продукция
Лечение элайнерами
Ваш врач посоветует лучший вариант лечения для вас. Мы поддерживаем лечение от легкой до комплексной сложности
Узнать больше
Подписка на ретейнеры
FXTetra Яркий ретейнерный материал, благодаря которому ваши зубы выглядят естественно белее и чище
Узнать больше
лучший вариант лечения для вас.
 Мы поддерживаем лечение от легкой до комплексной сложности
Мы поддерживаем лечение от легкой до комплексной сложности
Узнайте больше
Архивы
ноября 2020 г. (1)
октября 2020 г. (2)
январь 2021 (1)
декабрь 2021 (2)
август 2021 (2)
метки
Aligners
Брекеты
C lear Элайнеры
Поделиться
Поделиться на facebook
Поделиться на Twitter
Twitter pinterest
10002 Pinterest
Почему комфорт пациента должен иметь первостепенное значение при лечении элайнерами?
Прозрачные элайнеры сделали процедуры выравнивания более удобными для врачей. Количество преимуществ, которые они предоставляют, очень велико. Более быстрые результаты, более точные прогнозы, меньшее количество посещений стоматолога, лучшая гигиена полости рта и в целом меньший контроль на протяжении всего лечения склоняют врачей к выбору четких элайнеров.
Подробнее
23 декабря 2022 г.
7 вещей, которые нужно сообщить своим пациентам перед началом лечения элайнерами: Контрольный список врача
Исследования показали, что пациенты, которые участвуют в обсуждении своего лечения, с большей вероятностью достигают лучших результатов. Чем больше у пациента информации о своем медицинском обслуживании, тем лучше его вклад в выполнение плана лечения.
Подробнее
22 ноября 2022 г.
Как величина силы влияет на результат лечения с помощью элайнеров?
Какое усилие необходимо для того, чтобы лечение элайнерами действительно сработало? Это на метку много или немного меньше?
Подробнее
20 октября 2022 г.
Написать ответ
Ваш адрес электронной почты не будет опубликован. Обязательные поля отмечены*
с понедельника по пятницу
9:00 по тихоокеанскому стандартному времени – 17:00 по тихоокеанскому стандартному времени 415-936-0006
Код поддержки:
Информационный бюллетень
Хотите улучшить свою улыбку? Подпишитесь, чтобы получать наши последние предложения и обновления.

Почему OrthoFX
Продукты
Ресурсы
Будьте в курсе
Хотите улучшить свою улыбку? Подпишитесь, чтобы получать наши последние предложения и обновления.
© 2022 OrthoFX
Встретьтесь со своим консультантом OrthoFX!
Если вы находитесь в США, выберите свой штат ниже. Для всех других стран нажмите здесь, чтобы заполнить нашу контактную форму.
Это закроется через 0 секунд
Наша гарантия, мы гарантируем
заставит вас улыбнуться.
Вы потеряли элайнеры?
Не волнуйся. Мы оперативно заменим вам элайнеры бесплатно. Вот как мы катимся.
У ваших зубов есть собственный разум?
Зубы непредсказуемы, поэтому мы будем лечить вас снова, если они вернутся обратно после вашего лечения.
Вы передумали?
Не беспокойтесь, если вам это больше не интересно. Мы вернем вам пропорциональное возмещение.
Совет: Если у компании есть такая гарантия, значит, вы ей действительно нравитесь.
3 Преимущества выбора прозрачных элайнеров перед традиционными брекетами: Семейная стоматология Честер: общие стоматологи
3 Преимущества выбора прозрачных элайнеров перед традиционными брекетами: Семейная стоматология Честер: общие стоматологи
Все хотят яркую улыбку с ровными ровными зубами. Если ваши зубы неровные или у вас есть другая проблема, например щель между зубами, вы, вероятно, ищете способы сделать свою улыбку более привлекательной.
Вам может быть интересно, можете ли вы носить прозрачные элайнеры вместо металлических брекетов. Если у вас кривые, скученные или повернутые зубы или зубы с другими умеренными, но не серьезными проблемами, то прозрачные элайнеры могут стать ответом на ваши ортодонтические потребности.
В семейной стоматологии Честер мы предлагаем прозрачные элайнеры нашим пациентам, проживающим в округе Трамбалл или его окрестностях. Вот три больших преимущества прозрачных элайнеров перед традиционными брекетами.
Вот три больших преимущества прозрачных элайнеров перед традиционными брекетами.
- Они невидимы
Наиболее очевидным преимуществом прозрачных капп является то, что они невидимы. Вы не носите полный рот неуклюжих металлических проводов и скоб.
Большинство подростков проводят большую часть своей жизни, пытаясь соответствовать своим сверстникам. Около 9 из 10 подростков говорят, что металлические брекеты мешают им адаптироваться. У подростка, который не ладит со сверстниками, могут развиться психологические проблемы, такие как тревога и депрессия.
Внешний вид и одежда являются повседневными заботами девочек-подростков и многих мальчиков. Необходимость носить металлические брекеты более года, вероятно, помешает уверенности в себе в уязвимом периоде жизни. Исследования показывают, что подростки с четкими элайнерами в два раза чаще повышают самооценку, чем подростки с металлическими брекетами.
Для взрослых внешний вид может быть столь же важен, как и для подростков. Если вы занимаетесь очень заметной профессией, например, занимаетесь продажами или маркетингом, вы хотите производить благоприятное впечатление на каждого нового контакта, и ваш внешний вид играет большую роль в этом. Справедливо это или нет, но люди судят о вас по тому, как вы выглядите.
Если вы занимаетесь очень заметной профессией, например, занимаетесь продажами или маркетингом, вы хотите производить благоприятное впечатление на каждого нового контакта, и ваш внешний вид играет большую роль в этом. Справедливо это или нет, но люди судят о вас по тому, как вы выглядите.
Широкая улыбка показывает другим, что вы кажетесь заслуживающим доверия, дружелюбным и доступным — все это важные факторы в деловом мире. Независимо от того, где вы работаете, профессиональный внешний вид с дружелюбной улыбкой имеет большое значение для установления важных рабочих отношений и на самом деле может сделать вас более компетентным. Если вы носите металлические брекеты, возможно, вам не захочется так много улыбаться. Металлические брекеты просто мешают вам профессионально позиционировать себя на работе. Прозрачные элайнеры позволяют сохранить великолепную улыбку во время ортодонтического лечения.
- Они съемные
Когда вы будете готовы к употреблению, вы можете просто вынуть элайнеры и положить их в небольшую переносную сумку. Элайнеры позволяют вам продолжать есть все ваши любимые продукты. Будучи подростком или взрослым, трудно отказаться от того, что все остальные едят на пикнике или вечеринке.
Элайнеры позволяют вам продолжать есть все ваши любимые продукты. Будучи подростком или взрослым, трудно отказаться от того, что все остальные едят на пикнике или вечеринке.
С другой стороны, список продуктов, которых следует избегать с металлическими брекетами, становится длинным:
- Жевательные, резиноподобные продукты, такие как лакрица или леденцы
- Продукты, которые прилипают к зубам, такие как жевательная резинка, ириски или карамель
- Хрупкие продукты, включая орехи, попкорн или твердые крендельки
- Более твердые овощи и фрукты, включая целые яблоки, морковь и кукурузу в початках
Металлические брекеты также могут препятствовать близости. Известно, что подростки заблокировали брекеты! Прозрачные элайнеры также делают близость взрослых более приятной, потому что ваш партнер не бьет по железу, когда целует вас.
- Они облегчают чистку зубов
Поскольку вы можете снять прозрачные элайнеры, вы сможете ухаживать за зубами гораздо тщательнее, чем если бы вы носили металлические брекеты. Просто продолжайте обычную чистку зубов и использование зубной нити.
С другой стороны, легко увидеть, как металлические проволоки и брекеты могут задерживать пищу между зубами. Люди, которые носят традиционные брекеты, должны уделять особое внимание как диете, так и чистке зубов. Вы можете повредить защитную эмаль зубов из-за недостаточного ухода за полостью рта во время ношения брекетов.
Семейная стоматология Chester использует как прозрачные элайнеры MTM®, так и элайнеры ClearCorrect для исправления кривых, скученных, повернутых, смещенных зубов, зубов с промежутками между ними и других ортодонтических проблем легкой и средней степени тяжести. Один из наших поставщиков работает с вами, чтобы определить, какой тип элайнеров будет работать лучше всего, чтобы дать вам новую улыбку с однородными ровными зубами.
Позвоните в наш офис в Уоррене, штат Огайо, или запишитесь на прием онлайн сегодня, чтобы узнать, подходят ли вам прозрачные элайнеры.
Корона в тот же день: чего ожидать
Вас интересуют высококачественные коронки, которые обеспечивают удобство одного, а не нескольких визитов к стоматологу? Узнайте больше о наших коронках CEREC®, устанавливаемых в тот же день, и о том, чего ожидать во время и после вашего визита.
Предупреждающие признаки распространения зубной инфекции
Зубная инфекция не проходит сама по себе. На самом деле, без своевременной помощи он может легко распространиться на местные ткани и за их пределы, на остальную часть вашего тела. Узнайте больше о предупреждающих знаках этой потенциально опасной для жизни проблемы здесь.
причин, по которым вам может понадобиться удаление зуба
Никто не хочет удалять зуб, но часто это может оказаться лучшим решением, чем менее навязчивые. Вот несколько стоматологических проблем, при которых удаление зуба может дать самые идеальные результаты.
Вот несколько стоматологических проблем, при которых удаление зуба может дать самые идеальные результаты.
6 вещей, которые могут вызывать апноэ во сне
Апноэ во сне — это скрытая проблема со здоровьем, которая может остаться незамеченной, если вы не знаете, что может ее вызвать. Здесь мы даем вам полную разбивку наиболее распространенных причин апноэ во сне, чтобы вы могли быть бдительны в отношении своего здоровья.
Правильно ли вы пользуетесь зубной нитью?
Вы в последнее время чистили зубы нитью? А вы уверены, что сделали это правильно? Выполнение этой простой ежедневной задачи имеет решающее значение для здоровья полости рта, а использование правильной техники обеспечивает наилучшие результаты.
Что следует учитывать при рассмотрении вопроса о зубных имплантатах
Термин «зубной имплантат» относится к титановому штифту, который вживляется в челюсть.
Волоконный лазерный станок: Волоконный лазерный станок для резки листового металла и труб XTC-1530WT/2000 Raycus XTLASER (Китай)
Оптоволоконный лазерный станок для резки металла
Работа с металлом – резка и гравировка, часто требуется практически во всех областях производства. Удобнее всего использовать для этих целей лазерные станки с ЧПУ, так как обеспечивается высокая точность деталей, минимизируются отходы, не требуется последующая обработка кромок.
Металлы обладают высокой прочностью и твердостью. Для их обработки, особенно резки, требуется высокая мощность лазерного луча, которая зависит от того, какой тип излучателя установлен на станке. Для работы с металлоизделиями применяют оптоволоконный излучатель, который дал название типу станка.
На оптоволоконном лазерном станке ЧПУ можно резать и гравировать черные и цветные металлы и сплавы:
- конструкционные углеродистые стали, в том числе оцинкованные и окрашенные;
- легированные нержавеющие стали;
- медь;
- латунь;
- алюминий;
- другие металлы.
Благодаря высокому качеству получаемых деталей, скорости производства, точности и оптимизации использования материала, оптоволоконные станки ЧПУ применяют во всех отраслях промышленности и производства, где необходима работа с металлами: от гравировки на адресниках для домашних животных до производства деталей судов и ракет.
Общий принцип устройства и работы металлорежущего станка с волоконным излучателем мало отличается от станка с газовым излучателем. Разница кроется только в некоторых комплектующих.
Принцип работы оптоволоконного излучателя
За мощность лазерного луча отвечает волоконный иттербиевый излучатель. Он генерирует луч и по оптоволокну передает его в лазерную голову. Длина оптоволоконного кабеля в некоторых излучателях может достигать ста метров. Для удобства кабель сложен внутри корпуса.
В отличие от газовых излучателей СО2, луч формируется при помощи тончайшего волокна с практически абсолютной отражательной способностью. Обычно для изготовления сердцевины волокна применяется кварц высокой прозрачности, насыщенный редкоземельными металлами.
На конце сердечника нанесены насечки, которые провоцируют дифракцию волн, благодаря чему луч сохраняет свое качество на выходе.
При включении станка диодные лампы запускают работу оптоволокна. Часть световых волн, проходя через дифракционную решетку, отражается обратно, поэтому доля энергии возвращается и генерирует новые лучи.
Со стороны выхода лазерного луча находится режущая головка с линзой, которая фокусирует и направляет луч на поверхность металла.
Оптоволоконный излучатель, хоть и отличается высокой стоимостью, полностью успеет себя окупить благодаря внушительному сроку службы – порядка 100 000 часов до начала снижения качества реза.
Лазерная голова оптоволоконного станка ЧПУ
Лазерная голова – элемент станка, который обеспечивает резку металла. Если качество реза вдруг снизилось, то проблемы чаще всего именно в голове.
Лазерный луч, который выходит из волоконного излучателя, проходит через защитное стекло и попадает на коллиматорную и фокусирующую оптику. В линзе луч фокусируется, проходит через сопло и направляется на металл.
Малейшая пылинка или капелька влаги могут исказить луч настолько, что металл будет нагреваться, а не резаться, поэтому лазерная голова оборудуется системой защитных стекол и вентиляции. Защитные стекла – это расходники, которые нужно менять при ухудшении качества реза.
Чтобы лазерный луч всегда был максимально эффективен, голова оборудуется системами слежения за высотой резки и автофокусом. Во время реза толстых листов программное обеспечение станка в автоматическом режиме следит за тем, чтобы фокус все время был оптимальным.
Перед началом резки станок калибруется, что позволяет системе слежения удерживать заданное расстояние от поверхности материала до сопла.
| Мощность излучателя | Лазерная голова |
|---|---|
| До 1500 | 1500-3300 |
| BT 210s | BT 240s |
Во время работы голова и излучатель нагреваются, поэтому работа без охладителя – чиллера с системой двойного водяного охлаждения, невозможна. Чиллеры, применяемые на металлорежущих станках, обеспечивают охлаждение головы и излучателя разными контурами.
Лазерный оптоволоконный маркер с ЧПУ
Для гравировки, нанесения штрих-кодов или маркировки металлических изделий на волоконном станке ЧПУ служит лазерный маркер.
Преимущества лазерных маркеров:
- Тонкость луча позволяет выполнять самую мелкую и точную работу.
- Высокая производительность.
- Отсутствие расходных материалов.
- Большое число не только цветов, но и оттенков гравировки.
- Надежность.
Способность маркера работать с большой производительность и проникать на большую глубину зависит от мощности излучателя. Стандартная мощность для маркировки – 20-50 Вт. Для глубокой гравировки или для работ с металлами с высокой отражающей способностью используют излучатели 70-100 Вт.
Для гравировочных и маркировочных работ обычно нужно небольшое рабочее поле: от 100х100 до 300х300 мм.
ЛАЗЕРНЫЙ МАРКЕР WATTSAN FL LT
В состав маркера входят следующие элементы:
- Контроллер обрабатывает получаемые сигналы и управляет лазерным источником и сканатором.
- Сканатор направляет луч лазера на линзу.
- Линза фокусирует лазерный луч.

Качественный маркер – это стабильно работающее оборудование, обеспечивающее постоянный уровень качества нанесения изображения даже на большую партию изделий.
Механические части волоконного лазерного станка ЧПУ по металлу
Основная отличительная особенность металла, как обрабатываемого материала – большой размер и масса. Для раскроя, например, деталей корпуса судна, используются самые большие изготавливаемые по сортаменту листы.
Станок должен не только выдерживать их вес, но и обеспечивать неподвижность во время работы, чтобы лазерный луч не терял фокус из-за вибраций. Кроме того, необходимо обеспечить заданную точность и качество реза в любой части стола большой площади.
На станке ЧПУ устанавливают следующие комплектующие:
- Серводвигатели, которые обеспечивают перемещение подвижных частей станка. Отличительные черты серводвигателей: точность, повышенная скорость, отсутствие шумов и вибраций.
- Редукторы, трансформирующие вращательное движение вала серводвигателя в поступательное перемещение портала.
 Кроме того, редуктор увеличивает силу с той, что обеспечивает небольшой привод, до той, что перемещает тяжелый портал.
Кроме того, редуктор увеличивает силу с той, что обеспечивает небольшой привод, до той, что перемещает тяжелый портал. - Косозубая рейка служит для перемещения шестерни редуктора вдоль направляющей портала. Чем качественнее металл, из которого она сделана, тем точнее передвижение портала и тем больше срок ее службы.
- Направляющие для перемещения портала – специальные рельсы. Точность реза или гравировки обеспечивается не только лазером, но и механическими частями. Портал по направляющим должен перемещаться с минимальным трением и останавливаться над рабочим полем с максимальной точностью координат.
Для работы станка, конечно, необходима качественная электрика, которая будет обеспечивать его бесперебойное питание.
Рейтинг лучших производителей волоконных излучателей для станков ЧПУ
- IPG (США-Россия) – лидер исследований возможностей оптоволокна, поставляющий до 80% лазерного оборудования на мировой рынок.
 Основан и возглавлен советским ученым. Самое качественное, надежное и эффективное оборудование, с мощностью 100-1000 Вт и сроком службы более 100 000 часов. Однако у этой продукции высокая цена: стоимость излучателя больше, чем стоит китайский станок целиком.
Основан и возглавлен советским ученым. Самое качественное, надежное и эффективное оборудование, с мощностью 100-1000 Вт и сроком службы более 100 000 часов. Однако у этой продукции высокая цена: стоимость излучателя больше, чем стоит китайский станок целиком. - Raycus (Китай) – во многом продукция может соперничать с лидером рынка, при этом ее цена значительно ниже. В основном применяется для маркировки и гравировки металлоизделий на производствах.
- Max Photonics (Китай) – менее мощный, но не менее качественный лазер. Скудная комплектация делает его менее популярным, однако он все равно в тройке лидеров рынка лазерной продукции для гравировки.
Конструктивные решения при производстве могут отличаться, однако если в комплектующих станка встречается одно из этих трех названий, можно с уверенностью говорить о его качестве.
За что можно и НУЖНО переплатить при покупке оптоволоконного лазерного станка для резки металла
Производство станка ЧПУ заключается в грамотном подборе всех комплектующих. Они не только сами по себе должны быть достаточно высокого качества, но еще и дополнять друг друга, усиливая достоинства и нивелируя недостатки.
Они не только сами по себе должны быть достаточно высокого качества, но еще и дополнять друг друга, усиливая достоинства и нивелируя недостатки.
Покупка станка для резки или гравировки металла – в любом случае недешевое «удовольствие». Однако экономия не должна заключаться в поиске самого дешевого – в худшем случае такой станок вообще не будет справляться с работой, а в лучшем потребует кропотливого обслуживания и будет выдавать немало брака из-за различных сбоев, что в свою очередь приведет к лишним потерям и издержкам.
Сэкономить на покупке оптоволоконного станка ЧПУ можно только одним способом – выбрав надежного поставщика, который подберет комплектующие, чтобы справлялся именно с вашими задачами максимально быстро и бесперебойно. Только в таком случаем лазерный станок по металлу будет выгодной покупкой.
Wattsan 1325 Basic
Опишите сотрудникам LASERCUT производственные задачи, они подберут оптимальный вариант станка, помогут с его монтажом и наладкой, обучат оператора тонкостям юстировки, калибровки и других операций, требующихся в процессе работы.
Лазерный станок для резки металла с ЧПУ F4020-1000W с волоконным лазером MAX — цена, отзывы, характеристики с фото, инструкция, видео
Автоматизированная установка лазерного реза BODOR F4020-1000W MAX предназначена для лазерного раскроя листового материала из нержавейки, титана, черных и легированных сталей, цветных металлов таких как медь, латунь, бронза, а также позволяет осуществлять гравировку металла.
В качестве режущего инструмента в станке используется лазерное излучение генерируемое источником фирмы Max Photonics или IPG со сроком службы до 100 000 часов. Передача потока от источника лазерного излучения в зону резки осуществляется по волоконному кабелю.
Преимущества покупки BODOR
- Прочная сварная станина
- Оперативная сервисная поддержка BODOR в России 24/7
- Большой штат сертифицированных инженеров в России
- Качество лазерных станков соответствует международным стандартам (сертификаты – CE, SGS, FDA, ISO)
- Комплектующие от ведущих мировых производителей Yaskawa, OMRON, HIWIN, MAXPHOTONICS, IPG
- Программное обеспечение от компании R&D (Швейцария)
- Общепризнанный мировой бренд BODOR
Лазерные станки для резки металла BODOR обладают высокой скоростью резки, минимальной стоимостью обслуживания и мощной конструкцией с низким потреблением энергии (например, по сравнению с CO2 станками со схожей мощностью излучения). Низкое энергопотребление и высокая энергоэффективность достигаются за счет использования волоконного лазера в качестве источника излучения. Кроме высокого в своем классе КПД, лазер подобного типа обладает рядом преимуществ.
Низкое энергопотребление и высокая энергоэффективность достигаются за счет использования волоконного лазера в качестве источника излучения. Кроме высокого в своем классе КПД, лазер подобного типа обладает рядом преимуществ.
Особенности оптоволоконного лазера
- в 3 раза быстрее по сравнению с другими машинами лазерной резки. Оси оборудованы серво двигателями и драйверами, что помогает достичь скорости 140-200* м/мин.
- оптоволоконный лазер является «зеленой» технологией, т.е. сохраняет до 50% электроэнергии;
- нет потребности смешивания лазерных газов;
- нет потребности в оптических расходниках;
- нет потребности в таких компонентах, как траектория луча, направляющее зеркало, кварцевая трубка, центробежный вентилятор и т.д.;
- экономия стоимости каждой детали на 50% с эффективностью работы 24 часа в сутки;
- предотвращает производственные дефекты путем автоматизации;
- расширенные возможности резки отражающих материалов, таких как алюминий, железо, латунь и т.
 д., получая при этом отличное качество реза и поверхности;
д., получая при этом отличное качество реза и поверхности; - высокопрочная конструкция оборудована широко известным в мире оборудованием, которое позволяет работать непрерывно даже при высоких нагрузках;
- основными принципами производства являются дизайн, высокий уровень технологий и качество.
Станина
Станины станков BODOR изготовлены методом литья и представляют собой жесткие цельнолитые чугунные конструкции с высоким содержанием углерода.
Станины обладают отличной прочностью на сжатие, высокой твердостью и износостойкостью, а также стойкостью к тепловым расширениям. Все эти преимущества позволяют комплексам производить точную и скоростную резку металла.
Портал оси X
Новое время – новые вызовы. Новейший сверхлегкий и прочный алюминиевый портал оси Х обеспечивает лазерным станкам BODOR высокую скорость работы, повышает эффективность оборудования и обеспечивает безупречное качество раскроя.
Для обеспечения стабильной работы сверхмощных лазерных станков BODOR серии S на скорости 200 м/мин и с ускорением 4G портал должен быть не только сверхпрочным, но и сверхлегким. Именно поэтому компанией BODOR был разработан качественно новый литой пирамидальный портал из авиационного алюминия повышенной прочности, который теперь используется на всех сериях станков.
Функция определения положения листа
Эта функция позволяет автоматически определять позиционные выступы и угол поворота заготовки на столе станка и скорректировать программу резки, если это потребуется. Если материал расположен на паллете не ровно, то кромки материала будут определены с помощью детектора, и материал будет программно повёрнут в необходимые координаты.
Режущая голова: BODOR GENIUS с автофокусом
Преимущества автофокуса:
- Применим к различным фокусным расстояниям, которые находятся под контролем системы управления станком.
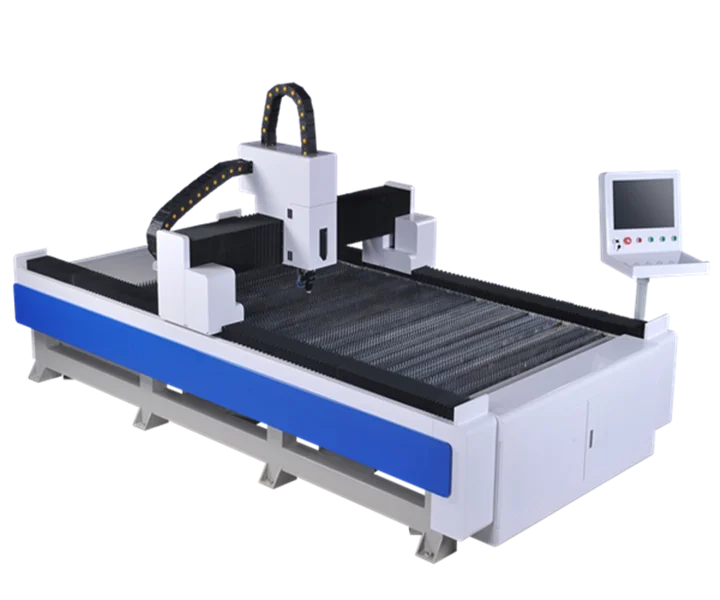
- Фокусирующая точка автоматически регулируется в процессе работы, чтобы добиться наилучшего эффекта резки металлических листов различной толщины.
- Фокусное расстояние контролируется операционной системой. Не нужно настраивать регулировки вручную, что позволяет избежать ошибок или сбоев, вызванных ручным управлением.
- Электрический привод автоматически настраивает наиболее подходящие координационные центры в рабочем процессе, что значительно улучшает скорость резания.
- Лазерная голова получает из библиотеки настроек параметры, которые хранятся в системе.
- Встроенные каналы с двойным контуром охлаждения обеспечивают постоянную температуру коллимационных и фокусирующих компонентов, позволяя избежать перегрева линз и продлить срок службы линз.
Параметры режущей головки:
- мощность источника: 0 – 6000 Вт
- фокусное расстояние collimating lens: 100 мм
- фокусное расстояние focus lens: 125 мм/150 мм/200 мм
- диаметр линзы: D30 мм (0-3 kw), D37 мм (0-4kw)
- вертикальный диапазон регулировки автофокуса: +10 мм – 15 мм
- горизонтальный диапазон автофокуса: ±1.
 5 мм
5 мм - максимальное давление сжатого воздуха: 25 бар
- вес: 4.2 кг
Интелектуальная система обнаружения и объезда препятствий:
Лазерная голова нового поколения BODOR оснащена системой обнаружения препятствий, что позволяет избегать столкновений с заготовками.
Можно больше не контролировать вручную опасные участки, где заготовки могли не полностью провалиться после резки!
Можно больше не расставлять перемычки 0,1 мм!
Раньше данная функция была дорогостоящей опцией, увеличивающей стоимость станка на 20 000$, и была доступна только для станков мощностью от 6 кВт.
Теперь данная опция входит в базовую комплектацию станка без увеличения стоимости!
Механическая часть
- Сервоприводы и контроллеры приводов Yaskawa — Япония
- Количество серводвигателей Yaskawa по Y1, Y12 (1,8 кВт х 2 шт).
- Количество серводвигателей Yaskawa по оси X (0,85 кВт х 1 шт).

- Количество серводвигателей Yaskawa по оси Z (0,4 кВт х 1 шт).
- Линейные направляющие, каретки HIWIN, PMI
- Автоматическая система смазки
- Ось Z ШВП
- Ось Х,Y рейка шестерня
Дисплей операционной системы:
Первый из производителей, кто использует UI дизайн между интерфейсом и рабочей платформой в мире, делая обработку более интуитивной. Элегантные кривые точно соответствуют корпусу станка. Сильная водонепроницаемая дышащая система создает лучший экстерьер, делая работу более удобной. Процесс алмазной резки и стекло высокой плотности делают экран более изысканным и удобным в использовании.
Программное обеспечение CAD/CAM:
Bodor Pro 2.0 — Независимая операционная система R & D прекрасно сочетает в себе высокую эффективность и простоту в использовании. Операционная система может реализовать автоматическую раскладку (компоновку) резки и поддерживать импорт нескольких графических элементов, оптимизировать заказы на заказы автоматически, быстро искать края и автоматическое позиционирование. Система управления использует лучшее логическое программирование и взаимодействие с программным обеспечением, обеспечивает потрясающий опыт работы, эффективно улучшая использование листового металла и уменьшая количество отходов. Простая и быстрая система управления, эффективные и точные инструкции по резке улучшают работу пользователя.
Система управления использует лучшее логическое программирование и взаимодействие с программным обеспечением, обеспечивает потрясающий опыт работы, эффективно улучшая использование листового металла и уменьшая количество отходов. Простая и быстрая система управления, эффективные и точные инструкции по резке улучшают работу пользователя.
Система охлаждения лазера — автоматический Чиллер (водяной):
Все станки комплектуются чиллером фирмы S&A необходимым для охлаждения лазерного источника и головки. Модель чиллера подбирается в зависимости от мощности лазерного излучателя. Охлаждающая система работает в автоматическом режиме регулируя температуру жидкости в необходимом интервале.
Лазерный излучатель MAXPHOTONICS или IPG:
Резонатор Maxphotonics – это 2 года гарантии, сервисная служба в России, наличие склада подменных источников. Система оптической защиты при резке алюминия, оцинковки, зеркальной нержавеющей стали. Высокое качество луча на всех диапазонах мощности. Срок службы диодов – 100 000 часов.
Высокое качество луча на всех диапазонах мощности. Срок службы диодов – 100 000 часов.
Резонатор IPG – это 2 года гарантии, производство и сервисная служба в России. Система оптической защиты при резке алюминия, оцинковки, зеркальной нержавеющей стали. Высокое качество луча на всех диапазонах мощности. Срок службы диодов – 100 000 часов.
Отличительные особенности станков BODOR
- Тяжелая станина делает оборудование более стабильным в работе, легкий портал позволяет станку работать быстрее; идеальный промышленный дизайн
в большей степени соответствует человеко-машинным разработкам; высококачественная электрическая система управления программным обеспечением
дает оборудованию более высокую точность резки. Оборудование обладает удобным интерфейсом, стабильной производительностью, отличным качеством,
высокой эффективностью резания и широким диапазоном применения по сравнению с остальными производителями. - Шариковый механизм облегчения подачи подачи.

Продвижение заготовки по роликовому столу уменьшает силу трения между частями и рабочим столом, что делает погрузку и выгрузку более удобными. - Новое поколение модулей безопасного следования.
Режущая головка сохраняет постоянное расстояние относительно заготовки в процессе резания, это снижает риск столкновений.
Станок перестанет резать при столкновении с преградой. Это снижает уровень аварийности и улучшает производительность резания. - Интеллектуальная защита хода.
Автоматически контролируют рабочий диапазон поперечных балок и режущих деталей, сохраняя работу в пределах диапазона обработки.
Двойная защита значительно улучшают оборудование и личную безопасность. - Интеллектуальная система сигнализации.
Все сигналы идут на интерфейс через центр управления, когда появляются ошибки при работе оборудования. - Система автоматической смазки.
Система автоматической смазки предоставляет смазку регулярно в определённом количестве для обеспечения нормальной и высокой скорости работы
и имеет функции аварийного сигнала тревоги и уровня жидкости. Система значительно повышает точность резания и эффективно продлевает срок службы направляющих.
Система значительно повышает точность резания и эффективно продлевает срок службы направляющих. - Функция аварийного сигнала низкого давления вспомогательного газа.
Предоставляет возможность отслеживания давления газов в режиме реального времени. - WIFI дистанционная интеллектуальная помощь. Отзыв в режиме реального времени по всему миру. Предоставляют анализ неисправностей в реальном времени.
| Характеристика | Значение |
|---|---|
| Основные параметры | |
| Рабочее поле, мм | 4000×2000 |
| Максимальная нагрузка на стол, кг | 1600 |
| Габаритные размеры станка, мм | 5500x3000x2000 |
| Вес BODOR F4020-1000W MAX станка, кг | 5600 |
| Операционные параметры | |
| Максимальная скорость перемещения по осям, м/мин | 140 |
| Максимальное ускорение | 1. 5G 5G |
| Точность позиционирования, мм | 0.05 |
| Повторяемость, мм | 0.03 |
| Точность резки (1 мм нержавейка) | |
| Φ30mm окружность | ≤0.1 мм |
| □30мм квадрат | ≤0.04 мм |
| □190мм квадрат | ≤0.06 мм |
| □190мм диагональ | ≤0.07 мм |
| Оптическая система | |
| Лазерный источник | 1000 Вт, MAX |
| Лазерная режущая головка | BodorGenius |
| Автофокус | Есть, Емкостный датчик |
| Multi-stage perforation Technology | Есть |
| Smooth cutting technology | Есть |
| Anti-slag protection function of double cyclones | Есть |
| Кинематика, механическая часть | |
| Станина | Чугунная, цельнолитая |
| Сервоприводы и контроллеры приводов | Yaskawa — Япония |
| Линейные направляющие, каретки | HIWIN, PMI |
| Автоматическая система смазки | Есть |
| Ось Z | ШВП |
| Ось Х,Y | рейка шестерня |
| Интеллектуальная система управления | |
| Программное обеспечение с поддержкой русского языка | BodorPro2. 0 0 |
| Размер дисплея(Тачпад — сенсорная панель) | 21.5 дюйма |
| WIFI беспроводное управление | Есть, + пульт |
| База данных параметров резки различных материалов | Есть |
| Оповещение при низком уровне давления газа | Есть |
| Автоматическая регулировака давления режущего газа | O2 |
| Концевые выключатели | France Schneider |
| Рэле | France Schneider |
| Пневмоклапаны регулировки подачи газа | Japan SMC |
| Поддерживаемые форматы файлов | G код, DXF, DWG, PLT, ENG |
| Систем индикации и защиты | |
| Сигнализация неисправности лазера | Есть |
| Сигнализация ошибок при резке | Есть |
| Индикация низкого уровня давления газа | Есть |
| Сигнализация неисправности системы охлаждения лазера | Есть |
| Сигнальная лампа | Есть |
| V0 Class Integrated Flame Retardant Injection Molded Head Shell | Есть |
| Защитные очки | Есть |
| Периферийные системы | |
| Чиллер (водяной охладитель) | Есть |
| Вытяжка | Центробежный вентилятор с центрифугой |
| Другие параметры | |
| Общая потребляемая мощность с установленным лазерым источником 4кВт | 29KW/68A |
| Общая потребляемая мощность с установленным лазером источником 3кВт | 24KW/57A |
| Общая потребляемая мощность с установленным лазером источником 2кВт | 20KW/48A |
| Общая потребляемая мощность с установленным лазером источником 1,5кВт | 18KW/43A |
| Общая потребляемая мощность с установленным лазером источником 1кВт | 16KW/40A |
Расходные материалы
| Расходники | Цена | Срок службы/ толщины |
|---|---|---|
| Защитная линза | $65 | 600 часов |
| Фокусная линза | $500 | 4-6 месяцев |
| Коллиматорная линза | $500 | 4-6 месяцев |
| Одинарное сопло 1 мм | $31 | 600часов SS/Al/Copper |
| Двойное сопло 1 мм | $31 | 600часов MS |
| Одинарное сопло 1,5 мм | $31 | 600 часов SS/Al/Copper 3-5мм |
| Двойное сопло 1,5 мм | $31 | 600 часов MS 4-8мм |
| Одинарное сопло 2 мм | $31 | 600 часов SS/Al/Copper > 5мм |
| Двойное сопло 2 мм | $31 | 600 часов MS > 8мм |
Стандартная комплектация BODOR F4020-1000W MAX
- Мощность 1000W
- Стол 4000х2000 мм
- Режущая голова BODOR GENIUS с автофокусом
- Источник лазерного излучения MAX
- Сервомоторы YASKAWA (Japan)
- Моторедуктор YYC PMI (Taiwan)
- Электрокомпоненты Omron (Japan)
- Направляющие HIWIN (Taiwan) или PMI (Taiwan)
- Ось Z ШВП
- Ось Х,Y рейка шестерня
- Интерфейс Bodor PRO 2.
 0
0 - Система вытяжки
- Чиллер (водяной)
- Автоматическое определение расстояния до поверхности листа
- Режущая голова с автофокусом BODOR GENIUS
- Автоматическая система обнаружения препятствий
- Литая чугунная станина станка
- Эргономичный пульт дистанционного управления MANGO
- Цветной монитор тачскрин диагональ 21,5 дюйма
- Автоматическая система контроля давления газов
- Автоматическая система обнаружения листового металла на рабочем столе
- Очки оператора
- Комплект ЗИП, включая сопла и линзы
- Чиллер водяной
- Вытяжной вентилятор
Параметры скорости резки металлов лазером
Черная сталь (Q235A)Нержавейка (201)АлюминийЛатунь
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 8. 0-10 0-10 | 15-26 | 24-30 | 30-40 | 33-43 | 35-44 | ||||
| 2 мм | 4.0-6.5 | 4.5-6.5 | 4.7-6.5 | 4.8-7.5 | 15-25 | 20-28.0 | ||||
| 3 мм | 2.4-3.0 | 2.6-4.0 | 3.0-4.8 | 3.3-5.0 | 7.0-12 | 13-17 | ||||
| 4 мм | 2.0-2.4 | 2.5-3.0 | 2.8-3.5 | 3.0-4.2 | 3.0-4.0 | 3.0-4.5 | ||||
| 5 мм | 1.5-2.0 | 2.0-2.5 | 2.2-3.0 | 2.6-3.5 | 2.7-3.6 | 3.0-4.2 | ||||
| 6 мм | 1. 4-1.6 4-1.6 | 1.6-2.2 | 1.8-2.6 | 2.3-3.2 | 2.5-3.4 | 2.5-3.5 | ||||
| 8 мм | 0.8-1.2 | 1.0-1.4 | 1.2-1.8 | 1.8-2.6 | 2.0-3.0 | 2.2-3.2 | ||||
| 10 мм | 0.6-1.0 | 0.8-1.1 | 1.1-1.3 | 1.2-2.0 | 1.5-2.4 | 1.8-2.5 | ||||
| 12 мм | 0.5-0.8 | 0.7-1.0 | 0.9-1.2 | 1.0-1.6 | 1.2-1.8 | 1.2-2.0 | ||||
| 14 мм | 0.5-0.7 | 0.7-0.8 | 0.9-1.4 | 0.9-1.2 | 1.2-1.8 | |||||
| 16 мм | 0. 6-0.7 6-0.7 | 0.7-1.0 | 0.8-1.0 | 0.8-1.3 | ||||||
| 18 мм | 0.4-0.6 | 0.6-0.8 | 0.6-0.9 | 0.6-0.9 | ||||||
| 20 мм | 0.5-0.8 | 0.5-0.8 | 0.5-0.8 | |||||||
| 22 мм | 0.4-0.8 | 0.4-0.8 | ||||||||
| 25 мм | 0.3-0.5 | |||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 18-25 | 20-27 | 24-30 | 30-35 | 32-45 | 42-52 | ||||
| 2 мм | 5-7. 5 5 | 8.0-12 | 9.0-15 | 13-21 | 16-28 | 20-33 | ||||
| 3 мм | 1.8-2.5 | 3.0-5.0 | 4.0-6.5 | 6.0-10 | 7.0-15 | 15-22 | ||||
| 4 мм | 1.2-1.3 | 1.2-2.4 | 3.0-4.5 | 4.0-6.0 | 5.0-8.0 | 10-15 | ||||
| 5 мм | 0.6-0.7 | 0.7-1.3 | 1.8-2.5 | 3.0-5.0 | 3.5-5.0 | 8.0-12 | ||||
| 6 мм | 0.7-1.0 | 1.2-2.0 | 2.0-4.0 | 2.5-4.5 | 4.8-8.0 | |||||
| 8 мм | 0. 7-1.0 7-1.0 | 1.5-2.0 | 1.2-2.0 | 3.0-4.0 | ||||||
| 10 мм | 0.6-0.8 | 0.8-1.2 | 1.6-2.5 | |||||||
| 12 мм | 0.4-0.6 | 0.5-0.8 | 0.8-1.5 | |||||||
| 14 мм | 0.4-0.6 | 0.6-0.8 | ||||||||
| 20 мм | 0.3-0.5 | |||||||||
| 25 мм | 0.2-0.4 | |||||||||
| 30 мм | ||||||||||
| 40 мм | ||||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 6. 0-10 0-10 | 10-20 | 15-25 | 25-38 | 35-45 | 42-55 | ||||
| 2 мм | 2.8-3.6 | 5.0-7.0 | 7-10 | 10-18 | 13-24 | 20-40 | ||||
| 3 мм | 0.7-1.5 | 2.0-4.0 | 4.0-6.0 | 6.5-8.0 | 7.0-13 | 15-25 | ||||
| 4 мм | 1.0-1.5 | 2.0-3.0 | 3.5-5.0 | 4.0-5.5 | 9.5-12 | |||||
| 5 мм | 0.7-1.0 | 1.2-1.8 | 2.5-3.5 | 3.0-4.5 | 5.0-8.0 | |||||
| 6 мм | 0. 7-1.0 7-1.0 | 1.5-2.5 | 2.0-3.5 | 3.8-5.0 | ||||||
| 8 мм | 0.6-0.8 | 0.7-1.0 | 0.9-1.6 | 2.0-2.5 | ||||||
| 10 мм | 0.4-0.7 | 0.6-1.2 | 1.0-1.5 | |||||||
| 12 мм | 0.3-0.45 | 0.4-0.6 | 0.8-1.0 | |||||||
| 16 мм | 0.3-0.4 | 0.5-0.8 | ||||||||
| 20 мм | 0.5-0.7 | |||||||||
| 25 мм | 0.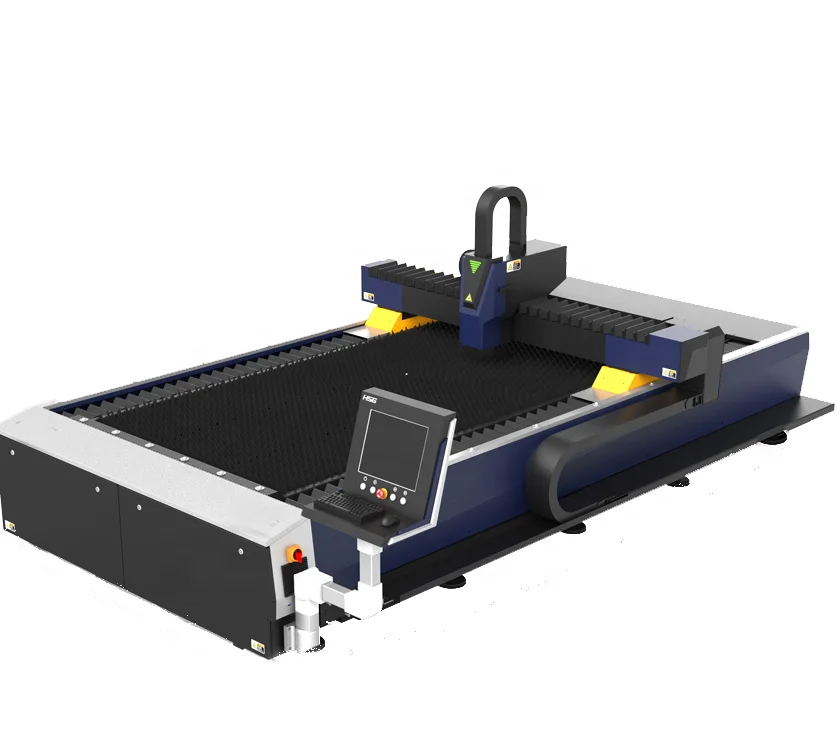 3-0.5 3-0.5 | |||||||||
| 30 мм | ||||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 6.0-10 | 8.0-13 | 10-16 | 20-35 | 25-35 | 35-45 | ||||
| 2 мм | 2.8-3.6 | 3.0-4.5 | 4.5-7.5 | 6.0-10 | 8.0-12 | 20-30 | ||||
| 3 мм | 0.5-1.0 | 1.5-2.5 | 2.5-4.0 | 4.0-6.0 | 5. 0-8.0 0-8.0 | 12-18 | ||||
| 4 мм | 1.0-1.6 | 1.5-2.0 | 3.0-5.0 | 3.2-5.5 | 5.0-8.0 | |||||
| 5 мм | 0.5-0.7 | 0.9-1.2 | 1.5-2.0 | 2.0-3.0 | 4.5-6.0 | |||||
| 6 мм | 0.4-0.7 | 1.0-1.8 | 1.4-2.0 | 3.0-4.5 | ||||||
| 8 мм | 0.5-0.7 | 0.7-1.2 | 1.6-2.2 | |||||||
| 10 мм | 0.2-0.5 | 0.8-1.2 | ||||||||
| 12 мм | 0. 2-0.4 2-0.4 | |||||||||
| 14 мм | ||||||||||
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о BODOR F4020-1000W MAX:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
2022 Лучшие волоконные лазерные граверы и маркировочные машины для продажи
Вы с нетерпением ждете, когда соберете набор для волоконного лазерного гравера или у вас возникнет идея купить недорогой волоконный лазерный маркировочный станок для нержавеющей стали, алюминия, серебра, золота, титана, платина, вольфрам, латунь, карбид, хром, никель, медь, пластик, полимер, кремний, резина, АБС, ПБТ, полистирол, стекловолокно, кожа, керамика, углеродное волокно, вольфрам, карбид и другие материалы в США, Великобритании, ОАЭ , Канада, Австралия, Россия, Южная Африка, Китай, Индия или другие страны Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Просмотрите руководство покупателя лучшего оптоволоконного лазерного гравера 2022 года для машинистов, операторов и начинающих. Мы предложим вам 2022 самых дешевых волоконных лазерных гравировальных станка 2022 года с квалифицированным обслуживанием клиентов, которые будут соответствовать вашим бизнес-планам и проектам.
Мы предложим вам 2022 самых дешевых волоконных лазерных гравировальных станка 2022 года с квалифицированным обслуживанием клиентов, которые будут соответствовать вашим бизнес-планам и проектам.
Что такое волоконно-лазерная маркировочная машина?
Станок для изготовления волоконных лазеров — это новый тип системы лазерной гравировки с ЧПУ, в которой используется волоконный лазерный генератор для травления постоянной метки на 2D и 3D поверхностях металлов, неметаллов и металлоидов, который используется в хобби, малом бизнесе, небольшом магазине, домашнее использование, домашний бизнес, школьное образование, коммерческое использование и промышленное производство. Он использует высокоэнергетический лазерный луч с длиной волны 1064 нм для удаления лишних деталей с поверхности подложки и гравировки перманентных фотографий, узоров или текста. Это профессиональный инструмент для тонкой гравировки металла с высокой точностью, высоким качеством и высокой скоростью. С вращающейся насадкой он может травить цилиндры, такие как ручки, кольца, инструменты, чашки, кружки и стаканы. С помощью лазерного источника MOPA можно выполнять цветную гравировку на нержавеющей стали и титане. Более высокая мощность лазера позволяет выполнять глубокую гравировку металлов и даже резку тонких металлов.
Как работает волоконный лазерный гравер?
Волоконный лазерный гравер представляет собой автоматическую машину для лазерной маркировки, состоящую из рамы кровати, лазерного генератора, источника питания, компьютерной системы управления, системы сканирования с полевыми линзами, системы сканирования с помощью гальванометра, лазерной головки, объединителя лучей, системы фокусировки, программного обеспечения для лазера, платы управления. , красный световой индикатор, сетевой фильтр и другие детали и аксессуары. Лазерный генератор излучает лазерный луч на сканирующее зеркало гальванометра. В сочетании с программным обеспечением для маркировки генератор и сканирующий гальванометр начнут гравировать постоянные узоры, тексты, фотографии или ваши индивидуальные рисунки на поверхности объекта.
Принцип работы заключается в том, что лазерный луч с чрезвычайно высокой плотностью энергии облучается на поверхность маркируемой подложки под управлением компьютера, и желаемый рисунок или текст удаляются.
В последние годы волоконно-оптические лазеры стали горячей темой исследований в области лазерной физики. Лазерный генератор состоит из рабочего тела и источника накачки, заключенных в резонатор накачки. Источник накачки «перекачивает» рабочее тело из основного энергетического состояния в возбужденное.
Лазерный генератор вводит мощный лазер 1064нм непосредственно в обрабатываемую поверхность через мягкое одномодовое волокно с оболочкой, а размер пятна после коллимации и фокусировки достигает десятков микрон и менее, что близко к дифракционному пределу . Его можно использовать для маркировки, травления, выжигания, печати или гравировки различных материалов.
Технические параметры — Технические характеристики
| Марка | STYLECNC |
| Laser Source | Fiber Laser |
| Laser Generator | IPG, Raycus, JPT |
| Laser Power | 20W, 30W, 50W, 60W, 70W, 100W |
| Marking Materials | Metals, Nonmetals , Metalloids |
| Типы | Handheld, Portable, Desktop, Mini, 3d, Mopa, Flying |
| Ценовая диапазон | $ 3500,00 — 28 5 500. 00 | $ 3500,00 — 28 5 500,00.00 |
9005
9005.00 — 28 500,00.00
Если вы хотите купить волоконно-оптический лазерный гравировальный станок, вам может быть интересно, сколько это стоит? как узнать окончательную цену?
В зависимости от конфигурации станка вы получите волоконный лазерный гравер стоимостью от 3 500 до 28 500 долларов США. Лазер мощностью 20 Вт стоит от 2600 до 6800 долларов. Лазер мощностью 30 Вт стоит от 2900 до 9800 долларов. Лазер мощностью 50 Вт стоит от 3 800 до 11 800 долларов. Лазеры мощностью 60 Вт стоят от 5 200 до 12 800 долларов. Лазеры мощностью 100 Вт стоят от 19 долларов.от 800,00 до 22 000,00 долларов. Стоимость типов MOPA начинается от 4200 долларов США. Цены на 3D-виды начинаются от $8000.00. Миниатюрные карманные устройства стоят от 3000 до 9000 долларов. Портативные типы стоят от 2800 до 8800 долларов. Типы настольных компьютеров стоят от 2 900 до 13 800 долларов. Промышленные онлайн-летательные аппараты стоят от 2600 до 5600 долларов. Если у вас есть идея купить систему маркировки волоконным лазером за границей, в окончательную цену должны быть включены сборы за таможенное оформление, налоги и стоимость доставки.
Запчасти и аксессуары
Волоконный лазерный гравер использует в качестве среды световой луч, который характеризуется хорошим рассеиванием тепла, высокой мощностью и высокой скоростью. Он использует лазерный диод с воздушным охлаждением в качестве источника накачки, который обеспечивает импульсную и непрерывную гравировку и прост в использовании. Однако знаете ли вы, сколько деталей и аксессуаров необходимо для его сборки?
1. Лазерный генератор — это компонент, генерирующий световой пучок, в котором в качестве усиливающей среды используется стекловолокно, легированное редкоземельными элементами, поэтому он является основной частью гравера. Он используется в широком диапазоне применений, включая маркировку, гравировку, травление, резку, сварку и очистку. Наиболее распространенными брендами волоконных лазеров на рынке являются JPT, Raycus и IPG.
2. Гальванометр выполнен по типу амперметра, вместо иглы используется линза. Наиболее распространенным гальванометром является пятно 10 мм.
3. Полевая линза также известна как линза F-θ, сканирующая линза, фокусирующая линза или сканирующая линза, которая используется для фокусировки светового луча от гальванометра на плоскости.
Советы: При покупке полевого объектива обратите внимание на указание диапазона маркировки и определите его в соответствии с вашими потребностями.
4. Маркировочная карта также известна как контрольная карта, которая используется для преобразования текста или рисунка, созданного на компьютере, в аналоговые или цифровые сигналы, а затем передает их на гальванометр.
5. Красный световой индикатор (красное световое перо) используется для обозначения светового пути и устанавливается в рамку объединения лучей красного света.
6. Объединитель лучей (лазерный объединитель) используется для перекрытия видимого лазера 650 нм с невидимым лазером 1064 нм, поэтому свет 1064 нм находится в положении, указанном красным светом 650 нм.
7. Если гравер сравнивать с домом, то шкаф управления является каркасом дома, а все остальные принадлежности устанавливаются в доме.
8. Промышленный компьютер является обычным ПК на рынке. Поскольку карта для маркировки оснащена интерфейсом USB, вы также можете использовать ноутбук в качестве промышленного компьютера, что является важной причиной, по которой ее можно превратить в портативный гравер.
В дополнение к перечисленным выше, имеются также блоки питания, главные блоки управления питанием, рамы объединителя красных лучей и некоторые дополнительные аксессуары, такие как поворотное приспособление, подвижный стол XY, конвейерная лента.
Плюсы и минусы
Pros
Как правило, система лазерной маркировки состоит в основном из очень гибкого, управляемого лазерного источника, соединенного с высокоскоростной и точной системой перемещения с помощью программного и аппаратного обеспечения. Помимо возможности гравировать, он также имеет возможности обработки, такие как резка, сверление, полировка, гравировка и шабрение.
По сравнению со струйным методом система лазерной маркировки более экологична и экономична. Долговечная маркировка не будет легко стираться. Бесконтактная и неразрушающая маркировка не повредит подложку. Точность печати — это точность. Долгий срок службы составляет более 100 000 часов при непрерывной гравировке. Высокая скорость резки при низких эксплуатационных расходах, а 2D-код может быть выполнен менее чем за 1 секунду. На верхней части нет очевидного прикосновения, ручное управление легкое и дурацкое гравирование.
1. Технология волоконного лазера подходит для различных металлических и неметаллических материалов. В частности, выгоднее маркировать материалы с высокой твердостью, высокой температурой плавления и хрупкостью.
2. Это бесконтактный гравировальный инструмент с хорошим качеством маркировки, не повреждающий подложку, не требующий механических инструментов.
3. Световой пучок тонкий, расход материала для маркировки небольшой, зона термического влияния маркировки небольшая.
4. Высокая эффективность гравировки, высокая скорость, компьютерное управление, простота в использовании и автоматизации.
5. Лучший способ гравировать металлы без механических инструментов.
6. Низкие эксплуатационные расходы при более высоких скоростях резания.
Минусы
Область маркировки слишком мала для крупноформатной гравировки, и она не так профессиональна, как CO2-лазер для маркировки неметаллов, таких как дерево, ткань, пластик, акрил, стекло, хрусталь.
Новичкам или новичкам нравится наблюдать за процессом маркировки. Длительный взгляд вреден для глаз и вызывает покалывание. Большинство производителей предоставляют соответствующие очки для защиты глаз. Вредный элемент (ZnSe) в фокусирующей линзе не должен находиться в постоянном контакте с линзой. Выброшенный объектив следует специально утилизировать, а не выбрасывать.
Для чего используются волоконные лазерные граверы?
Маркировочные машины с волоконным лазером широко используются во всех сферах жизни, если они нуждаются в маркировке.
С точки зрения промышленности, эти типы граверов широко используются в компьютерных аксессуарах, интегральных микросхемах, часах, промышленных подшипниках, электронных компонентах, автозапчастях, аэрокосмических устройствах, бытовой технике, пресс-формах, проводах и кабелях, аппаратных инструментах, пищевая графическая и текстовая маркировка в ювелирных изделиях, упаковке, кредитных картах, военной, табачной и других областях, а также в промышленном массовом производстве, сборочном производстве и высококачественной сверхтонкой печати.
С функциональной точки зрения это может быть:
1. Черная маркировка на глиноземе.
В нем используется лазерный генератор MOPA с регулируемой шириной импульса для маркировки черным цветом на оксиде алюминия.
2. Цветная гравировка на металле.
Требуются некоторые корректировки и примерки параметров в соответствии с материалом. Различные цвета могут быть напечатаны на нержавеющей стали.
3. Черная маркировка на металле.
Не говоря уже об этом, это почти то же самое, что и второй пункт.
4. Онлайн-маркировка полетов.
Что это значит, то есть совместить гравер со сборочной линией, маркируя при подаче, чтобы мы могли значительно повысить эффективность нашей работы для производственных линий, для некоторых потребностей, которые должны быть размещены на сборочной линии, маркировка является абсолютным благом. для маркировки предметов, которые вообще неудобно перемещать вручную.
5. Переносная маркировка.
Этот тип гравера небольшой и не занимает места, что может удовлетворить основные потребности в маркировке. Для клиентов с низкими требованиями к маркировке очень подходит портативная маркировочная машина.
В целом, волоконные лазерные граверы пользуются популярностью у всех слоев общества за их цену и стоимость использования, эффективную производственную мощность и мощные функции. Я считаю, что в ближайшем будущем возможности маркировки будут более популярны. Промышленность даже принята и применяется широкой публикой.
Как пользоваться волоконным лазерным гравером?
В настоящее время все больше и больше людей начинают понимать и использовать оптоволоконный лазерный гравер в различных отраслях промышленности. Но для людей, которые плохо знакомы с этим типом гравера, они могут быть не в состоянии выполнить даже самую простую операцию «включения». Хотя большинство производителей могут обеспечить обучение работе с оборудованием, есть некоторые, которые не проводят обучение или являются работниками, которые были переведены на работу с этим оборудованием, поэтому позвольте мне объяснить самый простой метод работы для всех.
Просто введите текст или узор для маркировки в программное обеспечение системы гравировки, подтвердите размер маркировки, скорость светового луча и количество повторений, чтобы гравер мог нанести красивый узор. Мы можем разработать 2D-коды и штрих-коды для шаблонов, необходимых для маркировки, или импортировать их с помощью цифровых камер и сканеров. Конечно, мы также можем скачать планы этажей из Интернета. Используйте эти шаблоны для преобразования в цифровые сигналы, а затем преобразуйте их в текущие сигналы управления после программирования и расчета ЧПУ, а затем введите их в драйвер для формирования соответствующих сигналов управления и управления высокоточной работой серводвигателя с помощью цифро-аналогового преобразователя. карты, а затем управлять направлением X и направлением Y отдельно. Гальво-зеркало отклоняет точку обзора, чтобы выгравировать желаемый узор.
Шаг 1. Включите главный блок управления машины.
1.1. Правильно подключите лазер, плату управления и источник питания, включите выключатель питания.
1.2. Включите ключевой выключатель главного блока управления.
1.3. Убедитесь, что выключатель аварийной остановки не включен (т. е. переключатель подпрыгивает вверх, что является самозакрывающимся состоянием).
1.4. Включите выключатель питания блока управления.
1.5. Запустите компьютер и включите монитор компьютера.
1.6. Запустите выключатель питания контрольного гальванометра.
1.7. Запустите переключатель красного света.
1.8. Откройте программное обеспечение на компьютере, чтобы настроить соответствующие параметры программного обеспечения для маркировки. В это время следите за рабочим фокусным расстоянием (то есть расстоянием от рабочей до маркировочной головки).
Следует отметить, что если сначала не включить ключевой выключатель блока управления, гальванометр и красная лампочка не будут реагировать на его нажатие.
Шаг 2. Краткое руководство по настройке программного обеспечения лазера.
2.1. Как правило, при использовании машины пользователю нужно только настроить «скорость»/«ток»/«частота» в столбце параметров.
2.2. Скорость маркировки: скорость, необходимая пользователю.
2.3. Мощность лазера: установите мощность в процентах от 1% до 100%, регулируемую программным обеспечением.
2.4. Частота: Установите выходную частоту лазера от 10 до 100 кГц с помощью программного обеспечения.
Как купить волоконный лазерный гравер онлайн?
Если вы планируете приобрести новый или подержанный оптоволоконный лазерный гравер в Интернете, вам необходимо выполнить все важные шаги в процессе онлайн-покупки, начиная с процесса поиска и покупки. Вот 10 простых шагов о том, как купить оптоволоконный лазерный гравер онлайн.
Шаг 1. Планируйте свой бюджет.
Прежде чем покупать гравировальный станок в Интернете или каким-либо иным способом, вам следует составить бюджетный план. Трудно сделать свой выбор, если вы не знаете, что вы можете себе позволить.
Шаг 2. Проведите исследование.
После того, как вы спланируете свой бюджет, вам нужно понять, какой гравер вам подходит? Что вы будете использовать для этого? После того, как вы оцените свои потребности, вы можете сравнить различных дилеров и модели, проверив отзывы экспертов в Интернете.
Шаг 3. Запросить консультацию.
Вы можете проконсультироваться с нашим менеджером по продажам онлайн, и мы порекомендуем вам наиболее подходящий лазерный маркер, ознакомившись с вашими требованиями.
Шаг 4. Получите бесплатное предложение.
Мы предложим вам наше детальное предложение на основе консультации с гравером. Вы получите лучшие характеристики и доступную цену в рамках вашего бюджета.
Шаг 5. Подпишите контракт.
Обе стороны тщательно оценивают и обсуждают все детали (технические параметры, спецификации и коммерческие условия) заказа, чтобы исключить любые недоразумения. Если у вас нет сомнений, мы вышлем вам PI (Proforma Invoice), а затем подпишем с вами договор.
Шаг 6. Соберите свою машину.
Мы организуем изготовление машины, как только получим подписанный договор купли-продажи и депозит. Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Этап 7. Осмотр.
Весь производственный процесс будет находиться под регулярным контролем и строгим контролем качества. Вся машина будет проверена, чтобы убедиться, что она может работать очень хорошо, прежде чем покинуть завод.
Шаг 8. Доставка.
Доставка начнется в соответствии с условиями контракта после вашего подтверждения. Вы можете запросить информацию о транспорте в любое время.
Шаг 9. Таможенное оформление.
Мы подготовим и доставим все необходимые товаросопроводительные документы покупателю и обеспечим беспрепятственное таможенное оформление.
Шаг 10. Поддержка и обслуживание.
Мы предлагаем профессиональную техническую поддержку и бесплатное обслуживание клиентов по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию. Мы также предлагаем доставку от двери до двери в некоторых районах.
Уход и техническое обслуживание
Гравировальный станок с волоконным лазером имеет прочный рабочий стол, обладает высокой несущей способностью, отличается прочностью и долговечностью. Интегрированная подъемная рама профильного типа прочна и стабильна и обладает высокими сейсмическими характеристиками. Он обладает высокой универсальностью и подходит для использования в любой отрасли. Он имеет собственную шкалу и линейку, а маркировка и позиционирование просты и точны. Он может осуществлять непрерывную и непрерывную маркировку в большом диапазоне.
Окружающая среда, в которой находится машина, должна быть чистой, без пыли и масла, вибрации и электромагнитных помех, а также оставлять определенное пространство для эксплуатации и технического обслуживания. Температура окружающей среды должна поддерживаться на уровне 5-35°C, а влажность не должна превышать 65%, в противном случае необходимо установить кондиционер. Мощность источника питания и провод машины должны соответствовать требованиям к оборудованию, колебания напряжения не должны превышать 10%, должен быть надежный заземляющий провод. Машины, использующие охлаждающую воду, должны обеспечивать чистоту охлаждающей воды. Лучше всего использовать чистую дистиллированную воду или деионизированную воду для охлаждающей воды, но для полупроводниковых лазеров следует использовать чистую дистиллированную воду вместо деионизированной воды, а охлаждающую воду следует заменять один раз в месяц.
Во время работы, если гравер хорошо защищен, его срок службы также может быть продлен. Следующие советы помогут вам понять, как поддерживать его в повседневном использовании.
1. Обслуживание лазерного сканера: регулярно очищайте направляющие бензином и добавляйте соответствующее количество смазочного масла после высыхания. Проделывать эту работу рекомендуется раз в две недели.
2. Обслуживание контроллера ЧПУ: после отключения питания контроллера откройте внешнюю крышку коробки и используйте чистый воздух для дружеских игр, чтобы сдуть пыль внутри. Уделите больше внимания пылезащите корпуса снаружи.
3. Обслуживание компьютера: После того, как компьютер работает в течение длительного времени, в системе также будет создаваться большое количество ненужных файлов. Если он будет накапливаться долгое время без очистки, это напрямую повлияет на нормальную работу ПО.
4. Необходимо обеспечить циркуляцию воздуха вокруг машины во избежание перегрева.
5. Не перемещайте станок во время маркировки, так как это сократит срок службы гравера.
6. Если гравер не работает, необходимо сначала отключить питание, чтобы избежать проблем с выключателем питания, что приводит к нестабильному напряжению или чрезмерному току, а также к повреждению таких компонентов, как генераторы.
7. Когда гравер не используется, накройте его крышкой. Не забудьте отключить питание. Рекомендуется, чтобы дно машины было амортизировано, чтобы предотвратить затопление.
8. После завершения каждого проекта маркировки рабочий стол машины необходимо накрыть, чтобы предотвратить загрязнение линзы и влияние на световой луч, что приведет к недостаточной энергии лазера и повлияет на качество маркировки.
9. Если проект, связанный с лазерной маркировкой, будет вызывать пыль, лучше всего оборудовать пылесосом, потому что, как только пыль будет прикреплена к фокусирующей линзе, это повлияет на мощность лазера и выходную энергию, повлияет на качество маркировки и даже привести к поломке линзы из-за чрезмерного поглощения тепла, поэтому, если вы обнаружите, что эффект маркировки плохой, вам следует сначала проверить проблему с линзой и очистить ее, как только будет обнаружено, что она загрязнена.
Чтобы пользователи могли лучше использовать волоконный лазерный гравер и в то же время продлить срок службы лазерной маркировочной машины, осмотр, уход и техническое обслуживание должны выполняться вовремя.
Лазерные установки CO2
– OMTech Laser
Просмотрите нашу обширную коллекцию лазерных станков! От лазерных резаков до волоконных лазерных граверов – здесь вы найдете свой новый лазерный гравировальный станок. Лазерные станки OMTech обеспечивают невероятное качество лазерной резки и гравировки.
Ознакомьтесь с нашими аксессуарами и деталями для лазерной гравировки, которые подходят к вашему станку для лазерной резки!
17 товаров
Сортировать
СортировкаЛучшиеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к более низкойДата, от старой к новойДата, от новой к старой
Продано
ZF3551-130 — Станок для резки с двойным лазерным гравером CO2 мощностью 130 Вт, рабочей станиной 35 x 51 дюйм с водяным охладителем 5202, двойными лазерными трубками и лазерными головками
8 299 долл. США 99
8 299,99 долларов
AF4063-150 — Станок для лазерной резки CO2 мощностью 150 Вт с рабочей зоной 40 x 63 дюйма (с автофокусом)
от 8 299 долл. США 99
от 8 299,99 долларов США
Обычная цена
8 599 долларов США 99
8 599,99 долларов США
Сэкономьте $300
AF3555-130 — Станок для лазерной резки CO2 мощностью 130 Вт с рабочей зоной 35 x 55 дюймов (с автофокусом)
от 7 399 долл. США 99
от $7 399,99
ZF3551-100 — Станок для резки с двойным лазерным гравером CO2 мощностью 100 Вт с рабочей зоной 35 x 51 дюйм с двумя лазерными трубками и лазерными головками
Цена продажи 6 799 долларов США 99
6799,99 долларов США
Обычная цена
7 299 долларов 99
7 299,99 долларов США
Сэкономьте $500
AF2440-100 — Станок для лазерной резки CO2 мощностью 100 Вт с рабочей зоной 24 x 40 дюймов (с автофокусом)
5 499 долл. США 99
5 499,99 долларов
AF2435-80 — Станок для лазерной резки CO2 мощностью 80 Вт с рабочей зоной 24 x 35 дюймов (с автофокусом)
4 749 долл. США 99
4749,99 долларов
Продано
ZF2440-80 — Станок для резки с двойным лазерным гравером CO2 мощностью 80 Вт, рабочей зоной 24 x 40 дюймов, двумя лазерными трубками и лазерными головками
4599,99 долларов США
Обычная цена
4999 долларов 99
4999,99 долларов США
Сэкономьте $400
MF2028-100 — Станок для лазерной резки CO2 мощностью 100 Вт с рабочей зоной 20 x 28 дюймов
Цена продажи 3899 долларов США 99
3899,99 долларов США
Обычная цена
$3,999 99
3999,99 долларов США
Сэкономьте $100
AF2028-80 — Станок для лазерной резки CO2 мощностью 80 Вт с рабочей зоной 20 x 28 дюймов (с автофокусом)
3 699 долл.
Шестерни для фрезерного станка: Купить шестерни и валы к фрезерному станку
Шестерни для Фрезерных Станков | «Монтаж-КАМ»
Главная
⇒
Продукция
⇒
Шестерни для Фрезерных Станков
Изготовим на Заказ Шестерни для советских, российских и импортных Фрезерных Станков по Вашим Чертежам или по Изношенным Образцам от 1 пары (комплекта) до серийных партий:
Шестерни для советских, российских и импортных фрезерных станков
- для консольных горизонтально-фрезерных, вертикально-фрезерных, широкоуниверсальных станков;
- для бесконсольных вертикально-фрезерных станков;
- для продольно-фрезерных, карусельно-фрезерных и других видов станков;
- конические шестерни и вал-шестерни с прямым и круговым зубом;
- для вертикальных головок, консоли, шпиндельных головок и других узлов фрезерных станков
Шестерни для Фрезерного Станка 6Т12, 6Т13
Шестерни для Фрезерного Станка 6Т82Г, 6Т83Ш
Шестерни для Фрезерного Станка 676П
Шестерни Z=26 для Фрезерного Станка 6Р12
Шестерни для Фрезерного Станка Gambin 11M
Также изготавливаем конические и цилиндрические шестерни для станков других групп и моделей по Вашим Образцам или Чертежам.
Мы занимаемся изготовлением конических шестерен с 1956 года и знаем об этом все.
Все чертежи, присланные Заказчиком, обязательно проверяются нашими конструкторами. Тщательно просчитываем геометрию зуба и настройки станков, подбираем подходящие коэффициенты коррекции, необходимый инструмент и оснастку. Выполняем проверку шестерен на отсутствие подрезания зубьев у внешнего и внутреннего торцев, проверку нормальной толщины зуба на поверхности вершин в расчетном сечении и степени сужения толщины зуба на поверхности вершин, проверку коэффициента перекрытия в зубчатой передаче.
Нет чертежа? Мы избавим Вас от головной боли по его разработке и изготовим нужные Вам шестерни по Вашим Изношенным Образцам. Предварительно пришлите нам фото шестерен с указанием их размеров или Скачайте опросный лист для заказа, заполните его и пришлите нам на e-mail [email protected]
Мы делаем Конические Шестерни от 1 пары — избавляем Вас от лишних затрат. Заказывайте только то количество, которое Вам нужно.
Заказывайте только то количество, которое Вам нужно.
Изготавливаем конические шестерни как из своего металла (сталь 40Х, 18ХГТ, 12ХН3А, 20ХН3А, 40ХН2МА и др.), так и из материала, предоставленного Заказчиком (давальческое сырье).
Затрудняетесь с правильным выбором материала для шестерен? Мы решим эту задачу и поможем сделать выбор с учетом назначения деталей, условий их работы и характера нагрузок.
У Вас импортное оборудование? Изготовим Вам конические шестерни в рамках программы импортозамещения.
Присоединяйтесь к числу беззаботных клиентов, довольных нашей продукцией.
Вложив свои деньги в наши шестерни Один Раз, Вы избавите себя от лишних затрат в дальнейшем на Многократное устранение скрытых дефектов, неполадок и неисправностей.
Воспользуйтесь возможностью стать обладателем надежной и качественной продукции.
Нужны Конические Шестерни?
Делайте заказ — мы сделаем все остальное!
Есть вопросы? Не тяните — Позвоните:
8-903-639-44-00, 8-903-639-75-25
Шестерни для станка в России
- Главная
- Продажа
- Запчасти, оснастка к металлообрабатывающим станкам
- Шестерня для станка
Вы можете очень быстро сравнить цены шестерни для станка и подобрать оптимальные варианты из более чем 77832 предложений
Текст: из наличия запасные части для станка 1Н65: Шестерни на станок 1Н65, 1М65, 1А64
Состояние: Новый Производитель: Россия
В наличии
Шестерни на станок 1Н65, 1М65, 1А64
Шестерни коробки скоростей 1Н65, валы
Шестерни коробки подач 1Н65, валы
Шестерни фартука 1Н65, валы
Суппорт 1Н65 в сборе
Резцедержатель 1Н65
Винт поперечной…
25.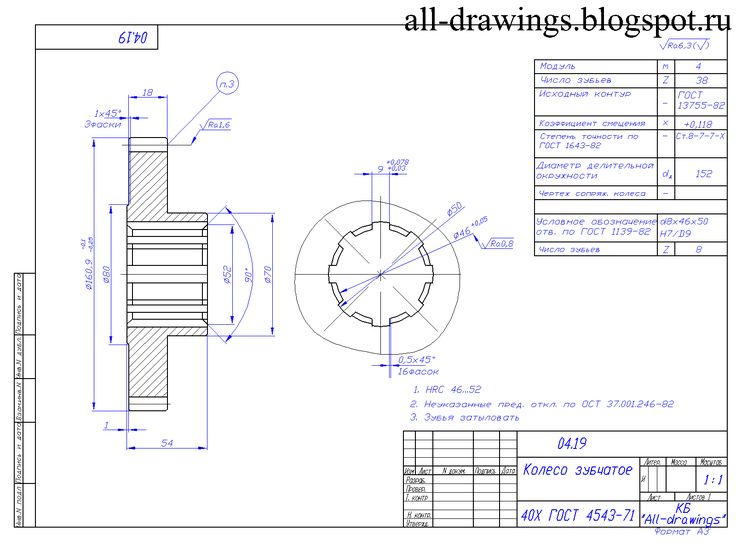 05.2021
05.2021
Челябинск (Россия)
Конические шестерни фрезерных станков 6Р12,6Р13,6Р82 и т.д
Состояние: Новый Производитель: ооо тд Русстанкосбыт (Россия)
Конические шестерни фрезерных станков 6Р12,6Р13,6Р82 и т.д.Применяется в фрезерных станках 6Р12,6Р13,6Р82 и т.д. в качестве запасной части. Поставляется в паре. Запасные части для станков…
13.01.2023
Москва (Россия)
Шестерни для станка 1Б265-6К
Состояние: Новый
Шестерни для станка 1Б265-6К, шестерни для станка 1Б265Н-6К, шестерни для станка токарного шестишпиндельного 1Б265.
13.01.2023
Челябинск (Россия)
Шестерни на станки 1К62, 1К62Д,16К20,1М63, 6Р12, 6Р13, 6Р82, 6Р83, ВМ-127
Состояние: Новый
В наличии
имеет в наличии большой ассортимент: шестерен, вал шестерней, блок шестерней, шестерня-муфта, колеса конические на станки. ООО
ООО
«Станко-РЭМ» имеет в наличии большой ассортимент: шестерен, вал…
06.06.2016
Челябинск (Россия)
Блок шестерни на станок иж250
Состояние: Новый Производитель: Россия
В наличии
Блок шестерни на токарные станки иж250Так же мы продаем токарные станки после капитального ремонта модели 1И611, 1ИС611В, 250ИТВМ, 240ИТП, ИТ-42 с гарантией, и изготавливаем детали под заказ или по…
25.10.2022
Грачевка (Россия)
Шестерни конические станка 6532Ф4
Состояние: Новый
Шестерни конические с круговым зубом для станка 6532Ф4. Изготовление конических шестерен, конических шестерен с круговым зубом, питчевые шестерни, шестерни с дюймовым модулем.
13.01.2023
Челябинск (Россия)
Шестерни фрезерного станка 6т81ш31 102 м 103
Состояние: Новый
В наличии
Продам шестерни для фрезерного станка 6т81ш31.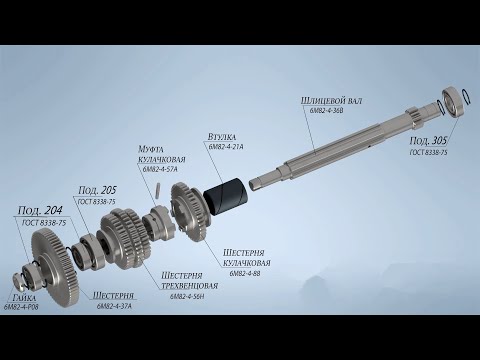 102 и 103 m-2 z-32. Сталь 40х с объёмной термической, заказывал для себя не пригодились!
102 и 103 m-2 z-32. Сталь 40х с объёмной термической, заказывал для себя не пригодились!
09.10.2022
Москва (Россия)
10 000
станки для зубообработки конических шестерней 5С276
Купим станки зубострогальные 5С276 для обработки конических прямозубых шестерней или аналог, зубофрезерный станок 53А50, 53А80, шлиценарезной станок 5350 или аналог, в рабочем состоянии…
22.04.2017
Новосибирск (Россия)
Станки по металлообработке.
Состояние: Б/У
Вертикально фрезерный 6Р12, после капитального ремонта.
Плоскошлифовальный 3Г71-М 1981г.в. в хорошем рабочем состоянии.
Плоскошлифовальный 3Д711ВФ11 028. г.в. 1991,подключен.
Кривошипные пресс…
06.12.2021
Воронеж (Россия)
Запчасти к металлообрабатывающим станкам
Состояние: Новый
В наличии
ООО «СПС» специализируется на поставке запасных частей к металлообрабатывающим станкам:Не дорого! Скидки! В наличии и под заказ. Доставка в любой регион.1. Коробка скоростей к станку (шпиндельная…
Доставка в любой регион.1. Коробка скоростей к станку (шпиндельная…
11.01.2023
Челябинск (Россия)
Токарный станок LAMS-02/300
Состояние: Новый
В наличии
Токарный станок, станок для обработки преимущественно тел вращения путём снятия с них стружки при точении. На токарных станках. можно выполнять различные виды токарной обработки: обтачивание…
27.08.2019
Смоленск (Россия)
31 000
Запасные части для станка 1Н65
Состояние: Новый
В наличии
Шестерни на станок 1Н65, 1М65, 1А64
Шестерни коробки скоростей 1Н65, валы
Шестерни коробки подач 1Н65, валы
Шестерни фартука 1Н65, валы
Суппорт 1Н65 в сборе
Резцедержатель 1Н65
Винт поперечной…
25.05.2021
Челябинск (Россия)
Запчасти к станкам
Состояние: Новый
В наличии
ООО ГК «Атмосфера» специализируется на поставке запасных частей к металлообрабатывающим станкам: Не дорого! Скидки!В наличии и под заказ. Доставка в любой регион.1. Коробка скоростей к станку…
Доставка в любой регион.1. Коробка скоростей к станку…
13.01.2023
Челябинск (Россия)
зубофрезерный станок 53А50, 53А80
Купим станки зубофрезерный станок 53А50, 53А80, зубострогальные 5С276 для обработки конических прямозубых шестерней или аналог, шлиценарезной станок 5350 или аналог, в рабочем состоянии…
22.04.2017
Новосибирск (Россия)
токарно-винторезный станок 165 (ДИП-500), аналог 1М65
Состояние: Новый Производитель: Рязанский станкостроительный завод. (Россия)
В наличии
Продаю токарно-винторезный станок 165 (ДИП-500), аналог 1М65 Производство: Рязанский станкостроительный завод. На станке установлены новые ремни, шабренная станина, полностью новая электрика, новые…
09.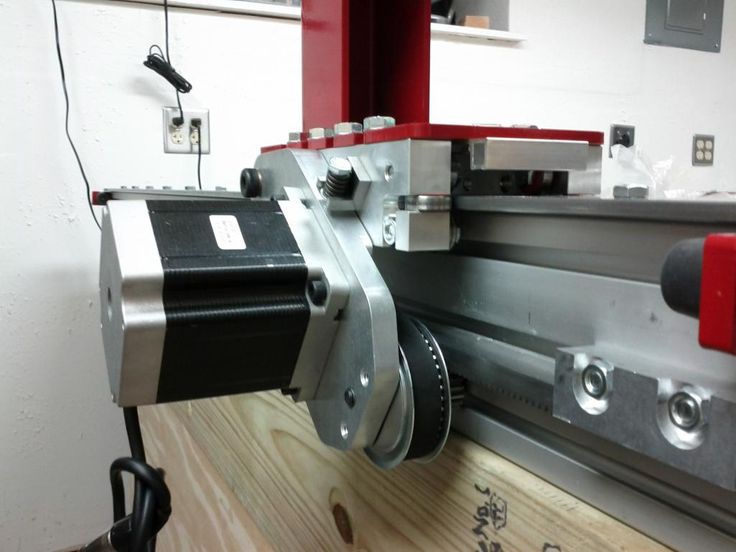 01.2023
01.2023
Таганрог (Россия)
Настольный токарный станок TRIOD LAMS-02/300
Состояние: Новый Производитель: Китай
Напряжение питания 220 В Потребляемая мощность 300 Вт Максимальная длина обрабатываемого изделия 300 мм Максимальный диаметр обработки над станиной 180 мм Максимальный диаметр обработки…
09.01.2023
Благовещенск (Амурская обл.) (Россия)
Mikron A22/1 зубофрезерный станок
Состояние: Б/У Год выпуска: 1980 Производитель: hz (Россия)
Mikron A22/1 зубофрезерный станок Mikron A22/1 зубофрезерный станок, пр – во Швейцария, тех. характеристики. Ф 20 мм. m 0.75 мм. в наличии сменный шестерни, оснастка, станок в рабочем…
16. 01.2022
01.2022
Смоленск (Россия)
1 000
3Д725 шестерня
Состояние: Новый
В наличии
3Д725 шестерняПлоскошлифовальный станок модели 3Д725 — станок общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей…
10.01.2023
Липецк (Россия)
Шпиндель инструментальный к многошпиндельному автомату 1Б240-6К арт. 001-171-0088
Состояние: Новый Производитель: Россия
В наличии
Продам шпиндель инструментальный артикул 001-171-0088 к многошпиндельному автомату модели 1Б240-6К. Также большой ассортимент других запчастей:1Цанга зажимная (круг, шестигранник) к станку…
12.12.2022
Челябинск (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по шестерне для станка почти как на Авито и TIU
Видео шестерни для станка
00:35
HD
www. russtanko-rzn.ruЗапасные части /Шестерни для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 Шесте
russtanko-rzn.ruЗапасные части /Шестерни для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 Шесте
17.07.2015
2798
00:52
1 1 HD
www.russtanko-rzn.ru-Запасные части для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 (Муфта тормозн
26.05.2015
5970
01:06
HD
www. russtanko-rzn.ru-Поддержка винта-вала 1М63 11 001 ( Для станков 1М63, 163, 1М63Н,ДИП300,16К40, 16Р40)
russtanko-rzn.ru-Поддержка винта-вала 1М63 11 001 ( Для станков 1М63, 163, 1М63Н,ДИП300,16К40, 16Р40)
18.08.2015
4353
+1
3 основных метода обработки зубчатых колес
Время прочтения: 7 мин.
Исторически методы изготовления зубчатых колес подразделялись на три основные категории: формирование, формование и фасонное вырезание. По мере разработки новых технологий изготовления зубчатых колес в список будут добавляться новые методы, но на данный момент эти три способа по-прежнему являются наиболее распространенными способами обработки зубчатого колеса: профиль зубчатого колеса для создания зубчатого колеса (т. е. зубчатые фрезы, зубофрезерное и зубофрезерное)
 е. зубофрезерование, формование, прорезание пазов, строгание и электроэрозионная обработка) металлургия, 3D-печать)
е. зубофрезерование, формование, прорезание пазов, строгание и электроэрозионная обработка) металлургия, 3D-печать)Gear Generation
Sunderland Method
Фрезы реечного типа являются одним из основных методов изготовления зубчатых колес. Процесс резки зубчатой рейки также известен как метод Сандерленда или система Сандерленда. В этом методе используется зубчатая машина, состоящая из реечной фрезы с передним и задним углами, которая создает профиль зубьев на заготовке шестерни. Он использует определенное относительное движение между заготовкой и фрезой во время обработки для создания профилей зубьев и похож на рейку и шестерню, которая изображена ниже.
Метод Сандерленда
Профили зубьев следуют геометрии, состоящей из эвольвенты окружности — в основном, спиралевидной кривой, очерченной концом воображаемой струны, разматывающейся от этой неподвижной окружности — или если вы проследите точку контакта от одного зуба к другому, как показано на следующем рисунке.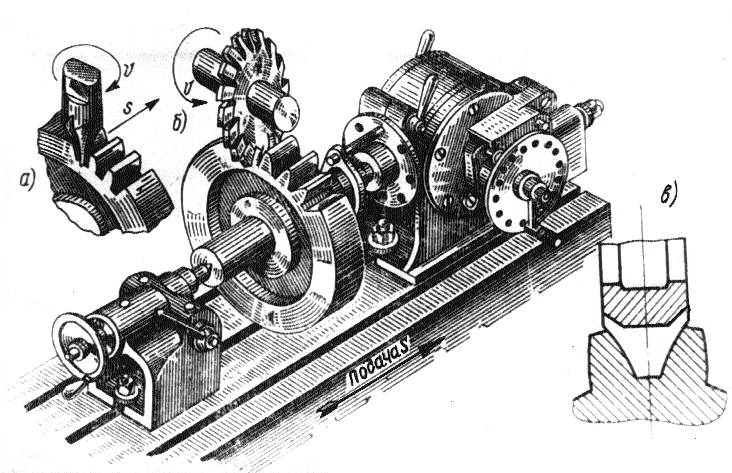
Геометрия эвольвентной кривой
Метод Сандерленда отлично подходит для создания зубьев одинаковой формы, и все шестерни, нарезанные одной и той же фрезой, теоретически будут правильно зацепляться друг с другом. Таким образом, с помощью этого метода можно изготавливать зубчатые колеса, требующие высокой точности, даже зубчатые колеса с двойной спиралью. Метод Сандерленда также универсален и экономичен, особенно для средних и больших объемов производства. А поскольку система Sunderland активно поддерживается с момента ее изобретения, руководства и документация широко доступны и актуальны даже для новых конструкций машин.
Зубодолбление
В этом методе зубчатого колеса резец и заготовка зубчатого колеса соединяются шестернями, чтобы они не катились вместе, когда резец совершает возвратно-поступательное движение. Фреза начинает прорезать свой путь на желаемую глубину, как показано на рисунке 3, затем фреза и заготовка шестерни медленно вращаются по мере нарезания зубьев шестерни.
Изготовление зубчатых колес – формование
Зубодолбление обычно используется для нарезания прямозубых, шевронных и храповых зубчатых колес. Этот метод можно использовать для других типов зубчатых колес, но поскольку в нем используется фреза, которая совершает возвратно-поступательное движение по форме зубчатого колеса, его часто используют для упомянутых выше типов зубчатых колес. Поскольку не требуется сложного программирования (он просто вырезает то же самое, что и зубчатый резак, в заготовку шестерни), настройка во время производства упрощается. Вы по-прежнему можете изготавливать эти типы зубчатых колес другими методами, но формование зубчатых колес обеспечивает преимущества в скорости, конструкции и настройке при массовом производстве. Зубодолбление не лучший вариант для внутренних и червячных передач из-за положения фрезы (снаружи) и направления резания.
Зубофрезерная обработка
Зубофрезерная обработка производит зубья шестерни путем вращения фрезы цилиндрической формы, называемой «червячной фрезой» (отсюда и термин зубофрезерная обработка), изображенной в интерфейсе зубофрезерного станка ниже. Фреза может быть однозаходной, в зависимости от того, сколько зубьев за один оборот нужно генерировать.
Фреза может быть однозаходной, в зависимости от того, сколько зубьев за один оборот нужно генерировать.
Генерация зубчатых колес – зубофрезерная обработка
Цилиндрические зубчатые колеса чаще всего изготавливаются этим методом, хотя множество других зубчатых колес, таких как циклоидные, косозубые, червячные, храповые и звездочки, изготавливаются зубофрезерным способом. Хорошо спроектированная червячная фреза имеет решающее значение, особенно при резке сложной геометрии, и этот процесс обычно не работает для внутренних зубчатых колес. Подобно формованию зубчатых колес, зубофрезерная обработка имеет преимущества при настройке, но только для внешней резки, поскольку червячная фреза обрабатывает заготовку шестерни снаружи.
Зубчатая резка
Фасонная резка обычно не предпочтительна из-за ее ограничений — низкой производительности и низкого качества. Тем не менее, различные методы формообразования являются полезными альтернативами для ремонта и технического обслуживания, когда это необходимо.
Формование, строгание и прорезание пазов
При формовании заготовка фиксируется, а инструмент на плунжере перемещается вперед и назад по заготовке.
Зубодолбление – Фрезерование
При строгании инструмент фиксируется, а заготовка перемещается по столу вперед-назад под инструментом.
Нарезание зубчатых колес – Строгание
При прорезании пазов заготовка удерживается неподвижно, а инструмент на ползунке перемещается вверх и вниз по заготовке.
Нарезание зубчатых колес – прорезание пазов (неподвижная заготовка и инструмент/резец. Первичное движение вверх и вниз)
Зубофрезерные и строгальные инструменты для зубообработки режут по прямым линиям. Тем не менее, формирователь обрабатывает геометрию небольшого размера, в то время как рубанок предназначен для более крупных приложений. Формирователи можно использовать для создания пазов, канавок и шпоночных пазов. Долбление — это, по сути, вертикальный формовочный станок, который нарезает внутренние шестерни и канавки.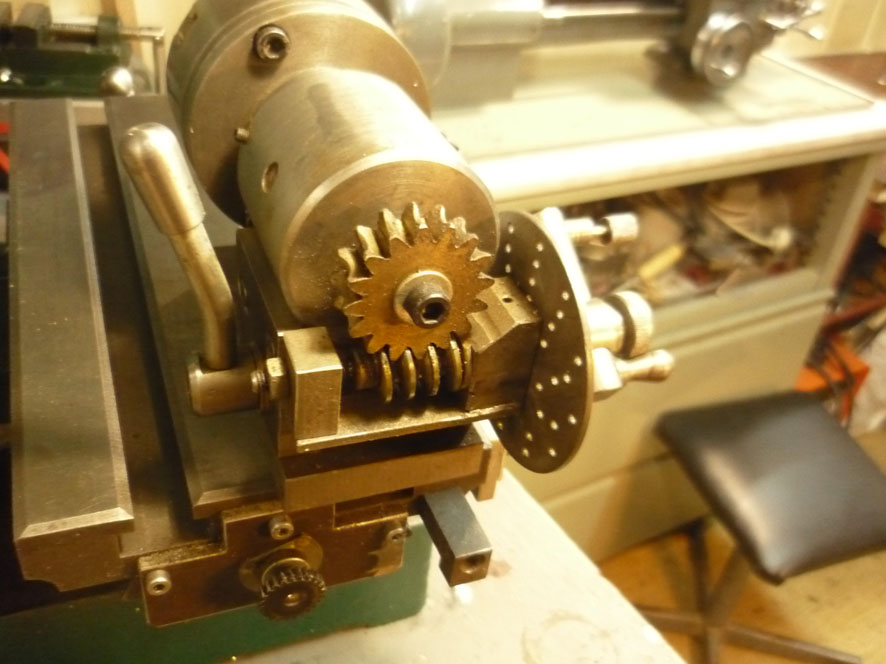
Фрезерование
Использование метода фрезерования относительно ограничено, но он хорошо подходит для создания зубчатых колес сложной геометрии. Фрезерование с ЧПУ используется для обработки косозубых и цилиндрических зубчатых колес для различных отраслей промышленности, включая автомобильные трансмиссии и фрезы.
Фрезерование зубчатых колес – Фрезерование
Фрезерование зубчатых колес происходит медленно, потому что оно создает значительный теплообмен с заготовкой, а это означает, что последовательные зубья не должны фрезероваться один за другим.
Электроэрозионная обработка (EDM)
EDM — это электромеханический производственный процесс, при котором материал удаляется с заготовки путем применения серии разрядов тока между двумя электродами, разделенными диэлектрической жидкостью ванны. Вместо того, чтобы резать, искра действует как «режущий инструмент», который фактически разрушает материал.
Электроэрозионная обработка хорошо подходит для резки сложных геометрических форм любых размеров, даже при нарезании зубчатых колес, но этот процесс имеет свои ограничения. Если у вас нет хорошего контроля и точного программирования, легко повредить поверхности деталей, особенно криволинейные профили зубьев, которые сложно выполнить в программах ЧПУ. Но высококачественное и интуитивно понятное программное обеспечение для 3D-моделирования и CAM, такое как Feature CAM, Autodesk Fusion, Master CAM и другие, может обеспечить плавное движение, необходимое для вырезания изогнутых зубов.
Электроэрозионная обработка (EDM)
Электроэрозионные станки за последние годы усовершенствовались, что свело к минимуму проблемы с чистотой поверхности, повысило точность резки и результирующие свойства материала (микроструктуру, механические свойства и т. д.). Этот процесс может обеспечить жесткие допуски размером до тысячных долей дюйма и создавать как маленькие (диаметром доли дюйма), так и большие шестерни (диаметром более 20 дюймов). Этот процесс используется как для деликатных операций в часах, так и для нарезки более прочных шестерен, таких как те, которые используются в гоночных автомобилях.
Этот процесс используется как для деликатных операций в часах, так и для нарезки более прочных шестерен, таких как те, которые используются в гоночных автомобилях.
Формование зубчатых колес
Прокатка
Прокатка – один из старейших процессов формования зубчатых колес, при котором заготовку прокатывают в горячем или холодном состоянии через две или три матрицы, как показано ниже.
Формование зубчатых колес – прокатка
Если экономия материала является критической задачей во время производства, прокатка является хорошим вариантом, поскольку при этом не образуется стружка. Однако, чтобы получить эффективный процесс, вы должны учитывать параметры прокатки, деформации и эффекты микроструктуры, прежде чем наращивать производство.
Литье
Литье – это процесс формования, при котором расплавленный металл заливают в полость формы для формирования форм. Литье зубчатых колес используется для создания заготовок зубчатых колес (которые затем обрабатываются) и полных зубчатых колес с литыми профилями зубьев. Допуски и точность являются решающими факторами при литье шестерен, а создание литейных форм влечет за собой большие первоначальные затраты. Однако, как только параметры пресс-формы и процесса определены, большие объемы производства оправдывают инвестиции.
Формование зубчатых колес – литье
Литье в песчаные формы в основном используется для производства заготовок зубчатых колес, которые будут использоваться в других процессах. Полностью функционирующие прямозубые, винтовые червячные, групповые и конические шестерни изготавливаются путем литья шестерен и используются в стиральных машинах, небольших бытовых приборах, ручных инструментах, игрушках и фотоаппаратах.
Порошковая металлургия
Порошковая металлургия – это метод высокоточной формовки, представляющий собой экономически эффективную альтернативу традиционным зубчатым колесам из стали и чугуна с механической обработкой. Однако этот метод не подходит для зубчатых колес больших размеров, но подходит для создания небольших высококачественных прямозубых, конических и спиральных зубчатых колес. Из-за пористости сформированного материала более крупные шестерни обладают меньшей усталостной и ударной стойкостью, хотя для улучшения их механических свойств можно использовать процесс спекания.
Порошковая металлургия также особенно полезна, когда конструкции зубчатых колес включают отверстия, углубления и различные уровни поверхности или выступы. Вы найдете эти шестерни в бытовой технике, сельскохозяйственном, газонном и садовом оборудовании, автомобилях, грузовиках и военной технике.
Аддитивное производство
Аддитивное производство, также известное как 3D-печать, создает трехмерный объект слой за слоем на основе трехмерной модели САПР. Из-за характера процесса аддитивные машины могут формировать сложные конструкции с смоделированными решетчатыми структурами для достижения уменьшения массы, которое нелегко получить с помощью обычных методов. Этот тип геометрии часто создается с помощью оптимизации трехмерной топологии и генеративного компьютерного проектирования.
Геометрия зубчатых колес, созданная с помощью 3D-печати
Обычные и некруглые зубчатые колеса могут быть изготовлены с помощью аддитивных производственных процессов, а высококачественные 3D-принтеры относительно доступны и широко доступны. Из-за этой доступности он стал выбором для ремонта и механических проектов, таких как развивающие игрушки или другие гаджеты, требующие полностью функциональных механизмов. Вы также можете включать дополнительные элементы и даже комбинировать геометрию с формами зубчатых колес, чтобы добавлять собственные валы, шпонки или канавки в одно и то же тело.
Итак, теперь вы знаете больше о многих способах изготовления шестерен, независимо от того, создаете ли вы их, формируете или режете. Чтобы получить помощь по всем вашим проектам по проектированию ЧПУ, включая проектирование зубчатых колес, ознакомьтесь с нашей полезной электронной книгой «Руководство по проектированию ЧПУ».
Упрощенный поиск — начните свой следующий проект с Fictiv
Независимо от того, какие шестерни вам нужны, Fictiv может их изготовить.
Мы являемся экспертами в производстве нестандартных прецизионных зубчатых колес из различных материалов и упрощаем поиск нестандартных деталей с помощью интеллектуальных, оптимизированных, автоматизированных рабочих процессов. Fictiv — это ваша операционная система для индивидуального производства, которая делает закупку шестерен и механических деталей быстрее, проще и эффективнее. Создайте учетную запись и загрузите свою деталь, чтобы увидеть, что может сделать для вас наш процесс мгновенного расчета стоимости, дизайн для отзывов о технологичности и интеллектуальная платформа.
Изготовление косозубых колес на вертикально-фрезерном станке
перейти на главную страницу
перейти на страницу выше «косозубые колеса – звенья»
Изготовление косозубых колес на вертикально-фрезерном станке.
В другом месте указано, что у большинства любителей нет подходящего горизонтально-фрезерного станка для изготовления винтовых зубчатых колес. Однако так же легко изготовить косозубые шестерни на вертикально-фрезерном станке. Главный и, пожалуй, единственный недостаток заключается в том, что установка для винтового фрезерования на вертикальном станке не такая жесткая, как на горизонтальном станке.
Хитрость заключается в том, что зуборез держится на укороченной оправке, закрепленной в вертикальном гнезде. Но вертикальная голова наклонена. Этот наклон задает требуемый угол наклона спирали.
Нарезание косозубого колеса аналогично нарезанию прямозубого колеса, за исключением некоторых ключевых отличий:
A во время нарезания зубчатого колеса фрезерный стол перемещается за счет вращения ходового винта к столу. Вращение ходового винта также используется для вращения делительной головки,
B фреза должна находиться под углом спирали к оси детали, поверхность которой разрезается
C Фреза того же типа, что используется для нарезания прямозубых зубчатых колес, но какой из наборов необходим, зависит от угла наклона спирали.
Нож
Стандартный нож Brown and Sharp.
рис. 2450 Нож типа Brown and Sharp – первая сторона
Выбран для данного примера. Он предназначен для изготовления 1 мод зуба с углом вдавливания 20º. Из него получается шестерня с 26-34 зубьями.
рис 2451
93 * (угол подъема)
Например, предположим, что зубчатое колесо должно иметь 30 зубьев, а угол подъема составляет 17º 45″, тогда куб косинуса угла подъема равен 0,9551. Необходима фреза для N’ зубьев.
Н / 0,8712 в кубе = 30/0,8712 = 34,43
Резец для прямозубого цилиндрического колеса с 34 зубьями равен 4. В данном случае он оказывается одним и тем же
Этот довольно неожиданный результат доказан на стр. 25-28 в «Спиральные и червячные передачи»
Следует отметить, что необходимая фреза всегда предназначена для большего количества зубьев, чем необходимо. Обычно в цилиндрических зубчатых колесах наименьшее количество зубьев, которое можно нарезать, равно двенадцати с помощью фрезы № 1. Это означает, что можно нарезать косозубые колеса с меньшим количеством зубьев.
Фреза устанавливается на цапфу. Заглушка вставляется в вертикальную втулку. Вертикальная головка наклоняется на необходимый угол спирали.
Нож для инжира на коротком держателе, установленный на вертикальной головке (2452)
Различные способы наклона вертикальной головки
Вертикальная головка наклонена под углом угла спирали. Однако головка могла быть впереди или позади заготовки и могла быть наклонена влево или вправо. Кроме того, резак может вращаться по часовой стрелке или против часовой стрелки.
На фотографии выше нож установлен таким образом, что он будет резать только при вращении против часовой стрелки (если смотреть сверху). В этом случае заготовка должна будет двигаться справа налево, если она находится перед фрезой, или слева направо, если она будет позади фрезы.
Высота фрезерного стола
Важно, чтобы центральная высота заготовки находилась на центральной высоте фрезы, которая наклонена. Один из способов решения этого вопроса заключается в следующем. Со столом на любой удобной высоте измерьте высоту верхней части фрезы.
2455 винтовое фрезерование 6
рис. 2455 измерение высоты верхней части фрезы
Затем измерьте высоту нижней части фрезы. Для этого штангенрейсмаса известно, что при измерении с использованием верхней стороны стержня требуется припуск 10,86 мм.
Измеряется высота нижней части фрезы.
2456 измерение высоты нижней стороны ножа
Разница между высотой верхней и нижней части, деленная на два, представляет собой высоту верхней части над центральной высотой делительной головки. Получается 110,00 мм. Теперь можно поднять фрезерный стол так, чтобы высота верхней части фрезы была равна половине высоты фрезы плюс 110,00 мм
Фрезерный стол поднимается или опускается до тех пор, пока центральная высота головки делительной головки не окажется на высоте середины фрезы.
Заготовка
Заготовка может удерживаться с помощью оправки, оправки или между центрами. Это описано в
«Делительная головка — фиксация заготовки».
Весь смысл всех этих методов в том, чтобы убедиться, что заготовка удерживается концентрически. Но другой способ — изготовить заготовку из круглого прутка, который обтачивают на токарном станке, а затем зажимают в четырехкулачковом патроне на делительной головке.
Первый шаг — обточить заготовку до внешнего диаметра шестерни, которую мы хотим сделать. Мы можем избежать сложной математики, просто найдя в каталоге снаряжение, которое хотим изготовить. Например:
Предположим, что шестерня должна вращаться так, чтобы ее ось была параллельна другой подобной шестерне. Это должно быть 30 зубов. угол зацепления должен быть 20º Размер зубьев 1 мод.
В каталоге есть один с углом подъема спирали 17 градусов 45 минут.
PCD 31,5 мм.
Наружный диаметр 33,5 мм.
Внешний диаметр заготовки. Обычно это точили на токарном станке.
рис Подготовка заготовки.
На этом этапе необходимо отцентровать сверло, просверлить и развернуть отверстие шестерни.
Обратите внимание, что заготовка не точно отцентрирована в патроне. Здесь это не имеет значения, потому что при обработке на фрезерном станке он будет удерживаться в четырехкулачковом патроне и затем будет точно отцентрован.
Установка делительной головки
Делительная головка устанавливается на фрезерном столе так, чтобы ее ось была параллельна фрезерному столу как по горизонтали, так и по вертикали.
Если используется задняя бабка, она должна быть установлена таким образом, чтобы заготовка и т. д. также были параллельны как по горизонтали, так и по вертикали.
Если используется оправка или заготовка представляет собой просто кусок круглого прутка, то заготовка должна центрироваться в четырехкулачковом патроне на делительной головке.
Делительная головка предназначена для деления круга на необходимое количество зубьев на изготавливаемой шестерне. Как это сделать, описано в разделе 9.0003
«Делящая головка – делящая круг».
Весь процесс начинается со штифта на делительной головке в нулевом отверстии того кольца отверстий, которое используется.
Заготовка устанавливается в четырехкулачковый патрон на делительной головке. Он должен быть отцентрован как можно точнее. Любая ошибка здесь, скажем, 0,1 мм будет означать, что зубы с одной стороны будут на 0,1 мм больше, а с другой стороны будут на 0,1 мм меньше. Для очень маленьких зубов это может сделать изготовленную шестерню бесполезной.
2469 центрирование при нарезке косозубого колеса
Зубчатая передача
Ходовой винт соединен с вспомогательным входом на делительной головке посредством зубчатой передачи. Ходовой винт может приводиться в движение двигателем или вручную. Требуемое соотношение — это то, что необходимо для производства требуемого свинца. Шаг определяется углом наклона и диаметром делительной окружности изготавливаемой шестерни.
Чтобы найти шаг для угла наклона зубьев, умножьте диаметр делительной окружности на число пи на тангенс угла наклона зубьев.
шаг = PCD * pi / tan (угол подъема)
шаг = 31,5 * 3,142 / 0,3201
= 309,2 мм
Это означает, что за один полный оборот заготовки фрезерный стол должен переместиться на 309,2 мм.
Для одного полного оборота заготовки вспомогательный вход должен повернуться 40 раз.
На используемом фрезерном станке шаг ходового винта составляет 5 мм, т. е. один оборот ходового винта перемещает стол на 5 мм.
Количество оборотов ходового винта, необходимое для получения требуемого движения:
необходимое расстояние/шаг ходового винта 309.2/5
это должно производить 40 оборотов на вспомогательном входе. Разница компенсируется зубчатой передачей
(309,2/5)/40 = R
R = 1,546
Используя Hobnail, предложенная зубчатая передача (использующая очень ограниченный набор шестерен):
100, 86, 64, 48
Приблизительно 60 витков ходового винта дают 40 витков вспомогательного входа, поэтому ходовой винт оснащен 48-зубчатой шестерней, а 100-зубчатая — вспомогательным входом.
2474 Зубчатая передача для нарезания косозубого колеса
Нарезание зубчатого колеса
В установке, показанной ниже.
2492 нарезка косозубого колеса
фиг система для нарезки
Резак устанавливается с помощью папиросной бумаги так, чтобы он едва касался поверхности заготовки. Требуемая глубина резания составляет 0,085 дюйма. Когда фреза находится справа от заготовки, она перемещается на 0,085 дюйма с помощью УЦИ. Затем DRO устанавливается на ноль. Все вырезы должны быть сделаны на эту глубину. Это экономит много усилий, если установлен упор, поэтому глубина резания всегда правильная.
Искусство нарезания зубчатых колес заключается в том, чтобы сделать нарезание каждого зуба жесткой, непрерывной последовательностью, которая продолжается без остановки от первого зуба до последнего.
Последовательность следующая:
Запустить фрезу
Нанести немного смазочно-охлаждающей жидкости на заготовку
Провести заготовку мимо фрезы на нужной глубине,
Остановить фрезу,
Выдвинуть стол, чтобы фреза очистить от заготовки,
перемотать стол,
вытащить штифт из делительной головки
повернуть на ноль или более полных оборотов, если необходимо повернуть так, чтобы он коснулся внутренней части правого рычага сектора
впустить его в отверстие,
переместить рычаги сектора по кругу,
переместить стол до упора,
вернуться к началу последовательности.
2470 косозубое зубчатое колесо
2471 резка косозубого колеса
2472 готовое косозубое зубчатое колесо
2475 левое и правое зубчатое колесо
2477 левое и правое зубчатое зацепление
Что происходит
Резка запущена. Начинается справа от заготовки. Ходовой винт поворачивается таким образом, что заготовка проходит мимо фрезы слева направо. При движении вправо он также вращается.
После обработки каждой канавки заготовку необходимо отодвинуть от фрезы. Соотношение между положением вращения между заготовкой и положением стола сохраняется только в том случае, если привод к столу реверсирован. Невозможно просто поставить машину задним ходом, потому что любой люфт в системе будет означать, что фреза будет протаскиваться через зазоры, но немного неправильно. Это делается до тех пор, пока фреза не вернется к исходной стороне шестерни. В любом положении отношения сохраняются, делая это. Если это сделать, то в любом положении штифт на рукоятке можно будет отвести назад и повернуть рукоятку через необходимое количество отверстий.
Токарно фрезерный станок с чпу: купить токарно-фрезерный станок по металлу с ЧПУ в Москве
Токарно-фрезерные станки с ЧПУ по металлу
«Токарно-фрезерные обрабатывающие центры», «многофункциональные обрабатывающие центры», «многоцелевые станки» – это все различные названия современного типа металлообрабатывающего оборудования, которое можно также обозначить «завод-в-заводе».
Созданные на базе токарного станка с горизонтальной или вертикальной осью шпинделя многофункциональные обрабатывающие центры оснащаются особым шпинделем. Он способен работать как с фрезерным, так и со статическим инструментом (токарные резцы). Позволяет с высокой эффективностью производить фрезерно-сверлильные работы, токарную обработку тел вращения.
Этот тип оборудования меняет классический подход к технологическому маршруту как к последовательности различных технологических операций. Концентрация технологических операций обработки заготовок здесь достигает максимума, обеспечивая на выходе готовую деталь.
Конструктивно горизонтальные станки бывают оснащены противошпинделем или задней бабкой, а также дополнительным рабочим органом – револьверной головкой, для возможности работы в двух шпинделях одновременно.
Важная особенность – наличие поворотного фрезерного шпинделя (оси «В») и диапазона углов поворота шпинделя, а также его дискретности – это обеспечивает возможность обработки различных элементов под углом к оси детали.
Обрабатывающие центры оснащаются различными по емкости инструментальными магазинами: от 20-позиционного цепного до 320-позиционного матричного магазина, или роботизированными ячейками-складами инструмента.
Виды выполняемых работ
К основным токарно-фрезерным работам относятся:
-
наружное точение, подрезка торцов; -
сверление, растачивание отверстий; -
обработка наружных, внутренних канавок; -
отрезка заготовки; -
сверление, зенкерование, развертывание приводным инструментом; -
фрезерование лысок, пазов, скосов; -
растачивание отверстий не в оси детали; -
нарезка резьбы метчиками, резцами.
Кроме перечисленных операций на многофункциональных станках выполняют ряд специализированных, традиционно выносимых на отдельные станки:
-
наружное шлифование; -
глубокое сверление и расточку; -
лазерное упрочнение поверхности; -
контроль параметров детали.
Достоинства токарно-фрезерных обрабатывающих центров с ЧПУ
-
Высокая концентрация обработки на одном станке. -
Высокая точность обработки детали за одну установку. -
Возможность комплексной обработки детали. -
Снижение трудоемкости процесса за счет снижения числа межоперационного перемещения и простоя.
-
Сокращение числа станков и оснастки. -
Экономия производственных площадей. -
Сокращение расходов на обслуживание.
Токарно-фрезерный станок по металлу — обрабатывающий центр с ЧПУ
- Виды токарно-фрезерных центров на современном рынке
- Характеристики токарно-фрезерных обрабатывающих центров
- Обрабатывающие центры с противошпинделем и С-осью
- Обрабатывающие центры торговой марки TRENS
- Обрабатывающий центр модели 1728С
- Краткий обзор других моделей обрабатывающих центров
Токарно-фрезерный станок для работы по металлу, оснащенный системой ЧПУ, который также называется обрабатывающий центр, сегодня можно встретить на многих производственных предприятиях. Широчайшие возможности такого универсального оборудования позволяют подвергать качественной токарной и фрезерной обработке заготовки из металла.
Многоцелевой токарно-фрезерный обрабатывающий центр с ЧПУ
Виды токарно-фрезерных центров на современном рынке
Станки данной категории подразделяются на две большие группы: устройства без ЧПУ и с ЧПУ. К оборудованию без системы ЧПУ относятся ручные, полуавтоматические и автоматизированные станки. В рамках данной статьи рассматриваются устройства, на которых реализовано числовое программное управление. Обрабатывающие центры с ЧПУ, выпускаемые современной промышленностью, подразделяются на несколько видов:
- простой конструкции;
- с противошпинделем;
- с приводным центром;
- с установленной С-осью.
Объединяет эти обрабатывающие центры, имеющие свои конструктивные особенности, то, что они одновременно обладают функциональностью токарных и фрезерных станков.
Компактный настольный токарно-фрезерный станок, не оснащенный ЧПУ
Характеристики токарно-фрезерных обрабатывающих центров
Выполнять несколько типов технологических операций (сверлильные, токарные и фрезерные) на одном устройстве позволяют и токарно-револьверные станки, но из-за недостаточно высокой подвижности револьверов объем производимой с их помощью продукции ограничен.
Этого недостатка лишены токарно-фрезерные обрабатывающие центры, в конструкции которых имеется специальная фрезерная головка. Посадочное отверстие в такой головке может быть выполнено под различные типы конусов (Capto, HSK, BT или ISO), что позволяет устанавливать в нее токарные резцы. Благодаря этому подобные токарно-фрезерные станки могут применяться для выполнения таких технологических операций по металлу, как сверление, зенкерование, нарезание резьбы, создание фасок и канавок, обработка торцов и их подрезка, развертывание и др.
Используя специальную переходную оправку, на обрабатывающие центры с ЧПУ можно устанавливать резцы с квадратным хвостовиком и режущий инструмент с особой формой посадочной части. В одном шпинделе станков этой категории можно закреплять как неподвижный, так и вращающийся рабочий инструмент. Меняются инструменты в токарно-фрезерных обрабатывающих центрах, оснащенных системой ЧПУ, автоматически, за это в конструкции станка отвечает особый механизм – сменщик.
Наибольшее распространение обрабатывающие центры с ЧПУ получили на предприятиях, которые занимаются изготовлением имеющих сложные формы деталей и конструкций из металла. При производстве таких изделий необходимо неоднократно чередовать операции точения и фрезерования, что и обеспечивается токарно-фрезерным обрабатывающим центром.
На обрабатывающих центрах преимущественно используется инструмент цельного типа или со сменными пластинами, выполненными из твердого сплава. В очень редких случаях может применяться инструмент, режущие пластины которого зафиксированы при помощи пайки.
Рабочие органы обрабатывающего центра с ЧПУ
Обрабатывающие центры с противошпинделем и С-осью
Оборудование с С-осью – это одна из первых модификаций обрабатывающего центра токарно-фрезерной группы. Для придания вращения режущему инструменту (сверлу и фрезе) на таком станке устанавливается отдельный привод. За автоматизированную смену инструментов на этом токарно-фрезерном устройстве, как и на обрабатывающих центрах других типов, отвечает специальный механизм – сменщик.
Важными функциями обрабатывающих центров с С-осью являются контроль за скоростью вращения обрабатываемой детали и индексация ее углового положения. Точность такой индексации, что важно, составляет порядка 0,001 градуса.
Токарно-фрезерные обрабатывающие центры с С-осью при оснащении их механизмом для смены режущих инструментов позволяют выполнять технологические операции, с которыми обыкновенные токарные станки справиться не могут. В частности, такими операциями являются:
Противошпиндель с осью С значительно увеличивает функциональность станка
- фрезерная обработка элементов червячных передач;
- изготовление и обработка коленчатых валов;
- обработка шестерен.
Оснащение обрабатывающих центров с ЧПУ противошпинделем – это следующий этап в развитии устройств токарно-фрезерной группы. Второй шпиндель таких станков, обладающих еще большей функциональностью, устанавливают вместо задней бабки. В него вставляется правая сторона заготовки, что дает возможность подвергать обработке ее противоположной край.
Оснащение обрабатывающего центра противошпинделем позволяет превратить это устройство в полноценную производственную линию, обладающую исключительной функциональностью. Если оснастить такой фрезерно-токарный обрабатывающий центр вторым сменщиком инструментов, то эффективность его использования возрастет в разы. Что важно, качество обработки от этого нисколько не пострадает.
Наглядно принцип работы противошпинделя можно увидеть на видео ниже:
На современном рынке представлено большое разнообразие обрабатывающих центров по металлу от различных производителей. Рассмотрим некоторые из них.
Обрабатывающие центры торговой марки TRENS
Фрезерно-токарные обрабатывающие центры данной торговой марки отличаются особенной конструкцией и имеют характерный признак – наклонную раму. Это придает станкам исключительную прочность и жесткость, что позволяет выполнять на них обработку деталей с высокой точностью. Как правило, таким оборудованием оснащаются крупно- и среднесерийные производства, занимающиеся выпуском деталей со сложной конфигурацией. Перечислим наиболее популярные модели токарно-фрезерных станков данной торговой марки.
Как правило, таким оборудованием оснащаются крупно- и среднесерийные производства, занимающиеся выпуском деталей со сложной конфигурацией. Перечислим наиболее популярные модели токарно-фрезерных станков данной торговой марки.
SBL 300
Конструкция данной модели более простая, по сравнению с рассмотренной выше, что не мешает такому станку эффективно справляться с нарезанием резьбы, основными фрезерными операциями, обработкой деталей сложной конфигурации. Особого внимания заслуживает шпиндель станка, отличающийся высокой жесткостью и исключительной надежностью, что дает возможность эксплуатировать его на высоких скоростях довольно долго. Не менее примечательны и характеристики С-оси данного устройства, создающей отличный крутящий момент и обеспечивающей быстрое переключение рабочих режимов. Таких характеристик С-оси производителям удалось достичь за счет того, что в ней реализована особая система фиксации дискового типа.
Станок с ЧПУ Trens SBL 300 производства Словакии
SBL 500A
Возможности станка данной модели позволяют обрабатывать на нем заготовки, вес которых достигает 1050 кг. Обрабатывающий центр оснащается электроприводом ТМ Siemens или Fagor, в его конструкции имеется противошпиндель, легко настраиваемая и надежная система ЧПУ. Перемещения бабки станка и фиксация заготовок осуществляются при помощи гидравлических механизмов. О возможностях такого токарно-фрезерного обрабатывающего центра с ЧПУ говорит и то, что на нем можно выполнить сложнейшую технологическую операцию – внеосевое сверление – за одну установку.
Обрабатывающий центр оснащается электроприводом ТМ Siemens или Fagor, в его конструкции имеется противошпиндель, легко настраиваемая и надежная система ЧПУ. Перемещения бабки станка и фиксация заготовок осуществляются при помощи гидравлических механизмов. О возможностях такого токарно-фрезерного обрабатывающего центра с ЧПУ говорит и то, что на нем можно выполнить сложнейшую технологическую операцию – внеосевое сверление – за одну установку.
Станок TRENS SBL 500A
SBL 700
Этот фрезерный обрабатывающий центр с ЧПУ является наиболее современной моделью оборудования, выпускаемого под ТМ TRENS. Технические возможности такого станка позволяют выполнять на нем обработку заготовок из металла прямолинейной, ступенчатой и криволинейной конфигурации, вес которых может доходить до 2500 кг. Обрабатывающий центр комплектуется системой ЧПУ ТМ Siemens, которая обеспечивает точное перемещение инструмента в процессе обработки. Работа станка и перемещение инструмента в такой системе ЧПУ описывается простым 3D-программированием, а ее подключение к устройству обеспечивается посредством Ethernet-протокола.
Станок Trens SBL 700
Обрабатывающий центр модели 1728С
Универсальный обрабатывающий центр этой модели заслужил особую популярность в России. Функциональные возможности позволяют такому устройству справляться со следующими технологическими операциями по обработке заготовок из металла: сверление прямое и под заданным углом, растачивание, долбление, обычное и контурное фрезерование, точение при помощи фрез и др. Обрабатывать заготовки из металла на этом токарно-фрезерном станке с ЧПУ можно как в патроне, так и в его центрах. Высокая точность, с которой на данном центре обрабатываются заготовки, обеспечивается следующими его конструктивными особенностями.
- Основные узлы станка характеризуются повышенной жесткостью и виброустойчивостью.
- В узлах оборудования установлены подшипники высокой точности.
- В конструкции станка предусмотрены специальные термосимметричные элементы, которые компенсируют деформации, возникающие от температурного воздействия.
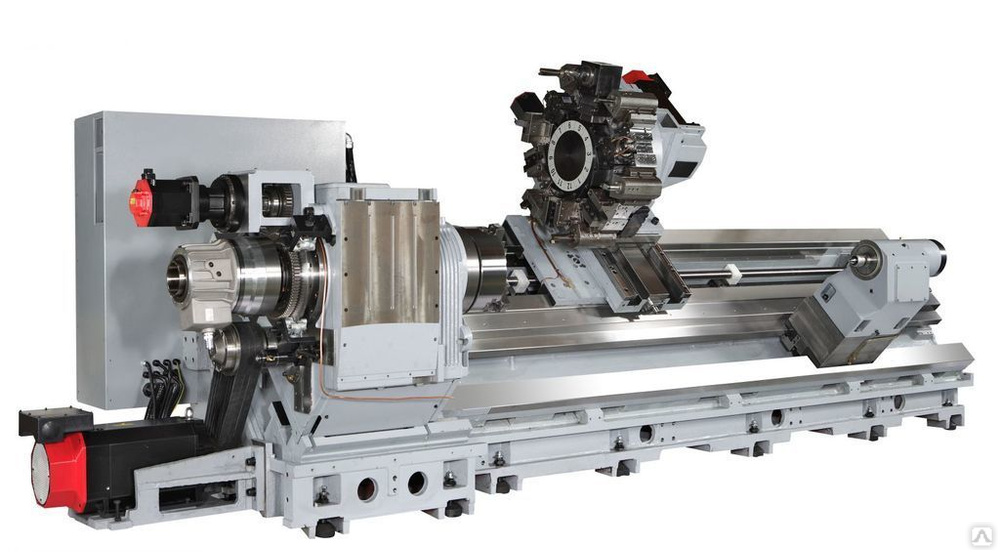
- Перемещение и работа инструмента постоянно контролируются при помощи специальных элементов.
- Оборудование оснащено современной и надежной системой ЧПУ.
Токарно-фрезерный обрабатывающий центр модели 1728С
Токарно-фрезерный станок данной модели позволяет обрабатывать заготовки диаметром до 40 см и длиной до 3 метров. Шпиндель станка имеет величину конца А8, на нем установлен патрон с сечением 40 см, диаметр отверстия в котором составляет 9,7 см.
Любой токарно-фрезерный обрабатывающий центр, включая данную модель, позволяет значительно снизить затраты на выполнение технологических операций в комплексе.
Краткий обзор других моделей обрабатывающих центров
На российских производственных предприятиях, занимающихся выпуском изделий из металла и дерева, популярными являются обрабатывающие центры, выпускаемые на Тайване под торговой маркой TAKISAWA. При своей исключительной функциональности станки данной торговой марки отличаются доступной стоимостью. На современном рынке оборудование ТМ TAKISAWA представлено следующими сериями: LA, NEX, EX и LS. Станки данных серий успешно используются на предприятиях автомобильной и авиастроительной промышленности, на машиностроительных заводах.
На современном рынке оборудование ТМ TAKISAWA представлено следующими сериями: LA, NEX, EX и LS. Станки данных серий успешно используются на предприятиях автомобильной и авиастроительной промышленности, на машиностроительных заводах.
Токарно-фрезерный обрабатывающий центр за работой
Наиболее популярными моделями оборудования ТМ TAKISAWA являются 4500TT, 4500S, 4500ST. В конструкции станков этих моделей имеются два токарных узла и один фрезерный, их магазин для инструмента и рабочих приспособлений может вместить в себя до 90 позиций. Такие станки, в оснащении которых есть револьверная головка, обеспечивают высокую точность и эффективность выполнения токарных и фрезерных работ по металлу.
Среди обрабатывающих центров токарно-фрезерной группы, заслуживших высокую популярность у отечественных производителей, стоит отметить станки испанской компании GMTK, которые также выпускаются в нескольких сериях: HR800, HR1000, HR1200, HR1500. Применение таких обрабатывающих центров с ЧПУ необходимо для изготовления деталей из металла, которые отличаются высокой сложностью и должны быть обработаны с максимальной точностью.
Среди уникальных конструктивных особенностей этого оборудования можно выделить следующие: сменщик инструмента и рабочих головок, гидростатические направляющие, система температурной стабилизации. Приобретение обрабатывающих центров с ЧПУ испанской компании GMTK требуется предприятиям, продукция которых характеризуется высокой сложностью и точностью обработки.
Комплексный токарно-фрезерный центр DMC
Есть еще ряд зарубежных компаний, обрабатывающие центры которых хорошо зарекомендовали себя среди отечественных производственных предприятий.
Victor (Тайвань)
Выпуском оборудования для обработки заготовок из металла и дерева компания занимается более 70 лет. Ее станки отличаются надежной и технологичной конструкцией, качественными комплектующими. Примечательно, что для изготовления станин своего оборудования компания использует особый сорт чугуна.
MULTICUT (Чехия)
Под этой торговой маркой выпускается универсальное оборудование, оснащенное современными системами ЧПУ. В зависимости от необходимости станки могут быть оснащены задней бабкой или вторым шпинделем. Технические возможности оборудования данной марки позволяют выполнять фрезерную обработку заготовок по пяти координатам, осуществлять точение, шлифовку и прорезку, а также фрезеровать кулачки и осуществлять другие операции по металлу.
В зависимости от необходимости станки могут быть оснащены задней бабкой или вторым шпинделем. Технические возможности оборудования данной марки позволяют выполнять фрезерную обработку заготовок по пяти координатам, осуществлять точение, шлифовку и прорезку, а также фрезеровать кулачки и осуществлять другие операции по металлу.
DMC (Южная Корея)
Обрабатывающие центры данной компании, отличающиеся исключительной функциональностью и высокой производительностью, относятся к категории премиум-класса.
Токарно-фрезерные центры, которыми оснащаются современные предприятия, – это станки, отличающиеся широкой функциональностью. Используя такое оборудование, можно выполнять сложнейшие фрезерные операции и различные виды токарной обработки с деталями, изготовленными из металла.
Продукция|Takisawa Machine Tool Co.
 , Ltd.
, Ltd.
Продукция
- По модели
- По отраслям
- По размеру патрона
- Токарный станок с ЧПУ
- Многозадачная машина
- Овальный токарный станок с ЧПУ
(для обработки поршня) - Вертикальный обрабатывающий центр
- ЧПУ / Ручной токарный станок
- Ручной токарный станок
- Программное обеспечение
Многозадачная машина
Серия TMX, многозадачный станок (тип шпинделя: ось B и ATC)
| Машина | Размер патрона | Макс. Диаметр поворота | Макс. Длина поворота | Производительность бара | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТМХ-2000 | 8+8 |  Turning Dia. mm»> 500 Turning Dia. mm»> 500 (инструментальный шпиндель) | 610 | 65 | |
| ТМХ-4000СТ | 10+10 | 500 (инструментальный шпиндель) | 1500 | 80 |
TM-Series Многозадачный станок (двусторонний оппозитный шпиндель, двухревольверная головка)
| Машина | Размер патрона | Макс. Диаметр поворота | Макс. Длина поворота | Производительность бара | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТМ-2000Y2 | 6+6 |  Turning Dia. mm»> 215 Turning Dia. mm»> 215 | 640 | 51 (левый шпиндель) | |
| ТМ-3000Y2 | 8+6 | 215 | 620 | 65 (левый шпиндель) | |
| ТМ-4000Y2 | 8+8 | 215 | 800 | 82 (левый шпиндель) |
Серия TMM Высокоэффективный многозадачный станок (двухшпиндельный, двухседельный)
| Машина | Размер патрона | Макс. Диаметр поворота | Макс. Длина поворота Длина поворота | Производительность бара | |
|---|---|---|---|---|---|
| в | мм | мм | мм | ||
| ТММ-250М1 | 10+8 | 500 (инструментальный шпиндель) | 1300 | 76,2 (левый шпиндель) |
Поршневая машина
Серия TPS Токарный станок с ЧПУ для некруглой обработки
| Машина | Макс. Диаметр поворота | Макс. Длина поворота | Назначение | |
|---|---|---|---|---|
| мм | мм | |||
| ТПС-В1000 |  Turning Dia. mm»> 130 Turning Dia. mm»> 130 | 160 | Писотн | |
| TPS-3100HⅡ | 290 | 370 | Писотн | |
| TPS-3200HⅡ | 246 | 320 | Кольцо Писотна | |
| TPS-3300HⅡ | — | — | Пинхол | |
| TPS-3400HⅡ | 260 | 285 | Писотн | |
| TPS-3500HⅡ |  Turning Dia. mm»> 260 Turning Dia. mm»> 260 | 250 | Писотн | |
| TPS-4100HⅡ | 320 | 250 | Писотн | |
| TPS-5000HⅡ | 320 | 250 | Писотн |
Обрабатывающий центр
Серия MAC
| Машина | Перемещение X/Y/Z | Макс. Длина поворота | |
|---|---|---|---|
| мм | мм | ||
| МАК-V40 | 650/410/460 | 900×410 | |
| MAC-Y520 | 850/520/610 | 1000×520 |
ЧПУ / Ручной токарный станок
Серия TAC
| Машина | Качели над кроватью | Качели над поперечными салазками | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТАС-360 | 360 | 190 | — | |
| ТАС-510 | 510 | 270 | Л10, Л15 | |
| ТАС-650 | 650 | 400 | Л10, Л15, Л20, Л30 | |
| ТАС-800 | 820 | 540 | Л10, Л20, Л30, Л40, Л50, Л60 | |
| ТАС-950 | 950 | 600 | Л20, Л30, Л40, Л50, Л60 | |
| ТАС-1500 | 1500 | 1080 | Л20, Л30, Л40, Л50, Л60 | |
| ТАС-1800F | 1300 | 880 | Л10, Л20 |
Ручной токарный станок
Серия TSL
| Машина | Качели над кроватью | Качели над поперечными салазками | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТСЛ-550 | 360 | 210 | 550 мм | |
| ТСЛ-800 | 360 | 210 | 800 мм |
Серия TAL
| Машина | Качели над кроватью | Качели над поперечными салазками | С-С | |
|---|---|---|---|---|
| мм | мм | |||
| ТАЛ-460 | 460 | 250 | Л8, Л10 | |
| ТАЛ-510 | 510 | 300 | Л10, Л15 | |
| ТАЛ-540Н | 540 | 270 | Л8 | |
| ТАЛ-600 | 600 | 380 | Л10, Л15, Л20, Л30 |
Программное обеспечение
Программное обеспечение
| Программное обеспечение | Обзор.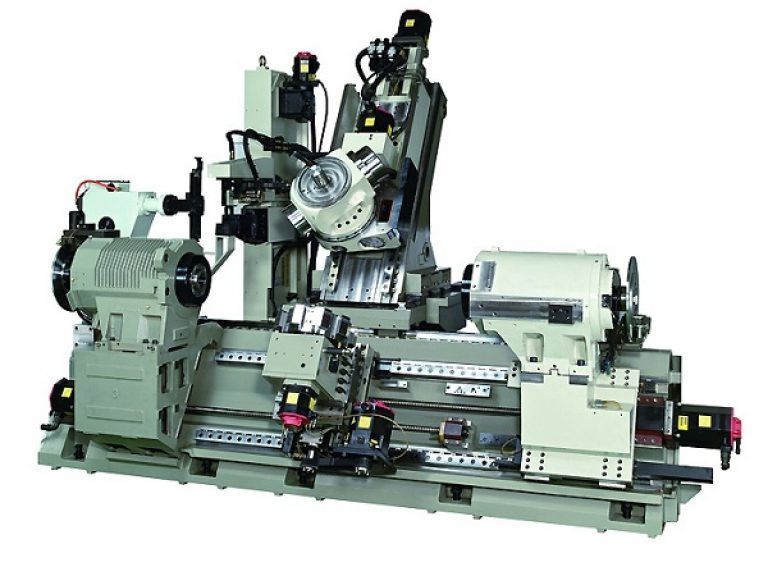 | |
|---|---|---|
| Программное обеспечение iHMI | Оснащен функциями, необходимыми для процесса на участке обработки, чтобы обеспечить последовательную поддержку работы. Оригинальные функции TAKISAWA были добавлены одна за другой. | |
| Диалоговое программное обеспечение | Интерактивное программное обеспечение для поддержки программирования, моделирования и автоматизированных операций. | |
| Решение Интернета вещей | ||
| Другое программное обеспечение | RAKU-RAKU Monitor для контроля срока службы инструмента и нагрузки при резании, RAKU-RAKU Loader для настройки работы загрузчика. | |
Различия между токарным станком с ЧПУ и фрезерным станком с ЧПУ
Токарный станок с ЧПУ и фрезерный станок с ЧПУ являются двумя наиболее важными станками для изготовления на заказ и оказания услуг по механической обработке. Эти машины являются основой многих механических мастерских, и многие работы не могут быть выполнены без этих машин. Токарный станок с ЧПУ и фрезерный станок с ЧПУ похожи и могут выполнять множество похожих проектов, но между ними также есть важные различия. Давайте подробнее рассмотрим эти важные машины.
Что такое обработка с ЧПУ?
Во-первых, что такое обработка с ЧПУ? Обработка на станке с ЧПУ — это субтрактивный процесс, а это означает, что станок начинает с цельного куска металла (иногда из пластика или других материалов) и вырезает куски для создания формы. И фрезерные станки с ЧПУ, и токарные станки с ЧПУ являются вычитающими станками с ЧПУ. Это отличается от аддитивного производства, которое добавляет материал для создания формы. 3D-печать — это один из видов аддитивного производства.
CNC расшифровывается как Computer Numerical Control, это означает, что и токарный станок, и фрезерный станок используют компьютерную систему управления для выполнения точных разрезов и создания точных форм. Станок с ЧПУ использует цифровой план, чтобы сообщить машине, какие разрезы делать, где их делать и как это делать. Для этого требуется помощь оператора, но после того, как машина настроена, она обычно может работать самостоятельно. Хотя токарные и фрезерные станки использовались сотни лет для создания предметов первой необходимости, обработка с ЧПУ делает этот процесс намного быстрее, безопаснее и эффективнее, чем традиционные токарные и фрезерные станки, использовавшиеся много лет назад.
Узнайте больше о станках и услугах APEC по изготовлению на заказ
Загрузить Руководство по изготовлению на заказ
В чем разница между токарным станком с ЧПУ и фрезерным станком с ЧПУ?
Как токарный станок с ЧПУ, так и фрезерный станок с ЧПУ используют цифровой, предварительно запрограммированный план для создания объекта из куска металла, пластика или других материалов. Фрезерование с ЧПУ и токарная обработка с ЧПУ, выполняемая на токарном станке с ЧПУ, — похожие процессы, но они имеют некоторые отличия, и каждый станок идеально подходит для определенных деталей.
Основное различие между токарным станком с ЧПУ и фрезерным станком с ЧПУ заключается в способе вращения станка и детали. Токарный станок с ЧПУ вращает заготовку или прутковый материал относительно режущих инструментов, чтобы придать форму. Напротив, на станке с ЧПУ режущие инструменты вращаются вокруг прутка. Эта разница незначительна, но они позволяют каждой машине создавать определенные объекты или делать определенные разрезы быстро и эффективно.
Что производят токарные и фрезерные станки с ЧПУ?
Тонкие различия в функциональности токарного станка с ЧПУ и фрезерного станка с ЧПУ делают каждый станок идеальным для обработки разных деталей. Токарный станок с ЧПУ идеально подходит для обработки конических или цилиндрических деталей, а фрезерный станок с ЧПУ может работать с более сложными формами. Фрезерный станок с ЧПУ может создавать плоские поверхности по мере необходимости, делать более глубокие отверстия и делать карманы, плоскости, канавки или края. Токарный станок с ЧПУ обычно создает формы, детали или объекты, которые в основном однородны по конической или цилиндрической поверхности, например винты, валы, ручки, дисковые кулачки или коленчатые валы.
Типы токарных и фрезерных станков с ЧПУ
Существует множество различных типов токарных и фрезерных станков с ЧПУ. Скорость токарного или фрезерного станка, металлы или пластмассы, с которыми он может работать, размер объекта, который он может производить, насколько он точен или точен, а также тип разреза, который он может выполнять, — все это зависит от машины. Тип детали или предмета, с которым вы работаете, может работать лучше на одних станках с ЧПУ, чем на других.
Для простых компонентов или продуктов станок с высоким уровнем точности или сложности может просто добавить ненужные затраты. Однако, если ваши детали или компоненты имеют очень жесткие допуски, они сделаны из очень прочных металлов или очень сложны, более совершенный станок с ЧПУ, вероятно, справится с этой задачей лучше всего.
С какими материалами работают токарные и фрезерные станки с ЧПУ?
Токарные и фрезерные станки с ЧПУ обычно используют металлический пруток для придания формы детали или предмету. Чаще всего это какой-либо тип алюминия или стали, хотя он также может включать многие другие металлы, такие как латунь, медные сплавы или сплавы с высоким содержанием никеля, титана или углерода. Другие токарные и фрезерные станки с ЧПУ также могут работать с различными типами пластика или дерева.
Чаще всего это какой-либо тип алюминия или стали, хотя он также может включать многие другие металлы, такие как латунь, медные сплавы или сплавы с высоким содержанием никеля, титана или углерода. Другие токарные и фрезерные станки с ЧПУ также могут работать с различными типами пластика или дерева.
Насколько легко станок с ЧПУ может работать с металлом или другим материалом, зависит от нескольких факторов. Твердость, гибкость, температура плавления, проводимость и другие свойства материала могут играть роль в процессе механической обработки. Некоторые токарные или фрезерные станки с ЧПУ не предназначены для работы с очень прочными металлами. Некоторые металлы легче трескаются или изгибаются, и машины, предназначенные для очень прочных металлов, могут оказаться неэффективными. Также важно учитывать стоимость металлов и то, для чего вам нужна деталь или предмет. Алюминий, например, легко обрабатывается и доступен по цене, но он может не подходить для деталей, которые будут подвергаться сильным нагрузкам, коррозии или экстремальным температурам.
Токарный станок 1 к 62: 1К62 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
1к62 технические характеристики | Станок токарный винторезный универсальный
Обсудить
1К62 (2)
Токарно-винторезный станок модели 1к62 является универсальной единицей оборудования, позволяющей обрабатывать детали различной конфигурации, выполнять широкий ряд токарных операций.
Характеристики
Класс точности станка — Н (нормальной точности) согласно ГОСТ 440-81
Технологические возможности
- Максиальный диаметр обрабатываемой заготовки над станиной — 400 мм
- Максимальный диаметр обрабатываемой заготовки над суппортом — 220 мм
- Максимальная длинна обрабатываемой заготовки — 710, 1000, 1400 мм
- Максимальный ход каретки — 640, 930, 1330 мм
- Наибольшая масса обрабатываемого изделия:
- при закреплении в патроне — 0,5 т
- при закреплении в центарх — 1,5 т
Шпиндельный узел
- Диаметр отверстия в шпинделе — 47 мм
- Конец шпинделя — 6К согласно ГОСТ 12593-72
- Количество скоростей шпинделя:
- прямого вращения — 23
- реверсивного вращения — 12
- Частоты вращения:
- прямого вращения — 12,5. ..2000 об/мин
- реверсивного вращения — 12…2420 об/мин
- прямого вращения — 12,5.
- Торможение шпинделя — предусмотрено
Коробка подач
- Количество подач:
- продольных — 42
- поперечных — 42
- Пределы подач:
- продольных — 0,070…4,16 мм/об
- поперечных — 0,035…2,08 мм/об
Передняя бабка
- Центра в шпинделе передней бабки — конус Морзе 6
Инструмент и резцедержатель
- Высота резца — не менее 25 мм
- Наибольшее расстояние от оси центров до кромки резцедержателя — 240 мм
- Наибольшая длина перемещения:
- продольного — 640, 930, 1330 мм
- поперечного — 250 мм
Резцовые салазки
- Максимальное перемещение салазом — 140 мм
- Максимальный угол поворота — от -65 до +45 град
- Цена деления шкалы поворота 1 град
- Цена деления лимба — 0,05 мм
Суппорт
- Скорость быстрого перемещения суппорта:
- продольного — 3,4 м/мин
- поперечного — 1,7 м/мин
- Цена одного деления лимба:
- продольного перемещения — 1 мм
- поперечного перемещения — 0,05 мм
- Количество устанавливаемых в резцевую головку резцов — 4
Задняя бабка
- Центр в пиноли — конус Морзе 5
- Максимальное перемещение пиноли — 200 мм
- Поперечное смещение:
- в прямом направлении — 15 мм
- в обратном напралении — 15 мм
- Цена одного деления лимба — 0,05 мм
Нарезаемая резьба
- Количество нарезаемых резьб:
- метрических — 44
- модульных — 38
- дюймовых — 20
- питчевых — 37
- Шаги нарезаемых резьб:
- метрических — 0,87.
 ..192 мм
..192 мм - модульных — 0,5…48 мм
- дюймовых — 24…2 ниток на дюйм
- питчевых — 96…1 питч
- архимедовой спирали — 3/8″, 7/16″, 8, 10, 12 мм
- метрических — 0,87.
Габариты и масса
- Габаритные размеры:
- длина — 2522, 2812, 3212 мм
- ширина — 1166 мм
- высота — 1324 мм
- Масса 2080, 2200, 2300 кг
Технические характеристики, область применения и преимущества токарно-винторезного станка 1к62
Токарный станок 1К62 по праву является одним из наиболее известных и распространённых на постсоветском пространстве. Марка 1К62 является одной из самых ходовых, так как обеспечивает качественное выполнение токарной обработки деталей более широкого спектра, чем агрегаты с аналогичными функциями.
- Общая информация о токарном станке 1К62
- Область применения оборудования
- Технические характеристики
- Преимущества агрегата
Общая информация о токарном станке 1К62
Расшифровывается буквенно-цифровой индекс 1К62 просто:
1 — группа станка — токарные;
К — поколение станка;
6 — тип — винторезные;
2 — высота центров. В данной модели это 220 мм.
В данной модели это 220 мм.
Ещё в конце маркировки может стоять буква, обозначающая класс точности станка.
Биография токарно-винторезного станка 1К62 довольно интересна. Разработан он был на заводе «Красный пролетарий» в Москве, где потом и производился. Началом использования на производстве можно считать тридцатые годы прошедшего века. Правда, в его названии тогда была аббревиатура ДИП (догоним и перегоним). Но после 1937 года, когда была введена новая система классификации станков, появилась современная маркировка.
Выпуск 1К62 давно прекращён, но большое количество этих замечательных станков всё ещё продолжает эксплуатироваться на производстве благодаря надёжности и продуманности конструкции. Конечно, найти совершено новое изделие крайне затруднительно, в процессе работы узлы и детали агрегатов изнашиваются и приходят в негодность. Но при должном уходе и обслуживании некоторые экземпляры отличаются от нового только обновлённым слоем краски.
Несомненно, некоторое оборудование приходит в полную негодность, а другим машинам требуется капитальный ремонт. Если заменить вышедшее из строя электрооборудование, провести по необходимости перешлифовку станин и направляющих либо их шабрение, то обновлённый 1К62 с уникальными техническими характеристиками ещё довольно долго сможет послужить на производстве. Для этого, разумеется, необходима вся техническая документация по станку.
Область применения оборудования
Спектр применения данного агрегата довольно широк:
- точение цилиндрических, конических и фасонных поверхностей;
- сверление, растачивание, развёртывание и зенкерование отверстий;
- нарезание наружной и внутренней резьбы различных видов как метчиками и плашками, так и резьбовыми резцами и головками;
- накатка поверхностей;
- токарная обработка асимметричных деталей и корпусов с использованием 4-х кулачковых патронов и планшайб;
- точение тонких и длинных деталей с использованием люнетов;
- копировальные работы с применением идущего в комплекте гидрокопировального приспособления и многое другое.

Рассматриваемая нами модель является универсальным токарно-винторезным станком, технические характеристики которого довольно уникальны. У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.
Технические характеристики
Все полностью технические характеристики размещаются в паспорте, идущем в комплекте с изделием. В целях общего ознакомления с основными возможностями нашего образца представляем краткий обзор параметров.
- Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.
- Предельные веса обрабатываемых заготовок: наибольший вес устанавливаемой в патроне детали — 300 кг, на центрах — 1,3 тонны.
- Станок выпускался в трёх габаритных модификациях: межцентровые расстояния 710, 1000 и 1400 мм. Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм.

- Наибольший рекомендуемый диаметр заготовки, проходящей через внутришпиндельное отверстие — 45 мм (само отверстие 47 мм).
- Размер посадочного конуса в шпинделе — Морзе № 6, а в пиноли задней бабки — Морзе № 5.
- Максимальное расстояние, на которое можно выдвинуть пиноль задней бабки — 200 мм.
- Высота державки резцов, устанавливаемых в резцедержателе — 25 мм.
- Габаритные размеры станка с межцентровым расстоянием 1000 мм: по длине — 2812 мм, по ширине — 1166 мм и в высоту — 1324 мм.
- Вес станка 1К62 с тем же расстоянием между центрами — 2140 кг.
- Нарезание метрических резьб с шагом в пределах от 1 до 192 мм.
- Нарезание дюймовых резьб с шагом резьбы от 2 до 24 ниток на 1 дюйм.
- Выполнение модульных резьб с шагом в пределах от 0,5 до 40 модулей.
- Выполнение питчевых резьб с шагом в пределах от 1 до 96 питчей.
- Пределы числа оборотов шпинделя — от 12,5 до 2000 об/мин.
- Пределы продольных подач суппорта — от 0,07 до 4,16 мм/об.
 , поперечных — от 0,035 до 2,08 мм/об.
, поперечных — от 0,035 до 2,08 мм/об.
1К62 по паспорту и техническим характеристикам оснащён четырьмя электродвигателями:
- двигателем главного привода мощностью 10 кВт;
- мотором быстрых перемещений мощностью 0,8 кВт;
- двигателем гидростанции с мощностью 1,1 кВт;
- мотором насоса охлаждения с 0,125 кВт мощности.
Некоторые модели оборудования для металлообработки сконструированы с питанием силовой цепи от 220 В. Но это не правило, а исключение, касающееся небольших «домашних» образцов. Рассматриваемый нами агрегат и в базовой комплектации, и в модификациях требует питания 380 В.
Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.

- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки. Благодаря этому становится возможным изготовление деталей повышенной точности.
- Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.

- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
Старинные трофеи для боулинга 1961-62 гг. Токарный станок по дереву
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
19 797 продаж
|
5 из 5 звезд
Редкая находка
€17,25
Загрузка
Доступен только 1
Включая НДС (где применимо), плюс стоимость доставки
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Внесен в список 1 января 2023 г.
3 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.
винтажных кеглей для боулинга 1961-62 годов, токарный станок по дереву, которому исполнилось 9 лет0001
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
19 797 продаж
|
5 из 5 звезд
53,61 ₪
Загрузка
Доступен только 1
Включены местные налоги (где применимо)
Редкая находка — этот предмет трудно найти.
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Внесен в список 1 января 2023 г.
3 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Ленточнопильный станок россия: Российские ленточнопильные станки по металлу по выгодной цене с доставкой
Российские ленточнопильные станки по металлу по выгодной цене с доставкой
Размер полотна
Размер полотна. Ширина х Толщина х Длина
Например: М42 13×0.6х1440 10/14 TPI
М42 — Материал режущих кромок зубьев
13 — ширина полотна, мм
0.6 — толщина полотна, мм
1440 — длина окружности полотна, мм
10/14 TPI — шаг зуба
0,9×3340х27
12,5×0,6×1638
12,7×0,65×1638
12,7×0,6×1638
12,7×0,9×1735
12,7х0,64х1640
12,7х0,65х1435
12,7х0,65х1638
13×0,65×1140
13×0,65×1332
13×0,65×1470
13×0,65×1638
13×0,65×1640
13×0,6×1640
13×0.65×2100
13×0.6х1440
13х0,65х1325
13х0,65х1385
13х0,65х1435
13х0,65х1440
13х0,65х1470
13х0,65х1640
13х0,65х1730
13х0,65х1735
13х0,6х1540
13х0,9х1735
19,05х0,8х2362
19×0,90×2362
19×0,9×2360
19×0,9×2362
20 x 0,90×2080
20×0,9×1735
20×0,9×2080
20×0,9×2100
20×0,9×2105
20×0,9×2110
20×0,9×2360
20×0,9×2463
20×0,9×2490
20x2360x0,9
20х0,9х2060
20х0,9х2080
20х0,9х2085
20х0,9х2285
20х0,9х2360
20х0,9х2362
20х0,9х2365
2750х27х0. 9
27×0,90×2480
27×0,9×2360
27×0,9×2450
27×0,9×2455
27×0,9×2460
27×0,9×2480
27×0,9×2655
27×0,9×2680
27×0,9×2685
27×0,9×2710
27×0,9×2715
27×0,9×2720
27×0,9×2750
27×0,9×2800
27×0,9×2880
27×0,9×2910
27×0,9×2925
27×0,9×2950
27×0,9×3035
27×0,9×3150
27×0,9×3160
27×0,9×3215
27×0,9×3280
27×0,9×3505
27×0,9×3820
27×0,9×3850
27×0,9×3960
27×0,9×3970
27×0.9×2650
27×0.9×4140
27х0,9х2450
27х0,9х2455
27х0,9х2460
27х0,9х2480
27х0,9х2616
27х0,9х2655
27х0,9х2685
27х0,9х2710
27х0,9х2725
27х0,9х2730
27х0,9х2740
27х0,9х2760
27х0,9х2825
27х0,9х2880
27х0,9х2965
27х0,9х3035
27х0,9х3100
27х0,9х3110
27х0,9х3150
27х0,9х3160
27х0,9х3175
27х0,9х3200
27х0,9х3215
27х0,9х3280
27х0,9х3300
27х0,9х3320
27х0,9х3350
27х0,9х3505
27х0,9х3625
27х0,9х3660
27х0,9х3670
27х0,9х3810
27х0,9х3820
27х0,9х3960
27х0,9х3970
27х0,9х4130
27х0,9х4360
27х0.9х3660
34×1,1×2880
34×1,1×3080
34×1,1×3565
34×1,1×3730
34×1,1×3770
34×1,1×3820
34×1,1×3880
34×1,1×3950
34×1,1×4115
34×1,1×4250
34×1,1×4515
34×1,1×4525
34×1,1×4550
34×1,1×4800
34×1,1×5200
34×1,1×5220
34×1. 1×4180
1×4180
34×1.1×4300
34×1.1×5000
34х1,1х3770
34х1,1х3870
34х1,1х3880
34х1,1х3950
34х1,1х4100
34х1,1х4115
34х1,1х4180
34х1,1х4300
34х1,1х4420
34х1,1х4450
34х1,1х4570
34х1,1х4950
34х1,1х5060
34х1,1х5100
34х1,1х6760
34х1,3х4115
34х1,3х4560
3870х34х1,1
4115х34х1,1
4150х34х1,1
41×1,3×4700
41×1,3×5000
41×1,3×5050
41×1,3×5650
41×1,3×5800
41×1,3×5880
41×1.1×4115
41×1.3×5000
41×1.3×6350
41×1.3×7000
41х1,1х6780
41х1,1х6850
41х1,25х6460
41х1,25х6860
41х1,3х3850
41х1,3х4635
41х1,3х4870
41х1,3х5000
41х1,3х5280
41х1,3х5330
41х1,3х5430
41х1,3х5450
41х1,3х5470
41х1,3х5715
41х1,3х5770
41х1,3х5840
41х1,3х6030
41х1,3х6040
41х1,3х6070
41х1,3х6260
41х1,3х6450
41х1,3х6850
41х1.1х5890
54×1,6×5740
54×1,6×6600
54×1,6×6630
54×1,6×7600
54×1,6×7690
54×1,6×8100
54×1,6×8200
54×1,6×8730
54×1.6×9800
54х1,6х6685
54х1,6х7360
54х1,6х8130
54х1,6х8300
54х1,6х9400
54х1,6х9800
54х1.6×8925
54х1.6х7050
6000х41х1,3
67×1,6×11060
67×1,6×11120
67×1,6×8050
67х1,6х10800
67х1,6х11180
67х1,6х12450
67х1,6х9820
6800х41х1,3
80х1,6х13460
Ленточнопильные станки по металлу Российского производства
Показ всех 8 элементов
По популярностиСортировка по более позднемуЦены: по возрастаниюЦены: по убыванию
Станок Флагман СЛ-320Р (420×350мм) — 90°
648 000 ₽
Макcимальный размер реза Угол 90° круг ⚫ 350мм квадрат ☐ 350×350мм прямоугольник ■■ 420×350 Маятниковый ленточнопильный станок с гидроразгрузкой, позволяет осуществлять порезку заготовок под углом 90°.

Имеет мощную станину, оснащен ручным гидронасосом для подъема пильной рамы а также оборудован механическими тисками.
Скорость порезки плавно регулируется оператором при помощи гидравлического дросселя смонтированного на панели станка и отображается на дисплее в мм/минуту. Контроль натяжения ленточного полотна осуществляется при помощи механического тензометра. Для подачи смазывающей охлаждающей жидкости СОЖ в поддоне установлена помпа, Сож подается по двум трубкам к правым и левым подшипниками поддержки полотна а также в шарнирную сегментную трубку которую оператор направляет в зону резания.
В корзину
Станок Флагман СЛ-500 (вертикальный)
690 000 ₽
Максимальная высота заготовки, мм 500 Размеры стола, мм 950×950мм Расстояние от пилы до стойки 500мм Привод ленточной пилы, кВт до 5,5 Вертикальный ленточнопильный станок, позволяет осуществлять порезку под прямым углом по разметке.

Ленточнопильный станок имеют мощную станину и стол на котором устанавливается заготовка для резки.
Скорость порезки устанавливается оператором при помощи ручки на панели станка и отображается на экране.
На станке смонтирована система лубрикации пилы и направляющих подшипников, установлены твердосплавные щелевые направляющие пилы.
Под столом установлен выкатной бункер для стружки.
В корзину
Станок Флагман СЛ-320Н (420×350мм) — 90°
698 000 ₽
Макcимальный размер реза Угол 90° круг ⚫ 350мм квадрат ☐ 350×350мм прямоугольник ■■ 420×350 Маятниковый не поворотный ленточнопильный станок, позволяет осуществлять порезку под углом 90° .

Ленточнопильныый станок имеют мощную станину, оснащен гидросистемой для подъема и опускания пильной рамы а также оборудован гидро тисками.
Скорость порезки устанавливается оператором при помощи гидравлического дросселя смонтированного на панели станка и отображается на экране.
Пульт управления расположен на подвижном основании. Установлена светодиодная подсветка зоны резания и защитные концевые выключатели кожухов ленточной пилы.
Станок позволяет осуществлять порезку в полуавтоматическом режиме и после окончания резания автоматически выключается.
В корзину
Станок Флагман СЛ-350 (350×350мм) — 90°
755 000 ₽
Макcимальный размер реза Угол 90° круг ⚫ ⌀350мм квадрат ☐ 350×350мм прямоугольник ■■ 350×350 Двухстоечный ленточнопильный станок колонного типа, позволяет осуществлять порезку под прямым углом.

Ленточнопильныый станок имеет мощную станину, оснащен гидростанцией для подъема и опускания пильной рамы а также оборудован гидро тисками.
Скорость ленточного полотна плавно регулируется инвертором и отображается на дисплее станка в метрах в минуту.
Скорость порезки (опускания пилы на заготовку) устанавливается оператором при помощи гидравлического дросселя смонтированного на панели станка и отображается на панели. СОЖ подается в зону резания при помощи насоса установленного в поддоне станка.
Станок отрезает заготовку в полуавтоматическом режиме и по окончании порезки самостоятельно останавливается.
Смонтированы защитные концевые выключатели на кожухах пилы. Установлена светодиодная подсветка зоны резания.
В корзину
Станок Флагман СЛ-320Г (420×350мм) — 90±45°
830 000 ₽
Макcимальный размер реза Угол 90° 90±45° круг ⚫ 350мм 350мм квадрат ☐ 350×350мм 350×350мм прямоугольник ■■ 420×350 350×350мм Маятниковый поворотный ленточнопильный станок, позволяет осуществлять порезку под любыми углами 90±45° .

Ленточнопильныый станок имеют мощную станину, оснащен гидросистемой для подъема и опускания пильной рамы а также оборудован гидро тисками.
Скорость порезки устанавливается оператором при помощи гидравлического дросселя смонтированного на панели станка и отображается на экране.
Пульт управления расположен на подвижном основании. Установлена светодиодная подсветка зоны резания и защитные концевые выключатели кожухов ленточной пилы.
Станок позволяет осуществлять порезку в полуавтоматическом режиме и после окончания резания автоматически выключается.
В корзину
Станок Флагман СЛ-450 (450×450мм) — 90°
890 000 ₽
Макcимальный размер реза Угол 90° круг ⚫ ⌀450мм квадрат ☐ 450×450мм прямоугольник ■■ 450×450 Двухстоечный ленточнопильный станок колонного типа, позволяет осуществлять порезку под прямым углом.

Ленточнопильныый станок имеет мощную станину, оснащен гидростанцией для подъема и опускания пильной рамы а также оборудован гидро тисками.
Скорость ленточного полотна плавно регулируется инвертором и отображается на дисплее станка в метрах в минуту.
Скорость порезки (опускания пилы на заготовку) устанавливается оператором при помощи гидравлического дросселя смонтированного на панели станка и отображается на панели. СОЖ подается в зону резания при помощи насоса установленного в поддоне станка.
Станок отрезает заготовку в полуавтоматическом режиме и по окончании порезки самостоятельно останавливается.
Смонтированы защитные концевые выключатели на кожухах пилы. Установлена светодиодная подсветка зоны резания.
В корзину
Станок Флагман СЛ-550 (550×550мм) — 90°
1 180 000 ₽
Макcимальный размер реза Угол 90° круг ⚫ ⌀550мм квадрат ☐ 550×550мм прямоугольник ■■ 550×550 Двухстоечный ленточнопильный станок, позволяет осуществлять порезку заготовок под прямым углом.

Ленточнопильныый станок имеют мощную станину, оснащен гидросистемой для подъема и опускания пильной рамы а также оборудован гидро тисками.
Скорость порезки устанавливается оператором при помощи гидравлического дросселя смонтированного на панели станка и отображается на экране.
В корзину
Станок Флагман СЛ-650 (650×650мм) — 90°
1 720 000 ₽
Макcимальный размер реза Угол 90° круг ⚫ ⌀650мм квадрат ☐ 650×650мм прямоугольник ■■ 650×650 Двухстоечный ленточнопильный станок, позволяет осуществлять порезку труб и профильного проката под прямым углом.
Ленточнопильныый станок имеют мощную станину, оснащен гидросистемой для подъема и опускания пильной рамы а также оборудован гидро тисками.
Скорость порезки устанавливается оператором при помощи гидравлического дросселя смонтированного на панели станка и отображается на экране.

В корзину
Ленточнопильный станок Импортеры России
Хотите экспортировать ленточнопильный станок в Россию? Ищете импортеров ленточнопильных станков из России? Нужны надежные покупатели в России? Не волнуйся! Вы попали в нужное место, так как мы предоставляем самые точные данные об импорте в Россию, а также подлинный список российских импортеров ленточнопильных станков, чтобы вы могли эффективно удовлетворить свои бизнес-требования.
Образец № 1 – Российский импортер ленточнопильного станка
| Дата | 02.09.2017 00:00:00 |
|---|---|
| Имя импортера | ООО «МЕГАТЕК» |
| Адрес импортера | 620017, Свердловская область, г. Екатеринбург, ул. Фронтовых бригад, д. 7 |
| Наименование экспортера | *** |
| Наименование экспортера EN | *** |
| Адрес экспортера | *** |
| Название производителя | AMADA MACHINE TOOLS EUROPE GMBH |
| Код ТН ВЭД | 8202200000 |
| Описание продукта | Полотна для ленточных пил по металлу, Bimetallic BAND LEAF, используются для резки металла на ленточнопильных станках: |
| Товарный знак | АМАДА |
| Количество | *** |
| Блок | *** |
| Вес брутто | 2373. 941 941 |
| Вес нетто | 2198.25 |
| Статистическое значение | 45759,62 |
| Invoice_Value | 40782.59 |
| Таможенная_Стоимость | 2975912,96 |
| Общая_таможенная_стоимость | 3001420 |
| Страна происхождения | *** |
| Страна назначения | РОССИЯ |
| Custom_Value_Currency_Code | |
| Пункт_доставки_товаров_EN | ШПРИНХАГЕН |
Образец № 2 — Российский импортер ленточнопильного станка
| Дата | 02.09.2017 00:00:00 |
|---|---|
| Имя импортера | ООО «МЕГАТЕК» |
| Адрес импортера | 620017, Свердловская область, г. Екатеринбург, ул. Фронтовых бригад, д. 7 |
| Наименование экспортера | *** |
| Наименование экспортера EN | *** |
| Адрес экспортера | *** |
| Название производителя | AMADA MACHINE TOOLS EUROPE GMBH |
| Код ТН ВЭД | 8202200000 |
| Описание продукта | Полотна для ленточных пил по металлу, биметаллические ЛЕНТОЧНЫЕ, используются для резки металла на ленточнопильных станках: АРТ. R3013650114 биметаллические ЛЕНТОЧНЫЕ ЛИСТЬЯ SGLB 13 x 10/14 — 100 M. R3013650114 биметаллические ЛЕНТОЧНЫЕ ЛИСТЬЯ SGLB 13 x 10/14 — 100 M. |
| Товарный знак | АМАДА |
| Количество | *** |
| Блок | *** |
| Вес брутто | 7,559 |
| Вес нетто | 7 |
| Статистическое значение | 392,22 |
| Invoice_Value | 351.02 |
| Таможенная_Стоимость | 25507.27 |
| Общая_таможенная_стоимость | 3001420 |
| Страна происхождения | *** |
| Страна назначения | РОССИЯ |
| Custom_Value_Currency_Code | |
| Пункт_доставки_товаров_EN | ШПРИНХАГЕН |
Образец № 3 — Российский импортер ленточнопильного станка
| Дата | 04.09.2017 00:00:00 |
|---|---|
| Имя импортера | ООО «Вуд-Мизер ИНДАСТРИЗ» |
| Адрес импортера | 107078, Россия, МОСКВА, ПЕРЕУЛОК ОРЛИКОВА, Д. 5, СТР.2, 6 ЭТАЖ, ПОМ.14 5, СТР.2, 6 ЭТАЖ, ПОМ.14 |
| Наименование экспортера | *** |
| Наименование экспортера EN | *** |
| Адрес экспортера | *** |
| Название производителя | WOOD-MIZER INDUSTRIES SP. З ОО |
| Код ТН ВЭД | |
| Описание продукта | Манометр со спиральной или металлической диафрагмой БЕЗ источников излучения, K Ленточные пилы WOOD-MIZER, Запчасти для ремонта станков WOOD-MIZER: МАНОМЕТР ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ ВОЗДУХА К ленточнопильным станкам WO |
| Товарный знак | *** |
| Количество | 0,63 |
| Блок | *** |
| Вес брутто | *** |
| Вес нетто | 0,63 |
| Статистическое значение | 25,13 |
| Invoice_Value | *** |
| Таможня_Стоимость | 1459. 2 2 |
| Общая_таможенная_стоимость | 3066682.7 |
| Страна происхождения | СОЕДИНЕННЫЕ ШТАТЫ |
| Страна назначения | РОССИЯ |
| Custom_Value_Currency_Code | |
| Goods_delivery_point_RU | КОЛО |
Образец № 4 — Российский импортер ленточной пилы
| Дата | 04.09.2017 00:00:00 |
|---|---|
| Имя импортера | ООО «Вуд-Мизер ИНДАСТРИЗ» |
| Адрес импортера | 107078, Россия, МОСКВА, ПЕРЕУЛОК ОРЛИКОВА, Д.5, СТР.2, 6 ЭТАЖ, ПОМ.14 |
| Наименование экспортера | *** |
| Наименование экспортера EN | *** |
| Адрес экспортера | *** |
| Название производителя | WOOD-MIZER INDUSTRIES SP. З ОО |
| Код ТН ВЭД | |
| Описание продукта | Манометр со спиральной или металлической диафрагмой БЕЗ источников излучения, K Ленточные пилы WOOD-MIZER, Запчасти для ремонта станков WOOD-MIZER: МАНОМЕТР ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ ВОЗДУХА К ленточнопильным станкам WO |
| Товарный знак | *** |
| Количество | 0,95 |
| Блок | *** |
| Вес брутто | *** |
| Вес нетто | 0,95 |
| Статистическое значение | 58,8 |
| Invoice_Value | *** |
| Таможенная_Стоимость | 3413,84 |
| Total_Customs_Value | 3066682. 7 7 |
| Страна происхождения | СОЕДИНЕННЫЕ ШТАТЫ |
| Страна назначения | РОССИЯ |
| Custom_Value_Currency_Code | |
| Пункт_доставки_товаров_EN | КОЛО |
Нужно больше импортеров ленточнопильных станков в Россию? Хотите получить самую свежую информацию об импорте ленточнопильного станка в Россию?
Китайский производитель ленточнопильных станков, Высокоскоростная циркулярная пила, Поставщик пильных полотен
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новые продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендация продавца
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Тип бизнеса: | Производитель/Фабрика, Торговая Компания, Группа Корпораций | |
| Основные продукты: | Ленточнопильный станок , Высокоскоростная циркулярная пила , Лезвие пилы , Сварочный аппарат | |
| Зарегистрированный капитал: | 10000000 юаней | |
| Сертификация системы менеджмента: | ISO 9001, ISO 14001, OHSAS/OHSMS 18001 | |
| Основные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Средний Восток, Восточная. .. .. | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: 1-3 месяца Время выполнения заказа в межсезонье: один месяц |
Компания Hangzhou Chenlong Intelligence Technology Co., Ltd, расположенная в китайском городе искусственного интеллекта ZOTP, является дочерней компанией Zhejiang Chenlong Sawing Machine Co., Ltd. Компания занимается разработкой и продажей интеллектуальных технологий резки и новых продуктов, включая высококачественные ленточная пила по металлу, высокоскоростная циркулярная пила, станки и роботизированное интеллектуальное оборудование.
Основанная в 1985 году со штаб-квартирой в высокотехнологичном промышленном парке интеллектуального оборудования Лишуй-Цзиньюнь …
Посмотреть все
Фото на месте
7 шт.
Установка CH-1600
CH-1800(G42180) Установка
Резка профиля
Установка ленточной пилы для резки фланцев
Установка CH-400SA
Установка производственной линии распиловки
GZ4232 Установка
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Г-н Майкл Чжан
* Сообщение:
Введите от 20 до 4000 символов.